Изобретение относится к области машиностроения, в частности к технологическому оборудованию для обработки внутренней поверхности изделий различной конфигурации, в том числе и трубчатой формы, при помощи лазерного излучения, и может быть использовано для лазерного упрочнения поверхности изделий.
Лазерное технологическое оборудование дает высокое качество, производительность и практически не влияет на экологию.
Известные лазерные технологические комплексы для обработки изделий включают в свой состав технологический лазер, систему управления, манипулятор оптики, а также системы поворотных зеркал, передающих лазерное излучение от технологического лазера к оптикофокусирующей системе. (Технологические лазеры. Справочник Под ред. Абильсиитов Г.А. т. 1. - М.: Машиностроение, 1991, с. 118 и 389; JP 62-144890 В, 1987).
Недостаток этих лазерных технологических комплексов состоит в том, что они предназначены для обработки только плоских изделий.
Известен также лазерный технологический комплекс, в состав которого кроме вышеперечисленных узлов и элементов, входит манипулятор оптики мостового типа, в котором две продольные направляющие расположены на опорах, а на вертикальном манипуляторе имеется механизм перемещения оптикофокусирующей системы по вертикали (JP 62-5459 3В, 1987). Это позволяет проводить лазерную обработку поверхностей, расположенных на различной высоте в обрабатываемом объекте.
Недостатком этого комплекса является большая длина оптического тракта, что приводит к ухудшению качества лазерного излучения, и, следовательно, качества лазерной обработки - сварки, резки и т.д., требует
Заявляемый технический результат достигается тем, что в автоматизированном комплексе для лазерного термоупрочнения поверхностей изделий, содержащем источник лазерного излучения, оптическую систему, блок охлаждения, систему управления, выполненную в виде интеллектуальной системы на основе компьютера с программными средствами, систему мониторинга, систему контроля процесса обработки, технологический стол, два шестикоординатных робота, на одном из которых размещена сменная оптическая головка оптической системы, а другой шестикоординатный робот выполнен с возможностью доставки объектов обработки в рабочую зону и на нем размещены система мониторинга процесса и система неразрушающего контроля, при этом оптическая система содержит сменную оптическую головку, а источник лазерного излучения выполнен в виде многоканального диодного источника лазерного излучения с многоволоконной системой транспортировки лазерного излучения
Источником излучения является многоканальный диодный источник лазерного излучения. Переход от СО2 - лазера к диодному с меньшей длиной волны позволяет при одинаковой мощности излучения увеличить эффективность обработки и отказаться от специальных поглощающих покрытий.
Многоканальный диодный лазер прямого излучения состоит из 40 модулей, по 125 Вт. каждый, в сумме - 5000 Вт и 40 блоков питания. Причем, возможно изменение мощности любого модуля излучения от 0 до 125 Вт. Кроме того, возможна замена как модулей, так и любого блока питания.
Формирование пятна лазерного излучения на обрабатываемой поверхности осуществляется оптической головкой, размещенной на специализированном шестикоординатном роботе, выполняющем движения в трех линейных и трех круговых координатах, при этом предусмотрена замена головки при необходимости проведения различных видов лазерной поверхностной обработки (например, оптической головки для поверхностной обработки на оптическую головку для обработки внутрицилиндрических поверхностей).
На оптической головке смонтированы высокоскоростная видеокамера для визуального наблюдения за процессом упрочнения и пирометр для контроля температуры закалки.
Установка обрабатываемого объекта в технологическую зону обработки осуществляется дополнительным специализированным шестикоординатным роботом, предназначенным для манипуляции обрабатываемыми изделиями. Также, на нем размещена система неразрушающего контроля в которую входят измеритель глубины закаленного слоя и твердомер.
Возможность перемещения лазерного пучка по упрочняемой поверхности за счет движения руки манипулятора робота при неподвижном объекте обработки, позволяет проводить обработку в специальных жидких средах. Таким образом, например, можно формировать защитный слой карбида титана на поверхности изделий из титановых сплавов.
Для передачи энергии излучения лазера к месту обработки служит многоволоконная система транспортировки, представляющая собой специализированную оплетку из 40 волокон. Излучение по оптоволокну и кабельному каналу поступает в оптическую головку.
В зоне обработки расположен поворотный стол (с 2-х поворотным вращателем) для манипулирования деталью. С помощью пневмозахвата объект, например, трубу, предназначенную для обработки, помещают в 3-х кулачковый патрон на поворотном столе.
Основное внимание в настоящем техническом решении уделено характеристикам созданной автоматизированной системе управления технологическим процессом (АСУТП). Функциональные возможности ее определяются необходимостью обеспечения требуемых режимов лазерного термоупрочнения деталей любой сложности с учетом возможности контроля параметров каждого излучателя в отдельности (режим, мощность, вкл/выкл любого из 40 источников) как до начала, так и во время обработки со стабильной подачей излучения и разбросом мощности выходного излучения не более 5%. Поэтому, регулируемыми операциями являются:
во-первых, автоматический (в режиме реального масштаба времени) анализ схемы (траектории) обработки, осуществление подбора режимов обработки (мощность, скорость, диаметр и форма пятна), мониторинг обработки (визуализация лазерно-индуцированных процессов);
во-вторых, обеспечение автоматической фокусировки пятна в нужную геометрическую форму и диаметр без изменения положения в плоскости самих головок;
в-третьих, обеспечение точной манипуляции лазерным излучением при обработке деталей любой сложности с помощью как специализированного шестикоординатного робота, так и другого специализированного шестикоординатного робота с обеспечением точной манипуляции обрабатываемого изделия при его съеме и подаче в зону обработки.
Кроме того, по завершению обработки осуществляется неразрушающий контроль поверхности, который в числовом формате показывает трибологические параметры обработанной поверхности - твердость поверхности, глубину упрочненного слоя. По этим данным вносятся коррекции в процесс лазерной обработки через соответствующие команды АСУТП.
В целях обеспечения безопасности обслуживающего персонала, робот - манипулятор с лазерным лучом установлен в защитном кабинете. Наблюдение за техпроцессом ведется с помощью смотровых окон из специального защитного стекла.
Основным технологическим приемом, реализуемым при помощи интеллектуального автоматизированного комплекса для лазерного термоупрочнения с интегрированным контролем и диагностикой процессов упрочнения, является лазерное упрочнение поверхностей изделий без оплавления поверхности в соответствии с существующими принципами и моделями лазерной обработки металлов и сплавов без применения вспомогательных технологических сред и последующих доводочных операций.
Реализация данной технологии предполагает использование лазерного излучения с плотностью мощности излучения I=103-104 Вт/см2. При этом изобретение не является узкоспециализированным и может быть адаптировано под другие виды лазерной поверхностной обработки, возможность реализации которых определяется в основном уровнем плотности мощности излучения:
- лазерный отжиг (I=102-103 Вт/см2);
- упрочнение с фазовым переходом (I=104-105 Вт/см2);
- лазерное легирование(I=104-106 Вт/см2);
- лазерная наплавка (I=104-106 Вт/см2);
-амортизация поверхности(1=106-108 Вт/см);
- шоковое упрочнение(I=104-106 Вт/см2).
Изобретение предназначено для термоупрочнения изделий как из распространенных типов сталей, применяемых в машиностроении (например, 65Г, 30ХГСА, 45, У8А, 9ХС, Р18, Р6М5), так и особых сплавов (например, ВТ-6 ВТ-8 ВТ-12).
Номенклатура изделий, обработка которых возможна с применением данного технического решения очень широкая. Особенно это проявляется при использовании его на предприятиях, специализирующихся на оказании услуг по лазерной обработке материалов сторонним заказчикам. В данном случае особенную актуальность приобретает возможность гибкой перенастройки комплекса на новую технологию лазерной поверхностной обработки. При использовании комплекса на крупном машиностроительном предприятии одновременно со стабильностью работы универсальность комплекса остается востребованной с учетом широты ассортимента изготавливаемых деталей и непрерывной модернизации выпускаемой продукции.
Основными показателями, определяющими эффективность эксплуатации комплекса, являются твердость поверхностного слоя материала, достигаемая в результате лазерной термообработки, глубина упрочненного слоя и сохранение шероховатости поверхности.
Глубина упрочненного слоя от 0,1 до 2, мм в зависимости от требований к упрочняемой поверхности.
Таким образом, заявляемый комплекс имеет ряд преимуществ как перед известными отечественными установками: переход от СО2-лазера к диодному лазерному излучателю с меньшей длиной волны позволяет при одинаковой мощности излучения увеличить эффективность обработки и отказаться от специальных поглощающих покрытий. Как следствие, в заявляемом комплексе предусмотрены большие скорость обработки и диаметр пятна фокусировки лазерного излучения, что обеспечивает большую производительность, так и перед зарубежными: перед установками компании Trumpf (Германия), использующими лазерные СО2 излучатели (например, TraLaser Cell 1100), аналогичны преимуществам, указанным при сравнении с отечественными технологическими комплексами этого типа. Установки, в которых используются диодные лазеры с длиной волны излучения 900-1030 нм (например, TruLaser Robot 5020) имеют сходные характеристики с заявляемым объектом, но - дорогостоящи и сложны в изготовлении. Кроме того, основным преимуществом заявляемого комплекса является ориентация на отечественные комплектующие и разработки. В отношении продукции компании Coherent, Inc (США) этот фактор становится еще более важным, чем в случае с европейской компанией Trumpf.
Также, весомыми преимуществами являются:
- интеллектуальная система управления,
- интегрированная система мониторинга и неразрушающего контроля упрочненного слоя,
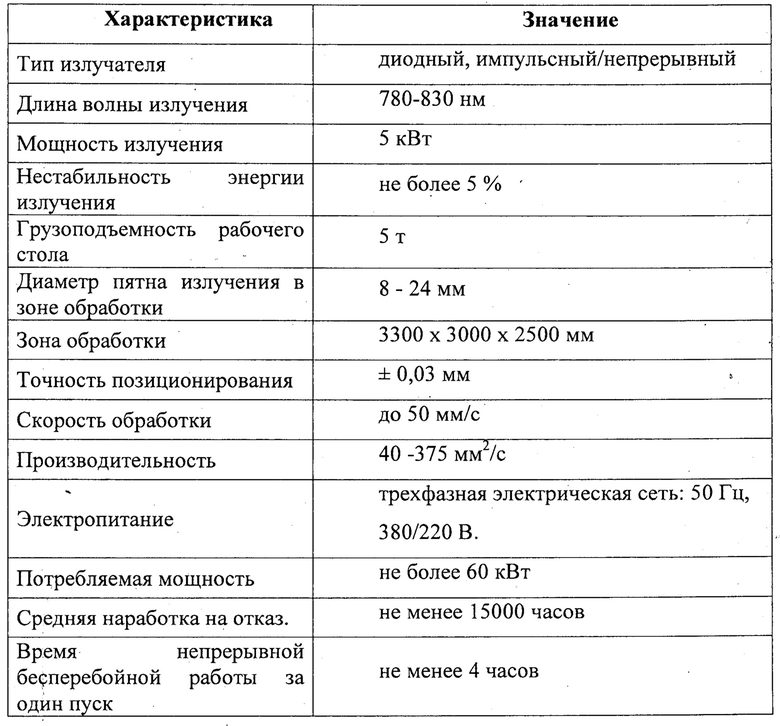
Заявляемый комплекс является специализированным - для лазерного термоупрочнения и имеет следующие технические характеристики:
Изобретение поясняется следующими рисунками:
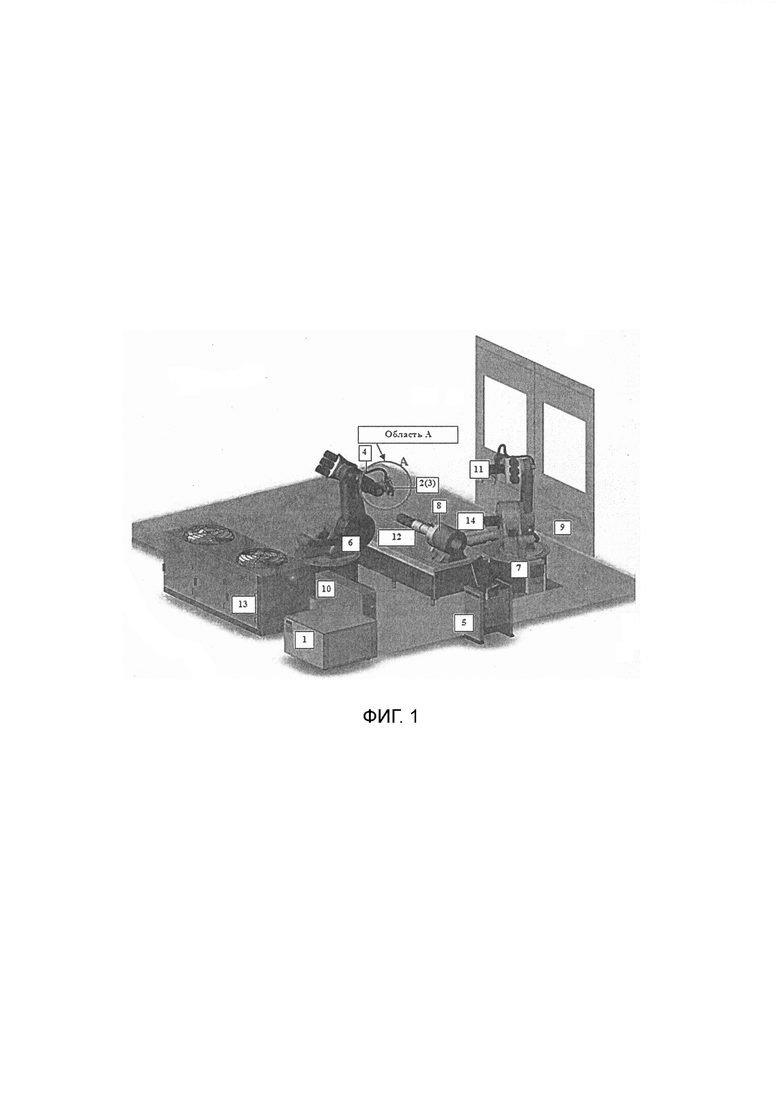
Фиг. 1 - Схема компоновки элементов интеллектуального автоматизированного комплекса для лазерного термоупрочнения с интегрированным контролем и диагностикой процессов упрочнения;
Фиг. 2 - Схема оптической головки.
Интеллектуальный автоматизированный комплекс для лазерного термоупрочнения с интегрированным контролем и диагностикой процессов упрочнения состоит из следующих компонентов (Фиг. 1):
1. многоканальный диодный источник лазерного излучения;
2. оптическая головка для поверхностной обработки;
3. оптическая головка для обработки внутрицилиндрических поверхностей;
4. многоволоконная система транспортировки лазерного излучения;
5. автоматизированная системы управления технологическим процессом (АСУТП);
6. специализированный шестикоординатный робот;
7. специализированный шестикоординатный робот меньшей рабочей зоны;
8. поворотный стол для манипулирования деталью в зоне обработки;
9. защитный кабинет;
10. система мониторинга процесса;
11. система неразрушающего контроля;
12. рабочий стол грузоподъемностью 5 т;
13. холодильная установка (чиллер);
14 - пункт выдачи/приема обрабатываемых изделий.
Интеллектуальный автоматизированный комплекс для лазерного термоупрочнения с интегрированным контролем и диагностикой процессов упрочнения состоит из многоканального диодного источника лазерного излучения (1), сменных оптических головок (2, 3), размещенных на специализированном шестикоординатном роботе (6), на котором смонтирована система мониторинга (10) для визуального наблюдения за процессом упрочнения и для контроля температуры закалки. Комплекс также содержит многоволоконную систему транспортировки лазерного излучения (4), автоматизированную систему управления комплексом (5), специализированный шестикоординатный робот (7), на котором размещена система неразрушающего контроля (11) (устройство для измерения глубины закаленного слоя + твердомер), блок охлаждения (13). Комплекс оборудован рабочим столом (12), грузоподъемностью 5 тонн и поворотным 2х осевым столом (8) для манипулирования деталью в зоне обработки. Комплекс расположен в отдельном помещении - защитном кабинете (9).
Комплекс работает следующим образом
Термоупрочнение материала на поверхности деталей реализуется за счет технологии локального лазерного нагрева путем перемещения пятна лазерного излучения многоканального диодного лазера относительно поверхности обрабатываемой детали. Формирование пятна лазерного излучения на обрабатываемой поверхности осуществляется оптической головкой, размещенной на специализированном роботе. Перемещение пятна лазерного излучения по обрабатываемой поверхности осуществляется специализированным роботом, позволяющим производить движение в трех линейных и трех круговых координатах и 2х осевым поворотным столом.
Установка обрабатываемой детали в технологическую зону обработки осуществляется дополнительным роботом, предназначенным для манипуляции обрабатываемыми изделиями.
Управление комплексом осуществляется при помощи специально разработанной интеллектуальной системы.
В ходе обработки поверхности изделия производится текущий мониторинг процесса и контроль результатов обработки.
Таким образом, реализация полезной модели решает все поставленные автором задачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный лазерный технологический комплекс для термоупрочнения поверхности детали | 2017 |
|
RU2708285C1 |
| Полупроводниковый многоканальный лазерный излучатель | 2017 |
|
RU2677489C1 |
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| Способ лазерного термоупрочнения резьбовых соединений | 2017 |
|
RU2675884C1 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| МОБИЛЬНЫЙ РОБОТИЗИРОВАННЫЙ РЕМОНТНО-ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС РАКЕТНО-АРТИЛЛЕРИЙСКОГО ВООРУЖЕНИЯ (МРРДК-РАВ) | 2022 |
|
RU2780079C1 |
| Роботизированный комплекс для ремонта дефектов сварных швов труб, изготовленных с использованием технологии лазерной сварки | 2017 |
|
RU2680166C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ЛАЗЕРНОГО ТЕРМОУПРОЧНЕНИЯ | 2014 |
|
RU2599920C2 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |

Изобретение относится к автоматизированному комплексу для лазерного термоупрочнения поверхностей изделий. Технический результат изобретения состоит в расширении технологических возможностей и повышении качества обработки поверхности изделий. Комплекс содержит источник лазерного излучения, оптическую систему, блок охлаждения, систему управления, выполненную в виде интеллектуальной системы на основе компьютера с программными средствами, систему мониторинга, систему контроля процесса обработки и технологический стол. Также содержатся два шестикоординатных робота, на одном из которых размещена сменная оптическая головка оптической системы, а другой шестикоординатный робот выполнен с возможностью доставки объектов обработки в рабочую зону и на нем размещены система мониторинга процесса и система неразрушающего контроля. Оптическая система содержит сменную оптическую головку, а источник лазерного излучения выполнен в виде многоканального диодного источника лазерного излучения с многоволоконной системой транспортировки лазерного излучения. 2 ил.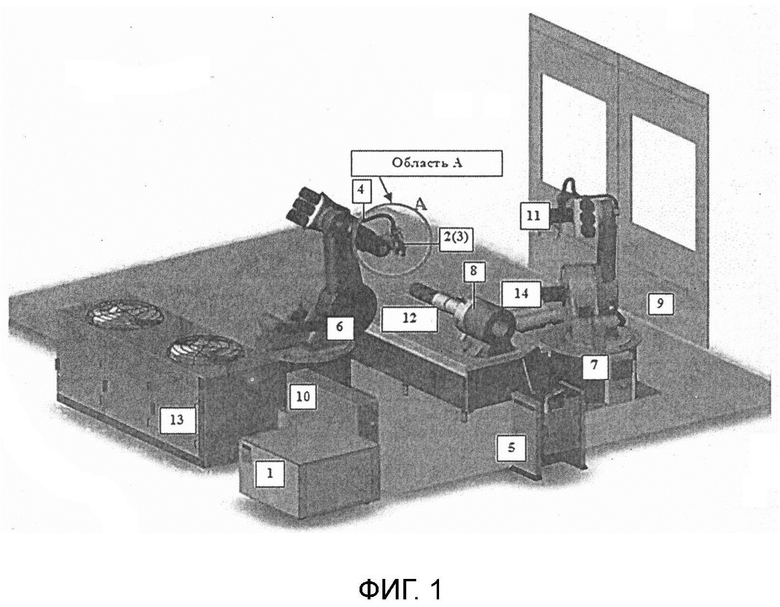
Автоматизированный комплекс для лазерного термоупрочнения поверхностей изделий, содержащий источник лазерного излучения, оптическую систему, блок охлаждения, систему управления, выполненную в виде интеллектуальной системы на основе компьютера с программными средствами, систему мониторинга, систему контроля процесса обработки, технологический стол, отличающийся тем, что он снабжен двумя шестикоординатными роботами, на одном из которых размещена сменная оптическая головка оптической системы, а другой шестикоординатный робот выполнен с возможностью доставки объектов обработки в рабочую зону и на нем размещены система мониторинга процесса и система неразрушающего контроля, при этом оптическая система содержит сменную оптическую головку, а источник лазерного излучения выполнен в виде многоканального диодного источника лазерного излучения с многоволоконной системой транспортировки лазерного излучения.
| 0 |
|
SU169367A1 | |
| ЛАЗЕРНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ | 2009 |
|
RU2397055C1 |
| КРУГЛОВЯЗАЛЬНАЯ МНОГОСИСТЕМНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ИСКУССТВЕННОГО МЕХА | 0 |
|
SU164382A1 |
| Полимерная композиция для лепестково-дисковых литероносителей | 1989 |
|
SU1812195A1 |
| US 5314248 A1, 24.05.1994 | |||
| JP 1316416 A, 21.12.1989. | |||

