Изобретение относится к технике и технологии нанесения защитных ионно-плазменных покрытий и может быть применено в машиностроении, например, для защиты лопаток статора направляющего аппарата газотурбинных двигателей из никелевых, титановых сплавов и легированных сталей.
Новый более высокий уровень эксплуатационных характеристик лопаток ГТД и ГТУ определяются, главным образом, характеристиками их рабочих поверхностей. Как показывает практика развития техники и технологий в этой области, наиболее эффективным методом обеспечения указанных характеристик являются защитные покрытия с заданным составом и свойствами. При этом к перспективным и эффективным процессам нанесения покрытий относятся ионно-плазменные способы нанесения покрытий. Этот способы имеют ряд существенных преимуществ перед другими известными способами нанесения покрытий.
Известен способ нанесения покрытий на лопатки турбомашин, включающий последовательное осаждение в вакууме на поверхности пера лопатки слоев конденсированного покрытия [патент РФ №2165475, С23С 14/16, 30/00, С22С 19/05, 21/04, 20.04.2001].
Известны также способы нанесения покрытий на лопатки турбомашин в вакууме путем физического осаждения на защищаемую поверхность материала, с образованием соединений, устойчивых к разрушающему воздействию - механическому, химическому, тепловому. [см. например, патент РФ №№2373302 МПК8 С23С 14/06, опубл. 20.11.2009].
Широко известны также способы и установки для нанесения защитных покрытий путем осаждения из вакуумно-дуговой плазмы материала покрытия с использованием электродуговых испарителей металлов, содержащий катод, выполненный из испаряемого материала и имеющий поверхность испарения и источник постоянного тока, соединенный с катодом и анодом [например, Патент США 3793179, МПК С23С 14/32, 1974].
Используемые в таких установках катоды, выполненные из материала покрытия, используются, как правило, для испарения токопроводящих материалов и нанесения упрочняющих покрытий на детали машин из плазмы испаряемого материала [патент Великобритании №1322670, патент США №5529674, патент ЕП №0922606].
Известна также установка включающая охлаждаемый катод, выполненный из испаряемого материала, в виде цилиндрических обечаек, последовательно укрепленных по высоте на цилиндрическом стакане, который соединен с полым электроизоляционным штоком, соединенным вне вакуумной камеры с приводом. (А.С. СССР 1524534, МПК С23С 14/00, «Установка для нанесения защитных покрытий» опубл. 2000.09.27).
Однако существующие способы и установки для нанесения ионно-плазменных покрытий не обеспечивают формирование качественного, однородного защитного покрытия на таких деталях, как статорные полукольца направляющего аппарата газотурбинных двигателей (ГТД) и установок.
Наиболее близким техническим решением, выбранным в качестве прототипа способа, является способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками, включающий размещение полуколец в вакуумной камере установки, приложение к полукольцам потенциала электрического смещения, ионную очистку поверхности полуколец с лопатками и нанесение на них покрытия электродуговым испарением материала по крайней мере, двух вертикально расположенных своими продольными осями протяженных катодов, обеспечивающих возвратно-поступательное перемещение дуги по поверхности катода путем переключения полярности противоположных торцов каждого катода [А.С. СССР 461163, МПК С23С 14/32, 1975].
Однако, известный способ нанесения ионно-плазменных покрытий не позволяет получить качественные, однородные покрытия на деталях сложной формы, таких как статорные полукольца направляющего аппарата ГТД, поскольку они не обеспечивают формирование покрытий на затененных участках деталей или не обеспечивают необходимую по толщине равномерность.
Наиболее близким техническим решением, выбранным в качестве прототипа устройства, является установка для нанесения ионно-плазменных покрытий на детали, содержащая вертикальную цилиндрическую вакуумную камеру, снабженную системой вакуумирования, подачи и регулирования расхода газа, источниками питания и блоком управления, с расположенными в вакуумной камере держателем изделий и плоскими протяженными электродуговыми испарителями с катодами из испаряемых материалов формируемого покрытия [(Патент РФ № 2001159 МПК C23C 8/00. Установка электродугового нанесения металлических покрытий в вакууме. Опубл. 1993 г].
Однако известная установка для нанесения покрытий не обеспечивает качественное, равномерное нанесение покрытий на детали типа полукольца направляющего аппарата ГТД .
Задачей изобретения является повышение производительности и качества обработки деталей типа полуколец направляющего аппарата ГТД за счет обеспечения лучшей равномерности нанесения покрытия.
Техническим результатом изобретения является повышение равномерности нанесения покрытий на лопатки и внутренние поверхности деталей типа полуколец направляющего аппарата ГТД.
Технический результат достигается за счет того, что в способе нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками, включающий размещение полуколец в вакуумной камере установки на держателе изделий, приложение к полукольцам потенциала электрического смещения, ионную очистку поверхности полуколец с лопатками и нанесение на них покрытия электродуговым испарением материала по крайней мере, двух вертикально расположенных своими продольными осями протяженных катодов, обеспечивающих возвратно-поступательное перемещение дуги по поверхности катода путем переключения полярности противоположных торцов каждого катода в отличие от прототипа, упомянутые протяженные катоды располагают в центре вакуумной камеры, поверхностями испарения наружу, а полукольца располагают друг над другом, вокруг катодов в периферийной части вакуумной камеры, продольными осями цилиндрической поверхности полуколец вертикально, причем в процессе нанесения покрытия полукольца приводят в угловые колебательные движения наклоняя их до 45 угловых градуса по обе стороны от вертикали и одновременно вращая и/или приводя упомянутые полукольца в возвратно-колебательное движение относительно вертикальной оси вакуумной камеры установки.
Кроме того возможны следующие дополнительные приемы способа: используют статорные полукольца с лопатками которые размещают в виде цилиндра, продольную ось которого совмещают с осью вращения держателя изделий, совмещая последнюю с вертикальной осью вакуумной камеры установки, причем полукольца размещают смещая в шахматном порядке лопатки каждого соседнего полукольца относительно друг друга; используют статорное полукольцо с лопатками, выполненными из титанового или никелевого сплава или из легированной стали; в качестве испаряемых материалов катодов используется: титан, алюминий, хром и ванадий, а также сплавы на основе Ni, содержащего компоненты в следующем соотношении, мас. %: Cr 16-26, Co 16-26, Al 9-15, Y 0,2-0,7, Ni - остальное, и сплав на основе Al, дополнительно содержащего Si и Co, при следующем соотношении компонентов, мас. %: Si 7-11, Co 7-14, Y 0,2-0,7, Al – остальное.
Технический результат достигается за счет того, что установка для нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками, содержащая вертикальную цилиндрическую вакуумную камеру, снабженную системой вакуумирования, подачи и регулирования расхода газа, источниками питания и блоком управления, с расположенными в вакуумной камере держателем изделий и плоскими протяженными электродуговыми испарителями с катодами из испаряемых материалов формируемого покрытия в отличие от прототипа содержит по крайней мере два электродуговых испарителя расположенные вертикально в центральной части вакуумной камеры поверхностями испарения катодов наружу, а держатель изделий выполнен с возможностью осуществления угловых колебательных движений полуколец путем наклона продольных осей упомянутых полуколец до 45 угловых градуса по обе стороны от вертикали, при одновременном их вращении или осуществлении колебательных движений вокруг электродуговых испарителей.
Кроме того возможны следующие дополнительные признаки установки: средства электрической связи каждого из протяженных электродуговых испарителей с источником электропитания разряда выполнены в виде токоподводов на противоположных торцов испарителей, подключенных к управляемым ключам, электрически связанным через индивидуальные элементы включения с блоком управления, и связанные с источником постоянного тока, соединенным с анодом; протяженные катоды расположены на одном общем электродуговом испарителе, подключенном к общему источнику электрического питания, снабженному системой переключения катодов и системой поджигания дуги каждого катода, а аноды выполнены протяженными, причем аноды расположены по всей длине протяженных катодов по их бокам и соединены электрической цепью с вакуумной камерой установки; протяженные катоды электродугового испарителя выполнены плоскими; протяженные катоды электродугового испарителя выполнены с цилиндрической поверхностью; протяженный катод выполнен длиной от 400 до 1200 мм, шириной от 150 до 400 мм, толщиной стенки катода от 10 до 80 мм. Перечисленные существенные признаки предлагаемого изобретения позволяют достичь технического результата предлагаемого изобретения – повысить равномерность нанесения покрытий на лопатки и внутренние поверхности деталей типа полуколец направляющего аппарата ГТД.
Достижение технического результата объясняется следующим. Предлагаемая установка позволяет за счет использования протяженных электродуговых испарителей (ЭДИ) более эффективно использовать объем камеры. При этом нанесение покрытий, осуществляется от центра установки к ее периферии на внутренние поверхности деталей типа колец. Если в качестве деталей используются лопатки направляющего аппарата ГТД, закрепленные на полукольцах, то при вращении или возвратно-колебательном движении держателя изделий, расположенного в периферийной части цилиндрической установки, происходит нанесение покрытий на лопатки и внутреннюю часть изделия. Причем, поскольку используются протяженные ЭДИ, то происходит повышение производительности нанесения покрытия на детали типа колец или полуколец, расположенных на держателе изделий друг над другом по высоте установки в рабочей зоне нанесения покрытия. Все это позволяет достичь более высокого качества обработки большого количества одновременно обрабатываемых деталей. Кроме того, равномерное распределение плазмы в объеме вакуумной камеры позволяет обеспечивать более качественную обработку изделий.
Электродуговой испаритель для нанесения ионно-плазменных покрытий содержит охлаждаемый катод, выполненный из испаряемого материала в виде плоской пластины или цилиндрической обечайки, снабженный, через катододержатель средствами подвода-отвода охлаждающей среды, средствами электрической связи катода с источником электропитания разряда. Средства электрической связи катода с источником электропитания разряда выполнены через катододержатель в виде токоподводов с противоположных торцов катода, подключенных к управляемым ключам, электрически связанным через индивидуальные элементы включения с блоком управления, и соединенные с источником постоянного тока, соединенным также токоподводом с анодом.
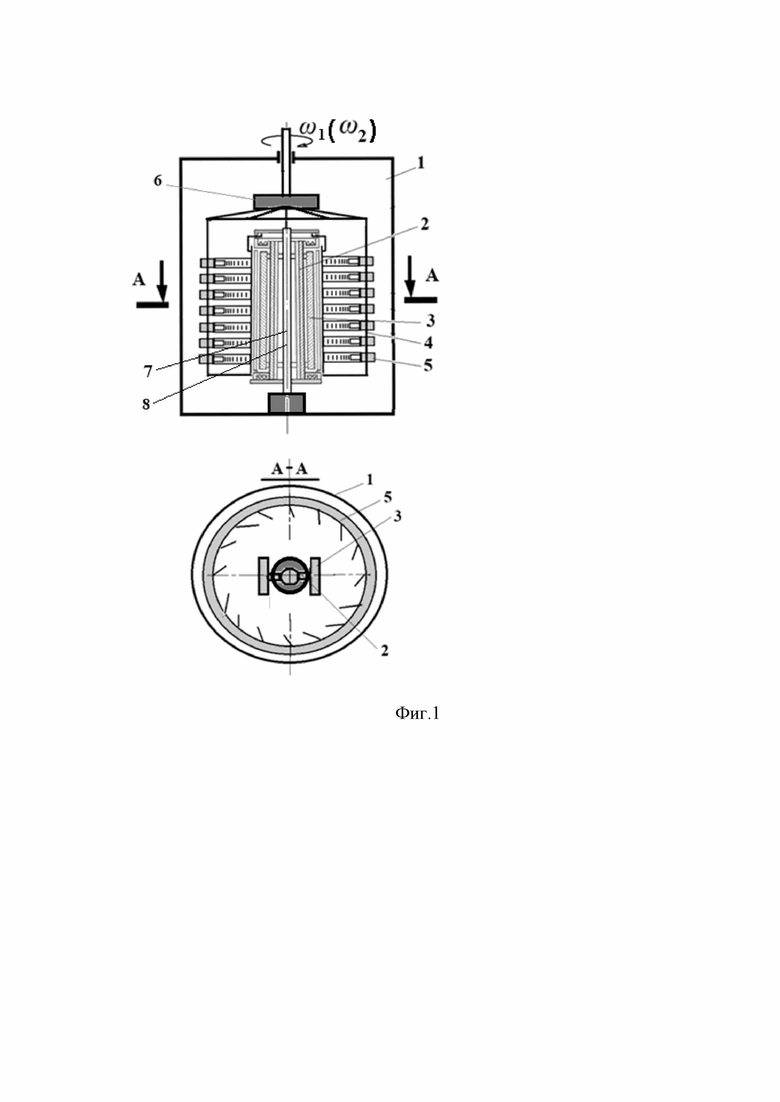
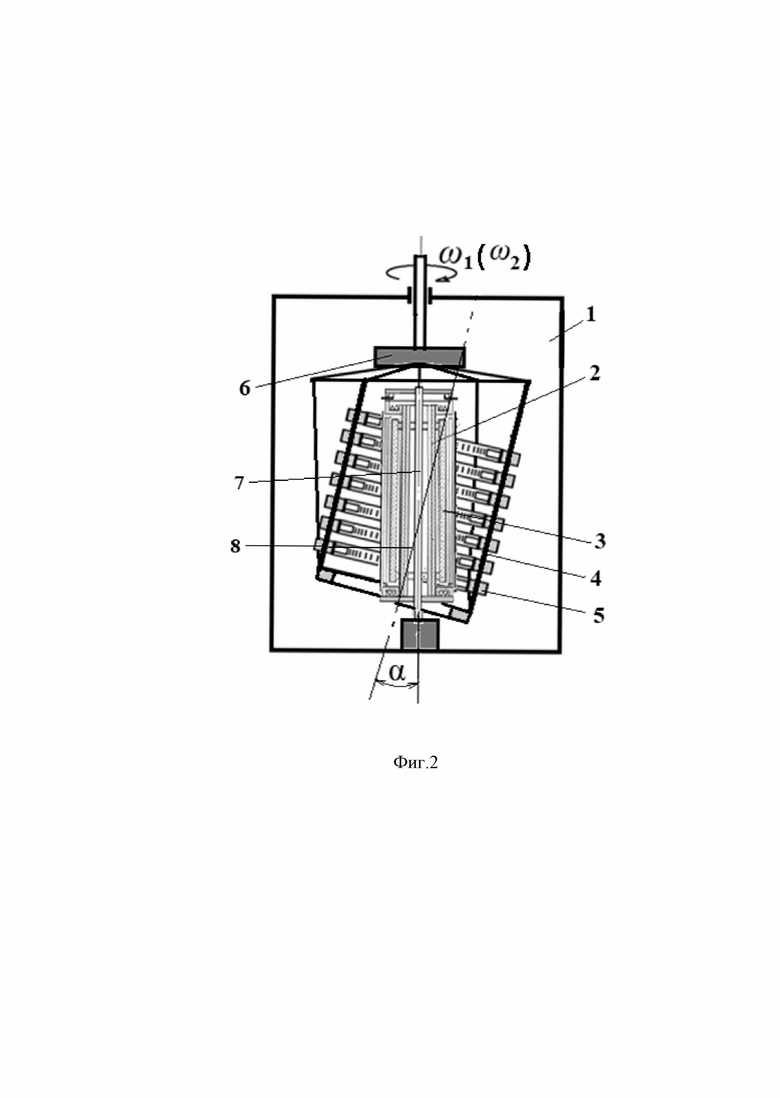
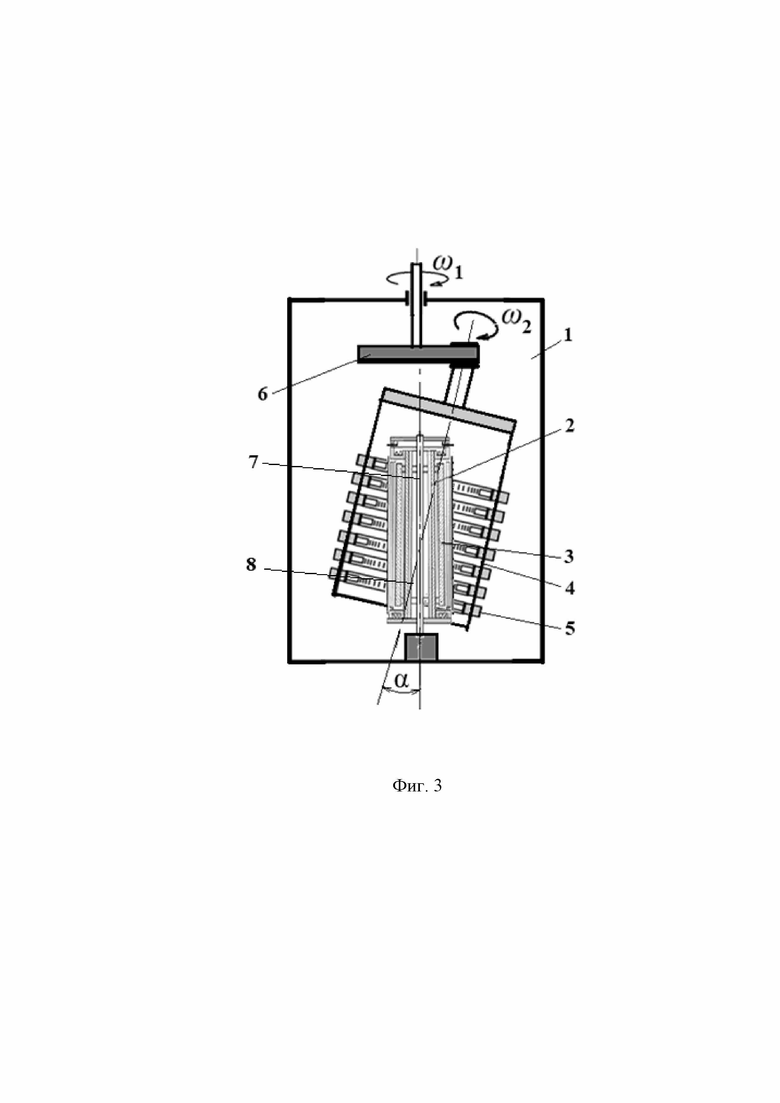
Сущность изобретения поясняется чертежами. На фиг.1 показана схема предлагаемой установки (фиг.1 – продольны разрез и поперечное сечение катодного узла ЭДИ, фиг.2 – схема нанесения покрытия при угловых колебательных движениях изделий (полуколец) при одновременном вращении изделий относительно катодов), фиг. 3 – схема нанесения покрытия при одновременном вращении изделий относительно катодов и относительно продольной оси цилиндра, образованного полукольцами. Фигуры 1, 2 и 3 содержат: 1 – вакуумная камера установки, 2 – электродуговые испарители (ЭДИ), 3 – катоды из испаряемого материала, образующего покрытие, 4 – держатель изделий, 5 – изделия (детали в виде колец или полуколец), 6 – механизм наклона изделия, 7 - вертикальная ось вакуумной камеры установки, 8 – продольная ось цилиндра, образованного полукольцами, α – угол наклона оси цилиндра, образованного полукольцами к вертикальной оси вакуумной камеры (катодов), ω1 – скорость вращения привода держателя изделий ω2 – скорость вращения держателя изделий относительно его привода.
Способ осуществляется, а устройство работает следующим образом (фиг.1, фиг.2, фиг.3). На держателе изделий 4 (фиг.1) размещают полукольца 5 вокруг катодов 3 охватывая катоды 3 с обеих сторон. Полукольца 5 размещают друг над другом, образуя цилиндр. Ось продольную цилиндра 8, образованную полукольцами 5, совмещают с вертикальной осью 7 вакуумной камеры 1. Закрывают вакуумную камеру установки 1, включают привод держателя изделий 4, прикладывают к полукольцам 5 потенциала электрического смещения, производят ионную очистку поверхности полуколец с лопатками и производят нанесение покрытия электродуговым испарением материала вертикально расположенных своими продольными осями протяженных катодов 3. Катоды 3 производят испарение наносимого материала за счет возвратно-поступательное перемещение дуги по поверхности катода 3 при переключении полярности противоположных торцов каждого катода 3. Протяженные катоды 3 располагают в центре вакуумной камеры 1, поверхностями испарения наружу, а полукольца 5 располагают друг над другом, вокруг катодов 3 в периферийной части вакуумной камеры 1, продольными осями 8 цилиндрической поверхности полуколец 5 вертикально. В процессе нанесения покрытия полукольца 5, механизмом наклона изделия 6 (например, в виде системы управляемых тяг) приводят в угловые колебательные движения, наклоняя их на угол α, составляющий до 45 угловых градусов по обе стороны от вертикальной оси 7, одновременно вращая и/или приводя упомянутые полукольца в возвратно-колебательное движение относительно вертикальной оси 7 (фиг.2 и фиг.3). При этом, вращение вокруг катодов 3 полуколец 5, расположенных на держателе изделий 4 можно осуществлять, например, относительно вертикальной оси 7 вакуумной камеры установки 1 (фиг.1 и фиг.2) с угловой скоростью вращения привода держателя изделий ω1 (фиг.2) или одновременно вращая с угловой скоростью ω1 и угловой скоростью ω2, скоростью вращения держателя изделий относительно его привода (фиг.3). С целью устранения нежелательных эффектов затенения лопаток друг другом, полукольца размещают смещая в шахматном порядке лопатки каждого соседнего полукольца относительно друг друга. В качестве полуколец 5 можно использовать статорные полукольца с лопатками, выполненными из титанового или никелевого сплава или из легированной стали.
Установка для нанесения ионно-плазменных покрытий содержит вакуумную камеру 1 (фиг.1), выполненную из немагнитной нержавеющей стали в виде полой цилиндрической обечайки. (приблизительные значения размеров вакуумной камеры установки могут быть следующие: диаметр рабочей зоны от 900 мм до 1000 мм, высота рабочей зоны от 1400 мм до 1500 мм, имеющую загрузочную дверь, плоскость разъема которой отсекает часть обечайки вакуумной камеры 1 в плоскости, параллельной плоскости, проходящей через вертикальную ось обечайки вакуумной камеры. На стенках вакуумной камеры 1 установлены защитные экраны, имеется патрубок откачки и технологические модули: протяженные ЭДИ 2 с катодами 3 из наносимых материалов. Вакуумная камера 1 снабжена рубашкой водяного охлаждения. ЭДИ снабжены протяженными катодами 3, выполненными в виде пластин, катоды ЭДИ могут быть, например, выполнены размерами 1000 ммЧ120 ммЧ30 мм (выбранными из диапазона: длина - от 400 до 1200 мм, ширина - от 150 до 400 мм, толщина стенки катода от 10 до 80 мм). В качестве испаряемых материалов катодов могут использоваться: титан, алюминий, хром и ванадий, а также сплавы на основе Ni, содержащего компоненты в следующем соотношении, мас. %: Cr 16-26, Co 16-26, Al 9-15, Y 0,2-0,7, Ni - остальное, и сплав на основе Al, дополнительно содержащего Si и Co, при следующем соотношении компонентов, мас. %: Si 7-11, Co 7-14, Y 0,2-0,7, Al – остальное.
Для оценки предлагаемого технического решения были проведены следующие исследования.
Покрытия наносились на образцы из следующих материалов: из высоколегированных сталей и сплавов на никелевой основе 20Х13, 15Х11МФ, ЭИ961, ЭП866, ЭП708; из титановых сплавов ВТ6, ВТ 18-У и ВТ9; из кобальтовых и никелевых сплавов (ЦНК-7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У, ЭИ-893, U-5000).
Режимы обработки образцов.
Ионная очистка: ионы Ar и/или N при энергии от 8 кэВ до 10 кэВ.
Плотность тока: от 90 МкА/см2 до 200 МкА/см2;
Время ионной очистки: от 0,2 до 0,5 часа;
Создание требуемого вакуума производилось турбомолекулярным насосом; создавали вакуум от 10-5 до 10-7 мм рт.ст.
В качестве покрытий использовались сплавы составов: жаростойкий сплав состава Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Ni - остальное, а также состава Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Со - от 16 до 30%; Ni - остальное, или состава Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al – остальное.
На образцы были нанесены также покрытия из нитридов Me-N, карбидов Ме-С и карбонитридов Me-NC (где Me - металлы, N - азот, С - углерод). В качестве металлов использовались: Ti, Zr, Al, и их сочетания.
Все варианты исследуемых покрытий, нанесенных с использованием приведенных в предлагаемом изобретении параметров показали удовлетворительные характеристики по равнотолщинности покрытий (У.Р.). Превышение разнотолщинности покрытия более чем в 3 раза, между максимальным и минимальным значения толщин покрытия на одной детали принимался за неудовлетворительный результат (Н.Р.). Разнотолщинность покрытий, полученных по способу-прототипу (Патент РФ № 2001159) составила 5 и более раз, а в ряде случаев наблюдалось отсутствие покрытия на затененных участках покрываемой поверхности.
Угол наклона α, в угловых градусах, составлял: от - 45 до + 45 (У.Р.). (более 45 – Н.Р.).
Скорость вращения привода держателя изделий ω1, составляла: 1 об/мин, 2 об/мин, 3 об/мин, 5 об/мин, 10об/мин.
Скорость вращения держателя изделий относительно его привода ω2, составляла: 1 об/мин, 2 об/мин, 3 об/мин, 5 об/мин, 10 об/мин, 20 об/мин.
Повышение производительности обеспечивалось увеличением количества одновременно обрабатываемых на установке деталей.
Для нанесения покрытий использовали протяженные катоды с размерами в диапазонах: длина (высота) - от 400 мм до 1200 мм (350 мм - неудовлетворительный результат (Н.Р.); 400 мм - удовлетворительный результат (У.Р.); 800 мм - (У.Р.); 1200 мм - (У.Р.); 1500 мм - (Н.Р.);, шириной - от 150 мм до 400 мм (120 мм - (Н.Р.); 150 мм - (У.Р.); 200 мм - (У.Р.); 400 мм - (У.Р.); 500 мм - (Н.Р.)), толщина стенки катода - от 10 мм до 80 мм (8 мм - (Н.Р.); 10 мм - (У.Р.); 20 мм - (У.Р.); 80 мм - (У.Р.); 100 мм - (Н.Р.)).
Испарение материала с катода производилось при следующих условиях образования области катодных пятен на его поверхности. Средства электрической связи катода с источником электропитания разряда, выполненные в виде токоподводов с противоположных торцов катода, подключенных к управляемым ключам, электрически связанным через индивидуальные элементы включения с блоком управления и соединенные с источником постоянного тока, соединенным также с анодом, обеспечивали возвратно-поступательное перемещение области катодных пятен по упомянутой полосе за счет переключения полярности противоположных торцов катода. Скорость перемещения упомянутой полосы по траектории, коаксиальной окружности цилиндрической обечайки катода, составляла от 0,2 м/с до 30 м/с.
Использовалось как центральное расположение двух, трех и четырех катодов. Нанесение покрытия производили как в вакууме (10-6-10-9 мм рт.ст.), так и в среде реакционного газа, в качестве которого использовали азот и/или углерод при давлении 10-5-10-4 мм рт.ст.
Таким образом, предлагаемое изобретение обеспечивает повышение равномерности нанесения покрытий на лопатки и внутренние поверхности деталей типа полуколец направляющего аппарата ГТД.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения ионно-плазменных покрытий | 2019 |
|
RU2710809C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2692356C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2021 |
|
RU2769799C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛОПАТОК МОНОКОЛЕСА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2682265C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2013 |
|
RU2552202C2 |
| СПОСОБ ЗАЩИТЫ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2017 |
|
RU2655563C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2017 |
|
RU2677041C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| СПОСОБ НАНЕСЕНИЯ ЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ЛОПАТКИ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2018 |
|
RU2693227C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭРОЗИОННОЙ СТОЙКОСТИ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2013 |
|
RU2552201C2 |
Изобретение относится к способу нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками и установке для его осуществления. Способ включает размещение полуколец в вакуумной камере установки на держателе изделий, ионную очистку поверхности полуколец с лопатками и нанесение на них покрытия электродуговым испарением материала по крайней мере двух вертикально расположенных протяженных катодов. Протяженные катоды располагают в центре вакуумной камеры поверхностями испарения наружу, а полукольца располагают друг над другом вокруг катодов в периферийной части вакуумной камеры продольными осями цилиндрической поверхности полуколец вертикально. В процессе нанесения покрытия полукольца приводят в угловые колебательные движения, наклоняя их до 45 угловых градуса по обе стороны от вертикали и одновременно вращая и/или приводя упомянутые полукольца в возвратно-колебательное движение относительно вертикальной оси вакуумной камеры установки. 2 н. и 8 з.п. ф-лы, 3 ил. 
1. Способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками, включающий размещение полуколец в вакуумной камере установки на держателе изделий, приложение к полукольцам потенциала электрического смещения, ионную очистку поверхности полуколец с лопатками и нанесение на них покрытия электродуговым испарением материала по крайней мере двух вертикально расположенных своими продольными осями протяженных катодов с возвратно-поступательным перемещением дуги по поверхности катода путем переключения полярности противоположных торцов каждого катода, отличающийся тем, что упомянутые протяженные катоды располагают в центре вакуумной камеры поверхностями испарения наружу, а полукольца располагают друг над другом вокруг катодов в периферийной части вакуумной камеры с вертикальным расположением продольных осей цилиндрической поверхности полуколец, причем в процессе нанесения покрытия полукольца приводят в угловые колебательные движения, наклоняя их до 45 угловых градуса по обе стороны от вертикали и одновременно вращая и/или приводя упомянутые полукольца в возвратно-колебательное движение относительно вертикальной оси вакуумной камеры установки.
2. Способ по п. 1, отличающийся тем, что используют статорные полукольца с лопатками, которые размещают с получением цилиндра, продольную ось которого совмещают с осью вращения держателя изделий, совмещая последнюю с вертикальной осью вакуумной камеры установки, причем полукольца размещают, смещая в шахматном порядке лопатки каждого соседнего полукольца относительно друг друга.
3. Способ по п. 1 или 2, отличающийся тем, что используют статорное полукольцо с лопатками, выполненными из титанового или никелевого сплава или из легированной стали.
4. Способ по п. 1 или 2, отличающийся тем, что в качестве испаряемых материалов катодов используют титан, алюминий, хром и ванадий, или сплавы на основе Ni, содержащие компоненты в следующем соотношении, мас. %: Cr 16-26, Co 16-26, Al 9-15, Y 0,2-0,7, Ni - остальное, или сплав на основе Al, дополнительно содержащий Si и Co, при следующем соотношении компонентов, мас. %: Si 7-11, Co 7-14, Y 0,2-0,7, Al – остальное.
5. Установка для нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками, содержащая вертикальную цилиндрическую вакуумную камеру с системой вакуумирования, подачи и регулирования расхода газа, источниками питания и блоком управления, при этом в вакуумной камере расположены держатель изделий и плоские протяженные электродуговые испарители с катодами из испаряемых материалов формируемого покрытия, отличающаяся тем, что по крайней мере два электродуговых испарителя расположены вертикально в центральной части вакуумной камеры с поверхностями испарения катодов наружу, при этом держатель изделий выполнен с возможностью осуществления угловых колебательных движений полуколец путем наклона продольных осей упомянутых полуколец до 45 угловых градуса по обе стороны от вертикали с одновременным их вращением или осуществлением колебательных движений вокруг электродуговых испарителей.
6. Установка по п. 5, отличающаяся тем, что средства электрической связи каждого из протяженных электродуговых испарителей с источником электропитания разряда выполнены в виде токоподводов на противоположных торцах испарителей, подключенных к управляемым ключам, электрически связанным через индивидуальные элементы включения с блоком управления, и связанные с источником постоянного тока, соединенным с анодом.
7. Установка по п. 5, отличающаяся тем, что протяженные катоды расположены на одном общем электродуговом испарителе, подключенном к общему источнику электрического питания, снабженному системой переключения катодов и системой поджигания дуги каждого катода, при этом аноды выполнены протяженными, причем аноды расположены по всей длине протяженных катодов по их бокам и соединены электрической цепью с вакуумной камерой установки.
8. Установка по п. 5, отличающаяся тем, что протяженные катоды электродугового испарителя выполнены плоскими.
9. Установка по п. 5, отличающаяся тем, что протяженные катоды электродугового испарителя выполнены с цилиндрической поверхностью.
10. Установка по любому из пп. 5-8, отличающаяся тем, что протяженный катод выполнен длиной от 400 до 1200 мм, шириной от 150 до 400 мм, толщиной стенки катода от 10 до 80 мм.
| Испаритель металла в вакууме | 1972 |
|
SU461163A1 |
| RU 2001159 C1, 15.10.1993 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| УСТАНОВКА ДЛЯ ИОННО-ПЛАЗМЕННОГО МОДИФИЦИРОВАНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ НА МОНОКОЛЕСА С ЛОПАТКАМИ | 2017 |
|
RU2661162C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С ВРАЩАЮЩИМСЯ КАТОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2399692C2 |
| US 8999121 B2, 07.04.2015 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

