ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
1 Данная заявка испрашивает приоритет предварительной заявки на патент США №62/400,426, озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ», поданной 27 сентября 2016 г.; предварительной заявки на патент США №62/505,948, озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ», поданной 14 мая 2017 г., описания которых полностью включены в данный документ посредством ссылки.
2 Кроме того, данная заявка связана с заявкой на патент США №15/716,692 на имя Дэвида Энтони Гаензбауэра и др. (David Anthony Gaensbauer, et al.), озаглавленной «МАГНИТНЫЙ ЛЕВИТАЦИОННЫЙ НАГРЕВ МЕТАЛЛА С КОНТРОЛИРУЕМЫМ КАЧЕСТВОМ ПОВЕРХНОСТИ», поданной 27 сентября 2017 г.; заявкой на патент США №15/716,608 на имя Дэвида Энтони Гаензбауэра и др. (David Anthony Gaensbauer, et al.), озаглавленной «КОМПАКТНАЯ ЛИНИЯ ГОМОГЕНИЗАЦИИ НЕПРЕРЫВНЫМ ОТЖИГОМ», поданной 27 сентября 2017 г.; а также заявкой на патент США №15/716,887 на имя Энтони Джина Вилли Пралонга и др. (Antoine Jean Willy Pralong et al.), озаглавленной «ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ» и поданной 27 сентября 2017 г., содержание которых включено в данный документ в полном объеме посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
3 Эта заявка относится к обработке металла и, в частности, к системам и способам обработки предварительным старением металлической полосы во время обработки металла.
УРОВЕНЬ ТЕХНИКИ
4 При обработке металла может быть востребованным управление температурой металлического продукта до, во время или после различных стадий обработки. Например, может быть востребованным нагрев металлической полосы перед выполнением определенных технологических процессов, или может быть востребованным поддерживать тепло в металлической полосе в течение определенного промежутка времени, не позволяя металлической полосе остывать ниже минимальной температуры. Управление температурой может, главным образом, включать подвод тепловой энергии к металлической полосе или отвод тепловой энергии от нее.
5 Существуют различные технологии подвода тепловой энергии к металлической полосе. Технологии прямого контакта могут вызывать нежелательные воздействия на металлическую полосу, такие как повреждения на поверхности, накопление отходов (например, углерода от пламени прямого воздействия или источника косвенного нагрева пламенем) на поверхности, или другие подобные нежелательные результаты. Другие технологии пытаются нагреть металлическую полосу без контакта, но не способны эффективно или быстро передавать тепловую энергию к металлической полосе. Некоторые другие проблемы, связанные с существующими технологиями, включают высокие затраты на установку и/или обслуживание, потребность в значительном производственном пространстве, ограничение подвижности обрабатываемой металлической полосы, а также создание нежелательного воздействия на металлическую полосу.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
6 Термины «изобретение», «это изобретение», и «настоящее изобретение», используемые в данном патенте, предназначены для ссылки в целом на весь объект изобретения по данному патенту и приведенные ниже пункты формулы. Формулировки, содержащие эти термины, должны пониматься как такие, что не ограничивают объект изобретения, описанный в данном документе, или не ограничивают смысл или объем формулы изобретения патента, приведенной ниже. Варианты реализации данного изобретения, охватываемые данным патентом, определяются в приведенной ниже формулой изобретения, а не этим описанием сущности изобретения. Данная сущность изобретения представляет собой обобщенный обзор различных аспектов описания изобретения и вводит некоторые концепции, которые дополнительно изложены ниже в разделе «Подробное описание сущности изобретения». Данный раздел не предназначен для определения ключевых или существенных признаков заявленного объекта изобретения и не предназначен для использования в отдельности для определения объема заявленного объекта изобретения. Объект изобретения следует понимать со ссылкой на соответствующие части всего описания данного изобретения, всех без исключения графических материалов и каждого пункта формулы изобретения.
7 Согласно некоторым примерам, система предварительного старения содержит подогреватель. В различных примерах подогреватель содержит магнитный ротор. Подогреватель выполнен с возможностью приема металлической полосы, смежной с магнитным ротором, и вращения магнитного ротора для создания магнитного поля в металлической полосе для нагрева металлической полосы до температуры предварительного старения.
8 Согласно некоторым примерам, способ предварительного старения металлической полосы включает получение металлической полосы в подогревателе. В различных примерах подогреватель содержит магнитный ротор. В некоторых примерах способ включает пропускание металлической полосы рядом с магнитным ротором подогревателя и вращение магнитного ротора для создания магнитного поля в металлической полосе для нагрева металлической полосы до температуры предварительного старения.
9 Различные варианты реализации изобретения, изложенные в данном описании, могут включать дополнительные системы, способы, отличительные признаки и преимущества, которые не обязательно могут быть явным образом раскрыты в данном документе, но будут очевидны для специалиста в данной области техники после изучения нижеследующего подробного изложения и прилагаемых графических материалов. Предполагается, что все такие системы, способы, отличительные признаки и преимущества будут включены в данное описание и защищены прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
10 Чтобы выделить общие принципы данного описания, показаны отличительные признаки и компоненты нижеследующих графических материалов. Соответствующие отличительные признаки и компоненты на всех графических материалах могут быть обозначены путем сопоставления числовых обозначений с целью согласованности и ясности.
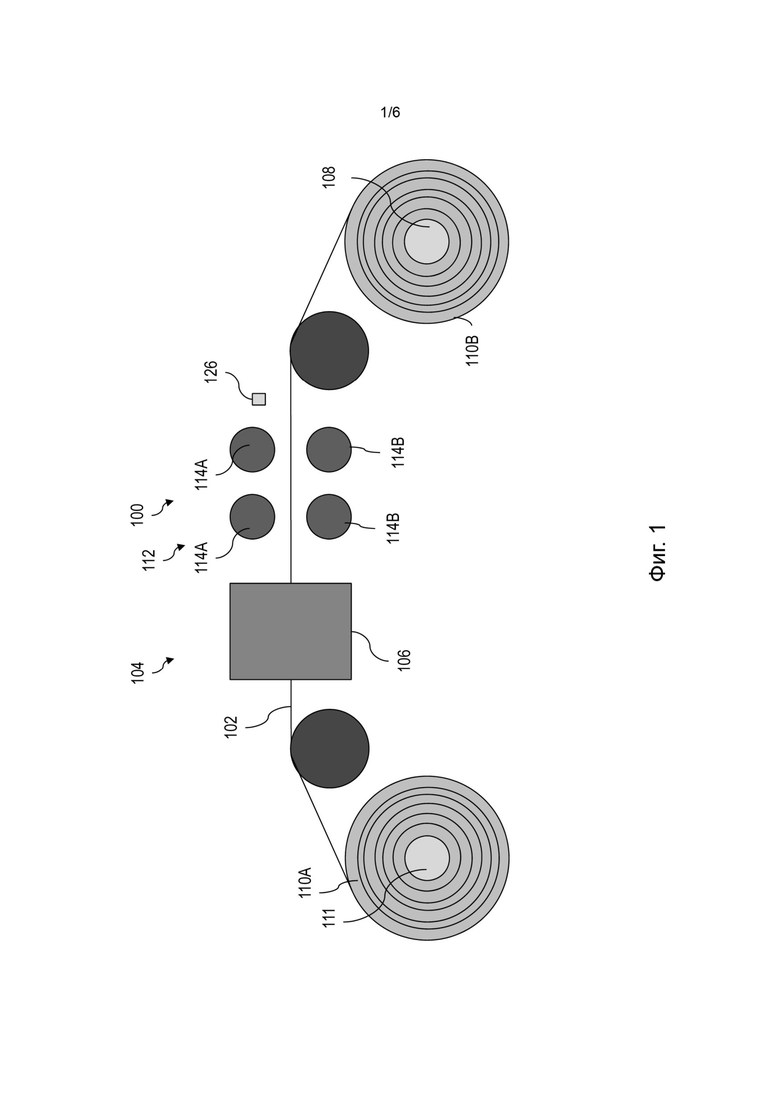
11 На фиг. 1 изображен схематический вид сбоку системы обработки металла, содержащей систему предварительного старения, в соответствии с некоторыми аспектами данного описания.
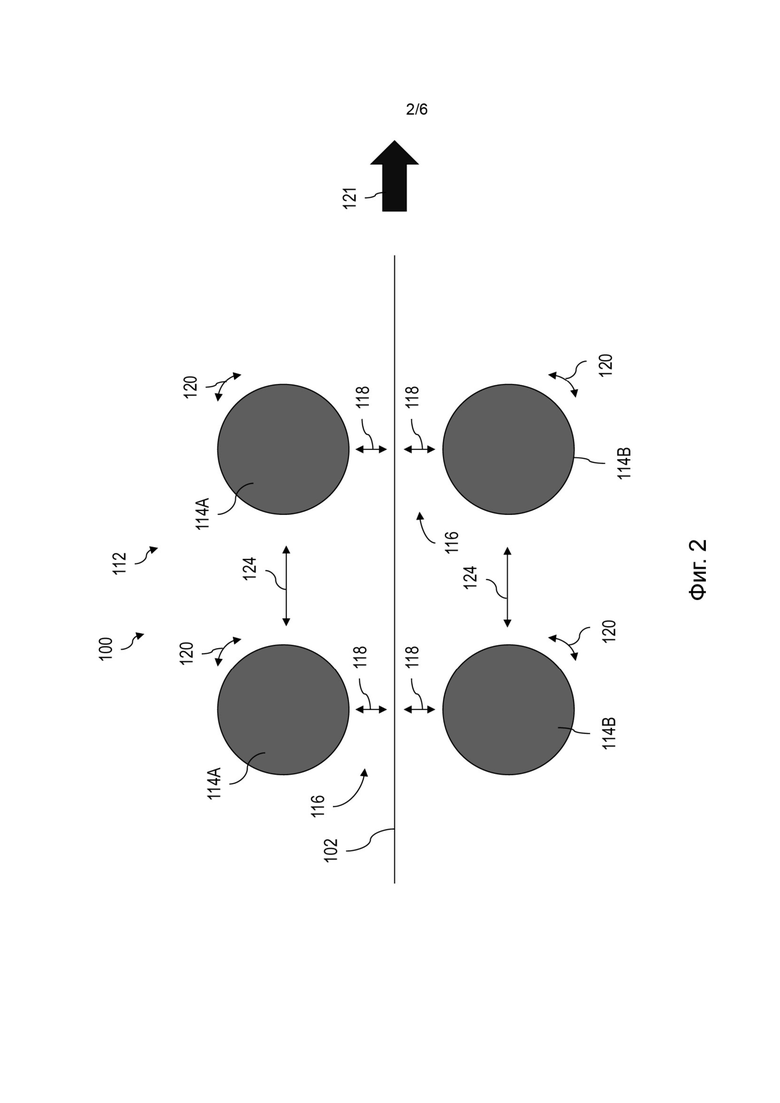
12 На фиг. 2 изображен схематический вид сбоку системы предварительного старения в соответствии с фиг. 1.
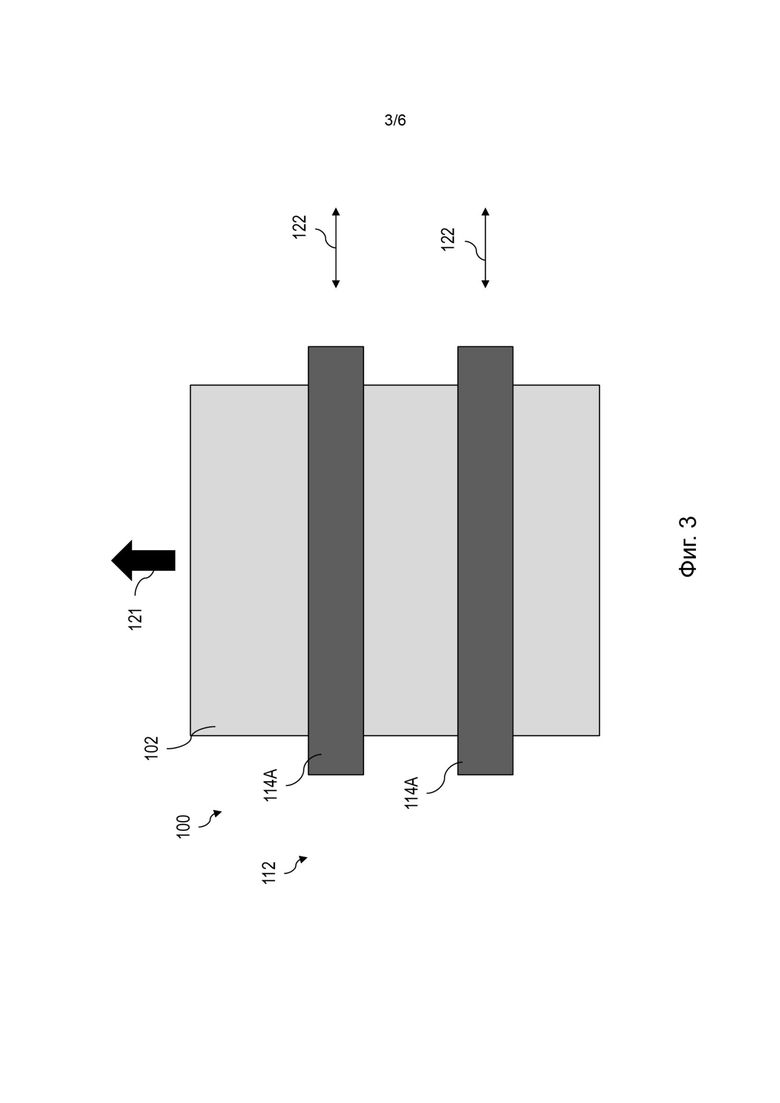
13 На фиг. 3 изображен схематический вид сверху системы предварительного старения в соответствии с фиг. 1.
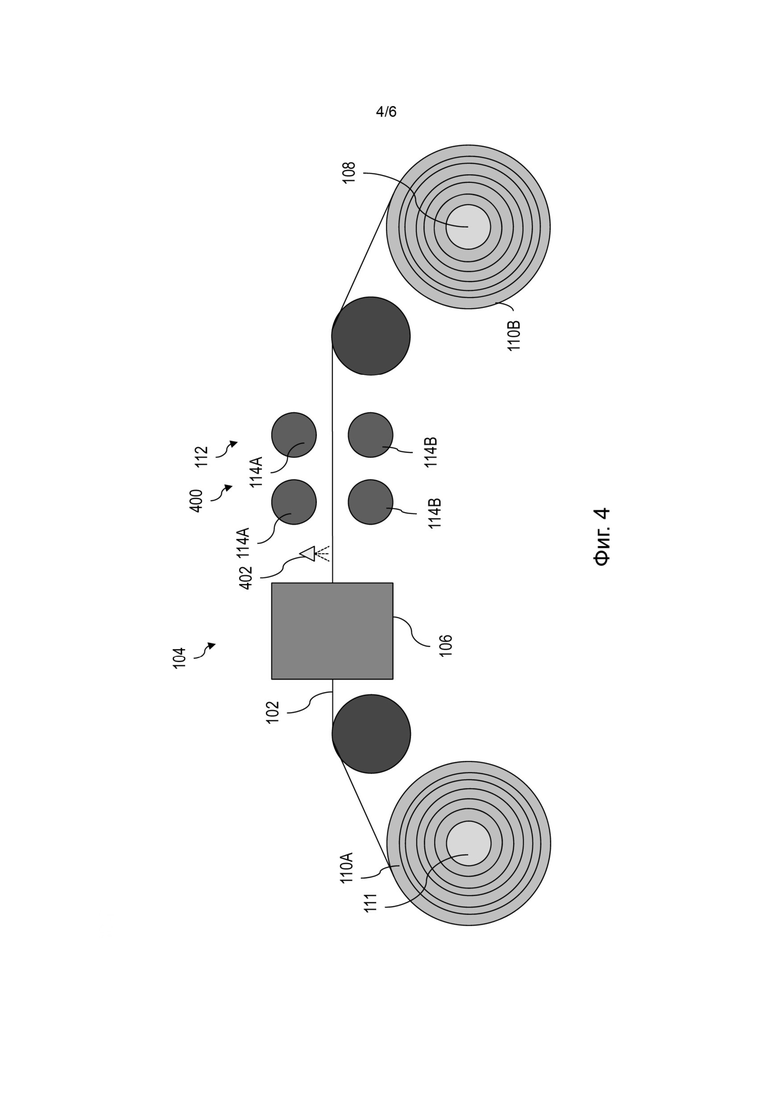
14 На фиг. 4 изображен схематический вид сбоку системы обработки металла, содержащей систему предварительного старения и устройство для нанесения смазки, в соответствии с некоторыми аспектами данного описания.
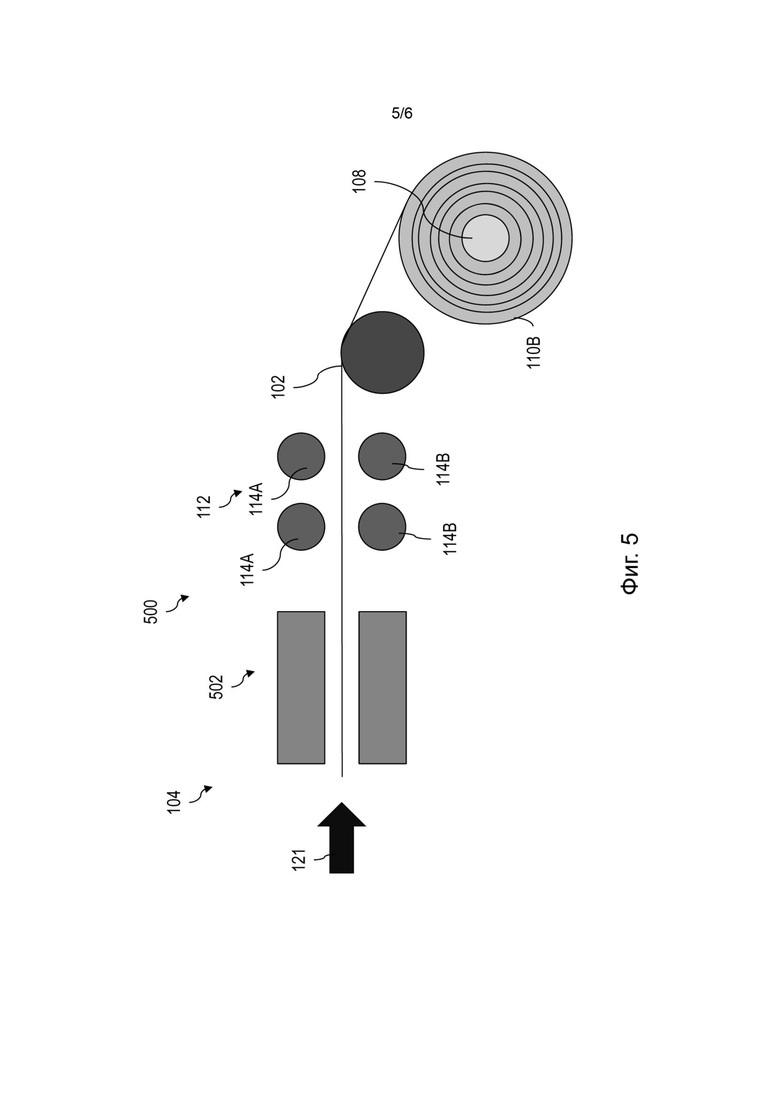
15 На фиг. 5 изображен схематический вид сбоку системы предварительного старения в соответствии с аспектами данного описания.
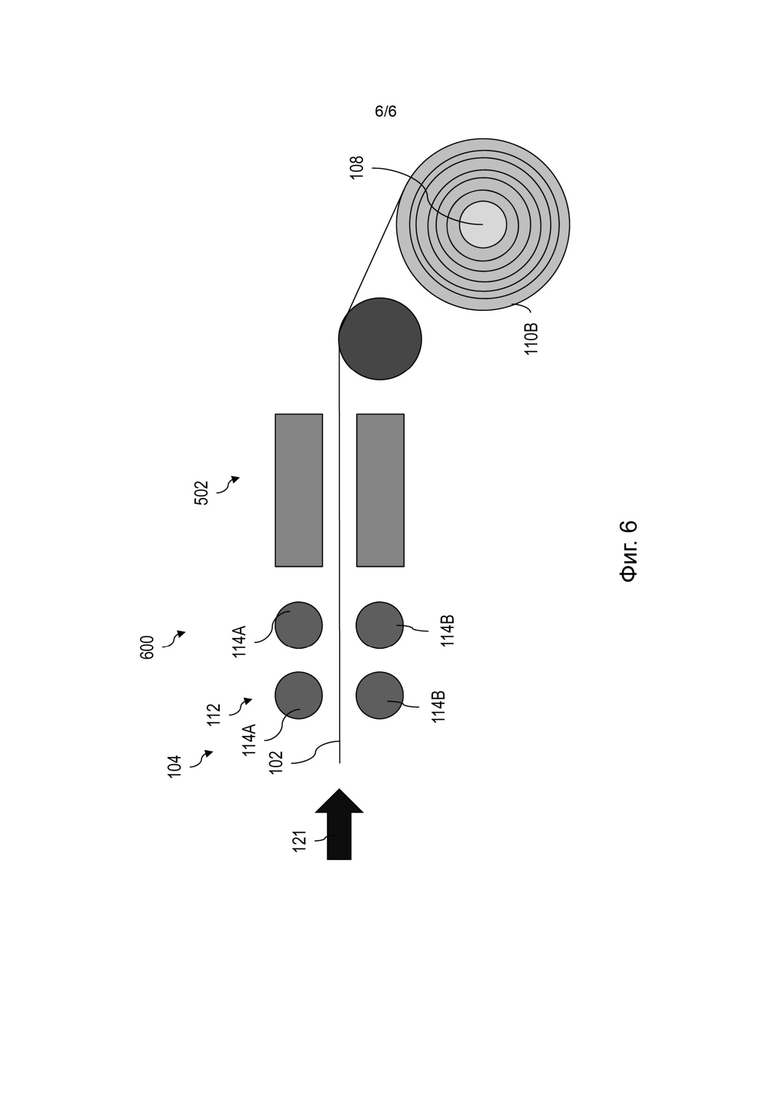
16 На фиг. 6 изображен схематический вид сбоку системы предварительного старения в соответствии с аспектами данного описания.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
17 Объект изобретения по примерам согласно данному изобретению описан с конкретностью для соответствия установленным требованиям, но это описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект может быть воплощен другими способами, может включать в себя различные элементы или этапы, и может применяться в сочетании с другими существующими или разработанными в будущем технологиями. Данное описание не должно интерпретироваться как подразумевающее какой-либо конкретный порядок или систему между различными этапами или элементами, кроме случаев, когда порядок отдельных этапов или расположение элементов явно описан.
18 В контексте данного документа термины «выше», «ниже», «вертикальный» и «горизонтальный» применяются для описания относительных ориентаций относительно металлической полосы, как если бы металлическая полоса двигалась в горизонтальном направлении с ее верхней и нижней поверхностью главным образом параллельно земле. В контексте данного документа термин «вертикальный» может относиться к направлению, перпендикулярному поверхности (например, верхней или нижней поверхности) металлической полосы, независимо от ориентации указанной металлической полосы. В контексте данного документа термин «горизонтальный» может относиться к направлению, параллельному поверхности (например, верхней или нижней поверхности) металлической полосы, такому как направление, параллельное направлению перемещения движущейся металлической полосы, независимо от ориентации указанной металлической полосы. Термины «выше» и «ниже» могут относиться к местам за верхней или нижней поверхностью металлической полосы, независимо от ориентации металлической полосы.
19 Раскрыты системы и способы предварительной обработки металла с применением магнитного нагрева. Аспекты и отличительные признаки данного описания могут быть применены с различными подходящими металлическими полосами и могут быть особенно полезны для металлических полос из алюминия или алюминиевых сплавов. В частности, востребованные результаты могут быть достигнуты, когда металлические полосы представляют собой сплавы, такие как алюминиевые сплавы серий 2xxx, 6xxx, 7xxx или 8xxx. Для понимания системы обозначения с применением номеров, наиболее часто используемой при именовании и идентификации алюминия и его сплавов, следует изучить документы «International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys» или «Registration Record of Aluminum Association Alloy Designations and Chemical Compositions Limits for Aluminum Alloys in the Form of Castings and Ingot», которые опубликованы Ассоциацией алюминиевой промышленности (The Aluminum Association).
20 Обработка металлической полосы предварительным старением главным образом используется на различных линиях обработки металла, таких как линия гомогенизации непрерывным отжигом (CASH, continuous annealing solution heat treatment) или другое оборудование. Например, на линии CASH после этапа закалки металлическая полоса может подвергаться обработке предварительным старением путем повторного нагрева металлической полосы с помощью подогревателя перед наматыванием. Путем повторного нагрева металлической полосы перед наматыванием можно получить улучшенные механические свойства (например, максимальную прочность и твердость) в металлической полосе, когда металлическая полоса затвердевает, и, таким образом, может быть более подходящей для использования потребителем. В линии CASH подогреватели обычно расположены в секции линии CASH, которая не является непрерывной. Поскольку подогреватели находятся в секции, которая не является непрерывной, то металлическая полоса должна останавливаться и запускаться каждый раз, когда катушка с металлической полосой удаляется с наматывателя. Иногда в течение периода, когда металлическая полоса останавливается, традиционный газовый подогреватель может перегреть и повредить участок металлической полосы, который останавливается внутри подогревателя. Эта перегретая секция металлической полосы должна быть вырезана и выброшена как лом, а также перегретая секция может привести к повреждению нижних роликов и/или катушки металлической полосы. Кроме того, иногда во время повторного нагрева металлическая полоса теряет натяжение и контактирует с одним или несколькими соплами традиционного подогревателя. Такой контакт может привести к образованию складок или деформации металлической полосы и, кроме того, к появлению складок на металлической полосе, намотанной на наматыватель, которая должна быть выброшена в виде лома.
21 Аспекты и отличительные признаки данного описания включают системы и способы предварительного старения, имеющие подогреватель, который содержит один или большее количество магнитных роторов, расположенных над и/или под движущейся металлической полосой, чтобы создавать движущиеся или изменяющиеся во времени магнитные поля через полосу. Изменяющиеся магнитные поля могут создавать токи (например, вихревые токи) внутри металлической полосы, нагревая таким образом металлическую полосу.
22 В некоторых случаях раскрытые в данном документе магнитные роторы могут быть применены с проводящими материалами, включая алюминий, алюминиевые сплавы, магний, материалы на основе магния, титан, материалы на основе титана, медь, материалы на основе меди, сталь, материалы на основе стали, бронза, материалы на основе бронзы, латунь, материалы на основе латуни, композиты, листы, используемые в композитах, или любые другие подходящие металлы, неметаллы или комбинации материалов. Изделие может содержать монолитные материалы, а также немонолитные материалы, например, соединенные прокаткой материалы, плакированные материалы, композитные материалы (например, среди прочих, материалы, содержащие углеродное волокно) или различные другие материалы. В одном неограничивающем примере магнитные роторы могут быть применены для нагрева металлических изделий, таких как алюминиевые металлические полосы, слябы или другие изделия, изготовленные из алюминиевых сплавов, включая алюминиевые сплавы, содержащие железо.
23 Каждый магнитный ротор содержит один или большее количество постоянных магнитов или электромагнитов. В некоторых примерах пара согласованных магнитных роторов может быть расположена на противоположных сторонах технологической оси металлической полосы. В других примерах один или большее количество магнитных роторов расположен выше или ниже технологической оси. Магнитные роторы вращаются в прямом или обратном направлении и могут быть приведены во вращение различными подходящими средствами, включая, но, не ограничиваясь этим, электродвигателями, пневматическими двигателями, другим магнитным ротором или различными другими подходящими механизмами. Направление и скорость вращения магнитных роторов может быть отрегулирована и управляема по мере необходимости. В некоторых примерах магнитные роторы расположены на предварительно заданном расстоянии от технологической оси. В определенных случаях расстояние между магнитными роторами и технологической осью можно регулировать и контролировать по мере необходимости.
24 Точное управление нагревом для обработки предварительным старением можно достичь при использовании подогревателя. Такое точное управление может быть обеспечено путем манипулирования различными факторами, включающими силу магнитов в роторе, количество магнитных источников, ориентацию магнитов в роторе, размер магнитов в роторе, скорость ротора, направление вращения в переднем направлении или обратном направлении, размер ротора, вертикальный зазор между вертикально смещенными роторами в одном роторном наборе, размещение со смещением в поперечном направлении в одном роторном наборе, продольный зазор между смежными роторными наборами, толщина нагреваемой полосы, расстояние между ротором и полосой, скорость переднего движения нагреваемого изделия и используемое количество роторных наборов. Кроме того, можно управлять другими факторами.
25 В некоторых случаях подогреватель является быстродействующим подогревателем, поскольку вращение магнитов может быть остановлено для предотвращения перегрева металлической полосы, когда металлическую полосу останавливают, в то время как катушку с металлической полосой удаляют с наматывателя. В некоторых случаях управление одним или большим количеством из вышеупомянутых факторов, помимо прочего, может осуществляться с помощью компьютерной модели, обратной связи с оператором или автоматической обратной связи (например, посредством сигналов от датчиков реального времени).
26 Пример системы 100 предварительного старения для обработки предварительным старением металлической полосы 102 во время обработки металла изображен на фиг. 1. В различных примерах система 100 предварительного старения может быть использована с технологической линией 104. В различных примерах технологическая линия 104 содержит наматыватель 108 для наматывания металлической полосы 102 на катушку 110 В после обработки металла. Необязательно, технологическая линия 104 также содержит разматыватель 111, который принимает катушку 110А металлической полосы 102, которая была предварительно обработана (например, посредством горячей прокатки, холодной прокатки или различными другими технологиями обработки металла). В некоторых примерах технологическая линия 104 необязательно содержит технологическое оборудование 106, такое как части линии CASH (например, печи, охлаждающие узлы или другое оборудование) или другое подходящее оборудование. Во время обработки металла металлическая полоса 102 может быть размотана с разматывателя 111, обработана технологической линией 104 и затем намотана на наматыватель 108.
27 Как изображено на фиг. 1-3, система 100 предварительного старения содержит подогреватель 112, который выполнен с возможностью нагревать металлическую полосу 102 до того, как она будет намотана на наматыватель 108. В некоторых примерах подогреватель 112 выполнен с возможностью нагревать металлическую полосу 102 без контакта с металлической полосой 102. Подогреватель 112 может быть ориентирован в различных направлениях относительно земли, например, вертикально, по диагонали или горизонтально, и не ограничивается ориентацией, изображенной на фиг. 1-3. Например, подогреватель может быть ориентирован вертикально (и металлическая полоса 102 проходит вертикально через подогреватель 112), по диагонали (и металлическая полоса 102 проходит через подогреватель 112 под углом относительно земли), горизонтально или в различных других ориентациях или комбинациях ориентаций.
28 В различных примерах, подогреватель 112 содержит по меньшей мере один магнитный ротор 114, а в некоторых примерах, подогреватель 112 может содержать более чем один магнитный ротор 114. Например, подогреватель может содержать один магнитный ротор 114, два магнитных ротора 114, три магнитных ротора 114, четыре магнитных ротора 114, пять магнитных роторов 114, шесть магнитных роторов 114 или более шести магнитных роторов 114. Таким образом, количество магнитных роторов 114 не должно рассматриваться как ограничение данного описания. В неограничивающем примере, изображенном на фиг. 1, подогреватель 112 содержит четыре магнитных ротора 114.
29 Каждый магнитный ротор 114 содержит один или большее количество постоянных магнитов или электромагнитов. Магнитные роторы 114 могут вращаться (см. стрелки 120 на фиг. 2) в прямом направлении (направление по часовой стрелке на фиг. 1) или в обратном направлении (направление против часовой стрелки на фиг.1). В различных примерах магнитные роторы 114 могут быть приведены во вращение различными подходящими средствами, включая, но, не ограничиваясь этим, электродвигателями, пневматическими двигателями, другим магнитным ротором или различными другими подходящими механизмами.
30 Магнитные роторы 114 расположены на расстоянии от технологической оси металлической полосы 102 таким образом, что во время обработки металла магнитные роторы 114 находятся в бесконтактной конфигурации с металлической полосой 102. В различных примерах магнитные роторы 114 регулируются по вертикали таким образом, что расстояние между конкретным магнитным ротором 114 и металлической полосой 102 (или технологической осью металлической полосы 102) может быть отрегулировано и управляемо.
31 В некоторых примерах магнитные роторы 114 выполнены в виде набора, в котором верхний магнитный ротор 114А расположен над технологической осью, а нижний магнитный ротор 114А расположен ниже технологической оси. В других примерах подогреватель 112 содержит только нижние магнитные роторы 114B, только верхние магнитные роторы 114A или различные комбинации верхних магнитных роторов 114A и нижних магнитных роторов 114B. В некоторых примерах по меньшей мере один верхний магнитный ротор 114А горизонтально выровнен с соответствующим нижним магнитным ротором 114 В, хотя это не обязательно. В некоторых примерах верхний магнитный ротор 114А вертикально смещен от соответствующего нижнего магнитного ротора 114 В таким образом, что между магнитными роторами 114А-В образован зазор 116 (фиг. 2). Как изображено на фиг. 1 и 2, во время обработки металлическая полоса 102 пропускается через зазор 116. В других случаях верхний магнитный ротор 114А может быть горизонтально смещен относительно нижнего магнитного ротора 114 В.
32 В различных примерах верхний магнитный ротор 114A и нижний магнитный ротор 114B регулируются по вертикали таким образом, что размер зазора 116, который представляет собой расстояние от верхнего магнитного ротора 114A до нижнего магнитного ротора 114B, может быть регулируемым и управляемым (см. стрелки 118 на фиг.2). В различных примерах зазором 116 можно управлять с помощью различных исполнительных механизмов, включая, помимо прочего, гидравлические поршни, винтовые приводы или другие подходящие примеры. В некоторых примерах зазор 116 может варьироваться между минимальным размером зазора и максимальным размером зазора. В некоторых случаях силой магнитного поля и, следовательно, количеством тепла, передаваемого в металлическую полосу 102, можно управлять, изменяя расстояние между магнитными роторами 114 и металлической полосой 102. В различных примерах верхний магнитный ротор 114А может быть вертикально регулируемым независимо от нижнего магнитного ротора 114 В или в сочетании с ним. Как упомянуто выше, силу магнитного поля и, следовательно, количество тепла, передаваемого металлической полосе 102, можно регулировать другими или дополнительными путями.
33 В некоторых примерах магнитные роторы 114A-B могут регулироваться в поперечном направлении (см. стрелки 122 на фиг. 3). Поперечное перемещение может управлять процентом поверхности металлической полосы 102, покрытой конкретным ротором 114A-B, и, следовательно, количеством и местоположением тепла, передаваемого металлической полосе 102. В некоторых примерах магнитные роторы 114A-B могут регулироваться в поперечном направлении для управления температурным профилем в металлической полосе 102. Например, в некоторых случаях края металлической полосы 102 могут нагреваться быстрее, чем некраевые участки металлической полосы 102, и магнитные роторы 114A-B могут быть отрегулированы в поперечном направлении таким образом, что вариация температуры в металлической полосе 102 уменьшена. В различных примерах магнитные роторы 114A-B могут быть отрегулированы в продольном направлении для управления зазором между смежными наборами магнитных роторов 114 (см. стрелки 124 на фиг. 2).
34 В некоторых примерах верхний магнитный ротор 114A и нижний магнитный ротор 114B вращаются в одном и том же направлении, хотя это не обязательно. Например, в некоторых случаях верхний магнитный ротор 114A и нижний магнитный ротор 114B могут вращаться в противоположных направлениях. В различных примерах магнитные роторы 114A-B одного набора магнитных роторов могут вращаться в том же направлении или в другом направлении, что и соответствующие магнитные роторы 114A-B другого набора магнитных роторов. Магнитные роторы 114A-B могут вращаться с различными скоростями вращения, такими как от примерно 100 об/мин до примерно 5000 об/мин. В одном неограничивающем примере магнитные роторы 114A-B вращаются со скоростью около 1800 оборотов в минуту, хотя могут применяться различные другие скорости вращения.
35 Когда магнитные роторы 114A-B вращаются, магниты создают магнитное поле в металлической полосе 102 таким образом, что металлическая полоса 102 нагревается. В различных примерах посредством вращения магнитных роторов 114 подогреватель 112 выполнен с возможностью нагрева металлической полосы 102, когда металлическая полоса 102 проходит через подогреватель 112, до температуры предварительного старения от примерно 60°С до примерно 150°С, например, от примерно 80°С до примерно 120°С. апример, подогреватель 112 может нагревать металлическую полосу 102 до температуры примерно 60°С, примерно 65°С, примерно 70°С, примерно 75°С, примерно 80°С, примерно 85°С, примерно 90°С, примерно 95°С, примерно 100°С, примерно 105°С, примерно 110°С, примерно 115°С, примерно 120°С, примерно 125°С, примерно 130°С, примерно 135°С, примерно 140°С, примерно 145°С или примерно 150°С. В некоторых примерах полоса 102 нагревается только до заданной температуры без времени выдержки в подогревателе 112. Нагретая полоса 102 затем перематывается на каркас для намотки катушек, на которой она естественным образом охлаждается при неподвижном воздухе. Предварительное старение происходит, когда катушка является нагретой до определенной температуры и охлаждается на каркасе для намотки катушек. В некоторых примерах нагревательный блок на природном газе или другого типа с подогревателем 112 помогает обеспечить равномерную температуру полосы 102 по ширине, поскольку, чем более равномерна температура плоского проката, тем легче достичь однородных целевых свойств по всей ширине и длине полосы 102. В некоторых примерах с несколькими магнитными роторами 114A-B, магнитные роторы 114A-B могут при желании управляться таким образом, что степень повышения температуры металлической полосы 102, вызываемой каждым магнитным ротором 114A-B, ограничена.
36 В некоторых примерах, в дополнение к нагреву металлической полосы 102, вращение магнитных роторов 114A-B также может обеспечивать вертикальную стабилизацию, которая позволяет металлической полосе 102 проходить над и/или между магнитными роторами 114 без контакта с магнитными роторами 114A-B (например, магнитные роторы 114A-B обеспечивают левитацию или плавание металлической полосы 102). Например, в некоторых случаях магнитные роторы 114A-B создают силу, которая перпендикулярна или практически перпендикулярна поверхности металлической полосы 102, чтобы обеспечить плавание металлической полосы 102 и минимизировать и/или устранить контакт между роторами 114A-B и металлическая полоса 102.
37 В некоторых примерах система 100 предварительного старения содержит различные датчики или контрольно-управляющие устройства 126 в различных положениях относительно подогревателя 112 и вдоль пути металлической полосы 102. Эти датчики 126 могут обнаруживать и отслеживать положение металлической полосы 102, движение металлической полосы 102, температуру металлической полосы 102, распределение температуры по металлической полосе 102 и/или различную другую информацию о металлической полосе 102 при возможности ее обработки. В некоторых примерах информация, собранная датчиками, может применяться контроллером для регулировки магнитных роторов 114A-B (например, скорости вращения, направления вращения, расстояния от металлической полосы 102 и т.д.) и, таким образом для управления нагревом металлической полосы 102.
38 В качестве одного примера, подогревателем 112 могут управлять для уменьшения или предотвращения перегрева металлической полосы 102, когда металлическая полоса 102 остановлена. Например, датчик или контрольно-управляющее устройство 126 может определять, когда металлическая полоса 102 движется через подогреватель 112, и когда движение металлической полосы 102 прекращается, например, когда катушка 110B извлекается из наматывателя 108. Когда металлическая полоса 102 останавливается, магнитные роторы 114 подогревателя 112 могут перестать вращаться (и, таким образом, прекратить нагрев металлической полосы 102), чтобы предотвратить перегрев металлической полосы 102. Аналогично, магнитные роторы 114A-B могут начать вращаться снова (и, таким образом, снова начать нагревать металлическую полосу 102), когда металлическая полоса 102 собирается двигаться или когда металлическая полоса 102 движется. Соответственно, посредством магнитных роторов 114A-B подогреватель 112 может быстро нагревать или останавливать нагрев металлической полосы 102.
39 В качестве другого примера, подогревателем 112 могут управлять для обеспечения равномерного или требуемого температурного профиля металлической полосы 102. В некоторых примерах температура металлической полосы 102 для однородности смазки без разложения или миграции зависит от смазки. В одном неограничивающем примере температура металлической полосы без разложения или миграции составляет от примерно 20°С до примерно 100°С, хотя можно использовать температуры менее 20°С или более 100°С. Например, датчик или контрольно-управляющее устройство 126 может измерять температуру и/или линейную скорость металлической полосы 102 через подогреватель 112. В другом неограничивающем примере температура металлической полосы 102 может поддерживаться при заданной температуре, такой как от примерно 20°С до примерно 45°С, для предотвращения возможного разложения или миграции. На основании температуры и/или линейной скорости, которые были измерены, магнитными роторами 114 можно управлять (например, путем регулировки подводимой мощности к магнитным роторам 114, скорости магнитных роторов 114A-B, расстояния магнитных роторов 114A-B от металлической полосы 102 и т.д.) для управления температурой металлической полосы 102 и/или температурой поперек металлической полосы 102. В некоторых примерах тепловая модель может быть использована для управления различными управляющими переменными подогревателя 112 для достижения целевой температуры полосы. Управляющие переменные подогревателя 112 включают, но не ограничиваются этим, линейную скорость, измеренную или смоделированную температуру плоского проката до и/или после подогревателя 112, измеренную температуру воздуха в подогревателе 112 или различные другие переменные.
40 В качестве дополнительного примера, подогревателем 112 могут управлять для размещения различных типов металлических полос 102. Например, в зависимости от типа металлической полосы 102 и/или необходимых требований к технологическому процессу или продукту металлическая полоса 102 может проходить через подогреватель 112 с различными скоростями. Управляя магнитными роторами 114A-B, температура может изменяться быстрее, чем в обычных подогревателях.
41 В некоторых примерах подогреватель 112 также можно использовать для восстановления перестаренных продуктов. Иногда во время обработки металла рулоны или заготовки металлической полосы 102 могут храниться слишком долго, что приводит к тому, что металлическая полоса 102 обладает высокими прочностными свойствами и низкой формуемостью. Посредством подогревателя 112 металлическая полоса 102 из перестаренных рулонов или заготовок может быть быстро нагрета до температур выше 540°C или других подходящих температур, чтобы повторно солюционизировать металлическую полосу 102 и обратить вспять эффект чрезмерного старения.
42 На фиг. 4 изображен другой пример системы 400 предварительного старения. Система 400 предварительного старения по существу аналогична системе 400 предварительного старения за исключением того, что система 400 предварительного старения также содержит дозатор 402 смазки. Дозатор 402 смазки выполнен с возможностью нанесения смазки на металлическую полосу 102. Традиционно смазочные материалы имеют максимальные температурные пределы для применения, а воздействие высоких температур может сделать смазочные материалы менее эффективными. Высокие температуры также увеличивают миграцию смазки на металлической полосе 102, так что смазка не может быть равномерно нанесена на металлическую полосу 102. В традиционных подогревателях нагрев металлической полосы 102 должен происходить через смазку и как таковые смазки нагреваются. В системе 400 предварительного старения магнитные роторы 114A-B нагревают металлическую полосу 102 без непосредственного нагрева смазочного материала на металлической полосе 102 (например, смазочный материал нагревается только благодаря его контакту с металлической полосой 102 и не нагревается от магнитных роторов). Таким образом, смазка нагревается в меньшей степени ниже пределов максимальной температуры. Кроме того, поскольку смазочный материал нагревается меньше, чем традиционные системы, более равномерный или требуемый рисунок смазочного материала может быть нанесен на металлическую полосу 102 через дозатор 402 смазки. Кроме того, если смазка (такая как сухая пленка) наносится аппликатором неравномерно (например, смазка наносится в виде дискретных капель, а не однородной пленки), подогреватель 112, нагревающий металлическую полосу 102, также может плавить капли, позволяя им течь, чтобы сформировать более однородную пленку смазки.
43 На фиг. 5 и 6 изображен другой пример систем 500 и 600 предварительного старения. Системы 500 и 600 предварительного старения аналогичны системе 100 предварительного старения, за исключением того, что системы 500 и 600 предварительного старения дополнительно включают второй подогреватель 502. В некоторых примерах второй подогреватель 502 расположен спереди по ходу от подогревателя 112 (см. фиг. 5). В других примерах второй подогреватель 502 расположен сзади по ходу от подогревателя 112 (см. фиг. 6). В различных примерах второй подогреватель 502 может быть выполнен с возможностью нагрева металлической полосы 102 посредством немагнитного нагрева. Например, второй подогреватель 502 может представлять собой газовый подогреватель 502 (прямого действия, такой как прямое воздействие пламени или косвенного действия), инфракрасный подогреватель 502, индукционный подогреватель 502 или различные другие подходящие типы подогревателей. В различных других примерах второй подогреватель 502 может быть аналогичен подогревателю 112 и содержать один или большее количество магнитных роторов 114. В некоторых примерах, обеспечивая второй подогреватель 502 подогревателем 112, можно повысить степень повышения температуры в подогревателях 112 и 502. Ограничение роста температуры может улучшить характеристики формы металлической полосы 102. В качестве одного неограничивающего примера каждый подогреватель 112 и 502 может быть выполнен с возможностью ограничивать величину повышения температуры до примерно 60°С. В других примерах предел повышения температуры может составлять менее 60°C или более 60°C. В одном неограничивающем примере предел повышения температуры может составлять примерно 150°С. В других примерах предел повышения температуры может превышать 150°С. В различных примерах более низкое повышение температуры подогревателем 112 или магнитным ротором 114 может обеспечить лучшее управление и/или равномерность температуры и лучшее управление и/или равномерность формы, одновременно обеспечивая быстрое или малоинерционное изменение при необходимости.
44 Возвращаясь к фиг. 1-3, в различных примерах способ предварительного старения металлической полосы 102 включает прием металлической полосы 102 в подогреватель 112. В некоторых примерах металлическая полоса 102 принимается в подогревателе 112 после того, как металлическая полоса была прокатана. В различных примерах металлическая полоса 102 принимается в подогревателе 112 после того, как металлическая полоса была обработана технологическим оборудованием 106. В одном неограничивающем примере металлическая полоса 102 принимается в подогревателе 112 после закалки на линии CASH.
45 В некоторых примерах способ включает пропускание металлической полосы 102 рядом с одним или большим количеством магнитных роторов 114 подогревателя 112 и вращение одного или большего количества магнитных роторов 114 для создания магнитного поля в металлической полосе 102 для нагрева металлической полосы 102 до температуры предварительного старения. В некоторых примерах температура предварительного старения составляет от примерно 60°С до примерно 150°С, например от примерно 80°С до примерно 100°С. В некоторых случаях пропускание металлической полосы 102 включает в себя пропускание металлической полосы через зазор 116, образованный между верхним магнитным ротором 114А и нижним магнитным ротором 114 В, и вращение магнитных роторов 114А-В. Необязательно, в некоторых примерах верхний магнитный ротор 114А и нижний магнитный ротор 114 В смещены по горизонтали.
46 В некоторых примерах способ включает обнаружение или вычисление посредством моделирования температуры металлической полосы 102, сравнение измеренной/рассчитанной температуры с предварительно заданной температурой и регулирование магнитного ротора 114 для регулировки нагрева металлической полосы 102 таким образом, чтобы измеренная температура соответствовала предварительно заданной температуре. В различных примерах регулировка магнитного ротора 114 включает регулирование по меньшей мере одной из скорости вращения магнитного ротора 114, вертикального расстояния между магнитным ротором 114 и металлической полосой 102, поперечного положения магнитного ротора 114, скорости металлической полосы 102 или направление вращения магнитного ротора 114.
47 В некоторых примерах способ включает измерение линейной скорости металлической полосы 102 через подогреватель 112. В различных случаях линейная скорость металлической полосы 102 может варьироваться в зависимости от типа обрабатываемой металлической полосы 102. В одном неограничивающем примере линейная скорость металлической полосы может составлять от примерно 1 м/мин до примерно 100 м/мин. В других примерах линейная скорость может составлять менее чем примерно 1 м/мин или более чем примерно 100 м/мин. В некоторых случаях способ включает отключение магнитного ротора 114, когда линейная скорость равна или меньше предварительно заданной линейной скорости или когда движется металлическая полоса 102 или продукт, который не требует предварительного старения или коррекции однородности смазочного материала. В одном неограничивающем примере предварительно заданная линейная скорость составляет 0 м/мин, хотя различные другие линейные скорости могут применяться в качестве предварительно заданной линейной скорости. Например, в другом неограничивающем примере предварительно заданной скорость может быть 100 м/мин, если металлическая полоса 102 не требует использования подогревателя 112. В некоторых примерах деактивация магнитного ротора 114 включает остановку вращения магнитного ротора 114, перемещение магнитного ротора 114 от металлической полосы 102 таким образом, что магнитное поле не создается в металлической полосе 102, или различные другие настройки для остановки нагрева металлической полосы 102. В различных примерах способ включает активацию магнитного ротора 114, когда линейная скорость превышает предварительно заданную линейную скорость.
48 В некоторых необязательных примерах способ включает нанесение смазки на металлическую полосу 102 перед приемом металлической полосы 102 в подогревателе 112 как изображено на фиг. 4. В некоторых необязательных примерах способ включает пропускание металлической полосы 102 через второй подогреватель 502. В некоторых примерах металлическая полоса 102 пропускается через второй подогреватель 502 после нагрева металлической полосы 102 с помощью подогревателя 112 или перед нагревом металлической полосы 102 с помощью подогревателя 112. В различных примерах способ включает наматывание металлической полосы 102 на наматыватель 108 после нагрева металлической полосы 102.
49 Ниже приведен ряд иллюстративных вариантов реализации изобретения, включая по меньшей мере некоторые явно приведенные как иллюстративные комбинации, «ИК» (Иллюстративные комбинации), обеспечивающие дополнительное описание различных типов вариантов реализации в соответствии с идеями, описанными в данном документе. Эти примеры не должны считаться взаимоисключающими, исчерпывающими или ограничительными; и изобретение не ограничено этими иллюстративными вариантами реализации, а, напротив, охватывает все возможные изменения и варианты в пределах объема пунктов формулы изобретения и их эквивалентов.
50 Иллюстративная комбинация 1. Способ предварительного старения металлической полосы, включающий: прием металлической полосы в подогревателе, причем подогреватель содержит магнитный ротор; прохождение металлической полосы рядом с магнитным ротором подогревателя; и вращение магнитного ротора для создания магнитного поля в металлической полосе для нагрева металлической полосы до температуры предварительного старения.
51 Иллюстративная комбинация 2. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что металлическую полосу принимают в подогреватель после прокатки металлической полосы.
52 Иллюстративная комбинация 3. Способ по любому из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что металлическую полосу принимают в подогреватель после закалки металлической полосы.
53 Иллюстративная комбинация 4. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем подогреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный от верхнего магнитного ротора, причем прохождение металлической полосы рядом с магнитным ротором включает прохождение металлической полосы через зазор, образованный между верхним магнитным ротором и нижним магнитным ротором, причем вращение магнитного ротора включает вращение верхнего магнитного ротора и нижнего магнитного ротора для нагрева металлической полосы до температуры предварительного старения.
54 Иллюстративная комбинация 5. Способ по любому из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что верхний магнитный ротор и нижний магнитный ротор смещены по горизонтали.
55 Иллюстративная комбинация 6. Способ по любой из предшествующей или последующей иллюстративной комбинации, дополнительно включающий: измерение температуры металлической полосы; сравнение измеренной температуры с предварительно заданной температурой; и регулирование магнитного ротора для регулировки нагрева металлической полосы таким образом, чтобы измеренная температура соответствовала предварительно заданной температуре.
56 Иллюстративная комбинация 7. Способ по любому из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что регулирование магнитного ротора включает регулирование по меньшей мере одного из: скорости вращения магнитного ротора, вертикального расстояния между магнитным ротором и металлической полосой, поперечного положения магнитного ротора или направления вращения магнитного ротора.
57 Иллюстративная комбинация 8. Способ по любой из предшествующей или последующей иллюстративной комбинации, дополнительно включающий: измерение линейной скорости металлической полосы через подогреватель; отключение или регулирование магнитного ротора, когда линейная скорость равна или меньше предварительно заданной линейной скорости; и активацию или регулирование магнитного ротора, когда линейная скорость превышает предварительно заданную линейную скорость.
58 Иллюстративная комбинация 9. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что предварительно заданная линейная скорость составляет 0 м/с.
59 Иллюстративная комбинация 10. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что деактивация магнитного ротора включает остановку вращения магнитного ротора, и при этом активация магнитного ротора включает вращение магнитного ротора.
60 Иллюстративная комбинация 11. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что температура предварительного старения составляет от примерно 60°С до примерно 150°С.
61 Иллюстративная комбинация 12. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что температура предварительного старения составляет от примерно 80°C до примерно 100°С.
62 Иллюстративная комбинация 13. Способ по любой из предшествующей или последующей иллюстративной комбинации, дополнительно включающий нанесение смазки на металлическую полосу перед приемом металлической полосы в подогревателе.
63 Иллюстративная комбинация 14. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что подогреватель представляет собой первый подогреватель, и при этом способ дополнительно включает пропускание металлической полосы через второй подогреватель.
64 Иллюстративная комбинация 15. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что металлическую полосу пропускают через второй подогреватель после нагрева металлической полосы первым подогревателем.
65 Иллюстративная комбинация 16. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что металлическую полосу пропускают через второй подогреватель до того, как металлическую полосу принимают в первый подогреватель.
66 Иллюстративная комбинация 17. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что второй подогреватель выполнен с возможностью нагрева металлической полосы посредством немагнитного нагрева.
67 Иллюстративная комбинация 18. Способ по любой из предшествующей или последующей иллюстративной комбинации, отличающийся тем, что второй подогреватель содержит газовый подогреватель, инфракрасный подогреватель или индукционный подогреватель.
68 Иллюстративная комбинация 19. Способ по любой из предшествующей или последующей иллюстративной комбинации, дополнительно включающий наматывание металлической полосы на наматыватель после нагрева металлической полосы.
69 Иллюстративная комбинация 20. Способ любой предшествующей или последующей иллюстративной комбинации, дополнительно включающий: определение целевого свойства металлической полосы и того, требует ли целевое свойство нагрев металлической полосы с помощью подогревателя; отключение или управление магнитным ротором, если целевое свойство не требует нагрева металлической полосы; и активацию или управление магнитным ротором, если целевое свойство требует нагрева металлической полосы.
70 Иллюстративная комбинация 21. Система предварительного старения, содержащая: подогреватель, содержащий магнитный ротор, причем магнитный ротор расположен на предварительно заданном расстоянии от технологической оси металлической полосы через подогреватель, и в котором подогреватель выполнен с возможностью: приема металлической полосы рядом с магнитным ротором; и вращения магнитного ротора, чтобы создать магнитное поле в металлической полосе, чтобы нагреть металлическую полосу до температуры предварительного старения.
71 Иллюстративная комбинация 22. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что регулируемым является по меньшей мере одно из: скорость вращения магнитного ротора, вертикальное расстояние между магнитным ротором и металлической полосой, поперечное положение магнитного ротора или направление вращения магнитного ротора.
72 Иллюстративная комбинация 23. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем подогреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный от верхнего магнитного ротора, и в котором подогреватель выполнен с возможностью: приема металлической полосы через зазор, образованный между верхним магнитным ротором и нижним магнитным ротором; и вращения верхнего магнитного ротора и нижнего магнитного ротора, чтобы нагреть металлическую полосу до температуры предварительного старения.
73 Иллюстративная комбинация 24. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что верхний магнитный ротор горизонтально смещен от нижнего магнитного ротора.
74 Иллюстративная комбинация 25. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, дополнительно содержащая наматыватель, расположенный непосредственно сзади по ходу от подогревателя.
75 Иллюстративная комбинация 26. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что температура предварительного старения составляет от примерно 60°С до примерно 150°С.
76 Иллюстративная комбинация 27. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что температура предварительного старения составляет от примерно 80°С до примерно 100°С.
77 Иллюстративная комбинация 28. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, дополнительно содержащая дозатор смазки спереди по ходу от подогревателя, причем дозатор смазки выполнен с возможностью нанесения смазки на металлическую полосу спереди по ходу от подогревателя. В других примерах теплота может поступать спереди по ходу от дозатора смазки, и дозатор смазки выполнен с возможностью нанесения смазки после того, как металлическая полоса нагрета. В некоторых примерах нагрев металлической полосы перед нанесением смазки может помочь течению смазки и образованию однородного слоя на металлической полосе.
78 Иллюстративная комбинация 29. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что подогреватель представляет собой первый подогреватель, а система предварительного старения дополнительно содержит второй подогреватель.
79 Иллюстративная комбинация 30. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что второй подогреватель расположен спереди по ходу от первого подогревателя.
80 Иллюстративная комбинация 31. Система предварительного старения по любому из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что второй подогреватель расположен сзади по ходу от первого подогревателя.
81 Иллюстративная комбинация 32. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что второй подогреватель выполнен с возможностью нагревать металлическую полосу посредством немагнитного нагрева.
82 Иллюстративная комбинация 33. Система предварительного старения по любой из предшествующей или последующей иллюстративной комбинации, отличающаяся тем, что второй подогреватель содержит газовый подогреватель, инфракрасный подогреватель или индукционный подогреватель.
Вышеописанные аспекты являются только возможными примерами реализации изобретения, изложенными лишь для ясного понимания принципов данного описания изобретения. В описанные выше варианты реализации изобретения могут быть внесены многочисленные изменения и модификации без существенного отклонения от сущности и принципов данного описания изобретения. Все такие изменения и варианты включены в объем данного описания, и все возможные пункты формулы, относящиеся к отдельным аспектам или комбинациям элементов или этапов, предназначены для поддержки данного описания. Кроме того, хотя в данном документе, а также в последующих пунктах формулы изобретения, применены конкретные термины, они применены только в общем и описательном смысле, а не в целях ограничения раскрытого изобретения и последующих пунктов формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПАКТНАЯ ЛИНИЯ ГОМОГЕНИЗАЦИИ НЕПРЕРЫВНЫМ ОТЖИГОМ | 2017 |
|
RU2709494C1 |
| БЫСТРЫЙ НАГРЕВ ЗАГОТОВОК ИЗ ЛИСТОВОГО МЕТАЛЛА ДЛЯ ШТАМПОВКИ | 2017 |
|
RU2715560C1 |
| СИСТЕМЫ И СПОСОБЫ БЕСКОНТАКТНОГО НАТЯЖЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2017 |
|
RU2724273C1 |
| ИНДУЦИРОВАНИЕ ТЕПЛОТЫ ВРАЩАЮЩИМСЯ МАГНИТОМ | 2017 |
|
RU2728895C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА УГЛА ЛИТЕЙНОЙ ФОРМЫ ВО ВРЕМЯ ЛИТЬЯ, А ТАКЖЕ СООТВЕТСТВУЮЩИЕ СИСТЕМА И СПОСОБ | 2021 |
|
RU2801970C1 |
| НАГРЕВАНИЕ С МАГНИТНЫМ ПОДВЕШИВАНИЕМ МЕТАЛЛА С КОНТРОЛЕМ КАЧЕСТВА ПОВЕРХНОСТИ | 2017 |
|
RU2721970C1 |
| ЛАМИНИРОВАННАЯ ЗАГОТОВКА ТОРЦОВ КОНСЕРВНЫХ БАНОК С ПОВЫШЕННОЙ ТЕМПЕРАТУРОЙ ОТЖИГА | 2017 |
|
RU2717513C1 |
| СИСТЕМЫ И СПОСОБЫ ЗАПРАВКИ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ НА ПРОКАТНОМ СТАНЕ | 2017 |
|
RU2679810C1 |
| СПОСОБ КОРРЕКЦИИ МЕДЛЕННОГО РАСКАЧИВАНИЯ ПУТЕМ НАГРЕВАНИЯ И БЫСТРОГО ОХЛАЖДЕНИЯ | 2009 |
|
RU2528620C2 |
| СИСТЕМА ДЛЯ ЗАКАЛКИ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) И СПОСОБ ЗАКАЛКИ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2766914C1 |
Заявка относится к обработке металла, в частности к системам и способам обработки предварительным старением металлической полосы во время обработки металла. При обработке металла может быть востребованным управление температурой металлического продукта до, во время или после различных стадий обработки. В изобретении системы и способы предварительного старения металлической полосы во время обработки металла включают пропускание металлической полосы рядом с магнитным ротором подогревателя. Системы и способы также включают нагрев металлической полосы посредством магнитного ротора путем вращения магнитного ротора. Вращение магнитного ротора наводит магнитное поле в металлическую полосу таким образом, что металлическая полоса нагревается. Изобретение позволяет эффективно и быстро передавать тепловую энергию к металлической полосе. 2 н. и 16 з.п. ф-лы, 6 ил.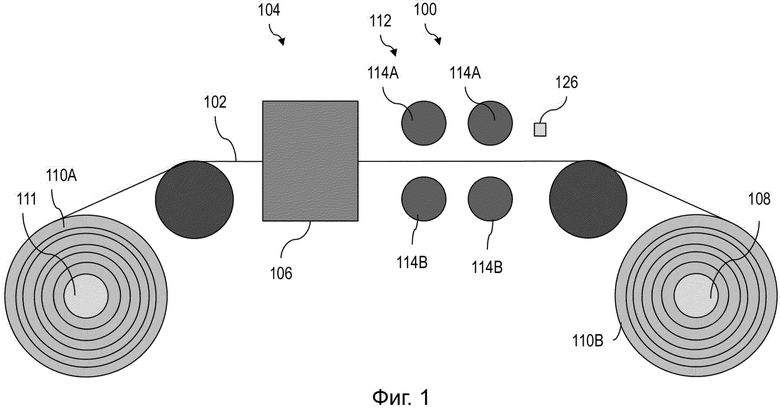
1. Способ предварительного старения металлической полосы, включающий:
прием металлической полосы в подогревателе, причем подогреватель содержит магнитный ротор;
прохождение металлической полосы рядом с магнитным ротором подогревателя; а также вращение магнитного ротора относительно оси вращения, параллельной металлической полосе, для создания магнитного поля в металлической полосе для нагрева металлической полосы до температуры предварительного старения;
сматывание металлической полосы, нагретой до температуры предварительного старения, в катушку с помощью наматывателя, расположенного сзади по ходу от подогревателя, причем температура предварительного старения составляет от 60°C до 150°C.
2. Способ по п. 1, отличающийся тем, что металлическую полосу принимают в подогреватель после того, как металлическая полоса была прокатана.
3. Способ по п. 1, отличающийся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем подогреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный от верхнего магнитного ротора, причем прохождение металлической полосы рядом с магнитным ротором включает прохождение металлической полосы через зазор, образованный между верхним магнитным ротором и нижним магнитным ротором, причем вращение магнитного ротора включает вращение верхнего магнитного ротора и нижнего магнитного ротора для нагрева металлической полосы до температуры предварительного старения.
4. Способ по п. 3, отличающийся тем, что верхний магнитный ротор и нижний магнитный ротор смещены по горизонтали.
5. Способ по п. 1, дополнительно включающий:
измерение или моделирование температуры металлической полосы;
сравнение измеренной или смоделированной температуры с предварительно заданной температурой; а также регулирование магнитного ротора для регулировки нагрева металлической полосы таким образом, чтобы измеренная температура соответствовала предварительно заданной температуре.
6. Способ по п. 5, отличающийся тем, что регулирование магнитного ротора включает регулирование по меньшей мере одного из: скорости вращения магнитного ротора, вертикального расстояния между магнитным ротором и металлической полосой, поперечного положения магнитного ротора или направления вращения магнитного ротора.
7. Способ по п. 1, дополнительно включающий:
измерение линейной скорости металлической полосы через подогреватель;
отключение или управление магнитного ротора, когда линейная скорость равна или меньше, чем предварительно заданная линейная скорость; а также
активирование или управление магнитным ротором, когда линейная скорость превышает заданную линейную скорость.
8. Способ по п. 1, дополнительно включающий:
определение целевого свойства металлической полосы и того, требует ли целевое свойство нагрев металлической полосы с помощью подогревателя;
отключение или управление магнитным ротором, если целевое свойство не требует нагрева металлической полосы; а также активация или управление магнитным ротором, если целевое свойство требует нагрева металлической полосы.
9. Способ по п. 1, отличающийся тем, что подогреватель представляет собой первый подогреватель, и при этом способ дополнительно включает пропускание металлической полосы через второй подогреватель.
10. Способ по п. 9, отличающийся тем, что металлическую полосу пропускают через второй подогреватель после нагрева металлической полосы первым подогревателем или перед тем, как металлическая полоса принята первым подогревателем.
11. Способ по п. 9, отличающийся тем, что второй подогреватель выполнен с
возможностью нагрева металлической полосы посредством немагнитного нагрева.
12. Способ по п. 11, отличающийся тем, что второй подогреватель содержит газовый подогреватель, инфракрасный подогреватель или индукционный подогреватель.
13. Система предварительного старения, содержащая:
подогреватель, содержащий магнитный ротор, причем магнитный ротор расположен на предварительно заданном расстоянии от технологической оси металлической полосы через подогреватель, и
наматыватель, расположенный сзади по ходу от подогревателя, причем подогреватель выполнен с возможностью:
приема металлической полосы рядом с магнитным ротором; а также
вращения магнитного ротора относительно оси вращения, параллельной металлической полосе, для создания магнитного поля в металлической полосе, чтобы нагреть металлическую полосу до температуры предварительного старения,
а наматыватель выполнен с возможностью сматывания металлической полосы, нагретой до температуры предварительного старения, в катушку, причем температура предварительного старения составляет от 60°C до 150°C.
14. Система предварительного старения по п. 13, отличающаяся тем, что регулируемым является по меньшей мере одно из:
скорость вращения магнитного ротора,
вертикальное расстояние между магнитным ротором и металлической полосой,
поперечное положение магнитного ротора или направление вращения магнитного ротора.
15. Система предварительного старения по п. 13, отличающаяся тем, что магнитный ротор представляет собой верхний магнитный ротор, причем подогреватель дополнительно содержит нижний магнитный ротор, вертикально смещенный от верхнего магнитного ротора, и при этом подогреватель выполнен с возможностью:
приема металлической полосы через зазор, образованный между верхним магнитным ротором и нижним магнитным ротором; а также
вращения верхнего магнитного ротора и нижнего магнитного ротора, чтобы нагреть металлическую полосу до температуры предварительного старения.
16. Система предварительного старения по п. 13, отличающаяся тем, что подогреватель представляет собой первый подогреватель, причем система предварительного старения дополнительно содержит второй подогреватель, и при этом второй подогреватель выполнен с возможностью нагрева металлической полосы посредством немагнитного нагрева.
17. Система предварительного старения по п. 16, отличающаяся тем, что второй подогреватель находится спереди по ходу от первого подогревателя или сзади по ходу от подогревателя.
18. Система предварительного старения по п. 16, отличающаяся тем, что второй подогреватель содержит газовый подогреватель или индукционный подогреватель.
| US 3272956 A, 13.09.1966 | |||
| US 6327883 B1, 11.12.2001 | |||
| JP H04112485 A, 14.04.1992 | |||
| СПОСОБ И АППАРАТ ДЛЯ НАГРЕВАНИЯ ОБЪЕКТА ПОСРЕДСТВОМ ЭЛЕКТРОМАГНИТНОЙ ИНДУКЦИИ | 2010 |
|
RU2539962C2 |
| Выпарной аппарат | 1946 |
|
SU97889A1 |

