ПЕРЕКРЕСТНАЯ ССЫЛКА НА СВЯЗАННЫЕ ЗАЯВКИ
[0001] Данная заявка испрашивает приоритет предварительной заявки на патент США № 62/400,426, озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ», поданной 27 сентября 2016 г.; предварительной заявки на патент США № 62/505,948, озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ», поданной 14 мая 2017 г., описания которых полностью включены в данный документ посредством ссылки.
[0002] Кроме того, данная заявка относится к заявке на патент США № 15/716,887 на имя Энтони Джина Вилли Пралонга и др. (Antoine Jean Willy Pralong et al.), озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ», поданной 27 сентября 2017 г., заявке на патент США № 15/716,559 на имя Энтони Джин Вилли Пралонга и др. (Antoine Jean Willy Pralong, et al.) под названием «СИСТЕМЫ И СПОСОБЫ ДЛЯ БЕСКОНТАКТНОГО НАТЯЖЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ», поданной 27 сентября 2017 г.; заявке на патент США № 15/716,577 на имя Дэвида Майкла Кастерса (David Michael Custers), озаглавленной «СИСТЕМЫ ПРЕДВАРИТЕЛЬНОГО СТАРЕНИЯ И СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ МАГНИТНЫЙ НАГРЕВ», поданной 27 сентября 2017 г.; заявке на патент США № 15/716,692 на имя Дэвида Энтони Гаэнзбауэра и др. (David Anthony Gaensbauer, et al.), озаглавленная «МАГНИТНЫЙ ЛЕВИТАЦИОННЫЙ НАГРЕВ МЕТАЛЛА С КОНТРОЛИРУЕМЫМ КАЧЕСТВОМ ПОВЕРХНОСТИ», поданной 27 сентября 2017 г.; а также заявке на патент США № 15/717,698, на имя Эндрю Джэймса Хобиса и др. (Andrew James Hobbis, et al.), озаглавленной «СИСТЕМЫ И СПОСОБЫ ДЛЯ ЗАПРАВКИ ГОРЯЧЕГО РУЛОНА В КЛЕТЬ ПРОКАТНОГО СТАНА», поданной 27 сентября 2017 года, описания которых полностью включены в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0003] Данное описание изобретения относится к металлургии в целом и более конкретно к термообработке металлических изделий, таких как алюминиевые металлические полосы.
УРОВЕНЬ ТЕХНИКИ
[0004] Различные металлы, такие как алюминиевые сплавы, широко используются для различных целей, таких как автомобильные компоненты, конструкционные компоненты, а также многих других применений. Традиционно, металлы являются либо отлитыми способом прямого охлаждения, либо отлитыми непрерывно. Зачастую металлический слиток, сляб или полосу прокатывают до конечного калибра, который является конечным продуктом для потребителя (например, производителю автомобилей или заводу по обработке деталей). В некоторых случаях металлы могут нуждаться в некоторой термической обработке для достижения требуемых марочных свойств. Например, отжиг может улучшить формуемость металлического изделия, а гомогенизация может улучшить прочность металлического изделия.
[0005] Отжиг и гомогенизация включают нагрев и охлаждение металлического изделия до определенных температур и выдерживание при этих температурах в течение определенных периодов времени. Температурно-временной профиль металлического изделия может сильно влиять на результирующую прочность и пластичность металлического изделия. В некоторых случаях гомогенизация алюминиевых сплавов может включать нагрев металлического изделия при высокой температуре до тех пор, пока выкристаллизовавшиеся легирующие элементы не растворятся в твердом растворе металлического изделия, а затем закалку металлического изделия для фиксации этих элементов в перенасыщенном твердом растворе. После гомогенизации металл может быть упрочнен при комнатной температуре (например, естественным образом состарен) в течение промежутка времени, упрочнен в течение промежутка времени при слегка повышенной температуре (например, искусственно состарен или предварительно состарен) и/или иным образом подвергнут дополнительной обработке (например, очищен, предварительно обработан, покрыт или обработан иным способом).
[0006] Для достижения высокой производительности металлические изделия могут быть непрерывно отожжены и гомогенизированы на непрерывной технологической линии. Традиционно такие непрерывные технологические линии занимают очень большие здания и требуют дорогостоящего и сложного оборудования. Например, некоторые такие линии гомогенизации непрерывным отжигом требуют пропускания металлической полосы через многочисленные секции, чтобы достаточно повысить температуру металлической полосы и поддерживать ее при температуре солюционирования, иногда требуя линии длиной до 800 метров или более. Часто необходимо поддерживать низкое натяжение, когда металлическая полоса находится при высоких температурах, чтобы металлическая полоса не деформировалась под натяжением и температурой, что требует использования принудительной подачи воздуха для надлежащей подвески металлической полосы в различных секциях, чтобы металлическая полоса случайно не соприкоснулась с любым окружающим оборудованием или конструкциями. Если металлическая полоса вступает в физический контакт с оборудованием или конструкциями, это может повредить оборудование или конструкцию, а также повредить поверхность металлической полосы, что потребует отключения и утилизации поврежденной металлической полосы, а также всего металла, который был поврежден на 800 метрах технологической линии, и всего металла необходимого для запуска нового цикла обработки (например, еще 800 метров или больше). Кроме того, для поддержания требуемой температуры, принудительно подаваемый воздух, применяемый для подвешивания металлической полосы, также должен быть нагрет.
[0007] Современная технология для выполнения непрерывной термообработки металлической полосы включает применение значительного оборудования, значительной энергии (например, для нагревания больших объемов горячего воздуха) и значительного пространства (например, для размещения 800-метрового или более протяженного основного и вспомогательного оборудования).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Термин «вариант реализации изобретения» и подобные термины предназначены для широкого применения ко всему из объекта данного описания изобретения и приведенной ниже формулы изобретения. Формулировки, содержащие эти термины, не следует понимать как ограничивающие объект данного изобретения, описанный в данном документе, или как ограничивающие значение или объем приведенной ниже формулы изобретения. Варианты реализации изобретения в соответствии с данным описанием, охватываемые данным документом, определены в нижеследующей формуле изобретения, а не в данной сущности изобретения. Данная сущность изобретения представляет собой обобщенный обзор различных аспектов описания изобретения и вводит некоторые концепции, которые дополнительно изложены ниже в разделе «Подробное описание сущности изобретения». Данная сущность изобретения не предназначена для определения ключевых или существенных отличительных признаков заявленного объекта изобретения и не предназначена для использования в отдельности для определения объема заявленного объекта изобретения. Объект изобретения следует понимать со ссылкой на соответствующие части всего описания данного изобретения, всех без исключения графических материалов и каждого пункта формулы изобретения.
[0009] Аспекты данного описания включают линию термической обработки, содержащую: зону нагрева для приема металлической полосы, движущейся в заднем по ходу направлении, при этом зона нагрева содержит множество магнитных роторов для индуцирования вихревых токов в металлической полосе, чтобы нагреть металлическую полосу до пиковой температуры металла, причем каждый из множества магнитных роторов вращается вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы; зону томления, расположенную сзади по ходу от зоны нагрева для приема металлической полосы и поддержания пиковой температуры металла в течение периода времени; и зону закалки, расположенную сзади по ходу от зоны томления, для быстрой закалки металлической полосы от пиковой температуры металла. В некоторых случаях линия термообработки дополнительно содержит зону повторного нагрева после зоны закалки для предварительного старения металлической полосы перед ее намоткой в конечную катушку.
[0010] В некоторых случаях множество магнитных роторов содержит множество пар магнитных роторов, причем каждая из пар магнитных роторов содержит нижний магнитный ротор, расположенный с противоположной стороны металлической полосы относительно верхнего магнитного ротора. В некоторых случаях каждый из множества магнитных роторов содержит множество постоянных магнитов, расположенных с возможностью вращения вокруг оси вращения. В некоторых случаях зона томления содержит дополнительное множество магнитных роторов для левитирования металлической полосы, причем каждый из дополнительного множества магнитных роторов вращается вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы. В некоторых случаях зона томления дополнительно содержит стенки камеры, расположенные между металлической полосой и дополнительным множеством магнитных роторов, причем стенки камеры образуют камеру для приема металлической полосы, причем камера соединена с источником газа. В некоторых случаях стенки камеры являются неметаллическими. В некоторых случаях зона томления дополнительно содержит одно или большее количество охлаждающих устройств для компенсации повышения температуры, вызванного в металлической полосе при вращении дополнительного множества магнитных роторов. В некоторых случаях линия термообработки дополнительно содержит разматыватель, расположенный спереди по ходу от зоны нагрева для подачи металлической полосы в зону нагрева с катушки; выравнивающий ролик, расположенный сзади по ходу от зоны закалки, для управления плоскостностью металлической полосы; и зону повторного нагрева, расположенную сзади по ходу от выравнивающего ролика для нагрева металлической полосы, причем зона повторного нагрева содержит один или большее количество дополнительных магнитных роторов. В некоторых случаях зона повторного нагрева располагается после зоны закалки для предварительного старения металлической полосы перед повторным наматыванием металлической полосы в конечную катушку. В некоторых случаях линия термообработки дополнительно содержит зону регулировки натяжения для регулировки натяжения в металлической полосе, причем зона регулировки натяжения содержит один или большее количество магнитных роторов, вращающихся вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы. В некоторых случаях линия термообработки дополнительно содержит разматыватель, расположенный спереди по ходу от зоны нагрева, для подачи металлической полосы в зону нагрева с начальной катушки, и наматыватель, расположенный сзади по ходу от зоны закалки, для приема металлической полосы после термообработки и намотки металлической полосы на конечную катушку; при этом технологическая ось сформирована между разматывателем и наматывателем, вдоль которой металлическая полоса проходит через зону нагрева, зону томления и зону закалки, без пропускания через накопитель. В некоторых случаях линия термообработки дополнительно содержит подвижное сварочное устройство или другое соединяющее устройство, расположенное спереди по ходу от зоны нагрева для сварки или иного соединения последующей металлической полосы с металлической полосой во время перемещения металлической полосы.
[0011] Аспекты данного описания включают способ непрерывной термообработки, включающий: пропускание металлической полосы рядом с множеством магнитных роторов в заднем по ходу направлении; вращение множества магнитных роторов, при этом вращение магнитного ротора включает вращение магнитного ротора вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы, и при этом вращение множества магнитных роторов вызывает вихревые токи в металлической полосе для нагрева металлической полосы до пиковой температуры металла; пропускание металлической полосы через зону томления, при этом пропускание металлической полосы через зону томления включает поддержание пиковой температуры металлической полосы в течение периода времени; и закалку металлической полосы от пиковой температуры металла.
[0012] В некоторых случаях множество магнитных роторов содержит множество пар магнитных роторов, причем каждая из пар магнитных роторов содержит нижний магнитный ротор и верхний магнитный ротор, разделенные зазором, и при этом пропускание металлической полосы, примыкающей к множеству магнитных роторов, включает пропускание металлической полосы через зазоры множества пар магнитных роторов. В некоторых случаях вращение магнитного ротора из множества магнитных роторов включает вращение множества постоянных магнитов вокруг оси вращения. В некоторых случаях пропускание металлической полосы через зону томления включает левитирование металлической полосы, и при этом левитирование металлической полосы включает вращение дополнительного множества магнитных роторов рядом с металлической полосой. В некоторых случаях пропускание металлической полосы через зону томления включает: пропускание металлической полосы через камеру, образованную стенками камеры, расположенными между металлической полосой и дополнительным множеством магнитных роторов; а также подачу газа в камеру от источника газа. В некоторых случаях поддержание пиковой температуры металла включает нанесение охлаждающей текучей среды на металлическую полосу, чтобы компенсировать повышение температуры, вызванное в металлической полосе вращением дополнительного множества магнитных роторов. В некоторых случаях способ дополнительно включает разматывание металлической полосы с начальной катушки; выравнивание металлической полосы после закалки металлической полосы; и повторный нагрев металлической полосы после выравнивания металлической полосы, причем повторный нагрев металлической полосы включает вращение одного или большего количества дополнительных магнитных роторов рядом с металлической полосой. В некоторых случаях способ дополнительно включает заправку металлической полосы, причем заправка металлической полосы включает: вращение магнитных роторов в заднем по ходу направлении, причем магнитные роторы выбирают из группы, состоящей из множества магнитных роторов и дополнительного набора магнитных роторов; пропускание конца металлической полосы магнитными роторами; и изменение на обратное направление вращения магнитных роторов для вращения магнитных роторов в переднем по ходу направлении. В некоторых случаях способ дополнительно включает разматывание металлической полосы с начальной катушки до пропускания металлической полосы рядом с множеством магнитных роторов; наматывание металлической полосы на конечную катушку после закалки металлической полосы, причем металлическая полоса в конечной катушке является подвергнутой термической обработке; и не пропускание металлической полосы через накопитель между разматыванием металлической полосы и наматыванием металлической полосы. В некоторых случаях способ дополнительно включает сварку или иное соединение металлической полосы с последующей металлической полосой, причем сварка или иное соединение металлической полосы включает: примыкание металлической полосы и последующей металлической полосы к соединению во время перемещения металлической полосы; пропускание движущегося сварного устройства или другого соединяющего устройства через соединение во время перемещения металлической полосы; а также сварка/соединение соединения во время перемещения металлической полосы.
[0013] Другие объекты и преимущества будут очевидны из следующего подробного описания неограничивающих примеров.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0014] Описание ссылается на следующие прилагаемые фигуры, на которых применение подобных ссылочных позиций на разных фигурах предназначено для иллюстрации подобных или аналогичных компонентов.
[0015] На фиг. 1 изображена технологическая схема, демонстрирующая технологическую линию для непрерывной термообработки в соответствии с некоторыми аспектами данного описания.
[0016] На фиг. 2 изображена технологическая схема, демонстрирующая вид сбоку технологической линии для непрерывной термообработки в соответствии с некоторыми аспектами данного описания.
[0017] На фиг. 3 изображена технологическая схема, демонстрирующая вид сбоку технологической линии для непрерывной термообработки содержащая магнитную томильную печь в соответствии с некоторыми аспектами данного описания.
[0018] На фиг. 4 изображена технологическая схема и температурный график, демонстрирующие зону нагрева и зону томления в соответствии с некоторыми аспектами данного описания.
[0019] На фиг. 5 изображен вид сбоку в разрезе ротора с постоянными магнитами в соответствии с некоторыми аспектами данного описания.
[0020] На фиг. 6 изображена блок-схема, демонстрирующая способ непрерывной термообработки металлической полосы в соответствии с некоторыми аспектами данного описания.
[0021] На фиг. 7 изображена блок-схема, демонстрирующая способ заправки металлической полосы в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания.
[0022] На фиг. 8 изображен вид сбоку схемы, демонстрирующей начальный этап заправки металлической полосы в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания.
[0023] На фиг. 9 изображен вид сбоку схемы, демонстрирующей вторичный этап заправки металлической полосы в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания.
[0024] На фиг. 10 изображен вид сбоку схемы, демонстрирующей металлическую полосу после осуществления заправки в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания.
[0025] На фиг. 11 изображен вид сверху схемы, демонстрирующей металлическую полосу и последующую металлическую полосу во время этапа предварительной сварки в соответствии с некоторыми аспектами данного описания.
[0026] На фиг. 12 изображен вид сверху схемы, демонстрирующей металлическую полосу и последующую металлическую полосу во время этапа сварки в соответствии с некоторыми аспектами данного описания.
[0027] На фиг. 13 изображен вид сверху схемы, демонстрирующей металлическую полосу и последующую металлическую полосу во время этапа после сварки в соответствии с некоторыми аспектами данного описания.
[0028] На фиг. 14 изображена блок-схема, демонстрирующая способ соединения металлической полосы с последующей металлической полосой во время перемещения металлической полосы в соответствии с некоторыми аспектами данного описания.
[0029] На фиг. 15 изображен схематический вид сверху с частичным вырезом участка технологической линии, демонстрирующий металлическую полосу, левитированную над группой магнитных роторов, содержащих разнесенные в поперечном направлении магнитные источники согласно некоторым аспектам данного описания.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0030] Определенные аспекты и отличительные признаки данного описания относятся к компактной линии термообработки, которая содержит короткую зону нагрева, способную быстро довести металлическую полосу до подходящей температуры солюционирования посредством использования магнитных роторов, таких как магнитные роторы с постоянными магнитами. Быстрая и эффективная зона томления также может быть достигнута, например, за счет использования магнитных роторов, чтобы левитировать металлическую полосу внутри заполненной газом камеры. Магнитные роторы могут дополнительно левитировать металлическую полосу в зоне закалки и могут дополнительно повторно нагревать металлическую полосу перед окончательным наматыванием. Магнитные роторы, применяемые для нагрева и/или левитации металлической полосы, также могут обеспечивать управление натяжением и могут облегчить начальную заправку металлической полосы. Такая линия термообработки может обеспечить непрерывный отжиг и гомогенизацию в гораздо более компактном пространстве, чем традиционные технологические линии.
[0031] Компактная линия термообработки может быть компактной линией непрерывного отжига и гомогенизации (CASH), способной к солюционированию и/или отжигу непрерывной металлической полосы. После того как металлическая полоса была подвергнута термообработке на линии термообработки, металлическая полоса может иметь требуемую марку, такую как марку Т (например, Т4, Т6 или Т8). Определенные аспекты данного описания могут быть особенно полезны для термообработки алюминиевой металлической полосы. В некоторых случаях могут обрабатываться более толстые или более тонкие металлические изделия, кроме металлической полосы. В контексте данного документа ссылка на металлическую полосу в отношении определенных аспектов и отличительных признаков данного описания может быть заменена ссылкой на металлическое изделие или любые конкретные более толстые или более тонкие металлические изделия, в зависимости от ситуации. В некоторых случаях некоторые аспекты данного описания могут быть особенно полезны для термообработки металлической полосы толщиной примерно 1 мм, от примерно 0,2 мм до примерно 6 мм, от примерно 0,5 мм до примерно 3 мм или от примерно 0,7 мм до примерно 2 мм.
[0032] В то время как обычные линии CASH могут требовать больших занимаемых площадей и иметь технологическую длину (например, длину, через которую проходит металлическая полоса в линии CASH), которая вытянута приблизительно на 800 метров или более, некоторые аспекты данного описания могут занимать меньшую площадь и иметь технологическую длину, которая составляет или составляет менее чем примерно 100 метров, примерно 90 метров, примерно 80 метров, примерно 70 метров, примерно 60 метров, примерно 50 метров, примерно 40 метров, примерно 30 метров, примерно 25 метров, примерно 20 метров или примерно 15 метров. В некоторых случаях линия термообработки, как раскрыто в данном документе, может быть расположена в горизонтальном направлении, причем металлическая полоса перемещается, главным образом, в горизонтальном направлении. Однако в этом нет необходимости, и один или большее количество элементов линии термообработки могут направлять металлическую полосу в вертикальном или другом направлении.
[0033] Линия термообработки может содержать зону нагрева, зону томления и зону закалки. В некоторых случаях линия термообработки может также содержать зону повторного нагрева. В некоторых случаях также могут быть применены другие зоны и/или элементы, такие как любая комбинация разматывателя, первой зоны регулировки натяжения, зоны выравнивания и/или микротекстурирования, зоны нанесения покрытия и/или смазки, второй зоны регулировки натяжения, а также наматывателя. В некоторых случаях линия термообработки может содержать и другие зоны и/или элементы, такие как правильные машины, соединительные устройства, устройства для надрезов, выравниватели, смазочные устройства и подставки.
[0034] Определенные аспекты и отличительные признаки данного описания используют магнитные роторы. Магнитный ротор может вращаться вокруг оси вращения. Вращающиеся магниты могут вращаться любым подходящим способом, в том числе с помощью роторного двигателя (например, электродвигателя, пневматического двигателя или иного) или побуждающим движением соседнего магнитного источника (например, другого вращающегося магнита или изменяющегося магнитного поля). Источник энергии вращения может быть прямо или косвенно связан с магнитным ротором для вращения магнитного ротора. Ось вращения магнитного ротора может быть в любом подходящем направлении, хотя может быть выгодным расположить ось вращения приблизительно параллельно поперечной ширине металлической полосы и приблизительно перпендикулярно продольной оси (например, длине) металлической полосы или приблизительно перпендикулярно заднему по ходу направлению технологической линии. Приблизительно перпендикулярно может включать перпендикулярно или в пределах 1°, 2°, 3°, 4°, 5°, 6°, 7°, 8°, 9° или 10° от перпендикуляра или подобное, в зависимости от ситуации. Позиционирование оси вращения таким способом может быть полезным для управления натяжением в металлической полосе. Управление натяжением может быть очень важным для успешной обработки металлических изделий (например, металлической полосы) управляемым способом на технологической линии.
[0035] Магнитный ротор может содержать один или большее количество магнитных источников, таких как электромагниты или постоянные магниты. Например, один ротор может содержать один магнитный источник и, следовательно, содержать два магнитных полюса, или один ротор может содержать несколько магнитных источников и, таким образом, содержать несколько магнитных полюсов. В некоторых случаях магнитные источники одного ротора могут быть выполнены с возможностью создания направленных асимметричных магнитных полей, таких как магнитные источники с постоянными магнитами, расположенные в матрице Хальбаха (Halbach array), для направления магнитных полей из внешней окружности магнитного ротора. Магнитные роторы могут преимущественно содержать только постоянные магниты, хотя в некоторых случаях вращающиеся магниты могут вместо этого содержать электромагниты или комбинацию электромагнитов и постоянных магнитов. Магнитные роторы с постоянными магнитами могут быть предпочтительными в некоторых случаях и могут быть в состоянии достичь более эффективных результатов, чем магнитные роторы, основанные на электромагнитах. Магнитные источники могут располагаться на всю ширину магнитного ротора или меньше, чем полная ширина магнитного ротора. В некоторых случаях магнитный ротор может содержать поперечно разнесенные друг от друга магнитные источники. Таким образом, поперечно разнесенные друг от друга магнитные источники могут иметь зазор по ширине магнитного ротора, в котором магнитные источники отсутствуют. Магнитный ротор с поперечно разнесенными друг от друга магнитными источниками может включать магнитный ротор, содержащий две или большее количество групп магнитных источников, поперечно разнесенные друг от друга, причем каждая группа содержит один или большее количество магнитных источников. Магнитные роторы с разнесенными в поперечном направлении магнитными источниками могут быть особенно эффективными при левитировании металлической полосы при минимизации количества теплоты, вызванной в металлической полосе.
[0036] Вращательное движение магнитного ротора заставляет его магнитный источник (источники) индуцировать движущееся или изменяющееся магнитное поле рядом с магнитным ротором, через которое может пропускаться металлическая полоса. При использовании в паре верхнего ротора и нижнего ротора, пара магнитных роторов может образовывать зазор между верхним ротором и нижним ротором, в котором создается изменяющееся магнитное поле и через который можно пропускать металлическую полосу. При использовании одиночного магнитного ротора, металлическую полосу можно пропускать рядом с магнитным ротором в пределах эффективного расстояния от магнитного ротора, в пределах которого изменяющееся магнитное поле, создаваемое магнитным ротором, обеспечивает требуемый эффект. В контексте данного документа термин «группа магнитных роторов» может включать один магнитный ротор, одну пару магнитных роторов, два или большее количество магнитных роторов или две или большее количество пар магнитных роторов.
[0037] Магнитные роторы могут быть применены к любому подходящему изделию, способном генерировать вихревые токи в присутствии движущихся и изменяющихся во времени магнитных полей. В некоторых случаях раскрытые в данном документе магнитные роторы могут быть применены к проводящим материалам, включая алюминий, алюминиевые сплавы, магний, материалы на основе магния, титан, материалы на основе титана, медь, материалы на основе меди, сталь, материалы на основе стали, бронза, материалы на основе бронзы, латунь, материалы на основе латуни, композиты, листы, применяемые в композитах, или любые другие подходящие металлы, неметаллы или комбинации материалов. Изделие может состоять из монолитных материалов, а также немонолитных материалов, таких как соединенные прокаткой материалы, плакированные материалы, композиционные материалы (такие как, помимо прочего, материалы, содержащие углеволокно) или различные другие материалы. В одном неограничивающем примере магнитные роторы могут быть применены для нагрева металлических изделий, таких как алюминиевые металлические полосы, слябы или другие изделия, изготовленные из алюминиевых сплавов, включая алюминиевые сплавы, содержащие железо. Магнитные роторы могут быть применены для нагрева и/или левитации металлического изделия, такого как металлическая полоса. Когда металлическое изделие пропускают через изменяющееся магнитное поле, создаваемое вращающимся магнитным ротором, в металлическом изделии могут быть генерированы или индуцированы вихревые токи. Таким образом, эти вихревые токи могут нагревать металлическое изделие, когда они протекают через сопротивление металлического изделия. Кроме того, вихревые токи, генерируемые в металлическом изделии, могут создавать магнитные поля, которые противодействуют магнитным полям от магнитных роторов, создавая тем самым отталкивание, которое можно использовать для левитации металлического изделия. В дополнение к нагреву и/или левитированию металлического изделия магнитные роторы могут использоваться для управления натяжением металлической полосы и прямого перемещения металлической полосы в заднем по ходу направлении.
[0038] Магнитные роторы могут быть управляемы различными способами, например, посредством манипулирования различными факторами, связанными с магнитными роторами, включая силу магнитных источников, количество магнитных источников, ориентацию магнитных источников, размер магнитных источников, размер самого вращающегося магнита (например, включая любую оболочку), скорость вращающегося магнита (например, скорость вращения), вертикальный зазор между вертикально смещенными магнитными роторами (например, вертикально смещенными роторами в одном наборе роторов), смещенное в поперечном направлении размещение вертикально смещенных магнитных роторов (например, поперечно смещенное размещение роторов в одном наборе роторов), продольный зазор между соседними магнитными роторами, толщина металлической полосы, вертикальное расстояние между каждым вращающимся магнитом и металлической полосой, состав металлической полосы, наличие магнитного экранирования (например, некоторые фокусирующие или экранирующие поток элементы), толщину и/или проницаемость магнитного экранирования, скорость движения металлической полосы и количество применяемых магнитных роторов. Также можно контролировать другие факторы. Управление этими и другими факторами может быть статическим (например, установленным перед процессом термообработки) или динамическим (например, изменяемым на лету во время процесса термообработки). В некоторых случаях управление одним или большим количеством из вышеупомянутых факторов, помимо прочего, может осуществляться с помощью компьютерной модели, обратной связи с оператором или автоматической обратной связи (например, посредством сигналов от датчиков реального времени). Контроллер может быть эксплуатационно соединен (например, проводным или беспроводным соединением) с магнитными роторами для динамической регулировки натяжения металлической полосы, скорости движения металлической полосы или других аспектов перемещения металлической полосы по линии термообработки.
[0039] Управление магнитными роторами позволяет управлять натяжением металлической полосы. В некоторых случаях управление магнитными роторами может позволить управлять скоростью движения металлической полосы в заднем по ходу направлении. В некоторых случаях точное управление натяжением и/или скоростью может быть использовано для облегчения требуемой термообработки, например, путем управления количеством времени, которое металлическая полоса проводит в зоне нагрева и/или закалки, или, более конкретно, количеством времени, которое металлическая полоса проводит при требуемой температуре (например, при температуре солюционирования).
[0040] Магнитные роторы могут вращаться в «заднем по ходу» направлении или в «переднем по ходу» направлении. В контексте данного документа магнитный ротор, вращающийся в заднем по ходу направлении, вращается таким образом, что поверхность магнитного ротора, ближайшая к металлической полосе, в любой момент времени движется в направлении движения металлической полосы (например, обычно в заднем по ходу направлении). Например, если смотреть на металлическую полосу со стороны, когда металлическая полоса движется в своем продольном направлении перемещения вправо, магнитный ротор, расположенный над металлической полосой, вращающийся в заднем по ходу направлении, может вращаться против часовой стрелки, а магнитный ротор расположенный ниже металлической полосы, вращающийся в заднем по ходу направлении, вращается по часовой стрелке. В контексте данного документа магнитный ротор, вращающийся в переднем по ходу направлении, вращается таким образом, что поверхность магнитного ротора, ближайшая к металлической полосе, в любой момент времени движется в направлении противоположном движению металлической полосы (например, обычно в переднем по ходу направлении). Например, если смотреть на металлическую полосу со стороны, когда металлическая полоса движется в своем продольном направлении перемещения вправо, магнитный ротор, расположенный над металлической полосой, вращающийся в переднем по ходу направлении, может вращаться по часовой стрелке, а магнитный ротор расположенный ниже металлической полосы, вращающийся в переднем по ходу направлении, вращается против часовой стрелки.
[0041] В зоне нагрева металлическая полоса может быть быстро нагрета до требуемой температуры, такой как температура отжига или температура солюционирования. Например, для некоторых алюминиевых сплавов зона нагрева может нагревать металлическую полосу до температур в диапазоне от 400°С до 600°С или, более конкретно, до температур, равных или равных ниже чем примерно 560°С, 565°С, 570°С, 575°С, 580°С, 585°С, 590°С, 595°С или 600°С, и еще более желательно равную примерно 565°С. В некоторых случаях для определенных алюминиевых сплавов зона нагрева может нагревать металлическую полосу до температур в диапазоне примерно от 500°C до 560°С. Металлическая полоса может быть левитирована и/или поддерживаема рядом магнитных роторов при нахождении внутри зоны нагрева. Однако в некоторых случаях одна или большее количество пар магнитных роторов могут использоваться для одновременной левитации и нагрева металлической полосы. Пара магнитных роторов может содержать верхний ротор, расположенный с противоположной стороны от металлической полосы относительно нижнего ротора. Зазор может быть определен между парой магнитных роторов. В некоторых случаях одна пара магнитных роторов может повысить температуру металлической полосы от примерно 40°C до примерно 80°С, от примерно 50°C до примерно 70°С, от примерно 60°C до примерно 70°С или примерно на 70°С. В некоторых случаях пара магнитных роторов способна достигать этих повышений температуры, когда металлическая полоса проходит мимо магнитных роторов со скоростями примерно от 40 м/мин до 80 м/мин, примерно от 50 м/мин до 70 м/мин или примерно 60 м/мин. Точное управление повышением температуры в металлической полосе может быть достигнуто путем управления изменяющимся магнитным полем, например, путем регулирования скорости вращения магнитных роторов или размера зазора между магнитными роторами пары магнитных роторов. Несколько пар магнитных роторов могут быть применены последовательно для достижения требуемого повышения температуры. В контексте данного документа ссылка на температуру металлической полосы может включать пиковую температуру металла металлической полосы. Зона нагрева может содержать магнитные роторы для нагрева металлической полосы и, необязательно, дополнительные магнитные роторы для левитирования металлической полосы. Магнитные роторы, применяемые специально для левитации металлической полосы, могут обеспечить некоторую степень нагрева металлической полосы.
[0042] В некоторых случаях дополнительные нагревательные устройства могут быть применены в зоне нагрева помимо магнитных роторов, либо вместо пар магнитных роторов, либо в дополнение к парам магнитных роторов. Примеры дополнительных нагревательных устройств могут включать индукционные катушки, устройства для прямого воздействия пламенем, устройства с горячим газом, инфракрасные устройства или подобные. В некоторых случаях дополнительные нагревательные устройства могут обеспечивать дополнительный нагрев металлической полосы для достижения требуемой температуры и/или для поддержания более равномерного распределения температуры по поперечной ширине металлической полосы. Например, в некоторых случаях, когда магнитные роторы нагревают металлическую полосу, горячие и/или холодные зоны могут существовать на металлической полосе после пропускания магнитными роторами, и в этот момент можно использовать дополнительные нагревательные устройства для нагрева холодных зон, чтобы выровнять распределение температуры по поперечной ширине металлической полосы. В некоторых примерах для охлаждения горячих зон могут быть использованы охлаждающие устройства, чтобы выровнять распределение температуры по поперечной ширине металлической полосы.
[0043] В некоторых случаях в зоне нагрева могут быть применены невращающиеся электромагниты в дополнение к магнитным роторам или вместо них. Однако применение магнитных роторов, в отличие от стационарных электромагнитов, для генерации изменяющихся магнитных полей может обеспечить повышенную эффективность, а также более равномерный нагрев металлической полосы. Применение стационарных электромагнитов для изменения индуктивных полей, распространяемых по ширине металлической полосы, может создавать локализованные горячие зоны в металлической полосе. Индуктивные поля различной интенсивности могут быть вызваны естественной дисперсией в обмотках разных стационарных электромагнитов. Различия в обмотках электромагнита могут привести к тому, что некоторые места будут генерировать больше тепла, чем соседние поперечные места. Локальные горячие зоны могут неравномерно деформировать металлическую полосу и вызывать другие производственные дефекты. Напротив, в то время как постоянные магниты могут иметь некоторый уровень собственной магнитной дисперсии по размерам или от одного магнита к другому, некоторая или вся эта дисперсия может автоматически усредняться вследствие вращения магнитных источников в магнитном роторе. Ни один постоянный магнит не удерживается в каком-либо поперечном стационарном положении, и поэтому вращающиеся постоянные магниты прикладывают среднее магнитное поле. Таким образом, вращающийся магнитный ротор способен равномерно нагревать металлическую полосу более контролируемым образом. Когда электромагниты используются в нагревателе с вращающимся магнитом, различия между различными электромагнитами могут быть усреднены из-за вращения ротора. Такое усреднение отклонений не происходит со стационарными электромагнитами.
[0044] Зона томления может содержать томильную печь, такую как туннельная печь или другая подходящая печь. Внутри зоны томления температура металлической полосы может поддерживаться на требуемом уровне (например, при температуре солюционирования) в течение требуемого периода времени. Поддержание температуры на требуемом уровне температуры может включать удерживание температуры в пределах 6%, 7%, 8%, 9%, 10%, 11% или 12% от требуемой температуры, но предпочтительно в пределах 0,5%, 1%, 1,5%, 2%, 3%, 4%, 5% или 6% от требуемой температуры. Требуемый период времени может зависеть от используемого сплава, типа требуемого результата и предшествующих этапов термической механической обработки, таких как способ литья металлического изделия или любая выполненная холодная или горячая прокатка металлического изделия. Например, непрерывно литые металлические изделия могут быть в состоянии достичь требуемых результатов, используя гораздо более короткую продолжительность времени, чем металлическое изделие, отлитое способом прямого охлаждения. В некоторых случаях металлическая полоса может быть подвержена томлению в течение времени в диапазоне от примерно 0 секунд до примерно 40 секунд или дольше. В некоторых случаях определенные аспекты и отличительные признаки данного описания особенно полезны для непрерывно литых металлических изделий. В некоторых случаях зона томления также может способствовать доведению металлической полосы до требуемой температуры.
[0045] Любая подходящая печь может быть использована в зоне томления для поддержания пиковой температуры металла металлической полосы, например воздухонагревательная печь, печь на основе магнитного ротора, инфракрасная печь или их комбинация. Например, томильная печь может использовать нагретый газ для поддержания температуры металлической полосы. В некоторых случаях в дополнение к нагретому газу или вместо него может использоваться группа магнитных роторов, чтобы передать достаточное количество теплоты металлической полосе для поддержания температуры металлической полосы на требуемом уровне температуры.
[0046] Зона томления может содержать множество магнитных роторов для левитирования металлической полосы внутри зоны томления. Группа магнитных роторов может передавать некоторую степень тепла металлической полосе. В некоторых случаях это передаваемое тепло может быть использовано для поддержания температуры металлической полосы на требуемом уровне температуры. В некоторых случаях, например, если магнитные роторы генерируют слишком много тепла, передаваемое тепло может быть компенсировано через одно или большее количество охлаждающих устройств в зоне томления. Примеры подходящих охлаждающих устройств включают коллекторы для подачи охлаждающей текучей среды или форсунки для подачи охлаждающей текучей среды, способные к управлению для подачи охлаждающей текучей среды (например, жидкости или газа) на металлическую полосу. Охлаждающую текучую среду можно подавать при любой температуре, равной или ниже температуры, которую требуется поддерживать в металлической полосе в пределах зоны томления. Охлаждающие устройства могут управляться таким образом, чтобы распределять охлаждающую текучую среду по мере необходимости, чтобы способствовать поддержанию температуры металлической полосы при требуемой температуре по всей зоне томления. В некоторых случаях зона томления может иметь длину, которая составляет или составляет менее чем примерно 50 м, 40 м, 30 м, 20 м, 15 м, 10 м или 5 м.
[0047] В некоторых случаях зона томления может содержать заполненную газом камеру, через которую пропускают металлическую полосу. Заполненная газом камера может быть достаточно большой (например, по высоте), чтобы охватить любые окружающие магнитные роторы, применяемые для левитации металлической полосы. Однако газонаполненная камера предпочтительно может быть достаточно небольшой по высоте, чтобы охватить металлическую полосу без каких-либо окружающих магнитных роторов. В некоторых случаях заполненная газом камера имеет высоту в диапазоне примерно от 50 мм до 250 мм, например, в диапазоне от 50 мм до 200 мм или 100 мм или где-либо между ними. В некоторых случаях заполненная газом камера может иметь высоту примерно 250 мм или более. Заполненная газом камера может содержать стенки камеры, такие как верхняя стенка и нижняя стенка, а также боковые стенки, что позволяет непрерывно подавать металлическую полосу в передний по ходу конец камеры и непрерывно выводить из заднего по ходу конца камеры. Стенки камеры могут быть изготовлены из непроводящего и термостойкого материала, такого как Kevlar® или другие пара-арамиды, или NOMEX® или другие мета-арамиды. Стенки камеры и, более конкретно, нижняя стенка, могут быть расположены между металлической полосой и магнитными роторами, используемыми для левитации металлической полосы внутри зоны томления.
[0048] Камера может содержать одно или большее количество отверстий для подачи газа в камеру от источника газа. В некоторых случаях отверстия могут быть расположены таким образом, чтобы позволить газу, поступающему в камеру, обеспечивать дополнительную опору для левитации металлической полосы. В некоторых случаях источник подачи газа может подавать газ в камеру через один или большее количество концов камеры. В некоторых случаях внутри камеры можно использовать инертный газ (например, азот или аргон) или газ с минимальной реакционной способностью (например, сухой воздух). В некоторых случаях могут быть применены другие газы, такие как газы для обработки (например, метан или кремневодородный газ, чтобы вызвать пассивацию поверхности металлической полосы). В некоторых случаях газ может быть предварительно нагрет до требуемой температуры, чтобы облегчить поддержание требуемой температуры металлической полосы внутри зоны томления, однако в некоторых случаях газ может быть минимально предварительно нагрет или не быть предварительно нагретым. В некоторых случаях горячие газы могут быть поданы для нагрева от вращающихся магнитов. Такие горячие газы могут быть инертными или минимально реактивными газами. Горячие газы могут быть поданы через ориентированные отверстия, направленные в области металлической полосы, в которых магнитный нагрев не полностью нагревает металлическую полосу. Горячие газы могут способствовать выравниванию температуры в металлическом изделии, а также созданию инертной или минимально реактивной атмосферы внутри камеры.
[0049] В некоторых случаях камера расположена в длину, которая равна или примерно равна длине зоны томления. В некоторых случаях камеру могут располагать по меньшей мере частично в зоне нагрева. Например, в некоторых случаях металлическая полоса может быть расположена внутри камеры, когда она нагревается некоторыми или всеми парами магнитных роторов зоны нагрева.
[0050] В некоторых случаях, особенно когда распределение температуры по поперечной ширине металлической полосы очень равномерно при выходе из зоны нагрева, линия термообработки может не содержать томильную печь. В таких случаях зона томления может располагаться от зоны нагрева до зоны закалки, при этом металлическая полоса подвергается воздействию воздуха окружающей и/или комнатной температуры. Группа магнитных роторов все еще может быть использована для левитации металлической полосы, когда она пропускается между зоной нагрева и зоной закалки. Зона томления без томильной печи все еще может иметь определенный период времени, зависящий от скорости движения металлической полосы и длины между зоной нагрева и зоной закалки.
[0051] В зоне закалки охлаждающая текучая среда может подаваться на металлическую полосу любым подходящим способом, например, через закалочный резервуар или ванну или посредством использования одного или большего количества коллекторов или форсунок для подачи охлаждающей текучей среды (например, линейных форсунок) для распределения охлаждающей текучей среды по металлической полосе. Может быть использован любой подходящий охлаждающий агент, такой как жидкость (например, вода), газ (например, воздух) или их комбинация. В контексте данного документа подача охлаждающей текучей среды может включать распределение охлаждающей текучей среды на металлическую полосу или пропускание металлической полосы через охлаждающую текучую среду. Охлаждающая текучая среда может быть подана способом, достаточным для быстрого охлаждения металлической полосы с пиковой температуры металла, например, со скоростями в диапазоне примерно от 50°C/с до 400°C/с, в диапазоне примерно от 100°C/с до 300°C/с, а также примерно 200°С/с. В некоторых случаях металлическая полоса может быть быстро охлаждена со скоростью, превышающей по меньшей мере 200°C/с. В некоторых случаях металлическая полоса может быть закалена до температуры равной или близкой 250°C, хотя могут использоваться и другие температуры, такие как температура в диапазоне примерно от 50°C до 500°C или в диапазоне примерно от 200°C до 500°C. Управление закалкой, которая происходит в зоне закалки, может быть достигнуто путем управления температурой и/или распределения охлаждающей текучей среды. Например, клапаны, связанные (например, соединенные) с коллекторами и/или форсунками для подачи охлаждающей текучей среды, могут обеспечивать управление распределением охлаждающей текучей среды. В некоторых случаях коллекторы или форсунки для подачи охлаждающей текучей среды могут быть регулируемыми как единое целое по поперечной ширине металлической полосы или индивидуально регулируемыми в разных местах вдоль поперечной ширины металлической полосы (например, для распределения большего количества охлаждающей текучей среды по определенным частям металлической полосы, чем по другим частям).
[0052] Контроллер(ы) и датчик(и) (например, бесконтактные датчики температуры) могут использоваться в любом подходящем месте вдоль линии термообработки, чтобы обеспечить управление обратной связью с линией термообработки. Подходящие местоположения могут включать прилегающие к передним по ходу от или задним по ходу от одной или большего количества зон или элементов линии термообработки. Можно использовать любые подходящие контроллеры и/или датчики. Например, датчики температуры, расположенные в зоне нагрева, рядом с ней или непосредственно сзади по ходу от нее, могут предоставлять информацию о температуре (например, сигналы) контроллеру, который может использовать информацию о температуре для управления любыми управляемыми аспектами зоны нагрева, такими как скорости и/или высота зазора пар магнитных роторов. Аналогичным образом, датчики температуры, расположенные рядом с зоной томления или непосредственно сзади по ходу от нее, могут передавать информацию о температуре (например, сигналы) в контроллер (например, в тот же или другой контроллер), который может использовать информацию о температуре для управления любыми управляемыми аспектами зоны томления, такие как клапаны, связанные с форсунками для подачи охлаждающей текучей среды или коллекторами для подачи охлаждающей текучей среды в зоне томления. В другом примере датчики плоскостности могут быть применены после зоны закалки для предоставления информации плоскостности (например, сигналов) контроллеру (например, тому же или другому контроллеру), который может использовать информацию о плоскостности для улучшения плоскостности металлической полосы, например, посредством управления клапанами, связанными с форсунками для подачи охлаждающей текучей среды или коллекторами для подачи охлаждающей текучей среды в зоне закалки.
[0053] В некоторых случаях одно или большее количество устройств удаления охлаждающей текучей среды могут быть применены для удаления остаточной охлаждающей текучей среды с металлической полосы при выходе из зоны закалки. Примеры подходящих устройств для удаления охлаждающей текучей среды включают ракели (такие как резиновые ракели), воздушные ножи или другие контактные или бесконтактные устройства для удаления охлаждающей текучей среды.
[0054] Группа магнитных роторов может быть использована для левитации металлической полосы внутри зоны закалки.
[0055] Разматыватель может быть использован спереди по ходу от зоны нагрева, чтобы раскручивать или разматывать металлическую полосу с начальной катушки (например, катушки с металлической полосой, которую необходимо пропустить через линию термообработки). В некоторых случаях разматыватель может подавать металлическую полосу мимо размоточного ролика до того, как металлическая полоса входит в зону нагрева. Размоточный ролик может содержать тензодатчики для определения натяжения в металлической полосе. Тензодатчики могут быть связаны с одним или большим количеством контроллеров для обеспечения обратной связи, которая может быть использована контроллерами для управления натяжением в металлической полосе при необходимости. Металлическая полоса, выходящая из разматывателя, может быть подана непосредственно в зону нагрева или может быть сначала подана в зону регулировки натяжения. В зоне нагрева или в зоне регулировки натяжения магнитные роторы могут быть применены для управления натяжением в металлической полосе. Например, магнитный ротор, вращающийся в заднем по ходу направлении, может прикладывать заднее по ходу усилие к металлической полосе, в то время как магнитный ротор, вращающийся в переднем по ходу направлении, может прикладывать переднее по ходу усилие к металлической полосе. Несколько магнитных роторов, расположенных на расстоянии друг от друга в продольном направлении (например, последовательно на расстоянии друг от друга), могут противодействовать некоторому или всем любым натяжениям, создаваемым в металлической полосе один другому. Например, первый магнитный ротор, вращающийся для создания продольного натяжения в металлической полосе, может быть разнесен от второго магнитного ротора, вращающегося в противоположном направлении, таким образом, что продольное натяжение может быть уменьшено или устранено. Таким образом, натяжением в металлической полосе можно управлять посредством управления магнитными роторами, как описано в данном документе (например, посредством регулировки положения, скорости, направления, силы, зазора между противоположными роторами пары магнитных роторов и другими такими параметрами). Когда используется зона регулировки натяжения, зона регулировки натяжения может содержать группу магнитных роторов, применяемых для левитации металлической полосы. В некоторых случаях зона регулировки натяжения содержит пары магнитных роторов, разработанных для передачи изменений натяжения в металлической полосе без значительного нагрева металлической полосы, например, за счет использования нескольких поперечно разнесенных друг от друга магнитных источников на одном магнитном роторе, в котором магнитные источники занимают меньше или существенно меньше полной ширины магнитного ротора. В зоне регулировки натяжения, натяжение в металлической полосе может быть постепенно уменьшено от начального натяжения (например, между разматывателем и началом зоны регулировки натяжения) до слабого натяжения, которое может быть особенно востребованным для термообработки.
[0056] В некоторых случаях между разматывателем и зоной нагрева существует зона сварки или соединения. В некоторых случаях зона сварки или соединения может быть частью зоны регулировки натяжения. В зоне сварки или соединения подвижное сварочное устройство или другое соединительное устройство можно использовать для сварки или совместного соединения концов металлических полос (например, обрабатываемой металлической полосы и последующей металлической полосы) на лету, пока металлические полосы движутся через линию термообработки. В то время как магнитные роторы могут быть применены для левитации концов металлических полос и совместного направления концов металлических полос, также может быть использовано другое оборудование, такое как контактные ролики и каретки. Поскольку задний конец обрабатываемой металлической полосы разматывается с начальной катушки, передний конец последующей металлической полосы может разматываться с собственной начальной катушки (например, с применением второго разматывателя) и направляться к заднему концу металлической полосы. В зонах сварки или соединения передний конец последующей металлической полосы и задний конец металлической полосы могут быть соединены вместе в соединение. Применение магнитных роторов или контактных устройств (например, роликов или кареток) может помочь удерживать концы металлических полос, удерживаемых вместе или в непосредственной близости. Когда металлические полосы движутся в заднем по ходу направлении, сварочное или другое соединительное устройство может перемещаться в том же заднем по ходу направлении и с той же скоростью, что и металлические полосы, что позволяет сварочному или другому соединительному устройству поддерживать выравнивание с соединением во время сварки или во время образования соединения иным образом. Может быть использовано любое подходящее соединительное устройство, такое как дуговые сварочные аппараты (например, газометаллические дуговые сварочные аппараты или газовые вольфрамовые дуговые сварочные аппараты), сварочные аппараты на основе топлива (например, кислородно-водородные сварочные аппараты) или другие сварочные аппараты или соединительные устройства. Сварочное или соединительное устройство может перемещаться вдоль набора рельсов или иным образом подвешиваться над или под металлической полосой. В некоторых случаях устройство для сварки или соединения может сваривать/соединять всю поперечную ширину металлической полосы сразу. В некоторых случаях устройство для сварки или соединения может также перемещаться в поперечном направлении, когда оно сваривает/соединяет металлическую полосу. Поскольку магнитные роторы способны управлять скоростью движения металлической полосы, магнитные роторы могут замедлять скорость движения металлической полосы во время процесса сварки или соединения. Например, в стандартных условиях эксплуатации металлическая полоса может перемещаться по линии термообработки со скоростью составляющей или составляющей примерно 60 м/мин, тогда как во время сварки/соединения металлическая полоса может перемещаться со скоростью в диапазоне примерно от 5 м/мин до 20 м/мин, в диапазоне примерно от 7 м/мин до 15 м/мин или примерно 10 м/мин.
[0057] В некоторых случаях система термообработки может содержать зону выравнивания и/или микротекстурирования. Зона выравнивания и/или микротекстурирования может содержать один или большее количество роликов, через которые пропускают металлическую полосу для выравнивания и/или текстурирования металлической полосы. Металлическую полосу могут пропускать через зазор или контактную зону между парой выравнивающих и/или микротекстурирующих роликов. В некоторых случаях выравнивающие и/или микротекстурирующие ролики могут прикладывать усилие к металлической полосе, достаточное для выравнивания и/или текстурирования металлической полосы, но недостаточное для общего уменьшения толщины металлической полосы (например, уменьшения толщины металлической полосы на уровне или на уровне менее чем 0,5%, 0,6%, 0,7%, 0,8%, 0,9% или 1%). Например, значение силы, приложенной через выравнивающие и/или микротекстурирующие ролики, может быть ниже предела текучести металлической полосы. В некоторых случаях сила прикладывается через каждый выравнивающий и/или микротекстурирующий ролик из одного или большего количества рабочих роликов. В некоторых случаях микротекстурирующий ролик может иметь по меньшей мере две разные текстуры, которые могут перекрываться или не перекрываться. В некоторых случаях контроллер может быть использован для регулировки выравнивающих и/или микротекстурирующих роликов для получения требуемого результата выравнивания и/или микротекстурирования.
[0058] В некоторых случаях линия термообработки может содержать зону нанесения покрытия и/или смазки. Зона нанесения покрытия и/или смазки может быть расположена сзади по ходу от зоны закалки. В некоторых случаях зона нанесения покрытия и/или смазки может быть расположена сзади по ходу от зоны выравнивания и/или микротекстурирования. В зоне нанесения покрытия и/или смазки на металлическую полосу может быть нанесено покрытие и/или смазка. Покрытие и/или смазку можно наносить любым подходящим способом, таким как распыление, нанесение валиком, ламинирование или другие способы.
[0059] В некоторых случаях линия термообработки может содержать зону повторного нагрева. В некоторых случаях зона повторного нагрева расположена сзади по ходу от зоны выравнивания и/или микротекстурирования. В некоторых случаях зона повторного нагрева расположена сзади по ходу от зоны нанесения покрытия и/или смазки. Зона повторного нагрева может содержать одно или большее количество нагревательных устройств для повышения температуры металлической полосы после закалки в зоне закалки. В некоторых случаях одно или большее количество нагревательных устройств могут содержать группу магнитных роторов, применяемых для нагрева металлической полосы. В некоторых случаях зона повторного нагрева может содержать группу магнитных роторов (например, ту же группу для нагрева металлической полосы или другую группу) для левитирования металлической полосы в зоне повторного нагрева. В некоторых случаях, когда зона повторного нагрева расположена сзади по ходу от зоны нанесения покрытия и/или смазки, зона повторного нагрева может быть применена для отверждения покрытия и/или для облегчения потока смазки, наносимого в зоне нанесения покрытия и/или смазки, например, при нагревании металлическая полоса в достаточной степени отверждает покрытие и/или облегчает поток смазки от тепла металлической полосы. Нагрев покрытия и/или смазочного материала от металлической полосы может снизить вероятность повреждения покрытия или смазочного материала, которое может произойти в случае перегрева, что является риском в современных газовых печах. В некоторых случаях зона повторного нагрева может повысить температуру металлической полосы до температуры предварительного старения или искусственного старения при подготовке к намотке металлической полосы на конечную катушку и старению металлической полосы во время намотки. Такая температура предварительного старения или искусственного старения может быть температурой в диапазоне от примерно 60°С до примерно 150°С. Например, обработка предварительным старением может быть проведена при температуре примерно 60°С, 65°С, 70°С, примерно 75°С, примерно 80°С, примерно 85°С, примерно 90°С, примерно 95°С, примерно 100°С, примерно 105°С, примерно 110°С, примерно 115°С, примерно 120°С, примерно 125°С, примерно 130°С, примерно 135°С, примерно 140°С, примерно 145°С или примерно 150°С.
[0060] Линия термообработки может содержать наматыватель, применяемый для накручивания или наматывания металлической полосы в конечную катушку (например, катушку термообработанной металлической полосы). Наматыватель может быть расположен на заднем по ходу конце линии термообработки. В некоторых случаях, например, когда для обеспечения непрерывной термообработки последовательных металлических полос используется движущееся сварочное устройство/соединительное устройство, наматыватель может содержать резак для резки металлической полосы, что позволяет наматывать последующую металлическую полосу отдельно от металлической полосы. Резак может содержать оборудование обратной связи (например, камеры, датчики расстояния или другие датчики), чтобы обеспечить отделение металлических полос как можно ближе к стыку.
[0061] В некоторых случаях зона окончательной регулировки натяжения может быть расположена непосредственно спереди по ходу от наматывателя. Зона окончательной регулировки натяжения может содержать группу магнитных роторов, которые левитируют металлическую полосу и помогают регулировать натяжение в металлической полосе перед наматыванием металлической полосы. Например, хотя магнитные роторы по всей линии термообработки могут пытаться минимизировать натяжение в металлической полосе по меньшей мере в пределах зоны нагрева, зона окончательной регулировки натяжения может приводить к увеличению натяжения, когда металлическая полоса входит в наматыватель. В некоторых случаях наматыватель может работать лучше, когда в металлической полосе присутствует по меньшей мере минимальное натяжение.
[0062] В некоторых случаях магнитные роторы, расположенные по всей линии термообработки, могут быть применены для облегчения заправки металлической полосы в линию термообработки. Вращение магнитных роторов в заднем по ходу направлении может привести к увеличению натяжения в металлической полосе и левитации свободного конца металлической полосы над любым оборудованием или конструкциями ниже металлической полосы. В некоторых случаях свободный конец металлической полосы может быть направлен через линию термообработки любым подходящим способом. В некоторых случаях каретка может быть расположена с возможностью скольжения на рельсах, проходящих мимо некоторых или всей линии термообработки. Каретка может поддерживать свободный конец металлической полосы и направлять ее через линию термообработки, в то время как вращающиеся магниты левитируют металлическую полосу. Поскольку металлическая полоса левитирована вдоль линии термообработки, металлическую полосу можно заправить по всей линии термообработки с гораздо меньшим царапанием, чем это возможно при обычной технологии.
[0063] После того как заправка завершена, по меньшей мере некоторые из магнитных роторов могут изменить направление вращение на обратное, чтобы вращаться в переднем по ходу направление, помогая таким образом минимизировать натяжения внутри металлической полосы. Способность магнитных роторов вращаться в обратном направлении обеспечивает значительные преимущества для способности металлической полосы быть заправленной через линию термообработки.
[0064] В некоторых случаях заправка может быть облегчена вращением верхних магнитных роторов в паре магнитных роторов со скоростью, которая немного выше, чем скорость нижних магнитных роторов. Это превышение скорости может помочь противодействовать гравитационному притяжению свободного конца металлической полосы. В некоторых случаях другие методы, такие как принудительная подача воздуха, могут быть применены для противодействия гравитационному притяжению свободного конца металлической полосы, чтобы избежать изгиба металлической полосы вокруг одного из магнитных роторов.
[0065] Некоторые аспекты линии термообработки, как раскрыто в данном документе, могут обеспечивать транспортировку, левитацию и нагрев металлической полосы бесконтактным способом - без контакта с металлической полосой или с минимальным контактом с металлической полосой.
[0066] В контексте данного документа термины «выше», «ниже», «верхний», «нижний», «вертикальный» и «горизонтальный» используются для описания относительных ориентаций относительно металлического изделия, такого как металлическая полоса, как если бы металлическое изделие двигалось в горизонтальном направлении, при этом его верхняя и нижняя поверхности обычно параллельны земле. В контексте данного документа термин «вертикальный» может относиться к направлению, перпендикулярному поверхности (например, верхней или нижней поверхности) металлического изделия, независимо от ориентации металлического изделия. В контексте данного документа термин «горизонтальный» может относиться к направлению, параллельному поверхности (например, верхней или нижней поверхности) металлического изделия, такому как направление, параллельное направлению движения движущегося металлического изделия, независимо от ориентации металлического изделия. Термины «выше» и «ниже» могут относиться к местоположениям за верхними или нижними поверхностями металлического изделия, независимо от ориентации металлического изделия. Тем не менее, когда используется конкретно в отношении магнитной левитации, термин «ниже» может относиться к местам, расположенным ближе к гравитационному притяжению Земли. Металлическая полоса может быть обработана в любом подходящем направлении, включая горизонтальное, вертикальное или другие направления, такие как диагональ.
[0067] В контексте данного документа термины «вертикальный», «продольный» и «поперечный» могут быть применены в отношении к нагреваемому металлическому изделию. Продольное направление может проходить вдоль направления перемещения металлического изделия через технологическое оборудование, например, вдоль технологической оси через линию гомогенизации непрерывным отжигом(CASH). Продольное направление может быть параллельным верхней и нижней поверхности металлического изделия. Продольное направление может быть перпендикулярно поперечному направлению и вертикальному направлению. Поперечное направление может проходить между боковыми краями металлического изделия. Поперечное направление может проходить в направлении, перпендикулярном продольному направлению и вертикальному направлению. Вертикальное направление может проходить между верхней и нижней поверхностями металлического изделия. Вертикальное направление может быть перпендикулярно продольному направлению и поперечному направлению.
[0068] Определенные аспекты и отличительные признаки данного описания могут использоваться с любыми подходящими металлическими изделиями, такими как в виде фольги, листов, полос, слябов, плит, щитов или других металлических изделий. Однако может быть предпочтительным применять многочисленные аспекты и отличительные признаки данного описания с металлическими полосами. Аспекты и отличительные признаки данного описания могут быть особенно подходящими для любого металлического изделия, имеющего плоские поверхности (например, плоские верхние и нижние поверхности). Аспекты и отличительные признаки данного описания могут быть особенно подходящими для любого металлического изделия, имеющего параллельные или примерно параллельные противоположные поверхности (например, верхнюю и нижнюю поверхности). Примерно параллельно может включать параллель или в пределах 1°, 2°, 3°, 4°, 5°, 6°, 7°, 8°, 9° или 10° от параллели или аналогичного в зависимости от случая.
[0069] Аспекты и отличительные признаки данного описания могут быть применены к металлическим изделиям из любого подходящего металла. В некоторых случаях металлическое изделие представляет собой алюминий, такой как алюминиевый сплав. В некоторых случаях металлическое изделие может представлять собой алюминиевый сплав, содержащий железо. Определенные аспекты и отличительные признаки данного описания могут быть особенно подходящими для использования с алюминиевыми сплавами серии 6xxx или 5xxx, хотя могут применяться другие сплавы, такие как сплавы серии 1xxx, 2xxx, 3xxx, 4xxx, 7xxx или 8xxx. Алюминиевые сплавы серий 6ххх и 5ххх могут иметь удельную электрическую проводимость примерно 10000000 Сименс на метр (10 МСм/м). В некоторых случаях сплавы с более высокой удельной электрической проводимостью, такие как 15 МС/м или 20 МС/м, могут привести к менее эффективному нагреву с помощью вращающихся магнитов по меньшей мере частично из-за генерирования меньшего вторичного магнитного потока (например, генерируемого магнитного потока металлическим изделием), чтобы противостоять первичному потоку (например, магнитному потоку, генерируемому вращающимися магнитами).
[0070] Магнитные роторы могут быть расположены над или под металлическим изделием (например, над или под технологической осью, или над или под камерой). В контексте данного документа ссылка на элемент, размещаемый относительно металлического изделия, может относиться к тому элементу, который расположен относительно технологической оси (например, требуемой технологической оси, вдоль которой требуется перемещать металлическое изделие), при необходимости. В некоторых случаях группа магнитных роторов для нагрева металлического изделия может содержать магнитные роторы, расположенные как под, так и над металлическим изделием. В некоторых случаях эти магнитные роторы размещаются в согласованных парах, причем аналогичные магнитные роторы (например, подобного или одинакового размера, силы, скорости вращения и/или переднего по ходу или заднего по ходу направления вращения) располагаются прямо напротив технологической оси относительно друг друга. Когда противоположные магнитные роторы размещены на противоположных сторонах металлического изделия и вращаются в одном и том же заднем по ходу или переднем по ходу направлении, один из двух магнитных роторов может вращаться по часовой стрелке, тогда как другой из двух магнитных роторов может вращаться в направлении против часовой стрелки.
[0071] Магнитные роторы могут иметь длину, которая примерно равна или больше ширины металлического изделия, а магнитные источники имеют длину, которая примерно равна или больше ширины металлического изделия. В некоторых случаях магнитные роторы и/или магнитные источники, применяемые для нагрева, могут быть смещены в поперечном направлении, чтобы занимать менее 100% поперечной ширины металлической полосы. Магнитные роторы и/или магнитные источники в магнитных роторах, применяемые для левитирования (например, магнитные роторы в зоне томления), могут занимать менее чем 100% поперечной ширины металлической полосы, такую как или менее чем примерно 95%, 90%, 85%, 80%, 75%, 70%, 65%, 60%, 55%, 50%, 45%, 40%, 35%, 30%, 25%, 20%, 15% или 10% от поперечной ширины металлической полосы. В некоторых случаях один магнитный ротор в зоне томления может содержать два или большее количество магнитных источников, расположенных поперечно на расстоянии друг от друга. В некоторых случаях поперечное положение магнитных источников внутри последовательных магнитных роторов (например, разнесенных в продольном направлении и последовательных магнитных роторов), применяемых для левитации, может быть смещено друг от друга, что приводит к смещению группы магнитных источников. Свойства настроенных со сдвигом магнитных источников могут помочь минимизировать нежелательный и неравномерный нагрев при левитации металлической полосы.
[0072] В некоторых случаях группа магнитных роторов для левитирования металлической полосы может быть расположена только ниже металлической полосы, хотя это не обязательно должно иметь место. В некоторых случаях магнитные роторы могут быть расположены над металлической полосой для облегчения направления или управления движением металлической полосы. Например, магнитные роторы могут быть размещены на краях или вблизи краев металлической полосы, в том числе непосредственно за краями металлической полосы, и вращаться вдоль оси вращения, параллельной продольной оси металлической полосы, чтобы вызывать усилия в направлении продольной осевой линии требуемого пути через линию термообработки или любую конкретную зону или часть оборудования. Эти магнитные роторы могут облегчить центрирование металлической полосы. Эти центрирующие магнитные роторы могут быть размещены в любом подходящем месте. В некоторых случаях центрирующие магнитные роторы могут применяться для стабилизации металлической полосы, особенно когда она имеет низкое натяжение (например, в зоне нагрева и/или в зоне томления) или когда металлическая полоса поддается сжатию (например, рядом с разматывателем или наматывателем).
[0073] В некоторых случаях, когда магнитные роторы используются под и над металлической полосой, магнитные роторы, расположенные над металлической полосой, могут приводиться в действие между закрытым положением и открытым положением. В закрытом положении магнитные роторы и, возможно, любые верхние стенки камеры (например, в зоне томления) могут находиться в положении для нормальной работы. В открытом положении любые верхние магнитные роторы и/или верхние стенки камеры (например, в зоне томления) можно отодвинуть от нормального рабочего положения, чтобы обеспечить больше места для загрузки металлической полосы или ее заправку в линию термообработки. После загрузки металлической полосы любые верхние магнитные роторы и/или любые верхние стенки камеры могут быть возвращены в закрытое положение для нормальной работы.
[0074] В некоторых случаях фокусирующие элементы магнитного потока могут быть применены рядом с магнитными роторами для перенаправления магнитного потока от определенных областей или к ним. Фокусирующий элемент магнитного потока может представлять собой любой подходящий материал, способный перенаправлять магнитный поток, в том числе концентрированный магнитный поток. Фокусирующие магнитный поток элементы могут принимать магнитный поток от магнитных источников в магнитных роторах, которые не находятся рядом с изделием или непосредственно обращены к нему, и перенаправлять этот магнитный поток к изделию (например, в направлении, перпендикулярном верхней или нижней поверхности изделия). Фокусирующие магнитный поток элементы также могут обеспечивать преимущества, связанные с обеспечением магнитного экранирования между магнитным ротором и соседним оборудованием, отличным от нагреваемого металлического изделия. Например, фокусирующие магнитный поток элементы могут позволить смежным, смещенным в продольном направлении магнитным роторам быть расположенными ближе друг к другу с меньшим магнитным взаимодействием между ними. Фокусирующие элементы магнитного потока могут быть выполнены из любого подходящего материала, включая легированную кремнием сталь (например, электротехническую сталь). Фокусирующий магнитный поток элемент может содержать несколько слоев. Фокусирующими магнитный поток элементами могут быть отклонители потока, регуляторы потока или концентраторы потока. Когда используются фокусирующие магнитный поток элементы, магнитные роторы могут быть в состоянии достигать эффективных результатов при более низких скоростях вращения, а магниты могут размещаться дальше от металлического изделия.
[0075] Определенные аспекты и отличительные признаки данного описания предоставляют линию термообработки, способную обеспечить более быстрый нагрев, чем конвекционные печи, например, примерно в пять раз быстрее, чем конвекционные печи, и с высокой энергетической эффективностью (например, эффективность примерно 80%). Кроме того, магнитные роторы могут обеспечивать практически мгновенное управление включением/выключением нагрева. Кроме того, некоторые аспекты и отличительные признаки данного описания обеспечивают возможность парить металлической полосе по большей части, если не по всей линии термообработки, в том числе, по меньшей мере во время нагревания и/или томления металлической полосы, оптимизируя таким образом качество поверхности. Определенные аспекты и отличительные признаки данного описания также способны обеспечить различные преимущества в очень компактном размере. Благодаря быстрому магнитному нагреву можно не только минимизировать продольную длину линии термообработки, но и магнитный нагрев и левитация могут позволить камере, содержащей инертную атмосферу, быть очень малого размера, что повышает эффективность использования газа. В некоторых случаях определенные аспекты и отличительные признаки данного описания способны обеспечить другие металлургические преимущества для металлической полосы, такие как уменьшенное окисление поверхности и более быстрое растворение или перераспределение интерметаллических фаз. В некоторых случаях определенные аспекты и отличительные признаки данного описания способны минимизировать нежелательную миграцию магния во время определенных процессов нагревания.
[0076] В данном описании делается ссылка на сплавы, идентифицированные номерами АА и другими соответствующими обозначениями, такими как «серия» или «7xxx». Для понимания системы обозначения номеров, наиболее часто используемой при наименовании и идентификации алюминия и его сплавов, необходимо рассмотреть «International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys» или «Registration Record of Aluminum Association Alloy Designations and Chemical Compositions Limits for Aluminum Alloys in the Form of Castings and Ingot», оба документа опубликованы Ассоциацией производителей алюминия (The Aluminum Association).
[0077] В контексте данного документа пластина обычно имеет толщину в диапазоне от 5 мм до 50 мм. Например, пластина может относиться к алюминиевому продукту, имеющему толщину примерно 5 мм, 10 мм, 15 мм, 20 мм, 25 мм, 30 мм, 35 мм, 40 мм, 45 мм или 50 мм.
[0078] В контексте данного документа щит (также называемый листовой накладкой) обычно имеет толщину в диапазоне от примерно 4 мм до примерно 15 мм. Например, щит может иметь толщину 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм, 11 мм, 12 мм, 13 мм, 14 мм или 15 мм.
[0079] В контексте данного документа лист обычно относится к алюминиевому изделию, имеющему толщину менее чем примерно 4 мм. Например, лист может иметь толщину менее чем 4 мм, менее чем 3 мм, менее чем 2 мм, менее чем 1 мм, менее чем 0,5 мм, менее чем 0,3 мм или менее чем 0,1 мм.
[0080] В данной заявке делается ссылка относительно марки сплава или состояния поставки. Для понимания наиболее часто применяемых описаний марок сплавов см. «Американские национальные стандарты (ANSI) H35 по системам обозначений сплавов и марок» (American National Standards (ANSI) H35 on Alloy and Temper Designation Systems). Состояние или марка F относится к алюминиевому сплаву в изготовленном виде. Состояние или марка О относится к алюминиевому сплаву после отжига. Состояние или марка Т4 относится к алюминиевому сплаву после гомогенизации (т.е. солюционизации) с последующим естественным старением. Состояние или марка Т6 относится к алюминиевому сплаву после гомогенизации с последующим искусственным старением. Состояние или марка Т7 относится к алюминиевому сплаву после гомогенизации, а затем с последующим перестариванием или стабилизацией. Состояние или марка Т8 относятся к алюминиевому сплаву после гомогенизации с последующей деформацией в холодном состоянии и затем искусственным старением. Состояние или марка Т9 относится к алюминиевому сплаву после гомогенизации с последующим искусственным старением и последующей деформацией в холодном состоянии. Состояние или марка Н1 относится к алюминиевому сплаву после деформационного упрочнения. Состояние или марка Н2 относится к алюминиевому сплаву после деформационного упрочнения с последующим неполным отжигом. Состояние или марка Н3 относится к алюминиевому сплаву после деформационного упрочнения и стабилизации. Вторая цифра, следующая за условием или маркой HX (например, H1X), указывает окончательную степень деформационного упрочнения.
[0081] В контексте данного документа термин «комнатная температура» может включать температуру в диапазоне от примерно 15°С до примерно 30°С, например, примерно 15°С, примерно 16°С, примерно 17°С, примерно 18°С, примерно 19°C, примерно 20°C, примерно 21°C, примерно 22°C, примерно 23°C, примерно 24°C, примерно 25°C, примерно 26°C, примерно 27°C, примерно 28°C, примерно 29°С или примерно 30°С. В контексте данного документа термин «условия окружающей среды» может включать температуры примерно комнатной температуры, относительную влажность в диапазоне от примерно 20% до примерно 100% и барометрическое давление в диапазоне от примерно 975 миллибар (мбар) до примерно 1050 мбар. Например, относительная влажность может составлять примерно 20%, примерно 21%, примерно 22%, примерно 23%, примерно 24%, примерно 25%, примерно 26%, примерно 27%, примерно 28%, примерно 29%, примерно 30%, примерно 31%, примерно 32%, примерно 33%, примерно 34%, примерно 35%, примерно 36%, примерно 37%, примерно 38%, примерно 39%, примерно 40%, примерно 41%, примерно 42%, примерно 43%, примерно 44%, примерно 45%, примерно 46%, примерно 47%, примерно 48%, примерно 49%, примерно 50%, примерно 51%, примерно 52%, примерно 53%, примерно 54%, примерно 55%, примерно 56%, примерно 57%, примерно 58%, примерно 59%, примерно 60%, примерно 61%, примерно 62%, примерно 63%, примерно 64%, примерно 65%, примерно 66%, примерно 67%, примерно 68%, примерно 69%, примерно 70%, примерно 71%, примерно 72%, примерно 73%, примерно 74%, примерно 75%, примерно 76%, примерно 77%, примерно 78%, примерно 79%, примерно 80%, примерно 81%, примерно 82%, примерно 83%, примерно 84%, примерно 85%, примерно 86%, примерно 87%, примерно 88%, примерно 89%, примерно 90%, примерно 91%, примерно 92%, примерно 93%, примерно 94%, примерно 95%, примерно 96%, примерно 97%, примерно 98%, примерно 99%, примерно 100% или где-нибудь между ними. Например, барометрическое давление может составлять примерно 975 мбар, примерно 980 мбар, примерно 985 мбар, примерно 990 мбар, примерно 995 мбар, примерно 1000 мбар, примерно 1005 мбар, примерно 1010 мбар, примерно 1015 мбар, примерно 1020 мбар, примерно 1025 мбар, примерно 1030 мбар, примерно 1035 мбар, примерно 1040 мбар, примерно 1045 мбар, примерно 1050 мбар или где-нибудь между ними. Условия окружающей среды могут варьироваться в зависимости от местоположения, так что то, что является «окружающим» в одном месте, может отличаться от того, что является «окружающим» в другом месте. Таким образом, температура окружающей среды не является фиксированной температурой или заданным диапазоном.
[0082] Подразумевают, что все диапазоны, раскрытые в данном документе, охватывают любые и все поддиапазоны, включенные в них. Например, считают, что заявленный диапазон «от 1 до 10» включает в себя любые и все поддиапазоны между (и включительно) минимальным значением 1 и максимальным значением 10; то есть все поддиапазоны, начиная с минимального значения 1 или более, например, от 1 до 6,1, и заканчивая максимальным значением 10 или менее, например, от 5,5 до 10. Если не указано иное, выражение «до» при ссылке на композиционное количество элемента означает, что элемент является необязательным и включает нулевой процентный состав этого конкретного элемента. Если не указано иное, все композиционные проценты даны в массовых процентах (мас.%).
[0083] В контексте данного документа применение единичного числа подразумевает также применение множественного числа, если контекст явно не определяет другое.
[0084] Описанные в данном документе сплавы могут быть отлиты с применением любого подходящего способа литья, известного специалистам в данной области. В качестве нескольких неограничивающих примеров, способ литья может включать способ литья с прямым охлаждением (DC) или способ непрерывного литья (CC). Система непрерывного литья может содержать пару движущихся противоположных литейных поверхностей (например, движущихся противоположных ремней, валков или блоков), литейную полость между парой движущихся противоположных литейных поверхностей и инжектор расплавленного металла. Инжектор расплавленного металла может иметь концевое отверстие, из которого расплавленный металл может выходить из инжектора расплавленного металла и впрыскиваться в литейную полость. В некоторых случаях аспекты данного описания могут быть особенно подходящими для использования с непрерывнолитым металлическим изделием.
[0085] Описанные в данном документе изделия из алюминиевого сплава могут применяться в автомобильной промышленности и других транспортных применениях, включая авиационные и железнодорожные, или в любых других подходящих применениях. Например, раскрытые продукты из алюминиевого сплава могут быть применены для изготовления автомобильных конструкционных деталей, таких как бамперы, боковые балки, балки крыши, поперечные балки, усиление опор (например, стойки А, стойки В и стойки C) внутренние панели, внешние панели, боковые панели, внутренние кожухи, внешние кожухи или панели крышки багажника. Описанные алюминиевые сплавы и способы также могут быть применены в самолетостроении, судостроении или в областях применения железнодорожных транспортных средств для изготовления, например, наружных и внутренних панелей. Определенные аспекты и отличительные признаки данного описания могут обеспечить металлические изделия с улучшенными качествами поверхности и металлургией, что может привести к улучшению способности к склеиванию и формуемости, что может быть особенно востребовано для любого из применений, упомянутых в данном документе, а также для других.
[0086] Описанные в данном документе продукты из алюминиевого сплава и способы также могут быть применены в электронике. Например, продукты из алюминиевого сплава и способы, описанные в данном документе, могут применяться для изготовления корпусов для электронных устройств, включая мобильные телефоны и планшетные компьютеры. В некоторых примерах изделия из алюминиевого сплава могут быть применены для изготовления корпусов для внешней облицовки мобильных телефонов (например, смартфонов), нижней части корпуса планшета и другой портативной электроники.
[0087] Эти иллюстративные примеры приведены для ознакомления читателя с общим объектом изобретения, обсуждаемым в данном документе, и не предназначены для ограничения объема раскрываемых понятий. В следующих разделах описаны различные дополнительные отличительные признаки и примеры со ссылками на графические материалы, в которых одинаковые цифры указывают на одинаковые элементы, а описания направлений используются для описания иллюстративных вариантов реализации изобретения, но их, как и иллюстративные варианты реализации изобретения, не следует применять для ограничения данного описания изобретения. Элементы, включенные в приведенные в данном документе иллюстрации, не могут быть изображены с соблюдением масштабов и некоторые размеры могут быть преувеличены в иллюстративных целях.
[0088] На фиг. 1 изображена технологическая схема, демонстрирующая технологическую линию 100 для непрерывной термообработки в соответствии с некоторыми аспектами данного описания. Технологическая линия 100 может представлять собой линию термообработки для обработки металлической полосы 120 или другого металлического изделия. Металлическая полоса может проходить в заднем по ходу направлении 146 через различные зоны или элементы технологической линии 100. В некоторых случаях технологическая линия 100 содержит каждую из зон, изображенных на фиг. 1, однако это не обязательно должно иметь место. Можно применять любую подходящую комбинацию зон. В некоторых случаях технологическая линия 100 содержит по меньшей мере зону нагрева 106, зону томления 108 и зону закалки 110. В некоторых случаях технологическая линия 100 также содержит по меньшей мере зону повторного нагрева 114. Хотя расположение зон и/или элементов может регулироваться по мере необходимости, некоторые аспекты данного описания включают в себя зону закалки 110, непосредственно следующую за зоной томления 108, которая непосредственно следует за зоной нагрева 106.
[0089] Металлическая полоса 120 может быть первоначально размотана с начальной катушки разматывателелем 102. Разматыватель может пропускать металлическую полосу 120 в зону регулировки натяжения 104. В зоне регулировки натяжения 104 группа магнитных роторов может левитировать металлическую полосу 120 и управлять натяжением в металлической полосе. Во время операции заправки зона регулировки натяжения 104 может увеличивать натяжение в металлической полосе 120 (например, увеличивать натяжение слева направо в заднем по ходу направлении 146), однако во время проведения стандартной термообработки зона регулировки натяжения 104 может уменьшить (например, линейно снизить) натяжение в металлической полосе 120.
[0090] В некоторых случаях зона сварки или соединения 170 может быть частью зоны регулировки натяжения. Зона сварки или соединения 170 может содержать подвижное сварочное устройство или другое устройство соединения, способное сваривать или соединять свободные концы последовательных металлических полос, что позволяет технологической линии 100 непрерывно работать с несколькими катушками металлической полосы 120.
[0091] Металлическая полоса 120 может пропускаться в зону нагрева 106, в которой один или большее количество групп магнитных роторов могут нагревать и левитировать металлическую полосу 120. Металлическая полоса 120 может быть нагрета до требуемой температуры, такой как температура солюционирования. Металлическая полоса 120, выходящая из зоны нагрева 106 при требуемой температуре, может входить в зону томления 108, в которой температура металлической полосы 120 (например, пиковая температура металла) поддерживается при требуемой температуре в течение периода времени (например, периода времени в зоне томления 108). Один или большее количество групп магнитных роторов могут левитировать металлическую полосу 120 внутри зоны томления 108, например, без необходимости левитации на основе текучей среды. В некоторых случаях зона томления 108 может содержать газонаполненную камеру, через которую пропускают металлическую полосу 120, которая может быть заполнена инертным газом, газом с минимальной реакционной способностью или газом для обработки.
[0092] После выхода из зоны томления 108 металлическая полоса 120 может войти в зону закалки 110, в которой металлическая полоса 120 может быть быстро закалена. Зона закалки 110 может содержать одно или большее количество форсунок для подачи охлаждающей текучей среды для распределения охлаждающей текучей среды на металлической полосе. Кроме того, группа магнитных роторов может быть использована для левитации металлической полосы внутри зоны закалки 110. В некоторых случаях в зоне закалки 110 может применяться система управления плоскостностью с замкнутым контуром, включающая датчик для измерения плоскостности и один или большее количество регуляторов для регулировки распределения охлаждающей текучей среды для достижения требуемой плоскостности. В некоторых случаях система управления плоскостностью с обратной связью находится сзади по ходу от зоны закалки 110.
[0093] Металлическая полоса 120 может пропускаться через зону выравнивания и/или микротекстурирования 112, которая может быть расположена сзади по ходу от зоны закалки 110. В зоне выравнивания и/или микротекстурирования 112 металлическая полоса может пропускаться между одним или большим количеством наборов роликов, предназначенных для выравнивания и/или текстурирования металлической полосы 120, например, без значительного или существенного уменьшения общей толщины металлической полосы 120. Группа магнитных роторов может левитировать металлическую полосу 120 в зоне выравнивания и/или микротекстурирования 112 на передней по ходу и задней по ходу стороне роликов и может способствовать управлению натяжением металлической полосы 120, когда ее пропускают через ролики.
[0094] Металлическая полоса 120 может проходить через зону нанесения покрытия и/или смазки 113, которая может быть расположена сзади по ходу от зоны закалки 110 и может быть расположена сзади по ходу от зоны выравнивания и/или микротекстурирования 112. При пропускании через зону нанесения покрытия и/или смазки 113 металлическая полоса 120 может быть покрыта любым подходящим покрытием и/или смазана любым подходящим смазочным материалом, таким как жидкое или твердое покрытие и/или смазочный материал. Группа магнитных роторов может левитировать металлическую полосу 120 в зоне нанесения покрытия и/или смазки 113.
[0095] Металлическая полоса 120 может пропускаться через зону повторного нагрева 114, которая может быть расположена сзади по ходу от зоны закалки 110, может быть расположена сзади по ходу от зоны выравнивания и/или микротекстурирования 112, а также может быть расположена сзади по ходу от зоны нанесения покрытия и/или смазки 113. В зоне повторного нагрева 114 металлическая полоса 120 может нагреваться, например, до температуры для наматывания, хранения и/или старения. Можно применять любое подходящее нагревательное устройство, хотя в некоторых случаях зона повторного нагрева 114 содержит группу магнитов, которые нагревают металлическую полосу 120. Одна или большее количество групп магнитных роторов, которые могут содержать группу магнитных роторов для нагрева металлической полосы 120, могут осуществлять левитацию металлической полосы 120 в зоне повторного нагрева 114. В некоторых случаях, когда металлическая полоса пропускается через зону нанесения покрытия и/или смазки113, зона повторного нагрева 114 может достаточно нагреть металлическую полосу 120, чтобы отвердить покрытие и/или смазку и/или способствовать потоку таким образом, что она равномерно распространяется без перегрева.
[0096] Металлическая полоса 120 может быть намотана на конечную катушку наматывателем 118. Наматыватель 118 может принимать термообработанную металлическую полосу 120 непосредственно из зоны закалки 110, зоны повторного нагрева 114, зоны окончательной регулировки натяжения 116 или любой другой подходящей зоны. Магнитные роторы в зоне непосредственно спереди по ходу, такой как зона окончательной регулировки натяжения 116, могут управлять натяжением в металлической полосе 120. Как правило, эти магнитные роторы могут увеличивать натяжение в металлической полосе для облегчения наматывания наматывателем 118. В некоторых случаях магнитные роторы могут также уменьшить натяжение, если это необходимо.
[0097] На фиг. 2 изображена технологическая схема, демонстрирующая технологическую линию 200 для непрерывной термообработки в соответствии с некоторыми аспектами данного описания. Технологическая линия обработки 200 является примером технологической линии, аналогичной технологической линии 100 в соответствии с фиг. 1. Разматыватель 202 может разматывать металлическую полосу 220, которая затем может быть пропущена через зону регулировки натяжения 204, зону нагрева 206, зону томления 208, зону закалки 210, зону выравнивания и/или микротекстурирования 212 и зону окончательной регулировки натяжения 116, перед намоткой наматывателем 218.
[0098] В непосредственной близости от разматывателя 202 разматывающий ролик 222 может направлять металлическую полосу 220 в направлении требуемой технологической оси через технологическую линию 200. Разматывающий ролик может содержать тензодатчики для определения натяжения в металлической полосе. Разматывающий ролик 222 может предоставлять измерения натяжения контроллеру 236, который может применять измерения для управления магнитными роторами 224 зоны регулировки натяжения 204 для достижения требуемого натяжения в металлической полосе 220, подходящей для разматывания. Зона регулировки натяжения 204 также может осуществлять уменьшение натяжения в металлической полосе 220 таким образом, что достаточное натяжение поддерживается спереди по ходу от зоны регулировки натяжения 204 для разматывания, и слабое натяжение поддерживается сзади по ходу от зоны регулировки натяжения 204 для улучшенной термической обработки.
[0099] В зоне нагрева 206 металлическая полоса 220 может пропускаться через зазоры между несколькими парами магнитных роторов 226. Как изображено на фиг. 2, магнитные роторы 226 для нагрева могут иметь больший диаметр, чем магнитные роторы 224, применяемые для управления левитацией или натяжением. Магнитные роторы 226 для нагрева могут иметь другие отличия от магнитных роторов 224 для управления левитацией или натяжением, такие как сила магнитного поля, положение, скорость вращения, концентраторы потока или другие различия, такие как раскрытые в данном документе. Когда металлическая полоса 220 пропускается через зону нагрева 206, металлическая полоса 220 может быть нагрета и левитирована под действием каждого из магнитных роторов 226. При выходе из зоны нагрева 206 металлическая полоса 220 может иметь требуемую температуру, такую как температура солюционирования. Датчики в зоне нагрева 206 могут предоставить температуру и/или другие измерения контроллеру 236, который может применять измерения для регулировки магнитных роторов 226 в зоне нагрева 206 для достижения требуемой температуры.
[0100] Металлическая полоса 220 может выходить из зоны нагрева 206 в зону томления 208, в которой металлическая полоса 220 может проходить через томильную печь 228. Томильная печь 228 может представлять собой газовую печь, печь с горячим воздухом или другую печь, подходящую для поддержания температуры металлической полосы 220. В некоторых случаях томильная печь 228 содержит один или большее количество магнитных роторов 224 для левитации металлической полосы и, необязательно, для подачи некоторого количества теплоты для облегчения поддержания требуемой температуры. Томильная печь 228 может иметь достаточную длину для металлической полосы 220, чтобы поддерживать требуемую температуру в течение требуемой продолжительности времени со скоростью, с которой металлическая полоса 220 перемещается через томильную печь 228 в заднем по ходу направлении 246. Датчики в зоне томления 208 могут предоставлять температуру и/или другие измерения для контроллера 236, который может применять измерения для регулировки томильной печи 228, чтобы гарантировать, что металлическая полоса 220 поддерживается при требуемой температуре.
[0101] После выхода из зоны томления 208 металлическая полоса 220 может войти в зону закалки 210. В зоне закалки 210 металлическая полоса 220 может быть необязательно левитирована группой магнитных роторов 224. В зоне закалки 210 одно или большее количество форсунок 230 для подачи охлаждающей текучей среды могут распределять охлаждающую текучую среду 232 на металлическую полосу 220 для быстрой закалки металлической полосы 220. Датчики в зоне закалки 210 могут предоставлять температуру и/или другие измерения в контроллер 236, который затем может регулировать форсунки 230 для подачи охлаждающей текучей среды, чтобы гарантировать поддержание требуемой скорости закалки. В некоторых случаях датчик плоскостности 234 может быть расположен в зоне закалки 210 или сзади по ходу от нее. Измерения от датчика плоскостности могут быть предоставлены контроллеру 236, который может применять измерения для регулировки форсунок 230 для подачи охлаждающей текучей среды для достижения требуемого профиля охлаждающей текучей среды 232, распределяемой вдоль поперечной ширины металлической полосы 220, что может улучшить плоскостность металлической полосы 220.
[0102] Металлическая полоса 220 может пропускаться через зону выравнивания и/или микротекстурирования 112. В зоне выравнивания и/или микротекстурирования 112 металлическая полоса 220 может пропускаться между одним или большим количеством наборов выравнивающих и/или микротекстурирующих роликов 238. Выравнивающие и/или микротекстурирующие ролики 238 могут придавать требуемую текстуру поверхности металлической полосы 220 и/или облегчать выравнивание металлической полосы 220. В некоторых случаях датчики в зоне выравнивания и/или микротекстурирования 112 могут обеспечивать обратную связь с контроллером 236, который может применять измерения для управления выравнивающими и/или микротекстурирующими роликами 238, чтобы способствовать улучшению выравнивания металлической полосы 220.
[0103] Металлическая полоса 220 может пропускаться через зону повторного нагрева 214, в которой металлическая полоса 220 может быть нагрета с помощью набора магнитных роторов 226. Магнитные роторы 226 в зоне повторного нагрева 214 могут быть меньшими или иным образом отличаться от магнитных роторов 226 зоны нагрева 206. В некоторых случаях магнитные роторы 226 в зоне повторного нагрева 214 могут быть идентичны магнитным роторам 224, используемым для левитации в других зонах. Датчики в зоне повторного нагрева 214 могут предоставлять температуру и/или другие измерения в контроллер 236, который может применять измерения для регулировки магнитных роторов 226 в зоне повторного нагрева 214 для достижения требуемой температуры повторного нагрева.
[0104] Как изображено на технологической линии 200 в соответствии с фиг. 2, зона повторного нагрева 214 также действует как зона окончательной регулировки натяжения 216. Управление магнитными роторами 226 зоны повторного нагрева 214 может подогревать металлическую полосу 220 и регулировать натяжение в металлической полосе, например, для достижения натяжения, подходящего для наматывания посредством наматывателя 218. Металлическая полоса 220 может пропускаться через наматывающий ролик 240 до наматывания посредством наматывателя 218. Наматывающий ролик 240 может предоставлять измерения натяжений контроллеру 236, который может регулировать магнитные роторы 224 зоны окончательной регулировки натяжения 216 (например, зоны повторного нагрева 214) для достижения натяжения в металлической полосе 220, подходящей для наматывания. Зона окончательной регулировки натяжения 216 также может осуществлять увеличение натяжения в металлической полосе 220 таким образом, что слабое натяжение поддерживается спереди по ходу от зоны регулировки окончательного натяжения 216 для улучшения термообработки, и достаточное натяжение поддерживается сзади по ходу от зоны окончательного регулировки натяжения 216 для наматывания.
[0105] На фиг. 3 изображена технологическая схема, демонстрирующая технологическую линию 300 для непрерывной термообработки, содержащая магнитную томильную печь 328 в соответствии с некоторыми аспектами данного описания. Технологическая линия 300 является примером технологической линии, аналогичной технологической линии 100 в соответствии с фиг. 1. Разматыватель 302 может разматывать металлическую полосу 320, которая затем может быть пропущена через комбинированную зону регулировки натяжения 304 и зону нагрева 306, зону томления 308, зону закалки 310, зону выравнивания и/или микротекстурирования 312 и зону окончательной регулировки натяжения 116, перед намоткой наматывателем 318.
[0106] В непосредственной близости от разматывателя 302 разматывающий ролик 322 может направлять металлическую полосу 320 в направлении требуемой технологической оси через технологическую линию 300. Разматывающий ролик 322 может также содержать тензодатчики для измерения натяжения в металлической полосе 320. Разматывающий ролик 322 может предоставлять измерения натяжения контроллеру 336, который может применять измерения для управления магнитными роторами 326 зоны регулировки натяжения 304 (например, зоны нагрева 306) для достижения требуемого натяжения в металлической полосе 320, подходящей для разматывания. Зона регулировки натяжения 304 также может осуществлять уменьшение натяжения в металлической полосе 320 таким образом, что достаточное натяжение поддерживается спереди по ходу от зоны регулировки натяжения 304 для разматывания, и слабое натяжение поддерживается сзади по ходу от зоны регулировки натяжения 304 для улучшения термической обработки.
[0107] В зоне нагрева 306 металлическая полоса 320 может пропускаться через зазоры между несколькими парами магнитных роторов 326. Как изображено на фиг. 3, магнитные роторы 326 для нагрева могут иметь больший диаметр, чем магнитные роторы 324, применяемые для управления левитацией или натяжением. Магнитные роторы 326 для нагрева могут иметь другие отличия от магнитных роторов 324 для управления левитацией или натяжением, такие как сила магнитного поля, положение, скорость вращения, концентраторы потока или другие различия, такие как раскрытые в данном документе. Когда металлическая полоса 320 пропускается через зону нагрева 306, металлическая полоса 320 может быть нагрета и левитирована под действием каждого из магнитных роторов 326. При выходе из зоны нагрева 306 металлическая полоса 320 может иметь требуемую температуру, такую как температура солюционирования. Датчики в зоне нагрева 306 могут предоставить температуру и/или другие измерения контроллеру 336, который может применять измерения для регулировки магнитных роторов 326 в зоне нагрева 306 для достижения требуемой температуры.
[0108] Металлическая полоса 320 может выходить из зоны нагрева 306 в зону томления 308, в которой металлическая полоса 320 может проходить через томильную печь 328. Томильная печь 328 может представлять собой печь на основе магнитного ротора для поддержания температуры металлической полосы 320. Группа магнитных роторов 324 может быть расположена рядом с металлической полосой 320, чтобы осуществлять левитирование металлической полосы 320 через зону томления 308. В некоторых случаях магнитные роторы 324 также могут генерировать количество теплоты, чтобы способствовать поддержанию требуемой температуры в металлической полосе. В некоторых случаях томильная печь 328 содержит камеру, ограниченную по меньшей мере частично верхней стенкой 342 и нижней стенкой 344. Боковые стенки могут быть включены и не видны на фиг. 3. В камеру можно подавать газ из источника газа 368. Металлическая полоса 320 может быть поддержана в газонаполненной камере по всей зоне томления 308. Томильная печь 328 может иметь достаточную длину для металлической полосы 320, чтобы поддерживать требуемую температуру в течение требуемой продолжительности со скоростью, с которой металлическая полоса 320 перемещается через томильную печь 328 в заднем по ходу направлении 346. Датчики в зоне томления 308 могут предоставлять температуру и/или другие измерения для контроллера 336, который может применять измерения для регулировки томильной печи 328, чтобы гарантировать, что температура металлической полосы 320 поддерживается на требуемом уровне. Такие регулировки могут включать регулирование температуры источника газа 368, регулирование одного или большего количества магнитных роторов 324 в зоне томления 308, регулирование одного или большего количества форсунок для подачи охлаждающей текучей среды в заполненную газом камеру или выполнение других действий.
[0109] После выхода из зоны томления 308 металлическая полоса 320 может войти в зону закалки 310. В зоне закалки 310 металлическая полоса 320 может быть необязательно левитирована группой магнитных роторов 324. В зоне закалки 310 одна или большее количество форсунок 330 для подачи охлаждающей текучей среды может распределять охлаждающую текучую среду 320 на металлическую полосу 320 для быстрой закалки металлической полосы 320. Датчики в зоне закалки 310 могут предоставлять температуру и/или другие измерения в контроллер 336, который затем может регулировать форсунки 330 для подачи охлаждающей текучей среды, чтобы гарантировать поддержание требуемой скорости закалки. В некоторых случаях датчик плоскостности 334 может быть расположен в зоне закалки 310 или сзади по ходу от нее. Измерения от датчика плоскостности могут быть предоставлены контроллеру 336, который может применять измерения для регулировки форсунок 330 для подачи охлаждающей текучей среды для достижения требуемого профиля охлаждающей текучей среды 332, распределяемой вдоль поперечной ширины металлической полосы 320, что может улучшить плоскостность металлической полосы 320.
[0110] Металлическую полосу 320 могут пропускать через зону выравнивания и/или микротекстурирования 112. В зоне выравнивания и/или микротекстурирования 112 металлическую полосу 320 могут пропускать между одним или большим количеством наборов выравнивающих и/или микротекстурирующих роликов 338. Выравнивающие и/или микротекстурирующие ролики 338 могут придавать требуемую текстуру поверхности металлической полосы 320 и/или облегчать выравнивание металлической полосы 320. В некоторых случаях датчики в зоне выравнивания и/или микротекстурирования 112 могут обеспечивать обратную связь с контроллером 336, который может применять измерения для управления выравнивающими и/или микротекстурирующими роликами 338, чтобы способствовать улучшению выравнивания металлической полосы 320.
[0111] Металлическую полосу 320 могут пропускать через зону повторного нагрева 314, в которой металлическая полоса 320 может быть нагрета с помощью набора магнитных роторов 326. Магнитные роторы 326 в зоне повторного нагрева 314 могут быть меньшими или иным образом отличаться от магнитных роторов 326 зоны нагрева 306. В некоторых случаях магнитные роторы 326 в зоне повторного нагрева 314 могут быть идентичны магнитным роторам 324, используемым для левитации в других зонах. Датчики в зоне повторного нагрева 314 могут предоставлять температуру и/или другие измерения в контроллер 336, который может применять измерения для регулировки магнитных роторов 326 в зоне повторного нагрева 314 для достижения требуемой температуры повторного нагрева.
[0112] Как изображено на технологической линии 300 на фиг. 3, зона повторного нагрева 314 также действует как зона окончательной регулировки натяжения 316. Управление магнитными роторами 326 зоны повторного нагрева 314 может подогревать металлическую полосу 320 и регулировать натяжение в металлической полосе, например, для достижения натяжения подходящего для наматывания посредством наматывателя 318. Металлическую полосу 320 могут пропускать через наматывающий ролик 340 до наматывания посредством наматывателя 318. Наматывающий ролик 340 может предоставлять измерения натяжения контроллеру 336, который может регулировать магнитные роторы 324 зоны окончательной регулировки натяжения 316 (например, зоны повторного нагрева 314) для достижения натяжения в металлической полосе 320 подходящей для наматывания. Зона окончательной регулировки натяжения 316 также может осуществлять увеличение натяжения в металлической полосе 320 таким образом, что слабое натяжение поддерживается спереди по ходу от зоны регулировки окончательного натяжения 316 для улучшенной термообработки, и достаточное натяжение поддерживается сзади по ходу от зоны окончательного регулировки натяжения 316 для наматывания.
[0113] На фиг. 4 изображена комбинация технологической схемы и температурного графика 448, демонстрирующие зону нагрева 406 и зону томления 408 технологической линии в соответствии с некоторыми аспектами данного описания. График температуры 448 совмещен с зоной нагрева 406 и зоной томления 408, чтобы отобразить приблизительную температуру 450 (например, пиковую температуру металла) металлической полосы 420 в разные моменты времени и/или расстояния вдоль технологической линии. Зона нагрева 406 и зона томления 408 в соответствии с фиг. 4, может представлять собой зону нагрева 106 и зону томления 108 в соответствии с фиг. 1. Металлическая полоса 420 может проходить через зону нагрева 406 и зону томления 408 в заднем по ходу направлении 446.
[0114] В зоне нагрева 406 группа магнитных роторов 426 может нагревать металлическую полосу 420, чтобы повысить температуру металлической полосы 420. Группа магнитных роторов 426 содержит шесть пар магнитных роторов 436, разнесенных в продольном направлении друг от друга, причем каждая пара магнитных роторов 436 содержит противоположные верхний и нижний магнитные роторы на противоположных сторонах металлической полосы 420. В некоторых случаях группа магнитных роторов 426 может содержать другое количество магнитных роторов в других конфигурациях и/или ориентациях. На графике температуры 448 изображено, что температура 450 металлической полосы 420 увеличивается, когда металлическая полоса 420 проходит каждую из пар магнитных роторов 436. Температура 450 металлической полосы 420 увеличивается от температуры 454 на входе до требуемой заданной температуры 452 (например, температуры солюционирования) в зоне нагрева 406.
[0115] В зоне томления 408 группа магнитных роторов 424 осуществляет левитирование металлической полосы 420, позволяя металлической полосе 420 томиться при требуемой заданной температуре 452 в течение требуемой продолжительности. Необязательные распределители охлаждающей текучей среды могут применяться для поддержания температуры 450 при требуемой заданной температуре 452, чтобы компенсировать любые эффекты нагрева от группы магнитных роторов 424. Группа магнитных роторов 424 может содержать несколько магнитных роторов 424, например, 31 магнитный ротор 424. Каждый магнитный ротор 424 может содержать один или большее количество поперечно разнесенных друг от друга магнитных источников, занимающих ширину меньше, чем полная ширина металлической полосы 420 (например, равную или равную менее чем примерно 95%, 90%, 85%, 80%, 75%, 70%, 65%, 60%, 55%, 50%, 45%, 40%, 35%, 30%, 25%, 20%, 15% или 10% от поперечной ширины металлической полосы 420).
[0116] Камера для содержания инертной атмосферы может быть частично определена верхней стенкой 442 и нижней стенкой 444, а также боковыми стенками (не показаны). Каждая из верхней стенки 442 и нижней стенки 444, а также, необязательно, боковые стенки, могут быть выполнены из непроводящего и термоизоляционного материала. Металлическая полоса 420 может пропускаться между верхней стенкой 442 и нижней стенкой 444, когда она проходит через нагревательное устройство 400. Магнитные роторы 426 в зоне нагрева 406 и магнитные роторы 424 в зоне томления 408 могут быть расположены снаружи камеры напротив верхней стенки 442 и/или нижней стенки 444 относительно металлической полосы 420. Как изображено на фиг. 4, стенки камеры 442, 444 расположены в продольном направлении через зону нагрева 406 и зону томления 408. В некоторых других случаях, таких как изображенные на фиг. 3, стенки камеры могут не располагаться в зоне нагрева. Зона томления 408 может иметь достаточную длину для достижения требуемой продолжительности томления 456. Продолжительность томления 456 может быть продолжительностью времени, в течение которого пиковая температура металла металлической полосы 420 равна или примерно равна требуемой заданной температуре 452.
[0117] На фиг. 5 изображен вид сбоку в разрезе ротора 500 с постоянными магнитами в соответствии с некоторыми аспектами данного описания. Ротор 500 с постоянными магнитами является примером магнитного ротора, такого как магнитные роторы 224, 226 в соотвествтии с фиг. 2. Магнитный ротор 500 может содержать один или большее количество магнитных источников 550. Как изображено на фиг. 5, магнитный ротор 500 содержит восемь магнитных источников 550, которые являются постоянными магнитами. Магниты могут быть расположены в любой подходящей ориентации. Магнитные источники 550 могут быть расположены таким образом, что смежные постоянные магниты обеспечивают разные полюса, обращенные радиально наружу (например, чередующиеся N (северный полюс магнита), S (южный полюс магнита), N, S, N, S, N, S). Можно применять любой подходящий постоянный магнит, например из самария и кобальта, неодимовый или другие магниты. В некоторых случаях магниты из самария и кобальта могут быть предпочтительнее магнитов из неодима, поскольку магниты из самария и кобальта могут терять в силе магнитного поля при более высоких температурах. Однако в некоторых случаях неодимовые магниты могут быть предпочтительнее магнитов из самария и кобальта, поскольку неодимовые магниты имеют большую силу поля при более низких температурах.
[0118] Магнитные источники 550 могут быть окружены оболочкой 552. Оболочка 552 может быть из любого подходящего материала, способного пропускать через себя магнитный поток. В некоторых случаях оболочка 552 может быть выполнена или может дополнительно содержать неметаллическое покрытие. В некоторых случаях оболочка 552 может содержать Kevlar® или смешанное с Kevlar® покрытие. В некоторых случаях оболочка 552 может содержать участки, разработанные для перенаправления магнитного потока таким образом, что ротор 500 с постоянным магнитом имеет неравномерный профиль магнитного потока по длине магнитного ротора.
[0119] В некоторых случаях магнитный ротор 500 может содержать ферромагнитный сердечник 554, имеющий центральную ось 556. Магнитный ротор 500 может содержать другие внутренние устройства, подходящие для поддерживания магнитных источников 550. Можно применять любое подходящее количество магнитных источников 550, однако было обнаружено, что эффективные результаты могут быть достигнуты с четным числом магнитных источников 550, в частности, с шестью или восемью магнитными источниками 550.
[0120] Магнитные источники 550 могут иметь такой размер, чтобы покрывать любой процент от окружности магнитного ротора 500. Эффективные результаты могут быть достигнуты с магнитными источниками 550, размер которых занимает примерно от 40% до 95%, от 50% до 90% или от 70% до 80% окружности магнитного ротора 500.
[0121] Магнитный ротор 500 может быть сформирован в любом подходящем размере, однако было обнаружено, что эффективные результаты могут быть достигнуты с ротором, имеющим диаметр в диапазоне от 200 мм до 600 мм, по меньшей мере 300 мм, по меньшей мере 400 мм, по меньшей мере 500 мм или по меньшей мере 600 мм.
[0122] Толщина каждого магнитного источника 550 может быть любой подходящей толщиной, способной вписаться в магнитный ротор 500, однако было обнаружено, что эффективные результаты могут быть достигнуты при толщине постоянных магнитов, равной или по меньшей мере равной 15 мм, 15-100 мм, 15-40 мм, 20-40 мм, 25-35 мм, 30 мм или 50 мм. Могут быть применены и другие толщины.
[0123] Путем испытаний и экспериментов было установлено, что высокоэффективная мощность нагрева может быть получена с применением шести или восьми магнитов, расположенных вокруг одного ротора, хотя можно применять и другие количества магнитов. Когда используется слишком много магнитов, мощность нагрева может упасть. В некоторых случаях количество магнитов может быть выбрано для минимизации затрат на установку и/или обслуживание (например, количество приобретаемых магнитов). В некоторых случаях количество магнитов может быть выбрано для минимизации колебаний натяжения, возникающих в металлической полосе из-за движения магнитов, прилегающих к металлической полосе. Например, очень немногие магниты могут вызывать большие и/или более длинные колебания натяжения, тогда как большее количество магнитов может вызывать меньшие и/или более короткие колебания. Путем испытаний и экспериментов было установлено, что высокоэффективная мощность нагрева и/или левитации может быть получена, когда магниты занимают от 40% до 95% окружности ротора или, более конкретно, от 50% до 90% или от 70% до 80% окружности ротора. Путем испытаний и экспериментов было установлено, что высокоэффективная мощность нагрева может быть получена, когда диаметр ротора является большим, например, равный или превышающий 200 мм, 300 мм, 400 мм, 500 мм или 600 мм. Кроме того, применение больших роторов может помочь минимизировать затраты на магнит. В некоторых случаях меньшие роторы (например, в диаметре равные или равные менее 600 мм, 500 мм, 400 мм, 300 мм или 200 мм) могут быть особенно подходящими для левитирования металлического изделия, тогда как большие роторы могут быть особенно подходящими для нагрева металлического изделия.
[0124] По мере увеличения скорости ротора мощность нагрева имеет тенденцию к увеличению. Однако в некоторых случаях, если скорость ротора достигает порогового уровня, дальнейшее увеличение скорости будет отрицательно влиять на эффективность нагрева из-за присущих характеристик индуктивности и удельного сопротивления металлической полосы. Было установлено, что скорость 1800 оборотов в минуту или близкая к ней (например, в пределах 1%, 2%, 3%, 4%, 5%, 6%, 7%, 8%, 9%, 10%, 15% или 20% от 1800 оборотов в минуту) может быть востребованной скоростью отчасти из-за простоты управления роторными двигателями с частотой 60 Гц, обнаруживаемой в сети электропитания в различных регионах. В некоторых случаях другие частоты могут быть выбраны в зависимости от используемого роторного двигателя и/или от питающей сети. Было определено, что, хотя скорость вращения ротора может быть полезным способом регулирования количества тепловой энергии, подаваемой на металлическую полосу, может быть выгодным поддерживать постоянную скорость вращения ротора и применять управление вертикальным зазором и другие средства управления для регулировки количества тепловой энергии, приложенной к металлической полосе.
[0125] Путем испытаний и экспериментов было установлено, что высокоэффективная мощность нагрева может быть получена, когда толщина постоянных магнитов в роторе находится в диапазоне от 15 мм до 40 мм, в диапазоне от 20 мм до 40 мм или в диапазоне от 25 мм до 35 мм, или составляет 30 мм или близкое к нему значение. В то время как сильная мощность нагрева может быть получена при использовании более толстых магнитов, применение магнитов в пределах вышеуказанных диапазонов может обеспечить достаточно высокую мощность нагрева при одновременном снижении затрат на установку/обслуживание магнитов.
[0126] На фиг. 6 изображена блок-схема, демонстрирующая способ непрерывной термообработки металлической полосы в соответствии с некоторыми аспектами данного описания. Способ 600 может быть выполнен с применением технологической линии 100 в соотвествии с фиг. 1 или аналогичной технологической линии. В некоторых случаях способ 600 может включать больше или меньше элементов, чем изображено на фиг. 6, а также элементы в различном расположении. В некоторых случаях способ 600 может включать по меньшей мере этапы 606, 608 и 610. В некоторых случаях способ 600 может дополнительно включать по меньшей мере этап 614.
[0127] На этапе 602 металлическую полосу могут разматывать. В некоторых случаях разматывание металлической полосы может включать управление натяжением металлической полосы на этапе 604, например, посредством использования магнитных роторов. На этапе 606 металлическая полоса может быть нагрета, например, с помощью магнитных роторов. В некоторых случаях нагрев металлической полосы на этапе 606 также может включать левитирование металлической полосы с применением магнитных роторов.
[0128] На этапе 608 металлическая полоса может быть левитирована в зоне томления. В некоторых случаях металлическая полоса может быть левитирована в зоне томления, примененяя группу магнитных роторов. При ливитировании в зоне томления температура (например, пиковая температура металла) металлической полосы может поддерживаться на уровне или на уровне близкому к требуемой температуре (например, температуры солюционирования). В некоторых случаях металлическая полоса может быть левитирована в зоне томления в заполненной газом камере. Заполненная газом камера может быть заполнена инертным газом, газом с минимальной реакционной способностью или газом для обработки.
[0129] На этапе 610 металлическая полоса может быть направлена в зону закалки, в которой металлическая полоса быстро закаливается, например, со скоростью равной или равной примерно 200°C/с. Металлическая полоса может быть левитирована, например, применяя группу магнитных роторов. В некоторых случаях закалка металлической полосы на этапе 610 может включать управление плоскостностью посредством замкнутой петли обратной связи.
[0130] На этапе 612 металлическая полоса может быть выровнена и/или микротекстурирована путем пропускания металлической полосы через выравнивающие и/или микротекстурирующие ролики. В некоторых случаях металлическая полоса может быть левитирована с помощью группы магнитных роторов в положениях рядом с выравнивающими и/или микротекстурирующими роликами. В некоторых случаях левитирование металлической полосы в этих местах может включать управление натяжением металлической полосы, когда ее пропускают через выравнивающие и/или микротекстурирующие ролики.
[0131] На этапе 613 металлическая полоса может быть покрыта и/или смазана. Нанесение покрытия и/или смазывание металлической полосы может включать левитирование металлической полосы с применением группы магнитных роторов. Нанесение покрытия и/или смазывание металлической полосы может включать покрытие металлической полосы текучей средой или твердым материалом, включая смазочные материалы.
[0132] На этапе 614 металлическая полоса может быть повторно нагрета. Повторный нагрев металлической полосы может включать пропускание металлической полосы рядом с группой магнитных роторов. В некоторых случаях металлическая полоса может быть левитирована с помощью группы магнитных роторов во время повторного нагрева. В некоторых случаях повторный нагрев металлической полосы на этапе 614 может включать отверждение покрытия на металлической полосе или облегчение потока смазки на металлической полосе.
[0133] На этапе 618 металлическая полоса может быть намотана. Металлическая полоса может быть намотана на конечную катушку в виде термообработанной металлической полосы. В некоторых случаях наматывание металлической полосы может включать управление натяжением металлической полосы на этапе 616, например, посредством использования магнитных роторов.
[0134] На фиг. 7 изображена блок-схема, демонстрирующая способ 700 заправки металлической полосы в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания. Способ 700 может быть использон с технологической линией 100 в соответствии с фиг. 1 или аналогичной технологической линией. Способ 700 может быть задействован благодаря использованию магнитных роторов для левитирования металлической полосы в различных положениях вдоль технологической линии.
[0135] На этапе 702 один или большее количество магнитных роторов могут вращаться в заднем по ходу направлении. Любой или все магнитные роторы технологической линии могут вращаться в заднем по ходу направлении. В некоторых случаях вращение магнитного ротора в заднем по ходу направлении может включать вращение одного или большего количества верхних магнитных роторов (например, роторов, расположенных над металлической полосой) со скоростью, превышающей скорость одного или большего количества нижних магнитных роторов (например, роторов, расположенных под металлической полосой).
[0136] На этапе 704 свободный конец металлической полосы может парить рядом с магнитными роторами. Вращение магнитных роторов на этапе 702 может способствовать перемещению свободного конца металлической полосы на этапе 704. В некоторых случаях парение свободного конца металлической полосы может дополнительно включать прикрепление свободного конца металлической полосы к каретке или другой опоре. На этапе 706 свободный конец металлической полосы может быть подан через технологическую линию. Подача свободного конца металлической полосы через технологическую линию может включать подачу свободного конца металлической полосы через один или большее количество элементов технологической линии. В некоторых случаях подача свободного конца металлической полосы через технологическую линию может включать принудительную подачу свободного конца металлической полосы через технологическую линию с применением каретки.
[0137] На этапе 708 один или большее количество магнитных роторов могут вращаться в переднем по ходу направлении. Один или большее количество магнитных роторов могут состоять из одного или большего количества магнитных роторов рядом с разматывателем. Вращение магнитных роторов в переднем по ходу направлении может произойти после того, как металлическая полоса будет полностью пропущена через технологическую линию.
[0138] На фиг. 8 изображена схема, демонстрирующая начальный этап заправки металлической полосы 820 в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания. На начальном этапе заправки магнитные роторы 824 могут вращаться в заднем по ходу направлении 846. Вращение магнитных роторов 824 в заднем по ходу направлении 846 может способствовать поддержанию относительно сильного натяжения в металлической полосе 820 спереди по ходу от свободного конца 859 металлической полосы. В некоторых случаях необязательная каретка 858 может быть разъемно соединена с металлической полосой 820 для облегчения подачи металлической полосы 820 через технологическую линию. Необязательная каретка 858 может поддерживаться для перемещения вдоль технологической линии, например, вдоль одного или большего количества рельсов.
[0139] На фиг. 9 изображена схема, демонстрирующая второй этап заправки металлической полосы 920 в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания. На втором этапе заправки магнитные роторы 924 могут продолжать вращаться в заднем по ходу направлении 946. Вращение магнитных роторов 924 в заднем по ходу направлении 946 может продолжать способствовать поддержанию относительно сильного натяжения в металлической полосе 920 спереди по ходу от свободного конца 959 металлической полосы. В некоторых случаях необязательная каретка 958 может быть разъемно соединена с металлической полосой 920 для облегчения подачи металлической полосы 920 через технологическую линию. Необязательная каретка 958 может поддерживаться для перемещения вдоль технологической линии, например, вдоль одного или большего количества рельсов. Для подачи металлической полосы 920 необязательная каретка 958 может быть направлена в заднем по ходу направлении 946.
[0140] На фиг. 10 изображена схема, демонстрирующая металлическую полосу 1020 после осуществления заправки в линию непрерывной термообработки в соответствии с некоторыми аспектами данного описания. После полного заправления металлической полосы 1020 или по меньшей мере преимущественного заправления металлической полосы 1020 (например, по меньшей мере на 50% заправленную через технологическую линию), один или большее количество магнитных роторов 1024 могут изменить направление на противоположное, чтобы вращаться в переднем по ходу направлении, противоположном заднему по ходу направлению 1046. Вращение магнитных роторов в переднем по ходу направлении может способствовать поддержанию слабого натяжения в металлической полосе сзади по ходу от магнитных роторов, вращающихся в переднем по ходу направлении. В некоторых случаях магнитные роторы, которые вращаются в переднем по ходу направлении, могут быть спереди по ходу от зоны нагрева таким образом, что металлическая полоса 1020 поддерживается при относительно слабом натяжении, находясь в зоне нагрева.
[0141] На фиг. 11 изображен вид сверху схемы, демонстрирующей металлическую полосу 1120 и последующую металлическую полосу 1121 во время этапа предварительной сварки в соответствии с некоторыми аспектами данного описания. На виде сверху металлическая полоса 1120 и последующая металлическая полоса 1121 показаны при левитировании над группой магнитных роторов 1124. Магнитные роторы 1124, изображенные на фиг. 11 могут быть магнитными роторами 1124 зоны регулировки натяжения или зоны сварки/соединения, которые могут быть расположены сзади по ходу от разматывателя и спереди по ходу от зоны нагрева.
[0142] Продольно подвижное соединительное устройство, такое как сварочное устройство 1170, может быть подвешено над металлической полосой 1120 и последующей металлической полосой 1121, хотя в других случаях оно может быть подвешено ниже. Подвижное сварочное устройство 1170 может перемещаться в заднем по ходу направлении 1146. Металлическая полоса 1120 и последующая металлическая полоса 1121 также могут перемещаться в заднем по ходу направлении 1146. В некоторых случаях металлическая полоса 1120 и последующая металлическая полоса 1121 могут перемещаться в заднем по ходу направлении 1146 со скоростью ниже нормальной рабочей скорости для термообработки металлической полосы. На этапе предварительной сварки передний конец 1178 (например, задний по ходу конец) последующей металлической полосы 1121 может перемещаться в направлении заднего конца 1180 (например, передего по ходу конца) металлической полосы 1120.
[0143] На фиг. 12 изображен вид сверху схемы, демонстрирующей металлическую полосу 1220 и последующую металлическую полосу 1221 во время этапа сварки или соединения в соответствии с некоторыми аспектами данного описания. На виде сверху металлическая полоса 1220 и последующая металлическая полоса 1221 показаны при левитировании над группой магнитных роторов 1224. Магнитные роторы 1224, изображенные на фиг. 12 могут быть магнитными роторами 1224 зоны регулировки натяжения или зоны сварки/соединения, которые могут быть расположены сзади по ходу от разматывателя и спереди по ходу от зоны нагрева.
[0144] На этапе сварки или соединения передний конец последующей металлической полосы 1221 и задний конец металлической полосы 1220 могут быть размещены в непосредственной близости, например примыкающими, для образования соединения 1272. Подвижное соединительное устройство, такое как подвижное сварочное устройство 1270, может быть подвешено над (или под) соединением 1272 и перемещено в заднем по ходу направлении 1246 с той же или примерно той же скоростью, что и металлическая полоса 1220 и последующая металлическая полоса 1221. Таким образом, перемещаемое сварочное устройство 1270 может оставаться в постоянном положении относительно соединения 1272 во время перемещения металлической полосы 1220. Подвижное сварочное устройство 1270 может сваривать или иным образом соединять металлическую полосу 1220 с последующей металлической полосой 1221 в соединение 1272, например, любой подходящей технологией.
[0145] На фиг. 13 изображен вид сверху схемы, демонстрирующей металлическую полосу 1320 и последующую металлическую полосу 1321 во время этапа предварительной сварки в соответствии с некоторыми аспектами данного описания. На виде сверху металлическая полоса 1320 и последующая металлическая полоса 1321 показаны при левитировании над группой магнитных роторов 1324. Магнитные роторы 1324, изображенные на фиг. 13 могут быть магнитными роторами 1324 зоны регулировки натяжения или зоны сварки/соединения, которые могут быть расположены сзади по ходу от разматывателя и спереди по ходу от зоны нагрева.
[0146] На этапе после сварки последующая металлическая полоса 1321 и металлическая полоса 1320 сваренные или иным образом соединенные вместе в соединение в результате сваривания 1374 между последующей металлической полосой 1321 и металлической полосой 1320. Подвижное сварочное устройство 1370 может прекратить движение в заднем по ходу направлении 1346, например, возвращаясь в положение хранения. На этапе после сварки металлическая полоса 1320 и последующая металлическая полоса 1321 могут начать движение в заднем по ходу направлении 1346 с большей скоростью, чем на этапе сварки, например, со скорость равной или равной примерно нормальной рабочей скорости для термообработки металлической полосы 1320.
[0147] На фиг. 14 изображена блок-схема, демонстрирующая способ 1400 соединения металлической полосы с последующей металлической полосой во время перемещения металлической полосы в соответствии с некоторыми аспектами данного описания. На этапе 1402 металлическая полоса может перемещаться в заднем по ходу направлении. Перемещение металлической полосы в заднем по ходу направлении может включать левитирование металлической полосы над группой магнитных роторов. На этапе 1404 передний конец последующей металлической полосы может перемещаться в направлении заднего конца металлической полосы, пока концы не упрутся, чтобы образовать соединение. Последующая металлическая полоса может начать разматываться примерно в то же время, когда металлическая полоса перестает разматываться. На этапе 1406 подвижное сварочное устройство может быть пропущено рядом (например, над или под) соединением между металлической полосой и последующей металлической полосой. Подвижное сварочное устройство может быть пропущено рядом с соединением, в то время как металлическая полоса движется в заднем по ходу направлении. Когда подвижное сварочное устройство прилегает к соединению, подвижное сварочное устройство может продолжать двигаться с той же скоростью, что и соединение (например, с той же скоростью, что и металлическая полоса). На этапе 1408 подвижное сварочное устройство может сваривать или иным образом соединять соединение во время перемещения металлической полосы.
[0148] На фиг. 15 изображен схематический вид сверху с частичным вырезом участка технологической линии, демонстрирующий металлическую полосу 1520, левитированную над группой магнитных роторов 1524, содержащих разнесенные в поперечном направлении магнитные источники 1576 согласно некоторым аспектам данного описания. Каждый из магнитных роторов 1524 может содержать два или большее количество магнитных источника 1576, таких как постоянные магниты, которые разнесены в поперечном направлении (например, по длине магнитного ротора 1524). Каждый из магнитных источников 1576, изображенных на фиг. 15 может быть группой магнитных источников (например, одним или большим количеством магнитных источников). Разнесенные в поперечном направлении магнитные источники 1576 в магнитном роторе 1524 могут быть смещены относительно разнесенных в поперечном направлении магнитных источников 1576 в непосредственно последующем магнитном роторе 1524. Поперечное и продольное размещение на определённом расстоянии между магнитными источниками 1567 внутри группы магнитных роторов может облегчить левитирование металлической полосы 1520 без существенного нагрева металлической полосы. В некоторых случаях магнитные роторы 1524 в соответствии с фиг. 15 могут быть аналогичными магнитным роторам 224 в соответствии с фиг. 2.
[0149] На фиг. 16 изображен схематический вид сверху с частичным вырезом участка технологической линии, демонстрирующий металлическую полосу 1620, левитированную над группой магнитных роторов 1626, содержащих близкие к полной ширине магнитные источники 1676 согласно некоторым аспектам данного описания. Каждый из магнитных роторов 1626 может содержать магнитный источник 1676, который располагается по меньшей мере по всей поперечной ширине металлической полосы 1520. В некоторых случаях магнитный источник 1676 может располагаться по всей длине магнитного ротора 1626. Каждый из магнитных источников 1676, изображенных на фиг. 16 может быть группой магнитных источников (например, одним или большим количеством магнитных источников). Магнитные роторы 1626, содержащие магнитные источники 1676 по всей ширине или почти по всей ширине, могут быть особенно полезны для обеспечения количеством теплоты металлической полосы 1520 при одновременном левитировании металлической полосы 1520. В некоторых случаях магнитные роторы 1626 в соответствии с фиг. 16 могут быть аналогичными магнитным роторам 226 в соответствии с фиг. 2.
[0150] Вышеприведенное описание вариантов осуществления, включая проиллюстрированные варианты осуществления, было представлено только с целью иллюстрации и описания и не предназначено для того, чтобы быть исчерпывающим или ограничивающим конкретные раскрытые формы. Специалистам в данной области техники будут очевидны многочисленные модификации, адаптации и их применения.
[0151] Как используется ниже, любую ссылку на ряд примеров следует понимать как ссылку на каждый из этих примеров по отдельности (например, «Примеры 1-4» следует понимать как «Примеры 1, 2, 3 или 4»).
[0152] Пример 1 представляет собой линию термообработки, содержащую: зону нагрева для приема металлической полосы, движущейся в заднем по ходу направлении, при этом зона нагрева содержит множество магнитных роторов для индуцирования вихревых токов в металлической полосе, чтобы нагреть металлическую полосу до пиковой температуры металла, причем каждый из множества магнитных роторов вращается вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы; зону томления, расположенную сзади по ходу от зоны нагрева для приема металлической полосы и поддержания пиковой температуры металла в течение периода времени; и зону закалки, расположенную сзади по ходу от зоны томления, для быстрой закалки металлической полосы от пиковой температуры металла.
[0153] Пример 2 представляет собой линию термообработки в соответствии с примером 1, отличающуюся тем, что множество магнитных роторов содержит множество пар магнитных роторов, причем каждая из пар магнитных роторов содержит нижний магнитный ротор, расположенный с противоположной стороны металлической полосы относительно верхнего магнитного ротора.
[0154] Пример 3 представляет собой линию термообработки в соответствии с примерами 1 или 2, отличающуюся тем, что каждый из множества магнитных роторов содержит множество постоянных магнитов, расположенных с возможностью вращения вокруг оси вращения.
[0155] Пример 4 представляет собой линию термообработки в соответствии с примерами 1-3, отличающуюся тем, что зона томления содержит дополнительное множество магнитных роторов для левитирования металлической полосы, причем каждый из дополнительного множества магнитных роторов вращается вокруг оси вращения перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы.
[0156] Пример 5 представляет собой линию термообработки в соответствии с примером 4, отличающуюся тем, что зона томления дополнительно содержит стенки камеры, расположенные между металлической полосой и дополнительным множеством магнитных роторов, причем стенки камеры образуют камеру для приема металлической полосы, причем камера соединена с источником газа.
[0157] Пример 6 представляет собой линию термообработки в соответствии с примерами 4 или 5, отличающуюся тем, что зона томления дополнительно содержит одно или большее количество охлаждающих устройств для компенсации повышения температуры, вызванного в металлической полосе при вращении дополнительного множества магнитных роторов.
[0158] Пример 7 представляет собой линию термообработки в соответствии с примерами 1-6, дополнительно содержащую разматыватель, расположенный спереди по ходу от зоны нагрева для подачи металлической полосы в зону нагрева с катушки; выравнивающий ролик, расположенный сзади по ходу от зоны закалки, для управления плоскостностью металлической полосы; и зону повторного нагрева, расположенную сзади по ходу от выравнивающего ролика, для нагрева металлической полосы, причем зона повторного нагрева содержит один или большее количество дополнительных магнитных роторов.
[0159] Пример 8 представляет собой линию термообработки в соответствии с примерами 1-7, дополнительно содержащую зону регулировки натяжения для регулировки натяжения в металлической полосе, причем зона регулировки натяжения содержит один или большее количество магнитных роторов, вращающихся вокруг оси вращения перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы.
[0160] Пример 9 представляет собой линию термообработки в соответствии с примерами 1-8, дополнительно содержащую разматыватель, расположенный спереди по ходу от зоны нагрева, для подачи металлической полосы в зону нагрева с начальной катушки, и наматыватель, расположенный сзади по ходу от зоны закалки, для приема металлической полосы после термообработки и наматывания металлической полосы на конечную катушку; при этом технологическая ось сформирована между разматывателем и наматывателем, вдоль которой металлическая полоса проходит через зону нагрева, зону томления и зону закалки, без пропускания через накопитель.
[0161] Пример 10 представляет собой линию термообработки в соответствии с примерами 1-9, дополнительно содержащую подвижное сварочное устройство или другое соединяющее устройство, расположенное спереди по ходу от зоны нагрева для сварки или иного соединения последующей металлической полосы с металлической полосой во время перемещения металлической полосы.
[0162] Пример 11 представляет собой способ непрерывной термообработки, включающий: пропускание металлической полосы рядом с множеством магнитных роторов в заднем по ходу направлении; вращение множества магнитных роторов, при этом вращение магнитного ротора включает вращение магнитного ротора вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы, и при этом вращение множества магнитных роторов вызывает вихревые токи в металлической полосе для нагрева металлической полосы до пиковой температуры металла; прохождение металлической полосы через зону томления, при этом прохождение металлической полосы через зону томления включает поддержание пиковой температуры металлической полосы в течение периода времени; и закалку металлической полосы от пиковой температуры металла.
[0163] Пример 12 представляет собой способ в соответствии с примером 11, отличающийся тем, что множество магнитных роторов содержит множества пар магнитных роторов, причем каждая из пар магнитных роторов содержит нижний магнитный ротор и верхний магнитный ротор, разделенные зазором, и при этом пропускание металлической полосы, примыкающей к множеству магнитных роторов, включает пропускание металлической полосы через зазоры множества пар магнитных роторов.
[0164] Пример 13 представляет собой способ в соответствии с примерами 11 или 12, отличающийся тем, что вращение магнитного ротора множества магнитных роторов включает вращение множества постоянных магнитов вокруг оси вращения.
[0165] Пример 14 представляет собой способ в соответствии с примерами 11-13, отличающийся тем, что пропускание металлической полосы через зону томления включает левитирование металлической полосы, и при этом левитирование металлической полосы включает вращение дополнительного множества магнитных роторов рядом с металлической полосой.
[0166] Пример 15 представляет собой способ в соответствии с примером 14, отличающийся тем, что пропускание металлической полосы через зону томления включает: пропускание металлической полосы через камеру, образованную стенками камеры, расположенными между металлической полосой и дополнительным множеством магнитных роторов; и подачу газа в камеру от источника газа.
[0167] Пример 16 представляет собой способ в соответствии с примерами 14 и 15, отличающийся тем, что поддержание пиковой температуры металла включает нанесение охлаждающей текучей среды на металлическую полосу, чтобы компенсировать повышение температуры, вызванное в металлической полосе вращением дополнительного множества магнитных роторов.
[0168] Пример 17 представляет собой способ в соответствии с примерами 11-16, дополнительно включающий: разматывание металлической полосы с начальной катушки; выравнивание металлической полосы после закалки металлической полосы; и повторный нагрев металлической полосы после выравнивания металлической полосы, причем повторный нагрев металлической полосы включает вращение одного или большего количества дополнительных магнитных роторов рядом с металлической полосой.
[0169] Пример 18 представляет собой способ в соответствии с примерами 11-17, дополнительно включающий заправку металлической полосы, причем заправка металлической полосы включает: вращение магнитных роторов в заднем по ходу направлении, при этом магнитные роторы выбирают из группы, состоящей из множества магнитных роторов и дополнительного набора магнитных роторов; пропускание конца металлической полосы магнитными роторами; и изменение на обратное направление вращения магнитных роторов для вращения магнитных роторов в переднем по ходу направлении.
[0170] Пример 19 представляет собой способ в соответствии с примерами 11-18, дополнительно включающий: разматывание металлической полосы с начальной катушки перед пропусканием металлической полосы рядом с множеством магнитных роторов; наматывание металлической полосы в конечную катушку после закалки металлической полосы, причем металлическая полоса в конечной катушке была подвергнута термической обработке; и не пропускание металлической полосы через аккумулятор между разматыванием металлической полосы и наматыванием металлической полосы.
[0171] Пример 20 представляет собой способ в соответствии с примерами 11-19, дополнительно включающий сварку или иное соединение металлической полосы с последующей металлической полосой, причем сварка или иное соединение металлической полосы включает: примыкание металлической полосы и последующей металлической полосы к соединению во время перемещения металлической полосы; пропускание подвижного соединяющего устройства через соединение во время перемещения металлической полосы; а также соединение указанного соединения во время перемещения металлической полосы.
[0172] Пример 21 представляет собой способ в соответствии с примерами 11-20, дополнительно включающий по меньшей мере либо нанесение покрытия, либо смазывание металлической полосы, а затем повторный нагрев покрытой или смазанной металлической полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ ПРЕДВАРИТЕЛЬНОГО СТАРЕНИЯ С ПРИМЕНЕНИЕМ МАГНИТНОГО НАГРЕВА | 2017 |
|
RU2713926C1 |
| ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ | 2017 |
|
RU2728895C1 |
| НАГРЕВАНИЕ С МАГНИТНЫМ ПОДВЕШИВАНИЕМ МЕТАЛЛА С КОНТРОЛЕМ КАЧЕСТВА ПОВЕРХНОСТИ | 2017 |
|
RU2721970C1 |
| СИСТЕМЫ И СПОСОБЫ БЕСКОНТАКТНОГО НАТЯЖЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2017 |
|
RU2724273C1 |
| СВЕРХПРОВОДЯЩАЯ МАГНИТОЛЕВИТАЦИОННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2022 |
|
RU2782548C1 |
| БЫСТРЫЙ НАГРЕВ ЗАГОТОВОК ИЗ ЛИСТОВОГО МЕТАЛЛА ДЛЯ ШТАМПОВКИ | 2017 |
|
RU2715560C1 |
| РОТОРНО-ЛОПАСТНОЕ УСТРОЙСТВО И РОТОР | 2016 |
|
RU2714710C2 |
| ТЕХНОЛОГИЯ ЛОКАЛИЗОВАННОГО НАГРЕВА, ВКЛЮЧАЮЩАЯ В СЕБЯ РЕГУЛИРУЕМЫЙ ИНФРАКРАСНЫЙ ЭЛЕМЕНТ(Ы) ДЛЯ СТЕКЛОПАКЕТОВ С ВАКУУМНОЙ ИЗОЛЯЦИЕЙ И/ИЛИ УСТРОЙСТВА ДЛЯ ТОЙ ЖЕ ЦЕЛИ | 2012 |
|
RU2586109C2 |
| ПОТОЧНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМООБРАБОТАННОГО И ОТОЖЖЕННОГО ЛИСТА АЛЮМИНИЕВОГО СПЛАВА | 2005 |
|
RU2356998C2 |
| СПОСОБ ДИНАМИЧЕСКОГО ПОДСТРАИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМООБРАБОТАННОЙ ЛИСТОВОЙ СТАЛИ | 2017 |
|
RU2727385C1 |
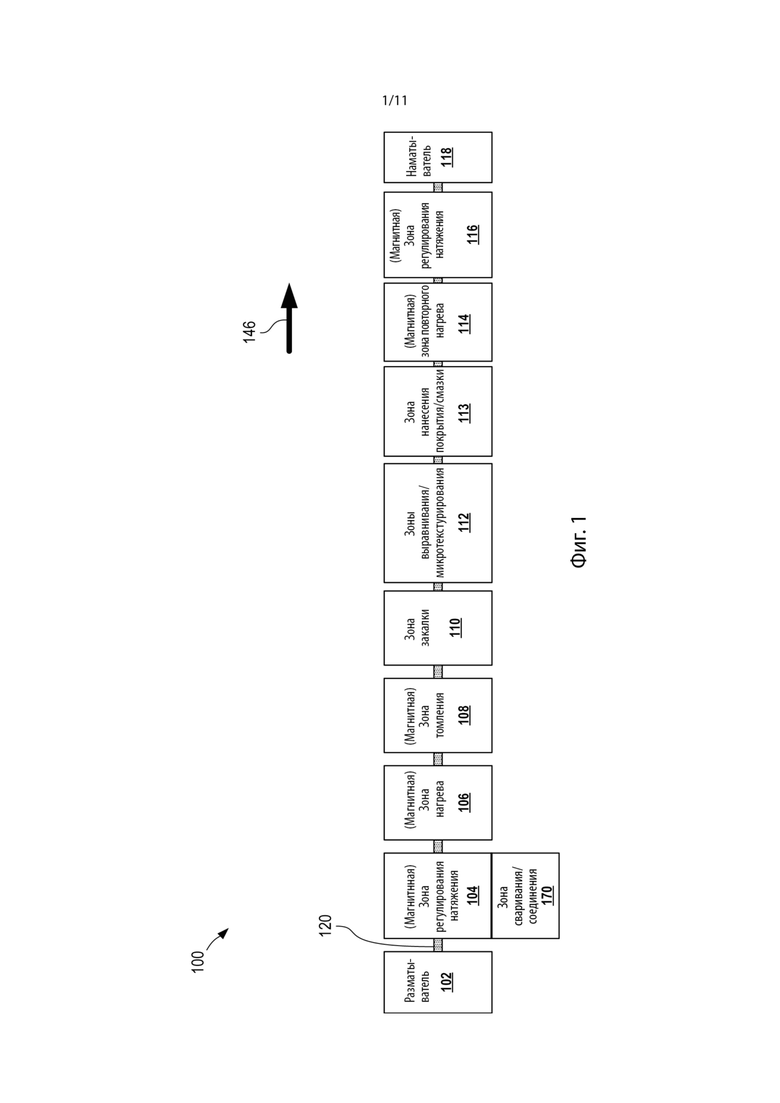
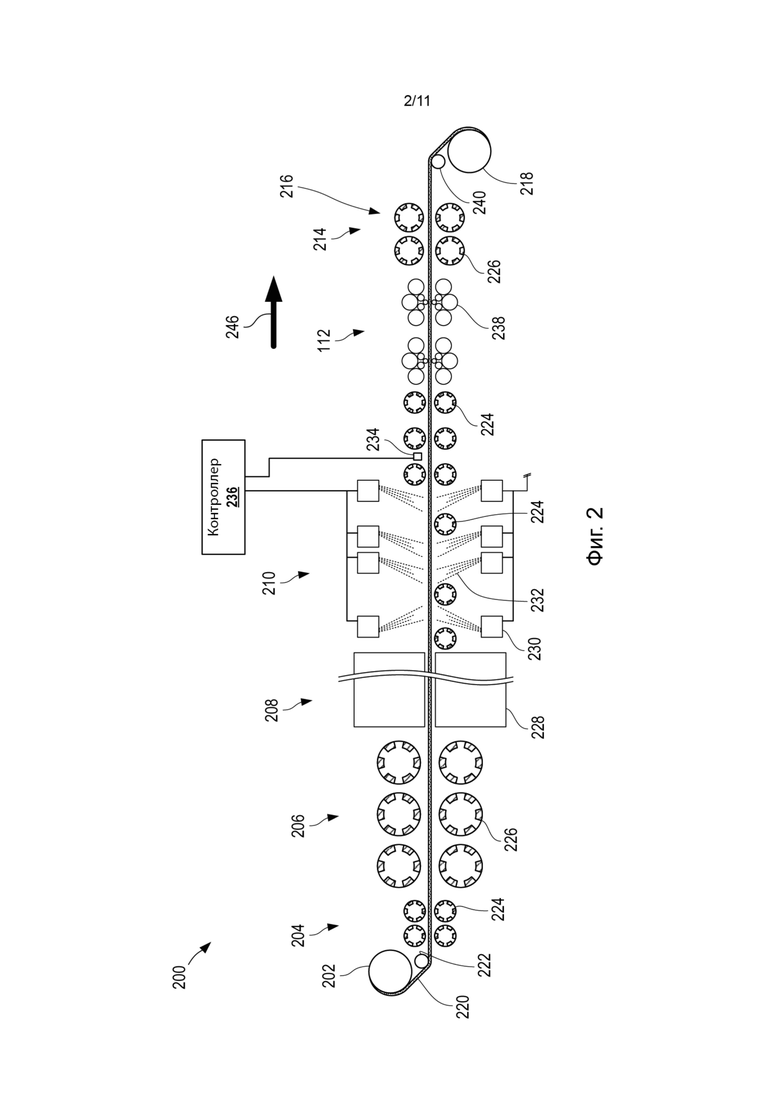
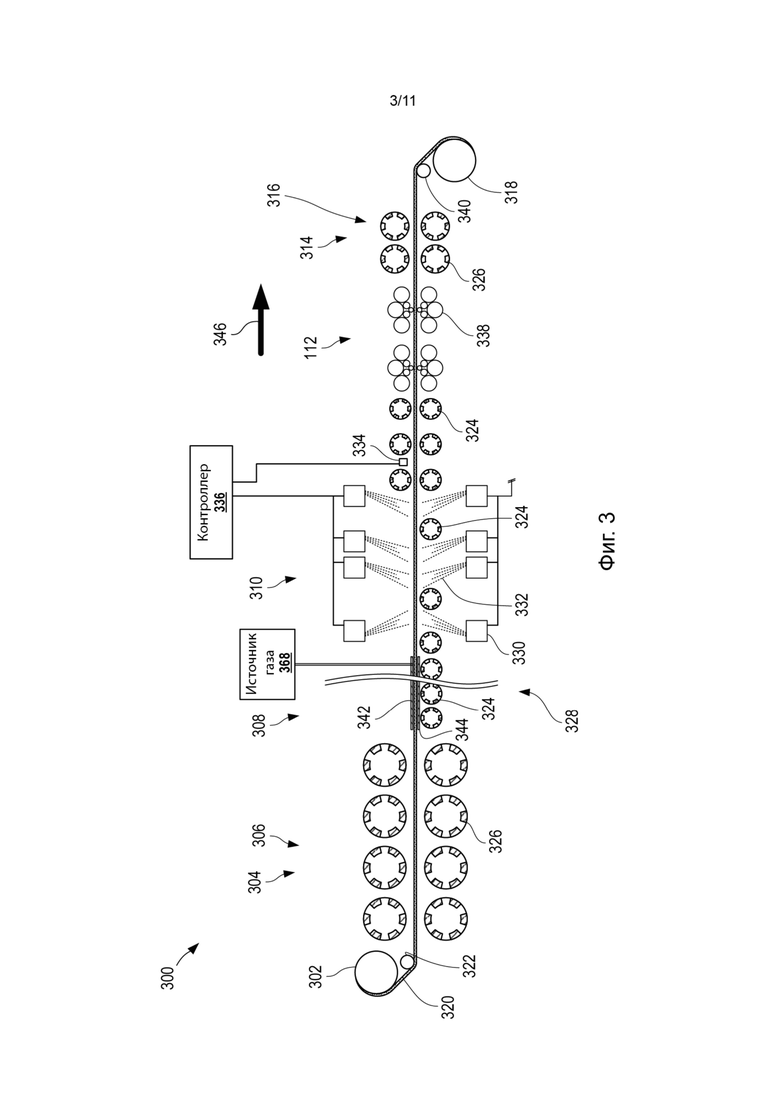
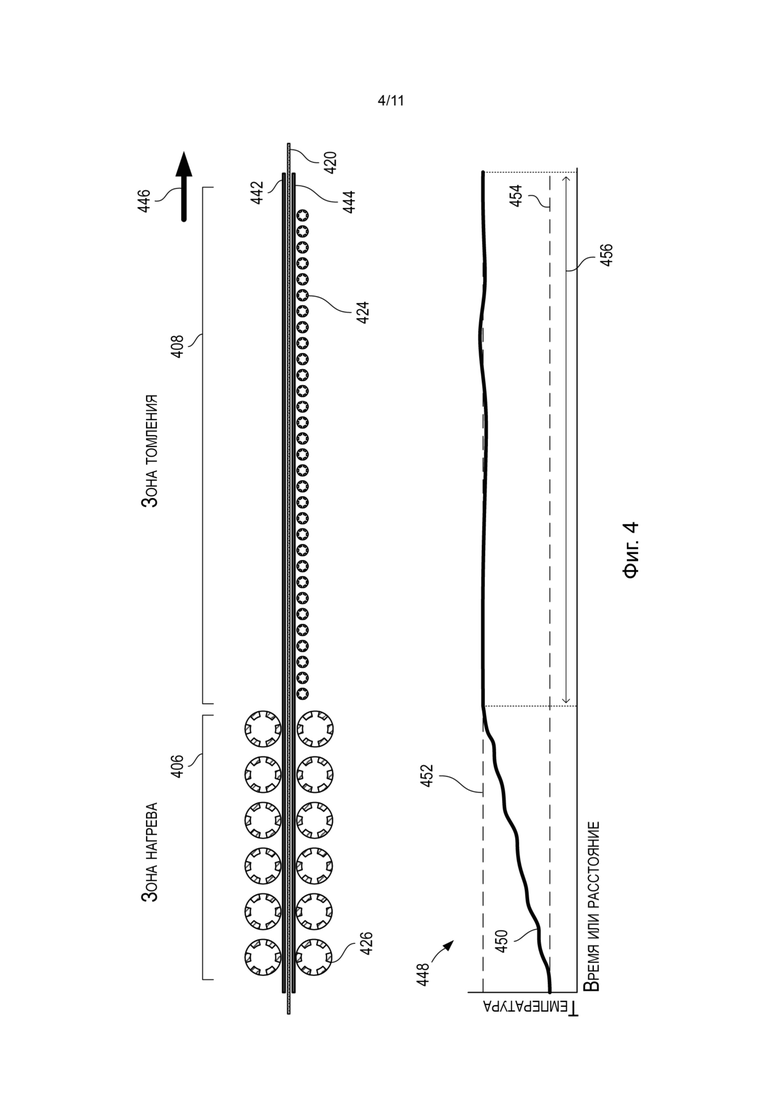
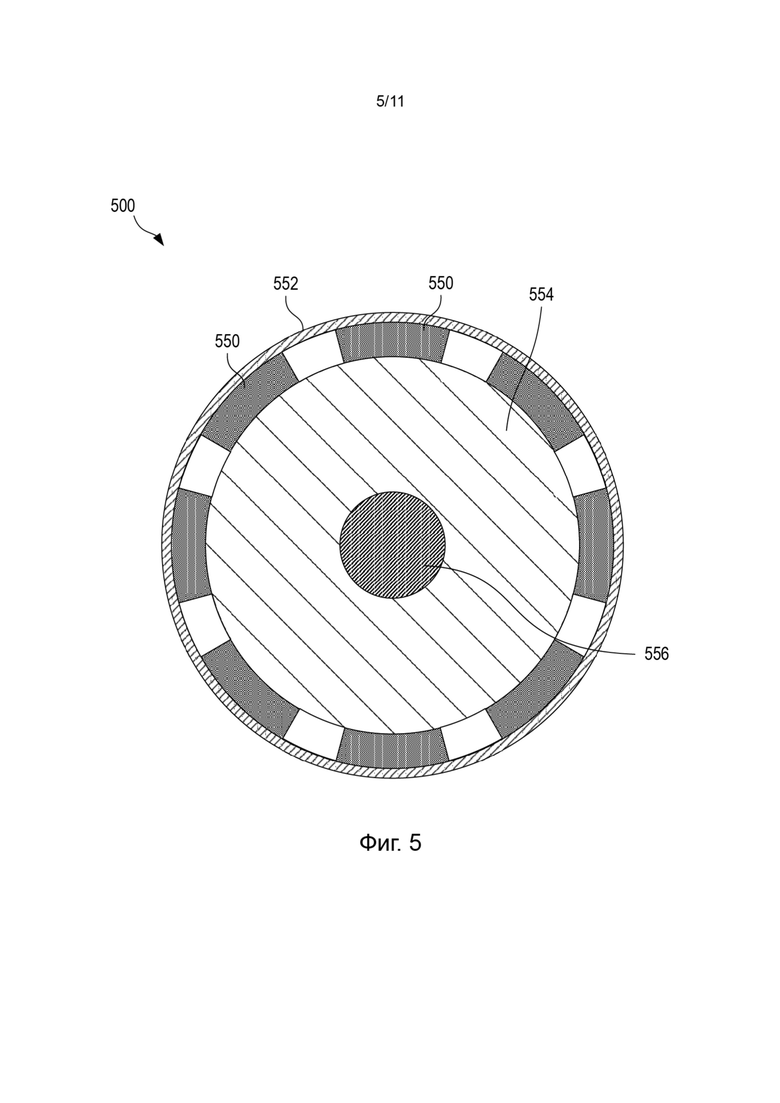
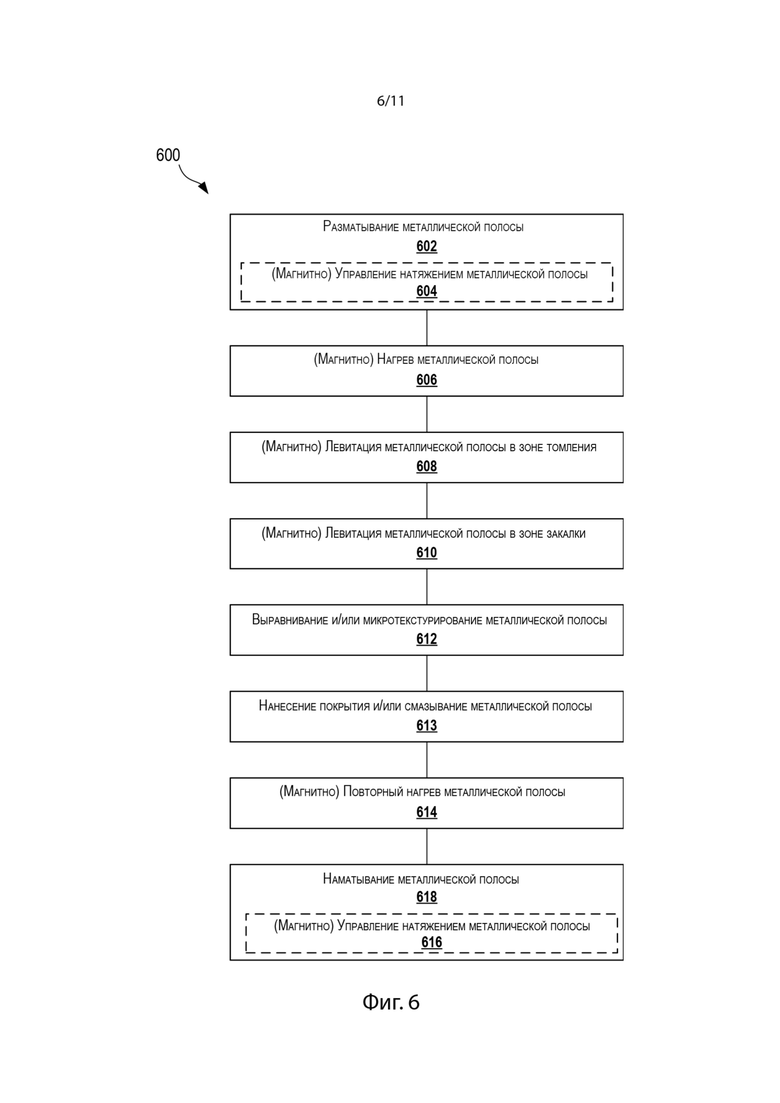
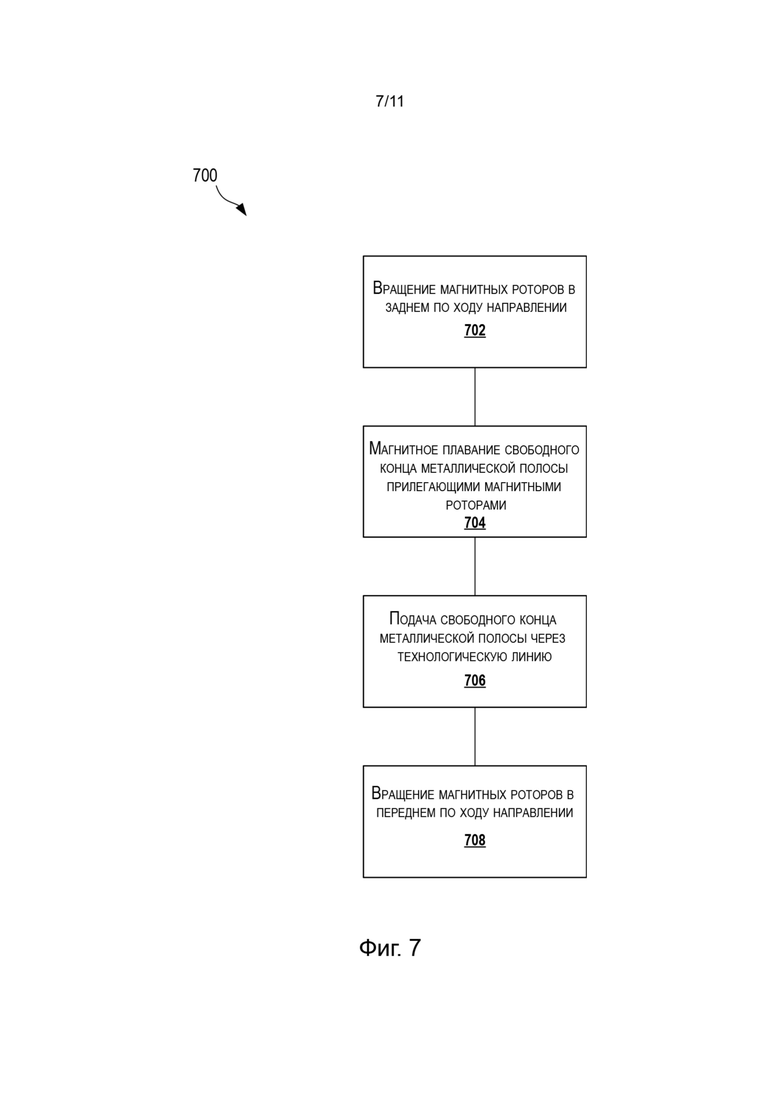
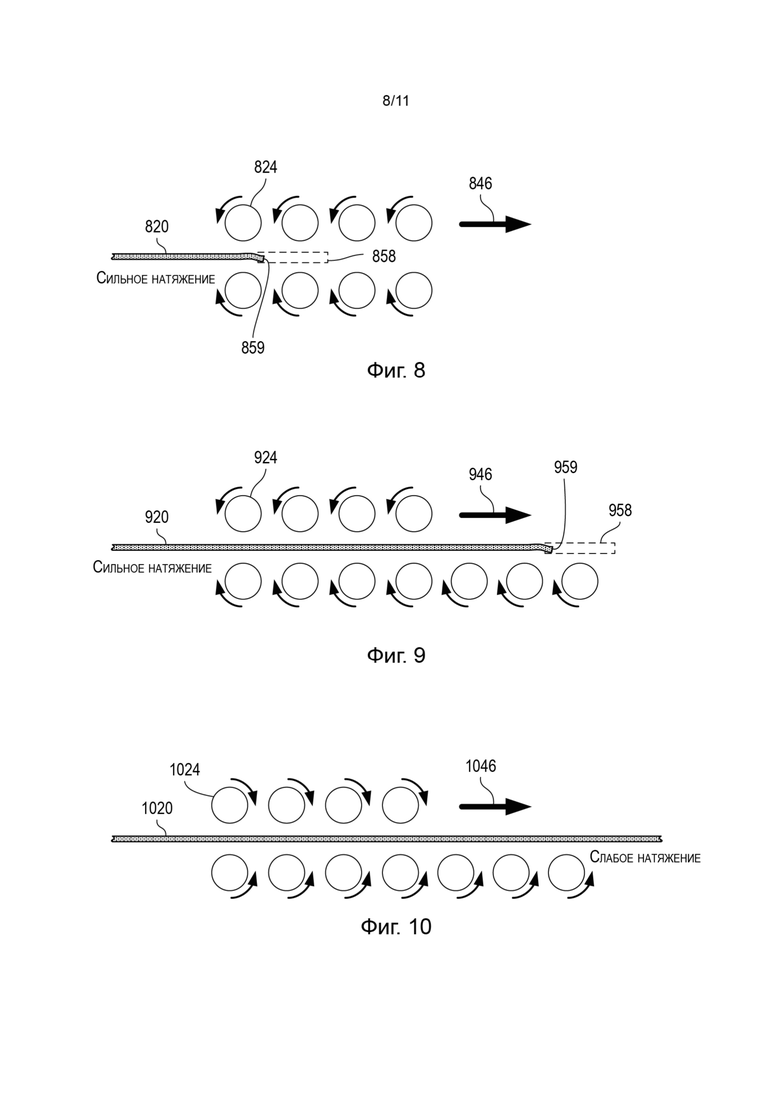
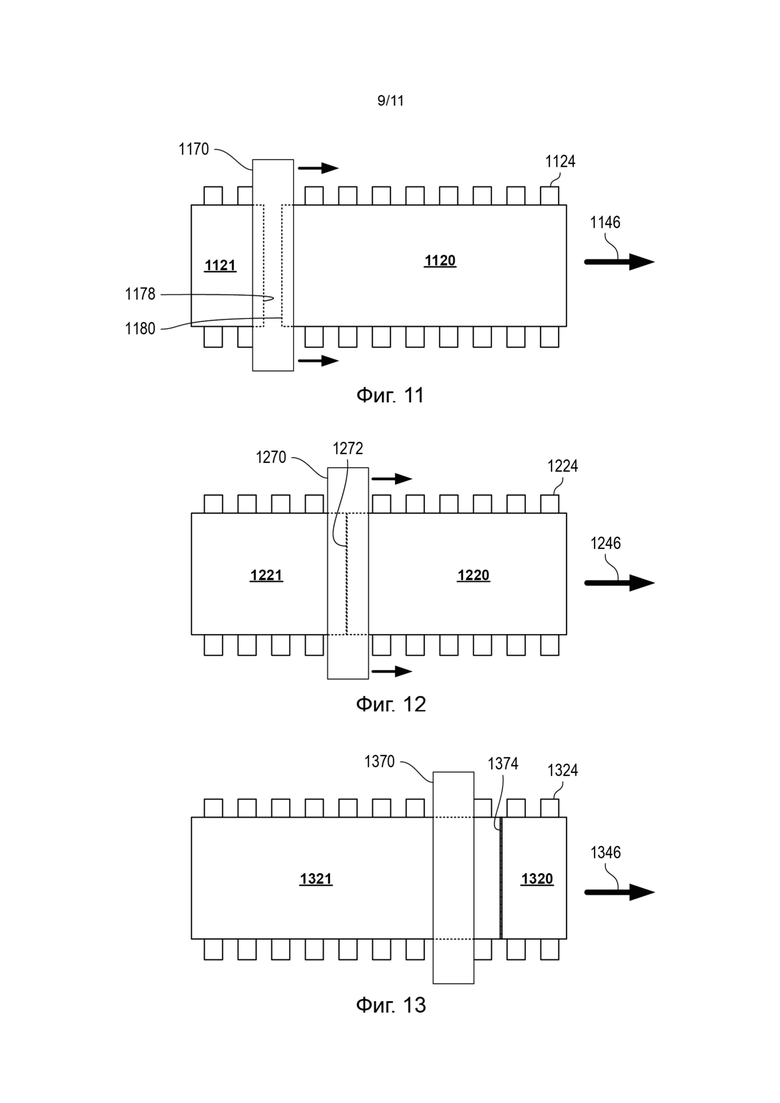
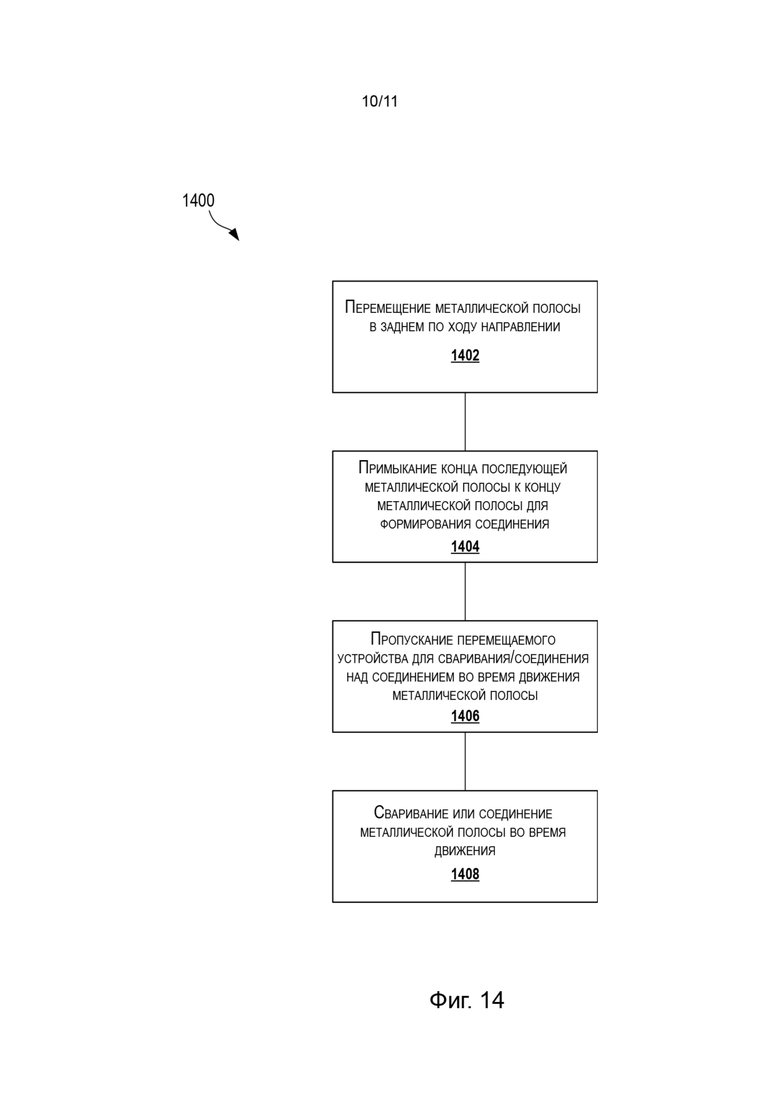
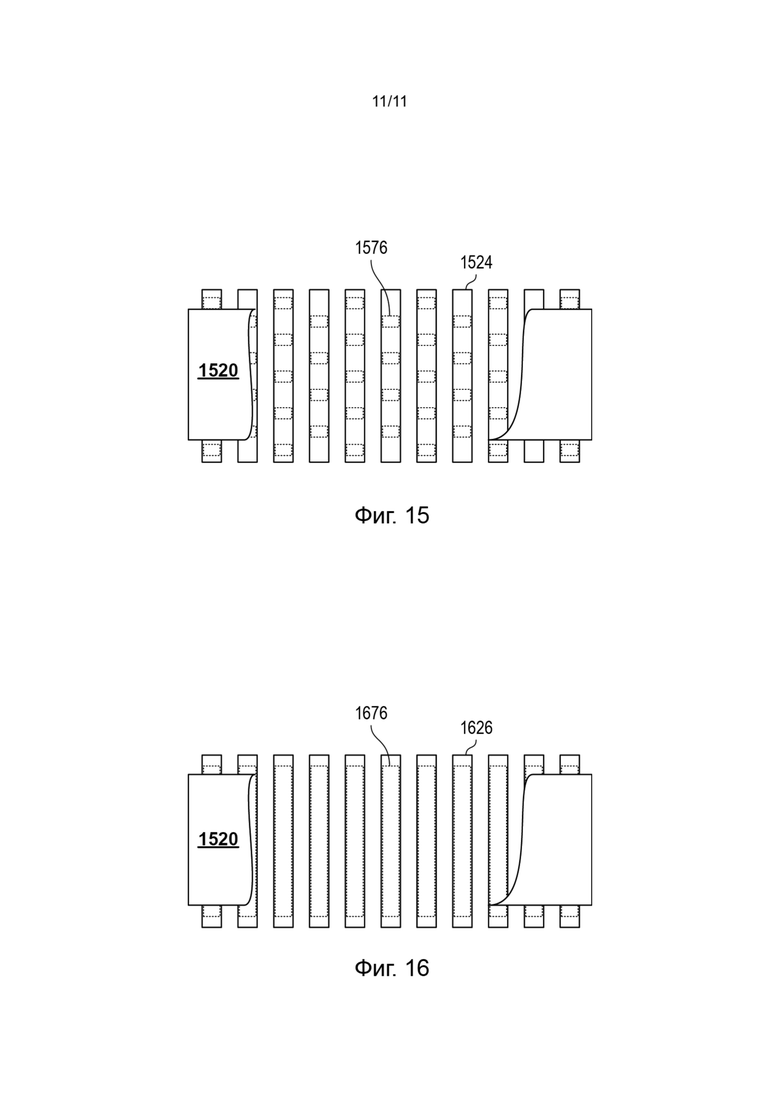
Компактная линия термообработки может содержать короткую зону нагрева для быстрого нагрева металлической полосы до температуры солюционирования, применяя магнитные роторы, такие как магнитные роторы с постоянными магнитами. Быстрая и эффективная зона томления может быть достигнута за счет применения магнитных роторов, обеспечивающих левитирование металлической полосы внутри заполненной газом камеры. Магнитные роторы могут дополнительно обеспечивать левитирование металлической полосы в зоне закалки и могут дополнительно повторно нагревать металлическую полосу перед окончательным наматыванием. Магнитные роторы, применяемые для нагрева и/или левитирования металлической полосы, также могут обеспечивать управление натяжением, могут облегчить начальное заправление металлической полосы и могут отверждать покрытия и/или способствовать однородности покрытий/смазок, наносимых на металлическую полосу, без перегрева. Такая линия термообработки может обеспечить непрерывный отжиг и гомогенизацию в гораздо более компактном пространстве, чем традиционные технологические линии. 2 н. и 19 з.п. ф-лы, 16 ил.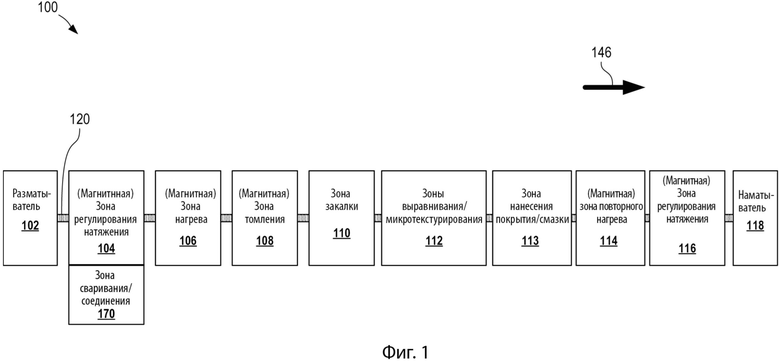
1. Линия термообработки, содержащая:
зону нагрева для приема металлической полосы, движущуюся в заднем по ходу направлении, при этом зона нагрева содержит множество магнитных роторов для индуцирования вихревых токов в металлической полосе, чтобы нагреть металлическую полосу до пиковой температуры металла, причем каждый из множества магнитных роторов вращается вокруг оси вращения перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы;
зону томления, расположенную сзади по ходу от зоны нагрева для приема металлической полосы и поддержания пиковой температуры металла в течение периода времени; а также
зону закалки, расположенную сзади по ходу от зоны томления для быстрой закалки металлической полосы от пиковой температуры металла.
2. Линия термообработки по п. 1, отличающаяся тем, что множество магнитных роторов состоит из множества пар магнитных роторов, причем каждое из множества пар магнитных роторов содержит нижний магнитный ротор, расположенный с противоположной стороны металлической полосы относительно верхнего магнитного ротора.
3. Линия термообработки по п. 1, отличающаяся тем, что каждый из множества магнитных роторов содержит множество постоянных магнитов, расположенных с возможностью вращения вокруг оси вращения.
4. Линия термообработки по п. 1, отличающаяся тем, что зона томления содержит дополнительное множество магнитных роторов для левитирования металлической полосы, причем каждый из дополнительного множества магнитных роторов вращается вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы.
5. Линия термообработки по п. 4, отличающаяся тем, что зона томления дополнительно содержит стенки камеры, расположенные между металлической полосой и дополнительным множеством магнитных роторов, причем стенки камеры образуют камеру для приема металлической полосы, при этом камера соединена с источником газа.
6. Линия термообработки по п. 4, в которой зона томления дополнительно содержит одно или большее количество охлаждающих устройств для компенсации повышения температуры, вызванного в металлической полосе при вращении дополнительного множества магнитных роторов.
7. Линия термообработки по п. 1, дополнительно содержащая:
разматыватель, расположенный спереди по ходу от зоны нагрева для подачи металлической полосы в зону нагрева с катушки;
выравнивающий ролик, расположенный сзади по ходу от зоны закалки для управления плоскостностью металлической полосы; а также
зону повторного нагрева, расположенную сзади по ходу от выравнивающего ролика для нагрева металлической полосы, причем зона повторного нагрева содержит один или большее количество дополнительных магнитных роторов.
8. Линия термообработки по п. 1, дополнительно содержащая зону регулировки натяжения для регулирования натяжения в металлической полосе, причем зона регулировки натяжения содержит один или большее количество магнитных роторов, вращающихся вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы.
9. Линия термообработки по п. 1, дополнительно содержащая разматыватель, расположенный спереди по ходу от зоны нагрева для подачи металлической полосы в зону нагрева с начальной катушки, и наматыватель, расположенный сзади по ходу от зоны закалки для приема металлической полосы после термообработки и наматывания металлической полосы на конечную катушку; при этом технологическая ось сформирована между разматывателем и наматывателем, вдоль которой металлическая полоса проходит через зону нагрева, зону томления и зону закалки без пропускания через накопитель.
10. Линия термообработки по п. 1, дополнительно содержащая подвижное сварочное устройство или другое соединяющее устройство, расположенное спереди по ходу от зоны нагрева для сварки или иного соединения последующей металлической полосы с металлической полосой во время перемещения металлической полосы.
11. Способ непрерывной термообработки, включающий:
пропускание металлической полосы рядом с множеством магнитных роторов в заднем по ходу направлении;
вращение множества магнитных роторов, при этом вращение магнитного ротора включает вращение магнитного ротора вокруг оси вращения, перпендикулярной заднему по ходу направлению и параллельной поперечной ширине металлической полосы, и при этом вращение множества магнитных роторов вызывает вихревые токи в металлической полосе для нагрева металлической полосы до пиковой температуры металла;
пропускание металлической полосы через зону томления, при этом пропускание металлической полосы через зону томления включает поддержание пиковой температуры металлической полосы в течение периода времени; а также
закалку металлической полосы от пиковой температуры металла.
12. Способ по п. 11, отличающийся тем, что множество магнитных роторов содержит множество пар магнитных роторов, причем каждое из можества пар магнитных роторов содержит нижний магнитный ротор и верхний магнитный ротор, разделенные зазором, и при этом пропускание металлической полосы, примыкающей к множеству магнитных роторов, включает пропускание металлической полосы через зазоры множества пар магнитных роторов.
13. Способ по п. 11, отличающийся тем, что вращение магнитного ротора множества магнитных роторов включает вращение множества постоянных магнитов вокруг оси вращения.
14. Способ по п. 11, отличающийся тем, что пропускание металлической полосы через зону томления включает левитирование металлической полосы, и при этом левитирование металлической полосы включает вращение дополнительного множества магнитных роторов рядом с металлической полосой.
15. Способ по п. 14, отличающийся тем, что пропускание металлической полосы через зону томления включает:
пропускание металлической полосы через камеру, образованную стенками камеры, расположенными между металлической полосой и дополнительным множеством магнитных роторов; а также
подачу газа в камеру от источника газа.
16. Способ по п. 14, отличающийся тем, что поддержание пиковой температуры металла включает нанесение охлаждающей текучей среды на металлическую полосу, чтобы компенсировать повышение температуры, вызванное в металлической полосе вращением дополнительного множества магнитных роторов.
17. Способ по п. 11, дополнительно включающий:
разматывание металлической полосы с начальной катушки;
выравнивание металлической полосы после закалки металлической полосы; а также
повторный нагрев металлической полосы после выравнивания металлической полосы, причем повторный нагрев металлической полосы включает вращение одного или большего количества дополнительных магнитных роторов рядом с металлической полосой.
18. Способ по п. 11, дополнительно включающий заправку металлической полосы, причем заправка металлической полосы включает:
вращение магнитных роторов в заднем по ходу направлении, причем магнитные роторы выбирают из группы, состоящей из множества магнитных роторов и дополнительного набора магнитных роторов;
пропускание конца металлической полосы магнитными роторами; а также
изменение на обратное направление вращения магнитных роторов для вращения магнитных роторов в переднем по ходу направлении.
19. Способ по п. 11, дополнительно включающий:
разматывание металлической полосы с начальной катушки до пропускания металлической полосы рядом с множеством магнитных роторов;
наматывание металлической полосы на конечную катушку после закалки металлической полосы, причем металлическая полоса в конечной катушке является подвергнутой термической обработке; а также
не пропускание металлической полосы через накопитель между разматыванием металлической полосы и наматыванием металлической полосы.
20. Способ по п. 11, дополнительно включающий соединение металлической полосы с последующей металлической полосой, при этом соединение к металлической полосе включает:
примыкание металлической полосы и последующей металлической полосы к соединению во время перемещения металлической полосы;
пропускание подвижного сварочного устройства или другого соединяющего устройства через соединение во время перемещения металлической полосы; а также
соединение указанного соединения во время перемещения металлической полосы.
21. Способ по п. 11, дополнительно включающий по меньшей мере либо нанесение покрытия, либо смазывание металлической полосы, а затем повторный нагрев покрытой или смазанной металлической полосы.
| US 2006070689 A1, 06.04.2006 | |||
| ПРОЕКЦИОННЫЙ МОДУЛЬ ДЛЯ ЭЛЕКТРОННОЙ РЕКЛАМЫ | 2001 |
|
RU2209457C2 |
| US 3272956 A, 13.09.1966 | |||
| JP H04112485 A, 14.04.1992 | |||
| DE 102006954383 A1, 21.05.2008. | |||

