Изобретение относится к конструкциям многозубых режущих инструментов.
Известен сборный режущий инструмент, содержащий корпус и закрепленные на нем режущие зубья, жесткость и собственная частота которых в направлении вектора скорости резания различны (см. а.с. СССР 1247191, кл. В 23 С 5/06, 1986). При работе инструмента смежные режущие зубья оставляют на поверхности резания следы в виде вибрационных волн разной длины, что препятствует развитию автоколебаний.
Известный режущий инструмент предназначен подавлять только те автоколебания, которые обусловлены нежесткостью его зубьев. Однако во многих случаях возникновение автоколебаний в технологической системе вызывается другими ее элементами: отдельными узлами станка, приспособления или обрабатываемой деталью.
Известна конструкция сборной торцовой фрезы, содержащая два соосных корпуса с равномерно расположенными на них режущими зубьями (см. а.с. СССР 814597, кл. В 23 С 5/06, 1981). Корпуса закрепляются между собой в определенном угловом положении для создания требуемой разношаговости зубьев. Разношаговость может быть подобрана исходя из параметров режима резания и технологической системы.
Недостатком известной сборной торцовой фрезы является слабая степень гашения автоколебаний.
Известна конструкция сборной торцовой фрезы, содержащая два соосных корпуса с равномерно расположенными на них режущими зубьями, связанные между собой шариками с упругим покрытием (см. а.с. СССР 1703295, кл. В 23 С 5/06, 1992). Шарики осуществляют упругую связь между корпусами, в результате которой во время работы фрезы возникают дополнительные крутильные колебания одного корпуса относительно другого. При этом соседние зубья фрезы, залепленные на разных корпусах, имеют различные мгновенные скорости резания и при существовании автоколебаний в технологической системе оставляют последовательно на своих поверхностях резания следы в виде вибрационных волн различной длины, что расстраивает механизм "регенеративного эффекта" поддержания автоколебаний, и последние уменьшаются.
Основным недостатком конструкции известной торцовой фрезы является невысокая эффективность гашения автоколебаний из-за малых амплитуд относительных угловых колебаний корпусов с зубьями, вследствие чего мгновенные скорости соседних зубьев незначительно отличаются друг от друга и существенного уменьшения "регенеративного эффекта" не происходит. Второй недостаток заключается в том, что изменение жесткости упругой связи при смене режимов обработки должно сопровождаться разборкой фрезы и заменой одних шариков на другие с различной степенью упругости. К третьему недостатку относится отсутствие радиального подшипника между корпусами и оправкой, на которую они надеты. Отсутствие этого подшипника приводит к ускоренному износу трущихся поверхностей и уменьшению срока службы фрезы, появлению радиального зазора и, как следствие, уменьшению радиальной жесткости фрезы, приводящему к возможности появления или усиления автоколебаний в системе инструмента.
Техническим результатом предлагаемого изобретения является повышение эффективности гашения автоколебаний технологической системы путем увеличения относительных угловых колебаний корпусов в процессе работы и разницы мгновенных скоростей резания смежных зубьев режущего инструмента и, как следствие, повышение стойкости инструмента, точности и качества обработанной поверхности. Кроме того, изобретение увеличивает долговечность инструмента и повышает производительность работы за счет сокращения времени на перенастройку его жесткости без разборки при смене режимов резания.
Сущность изобретения заключается в том, что в сборном режущем инструменте, содержащем два соосных корпуса с режущими зубьями, установленных с возможностью взаимного поворота относительно оси и соединенных упругой связью, причем упругая связь между корпусами выполнена в виде пружины, например разрезного кольца, установленного между корпусами с возможностью изменения своей жесткости, а корпуса связаны между собой посредством радиально-упорного подшипника и установлены с возможностью изменения взаимного углового положения.
Выполнение упругой связи между корпусами в виде пружины регулируемой жесткости обеспечивает для конкретного режима резания максимально возможную по условию несоударения соседних зубьев амплитуду их относительных угловых колебаний и, следовательно, максимально возможное гашение автоколебаний. Изгибная жесткость пружины регулируется изменением положения подкладной опоры. Изменение места крепления пружины на одном из корпусов позволяет менять первоначальное угловое расположение корпусов и шаг между соседними зубьями, Настройка первоначального углового расположения корпусов обеспечивает положение центра, колебаний четных зубьев по центру между нечетными после их смещения под действием среднего момента сил резания, что также содействует достижению максимально возможной амплитуды относительных угловых колебаний корпусов. Настройка углового расположения корпусов и требуемой в соответствии с режимами резания жесткости инструмента путем перестановки подкладной опоры производится без разборки инструмента, экономя время на его наладку перед работой. Введение в конструкцию инструмента радиально-упорного подшипника повышает срок его службы и увеличивает радиальную жесткость.
Таким образом, совокупность ограничительной и отличительной частей формулы позволяет достичь технического результата.
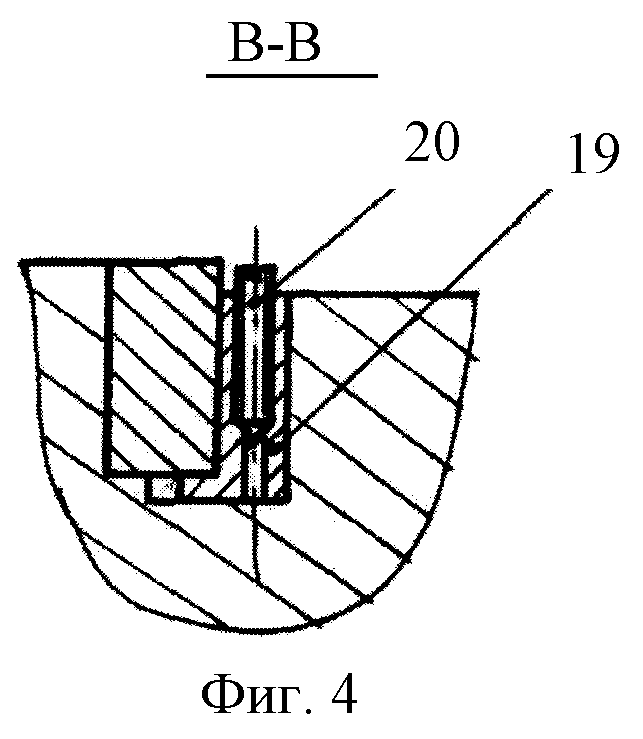
На фиг. 1 изображен режущий инструмент, например торцовая фреза, разрез по А-А; на фиг.2 - вид Б на фиг.1; на фиг.3 - вид В на фиг.1; на. фиг.4 - разрез по С-С на фиг.1.
Режущий инструмент, например торцовая фреза, состоит из двух соосных корпусов 1 и 2, соединенных через радиально-упорный подшипник, функции которого выполняют тонкие бронзовые втулка 3 и кольцо 4. Втулка 3 напрессована в нагретом состоянии, что обеспечивает натяг и фиксацию ее и кольца 4. Для поджима корпуса 2 к корпусу 1 служит упорный подшипник, состоящий из шариков 5 и упругого кольца 6, закрепленного на корпусе 1 винтами 7. На корпусах 2 и 1 за одно целое с ними выполнены коронообразные соответственно четные 8 и нечетные 9 зубья с режущими пластинками 10. Корпуса 1 и 2 соединены пружиной 11, выполненной в виде разрезного кольца и расположенной в круговом пазу корпуса 1. Один конец пружины 11 связан с корпусом 2 посредством штифта 12, установленного цилиндрическим корпусом в отверстии четного зуба 8, а другим бочкообразным участком - в отверстии пружины 11. От выпадения штифт 12 зафиксирован винтом 13. Второй конец пружины 11 связан с корпусом 1 посредством клиновой подкладки 14, подпятника 15, болта 16 и сухаря 17. Клиновая подкладка 14 связана с пружиной 11 посредством своего шипа, входящего в паз пружины. Наружная поверхность подкладки 14 выполнена по спирали Архимеда с углом подъема, меньшим угла самоторможения, например 5o. По такой же спирали выполнена ответная поверхность подпятника 15, соприкасающаяся с подкладкой 14. Вторая контактная поверхность подпятника 15 выполнена конической и входит в коническое углубление на торце болта 16. Сухарь 17 выполнен в виде кольцевого сегмента и удерживается винтом 18. Для регулирования жесткости пружины 11 служит опора 19, выполненная в виде кольцевого сегмента и имеющая в нижней части кольцевую прорезь. Закрепление опоры 19 в требуемом угловом положении осуществляется винтом 20, разжимающим ее по кольцевой прорези между корпусом 1 и пружиной 11.
Работа инструмента, например торцовой фрезы, осуществляется следующим образом. Перед началом работы фрезу настраивают. Освободив болт 16 и винт 20, вращают корпус 2 относительно корпуса 1 для получения требуемой разношаговости зубьев ΔЕ=Е1-Е2, где E1 и Е2 - смежные угловые шаги между зубьями. Затем болт 16 зажимают. Требуемая величина разношаговости зубьев ΔЕ определяется величиной смещения конца пружины 11 при ее изгибе средней окружной силой резания при заданном режиме обработки. Затем в окружном направлении перемещают oпoру 19 и стопорят в нужном положении винтом 20 для получения такой жесткости пружины 11, которая обеспечивает при неравномерности сил резания заданного режима обработки максимально возможный размах крутильных колебаний корпуса 2 без соударения смежных четных и нечетных зубьев.
При врезании в заготовку корпус 2 с четными зубьями 8 под действием окружной силы резания поворачивается относительно корпуса 1 с нечетными зубьями 9, изгибая свободный конец пружины 11 и дополнительно зажимая другой ее конец путем расклинивания подкладки 14 между подпятником 15 и сухарем 17. Бочкообразный участок штифта 12 способствует свободному изгибу пружины 11. Окружная сила резания, действующая на четные зубья 8, уравновешивается силой сопротивления изгибу пружины 11. Вследствие переменности в процессе обработки мгновенной окружной силы резания, действующей на четные зубья 8, последние начинают совершать колебания относительно своего среднего положения. При этом скорость резания четных зубьев периодически изменяется, а скорость резания нечетных зубьев 9, связанных с корпусом 1 и далее со шпинделем станка, остается постоянной. Если в технологической системе возникают автоколебания, обусловленные каким-либо из ее элементов, то на поверхностях резания, последовательно образуемых четными и нечетными зубьями, появляются вибрационные волны разной длины, соответствующие разным мгновенным скоростям резания четных и нечетных зубьев. Это нарушает регенеративный эффект поддержания автоколебаний влиянием "следа" и они гасятся.
Правильная предварительная настройка разношаговости зубьев под условия каждого конкретного режима обработки имеет большое значение. При неправильной настройке центр колебаний четных зубьев 8 не будет совпадать с их средним положением. Это уменьшит допустимый размах их колебаний, а следовательно, и эффективность гашения автоколебаний, а также может привести к соударению зубьев.
Режущий инструмент предложенной конструкции может также работать и в ином режиме - с закрепленными относительно друг друга корпусами 1 и 2, осуществляя частичное гашение автоколебаний за счет правильно подобранной разношаговости зубьев. При этом максимально увеличивают жесткость пружины 11, устанавливая у ее свободного конца напротив штифта 12 дополнительную опору 19 с винтом 20, а первую опору 19, располагая примерно на середине длины пружины 11. Требуемая величина разношаговости зубьев должна соответствовать половине длины вибрационной волны на поверхности резания при работе инструментом с равномерно расположенными зубьями на заданном режиме обработки. При этом условии вибрационные волны от двух соседних зубьев будут находиться в противофазе, что способствует гашению автоколебаний.
Например, если при работе торцовой фрезы диаметром D=160 мм со скоростью резания V= 120 м/мин в технологической системе возникают автоколебания с частотой f = 100 Гц, то длина вибрационной волны на поверхности резания составит L = 120/(60•100) = 0,02 м = 20 мм. Требуемая линейная разношаговость зубьев составит ΔЕ = 10 мм, а в угловом исчислении для фрезы данного диаметра 0,125 рад или примерно 7o.
Предложенное решение гашения автоколебаний в технологической системе при работе многозубых инструментов за счет создания регулируемых колебаний одной группы зубьев относительно другой может быть использовано в конструкциях различных инструментов: торцовых, цилиндрических, дисковых и других типов фрез, расточных головках, зенкерах и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2283730C2 |
| ПЛУЖНО-ФРЕЗЕРНЫЙ ТРАНШЕЕКОПАТЕЛЬ | 1998 |
|
RU2141553C1 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU2023548C1 |
| ВИБРОРОТАЦИОННЫЙ РЕЗЕЦ | 2009 |
|
RU2393065C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2014 |
|
RU2559078C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ФРЕЗЫ | 2004 |
|
RU2270078C1 |
| Фреза (варианты) | 2018 |
|
RU2710816C1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |


Изобретение относится к области конструирования многозубых режущих инструментов. Инструмент содержит два соосных корпуса с режущими зубьями, установленных с возможностью взаимного поворота относительно оси и соединенных упругой связью. Для повышения стойкости инструмента, точности и качества обработанной поверхности упругая связь выполнена в виде пружины, установленной между корпусами с возможностью регулирования ее жесткости, при этом корпуса связаны между собой посредством радиально-упорного подшипника с возможностью изменения взаимного углового положения. Пружина может быть выполнена в виде разрезного кольца. 1 з.п.ф-лы, 4 ил.
| Сборная торцовая фреза | 1990 |
|
SU1703295A1 |
| Торцовая фреза | 1977 |
|
SU643254A1 |
| Торцовая фреза | 1979 |
|
SU806293A1 |
| Торцовая фреза | 1978 |
|
SU814597A1 |
| Торцовая ступенчатая фреза | 1982 |
|
SU1053983A1 |
| Сборная торцовая фреза | 1990 |
|
SU1780942A1 |
| Устройство для полипэктомии к гибким эндоскопам | 1989 |
|
SU1736449A1 |

