Изобретение относится к технике вакуумного нанесения износо-, коррозионно- и эрозионностойких ионно-плазменных покрытий и может быть применено в машиностроении, например, для защиты рабочих и направляющих лопаток турбомашин.
Новый, более высокий уровень функциональных свойств лопаток газотурбинных двигателей (ГТД) и газотурбинных установок (ГТУ), а также паровых турбин определяется главным образом характеристиками их рабочих поверхностей. Как показывает практика развития техники и технологий в этой области, наиболее эффективным методом их обеспечения являются покрытия с заданным составом и свойствами. Наиболее перспективным и эффективным процессом нанесения покрытий являются ионно-плазменные способы нанесения пленочных мультислойных, в том числе нанотолщинных покрытий в вакууме. Этот способы имеют ряд существенных преимуществ перед другими известными способами нанесения покрытий.
Известен способ нанесения покрытий на лопатки турбомашин, включающий последовательное осаждение в вакууме на поверхности пера лопатки слоев конденсированного покрытия (патент РФ №2165475, С23С 14/16, С23С 30/00, С22С 19/05, С22С 21/04, 2001.04.20).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ получения вакуумно-плазменного износостойкого покрытия, включающий нанесение многослойного покрытия в среде реакционного газа, где наносят нижний слой из соединения титана и металла, промежуточный - из нитрида или карбонитрида титана и металла и верхний слой - из материала промежуточного слоя, легированного кремнием, при этом в качестве металла используют алюминий, или железо, или хром, или молибден, или цирконий, а нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, два из которых располагают противоположно и выполняют составными из титана и используемого металла, а третий выполняют составным из титана и кремния (Патент РФ №2266975, МПК С23С 14/06, Способ получения вакуумно-плазменного износостойкого покрытия. 2005 г).
Недостатками способов являются ограниченные технологические возможности, в частности при получении многослойных покрытий и, особенно, при получении нанотолщинных слоев многослойного покрытия, поскольку катоды предназначены для испарения только одного вида металла.
Известны электродуговые испарители металлов для нанесения покрытий на протяженные изделия (А.С. СССР №461163, МПК С23С 14/32, 1975). Такие устройства имеют катодные узлы с протяженными вытянутыми катодами для испаряемого материала с длиной, равной или длины обрабатываемого изделия. Для получения однородных по толщине покрытий катодное пятно вынуждают сканировать по всей длине поверхности испарения катода. При этом управляемость катодным пятном зависит от величины магнитного поля - чем больше магнитное поле, тем выше управляемость.
Эксплуатация такого катодного узла показала недостаточную степень управляемости катодным пятном вакуумной дуги при наличии двух переключаемых токоподводов к катоду, характеризующуюся тем, что при работе, особенно в окислительной атмосфере, катодное пятно не всегда движется в сторону включенного ключа [патент Франции №2147880, МПК С23С 13/00, 1973].
Известен охлаждаемый катод, выполненный из испаряемого материала, в виде цилиндрических обечаек, последовательно укрепленных по высоте на цилиндрическом стакане, который соединен с полым электроизоляционным штоком, соединенным вне вакуумной камеры с приводом, охлаждаемый катод снабжен расположенным соосно в полости цилиндрического стакана цилиндрическим магнитным фиксатором катодного пятна, кинематически связанным с приводом при помощи полой штанги, размещенной в полом электроизолированном штоке охлаждаемого катода (А.С. СССР №1524534, МПК С23С 14/00, «Установка для нанесения защитных покрытий» опубл. 2000.09.27).
Наиболее близким техническим решением, выбранным в качестве прототипа, является электродуговой испаритель, содержащий цилиндрический охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки с возможностью вращения вокруг собственной оси, снабженный средствами подвода-отвода охлаждающей среды, средствами электрической связи катода с источником электропитания разряда, средствами фиксации положения катодного пятна на поверхности испарения катода (патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09).
Применение магнитных фиксаторов катодного пятна в последних двух технических решениях (А.С. СССР №1524534, МПК С23С 14/00, «Установка для нанесения защитных покрытий» опубл. 2000.09.27) и (Патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09) позволяет управлять положением и параметрами катодного пятна. Кроме того, в известном техническом решение создают благоприятные условия для испарения материала без перегрева поверхности, что положительно сказывается на качестве покрытий, поскольку уменьшает вероятность образования в формируемом покрытии капельной фазы.
Однако известный дуговой испаритель (патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09) предназначен для испарения только одного вида металла, что ограничивает его технологические возможности, в частности при получении многослойных покрытий и, особенно, при получении нанотолщинных слоев многослойного покрытия.
Техническим результатом предлагаемого изобретения является создание такого способа нанесения покрытия и катодного узла электродугового испарителя, в котором сочетались бы хорошее охлаждение собственно катода и высокая степень стабильности управления положением катодного пятна на поверхности испарения катода, а также обеспечивалась возможность чередующегося испарения различных металлов с одного катода.
Технический результат достигается тем, что в способе нанесения покрытий, включающем размещение деталей в вакуумной камере на приспособлении, приложение к приспособлению и деталям потенциала электрического смещения, ионную очистку поверхности деталей и нанесение на них покрытия электродуговым испарением материалов, по крайней мере, одного катода, выполненного в виде цилиндрической обечайки и снабженного перемещающимся в осевом направлении фиксатором катодного пятна, в отличие от прототипа, цилиндрическую обечайку образуют из соединенных по торцам цилиндрических колец-обечаек из разнородных материалов, а при нанесении покрытия одновременно с перемещением фиксатора катодного пятна производят вращение катода вокруг своей оси и его возвратно-поступательное перемещение в осевом направлении, при этом возможны следующие варианты воплощения способа: используют кольца-обечайки с равной высотой, а возвратно-поступательное перемещение катода производят при величине амплитуды, кратной высоте кольца-обечайки; при нанесении покрытий изделия вращают вокруг собственной оси и перемещают относительно катодов; при нанесении покрытия обеспечивают параллельность осей вращения катодов и деталей; используют катод, выполненный по меньшей мере из трех следующих металлов Ti, Zr, Hf, Cr, Al, La, Eu и/или любого сплава на основе указанных металлов; используют катод, выполненный, по меньшей мере, из трех металлов Ni, Cr, Al, Y и/или любого сплава на основе указанных металлов; используют расположение катодов: периферийное, центральное, центральное и периферийное.
Технический результат достигается также тем, что в способе нанесение покрытия производят в среде реакционного газа, в качестве которого используют азот и/или углерод при давлении 10-2-5·10-4 мм рт.ст.
Технический результат достигается также тем, что в способе в качестве детали используют лопатку турбомашины.
Технический результат достигается также тем, что используется электродуговой испаритель для нанесения покрытий, содержащий по крайней мере один составной охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки, установленной с возможностью вращения вокруг собственной оси и возвратно-поступательного перемещения в осевом направлении, средства подвода-отвода охлаждающей среды, средства электрической связи катода с источником электропитания разряда и фиксатор положения катодного пятна на поверхности испарения катода, выполненный с возможностью перемещения в осевом направлении, при этом цилиндрическая обечайка состоит из набора контактирующих и соединенных друг с другом сваркой цилиндрических колец-обечаек из разнородного испаряемого материала, а кольца-обечайки выполнены из материалов, выбранных из элементов IVb, Vb, VIb групп Периодической таблицы Менделеева, Al и их сплавов, при этом соотношение площадей колец-обечаек, выполненных из различных материалов и образующих один катод, определено соотношением толщин слоев этих материалов, получаемых при нанесении покрытия.
При таком конструктивном выполнении катодного узла достигается хорошее охлаждение как за счет интенсивного теплоотвода, так и за счет более быстрой смены поверхности испарения при вращении и осевом перемещении катода. Кроме того, при вращении и осевом перемещении катода происходит смена вида испаряемого металла. Частота смены вида испаряемого металла зависит от количества разнородных цилиндрических колец-обечаек цилиндрического катода, от диаметра катода, скорости вращения и осевого перемещения, скорости перемещения катодного пятна по катоду. Толщины слоев покрытия в свою очередь зависят от частоты смены вида испаряемого металла, скорости вращения деталей вокруг собственной оси и скорости перемещения деталей относительно катодов.
Использование способа получения многокомпонентных пленочных покрытий позволяет наносить покрытия различного строения. При перемещении катодного пятна (вызванное, перемещением магнитного фиксатора положения катодного пятна) оно, проходя через разнородные кольца-обечайки, вызывает последовательное испарение разнородных материалов, которые осаждаются, преимущественно, каждый в зоне своего испарения. Поэтому при использовании вращательного движения катод - а получаются сплошные покрытия состоящие из полос, имеющих между собой размытые границы и по расположению соответствующие расположению колец-обечаек на катоде. При движении катода вдоль своей оси уровни (зоны) осаждения материалов катода также перемещаются относительно покрываемой поверхности детали. При этом образуется сплошное покрытие, имеющее строение (архитектуру) в виде имеющих небольшой угол наклона дискретных слоев, имеющих начало у основания покрытия и конец на его поверхности. При возвратно-поступательном движении составного катода образуется строение покрытия в виде зигзагообразных пластинчатых элементов, также начинающихся на границе «покрытие - основа» и оканчивающиеся на поверхности покрытия. Другими словами, использование перечисленных существенных признаков изобретения позволяют получить ряд новых эффектов, изменяющих строение, а следовательно, и свойства получаемых покрытий.
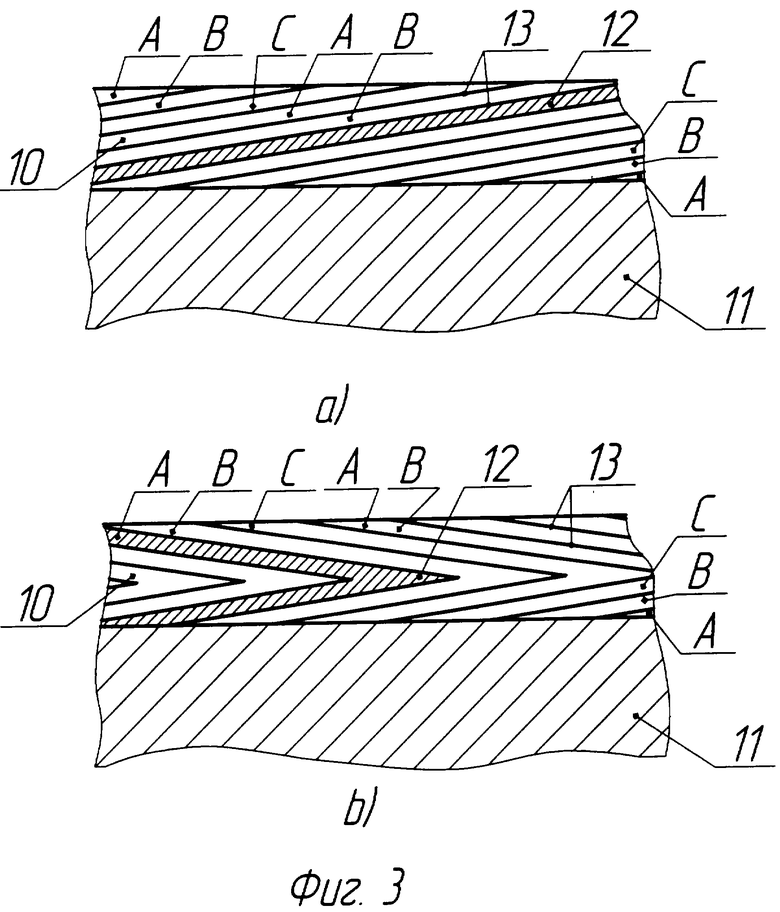
На фиг.1 показан катодный узел с составным катодом, состоящим из десяти колец-обечаек, выполненных из различных металлов (Ti, Si, Al); на фиг.2 - схемы вариантов работы катодного узла электродугового испарителя; на фиг.3 - варианты строения покрытий, полученных по предлагаемому способу.
Катодный узел электродугового испарителя, изображенный на фиг.1, содержит собственно цилиндрический составной катод 1, состоящий из двенадцати чередующихся колец-обечаек, - кольцо-обечайка 2,кольцо-обечайка3 и кольцо-обечайка 4, выполненных из различных испаряемых металлов (компоненты А, В и С, где, например, компонент А - Ti, компонент В - Si, компонент С - Al). Составной катод 1 имеет поверхность испарения 5 и охлаждаемую поверхностью 6. Внутри катода 1 расположен регулируемый магнитный фиксатор 7, выполненный с возможностью перемещения вдоль оси катода 1. Катодный узел снабжен механизмом вращения и возвратно-поступательного движения катода, системой водяного охлаждения и системой токоподвода.
Схемы вариантов работы катодного узла электродугового испарителя, представленные на фиг.2 (Фиг.2а - нанесение покрытия при осевом перемещении катода относительно детали; фиг.2b - нанесение покрытия при осевом возвратно-поступательном перемещении катода относительно детали), кроме вышеперечисленных позиций, содержат: Н - полная высота составного катода; h1, h2 и h3 - высоты колец-обечаек, выполненных из разнородных материалов (компоненты А, В и С), составляющих катод; катодное пятно 8, траектория движения катодного пятна 9.
Варианты строения покрытий, полученных по предлагаемому способу, представленные на фиг.3 (фиг.3а - строение покрытия, полученное при осевом перемещении катода; фиг.3b - строение покрытия, полученное при осевом возвратно-поступательном перемещении катода), кроме вышеперечисленных позиций, содержат: 10 - покрытие; 11 - основа; 12 - дискретный пленочный элемент; 13 - переходная зона между пленочными элементами; осажденные компоненты А, В и С.
Способ осуществляется, а устройство работает следующим образом. С помощью системы поджига (не показана) на поверхности испарения 5 вращающегося катода 1 возбуждается катодное пятно вакуумной дуги. Катодное пятно движется в сторону перемещения регулируемого магнитного фиксатора 7. Скорость вращения катода и скорость перемещения катодного пятна (фиг.2) регулируют таким образом, чтобы получить заданное время испарения каждого компонента. При перемещении катодного пятна 9, вызванное перемещением магнитного фиксатора положения катодного пятна 7, оно, проходя по кольцам-обечайкам 2, 3, 4 и т.д., вызывает последовательное испарение разнородных материалов, которые осаждаются, преимущественно, каждый в зоне своего испарения.
Для повышения равномерности нанесения покрытий на детали, а также для расширения функциональных возможностей могут использоваться следующие варианты расположения катодов: периферийное, центральное, а также комбинированное - сочетание центрального расположения катодов с периферийным. При использовании в вакуумной установке периферийного расположения катодов нанесения покрытия происходит в направлении от периферии к центру и детали, проходя зоны распыления каждого из катодов, образуют слои покрытия, соответствующие химическому составу и конструкции соответствующего составного катода. При использовании центрального расположения катодов нанесения покрытия происходит в направлении от центра к периферии и детали, также проходя зону распыления каждого катода, также образуют слои покрытия соответствующие химическому составу и конструкции соответствующего составного катода, однако с несколько иным эффектом, который, в частности, определяется более экономичным использованием материала катодов. При использовании комбинированного расположения катодов - центрального и периферийного, кроме перечисленных эффектов, дополнительно значительно усиливается эффект смешения испаряемых материалов катодов, связанный с взаимным осажденим и реиспарением материалов соседних катодов.
В варианте, показанном на фиг.2а, - при использовании вращательного движения катода - получаются сплошные покрытия, состоящие из полос, имеющих между собой размытые границы и по расположению соответствующие расположению колец-обечаек на катоде. При движении катода вдоль своей оси уровни (зоны) осаждения материалов катода также перемещаются относительно покрываемой поверхности детали. При этом образуется сплошное покрытие, имеющее строение (архитектуру) в виде дискретных слоев, имеющих небольшой угол наклона с началом у основания покрытия и концом на его поверхности. При возвратно-поступательном движении составного катода (фиг.2b) образуется строение покрытия в виде зигзагообразных пластинчатых элементов, также начинающихся на границе «покрытие - основа» и оканчивающиеся на поверхности покрытия. Другими словами, использование перечисленных существенных признаков изобретения позволяют получить ряд новых эффектов, изменяющих строение, а следовательно, и свойства получаемых покрытий.
Скорость перемещения катодного пятна 8 определяется скоростью перемещения регулируемого магнитного фиксатора 7, скоростью перемещения катода 1 в осевом направлении и скоростью вращения катода 1. В процессе прохождения катодным пятном поверхности одного из испаряемых материалов на катод подается необходимый ток и напряжение, (которые, при необходимости, могут изменяться при переходе на кольца, выполненные из другого материала). Толщина слоя получаемого при испарении данного материала определяется временем испарения и скоростью вращения детали (или временем осаждения данного материала на деталь).
Способ также позволяет быстро изменять составы испаряемых материалов, что необходимо, в частности, при получении нанослойных композиционных покрытий. При этом быстрота смены испаряемых материалов определяется скоростью вращения детали и высотой каждого кольца hi. Кроме того, использование таких газов, как азот и ацетилен, позволяют получать многослойные нитридные и карбонитридные покрытия.
Пример конкретной реализации способа
Катодный узел для проверки предложенного решения содержал составной катод, состоящий из двенадцати чередующихся колец-обечаек, образующих при совмещении друг с другом составной цилиндрический катод. Кольца были выполнены из титанового сплава ВТ1-0 и циркониевого сплава Э-110 (которые чередовались в катоде друг с другом, т.е. 6 колец из титанового сплава ВТ1-0 и 6 колец из циркониевого сплава Э-110) и имели высоту 100 мм. Размеры катода: наружный диаметр - 200 мм, внутренний диаметр - 200 мм, высота - 1200 мм. Осевой ход катода -200 мм, рабочая зона распыления - 1000 мм, рабочая зона катода - 1200 мм. Покрытия наносили на лопатки компрессора из легированной стали 20X13 в вакуумной камере экспериментальной установки с периферийным расположением катода. Покрытия наносили после предварительной ионной очистки. Покрытия толщиной 20 мкм осаждались в течение 3 часов при температуре 560-580°С при токе дуги 120 А. Слои TiN осаждали в среде реакционного газа азота при напряжении на подложке 140 В. Для осаждения слоев TiCN в качестве реакционного газа использовалась смесь азота и ацетилена (содержание ацетилена в смеси 30%), напряжение на подложке 160 В. Ток фокусирующих катушек при конденсации TiN составляет 0,3 А, при конденсации TiCN - 0,4 А. Скорость вращения катода составляла 6, 18, 32 об/мин. Проведенные металлографические исследования показали на увеличение количества слоев в покрытии (при прочих равных условиях) при повышении числа оборотов катода.
Таким образом, предлагаемое изобретение обеспечивает создание такого способа нанесения покрытия и катодного узла электродугового испарителя, в котором сочетались бы хорошее охлаждение катода (за счет эффективного теплоотвода и быстрой смены поверхности испарения) и высокая степень стабильности управления положением катодного пятна на поверхности испарения катода (за счет использования управляемого магнитного фиксатора положения катодного пятна), а также возможность чередующегося испарения различных металлов с одного катода (за счет использования вращения катода при выполнении его из разнородных сегментов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ И УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ С СОСТАВНЫМ КАТОДОМ | 2008 |
|
RU2376398C2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С СОСТАВНЫМ ВРАЩАЮЩИМСЯ КАТОДОМ | 2009 |
|
RU2420608C1 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2007 |
|
RU2380457C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380456C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2008 |
|
RU2367723C1 |
| Способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками и установка для его реализации | 2019 |
|
RU2708711C1 |
| Установка для нанесения ионно-плазменных покрытий | 2019 |
|
RU2710809C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ НА ЛОПАТКИ БЛИСКА | 2018 |
|
RU2693229C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ | 2008 |
|
RU2403316C2 |


Изобретение к способу нанесения покрытий и электродуговому испарителю для осуществления способа и может быть применено в машиностроении, например, для защиты рабочих и направляющих лопаток турбомашин. Способ включает размещение деталей в вакуумной камере на приспособлении, приложение к приспособлению и деталям потенциала электрического смещения, ионную очистку поверхности деталей и нанесение на них покрытия электродуговым испарением материалов, по крайней мере, одного катода электродугового испарителя, выполненного в виде цилиндрической обечайки с перемещающимся в осевом направлении фиксатором катодного пятна. Цилиндрическая обечайка состоит из набора контактирующих и соединенных друг с другом сваркой цилиндрических колец-обечаек из разнородного испаряемого материала, а кольца-обечайки выполнены из материалов, выбранных из элементов IVb, Vb, VIb групп Периодической таблицы Менделеева, Аl и их сплавов. Нанесение покрытия осуществляют одновременно с перемещением фиксатора катодного пятна. Производят вращение катода вокруг своей оси и его возвратно-поступательное перемещение в осевом направлении. В результате достигается хорошее охлаждение катода и высокая степень стабильности управления положением катодного пятна на поверхности его испарения, и возможность чередующегося испарения различных металлов с одного катода. 2 н. и 25 з.п. ф-лы, 3 ил.
1. Способ нанесения покрытий, включающий размещение деталей в вакуумной камере на приспособлении, приложение к приспособлению и деталям потенциала электрического смещения, ионную очистку поверхности деталей и нанесение на них покрытия электродуговым испарением материалов, по крайней мере, одного катода, выполненного в виде цилиндрической обечайки и снабженного перемещающимся в осевом направлении фиксатором катодного пятна, отличающийся тем, что цилиндрическую обечайку образуют из соединенных по торцам цилиндрических колец-обечаек из разнородных материалов, а при нанесении покрытия одновременно с перемещением фиксатора катодного пятна производят вращение катода вокруг своей оси и его возвратно-поступательное перемещение в осевом направлении.
2. Способ по п.1, отличающийся тем, что используют кольца-обечайки с равной высотой, а возвратно-поступательное перемещение катода производят при величине амплитуды, кратной высоте кольца-обечайки.
3. Способ по п.2, отличающийся тем, что при нанесении покрытий изделия вращают вокруг собственной оси и перемещают относительно катодов.
4. Способ по любому из пп.1-3, отличающийся тем, что при нанесении покрытия обеспечивают параллельность осей вращения катодов и деталей.
5. Способ по любому из пп.1-3, отличающийся тем, что используют катод, выполненный по меньшей мере из трех следующих металлов Ti, Zr, Hf, Cr, Al, La, Eu и/или любого сплава на основе указанных металлов.
6. Способ по п.4, отличающийся тем, что используют катод, выполненный по меньшей мере из трех следующих металлов Ti, Zr, Hf, Cr, Al, La, Eu и/или любого сплава на основе указанных металлов.
7. Способ по любому из пп.1-3, отличающийся тем, что используют катод, выполненный, по меньшей мере, из трех металлов Ni, Cr, Al, Y и/или любого сплава на основе указанных металлов.
8. Способ по п.4, отличающийся тем, что используют катод, выполненный, по меньшей мере, из трех металлов Ni, Cr, Al, Y и/или любого сплава на основе указанных металлов.
9. Способ по любому из пп.1-3, 6, 8, отличающийся тем, что используют периферийное расположение катодов.
10. Способ по п.4, отличающийся тем, что используют периферийное расположение катодов.
11. Способ по п.7, отличающийся тем, что используют периферийное расположение катодов.
12. Способ по любому из пп.1-3, 6, 8, отличающийся тем, что используют центральное расположение катодов.
13. Способ по п.4, отличающийся тем, что используют центральное расположение катодов.
14. Способ по п.7, отличающийся тем, что используют центральное расположение катодов.
15. Способ по любому из пп.1-3, 6, 8, отличающийся тем, что используют центральное или периферийное расположение катодов.
16. Способ по п.4, отличающийся тем, что используют центральное и периферийное расположение катодов.
17. Способ по п.7, отличающийся тем, что используют центральное и периферийное расположение катодов.
18. Способ по п.1, отличающийся тем, что нанесение покрытия производят в среде реакционного газа, в качестве которого используют азот и/или углерод при давлении 10-2-5·10-4 мм рт.ст.
19. Способ по любому из пп.1-3, 6, 8, 10, 11, 13, 14, 16-18, отличающийся тем, что в качестве детали используют лопатку турбомашины.
20. Способ по п.4, отличающийся тем, что в качестве детали используют лопатку турбомашины.
21. Способ по п.5, отличающийся тем, что в качестве детали используют лопатку турбомашины.
22. Способ по п.7, отличающийся тем, что в качестве детали используют лопатку турбомашины.
23. Способ по п.9, отличающийся тем, что в качестве детали используют лопатку турбомашины.
24. Способ по п.12, отличающийся тем, что в качестве детали используют лопатку турбомашины.
25. Способ по п.15, отличающийся тем, что в качестве детали используют лопатку турбомашины.
26. Электродуговой испаритель для нанесения покрытий, содержащий по крайней мере один составной охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки, установленной с возможностью вращения вокруг собственной оси и возвратно-поступательного перемещения в осевом направлении, средства подвода-отвода охлаждающей среды, средства электрической связи катода с источником электропитания разряда и фиксатор положения катодного пятна на поверхности испарения катода, выполненный с возможностью перемещения в осевом направлении, при этом цилиндрическая обечайка состоит из набора контактирующих и соединенных друг с другом сваркой цилиндрических колец-обечаек из разнородного испаряемого материала, а кольца-обечайки выполнены из материалов, выбранных из элементов IVb, Vb, VIb групп Периодической таблицы Менделеева, Аl и их сплавов.
27. Электродуговой испаритель по п.26, отличающийся тем, что соотношение площадей колец-обечаек, выполненных из различных материалов и образующих один катод, определено соотношением толщин слоев этих материалов, получаемых при нанесении покрытия.
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2000 |
|
RU2187576C2 |
| SU 1524534 A1, 27.09.2000 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2280709C2 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2003 |
|
RU2266974C2 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ, МОЗАИЧНАЯ МИШЕНЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ | 2001 |
|
RU2210620C1 |
| US 6926811 B2, 09.08.2005. | |||

