Область техники, к которой относится изобретение
Настоящее изобретение относится к стали для гибкой насосно-компрессорной трубы, характеризующейся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью, и способу ее изготовления.
Уровень техники
В сопоставлении с обыкновенной соединительной трубой с нарезанной резьбой гибкая насосно-компрессорная труба (ГНКТ) (также известная под наименованиями «непрерывная труба», «гибкий трубопровод», «змеевик» или «труба, свернутая в бухту»), которая может быть намотана на барабан, имеющий большой диаметр, является бесфланцевой гибкой насосно-компрессорной трубой, полученной при использовании углового соединения со скосом для нескольких секций стальных полос, а после этого прокатки и сварки. Гибкую насосно-компрессорную трубу в основном используют для проведения вспомогательных операций, таких как каротажные работы и заканчивание скважины на нефтяном месторождении. В условиях непрерывного прогрессивного развития технологии оборудования для гибкой насосно-компрессорной трубы на протяжении последних десяти лет быстро была развита и область ее применения в сфере бурения.
Гибкая насосно-компрессная труба требует использования специализированного оборудования для эксплуатации, и ей свойственно множество преимуществ, таких как сильная мобильность, гибкая эксплуатация и возможность повторного использования. Однако гибкая насосно-компрессорная труба подвергается воздействию неоднократного деформирования, такого как изгибание, зажимание и растяжение, во время использования, что в результате приводит к получению усложненных напряженных состояний и неудовлетворительных рабочих условий. Поэтому локальное повреждение гибкой насосно-компрессорной трубы зачастую представляет собой важный стимул для ее полного выхода из строя. Как это продемонстрировали исследования, высокая прочность благоприятствует улучшению сопротивления нагружению, сопротивления скручиванию и усталостной прочности для гибкой насосно-компрессорной трубы, а маленькое соотношение между пределом текучести при растяжении и пределом прочности при растяжении благоприятствует улучшению характеристик равномерного относительного удлинения и способности деформационного твердения для гибкой насосно-компрессорной трубы. Поэтому в условиях увеличения глубины бурения нефтяных скважин и эксплуатации нетрадиционных нефтяных и газовых месторождений были предъявлены более высокие требования к рабочей глубине, рабочему давлению и сопротивлению скручиванию, что требует использования высококачественной гибкой насосно-компрессорной трубы, характеризующейся сверхвысокой прочностью, высоким сопротивлением усталости и определенным сопротивлением корродированию, для обеспечения достижения более высокой несущей способности или более продолжительного срока службы.
Гибкая насосно-компрессорная труба развивалась и использовалась на протяжении более чем 50 лет, и ее материал также претерпел воздействие множества ступеней развития. В 1960-х и 1970-х годах гибкая насосно-компрессорная труба в основном изготавливалась из углеродистой стали, и гибкая насосно-компрессорная труба из углеродистой стали характеризовалась низкой прочностью, наличием множества сварных соединений и неудовлетворительным сопротивлением корродированию, и она не могла сопротивляться воздействию циклического изгибания и растягивающего усилия. Поэтому гибкая насосно-компрессорная труба становилась причиной возникновений частых аварий во время использования, что наложило серьезные ограничения на развитие технологии гибкой насосно-компрессорной трубы. В 1980-х и 1990-х годах в условиях непрерывного развития металлургической технологии и технологии сварки в сфере изготовления гибкой насосно-компрессорной трубы использовали низколегированную высокопрочную сталь и технологию сварки с косым стыком, и поэтому в значительной степени были улучшены срок службы и надежность гибкой насосно-компрессорной трубы. Впоследствии была развита продукция в виде гибких насосно-компрессорных труб маленького диаметра, характеризующаяся высокой прочностью и продолжительным сроком службы и изготовленная из материала титанового сплава, композитного материала и тому подобного, но она не приобрела популярность и широко не использовалась вследствие избыточных издержек на изготовление и техническое обслуживание. Поэтому на современной ступени при изготовлении гибкой насосно-компрессорной трубы все еще преобладающее место занимает низколегированная и высокопрочная сталь.
В китайском патенте 200710168545.3 раскрывается сталь для высокопластичной гибкой насосно-компрессорной трубы и способ ее изготовления, целью которых в основном является разработка стали, относящейся к СТ70 или более высокому сорту стали и предназначенной для гибкой насосно-компрессорной трубы. В данном патенте производят сталь для гибкой насосно-компрессорной трубы, характеризующуюся умеренной вязкостью и однородной структурой, в результате использования проектного решения по сплаву, характеризующегося низким уровнем содержания Mn, низким уровнем содержания Cr и свободного от V, и регулируемого осуществления технологического процесса выплавки стали и регулируемого осуществления технологического процесса воздушного охлаждения при контролируемой прокатке. Такая сталь характеризуется маленьким сопротивлением деформированию во время проведения прокатки, что, тем самым, приводит к получению маленьких потерь на прокатном стане. Однако, вследствие низкой прочности стальных полос такая сталь не может удовлетворить требования к изготовлению гибкой насосно-компрессорной трубы, относящейся к сорту при 110 кфунт/дюйм2 (758 МПа), и срок службы при низкочастотных усталостных нагрузках также является маленьким.
В китайском патенте CN104046918A раскрывается стальная полоса для изготовления гибкой насосно-компрессорной трубы, характеризующаяся пределом текучести при растяжении, составляющим 80 кфунт/дюйм2 (552 МПа) или более. Основные составные части композиции представляют собой 0,17 – 0,35% С, 0,30 – 2,00% Mn, 0,10-0,30% Si и 0,010-0,040% Al, а верхние предельные значения для S и Р контролируемо выдерживают составляющими, соответственно, 100 ч./млн. и 150 ч./млн. При использовании разумного контролируемого осуществления технологического процесса получают микроструктуры отпущенного мартенсита и бейнита. Гибкая насосно-компрессорная труба, изготовленная из стальной полосы, содержит более чем 90% (об.) отпущенного мартенсита. Вследствие присутствия относительно большой доли мартенситной структуры это благоприятствует демонстрации сопротивления кислотному воздействию конечной стальной трубой.
Раскрытие сущности изобретения
Задача настоящего изобретения заключается в предложении стали для гибкой насосно-компрессорной трубы, характеризующейся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью, и способа ее изготовления. Сталь характеризуется пределом текучести при растяжении, составляющим 620 МПа или более, пределом прочности при растяжении, составляющим 750 МПа или более, относительным удлинением, составляющим 11% или более, и соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 0,83 или менее, и используется для изготовления гибкой насосно-компрессорной трубы, характеризующейся сверхвысокой прочностью, составляющей 110 кфунт/дюйм2 (758 МПа) или более.
Для достижения представленной выше задачи технические решения настоящего изобретения представляют собой нижеследующее.
В настоящем изобретении на основании теории сопротивления материалов, такой как в случае измельчения зерен, дисперсионного упрочнения и контролируемого осуществления фазового перехода, получают сталь для гибкой насосно-компрессорной трубы, характеризующейся сверхвысокой прочностью и обладающей многофазной микроструктурой «составные части МА (мартенситно-аустенитные составные части) + бейнит + феррит», в результате использования проектного решения по композиции, характеризующегося уровнем содержания С в диапазоне от низкого до среднего, микролегированием при использовании V/Nb и легированием при использовании Cu/Ni/Cr/Mo, в комбинации с методикой контролируемого проведения прокатки и охлаждения и методикой низкотемпературной смотки в рулон. Сталь демонстрирует характеристики маленького соотношения между пределом текучести при растяжении и пределом прочности при растяжении, высокой прочности и хорошей адаптируемости к термической обработке.
Сталь для гибкой насосно-компрессорной трубы, характеризующаяся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью и демонстрирующая следующий далее химический состав, при выражении через уровень массового процентного содержания: С: 0,05-0,16%, Si: 0,1-0,9%, Mn: 1,25-2,5%, P≤0,015%, S≤0,005%, Сr: 0,51-1,30%, Nb: 0,005-0,019%, V: 0,010-0,079%, Ti: 0,01-0,03%, Mo: 0,10-0,55%, Сu: 0,31-0,60%, Ni: 0,31-0,60%, Сa: 0,0010-0,0040%, Al: 0,01-0,05%, N≤0,008%, и при этом остаток представляет собой Fe и неизбежные примесные элементы.
Кроме того, сталь для гибкой насосно-компрессорной трубы, характеризующаяся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью, обладает микроструктурой, состоящей из многофазной структуры «составные части МА + бейнит + феррит».
Сталь для гибкой насосно-компрессорной трубы, характеризующаяся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью, характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между пределом текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее.
В настоящем изобретении используется проектное решение по низкоуглеродистой и микролегирующей композиции, и основание для проектного решения представляет собой нижеследующее:
Углерод (С): С представляет собой самый основной упрочняющий элемент. С растворяется в стали с образованием твердого раствора внедрения, в котором С играет роль, обеспечивающую твердо-растворное упрочнение. С формирует выделения карбидов совместно с элементами, которые легко образуют карбиды, в которых С играет роль, обеспечивающую дисперсионное упрочнение. Однако чрезмерно высокий уровень содержания С не благоприятствует тягучести, вязкости и сварочным характеристикам стали, а чрезмерно низкий уровень содержания С уменьшает прочность стали. Поэтому уровень содержания С настоящего изобретения контролируемо выдерживают находящимся в диапазоне 0,05 – 0,16%.
Кремний (Si): Si представляет собой элемент для твердо-растворного упрочнения и может эффективно улучшать предел прочности при растяжении стали. Si также представляет собой раскисляющий элемент в стали. Однако чрезмерно высокий уровень содержания Si будет ухудшать сварочные характеристики стали и не благоприятствует удалению обусловленной горячей прокаткой окалины в виде оксида железа во время проведения прокатки. Поэтому уровень содержания Si настоящего изобретения контролируемо выдерживают находящимся в диапазоне 0,1 – 0,9%.
Марганец (Mn): Mn улучшает прочность стали в результате твердо-растворного упрочнения. Mn представляет собой основной и наиболее экономичный упрочняющий элемент в стали для компенсирования потери прочности, обусловленной уменьшением уровня содержания С. Mn также представляет собой элемент, который расширяет область γ-фазы. Он может уменьшать температуру фазового перехода γ → α в стали, способствовать получению мелкой микроструктуры при фазовом переходе и улучшать вязкость стали. Поэтому уровень содержания Mn настоящего изобретения контролируемо выдерживают находящимся в диапазоне 1,25-2,5%.
Хром (Cr): Cr представляет собой важный элемент для улучшения прокаливаемости стали и эффективно улучшает прочность стали. Cr также представляет собой элемент для получения феррита и промотирует образование выделений феррита. В случае уровня содержания Cr, составляющего 0,51% или более, на поверхности стали может быть сформирована плотная пассивирующая пленка, обладающая структурой шпинели, что значительно улучшает сопротивление корродированию стали. Однако добавление чрезмерно высоких уровней содержания хрома и марганца к стали в то же самое время будет стимулировать образование низкоплавких сложных оксидов Cr-Mn и формирование поверхностных трещин во время проведения горячей обработки и будет серьезно ухудшать сварочные характеристики. Поэтому уровень содержания Cr настоящего изобретения должен контролируемо выдерживаться находящимся в диапазоне 0,51-1,30%.
Титан (Ti): Ti представляет собой элемент, который легко образует карбонитриды. Нерастворенный карбонитрид Ti может предотвратить рост аустенитных зерен при нагревании стали, и сформировавшиеся выделения TiN и TiC во время проведения черновой прокатки в высокотемпературной аустенитной зоне могут эффективно подавлять рост аустенитных зерен. В дополнение к этому, во время осуществления технологического процесса сварки частицы TiN и TiC в стали могут в значительной степени предотвращать рост зерен в зоне термического воздействия, что, тем самым, улучшает сварочные характеристики тонколистовой стали и оказывает значительное воздействие на улучшение ударной вязкости в зоне термического воздействия при сварке. Поэтому уровень содержания Ti настоящего изобретения контролируемо выдерживают находящимся в диапазоне 0,01-0,03%.
Ниобий (Nb): Nb представляет собой микролегирующий элемент. Во время проведения горячей прокатки Nb твердого раствора подвергается деформационно-индуцированному формированию выделений в виде частиц Nb (N, C), которые закрепляют границу зерен при подавлении роста деформированного аустенита, что, тем самым, делает возможным превращение фазы деформированного аустенита в мелкое зерно, характеризующееся высокой плотностью дислокаций, в результате контролируемого проведения прокатки и охлаждения; Nb твердого раствора диспергируется и образует выделения в матрице в виде частиц второй фазы NbC и играет роль, обеспечивающую дисперсионное упрочнение. Однако в случае чрезмерно низкого уровня содержания Nb эффекты в виде диспергирования и формирования выделений не будут очевидными, и Nb не может играть роль, обеспечивающую измельчение зерен и упрочнение матрицы; в случае чрезмерно высокого уровня содержания Nb он будет легко формировать трещины сляба, на качество поверхности не будет оказано неблагоприятное воздействие, и сварочные характеристики будут серьезно ухудшаться. Поэтому уровень содержания Nb настоящего изобретения должен контролируемо выдерживаться находящимся в диапазоне 0,005-0,019%.
Ванадий (V): V представляет собой микролегирующий элемент. Фаза выделений VN для V твердого раствора о время проведения горячей прокатки может эффективно закреплять границу зерен, подавляя рост деформированного аустенита, что тем самым делает возможным превращение фазы деформированного аустенита в мелкие продукты, характеризующиеся высокой плотностью дислокаций, в результате контролируемого проведения прокатки и охлаждения; V твердого раствора диспергируется и формирует выделения в матрице в виде частиц VC во время осуществления технологического процесса смотки в рулон и выдерживания температуры и играет роль, обеспечивающую дисперсионное упрочнение. В настоящем изобретении в основном используются эффекты в виде измельчения зерен и деформационного упрочнения от V для контролируемого выдерживания свойств структуры стали. Однако в случае чрезмерно низкого уровня содержания V эффекты в виде диспергирования и формирования выделений не будут очевидными, и V не может играть роль, обеспечивающую измельчение зерен и упрочнение матрицы; в случае чрезмерно высокого уровня содержания V частицы фазы выделений легко будут расти, и V также не может играть роль, обеспечивающую формирование упрочняющих выделений. Поэтому уровень содержания V настоящего изобретения должен контролируемо выдерживаться находящимся в диапазоне 0,010 – 0,079%.
Молибден (Мо): Мо представляет собой элемент, который расширяет область γ-фазы и демонстрирует следующие далее преимущества. Мо может уменьшать температуру фазового перехода γ → α в стали, эффективно промотировать бейнитное превращение и играть роль, обеспечивающую упрочнение матрицы, обеспечивать получение более мелкой микроструктуры и промотировать образование составных частей МА; Мо также может играть роль, обеспечивающую преодоление отпускной хрупкости во время проведения термической обработки, и улучшать характеристики термической обработки и усталостные характеристики. В высокопрочных и низколегированных сталях предел текучести при растяжении увеличивается при увеличении уровня содержания Мо, таким образом, чрезмерно высокий уровень содержания Мо является неблагоприятным для пластичности. Поэтому уровень содержания Мо настоящего изобретения контролируемо выдерживают находящимся в диапазоне 0,10 – 0,55%.
Медь и никель (Cu, Ni): Cu и Ni могут улучшить прочность в результате твердо-растворного упрочнения. Cu также может улучшить сопротивление корродированию стали. Добавление Ni в основном предназначено для улучшения горячеломкости, обусловленной присутствием Cu в стали, и является выгодным для вязкости. Уровни содержания как Cu, так и Ni контролируемо выдерживают находящимися в диапазоне 0,31-0,60%.
Сера и фосфор (S, P): S и Р представляют собой неизбежные примесные элементы в стали, таким образом, их уровни содержания в желательном случае являются по возможности наиболее низкими. В результате наличия сверхнизкого уровня содержания серы (менее чем 30 ч./млн.) и проведения обработки при использовании Са для контролируемого выдерживания морфологии сульфидных включений толстолистовая сталь гарантированно характеризуется хорошей ударной вязкостью. В настоящем изобретении уровень содержания S контролируемо выдерживают составляющим 0,005% или менее, а уровень содержания Р контролируемо выдерживают составляющим 0,015% или менее.
Азот (N): В микролегированной стали надлежащий уровень содержания азота может ингибировать укрупнение зерен во время осуществления технологического процесса повторного нагревания сляба и улучшать прочность и вязкость сталь в результате формирования частиц TiN, имеющих высокую температуру плавления. Однако в случае чрезмерно высокого уровня содержания N высокая концентрация свободного атома N после прохождения старения будет закреплять дислокации, что тем самым значительно увеличивает предел текучести при растяжении и ухудшает вязкость. Поэтому уровень содержания N настоящего изобретения контролируемо выдерживают составляющим 0,008% или менее.
Кальций (Са): В результате проведения обработки при использовании Са можно контролируемо выдерживать морфологию удлиненных сульфидов, и формируются сферические включения алюмината кальция, что эффективно улучшает анизотропию толстолистовых сталей и низкотемпературную вязкость. Однако в случае чрезмерно низкого уровня содержания Са достижения вышеупомянутых эффектов будет невозможно добиться; а в случае чрезмерно высокого уровня содержания Са будут легко формироваться включения CaS, имеющие высокую температуру плавления, что в результате приводит к получению неудовлетворительной жидкотекучести стали. Поэтому уровень содержания Са настоящего изобретения контролируемо выдерживают находящимся в диапазоне 0,0010 – 0,0040%.
Алюминий (Al): Al представляет собой элемент, добавляемый для раскисления к стали. Добавление надлежащего количества Al благоприятствует измельчению зерен и улучшению вязкости стали.
Как это можно сказать в порядке обобщения, в проектном решении по композиции настоящего изобретения в основном в результате добавления С в количестве в диапазоне от низкого до среднего 0,05-0,16%, Mn в количестве в диапазоне от среднего до высокого 1,25-2,5%, Cr в количестве в диапазоне от среднего до высокого 0,51-1,30% и V в микролегирующем количестве и в результате осуществления мероприятий, таких как измельчение зерен, дисперсионное упрочнение и фазовый переход, прочность и вязкость улучшаются; а низкий углеродный эквивалент является выгодным для улучшения сварочных характеристик; увеличение уровня содержания Si и уровня содержания Cr и, кроме того, увеличение количества микролегирующего элемента V на основе микролегирования при использовании Nb могут удовлетворять требованиям к высокой прочности трубы после проведения термической обработки; использование кальциевой обработки сфероидизирует включения, что позволяет избежать формирования удлиненных включений, которые оказывают неблагоприятное воздействие на использование, что, тем самым, улучшает низкотемпературную вязкость и сопротивление усталости стали и увеличивает срок службы; в результате дисперсионного упрочнения и измельчения зерен для микролегирующего элемента V и твердо-растворного упрочнения и упрочнения при фазовом переходе для других легирующих элементов улучшается прочность; а добавление относительно низкого уровня содержания Nb может позволить избежать формирования трещин сляба во время проведения непрерывной разливки в условиях высокого уровня легирования, что, тем самым, улучшает качество и технологичность изготовления стали; использование относительно высокого уровня содержания Ni может улучшить вязкость стали и позволить избежать возникновения проблемы формирования горячих трещин, обусловленной относительно высоким уровнем содержания Cu.
Способ изготовления стали для гибкой насосно-компрессорной трубы, характеризующейся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью и соответствующей настоящему изобретению, включающий следующие далее стадии:
1) плавка и разливка:
проведение плавки в электрической печи или конвертере, внепечного рафинирования и непрерывной разливки в соответствии с представленным выше химическим составом, где во время проведения внепечного рафинирования проводят десульфурацию в установке печь-ковш и рециркуляционную вакуумную дегазацию, время рециркуляционной вакуумной дегазации составляет 5 минут или более; и во время осуществления технологического процесса непрерывной разливки перегрев контролируемо выдерживают находящимся в диапазоне 15-30°С, а время успокоения контролируемо выдерживают находящимся в диапазоне 8-17 минут;
2) горячая прокатка, где температура нагревания находится в диапазоне 1200-1260°С, температура чистовой прокатки находится в диапазоне 840-920°С, и температура смотки в рулон находится в диапазоне 450-550°С;
3) травление и нанесение покрытия из масла, где температура загрузки рулона составляет 70°С или менее, температура травления находится в диапазоне 65-80°С, и время травления находится в диапазоне 45-100 секунд.
Кроме того, сталь для гибкой насосно-компрессорной трубы, характеризующаяся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью, обладает микроструктурой, состоящей из многофазной микроструктуры «составные части МА + бейнит + феррит».
Сталь для гибкой насосно-компрессорной трубы, характеризующаяся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочностью, характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между уровнем текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее.
На стадии 1) настоящего изобретения внепечное рафинирование включает десульфурацию в установке печь-ковш и рециркуляционную вакуумную дегазацию (время дегазации ≥ 5 минут). В результате проведения плавки в установке печь-ковш может быть уменьшен уровень содержания S в стали, что благоприятствует уменьшению количества сульфидных включений; а рециркуляционная вакуумная дегазация может уменьшить уровни содержания О, N и Н в стали, уменьшить количество оксидных включений во время проведения последующей переработки и уменьшить воздействия водородного растрескивания и азотного старения на эксплуатационные характеристики.
На стадии 1) настоящего изобретения контролируемое выдерживание перегрева находящимся в диапазоне от 15 до 30°С и времени успокоения в диапазоне от 8 до 17 минут во время осуществления технологического процесса непрерывной разливки благоприятствует полному всплыванию включений в стали и улучшению степени чистоты стали при одновременном обеспечении ликвации стали в пределах уровня 2 стандарта от компании «Маннесманн».
На стадии 2) настоящего изобретения температуру нагревания сляба контролируемо выдерживают находящейся в диапазоне 1200-1260°С во время осуществления технологического процесса горячей прокатки для обеспечения достаточного растворения легирующих элементов в твердом материале и достижения эффектов в виде измельчения зерен, контролируемого осуществления фазового перехода и дисперсионного упрочнения во время осуществления последующего технологического процесса деформирования и фазового перехода.
В настоящем изобретении контролируемое выдерживание температуры чистовой прокатки, находящейся в диапазоне от 840 до 920°С и использование относительно низкой температуры чистовой прокатки благоприятствуют увеличению точек зародышеобразования, и характеристики образования феррита, включающего Cr, промотируют фазовый переход феррита, измельчают зерна и позволяют избегать формирования полосчатой структуры.
В настоящем изобретении температуру смотки в рулон контролируемо выдерживают находящейся в диапазоне от 450 до 550°С, и в комбинации с характеристиками Мо при уменьшении температуры фазового перехода и стабилизировании аустенита смотка в рулон и выдерживание температуры в вышеупомянутом температурном диапазоне благоприятствуют стабилизированию технологического процесса бейнитного фазового перехода, промотируют полное диффундирование С в остаточный аустенит для дополнительного стабилизирования остаточного аустенита и, в заключение, приводят к формированию микроструктуры, включающей бейнит в качестве матрицы, в которой дисперсно распределены составные части МА.
На стадии 3) настоящего изобретения температуру загрузки рулона контролируемо выдерживают составляющей 70°С или менее. В случае чрезмерно высокой температуры загрузки рулона оборудование будет повреждено, а кислотный раствор будет легко улетучиваться. Температуру травления контролируемо выдерживают находящейся в диапазоне 65 – 80°С. В случае чрезмерно низкой температуры травления скорость химической реакции будет маленькой, что будет стимулировать нечистое прохождение травления, а в случае чрезмерно высокой температуры травления кислотный раствор будет улетучиваться, и будет оказываться неблагоприятное воздействие на эффект в виде травления. Время травления контролируемо выдерживают находящимся в диапазоне 45 – 100 секунд. В случае чрезмерно короткого времени травления не произойдет чистое прохождение травления, а в случае чрезмерно продолжительного времени травления это будет стимулировать прохождение перетравливания, и поверхность стали будет приобретать желтую окраску. В настоящем изобретении используется вышеупомянутый технологический процесс травления, который может эффективно удалять окалину в виде оксида железа на поверхности рулонной стали и улучшать сопротивление усталости стали.
В настоящем изобретении в результате объединения проектного решения по композиции в виде среднего уровня содержания углерода, микролегирования при использовании Nb/V и легирования при использовании Cu/Ni/Cr/Mo, надлежащего контролируемого осуществления технологических процессов прокатки и низкотемпературной смотки в рулон и обработки в виде травления и промасливания может быть изготовлена сталь для гибкой насосно-компрессорной трубы, характеризующаяся маленьким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, высокой прочностью и хорошим сопротивлением корродированию. Сталь характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между уровнем текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее. Помимо этого, сталь характеризуется хорошим качеством поверхности, однородностью толщины и технологичностью изготовления, достижения чего добиваются легче, и может быть использована для изготовления гибкой насосно-компрессорной трубы, которая является подходящей для использования в глубоких скважинах и при эксплуатации нетрадиционных нефтяных и газовых месторождений.
Выгодные эффекты от настоящего изобретения представляют собой нижеследующее:
(1) В настоящем изобретении в результате объединения использования системы композиции, характеризующейся уровнем содержания С в диапазоне от среднего до низкого, уровнем содержания Mn в диапазоне от среднего до высокого и легированием, и надлежащих методик добиваются достижения высокой прочности и высокой пластичности, хорошей перерабатываемости и адаптируемости к термической обработке. Для получения высокой прочности и высокого сопротивления корродированию добавляют относительно высокий уровень содержания Cu и относительно высокий уровень содержания Ni. Микролегирующий элемент V добавляют для достижения эффектов в виде измельчения зерен и дисперсионного упрочнения, а надлежащее количество Nb добавляют для дополнительных упрочняющих эффектов в виде измельчения зерен и дисперсионного упрочнения при одновременном избегании формирования трещин при непрерывной разливке. Элемент Cr добавляют для промотирования образования феррита и способствования улучшению сопротивления корродирования стали. Надлежащее количество элемента Мо добавляют для промотирования бейнитного превращения, способствования стабилизированию остаточного аустенита и улучшения или подавления ситуации с возникновением хрупкости при последующей термической обработке. Используют низкосернистое проектное решение и микрообработку при использовании Са таким образом, чтобы обеспечить отсутствие в стали каких-либо удлиненных включений и улучшить ударную вязкость и сопротивление усталости.
(2) Что касается методик настоящего изобретения, то при использовании методик относительно низкотемпературной чистовой прокатки и низкотемпературной смотки в рулон и применении эффекта в виде контролируемого осуществления фазового перехода для легирующих элементов Cr и Мо получают многофазную структуру «составные части МА + бейнит + феррит» и добиваются достижения маленького соотношения между пределом текучести при растяжении и пределом прочности при растяжении и сверхвысокой прочности. Сталь демонстрирует превосходные эксплуатационные характеристики, такие как перерабатываемость и адаптируемость к термической обработке.
(3) Сталь, соответствующая настоящему изобретению, характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между уровнем текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее. Помимо этого, сталь характеризуется хорошим качеством поверхности, однородностью толщины и превосходными неотъемлемыми механическими свойствами, что является подходящим для использования при изготовлении гибкой насосно-компрессорной трубы, характеризующейся сверхпрочностью, составляющей 110 кфунт/дюйм2 (758 МПа) или более.
(4) В настоящем изобретении сталь характеризуется простой композицией, технологическое окно при изготовлении является широким, и его легко воплотить «по месту».
Краткое описание чертежей
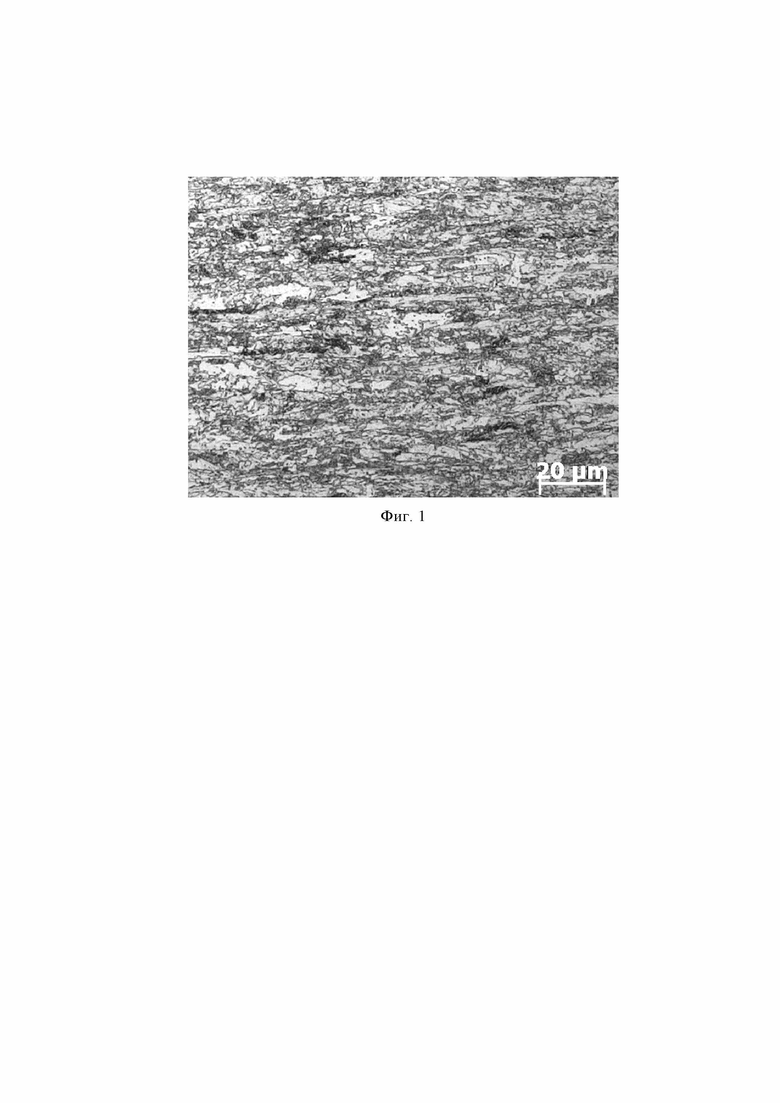
Фигура 1 представляет типичную микроструктуру из примера 4 настоящего изобретения.
Осуществление изобретения
Настоящее изобретение дополнительно описывается ниже при обращении к примерам и фигуре.
В таблице 1 демонстрируется композиция для стали из примеров настоящего изобретения, в таблице 2 демонстрируются основные технологические параметры для стали из примеров настоящего изобретения, а в таблице 3 демонстрируются свойства для стали из примеров настоящего изобретения.
Технологический маршрут из примеров настоящего изобретения представляет собой: плавка → внепечное рафинирование → непрерывная разливка → повторное нагревание слябов → контролируемое проведение прокатки → охлаждение → смотка в рулон → загрузка рулона → травление → нанесение покрытия из масла.
Как это можно видеть исходя из фигуры 1, структура стали, изготовленная в настоящем изобретении, является многофазной структурой «составные части МА + бейнит + феррит».
Как это можно видеть исходя из таблицы 3, сталь, изготовленная в настоящем изобретении, характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между уровнем текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее. Помимо этого, сталь характеризуется хорошим качеством поверхности, однородностью толщины и технологичностью изготовления, достижения чего добиваются легче, и может быть использована для изготовления гибкой насосно-компрессорной трубы, которая является подходящей для использования в глубоких скважинах и при эксплуатации нетрадиционных нефтяных и газовых месторождений.
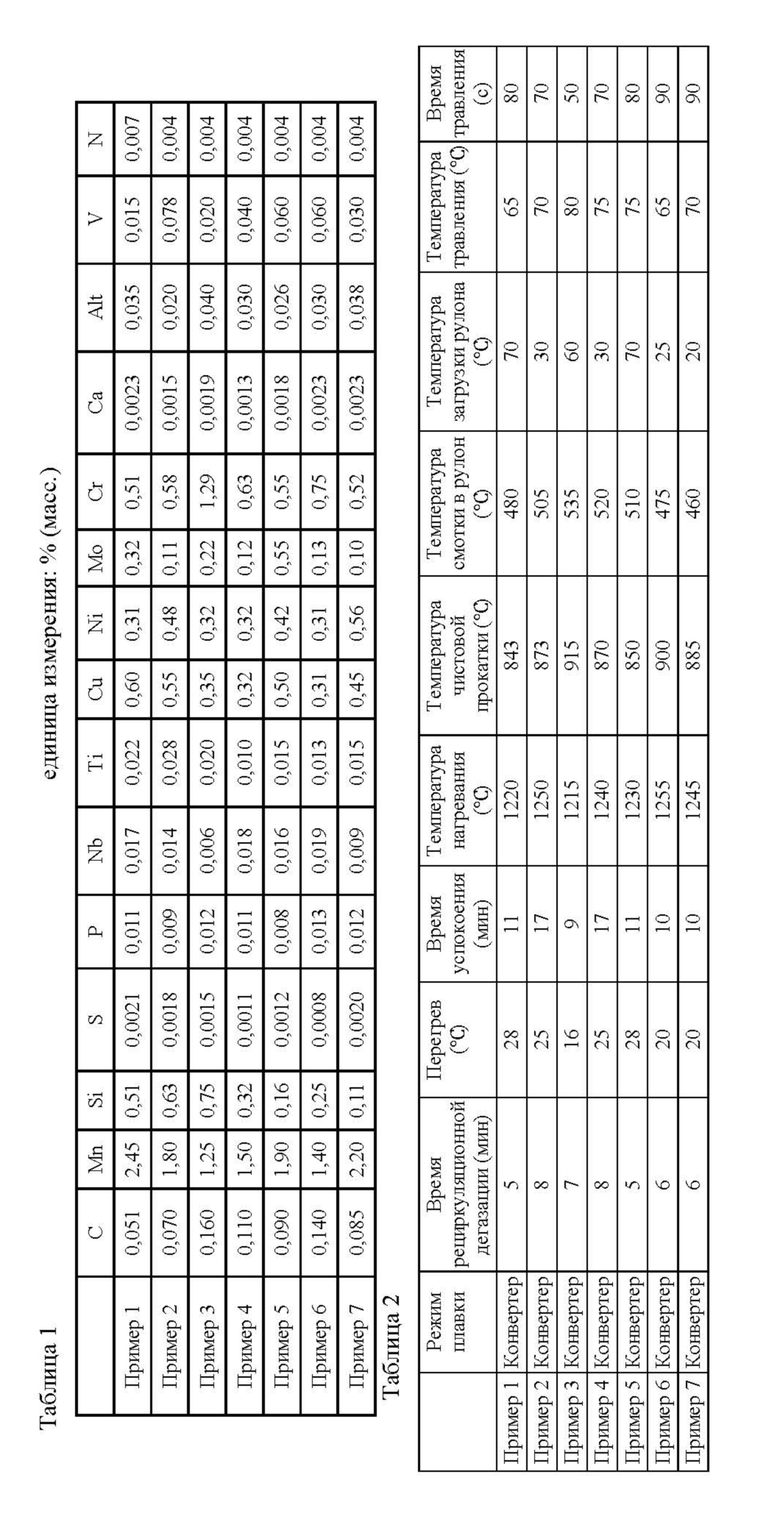
Таблица 3
Изобретение относится к области металлургии, а именно к изготовлению стали для гибкой насосно-компрессорной трубы. Сталь имеет следующий химический состав, в мас.%: С: 0,05-0,16, Si: 0,1-0,9, Mn: 1,25-2,5, P: ≤0,015, S: ≤0,005, Сr: 0,51-1,30, Nb: 0,005-0,019, V: 0,010-0,079, Ti: 0,01-0,03, Mo: 0,10-0,55, Сu: 0,31-0,60, Ni: 0,31-0,60, Сa: 0,0010-0,0040, Al: 0,01-0,05, N: ≤0,008, остальное – Fe и неизбежные примеси. Сталь характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между пределом текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее. Обеспечивается получение насосно-компрессорных труб требуемой прочности. 2 н. и 3 з.п. ф-лы, 3 табл., 1 ил.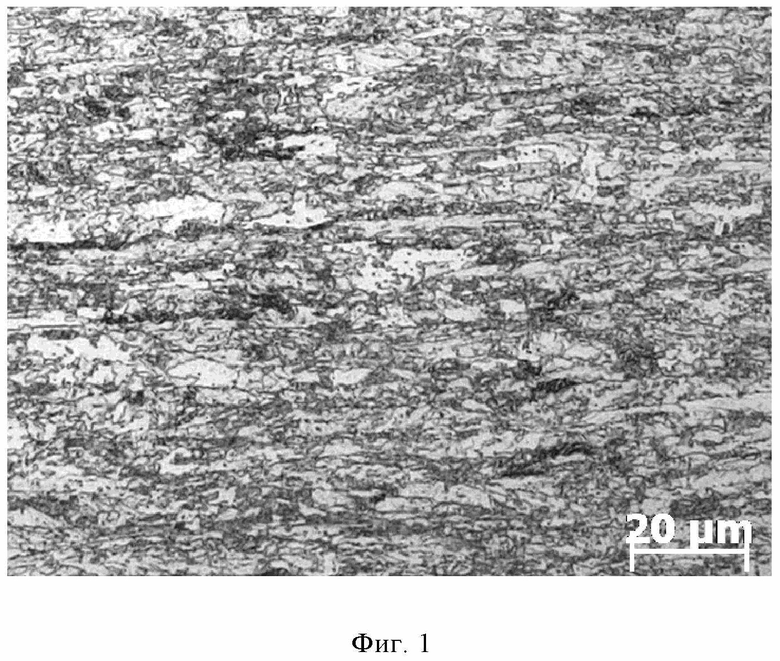
1. Сталь для гибкой насосно-компрессорной трубы, имеющая следующий далее химический состав, выраженный в массовых процентах (мас.%): С: 0,05-0,16, Si: 0,1-0,9, Mn: 1,25-2,5, P ≤ 0,015, S ≤ 0,005, Сr: 0,51-1,30, Nb: 0,005-0,019, V: 0,010-0,079, Ti: 0,01-0,03, Mo: 0,10-0,55, Сu: 0,31-0,60, Ni: 0,31-0,60, Сa: 0,0010-0,0040, Al: 0,01-0,05, N ≤ 0,008, и при этом остаток представляет собой Fe и неизбежные примеси,
при этом сталь для гибкой насосно-компрессорной трубы характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между пределом текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее.
2. Сталь по п. 1, в которой микроструктура состоит из следующих далее фаз: мартенситно-аустенитные составные части, бейнит и феррит.
3. Способ изготовления стали для гибкой насосно-компрессорной трубы по любому из пп. 1-2, включающий следующие далее стадии:
плавка и разливка, включающие в себя: проведение плавки в электрической печи или конвертере, внепечного рафинирования и непрерывной разливки химических компонентов, указанных в п. 1, при этом внепечное рафинирование включает в себя десульфурацию в установке печь-ковш и рециркуляционную вакуумную дегазацию, причем время рециркуляционной вакуумной дегазации составляет 5 минут или более; при этом во время осуществления технологического процесса непрерывной разливки перегрев контролируемо выдерживают в диапазоне 15-30°С, а время успокоения контролируемо выдерживают в диапазоне 8-17 минут;
горячая прокатка, причем температура нагрева находится в диапазоне 1200-1260°С, температура чистовой прокатки находится в диапазоне 840-920°С, и температура смотки в рулон находится в диапазоне 450-550°С;
травление и нанесение покрытия из масла, причем температура загрузки рулона составляет 70°С или менее, температура травления находится в диапазоне 65-80°С, и время травления находится в диапазоне 45-100 секунд.
4. Способ по п. 3, в котором указанная сталь имеет микроструктуру, состоящую из следующих далее фаз: мартенситно-аустенитные составные части, бейнит и феррит.
5. Способ по п. 3 или 4, в котором указанная сталь характеризуется пределом текучести при растяжении (Rp0,2), составляющим 620 МПа или более, пределом прочности при растяжении (Rm), составляющим 750 МПа или более, относительным удлинением (А50), составляющим 11% или более, и соотношением между пределом текучести при растяжении и пределом прочности при растяжении (Rp0,2/Rm), составляющим 0,83 или менее.
| WO 2017130875 A1, 03.08.2017 | |||
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ ДЛЯ НЕФТЕГАЗОДОБЫВАЮЩЕГО ОБОРУДОВАНИЯ | 2010 |
|
RU2437954C1 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ ДЛЯ НАСОСНО-КОМПРЕССОРНЫХ И ОБСАДНЫХ ТРУБ И НЕФТЕГАЗОДОБЫВАЮЩЕГО ОБОРУДОВАНИЯ | 2010 |
|
RU2437955C1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| ДИАГНОСТИЧЕСКИЙ СТЕНД ДЛЯ ВЕТРЯНОЙ ТУРБИНЫ | 2022 |
|
RU2799575C1 |

