Область техники, к которой относится изобретение
Настоящее изобретение относится к сваренной при использовании контактной сварки стальной трубе, характеризующейся превосходным сопротивлением усталости, для гибкой непрерывной трубы, и способу ее изготовления.
Уровень техники
Гибкая непрерывная труба является трубой, полученной в результате наматывания на барабан длинной стальной трубы, имеющей наружный диаметр в диапазоне приблизительно от 20 мм до 100 мм. Гибкую непрерывную трубу широко используют в различных операциях по эксплуатации скважины, при которых ее разматывают с барабана в ходе операции и вставляют в скважину, а после этого вытягивают наверх из скважины после операции и повторно наматывают на барабан. В частности, в последние годы гибкую непрерывную трубу использовали для гидравлического разрыва пласта в слоях сланцевых пород при разработке сланцевого газа. Гибкая непрерывная труба обеспечивает наличие меньшего количества оборудования в сопоставлении с обычными установками для восстановления и бурения скважин, поэтому делает возможной экономию рабочей площади под оборудование и количества работников и демонстрирует преимущество, заключающееся в высокой эффективности проведения операции, поскольку трубы не требуется соединять, и является возможным непрерывное осуществление спуско-подъемных операций.
Гибкая непрерывная труба является стальной трубой, которую изготавливают таким образом, когда горячекатаную листовую сталь, исполняющую функцию материала исходного сырья, продольно разрезают для получения стальной полосы, имеющей надлежащую ширину, а стальную полосу сворачивают в трубу и подвергают контактной сварке. После этого проводят термическую обработку всей трубы в целях увеличения качества сварного шва или получения желательных механических свойств.
С точки зрения предотвращения возникновения трещин в скважинах требуется, чтобы гибкая непрерывная труба имела бы в особенности высокую прочность в продольном направлении. В последние годы в целях осваивания более длинных или более глубоких скважин для гибкой непрерывной трубы увеличили прочность, и, в частности, потребовалась гибкая непрерывная труба, характеризующаяся пределом текучести, составляющим 130 кфунт/дюйм2 (896 МПа) или более.
С другой стороны, требуется, чтобы гибкая непрерывная труба характеризовалась бы сопротивлением малоцикловой усталости, поскольку гибкую непрерывную трубу неоднократно используют в операции при одновременном многократном воздействии пластической деформации, доходящей вплоть до величины в диапазоне приблизительно от 2% до 3% в зависимости от ее наружного диаметра и диаметра барабана или радиуса кривизны искривленного направляющего участка периферийного оборудования.
В источнике патентной литературы 1 предлагается горячекатаная листовая сталь для гибкой непрерывной трубы, при этом горячекатаная листовая сталь обладает микроструктурой, в которой доминирует один представитель, выбираемый из феррита, перлита или бейнита, а также предлагается способ ее изготовления. В данной методике микроструктуру горячекатаной листовой стали для гибкой непрерывной трубы, при этом в микроструктуре доминируют бейнит и тому подобное, формируют во время горячей прокатки. То есть, нет необходимости в формировании микроструктуры, в которой имеет место доминирование таким образом, во время термической обработки после горячей прокатки. Однако, данная методика относится к горячекатаной листовой стали для гибкой непрерывной трубы и в ней отсутствуют подробные описания предела текучести и сопротивления малоцикловой усталости после изготовления трубы.
В источнике патентной литературы 2 предлагается нержавеющая сталь для гибкой непрерывной трубы, наматываемой на барабан. Нержавеющая сталь обладает микроструктурой стали, в которой доминирует отпущенный мартенсит, и которая содержит 2% или более остаточного аустенита при расчете на объемную долевую концентрацию и поэтому характеризуется улучшенным сопротивлением малоцикловой усталости. Однако, данная методика требует проведения обработки для закалки и обработки для повторного нагрева с отпуском после горячей прокатки в целях получения микроструктуры, в которой доминирует отпущенный мартенсит, и поэтому ей свойственны проблемы, связанные с производительностью и производственной себестоимостью. Данная методика обеспечивает получение предела текучести, доходящего вплоть до приблизительно 800 МПа, и является неподходящей для использования при изготовлении наматываемой на барабан гибкой непрерывной трубы, характеризующейся, в частности, пределом текучести, составляющим 130 кфунт/дюйм2 (896 МПа) или более.
В источнике патентной литературы 3 предлагается сваренная контактной сваркой стальная труба, характеризующаяся пределом текучести, составляющим 140 кфунт/дюйм2 (965 МПа) или более, и превосходным сопротивлением малоцикловой усталости, для гибкой непрерывной трубы, при этом стальная труба, сваренная контактной сваркой, обладает микроструктурой стали, в которой доминирует отпущенный мартенсит, а также предлагается способ ее изготовления. Однако, в данной методике, а также в источнике патентной литературы 2, требуется обработка для закалки всей трубы, и обработка для повторного нагрева с отпуском после проведения для горячекатаной листовой стали контактной сварки, и поэтому им свойственны проблемы, связанные с производительностью и производственной себестоимостью.
Перечень цитирования
Источники патентной литературы
ИПЛ 1: внутренняя повторная публикация международной публикации согласно PCT для патентной заявки № 2013-108861.
ИПЛ 2: публикация японской нерассмотренной патентной заявки № 2001-303206.
ИПЛ 3: публикация японской нерассмотренной патентной заявки № 2014-208888.
Раскрытие сущности изобретения
Техническая проблема
В случае доминирования в микроструктуре стальной трубы для гибкой непрерывной трубы отпущенного мартенсита в соответствии с описанием в методике в каждом из источников патентной литературы 2 и 3 будет требоваться формирование отпущенного мартенсита в результате термической обработки после контактной сварки. Это обуславливается представленными ниже причинами:
(i) В случае доминирования в микроструктуре, полученной сразу после горячей прокатки, мартенсита обрабатываемость, необходимая для роликовой формовки, будет недостаточной.
(ii) В случае доминирования в микроструктуре отпущенного мартенсита, сформированного в результате термической обработки до роликовой формовки, опять-таки будет необходимой термическая обработка всей трубы в целях улучшения качества сварного шва, полученного в результате контактной сварки, хотя роликовая формовка и является возможной.
По вышеизложенным причинам стальную трубу, обладающую микроструктурой, в которой доминирует отпущенный мартенсит, для гибкой непрерывной трубы изготавливают в результате повторного нагрева с отпуском в дополнение к закалке всей трубы после контактной сварки в соответствии с предложением в источнике патентной литературы 3 и тому подобном, и поэтому ей свойственны проблемы, связанные с производительностью и производственной себестоимостью.
В соответствии с представленным выше описанием изобретения не была сформирована следующая далее методика: методика получения сварной стальной трубы, полученной контактной сваркой, характеризующейся пределом текучести, составляющим 130 кфунт/дюйм2 (896 МПа) или более, и превосходным сопротивлением малоцикловой усталости, для гибкой непрерывной трубы без проведения закалки всей трубы и повторного нагрева с отпуском после проведения контактной сварки при рассмотрении увеличения производительности и уменьшения производственной себестоимости.
Настоящее изобретение было сделано с учетом вышеизложенных проблем и имеет своей целью предложение сварной стальной трубы, полученной контактной сваркой, характеризующейся пределом текучести, составляющим 130 кфунт/дюйм2 (896 МПа) или более, и превосходным сопротивлением малоцикловой усталости, для гибкой непрерывной трубы без закалки всей трубы и повторного нагрева с отпуском после проведения контактной сварки, и способа ее изготовления.
В настоящем документе термин «превосходное сопротивление малоцикловой усталости» обозначает то, что количество циклов до разрушения в испытании на усталость при растяжении, которое является деформационно-контролируемым при степени деформации 0 (пульсирование) и совокупном диапазоне деформации 2,5%, составляет 250 или более. Между тем, момент времени, когда нагрузка в испытании уменьшается до 75% от максимальной нагрузки, в настоящем документе принимается за разрушение.
Решение проблемы
Для достижения вышеупомянутой задачи изобретатели провели исследования, имея намерение получить сталь, обладающую микроструктурой, в которой доминирует бейнит, которая может быть сформирована во время горячей прокатки, и характеризующейся пределом текучести, составляющим 130 кфунт/дюйм2 (896 МПа) или более, и превосходным сопротивлением малоцикловой усталости, без проведения закалки всей трубы и повторного нагрева с отпуском после контактной сварки. В результате, как это установили изобретатели, для улучшения сопротивления малоцикловой усталости важным является увеличение равномерного относительного удлинения. В частности, необходимым является равномерное относительное удлинение, составляющее 9,0% или более.
При малоцикловой усталости неоднократно происходит шейкообразование поблизости от вершины трещины и развитие трещины, обусловленное этим, что приводит к разрушению материала. Поэтому материал, характеризующийся более значительным равномерным относительным удлинением, демонстрирует в большей степени превосходное сопротивление малоцикловой усталости, поскольку его деформационная упрочняемость является более высокой, проявление шейкообразования замедляется, и подавляется развитие трещины.
Как это установили изобретатели, в целях получения микроструктуры, в которой доминирует бейнит, предела текучести, составляющего 130 кфунт/дюйм2 (896 МПа) или более, и превосходного сопротивления малоцикловой усталости необходимо устанавливать состав стали в предварительно определенном диапазоне и в предварительно определенном диапазоне устанавливать объемную долевую концентрацию каждого представителя, выбираемого из остаточного аустенита, мартенсита и бейнита.
Настоящее изобретение имеет в своей основе вышеупомянутое открытие и предлагает представленные ниже позиции [1] и [3].
[1] Стальная сварная труба, полученная контактной сваркой, для гибкой непрерывной трубы, характеризуется составом, содержащим С: от более, чем 0,10% до 0,16%, Si: от 0,1% до 0,5%, Mn: от 1,6% до 2,5%, Р: 0,02% или менее, S: 0,005% или менее, Al: от 0,01% до 0,07%, Cr: от более, чем 0,5% до 1,5%, Cu: от 0,1% до 0,5%, Ni: от 0,1% до 0,3%, Мо: от 0,1% до 0,3%, Nb: от 0,01% до 0,05%, V: от 0,01% до 0,10%, Ti: от 0,005% до 0,05% и N: 0,005% или менее при расчете на массу, при этом остаток представляют собой Fe и неизбежные примеси; обладает микроструктурой, содержащей от 2% до 10% остаточного аустенита и 20% или менее мартенсита при расчете на объемную долевую концентрацию, при этом остаток представляет собой бейнит; а также характеризуется пределом текучести, составляющим 896 МПа или более, и равномерным относительным удлинением, составляющим 9,0% или более.
[2] Стальная труба, полученная контактной сваркой, для гибкой непрерывной трубы, указанная в позиции [1], в дополнение к составу также содержит один или два элемента, выбранных из Sn: от 0,001% до 0,005% и Са: от 0,001% до 0,003% при расчете на массу.
[3] Способ изготовления стальной трубы, полученной контактной сваркой, для гибкой непрерывной трубы, указанной в позициях [1] или [2], включающий в себя нагрев стальной трубы, изготовленной посредством роликовой формовки стальной полосы в форму трубы и осуществления контактной сварки, до температуры в диапазоне от 650°С до 850°С.
Закалка всей трубы и повторный нагрев с отпуском после контактной сварки, не являющиеся необходимыми в настоящем изобретении операциями, обозначают, соответственно, то, что после нагрева стальной трубы до температуры, не меньшей, чем температура Ас3, по полным ее окружности и длине таким образом, чтобы обеспечить аустенитизацию, стальную трубу охлаждают при скорости охлаждения, составляющей 30°С/с или более, и что стальную трубу нагревают до температуры в диапазоне от 500°С до 800°С по полным ее окружности и длине после обработки для закалки всей трубы, а после этого охлаждают на воздухе, и отличаются от обработки для нагрева до температуры в диапазоне от 650°С до 850°С после контактной сварки в настоящем изобретении.
В настоящем изобретении равномерное относительное удлинение может быть измерено применительно к номинальной деформации при максимальной нагрузке после достижения предела текучести в испытании на растяжение при скорости головки 10 мм/мин.
В настоящем изобретении предел текучести может быть измерен применительно к условному пределу текучести при остаточной деформации 0,2% в соответствии со стандартом API-5ST в испытании на растяжение при скорости головки 10 мм/мин.
Выгодные эффекты от изобретения
В соответствии с настоящим изобретением сварная стальная труба, полученная контактной сваркой, характеризующаяся пределом текучести, составляющим 130 кфунт/дюйм2 (896 МПа) или более, и превосходным сопротивлением малоцикловой усталости, для гибкой непрерывной трубы, может быть изготовлена при высокой производительности и низких издержках.
Краткое описание чертежей
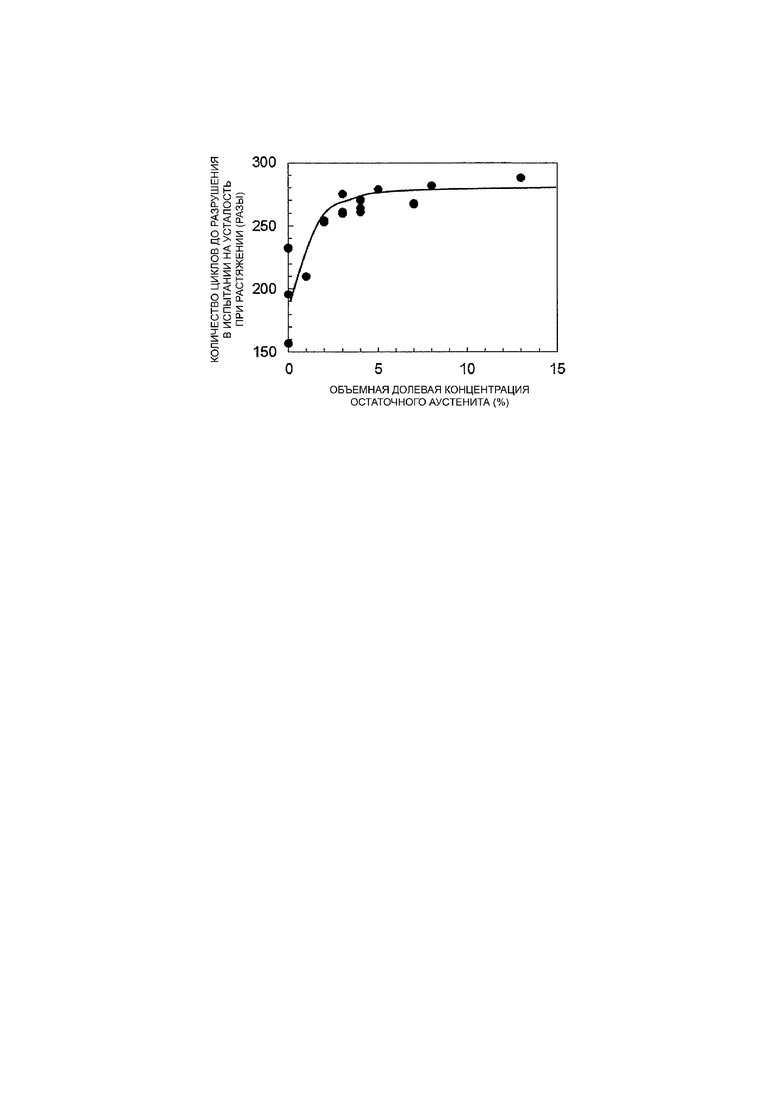
Фигура представляет собой график, демонстрирующий взаимосвязь между объемной долевой концентрацией остаточного аустенита и количеством циклов до разрушения в испытании на усталость при растяжении.
Стальная труба, полученная контактной сваркой, для гибкой непрерывной трубы, соответствующая настоящему изобретению, характеризуется составом, содержащим С: от более, чем 0,10% до 0,16%, Si: от 0,1% до 0,5%, Mn: от 1,6% до 2,5%, Р: 0,02% или менее, S: 0,005% или менее, Al: от 0,01% до 0,07%, Cr: от более, чем 0,5% до 1,5%, Cu: от 0,1% до 0,5%, Ni: от 0,1% до 0,3%, Мо: от 0,1% до 0,3%, Nb: от 0,01% до 0,05%, V: от 0,01% до 0,10%, Ti: от 0,005% до 0,05% и N: 0,005% или менее при расчете на массу, при этом остаток представляют собой Fe и неизбежные примеси; обладает микроструктурой, содержащей от 2% до 10% остаточного аустенита и 20% или менее мартенсита при расчете на объемную долю, при этом остаток представляет собой бейнит; а также характеризуется пределом текучести, составляющим 896 МПа или более, и равномерным относительным удлинением, составляющим 9,0% или более.
Прежде всего, ниже описываются причины наложения ограничений на состав стали для сварной стальной трубы, полученной контактной сваркой, соответствующей настоящему изобретению. В описании изобретения единица измерения «%», использующаяся для выражения составу стали, будет относиться к «массовому проценту», если только не будет указываться на другое.
C: от более, чем 0,10% до 0,16%
С представляет собой элемент, который увеличивает прочность стали, и который вносит свой вклад в стабилизирование аустенита. Поэтому в целях обеспечения получения желательных прочности и долевой концентрации остаточного аустенита необходимым является содержание более, чем 0,10% С. Однако, в случае уровня содержания С, составляющего более, чем 0,16%, свариваемость будет неудовлетворительной. Поэтому уровень содержания С устанавливают в диапазоне от более, чем 0,10% до 0,16%. Уровень содержания С предпочтительно составляет 0,11% или более и предпочтительно составляет 0,13% или менее.
Si: от 0,1% до 0,5%
Si представляет собой элемент, который исполняет функцию раскислителя, и который подавляет образование окалины во время горячей прокатки, что вносит свой вклад в уменьшение количества отслоившейся окалины. В целях получения такого эффекта необходимым является содержание 0,1% или более Si. Однако, в случае уровня содержания Si, составляющего более, чем 0,5%, свариваемость будет неудовлетворительной. Поэтому уровень содержания Si устанавливают в диапазоне от 0,1% до 0,5%. Уровень содержания Si предпочтительно составляет 0,2% или более и предпочтительно составляет 0,4% или менее.
Mn: от 1,6% до 2,5%
Mn представляет собой элемент, который увеличивает прочность стали, который вносит свой вклад в стабилизирование аустенита, и который замедляет ферритное превращение во время охлаждения после чистовой прокатки, что вносит свой вклад в формирование микроструктуры, в которой доминирует бейнит. В целях обеспечения получения желательных прочности и микроструктуры необходимым является содержание 1,6% или более Mn. Однако, в случае уровня содержания Mn, составляющего более, чем 2,5%, свариваемость будет неудовлетворительной, долевая концентрация остаточного аустенита будет высокой, и поэтому какого-либо желательного предела текучести получено не будет. Поэтому уровень содержания Mn устанавливают в диапазоне от 1,6% до 2,5%. Уровень содержания Mn предпочтительно составляет 1,8% или более и предпочтительно составляет 2,1% или менее.
P: 0,02% или менее
Р претерпевает ликвацию на границах зерен, что вызывает появление гетерогенности материала, и поэтому уровень содержания Р в качестве неизбежной примеси предпочтительно сводят к минимуму. Приемлемым является уровень содержания Р, доходящий вплоть до приблизительно 0,02%. Поэтому уровень содержания Р устанавливают в диапазоне 0,02% или менее. Уровень содержания Р предпочтительно составляет 0,01% или менее.
S: 0,005% или менее
S обычно присутствует в стали в виде MnS. В ходе технологического процесса горячей прокатки MnS удлиняется до тонких образований, что оказывает отрицательное воздействие на тягучесть. Поэтому в настоящем изобретении уровень содержания S предпочтительно сводят к минимуму. Приемлемым является уровень содержания S, доходящий вплоть до приблизительно 0,005%. Поэтому уровень содержания S устанавливают составляющим 0,005% или менее. Уровень содержания S предпочтительно составляет 0,003% или менее.
Al: от 0,01% до 0,07%
Al представляет собой элемент, исполняющий функцию сильного раскислителя. В целях получения такого эффекта необходимым является содержание 0,01% или более Al. Однако, в случае уровня содержания Al, составляющего более, чем 0,07%, будет большим количество включений оксида алюминия, и поверхностные свойства будут неудовлетворительными. Поэтому уровень содержания Al устанавливают в диапазоне от 0,01% до 0,07%. Уровень содержания Al предпочтительно составляет 0,02% или более и предпочтительно составляет 0,05% или менее.
Cr: от более, чем 0,5% до 1,5%
Cr также представляет собой элемент, добавляемый в целях придания противокоррозионной стойкости. Cr увеличивает стойкость к размягчению при отпуске и поэтому подавляет размягчение во время термической обработки всей трубы после изготовления трубы. В целях получения такого эффекта необходимым является содержание более, чем 0,5% Cr. Однако, в случае уровня содержания Cr, составляющего более, чем 1,5%, свариваемость будет неудовлетворительной. Поэтому уровень содержания Cr устанавливают в диапазоне от более, чем 0,5% до 1,5%. Уровень содержания Cr предпочтительно находится в диапазоне от более, чем 0,5% до 1,0%. Уровень содержания Cr более предпочтительно составляет 0,8% или менее.
Cu: от 0,1% до 0,5%
Cu так же, как и Cr представляет собой элемент, добавляемый в целях придания противокоррозионной стойкости. В целях получения такого эффекта необходимым является содержание 0,1% или более Cu. Однако, в случае уровня содержания Cu, составляющего более, чем 0,5%, свариваемость будет неудовлетворительной. Поэтому уровень содержания Cu устанавливают в диапазоне от 0,1% до 0,5%. Уровень содержания Cu предпочтительно составляет 0,2% или более и предпочтительно составляет 0,4% или менее.
Ni: от 0,1% до 0,3%
Ni так же, как и Cr и Cu представляет собой элемент, добавляемый в целях придания противокоррозионной стойкости. В целях получения такого эффекта необходимым является содержание 0,1% или более Ni. Однако, в случае уровня содержания Ni, составляющего более, чем 0,3%, свариваемость будет неудовлетворительной. Поэтому уровень содержания Ni устанавливают в диапазоне от 0,1% до 0,3%. Уровень содержания Ni предпочтительно находится в диапазоне от 0,1% до 0,2%.
Mo: от 0,1% до 0,3%
Мо представляет собой элемент, вносящий свой вклад в стабилизирование аустенита. Поэтому в настоящем изобретении в целях обеспечения получения желательных прочности и долевой концентрации остаточного аустенита необходимым является содержание 0,1% или более Мо. Однако, в случае уровня содержания Мо, составляющего более, чем 0,3%, свариваемость будет неудовлетворительной, долевая концентрация мартенсита будет высокой, и какая-либо желательная прочность получена не будет. Поэтому уровень содержания Мо устанавливают в диапазоне от 0,1% до 0,3%. Уровень содержания Мо предпочтительно находится в диапазоне от 0,2% до 0,3%.
Nb: от 0,01% до 0,05%
Nb представляет собой элемент, который образует выделения в виде мелких частиц NbC во время горячей прокатки, что вносит свой вклад в увеличение прочности. Поэтому в целях обеспечения получения желательной прочности необходимым является содержание 0,01% или более Nb. Однако, в случае уровня содержания Nb, составляющего более, чем 0,05%, Nb вряд ли будет формировать твердый раствор при температуре нагрева в ходе горячей прокатки, и увеличение прочности, надлежащее для его уровня содержания, достигнуто не будет. Поэтому уровень содержания Nb устанавливают в диапазоне от 0,01% до 0,05%. Уровень содержания Nb предпочтительно находится в диапазоне от 0,03% до 0,05%.
V: от 0,01% до 0,10%
V представляет собой элемент, который образует выделения в виде мелких карбонитридов во время горячей прокатки, что вносит свой вклад в увеличение прочности. Поэтому в целях обеспечения получения желательной прочности необходимым является содержание 0,01% или более V. Однако, в случае уровня содержания V, составляющего более, чем 0,10%, будут образовываться крупные выделения, что уменьшит свариваемость. Поэтому уровень содержания V устанавливают в диапазоне от 0,01% до 0,10%. Уровень содержания V предпочтительно составляет 0,04% или более и предпочтительно составляет 0,08% или менее.
Ti: от 0,005% до 0,05%
Ti образует выделения в виде TiN, что ингибирует связывание между Nb и N при образовании, тем самым, выделений в виде мелких частиц NbC. В соответствии с представленным выше описанием изобретения Nb представляет собой элемент, который является важным с точки зрения увеличения прочности стали. В случае объединения Nb с N соединение NbC, произведенное из Nb(CN), будет образовывать выделения, и высокая прочность вряд ли будет получена. В целях получения такого эффекта необходимым является содержание 0,005% или более Ti. Однако, в случае уровня содержания Ti, составляющего более, чем 0,05%, количество TiC будет большим, а количество мелких частиц NbC будет небольшим. Поэтому уровень содержания Ti устанавливают в диапазоне от 0,005% до 0,05%. Уровень содержания Ti предпочтительно составляет 0,010% или более и предпочтительно составляет 0,03% или менее.
N: 0,005% или менее
Несмотря на то, что N представляет собой неизбежную примесь, образование нитридов Nb уменьшает количество мелких частиц NbC. Поэтому уровень содержания N устанавливают в пределах диапазона 0,005% или менее. Уровень содержания N предпочтительно составляет 0,003% или менее.
Остаток, отличный от вышеупомянутых компонентов, представляют собой Fe и неизбежные примеси. В качестве неизбежных примесей приемлемыми являются Со: 0,1% или менее и В: 0,0005% или менее.
Вышеупомянутые компоненты являются фундаментальными компонентами стали для сварной стальной трубы, полученной контактной сваркой, соответствующей настоящему изобретению. В дополнение к ним могут содержаться один или два представителя, выбираемые из Sn: от 0,001% до 0,005% и Са: от 0,001% до 0,003%.
Sn: от 0,001% до 0,005%
Sn добавляют по мере надобности для достижения противокоррозионной стойкости. В целях получения такого эффекта содержатся 0,001% или более Sn. Однако, в случае уровня содержания Sn, составляющего более, чем 0,005%, Sn будет претерпевать ликвацию, что в некоторых случаях вызовет появление неоднородности прочности. Поэтому в случае содержания Sn уровень содержания Sn предпочтительно будут устанавливать в диапазоне от 0,001% до 0,005%.
Ca: от 0,001% до 0,003%
Са представляет собой элемент, который глобуляризирует сульфиды, такие как MnS, которые удлиняются до тонких образований в ходе технологического процесса горячей прокатки, что вносит свой вклад в увеличение вязкости стали, и который добавляют по мере надобности. В целях получения такого эффекта содержатся 0,001% или более Са. Однако, в случае уровня содержания Са, составляющего более, чем 0,003%, в стали образуются кластеры оксида Са, что в некоторых случаях ухудшит вязкость. Поэтому в случае содержания Са уровень содержания Са будут устанавливать в диапазоне от 0,001% до 0,003%.
Далее описываются причины наложения ограничений на микроструктуру сварной стальной трубы, полученной контактной сваркой, соответствующей настоящему изобретению.
Сварная стальная труба, полученная контактной сваркой, соответствующая настоящему изобретению, обладает микроструктурой, содержащей от 2% до 10% остаточного аустенита и 20% или менее мартенсита при расчете на объемную долевую концентрацию, при этом остаток представляет собой бейнит.
Причина того, почему в микроструктуре доминирует бейнит (70% или более), заключается в получении желательного предела текучести.
Поскольку мартенсит является более твердым, чем бейнит и вводит подвижные дислокации в окружающий бейнит при своем формировании, мартенсит уменьшает предел текучести и увеличивает равномерное относительное удлинение. Однако, в случае его объемной долевой концентрации, составляющей более, чем 20%, какого-либо желательного предела текучести получено не будет. В настоящем изобретении объемная долевая концентрация мартенсита предпочтительно составляет 15% или менее. Его объемная долевая концентрация предпочтительно составляет 3% или более, а более предпочтительно 5% или более.
Поскольку остаточный аустенит постепенно превращается в мартенсит, который является твердым, вплоть до прохождения в материале шейкообразования, остаточный аустенит уменьшает предел текучести и увеличивает равномерное относительное удлинение. В целях получения такого эффекта его объемная долевая концентрация должна составлять 2% или более, и его средний размер зерен предпочтительно составляет 1 мкм или менее. Однако, в случае его объемной долевой концентрации, составляющей более, чем 10%, какого-либо желательного предела текучести получено не будет. Его объемная долевая концентрация предпочтительно находится в диапазоне от 4% до 8%.
В настоящем документе объемную долевую концентрацию остаточного аустенита измеряют при использовании рентгеновской дифракции. Объемные долевые концентрации мартенсита и бейнита измеряют исходя из СЭМ-изображения, полученного при использовании сканирующего электронного микроскопа (СЭМ, увеличение в диапазоне от 2000 раз до 5000 раз). На СЭМ-изображениях затруднительно провести различие между мартенситом и остаточным аустенитом. Поэтому исходя из полученного СЭМ-изображения измеряют поверхностную долевую концентрацию для микроструктуры, которая, как это устанавливали, соответствует мартенситу или остаточному аустениту, что пересчитывают в объемную долевую концентрацию мартенсита или остаточного аустенита, и значение, полученное в результате вычитания отсюда объемной долевой концентрации остаточного аустенита, принимают за объемную долевую концентрацию мартенсита. Объемную долевую концентрацию бейнита рассчитывают в качестве остатка, отличного от мартенсита и остаточного аустенита.
Далее описывается способ изготовления сварной стальной трубы, полученной контактной сваркой, соответствующей настоящему изобретению.
В настоящем изобретении, например, на сталь, такую как сляб, содержащую вышеупомянутые компоненты, конкретных ограничений не накладывают и ее нагревают до температуры в диапазоне от 1150°С до 1280°С со следующей далее горячей прокаткой при условиях, включающих температуру чистовой прокатки в диапазоне от 840°С до 920°С и температуру сматывания в рулон в диапазоне от 500°С до 600°С.
В случае температуры нагрева в ходе технологического процесса горячей прокатки, составляющей менее, чем 1150°С, переплавка крупных карбонитридов Nb и V будет недостаточной, что, тем самым, вызовет уменьшение прочности. Однако, в случае температуры нагрева, составляющей более, чем 1280°С, зерна аустенита будут укрупняться, и количество центров формирования выделений во время горячей прокатки, уменьшится, что, тем самым, вызовет уменьшение прочности. Поэтому температура нагрева в ходе технологического процесса горячей прокатки предпочтительно находится в диапазоне от 1150°С до 1280°С.
В случае температуры чистовой прокатки, составляющей менее, чем 840°С, будет формироваться феррит, который является мягким, что, тем самым, вызывает уменьшение прочности. Кроме того, значительным является искажение профиля, обусловленное наличием остаточного напряжения после продольной резки. Однако, в случае температуры чистовой прокатки, составляющей более, чем 920°С, будет недостаточным обжатие при прокатке в области нерекристаллизованного аустенита, каких-либо мелких зерен аустенита получено не будет, и количество центров формирования выделений уменьшится, что, тем самым, вызовет уменьшение прочности. Поэтому температура чистовой прокатки предпочтительно находится в диапазоне от 840°С до 920°С.
В случае температуры сматывания в рулон, составляющей менее, чем 500°С, будет подавляться формирование выделений Nb и V, что, тем самым, вызовет уменьшение прочности. Однако, в случае температуры сматывания в рулон, составляющей более, чем 600°С, сформируется феррит, который является мягким, а также сформируются крупные выделения Nb и V, что, тем самым, вызовет уменьшение прочности. Поэтому температура сматывания в рулон предпочтительно находится в диапазоне от 500°С до 600°С.
Горячекатаная листовая сталь может быть подвергнута травлению или дробеструйной очистке в целях удаления окисленной окалины с поверхностных слоев.
Впоследствии горячекатаную листовую сталь (стальную полосу) подвергают роликовой формовке для придания листовой стали формы трубы и затем подвергают контактной сварке, в результате чего получают стальную трубу. Стальную трубу нагревают до температуры в диапазоне от 650°С до 850°С. Данная термическая обработка ниже в настоящем документе обозначается термином «отжиг». Отжиг улучшает качество сварного шва, полученного при использовании контактной сварки; увеличивает объемную долевую концентрацию остаточного аустенита; и делает возможным получение микроструктуры, содержащей от 2% до 10% остаточного аустенита и 20% или менее мартенсита, при этом остаток представляет собой бейнит.
В случае температуры отжига, составляющей менее, чем 650°С, температура будет меньшей или равной в сопоставлении с температурой Ас1, и поэтому какой-либо желательной объемной долевой концентрации остаточного аустенита получено не будет. Однако, в случае температуры отжига, составляющей более, чем 850°С, сформируется большое количество аустенита, С не будет в достаточной степени концентрироваться в аустените, и во время охлаждения произойдет мартенситное превращение; таким образом, каких-либо желательных объемной долевой концентрации остаточного аустенита или объемной долевой концентрации мартенсита получено не будет. Поэтому температуру отжига устанавливают в диапазоне от 650°С до 850°С. Температура отжига предпочтительно составляет 680°С или более и предпочтительно составляет 750°С или менее.
Для охлаждения после отжига в целях избегания формирования перлита среднюю скорость охлаждения от температуры начала охлаждения до 400°С предпочтительно устанавливают составляющей 10°С/с или более, и, например, предпочтительным является водяное охлаждение. В настоящем изобретении для изготовления стальной трубы в результате проведения для горячекатаной листовой стали контактной сварки не требуется проведение закалки всей трубы и повторного нагрева с отпуском, что, тем самым, делает возможным достижение увеличения производительности и уменьшения производственной себестоимости.
Примеры
Настоящее изобретение дополнительно описывается ниже при обращении к примерам.
Стали, характеризующиеся составом, продемонстрированной в таблице 1, производили в конверторе и формовали в виде слябов (сталей) при использовании технологического процесса непрерывной разливки. После нагрева до 1200°С их подвергали горячей прокатке при температуре чистовой прокатки и температуре сматывания в рулон, продемонстрированных в таблице 1, в результате чего получали горячекатаные листовые стали, имеющие конечную толщину 3,3 мм. Из полученных горячекатаных листовых сталей вырезали образцы для испытаний на растяжение JIS No. 5 (рабочая длина образца 50 мм, ширина параллельного участка 25 мм) таким образом, чтобы направление прокатки (ниже в настоящем документе обозначаемое термином «направление L») было бы параллельным направлению растяжения, со следующим далее приложением к образцам деформации растяжения в 6% в соответствии с деформацией в направлении L для изготовления трубы при использовании устройства для испытания на растяжение. После проведения для образцов отжига, моделирующего термическую обработку всей трубы, при различных температурах на протяжении 30 секунд и охлаждения образцы подвергали испытанию на растяжение. Кроме того, для образцов, подвергнутых термической обработке при вышеупомянутых условиях, проводили наблюдения для выявления микроструктуры, измерения для установления объемной долевой концентрации остаточного аустенита и оценку для определения сопротивления малоцикловой усталости.
Испытание на растяжение проводили при скорости траверсы 10 мм/мин. В соответствии со стандартом API-5ST за предел текучести принимали условный предел текучести при остаточной деформации 0,2%. За предел прочности при растяжении принимали номинальное напряжение при максимальной нагрузке после предела текучести. За равномерное относительное удлинение принимали номинальную деформацию при максимальной нагрузке после предела текучести.
Объемные долевые концентрации мартенсита и бейнита измеряли исходя из СЭМ-изображения, полученного при использовании сканирующего электронного микроскопа (СЭМ, увеличение в диапазоне от 2000 раз до 5000 раз). На СЭМ-изображениях затруднительно провести различие между мартенситом и остаточным аустенитом. Поэтому исходя из полученного СЭМ-изображения измеряли поверхностную долевую концентрацию микроструктуры, которая, как это устанавливали, соответствует мартенситу или остаточному аустениту, что пересчитывали в объемную долевую концентрацию мартенсита или остаточного аустенита, и значение, полученное в результате вычитания отсюда объемной долевой концентрации остаточного аустенита, принимали за объемную долевую концентрацию мартенсита. Объемную долевую концентрацию бейнита рассчитывали в качестве остатка, отличного от мартенсита и остаточного аустенита. Исходя из СЭМ-изображения подобным образом определяли объемные долевые концентрации феррита и перлита. Образец для наблюдения получали таким образом, чтобы образец был бы отобран так, чтобы поверхность наблюдения соответствовала бы поперечному сечению направления прокатки во время горячей прокатки, со следующими далее полированием, а после этого травлением при использовании ниталя. Поверхностную долевую концентрацию для микроструктуры рассчитывали таким образом, чтобы наблюдать пять или более полей зрения в позиции на половине толщины по нормали к поверхности, и результаты измерений, полученные в полях зрения, усредняли.
Объемную долевую концентрацию остаточного аустенита измеряли при использовании рентгеновской дифракции. Образец для измерения получали таким образом, чтобы образец был бы отшлифован так, чтобы плоскость дифракции была бы расположена в позиции на половине толщины по нормали к поверхности, со следующим далее удалением слоя, подвергнутого поверхностной переработке, в результате химического полирования. Для измерения использовали излучение Mo-Kα и исходя из интегрированных интенсивностей для плоскостей (200), (220) и (311) у гране-центрированного кубического железа и для плоскостей (200) и (211) у объемно-центрированного кубического железа определяли объемную долевую концентрацию остаточного аустенита.
На основании вышеупомянутого метода измерения проводили измерения для неотожженных горячекатаных листовых сталей в целях определения микроструктуры.
Сопротивление малоцикловой усталости оценивали при использовании количества циклов до разрушения в испытании на усталость при растяжении. Образцы получали из горячекатаных листовых сталей, которые производили таким образом, чтобы они содержали бы те же самые компоненты, что и компоненты вышеупомянутых горячекатаных листовых сталей, которые подвергали прокатке при тех же самых условиях горячей прокатки, что и условия, использующиеся для вышеупомянутых горячекатаных листовых сталей, и которые характеризовались конечной толщиной 15 мм. Образцы обрабатывали для получения круглых прутков, имеющих диаметр параллельного участка 4,5 мм и длину параллельного участка 12 мм. Испытание проводили в результате контролирования деформации при степени деформации 0 (пульсирование) и совокупном диапазоне деформации 2,5%.
Таблица 2 демонстрирует механические свойства сталей №№ от 1 до 22 в таблице 1. Случай, в котором предел текучести YS составлял 130 кфунт/дюйм2 (896 МПа) или более, классифицировался как приемлемый. Случай, в котором количество циклов до разрушения составляло 250 или более в испытании на усталость при растяжении, классифицировался как приемлемый. Случай, в котором равномерное относительное удлинение составляло 9,0% или более, классифицировался как приемлемый.
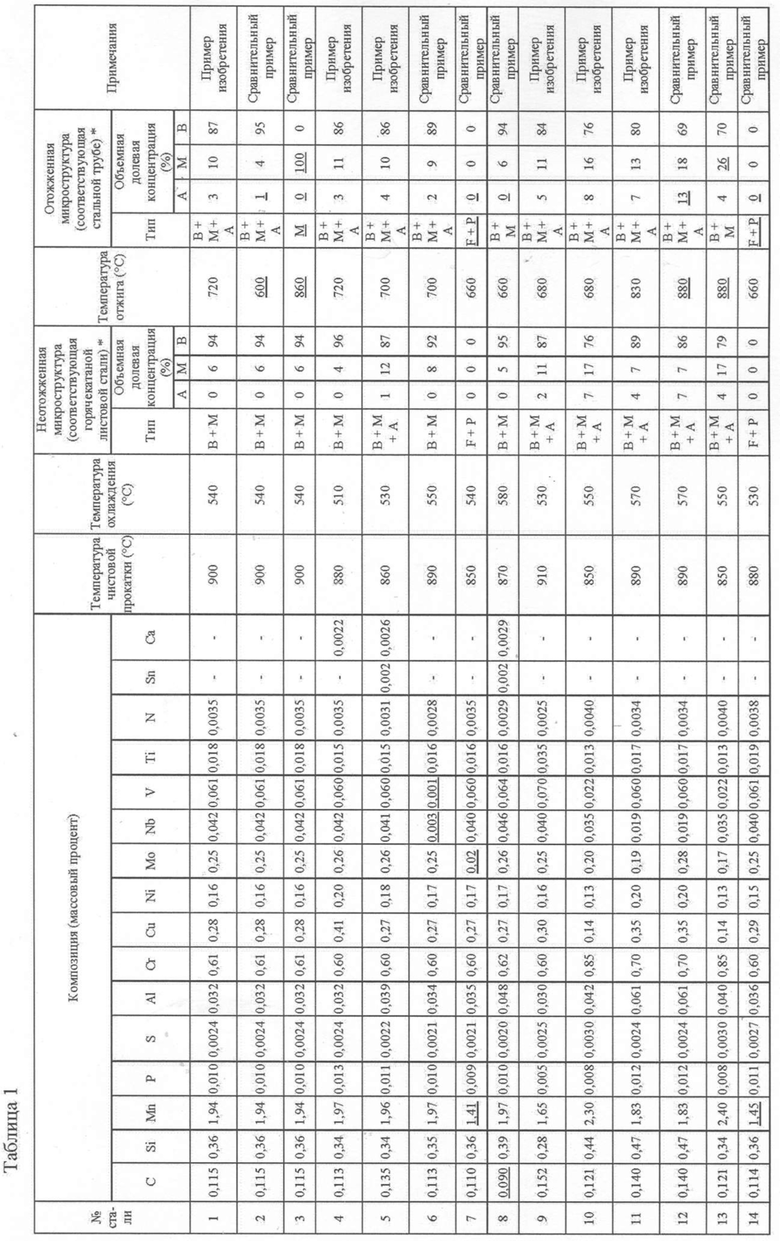
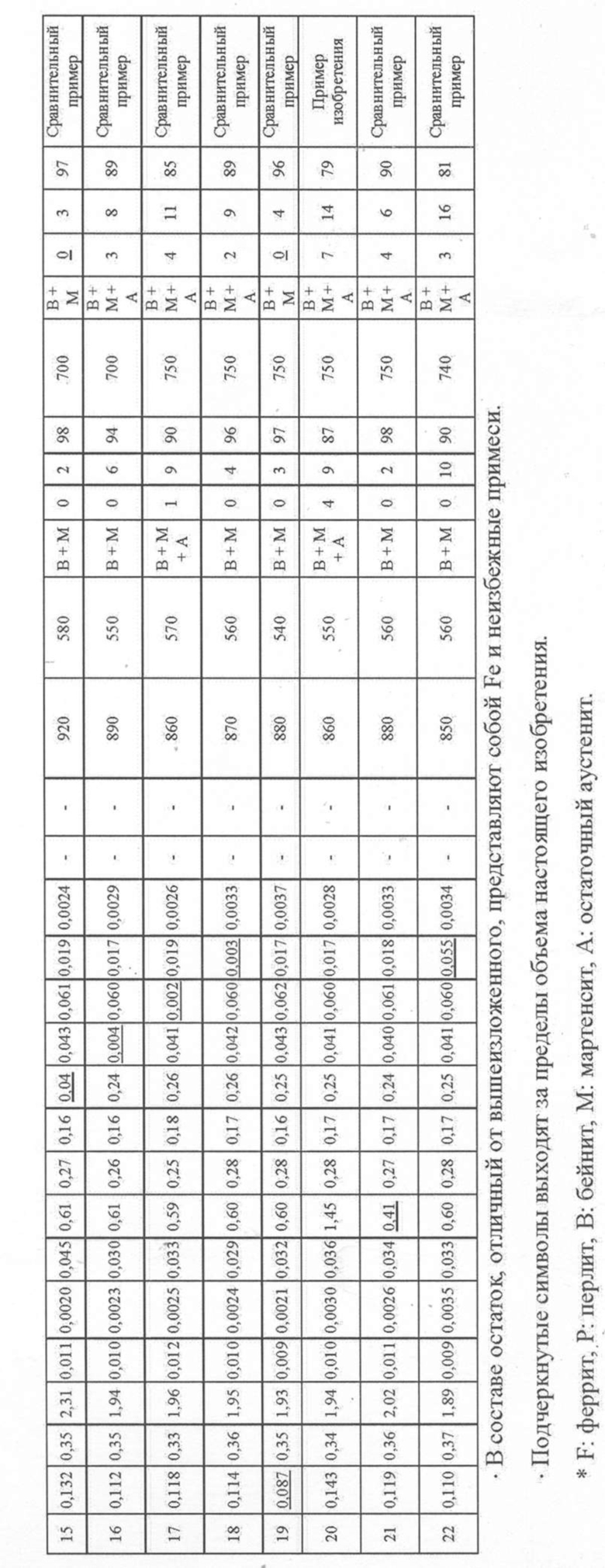
Таблица 2
 Подчеркнутые символы выходят за пределы объема настоящего изобретения.
Подчеркнутые символы выходят за пределы объема настоящего изобретения.
В таблицах 1 и 2 стали №№ 1, 4, 5, от 9 до 11 и 20 представляют собой примеры изобретения, а стали №№ 2, 3, от 6 до 8, от 12 до 19, 21 и 22 представляют собой сравнительные примеры. В таблице 1 в числе них стали №№ от 1 до 3 представляют собой примеры, в которых образцы, отобранные из одной и той же горячекатаной листовой стали, подвергали отжигу при различных температурах. В числе примеров изобретения сталь № 4 представляет собой один пример с добавлением Са, а сталь № 5 представляет собой один пример с добавлением Sn и Са. В их микроструктурах доминировал бейнит, и они характеризовались долевой концентрацией остаточного аустенита в диапазоне от 2% до 10% и долевой концентрацией мартенсита, составляющей 20% или менее, а равномерное относительное удлинение составляло 9,0% или более. Примеры изобретения продемонстрировали предел текучести, составляющий 130 кфунт/дюйм2 (896 МПа) или более, количество циклов до разрушения, составляющее 250 или более в испытании на усталость при растяжении, предел текучести, составляющий 130 кфунт/дюйм2 (896 МПа) или более, и в большей степени превосходное сопротивление малоцикловой усталости в сопоставлении со сравнительными примерами. В примерах изобретения могли быть достигнуты увеличение производительности и уменьшение производственной себестоимости без проведения термической обработки всей трубы и обработки для повторного нагрева с отпуском.
Однако, температура отжига и отожженная микроструктура сталей №№ 2 и 3, которые представляли собой сравнительные примеры, выходили за пределы объема настоящего изобретения, и стали №№ 2 и 3 продемонстрировали равномерное относительное удлинение, составляющее менее, чем 9,0%, и в большей степени неудовлетворительное сопротивление малоцикловой усталости в сопоставлении с примерами изобретения. Сталь № 6 характеризовалась уровнем содержания Nb и уровнем содержания V, меньшими, чем то, что имеет место в объеме настоящего изобретения, и продемонстрировали предел текучести, меньший, чем 130 кфунт/дюйм2 (896 МПа). Поскольку сталь № 7 характеризовалась уровнем содержания Mn и уровнем содержания Мо, меньшими, чем то, что имеет место в объеме настоящего изобретения, и отожженной микроструктурой, выходящей за пределы объема настоящего изобретения, ее предел текучести не дотягивал до 130 кфунт/дюйм2 (896 МПа). Стали №№ 8 и 19 характеризовались уровнем содержания С, меньшим, чем то, что имеет место в объеме настоящего изобретения, и отожженной микроструктурой, выходящей за пределы объема настоящего изобретения, и продемонстрировали предел текучести, составляющий менее, чем 130 кфунт/дюйм2 (896 МПа), равномерное относительное удлинение, составляющее менее, чем 9,0%, и в большей степени неудовлетворительное сопротивление малоцикловой усталости в сопоставлении с тем, что имеет место для примеров изобретения.
Температура отжига и отожженные микроструктуры для сталей №№ 12 и 13 выходили за пределы объема настоящего изобретения, и их предел текучести не дотягивал до 130 кфунт/дюйм2 (896 МПа). Сталь № 14 характеризовалась уровнем содержания Mn, меньшим, чем то, что имеет место в объеме настоящего изобретения, и отожженной микроструктурой, выходящей за пределы объема настоящего изобретения, и продемонстрировала предел текучести, меньший, чем 130 кфунт/дюйм2 (896 МПа). Сталь № 15 характеризовалась уровнем содержания Mо, меньшим, чем то, что имеет место в объеме настоящего изобретения, и отожженной микроструктурой, выходящей за пределы объема настоящего изобретения, и продемонстрировала равномерное относительное удлинение, составляющее менее, чем 9,0%, и в большей степени неудовлетворительное сопротивление малоцикловой усталости в сопоставлении с тем, что имеет место для примеров изобретения. Сталь № 16, сталь № 17 и сталь № 18 характеризовались уровнем содержания Nb, уровнем содержания V и уровнем содержания Ti, меньшими, чем, то, что, соответственно, имеет место в объеме настоящего изобретения, и продемонстрировали предел текучести, составляющий менее, чем 130 кфунт/дюйм2 (896 МПа). Сталь № 21 характеризовалась уровнем содержания Cr, меньшим, чем то, что имеет место в объеме настоящего изобретения, и продемонстрировала предел текучести, составляющий менее, чем 130 кфунт/дюйм2 (896 МПа). Сталь № 22 характеризовалась уровнем содержания Ti, большим, чем то, что имеет место в объеме настоящего изобретения, и продемонстрировала предел текучести, меньший, чем 130 кфунт/дюйм2 (896 МПа).
Фигура представляет собой график, полученный в результате графического представления зависимости количества циклов до разрушения в испытании на усталость при растяжении от объемной долевой концентрации остаточного аустенита для сталей, обладающих микроструктурой, в которой доминирует бейнит, при этом остаток представляют собой мартенсит и остаточный аустенит, для примеров изобретения и сравнительных примеров.
Как это с ясностью следует из представления на фигуре, использование стали, обладающей микроструктурой, в которой доминирует бейнит, и подстраивание объемной долевой концентрации остаточного аустенита в пределах объема настоящего изобретения делают возможным значительное улучшение сопротивления малоцикловой усталости.
Исходя из вышеизложенного, использование стали, обладающей микроструктурой, в которой доминирует бейнит, делает возможным изготовление стальной трубы, сваренной при использовании контактной сварки, для гибкой непрерывной трубы при высокой производительности и низких издержках. Кроме того, подстраивание составу и микроструктуры стали в пределах объема настоящего изобретения делает возможным получение предела текучести, составляющего 130 кфунт/дюйм2 (896 МПа) или более, и превосходное сопротивление малоцикловой усталости.
Изобретение относится к области металлургии, а именно к стальным трубам, полученным контактной сваркой, используемым для изготовления непрерывных гибких труб. Стальная сварная труба имеет следующий состав, содержащий, в мас.%: С: от более, чем 0,10 до 0,16, Si: от 0,1 до 0,5, Mn: от 1,6 до 2,5, Р: 0,02 или менее, S: 0,005 или менее, Al: от 0,01 до 0,07, Cr: от более, чем 0,5 до 1,5, Cu: от 0,1 до 0,5, Ni: от 0,1 до 0,3, Мо: от 0,1 до 0,3, Nb: от 0,01 до 0,05, V: от 0,01 до 0,10, Ti: от 0,005 до 0,05, N: 0,005 или менее, Fe и неизбежные примеси – остальное. Труба обладает микроструктурой, содержащей от 2 до 10 об.% остаточного аустенита и 20 об.% или менее мартенсита, причем остаток представляет собой бейнит. Изготавливаемые трубы характеризуются пределом текучести, составляющим 896 МПа или более, равномерным относительным удлинением, составляющим 9,0% или более, и высоким сопротивлением малоцикловой усталости. 2 н. и 1 з.п. ф-лы, 1 ил., 2 табл.
1. Стальная сварная труба, полученная контактной сваркой, для гибкой непрерывной трубы, характеризующаяся составом, содержащим, в мас.%:
С: от более, чем 0,10 до 0,16,
Si: от 0,1 до 0,5,
Mn: от 1,6 до 2,5,
Р: 0,02 или менее,
S: 0,005 или менее,
Al: от 0,01 до 0,07,
Cr: от более, чем 0,5 до 1,5,
Cu: от 0,1 до 0,5,
Ni: от 0,1 до 0,3,
Мо: от 0,1 до 0,3,
Nb: от 0,01 до 0,05,
V: от 0,01 до 0,10,
Ti: от 0,005 до 0,05 и
N: 0,005 или менее,
Fe и неизбежные примеси - остальное;
при этом стальная сварная труба, полученная контактной сваркой, обладает микроструктурой, содержащей от 2% до 10% остаточного аустенита и 20% или менее мартенсита при расчете на объемную долю, причем остаток представляет собой бейнит;
при этом стальная сварная труба, полученная контактной сваркой, характеризуется пределом текучести, составляющим 896 МПа или более, и равномерным относительным удлинением, составляющим 9,0% или более.
2. Стальная труба по п. 1, в которой состав также содержит один или оба элемента, выбранных из, в мас.%: Sn: от 0,001 до 0,005 и Са: от 0,001 до 0,003.
3. Способ изготовления стальной сварной трубы, полученной контактной сваркой, для гибкой непрерывной трубы по п. 1 или 2, включающий в себя нагрев стальной трубы, изготовленной посредством роликовой формовки стальной полосы в форму трубы и осуществления контактной сварки, до температуры в диапазоне от 650°С до 850°С.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА, ОБЛАДАЮЩАЯ ОЧЕНЬ ВЫСОКОЙ СТОЙКОСТЬЮ К СУЛЬФИДНОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ ДЛЯ НЕФТЯНЫХ СКВАЖИН И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2493268C1 |
| ТОЛСТОЛИСТОВАЯ СТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ НИЗКИМ СООТНОШЕНИЕМ МЕЖДУ ПРЕДЕЛОМ ТЕКУЧЕСТИ И ПРЕДЕЛОМ ПРОЧНОСТИ, ВЫСОКОЙ ПРОЧНОСТЬЮ И ВЫСОКИМ РАВНОМЕРНЫМ ОТНОСИТЕЛЬНЫМ УДЛИНЕНИЕМ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2502820C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2358024C1 |
| WO 2016143270 A1, 15.09.2016. | |||

