Настоящее изобретение относится к холоднокатаной и термообработанной листовой стали, которая является подходящей для использования в качестве листовых сталей для автомобилей.
От автомобильных деталей требуется, чтобы они удовлетворяли бы две несогласующиеся друг с другом потребности, а именно, легкость формовки и прочность, но в последние годы с учетом проблем с окружающей средой в глобальном масштабе к автомобилям также было предъявлено и третье требование в виде улучшения потребления топлива. Таким образом, в настоящее время автомобильные детали должны быть изготовлены из материала, характеризующегося высокой деформируемостью, в целях удовлетворения критериев легкости соответствия замысловатой сборке автомобилей и в то же самое время учета необходимости улучшения прочности для безопасности при аварии и долговечности транспортного средства при одновременном уменьшении массы транспортного средства для улучшения коэффициента полезного действия по топливу.
Поэтому предпринимаются интенсивные попытки в области научно-исследовательских и опытно-конструкторских разработок для уменьшения количества материала, использующегося в автомобиле, в результате увеличения прочности материала. Наоборот, увеличение прочности листовых сталей уменьшает деформируемость, и, таким образом, необходимой является разработка материалов, характеризующихся как высокой прочностью, так и высокой деформируемостью.
Ранние научно-исследовательские и опытно-конструкторские разработки в сфере листовых сталей, характеризующихся высокой прочностью и высокой деформируемостью, в результате привели к появлению нескольких способов производства листовых сталей, характеризующихся высокой прочностью и высокой деформируемостью, некоторые из которых перечисляются в настоящем документе для окончательной оценки настоящего изобретения:
Публикация ЕР3144406 представляет собой патент, который заявляет высокопрочную холоднокатаную листовую сталь, характеризующуюся превосходной тягучестью, которая содержит, при выражении через % (масс.), углерод (С): от 0,1% до 0,3%, кремний (Si): от 0,1% до 2,0%, алюминий (Al): от 0,005% до 1,5%, марганец (Mn): от 1,5% до 3,0%, фосфор (Р): 0,04% и менее (за исключением 0%), серу (S): 0,015% и менее (за исключением 0%), азот (N): 0,02% и менее (за исключением 0%) и остаток, представляющий собой железо (Fe) и неизбежные примеси, где сумма количеств кремния и алюминия (Si + Al) (% (масс.)) удовлетворяет величине, составляющей 1,0% или более, и где микроструктура содержит: при выражении через поверхностную долевую концентрацию, 5% и менее полигонального феррита, характеризующегося соотношением между малой осью и большой осью, составляющим 0,4 или более, 70% и менее (за исключением 0%) игольчатого феррита, характеризующегося соотношением между малой осью и большой осью, составляющим 0,4 или более, 25% и менее (за исключением 0%) игольчатого остаточного аустенита и остаток, представляющий собой мартенсит. Кроме того, в публикации ЕР3144406 предусматривается высокопрочная сталь, характеризующаяся пределом прочности при растяжении, составляющим 780 МПа или более.
В публикации ЕР3128023 упоминаются высокопрочная холоднокатаная листовая сталь, характеризующаяся превосходными относительным удлинением, способностью к раздаче отверстия и стойкостью к замедленному разрушению и высоким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, и способ производства листовой стали. Высокопрочная холоднокатаная листовая сталь, характеризующаяся высоким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, характеризуется композицией, содержащей, применительно к % (масс.), С: от 0,13% до 0,25%, Si: от 1,2% до 2,2%, Mn: от 2,0% до 3,2%, Р: 0,08% и менее, S: 0,005% и менее, Al: от 0,01% до 0,08%, N: 0,008% и менее, Ti: от 0,055% до 0,130% и остаток, представляющий собой Fe и неизбежные примеси. Листовая сталь обладает микроструктурой, которая содержит от 2% до 15% феррита, характеризующегося средним диаметром кристаллического зерна, составляющим 2 мкм и менее, применительно к объемной долевой концентрации, от 5 до 20% остаточного аустенита, характеризующегося средним диаметром кристаллического зерна в диапазоне от 0,3 до 2,0 мкм, применительно к объемной долевой концентрации, 10% и менее (при включении 0%) мартенсита, характеризующегося средним диаметром зерна, составляющим 2 мкм и менее, применительно к объемной долевой концентрации, и остаток, представляющий собой бейнит и отпущенный мартенсит, и при этом бейнит и отпущенный мартенсит характеризуются средним диаметром кристаллического зерна, составляющим 5 мкм и менее.
В публикации ЕР3009527 предлагаются высокопрочная холоднокатаная листовая сталь, характеризующаяся превосходным относительным удлинением, превосходной способностью к отбортовке внутренних кромок и высоким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, и способ ее изготовления. Высокопрочная холоднокатаная листовая сталь характеризуется композицией и микроструктурой. Композиция содержит от 0,15% до 0,27% С, от 0,8 до 2,4% Si, от 2,3% до 3,5% Mn, 0,08% и менее Р, 0,005% и менее S, от 0,01% до 0,08% Al и 0,010% и менее N при расчете на массу, при этом остаток представляет собой Fe и неизбежные примеси. Микроструктура содержит: феррит, характеризующийся средним размером зерна, составляющим 5 мкм и менее, и объемной долевой концентрацией в диапазоне от 3% до 20%, остаточный аустенит, характеризующийся объемной долевой концентрацией в диапазоне от 5% до 20%, и мартенсит, характеризующиеся объемной долевой концентрацией в диапазоне от 5% до 20%, при этом остаток представляет собой бейнит и/или отпущенный мартенсит. Совокупное количество остаточного аустенита, характеризующегося размером зерна, составляющим 2 мкм и менее, мартенсита, характеризующегося размером зерна, составляющим 2 мкм и менее, или их смешанной фазы составляет 150 или более при расчете на 2000 мкм2 поперечного сечения по толщине параллельно направлению прокатки листовой стали.
Задача настоящего изобретения заключается в разрешении данных проблем в результате предоставления в распоряжение холоднокатаных термообработанных листовых сталей, которые одновременно характеризуются:
- пределом прочности на разрыв, большим или равным 950 МПа, а предпочтительно составляющим более, чем 980 Па,
- общим относительным удлинением, большим или равным 20%, а предпочтительно составляющим более, чем 21%.
В одном предпочтительном варианте осуществления листовая сталь, соответствующая изобретению, характеризуется соотношением предел текучести при растяжении/предел прочности при растяжении, превышающим 0,60 или более.
В одном предпочтительном варианте осуществления листовые стали, соответствующие изобретению, могут также характеризоваться пределом текучести при растяжении, равным или большим 600 МПа.
Предпочтительно такая сталь также характеризуется хорошей пригодностью для использования при формовке, в частности, при прокатке, совместно с хорошими свариваемостью и пригодностью для нанесения покрытия.
Еще одна цель настоящего изобретения также заключается в предоставлении в распоряжение способа изготовления данных листов, который является совместимым с обычными промышленными областями применения при одновременной демонстрации надежности в отношении отклонений по производственным параметрам.
Еще одним объектом заявленного изобретения является применение заявленной листовой стали для изготовления конструкционных деталей или деталей, отвечающих за безопасность, в транспортном средстве.
Еще одним объектом заявленного изобретения является применение заявленного способа изготовления холоднокатаной и термообработанной листовой стали для изготовления конструкционных деталей или деталей безопасности транспортного средства.
Еще одним объектом заявленного изобретения является деталь, выполненная из заявленной холоднокатаной и термообработанной листовой стали путем прокатки.
Еще одним объектом заявленного изобретения является транспортное средство, содержащее указанную выше деталь.
Холоднокатаная термообработанная листовая сталь настоящего изобретения необязательно может иметь покрытие из цинка или цинковых сплавов или из алюминия или алюминиевых сплавов для улучшения ее противокоррозионной стойкости.
Углерод присутствует в стали при уровне содержания в диапазоне от 0,10% до 0,5%. Углерод представляет собой элемент, необходимый для увеличения прочности стали настоящего изобретения в результате производства фаз, характеризующихся низкотемпературным превращением, таких как мартенсит, дополнительное количество углерода также играет ключевую роль при стабилизировании аустенита, и, таким образом, он представляет собой элемент, необходимый для обеспечения присутствия остаточного аустенита. Поэтому углерод играет две ключевые роли, одна заключается в увеличении прочности, а другая заключается в сохранении аустенита для придания тягучести. Но уровень содержания углерода, составляющий менее, чем 0,10%, не будет давать возможности стабилизирования аустенита в надлежащем количестве, требуемом для стали настоящего изобретения. С другой стороны, при уровне содержания углерода, превышающем 0,5%, сталь демонстрирует неудовлетворительную свариваемость при использовании контактной точечной сварки, что накладывает ограничения на область ее применения для автомобильных деталей.
Уровень содержания марганца в стали настоящего изобретению находится в диапазоне между 1% и 3,4%. Данный элемент стимулирует формирование гамма-фазы. Назначение добавления марганца по существу заключается в получении структуры, которая содержит аустенит. Марганец представляет собой элемент, который стабилизирует аустенит при комнатной температуре с образованием остаточного аустенита. В целях получения прочности и упрочняемости стали настоящего изобретения, а также стабилизирования аустенита обязательным является количество, составляющее, по меньшей мере, приблизительно 1% (масс.) марганца. Таким образом, предпочтительным в настоящем изобретении является более высокий уровень процентного содержания марганца, такой как 3,4%. Но в случае уровня содержания марганца, составляющего более, чем 3,4%, это будет приводить к получению неблагоприятных эффектов, таких как задерживание превращения аустенита в бейнит во время изотермической выдержки для бейнитного превращения. В дополнение к этому, уровень содержания марганца, составляющий более, чем 3,4%, также приводит к уменьшению свариваемости настоящей стали, а также невозможно добиться достижения целей по тягучести. Предпочтительный диапазон количества марганца заключается в пределах между 1,2% и 2,3%, а более предпочтительный диапазон заключается в пределах между 1,2% и 2,2%.
Уровень содержания кремния в стали настоящего изобретения находится в диапазоне между 0,5% и 2,5%. Кремний представляет собой составную часть, которая задерживает формирование выделений карбидов во время перестаривания, поэтому вследствие присутствия кремния аустенит, обогащенный по углероду, стабилизируется при комнатной температуре. Кроме того, вследствие неудовлетворительной растворимости кремния в карбиде кремний эффективно ингибирует или задерживает образование карбидов, таким образом, также промотирует образование карбидов низкой плотности в бейнитной структуре, от чего в соответствии с настоящим изобретением стремятся добиться придания стали настоящего изобретения ее существенных механических свойств. Однако, несоразмерный уровень содержания кремния не производит упомянутый эффект и приводит к возникновению проблем, таких как отпускное охрупчивание. Поэтому концентрацию контролируемо выдерживают в границах верхнего предельного значения в 2,5%.
Уровень содержания алюминия находится в диапазоне от 0,03% до 1,5%. В настоящем изобретении алюминий удаляет кислород, существующий в расплавленной стали, что предотвращает формирование кислородом газовой фазы во время технологического процесса затвердевания. Алюминий также фиксирует азот в стали с образованием нитрида алюминия таким образом, что уменьшается размер зерен. Повышенный уровень содержания алюминия, составляющий более, чем 1,5%, увеличивает температуру Ас3 до высокой температуры, что, тем самым, уменьшает производительность. Уровень содержания алюминия в диапазоне между 1,0 и 1,5% может быть использован при добавлении высокого уровня содержания марганца в целях уравновешивания воздействия марганца на температуры превращения и эволюцию формирования аустенита при изменении температуры.
Уровень содержания хрома в стали настоящего изобретения находится в диапазоне между 0,05% и 1%. Хром представляет собой существенный элемент, который придает стали прочность и упрочнение, но при использовании более, чем 1% ухудшает качество отделки поверхности стали. Кроме того, уровень содержания хрома, составляющий менее, чем 1%, укрупняет характер диспергирования карбида в бейнитных структурах, таким образом, сохраняет плотность карбида в бейните низкой.
Ниобий присутствует в стали настоящего изобретения в количестве в диапазоне между 0,001% и 0,1% и является подходящим для использования при получении карбонитридов в целях придания прочности стали настоящего изобретения в результате дисперсионного упрочнения. Ниобий также будет оказывать воздействие и на размер компонентов микроструктуры в результате формирования его выделений в виде карбонитридов и в результате задерживания рекристаллизации во время технологического процесса нагревания. Таким образом, более мелкая микроструктура, полученная в конце воздействия температуры выдержки и как следствие после полного отжига, будет приводить к упрочнению продукции. Однако, уровень содержания ниобия, составляющий более, чем 0,1%, не представляет экономический интерес, поскольку для его воздействия наблюдается эффект насыщения, и это означает то, что дополнительное количество ниобия в результате не приводит к получению какого-либо улучшения прочности продукции.
Титан добавляется к стали настоящего изобретения в количестве в диапазоне между 0,001% и 0,1%, точно так же, как и ниобий, он включается в карбонитриды и, таким образом, играет роль при упрочнении. Но он также и образует TiN, что проявляется во время затвердевания отлитой продукции. На количество титана, таким образом, накладывают ограничения значением в 0,1% во избежание формирования крупных частиц нитридов титана, пагубных в отношении деформируемости. В случае уровня содержания титана, составляющего менее, чем 0,001%, он не будет придавать какой-либо эффект стали настоящего изобретения.
Количество составной части в виде фосфора в стали настоящего изобретения находится в диапазоне между 0,002% и 0,02%, фосфор ухудшает свариваемость при контактной точечной сварке и тягучесть в горячем состоянии, в частности, вследствие его тенденции к ликвации на границах зерен или к совместной ликвации с марганцем. По данным причинам на его уровень содержания накладывают ограничения значением в 0,02%, а предпочтительно значением, составляющим менее, чем 0,013%.
Сера не представляет собой существенный элемент, но может содержаться в стали в качестве примеси, и с точки зрения настоящего изобретения уровень содержания серы предпочтительно является по возможности наиболее низким, но составляет 0,003% или более с точки зрения производственной себестоимости. Кроме того, в случае присутствия более высокого уровня содержания серы в стали она будет объединяться с образованием сульфида в особенности с марганцем и уменьшать их благоприятное воздействие на настоящее изобретение.
Уровень содержания кальция в стали настоящего изобретения находится в диапазоне между 0,001% и 0,005%. Кальций добавляют к стали настоящего изобретения в качестве необязательного элемента, в особенности во время обработки для образования включений. Кальций вносит свой вклад в рафинирование стали в результате купирования пагубного уровня содержания серы в ее глобулярной форме, что, тем самым, задерживает проявление вредного воздействия серы.
На количество азота накладывают ограничения значением в 0,01% во избежание старения материала и в целях сведения к минимуму формирования выделений нитридов алюминия во время затвердевания, которые являются пагубными в отношении механических свойств стали.
Молибден представляет собой необязательный элемент, который составляет от 0% до 0,5% от стали настоящего изобретения; молибден играет эффективную роль при улучшении упрочняемости и твердости, замедляет появление бейнита и обеспечивает избегание формирования выделений карбидов в бейните. Однако, добавление молибдена избыточно увеличивает стоимость добавления легирующих элементов таким образом, что по экономическим причинам на его уровень содержания накладывают ограничения значением в 0,5%.
Медь может быть добавлена в качестве необязательного элемента в количестве в диапазоне от 0,01% до 2% для увеличения прочности стали и для улучшения ее противокоррозионной стойкости. Для получения таких эффектов требуется минимум в 0,01%. Однако, в случае ее уровня содержания, составляющего более, чем 2%, она может ухудшать внешние облики поверхности.
Никель может быть добавлен в качестве необязательного элемента в количестве в диапазоне от 0,01% до 3% для увеличения прочности стали и улучшения ее вязкости. Для получения таких эффектов требуется минимум в 0,01%. Однако, в случае его уровня содержания, составляющего более, чем 3,0%, никель будет вызывать ухудшение тягучести.
Ванадий является эффективным при улучшении прочности стали в результате образования карбидов или карбонитридов, и с экономических точек зрения верхнее предельное значение составляет 0,1%. Другие элементы, такие как церий, бор, магний или цирконий, могут быть добавлены по отдельности или в комбинации в следующих далее долях: церий ≤ 0,1%, бор ≤ 0,003%, магний ≤ 0,010% и цирконий ≤ 0,010%. Вплоть до указанных максимальных уровней содержания данные элементы делают возможным измельчение зерна во время затвердевания. Остаток композиции стали состоит из железа и неизбежных примесей, получающихся в результате переработки.
Микроструктура листа, заявленного в изобретении, состоит из нижеследующего.
Бейнит составляет от 10% до 40% от микроструктуры, при выражении через поверхностную долевую концентрацию, для стали настоящего изобретения. В настоящем изобретении бейнит настоящего изобретения в совокупности состоит из реечного бейнита и гранулярного бейнита. Для обеспечения наличия общего относительного удлинения 20% обязательным является присутствие 10% бейнита.
Остаточный аустенит составляет от 10% до 30% от стали, при выражении через поверхностную долевую концентрацию. Остаточный аустенит, как это известно, характеризуется большей растворимостью углерода в сопоставлении с бейнитом и, таким образом, исполняет функцию эффективной ловушки углерода, что поэтому задерживает образование карбидов в бейните. Уровень процентного содержания углерода внутри остаточного аустенита настоящего изобретения предпочтительно составляет более, чем 0,9% и предпочтительно менее, чем 1,1%. Остаточный аустенит стали, соответствующей изобретению, придает улучшенную тягучесть.
Отожженный бейнит составляет от 5% до 50% от микроструктуры стали настоящего изобретения, при выражении через поверхностную долевую концентрацию. Отожженный бейнит придает стали настоящего изобретения прочность и деформируемость. Отожженный бейнит формируется во время второго отжига при температуре в диапазоне между Твыдержка и Ас3. Для достижения сталью настоящего изобретения целевого относительного удлинения необходимо иметь 5% отожженного бейнита, но в случае превышения количеством отожженного бейнита 50% для стали настоящего изобретения будет невозможно добиться достижения прочности.
Закаленный мартенсит составляет от 1% до 20% от микроструктуры, при выражении через поверхностную долевую концентрацию. Закаленный мартенсит в настоящем изобретении придает прочность. Закаленный мартенсит формируется во время охлаждения второго отжига. Какого-либо минимума не требуется, но в случае присутствия закаленного мартенсита в количестве, превышающем 20%, он будет придавать избыточную прочность, но будет ухудшать другие механические свойства сверх допустимого предельного значения.
Отпущенный мартенсит составляет от 0% до 30% от микроструктуры, при выражении через поверхностную долевую концентрацию. Мартенсит может быть сформирован при охлаждении стали в диапазоне между Тсмин. и Тсмакс., и его отпускают во время перестаривающей выдержки. Отпущенный мартенсит в настоящем изобретении придает тягучесть и прочность. В случае присутствия отпущенного мартенсита в количестве, превышающем 30%, он будет придавать прочность, но будет уменьшать относительное удлинение сверх допустимого предельного значения.
В дополнение к вышеупомянутой микроструктуре микроструктура холоднокатаной и термообработанной листовой стали свободна от компонентов микроструктуры, таких как перлит, феррит и цементит, без ухудшения механических свойств листовых сталей.
Листовая сталь, соответствующая изобретению, может быть произведена при использовании любого надлежащего способа. Один предпочтительный способ состоит из получения отлитого полуфабриката из стали, характеризующейся химическим составом, соответствующим изобретению. Отливка может быть изготовлена в результате либо разливки в слитки, либо непрерывной разливки в форме тонких слябов или тонких штрипсов, то есть, при наличии толщины, например, в диапазоне от приблизительно 220 мм для слябов вплоть до нескольких десятков миллиметров для тонких штрипсов.
Например, сляб, характеризующийся описанным выше химическим составом, изготавливают в результате непрерывной разливки, где сляб необязательно претерпевал прямое мягкое обжатие во время технологического процесса непрерывной разливки во избежание возникновения осевой ликвации и для обеспечения выдерживания соотношения между локальным количеством углерода и номинальным количеством углерода на уровне, составляющем менее, чем 1,10. Сляб, полученный при использовании технологического процесса непрерывной разливки, может быть использован непосредственно при высокой температуре после непрерывной разливки или может быть сначала охлажден до комнатной температуры, а после этого повторно нагрет для горячей прокатки.
Температура сляба, который подвергают горячей прокатке, предпочтительно составляет, по меньшей мере, 1200°С и должна составлять менее, чем 1280°С. В случае температуры сляба, составляющей менее, чем 1200°С, на прокатный стан будет воздействовать избыточное давление, и, кроме того, температура стали может уменьшиться до температуры ферритного превращения во время завершения прокатки, в результате чего сталь будет подвергаться прокатке в состоянии, в котором в структуре содержался бы превращенный феррит. Поэтому температура сляба предпочтительно является достаточно высокой таким образом, чтобы горячая прокатка могла бы быть осуществлена в температурном диапазоне от Ас3 до Ас3 + 100°С, и конечная температура прокатки оставалась бы большей, чем Ас3. Необходимо избегать повторного нагревания при температурах, составляющих более, чем 1280°С, поскольку они являются дорогостоящими с точки зрения промышленности.
Для получения структуры, которая является благоприятной для рекристаллизации и прокатки, предпочтительным является диапазон конечных температур прокатки между Ас3 и Ас3 + 100°С. Конечный проход прокатки необходимо проводить при температуре, большей, чем Ас3, поскольку ниже данной температуры листовая сталь демонстрирует значительное падение прокатываемости. После этого лист, полученный данным образом, охлаждают при скорости охлаждения, составляющей более, чем 30°С/с, до температуры смотки в рулон, которая должна составлять менее, чем 600°С. Предпочтительно скорость охлаждения будет меньшей или равной 200°С/с.
Горячекатаную листовую сталь сматывают в рулон при температуре смотки в рулон, составляющей менее, чем 600°С, во избежание овализации горячекатаной листовой стали, а предпочтительно – менее, чем 570°С, во избежание окалинообразования. Предпочтительный диапазон температуры смотки в рулон заключен в пределах между 350 и 570°С. Смотанную в рулон горячекатаную листовую сталь охлаждают до комнатной температуры до проведения для нее необязательного отжига горячей полосы.
Горячекатаная листовая сталь может быть подвергнута воздействию необязательной стадии удаления окалины в целях удаления окалины, образовавшейся во время горячей прокатки. После этого горячекатаный лист может быть подвергнут необязательному отжигу горячей полосы при температурах в диапазоне между 400°С и 750°С на протяжении, по меньшей мере, 12 часов и не более, чем 96 часов, но должна выдерживаться температура, составляющая менее, чем 750°С, во избежание частичного превращения горячекатаной микроструктуры и поэтому утраты гомогенности микроструктуры. После этого может быть проведена необязательная стадия удаления окалины в целях удаления окалины, например, в результате декапирования такой листовой стали. Данную горячекатаную листовую сталь подвергают холодной прокатке при обжатии по толщине в диапазоне от 35 до 90%. После этого холоднокатаную листовую сталь, полученную в технологическом процессе холодной прокатки, подвергают воздействию двух стадий отжига для придания стали настоящего изобретения микроструктуры и механических свойств.
При первом отжиге холоднокатаной листовой стали холоднокатаную листовую сталь нагревают при скорости нагревания, которая составляет более, чем 3°С/с, до температуры выдержки в диапазоне между Ас3 и Ас3 + 100°С, где значение Ас3 для настоящей стали рассчитывают при использовании следующей далее формулы:
Ас3 = 901 – 262 * С – 29 * Mn + 31 * Si – 12 * Cr – 155 * Nb + 86 * Al,
где уровни содержания элементов выражаются через уровни массового процентного содержания.
Листовую сталь выдерживают при температуре выдержки на протяжении периода времени от 10 секунд до 500 секунд для обеспечения прохождения завершенной рекристаллизации и полного превращения в аустенит сильно механически-упрочненной первоначальной структуры. После этого лист охлаждают при скорости охлаждения, составляющей более, чем 25°С/с, до температуры в диапазоне между 380°С и 480°С, а предпочтительно в диапазоне между 380 и 450°С, и холоднокатаную листовую сталь выдерживают на протяжении периода времени от 10 секунд до 500 секунд, после этого холоднокатаную листовую сталь охлаждают до комнатной температуры для получения отожженной холоднокатаной листовой стали.
При втором отжиге холоднокатаной и отожженной листовой стали проводят нагревание при скорости нагревания, которая составляет более, чем 3°С/с, до температуры выдержки в диапазоне между Твыдержка и Ас3, где
Твыдержка = 830 – 260* C – 25 * Mn + 22 * Si + 40 * Al,
где уровни содержания элементов выражаются через уровни массового процентного содержания,
на протяжении периода времени от 10 секунд до 500 секунд для обеспечения прохождения надлежащих рекристаллизации и превращения в целях получения как минимум 50%-ной аустенитной микроструктуры. После этого лист охлаждают при скорости охлаждения, составляющей более, чем 20°С/с, до температуры в диапазоне между Тсмакс. и Тсмин.. Данные значения Тсмакс. и Тсмин. определяются следующим далее образом:
Тсмакс. = 565 – 601*(1 – Exp(– 0,868*C)) – 34*Mn – 13*Si – 10*Cr + 13*Al – 361*Nb
Тсмин. = 565 – 601*(1 – Exp(– 1,736*C)) – 34*Mn – 13*Si – 10*Cr + 13*Al – 361*Nb,
где уровни содержания элементов выражаются через уровни массового процентного содержания.
После этого холоднокатаную и отожженную листовую сталь доводят до диапазона температур от 380 до 580°С и выдерживают на протяжении периода времени от 10 секунд до 500 секунд для обеспечения формирования надлежащего количества бейнита, а также отпуска мартенсита в целях придания стали настоящего изобретения целевых механических свойств. Впоследствии холоднокатаную и отожженную листовую сталь охлаждают до комнатной температуры при скорости охлаждения, составляющей, по меньшей мере, 1°С/с для формирования закаленного мартенсита в целях получения холоднокатаной и термообработанной листовой стали.
После этого на холоднокатаную термообработанную листовую сталь необязательно может быть нанесено покрытие при использовании любых известных промышленных технологических процессов, таких как электрогальванизирование, JVD (струйное осаждение из паровой фазы), PVD (физическое осаждение из паровой фазы), Hot-dip(GI/GA) (гальванизирование в результате погружения в расплав/гальванизирование в результате погружения в расплав и отжиг) и тому подобное. Электрогальванизирование не изменяет и не модифицирует какие-либо механические свойства или микроструктуру холоднокатаной термообработанной листовой стали в соответствии с притязаниями изобретения. Электрогальванизирование может быть осуществлено при использовании любого обыкновенного промышленного технологического процесса, например, при использовании электролитического осаждения покрытия.
Следующие далее испытания, примеры, иллюстративное описание изобразительными средствами и таблицы, которые представлены в настоящем документе, являются неограничивающими по самой своей природе и должны быть рассмотрены для целей только иллюстрирования и будут демонстрировать выгодные признаки настоящего изобретения.
Листовые стали, изготовленные из сталей, характеризующихся различными композициями, перечислены и собраны в таблице 1, где листовые стали производят в соответствии с технологическими параметрами, которые установлены, соответственно, в таблице 2. После этого в таблице 3 собрана микроструктура листовых сталей, полученных во время экспериментов, а в таблице 4 собран результат оценок полученных свойств.
В таблице 1 демонстрируются стали, характеризующиеся композициями, при выражении через уровни массового процентного содержания. Композиции сталей от I1 до I5 предназначены для изготовления листов, соответствующих изобретению, в данной таблице также указываются справочные композиции сталей, которые обозначаются в таблице символами от R1 до R4. Таблица 1 также исполняет функцию сопоставительного табулирования данных между изобретенной сталью и справочной сталью. Таблица 1 в настоящем документе имеет вид:
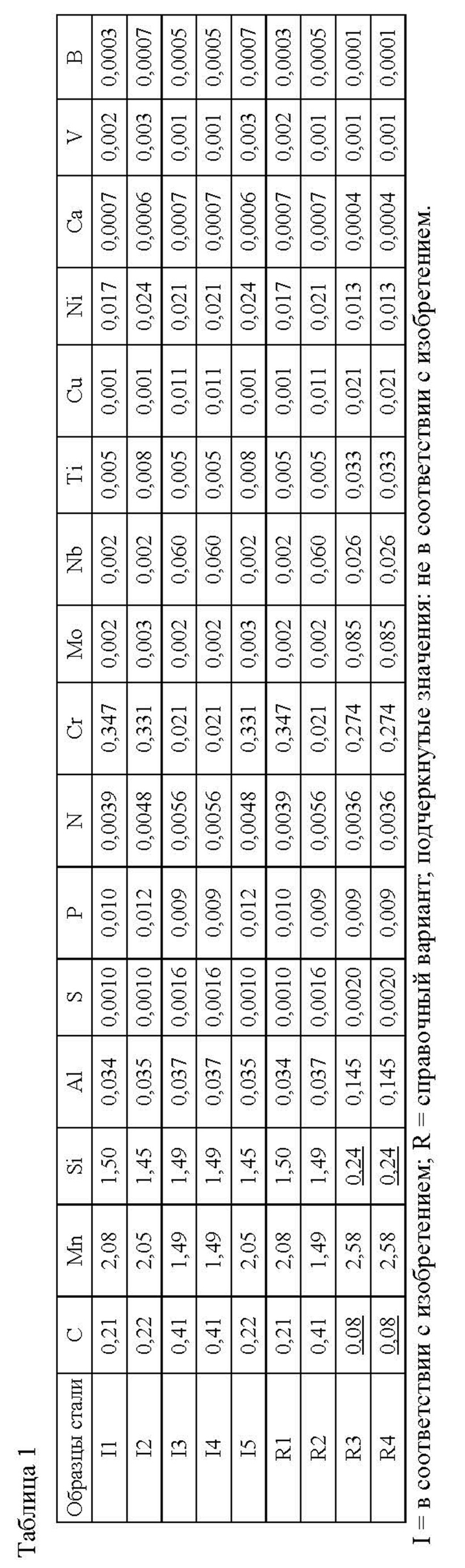
Таблица 2
В таблице 2 собраны технологические параметры отжига, воплощенные в отношении сталей из таблицы 1. Композиции сталей от I1 до I5 предназначены для изготовления листов, соответствующих изобретению, в данной таблице также указываются справочные стали, которые обозначаются в таблице символами от R1 до R4. В таблице 2 также продемонстрировано табулирование данных для Tcмин. и Тcмакс.. Данные значения Tcмакс. и Тcмин. определяются для изобретенных сталей и справочных сталей следующим далее образом:
Тсмакс. = 565 – 601*(1 – Exp(– 0,868*C)) – 34*Mn – 13*Si – 10*Cr + 13*Al – 361*Nb
Тсмин. = 565 – 601*(1 – Exp(– 1,736*C)) – 34*Mn – 13*Si – 10*Cr + 13*Al – 361*Nb
Кроме того, до проведения отжигательной обработки в отношении сталей изобретения, а также в отношении справочных сталей стали нагревали до температуры в диапазоне между 1000°С и 1280°С, а после этого подвергали горячей прокатке при конечной температуре, составляющей более, чем 850°С, а после этого сматывали в рулон при температуре, составляющей менее, чем 600°С. Вслед за этим горячекатаные рулоны подвергали переработке в соответствии с притязаниями изобретения и после этого холодной прокатки при обжатии по толщине в диапазоне от 30 до 95%. Данные холоднокатаные листовые стали как из изобретенной стали, так и из справочной стали подвергали термическим обработкам в соответствии с перечислением в таблице 2 в настоящем документе:
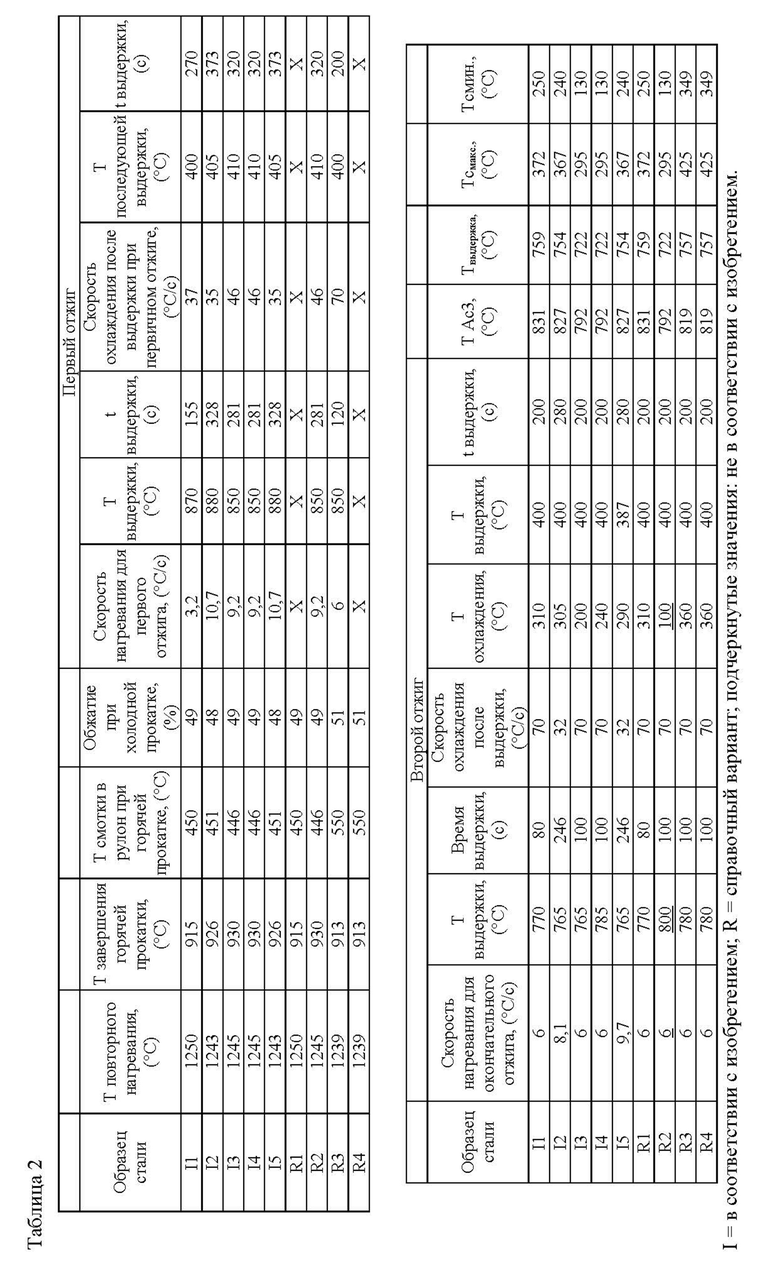
Таблица 3
В таблице 3 иллюстративно описываются результаты испытания, проводимого в соответствии со стандартами в отношении различных микроскопов, таких как сканирующий электронный микроскоп, для определения композиции микроструктуры как изобретенной стали, так и справочной стали.
В настоящем документе установлены результаты:
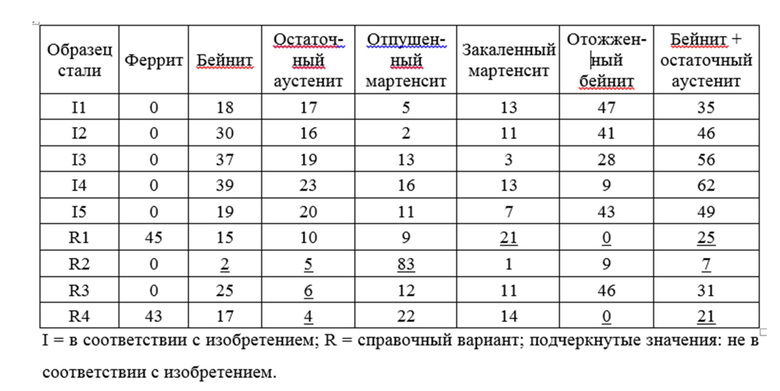
Таблица 4
В таблице 4 иллюстративно описываются механические свойства как изобретенной стали, так и справочной стали. В целях определения предела прочности при растяжении, предела текучести при растяжении и общего относительного удлинения проводят испытания на растяжение в соответствии со стандартами JIS Z2241.
В последующем изложении табулируются данные по результатам различных механических испытаний, проводимых в соответствии со стандартами:

I = в соответствии с изобретением; R = справочный вариант; подчеркнутые значения: не в соответствии с изобретением.
Изобретение относится к области металлургии, а именно к холоднокатаной и термообработанной листовой стали, используемой для изготовления деталей автомобилей. Сталь имеет следующий химический состав, в мас.%: 0,10 ≤ углерод ≤ 0,5, 1 ≤ марганец ≤ 3,4, 0,5 ≤ кремний ≤ 2,5, 0,03 ≤ алюминий ≤ 1,5, сера ≤ 0,003, 0,002 ≤ фосфор ≤ 0,02, азот ≤ 0,01, при необходимости по меньшей мере один элемент из: 0,05 ≤ хром ≤ 1, 0,001 ≤ молибден ≤ 0,5, 0,001 ≤ ниобий ≤ 0,1, 0,001 ≤ титан ≤ 0,1, 0,01 ≤ медь ≤ 2, 0,01 ≤ никель ≤ 3, 0,0001 ≤ кальций ≤ 0,005, ванадий ≤ 0,1, бор ≤ 0,003, церий ≤ 0,1, магний ≤ 0,010 и цирконий ≤ 0,010, остальное - железо и неизбежные примеси. Микроструктура листовой стали содержит, при выражении через поверхностную долевую концентрацию, от 10 до 30% остаточного аустенита, от 5 до 50% отожженного бейнита, от 10 до 40% бейнита, от 1% до 20% закаленного мартенсита и менее чем 30% отпущенного мартенсита, причем объединенное количество бейнита и остаточного аустенита составляет 30% или более. Сталь одновременно характеризуется как высоким пределом прочности на разрыв, большим или равным 950 МПа, так и высоким общим относительным удлинением, большим или равным 20%. 6 н. и 16 з.п. ф-лы, 4 табл.
1. Холоднокатаная и термообработанная листовая сталь, характеризующаяся химическим составом, в мас.%, содержащим следующие далее элементы:
0,10% ≤ углерод ≤ 0,5%,
1% ≤ марганец ≤ 3,4%,
0,5% ≤ кремний ≤ 2,5%,
0,03% ≤ алюминий ≤ 1,5%,
сера ≤ 0,003%,
0,002% ≤ фосфор ≤ 0,02%,
азот ≤ 0,01%,
при необходимости по меньшей мере один элемент из:
0,05% ≤ хром ≤ 1%,
0,001% ≤ молибден ≤ 0,5%,
0,001% ≤ ниобий ≤ 0,1%,
0,001% ≤ титан ≤ 0,1%,
0,01% ≤ медь ≤ 2%,
0,01% ≤ никель ≤ 3%,
0,0001% ≤ кальций ≤ 0,005%,
ванадий ≤ 0,1%,
бор ≤ 0,003%,
церий ≤ 0,1%,
магний ≤ 0,010%,
цирконий ≤ 0,010%,
остальное - железо и неизбежные примеси,
при этом микроструктура указанной листовой стали содержит, при выражении через поверхностную долевую концентрацию, от 10 до 30% остаточного аустенита, от 5 до 50% отожженного бейнита, от 10 до 40% бейнита, от 1% до 20% закаленного мартенсита и менее чем 30% отпущенного мартенсита, причем объединенное количество бейнита и остаточного аустенита составляет 30% или более.
2. Листовая сталь по п. 1, в которой состав включает 0,7% ≤ кремний ≤ 2,2%.
3. Листовая сталь по п. 1 или 2, в которой состав включает 1% ≤ кремний ≤ 2,2%.
4. Листовая сталь по любому из пп. 1-3, в которой состав включает 0,03% ≤ алюминий ≤ 1,0%.
5. Листовая сталь по любому из пп. 1-4, в которой состав включает 1,2% ≤ марганец ≤ 2,3%.
6. Листовая сталь по любому из пп. 1-5, в которой состав включает 0,05% ≤ хром ≤ 0,5%.
7. Листовая сталь по любому из пп. 1-6, в которой сумма фаз остаточного аустенита и бейнита составляет более чем 35%.
8. Листовая сталь по любому из пп. 1-7, в которой сумма фаз отожженного бейнита и бейнита составляет более чем 45%.
9. Листовая сталь по любому из пп. 1-8, в которой количество остаточного аустенита находится в диапазоне между 15 и 30%.
10. Листовая сталь по любому из пп. 1-9, в которой количество бейнита находится в диапазоне между 15% и 40%.
11. Листовая сталь по любому из пп. 1-10, характеризующаяся пределом прочности при растяжении, составляющим более чем 950 МПа, и общим относительным удлинением, составляющим 20% или более.
12. Листовая сталь по любому из пп. 1-11, характеризующаяся пределом текучести при растяжении, составляющим более чем 600 МПа, и соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 0,6 или более.
13. Листовая сталь по любому из пп. 1-12, характеризующаяся пределом прочности при растяжении в диапазоне между 1000 МПа и 1100 МПа и общим относительным удлинением, составляющим 23% или более.
14. Листовая сталь по любому из пп. 1-13, в которой феррит не содержится.
15. Способ производства холоднокатаной и термообработанной листовой стали по любому из пп. 1-14, включающий следующие далее стадии:
получение полуфабриката из стали с составом по любому из пп. 1-6;
повторный нагрев упомянутого полуфабриката до температуры в диапазоне между 1200°С и 1280°С;
прокатка упомянутого полуфабриката в аустенитном диапазоне, причем температура завершения горячей прокатки является большей, чем Ас3, для получения горячекатаной листовой стали;
охлаждение листовой стали при скорости охлаждения, составляющей более чем 30°С/с, до температуры смотки в рулон, которая составляет менее чем 600°С; и смотка в рулон горячекатаной листовой стали;
охлаждение горячекатаной листовой стали до комнатной температуры;
необязательно проведение стадии удаления окалины с упомянутой горячекатаной листовой стали;
необязательно проведение отжига горячекатаной листовой стали при температуре в диапазоне между 400°С и 750°С;
необязательно проведение стадии удаления окалины с упомянутой горячекатаной листовой стали;
холодная прокатка упомянутой горячекатаной листовой стали при степени обжатия в диапазоне между 35 и 90% для получения холоднокатаной листовой стали;
после этого проведение первого отжига посредством нагрева холоднокатаной листовой стали со скоростью, составляющей более чем 3°С/с, до температуры выдержки в диапазоне между Ас3 и Ас3 + 100°С и выдержка в течение от 10 до 500 секунд;
после этого охлаждение листовой стали при скорости, составляющей более чем 25°С/с, до температуры в диапазоне между 380°С и 480°С и выдержка холоднокатаной листовой стали в течение от 10 до 500 секунд;
охлаждение холоднокатаной листовой стали до комнатной температуры для получения холоднокатаной и отожженной листовой стали;
после этого проведение второго отжига посредством нагрева упомянутой холоднокатаной и отожженной листовой стали при скорости, составляющей более чем 3°С/с, до температуры в диапазоне между Твыдержка и Ас3 и выдержка в течение от 10 до 500 секунд,
при этом Твыдержка = 830 – 260 * C – 25 * Mn + 22 * Si + 40 * Al,
где C, Mn, Si и Al представляют уровни содержания соответствующих элементов, в мас.%;
после этого охлаждение листа при скорости, составляющей более чем 20°С/с, до диапазона температур между Тсмакс. и Тсмин., где значения Тсмакс. и Тсмин. определяются следующим далее образом:
Тсмакс = 565 – 601*(1 – Exp(– 0,868*C)) – 34*Mn – 13*Si – 10*Cr + 13*Al – 361*Nb,
Тсмин = 565 – 601*(1 – Exp(– 1,736*C)) – 34*Mn – 13*Si – 10*Cr + 13*Al – 361*Nb,
где C, Mn, Si, Cr, Al и Nb представляют собой содержание, в мас.%, соответствующих элементов в стали,
после этого доведение упомянутой холоднокатаной и отожженной листовой стали до диапазона температур между 350 и 550°С и выдержку при этой температуре в течение от 5 до 500 секунд с последующим охлаждением упомянутой отожженной холоднокатаной листовой стали до комнатной температуры при скорости охлаждения, составляющей более чем 1°С/с, для получения холоднокатаной и термообработанной листовой стали.
16. Способ по п. 15, в котором температура смотки в рулон упомянутой горячекатаной листовой стали составляет менее чем 570°С.
17. Способ по п. 15 или 16, в котором холоднокатаную листовую сталь подвергают первому отжигу до температуры выдержки в диапазоне между Ас3 и Ас3 + 75°С на протяжении периода времени от 10 до 500 секунд.
18. Способ по пп. 15-17, в котором подвергнутую первичному отжигу холоднокатаную листовую сталь подвергают непрерывному отжигу в диапазоне между Твыдержка и Ас3 для получения соотношения между количествами аустенита и отожженного бейнита в диапазоне между 50:50 и 90:10 в течение от 10 до 500 секунд.
19. Применение холоднокатаной и термообработанной листовой стали по любому из пп. 1-14 для изготовления конструкционных деталей или деталей, отвечающих за безопасность, в транспортном средстве.
20. Применение способа изготовления холоднокатаной и термообработанной листовой стали по любому из пп. 15-18 для изготовления конструкционных деталей или деталей безопасности транспортного средства.
21. Деталь транспортного средства, выполненная из холоднокатаной и термообработанной листовой стали по любому из пп. 1-14 путем прокатки.
22. Транспортное средство, содержащее деталь по п. 21.
| US 2017101695 A1, 13.04.2017 | |||
| ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ЛЕГИРОВАННЫЙ ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ АДГЕЗИЮ ПОКРЫТИЯ, ФОРМУЕМОСТЬ И РАЗДАЧУ ОТВЕРСТИЯ, С ПРЕДЕЛОМ ПРОЧНОСТИ 980 МПА ИЛИ БОЛЬШЕ, А ТАКЖЕ СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2586386C2 |
| СТАЛЬНОЙ МАТЕРИАЛ | 2013 |
|
RU2599933C2 |
| US 2009053096 A1, 26.02.2009. | |||

