Область техники, к которой относится изобретение
Настоящее изобретение относится к горячекатаной листовой стали для гибкой насосно-компрессорной трубы малого диаметра и способу изготовления данной листовой стали, а, говоря более подробно, к горячекатаной листовой стали для гибкой насосно-компрессорной трубы малого диаметра, характеризующейся пределом текучести при растяжении, составляющим 480 МПа или более, пределом прочности при растяжении, составляющим 600 МПа или более, разностью пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием при 650°C на протяжении 60 секунд после 5%-ного предварительного деформирования, и пределом текучести при растяжении, составляющим 620 МПа или более, после проведения термической обработки с предварительным деформированием.
Уровень техники
Гибкую насосно-компрессорную трубу малого диаметра, которую изготавливают в результате смотки длинной произведенной при использовании электрической сварки сопротивлением трубы, имеющей наружный диаметр в диапазоне приблизительно от 20 мм до 100 мм, вокруг барабана, широко используют для проведения различных типов операций в скважине, таких как при удалении песка, осажденного в нефтяной скважине, и при измерении температуры, влажности, глубины и тому подобного в нефтяной скважине. В последнее время гибкая насосно-компрессорная труба малого диаметра начала использоваться для бурения скважины сланцевого газа или нефтяной скважины.
Гибкую насосно-компрессорную трубу малого диаметра изготавливают в результате резки горячекатаной листовой стали, которую используют в качестве материала, в продольном направлении в соответствии с диаметром трубы, сварки продольно разрезанных стальных штрипсов для получения стального штрипса, имеющего предварительно определенную длину, формовки сваренного штрипса для получения профиля трубы при проведении роликового профилирования, проведения электрической сварки сопротивлением в отношении формованного штрипса, проведения отжига для снятия напряжений в отношении сварной трубы для улучшения качества сварочного шва и предотвращения сульфидного коррозионного растрескивания под напряжением и навивки отожженной трубы на барабан. В целях предотвращения разламывания скважины от гибкой насосно-компрессорной трубы малого диаметра требуется демонстрация высокой прочности в продольном направлении после изготовления трубы, например, предела текучести при растяжении, составляющего 90 кфунт/дюйм2 (620 МПа) или более.
В ответ на такое требование в источнике патентной литературы 1 раскрываются стальной штрипс для гибкой насосно-компрессорной трубы малого диаметра и способ изготовления стального штрипса. Способ включает проведение горячей чистовой прокатки в условиях температуры чистовой прокатки в диапазоне от 820°С или более до 920°С или менее в отношении стали, характеризующейся химическим составом, содержащим, при выражении в % (масс.), С: от 0,10% или более до 0,16% или менее, Si: от 0,1% или более до 0,5% или менее, Mn: от 0,5% или более до 1,5% или менее, P: 0,02% или менее, S: 0,005% или менее, раств. Al: от 0,01% или более до 0,07% или менее, Сr: от 0,4% или более до 0,8% или менее, Сu: от 0,1% или более до 0,5% или менее, Ni: от 0,1% или более до 0,3% или менее, Mo: от 0,1% или более до 0,2% или менее, Nb: от 0,01% или более до 0,04% или менее, Ti: от 0,005% или более до 0,03% или менее, N: 0,005% или менее, и смотку горячекатаного стального штрипса при температуре смотки в диапазоне от 550°С или более до 620°С или менее в пределах 20 секунд после проведения горячей чистовой прокатки.
В источнике патентной литературы 2 раскрываются гибкая насосно-компрессорная труба малого диаметра, характеризующаяся химическим составом, содержащим, при выражении в % (масс.), С: от 0,17% до 0,35%, Mn: от 0,30% до 2,00%, Si: от 0,10% до 0,30%, Al: от 0,010% до 0,040%, S: 0,010% или менее, Р: 0,015% или менее, микроструктурой стали, в основном включающей отпущенный мартенсит, пределом текучести при растяжении в диапазоне от 80 кфунт/дюйм2 (551 МПа) до 140 кфунт/дюйм2 (965 МПа) и превосходной стойкостью к малоцикловым усталостным нагрузкам, и способ изготовления гибкой насосно-компрессорной трубы малого диаметра.
Перечень цитирования
Источник патентной литературы
ИПЛ 1: японский патент № 5494895
ИПЛ 2: публикация японской нерассмотренной патентной заявки № 2014-208888
Раскрытие сущности изобретения
Техническая проблема
Методика, описанная в источнике патентной литературы 1, относится к стальному штрипсу для гибкой насосно-компрессорной трубы малого диаметра, превосходному применительно к гомогенности свойств материала при уменьшенной вариации свойств материала в продольном и поперечном направлениях горячекатаной листовой стали. Однако, вследствие отсутствия упоминания о пределе текучести при растяжении после проведения изготовления трубы может оказаться невозможно добиться достижения достаточно высокой прочности фактической гибкой насосно-компрессорной трубы малого диаметра.
В дополнение к этому, в случае методики, описанной в источнике патентной литературы 2, вследствие необходимости проведения закаливающей обработки и отпускающей обработки в отношении целой трубы после проведения изготовления трубы в отношении горячекатаной листовой стали для формирования микроструктуры, в основном включающей отпущенный мартенсит, будет необходимо вводить новый производственный агрегат, который может в результате приводить к увеличению производственной себестоимости.
Поэтому с учетом описанной выше ситуации одна цель настоящего изобретения заключается в предложении горячекатаной листовой стали для гибкой насосно-компрессорной трубы малого диаметра, характеризующейся пределом текучести при растяжении, составляющим 480 МПа или более, пределом прочности при растяжении, составляющим 600 МПа или более, разностью пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования, и пределом текучести при растяжении, составляющим 620 МПа или более, после проведения термической обработки с предварительным деформированием, и способа изготовления листовой стали.
Разрешение проблемы
Изобретатели настоящего изобретения провели усердные исследования в отношении способа достижения желательного предела текучести при растяжении после проведения изготовления трубы и отжига для снятия напряжений и, как результат, установили то, что в результате получения химического состава, содержащего элементы, такие как С, Mn, Cr, Nb и Ti, в надлежащих контролируемых количествах, контролируемого выдерживания температуры нагревания стального сляба и температуры чистовой прокатки, проведения ускоренного охлаждения до температуры прекращения охлаждения, составляющей 600°С или менее, при скорости охлаждения, составляющей 30°С/с или более, и проведения смотки при температуре в диапазоне от 450°С или более до 600°С или менее возможно формирование микроструктуры, в основном включающей бейнит и бейнитный феррит, в которой количество Nb в состоянии твердого раствора составляет 20% или более от совокупного уровня содержания Nb, и возможно получение горячекатаной листовой стали для гибкой насосно-компрессорной трубы малого диаметра, характеризующейся пределом текучести при растяжении, составляющим 480 МПа или более, пределом прочности при растяжении, составляющим 600 МПа или более, разностью пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования, и пределом текучести при растяжении, составляющим 620 МПа или более, после проведения термической обработки с предварительным деформированием. То есть, как это было установлено, при использовании горячекатаной листовой стали, описанной выше, возможно получение гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательным пределом текучести при растяжении (≥ 620 МПа), в результате деформационно-состаривающего твердения, обусловленного изготовлением трубы и отжигом для снятия напряжений.
Сущность предмета настоящего изобретения заключается в нижеследующем.
[1] Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы малого диаметра, при этом листовая сталь характеризуется химическим составом, содержащим, при выражении в % (масс.), С: от 0,10% или более до 0,16% или менее, Si: от 0,1% или более до 0,5% или менее, Mn: от 0,8% или более до 1,8% или менее, P: от 0,001% или более до 0,020% или менее, S: 0,0050% или менее, Al: от 0,01% или более до 0,08% или менее, Сu: от 0,1% или более до 0,5% или менее, Ni: от 0,1% или более до 0,5% или менее, Сr: от 0,5% или более до 0,8% или менее, Mo: от 0,10% или более до 0,5% или менее, Nb: от 0,01% или более до 0,05% или менее, Ti: от 0,01% или более до 0,03% или менее, N: от 0,001% или более до 0,006% или менее и остаток в виде Fe и неизбежных примесей, микроструктурой в позиции, расположенной на 1/2 толщины листовой стали, включающей бейнит и бейнитный феррит при совокупном количестве, составляющем 80% или более, применительно к поверхностной долевой концентрации, в которой количество Nb в состоянии твердого раствора составляет 20% или более от совокупного уровня содержания Nb, пределом текучести при растяжении, составляющим 480 МПа или более, пределом прочности при растяжении, составляющим 600 МПа или более, разностью пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования, и пределом текучести при растяжении, составляющим 620 МПа или более, после проведения термической обработки с предварительным деформированием.
[2] Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы малого диаметра, соответствующая представленной выше позиции [1], у которой химический состав, кроме того, содержит, при выражении в % (масс.), одного, двух или более представителей, выбираемых из В: от 0,0005% или более до 0,0050% или менее, V: от 0,01% или более до 0,10% или менее, Ca: от 0,0005% или более до 0,0100% или менее, металла PЗМ: от 0,0005% или более до 0,0200% или менее, Zr: от 0,0005% или более до 0,0300% или менее и Mg: от 0,0005% или более до 0,0100% или менее.
[3] Способ изготовления горячекатаной листовой стали для гибкой насосно-компрессорной трубы малого диаметра, соответствующей представленным выше позициям [1] или [2], при этом способ включает нагревание стального сляба, характеризующегося данным химическим составом, до температуры в диапазоне от 1100°С или более до 1250°С или менее, проведение черновой прокатки в отношении нагретого стального сляба, проведение чистовой прокатки в отношении стального сляба, подвергнутого черновой прокатке, в условиях температуры чистовой прокатки в диапазоне от 820°С или более до 920°С или менее, охлаждение листовой стали, подвергнутой чистовой прокатке, до температуры, составляющей 600°С или менее, при средней скорости охлаждения в диапазоне от 30°С/с или более до 100°С/с или менее применительно к температуре в центральной части в направлении толщины листовой стали и смотку охлажденной листовой стали при температуре в диапазоне от 450°С или более до 600°С или менее.
Выгодные эффекты от изобретения
В соответствии с настоящим изобретением в результате надлежащего контролируемого выдерживания условий прокатки и условий охлаждения после проведения прокатки возможно формирование микроструктуры стали, в основном включающей бейнит и бейнитный феррит, в которой количество Nb в состоянии твердого раствора является равным или большим в сопоставлении с предварительно определенным значением, и, как результат, возможны получение горячекатаной листовой стали, характеризующейся пределом текучести при растяжении, составляющим 480 МПа или более, и пределом прочности при растяжении, составляющим 600 МПа или более, и получение гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательным пределом текучести при растяжении (≥ 620 МПа), в результате деформационно-состаривающего твердения, обусловленного изготовлением трубы и отжигом для снятия напряжений, при производстве значительного эффекта для промышленности.
Осуществление изобретения
Ниже в настоящем документе настоящее изобретение будет описываться подробно.
Сначала будут описываться причины наложения ограничений на химический состав, соответствующий настоящему изобретению. В данном случае символ «%» в отношении составных частей обозначает % (масс.).
С: от 0,10% или более до 0,16% или менее
С демонстрирует эффективность в отношении увеличения прочности в результате трансформационного упрочнения при формировании микроструктуры, в основном включающей бейнит и бейнитный феррит, после проведения ускоренного охлаждения. Однако, в случае уровня содержания С, составляющего менее, чем 0,10%, вследствие наличия тенденции во время проведения охлаждения к прохождению превращения полигонального феррита и перлитного превращения будет невозможным формирование бейнита и бейнитного феррита в предварительно определенном совокупном количестве, что может сделать невозможным достижение желательной прочности горячекатаной листовой стали (TS ≥ 600 МПа). С другой стороны, в случае уровня содержания С, составляющего более, чем 0,16%, вследствие затруднительности достижения количества Nb в состоянии твердого раствора, равного или большего в сопоставлении с предварительно определенным количеством, причиной чего является затруднительность растворения NbC при нагревании стального сляба, будет иметь место недостаточное деформационно-состаривающее твердение, обусловленное изготовлением трубы и отжигом для снятия напряжений, что может в результате приводить к неполучению гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательным пределом текучести при растяжении (≥ 620 МПа). Поэтому уровень содержания С задают в диапазоне от 0,10% или более до 0,16% или менее. Предпочтительным является уровень содержания С, составляющий 0,11% или более. В дополнение к этому, предпочтительным является уровень содержания С, составляющий 0,13% или менее.
Si: от 0,1% или более до 0,5% или менее
Si представляет собой элемент, который является необходимым для раскисления, и который является эффективным в отношении увеличения прочности горячекатаной листовой стали в результате твердо-растворного упрочнения. Для реализации таких эффектов необходимым является уровень содержания Si, составляющий 0,1% или более. С другой стороны, в случае уровня содержания Si, составляющего более, чем 0,5%, будет иметь место ухудшение качества сварочного шва. В дополнение к этому, явным образом образуется красная окалина, что в результате приводит к ухудшению качества внешнего вида поверхности листовой стали. Поэтому уровень содержания Si задают в диапазоне от 0,1% или более до 0,5% или менее. Предпочтительным является уровень содержания Si в диапазоне от 0,1% или более до 0,3% или менее.
Mn: от 0,8% или более до 1,8% или менее
Mn подобно С демонстрирует эффективность в отношении увеличения прочности в результате трансформационного упрочнения при формировании микроструктуры, в основном включающей бейнит и бейнитный феррит, после проведения ускоренного охлаждения. Однако, в случае уровня содержания Mn, составляющего менее, чем 0,8%, вследствие наличия тенденции во время проведения охлаждения к прохождению превращения полигонального феррита и перлитного превращения будет невозможным формирование бейнита и бейнитного феррита в предварительно определенном совокупном количестве, что может сделать невозможным достижение желательной прочности горячекатаной листовой стали (TS ≥ 600 МПа). С другой стороны, в случае уровня содержания Mn, составляющего более, чем 1,8%, эффект увеличения прочности станет насыщенным, и будет иметь место ухудшение свариваемости. В дополнение к этому, вследствие концентрирования Mn в ликвационной части, которая неизбежно формируется при проведении разливки, может иметь место ухудшение стойкости к усталостным нагрузкам у гибкой насосно-компрессорной трубы малого диаметра. Поэтому уровень содержания Mn задают в диапазоне от 0,8% или более до 1,8% или менее. Предпочтительным является уровень содержания Mn в диапазоне от 0,8% или более до 1,6% или менее или более предпочтительно от 0,8% или более до 1,2% или менее.
P: от 0,001% или более до 0,020% или менее
Р представляет собой элемент, который является эффективным в отношении увеличения прочности горячекатаной листовой стали в результате твердо-растворного упрочнения. Однако, в случае уровня содержания Р, составляющего менее, чем 0,001%, такой эффект не реализуется, и может иметь место увеличение стоимости дефосфоризации в технологическом процессе производства стали. Поэтому уровень содержания Р задают на уровне, составляющем 0,001% или более. С другой стороны, в случае уровня содержания Р, составляющего более, чем 0,020%, будет иметь место явное ухудшение свариваемости. В дополнение к этому, вследствие увеличения негомогенности свойств материала, причиной чего является ликвация Р на границах зерен, может иметь место ухудшение стойкости к малоцикловым усталостным нагрузкам у гибкой насосно-компрессорной трубы малого диаметра. Поэтому уровень содержания Р задают в диапазоне от 0,001% или более до 0,020% или менее. Предпочтительным является уровень содержания Р в диапазоне от 0,001% или более до 0,010% или менее.
S: 0,0050% или менее
S вызывает появление горячеломкости и может приводить к ухудшению тягучести и вязкости, как результат, своего существования в форме включений на сульфидной основе в стали. В дополнение к этому, поскольку S может представлять собой центр инициирования усталостного растрескивания, может иметь место ухудшение стойкости к усталостным нагрузкам у гибкой насосно-компрессорной трубы малого диаметра. Поэтому предпочтительным является по возможности наиболее низкий уровень содержания S, и в настоящем изобретении верхнее предельное значение уровня содержания S задают на уровне 0,0050%. Предпочтительным является уровень содержания S, составляющий 0,0015% или менее. Несмотря на отсутствие конкретных ограничений, накладываемых на нижнее предельное значение уровня содержания S, будет иметь место увеличение стоимости производства стали в случае предпринятия попытки достижения ультранизкого уровня содержания S. Поэтому предпочтительным является уровень содержания S, составляющий 0,0001% или более.
Al: от 0,01% или более до 0,08% или менее
Al представляет собой элемент, который добавляют в качестве раскислителя. В дополнение к этому, поскольку Al обладает способностью обеспечивать твердо-растворное упрочнение, Al демонстрирует эффективность в отношении увеличения прочности горячекатаной листовой стали. Однако, в случае уровня содержания Al, составляющего менее, чем 0,01%, может иметь место ситуация, когда будет невозможной реализация таких эффектов. C другой стороны, в случае уровня содержания Al, составляющего более, чем 0,08%, будет иметь место увеличение стоимости материалов исходного сырья, и может произойти ухудшение вязкости. Поэтому уровень содержания Al задают в диапазоне от 0,01% или более до 0,08% или менее. Предпочтительным является уровень содержания Al в диапазоне от 0,01% или более до 0,05% или менее.
Cu: от 0,1% или более до 0,5% или менее
Cu представляет собой элемент, который добавляют для придания противокоррозионной стойкости. В дополнение к этому, поскольку Cu, представляя собой элемент, характеризующийся прокаливаемостью, формирует микроструктуру, в основном включающую бейнит и бейнитный феррит, после проведения ускоренного охлаждения, Cu демонстрирует эффективность в отношении увеличения прочности в результате трансформационного упрочнения. Для реализации таких эффектов необходимым является уровень содержания Cu, составляющий 0,1% или более. С другой стороны, в случае уровня содержания Cu, составляющего более, чем 0,5%, эффект увеличения прочности станет насыщенным, и будет иметь место ухудшение свариваемости. Поэтому уровень содержания Cu задают в диапазоне от 0,1% или более до 0,5% или менее. Предпочтительным является уровень содержания Cu, составляющий 0,2% или более. В дополнение к этому, предпочтительным является уровень содержания Cu, составляющий 0,4% или менее.
Ni: от 0,1% или более до 0,5% или менее
Ni подобно Cu представляет собой элемент, который добавляют для придания противокоррозионной стойкости. В дополнение к этому, поскольку Ni, представляя собой элемент, характеризующийся прокаливаемостью, формирует микроструктуру, в основном включающую бейнит и бейнитный феррит, после проведения ускоренного охлаждения, Ni демонстрирует эффективность в отношении увеличения прочности в результате трансформационного упрочнения. Для реализации таких эффектов необходимым является уровень содержания Ni, составляющий 0,1% или более. С другой стороны, Ni очень дорого стоит, и такие эффекты станут насыщенными в случае уровня содержания Ni, составляющего более, чем 0,5%. Поэтому уровень содержания Ni задают в диапазоне от 0,1% или более до 0,5% или менее. Предпочтительным является уровень содержания Ni в диапазоне от 0,1% или более до 0,3% или менее.
Cr: от 0,5% или более до 0,8% или менее
Cr подобно Cu и Ni представляет собой элемент, который добавляют для придания противокоррозионной стойкости. В дополнение к этому, поскольку Cr, представляя собой элемент, характеризующийся прокаливаемостью, формирует микроструктуру, в основном включающую бейнит и бейнитный феррит, после проведения ускоренного охлаждения, Cr демонстрирует эффективность в отношении увеличения прочности в результате трансформационного упрочнения. Помимо этого, поскольку Cr увеличивает стойкость к отпускному размягчению, Cr демонстрирует эффективность в отношении увеличения прочности гибкой насосно-компрессорной трубы малого диаметра в результате ингибирования размягчения при проведении отжига для снятия напряжений после проведения изготовления трубы. Для реализации таких эффектов необходимым является уровень содержания Cr, составляющий 0,5% или более. С другой стороны, в случае уровня содержания Cr, составляющего более, чем 0,8%, эффект увеличения прочности станет насыщенным, и будет иметь место ухудшение свариваемости. Поэтому уровень содержания Cr задают в диапазоне от 0,5% или более до 0,8% или менее. Предпочтительным является уровень содержания Cr в диапазоне от 0,5% или более до 0,7% или менее.
Mo: от 0,10% или более до 0,5% или менее
Мо, представляя собой элемент, характеризующийся прокаливаемостью, демонстрирует эффективность в отношении увеличения прочности в результате деформационного упрочнения при формировании микроструктуры, в основном включающей бейнит и бейнитный феррит, после проведения ускоренного охлаждения. В дополнение к этому, поскольку Мо увеличивает стойкость к отпускному размягчению, Мо демонстрирует эффективность в отношении увеличения прочности гибкой насосно-компрессорной трубы в результате ингибирования размягчения при проведении отжига для снятия напряжений после проведения изготовления трубы. Для реализации таких эффектов необходимым является уровень содержания Мо, составляющий 0,10% или более. С другой стороны, в случае уровня содержания Мо, составляющего более, чем 0,5%, эффект увеличения прочности станет насыщенным, и будет иметь место ухудшение свариваемости. Поэтому уровень содержания Мо задают в диапазоне от 0,10% или более до 0,5% или менее. Предпочтительным является уровень содержания Мо, составляющий 0,50% или менее, более предпочтительно 0,3% или менее, или еще более предпочтительно 0,30% или менее.
Nb: от 0,01% или более до 0,05% или менее
В результате обеспечения существования Nb в форме Nb в состоянии твердого раствора в предварительно определенном количестве на ступени горячекатаной листовой стали Nb вносит свой вклад в увеличение прочности гибкой насосно-компрессорной трубы малого диаметра в результате деформационно-состаривающего твердения при проведении впоследствии изготовления трубы и отжига для снятия напряжений. В дополнение к этому, Nb увеличивает прочность горячекатаной листовой стали без стимулирования ухудшения свариваемости, как результат, формирования мелких выделений в форме карбонитридов. Для реализации таких эффектов уровень содержания Nb задают на уровне, составляющем 0,01% или более. С другой стороны, в случае уровня содержания Nb, составляющего более, чем 0,05%, вследствие затруднительности содержания количества Nb в состоянии твердого раствора, равного или большего в сопоставлении с предварительно определенным количеством, причиной чего является затруднительность растворения NbC при нагревании стального сляба, будет иметь место недостаточное деформационно-состаривающее твердение, обусловленное изготовлением трубы и отжигом для снятия напряжений, что может в результате приводить к неполучению гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательным пределом текучести при растяжении (≥ 620 МПа). Поэтому уровень содержания Nb задают в диапазоне от 0,01% или более до 0,05% или менее. Предпочтительным является уровень содержания Nb в диапазоне 0,01% или более до 0,03% или менее.
Ti: от 0,01% или более до 0,03% или менее
Тi представляет собой элемент, который является эффективным в отношении увеличения прочности горячекатаной листовой стали в результате дисперсионного упрочнения. Для реализации такого эффекта необходимым является уровень содержания Тi, составляющий 0,01% или более. С другой стороны, в случае уровня содержания Тi, составляющего более, чем 0,03%, вследствие укрупнения частиц TiN может представлять собой центр инициирования усталостного растрескивания, что может в результате приводить к ухудшению стойкости к усталостным нагрузкам у гибкой насосно-компрессорной трубы малого диаметра. Поэтому уровень содержания Тi задают в диапазоне от 0,01% или более до 0,03% или менее.
N: от 0,001% или более до 0,006% или менее
Вследствие существования N в качестве примеси и, в частности, стимулирования присутствием N ухудшения вязкости сварочного шва предпочтительным является по возможности наиболее низкий уровень содержания N. Однако, приемлемым является уровень содержания N, составляющий 0,006 или менее. С другой стороны, в случае предпринятия попытки избыточного уменьшения уровня содержания N будет иметь место увеличение стоимости рафинирования. Поэтому уровень содержания N задают в диапазоне от 0,001% или более до 0,006% или менее. Предпочтительным является уровень содержания N в диапазоне от 0,001% или более до 0,004% или менее.
Остаток, который отличается от описанных выше составных частей, представляет собой Fe и неизбежные примеси.
В дополнение к этому, в настоящем изобретении описанный выше химический состав может, кроме того, содержать одного, двух или более представителей, выбираемых из B, V, Ca, металла РЗМ, Zr и Mg, в количествах в пределах описанных ниже диапазонов.
Один, два или более представителей, выбираемых из В: от 0,0005% или более до 0,0050% или менее, V: от 0,01% или более до 0,10% или менее, Ca: от 0,0005% или более до 0,0100% или менее, металла PЗМ: от 0,0005% или более до 0,0200% или менее, Zr: от 0,0005% или более до 0,0300% или менее и Mg: от 0,0005% или более до 0,0100% или менее.
B: от 0,0005% или более до 0,0050% или менее
В вносит свой вклад в предотвращение уменьшения прочности в результате ингибирования ферритного превращения, как результат, ликвации на границах аустенитных зерен. Для реализации такого эффекта необходимым является уровень содержания В, составляющий 0,0005% или более. С другой стороны, в случае уровня содержания В, составляющего более, чем 0,0050%, такой эффект станет насыщенным. Поэтому в случае добавления В уровень содержания В задают в диапазоне от 0,0005% или более до 0,0050% или менее.
V: от 0,01% или более до 0,10% или менее
V подобно Nb представляет собой элемент, который является эффективным в отношении увеличения прочности горячекатаной листовой стали без стимулирования ухудшения свариваемости, как результат, формирования мелких выделений в форме карбонитридов. Для реализации такого эффекта необходимым является уровень содержания V, составляющий 0,01% или более. С другой стороны, в случае уровня содержания V, составляющего более, чем 0,10%, эффект увеличения прочности станет насыщенным, и может иметь место ухудшение свариваемости. Поэтому в случае добавления V уровень содержания V задают в диапазоне от 0,01% или более до 0,10% или менее.
Ca, металл РЗМ, Zr и Mg имеют функцию улучшения тягучести и вязкости в результате фиксирования S в стали, и такой эффект реализуется в случае уровня содержания каждого из элементов, составляющего 0,0005% или более. С другой стороны, в случае уровней содержания Ca, металла РЗМ, Zr и Mg, составляющих, соответственно, более, чем 0,0100%, 0,0200%, 0,0300% и 0,0100%, вследствие увеличения количеств включений в стали может иметь место ухудшение тягучести и вязкости. Поэтому в случае добавления данных элементов уровни содержания Са, металла РЗМ, Zr и Mg будут задавать следующим образом: Са: от 0,0005% или более до 0,0100% или менее, металл РЗМ: от 0,0005% или более до 0,0200% или менее, Zr: от 0,0005% или более до 0,0300% или менее и Mg: от 0,0005% или более до 0,0100% или менее.
Ниже в настоящем документе будет описываться микроструктура горячекатаной листовой стали для гибкой насосно-компрессорной трубы малого диаметра, соответствующей настоящему изобретению.
Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы малого диаметра, соответствующая настоящему изобретению, обладает микроструктурой, в основном включающей бейнит и бейнитный феррит, в которой количество Nb в состоянии твердого раствора составляет 20% или более от совокупного уровня содержания Nb, для стабильного достижения предела текучести при растяжении, составляющего 480 МПа или более, предела прочности при растяжении, составляющего 600 МПа или более, и разности пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования. В данном случае бейнитный феррит представляет собой фазу, включающую меньшие структуры, характеризующиеся высокой плотностью дислокаций, и значение термина «бейнитный феррит» включает иглообразный феррит и игольчатый феррит. В дополнение к этому, в настоящем изобретении выражение «в основном включающий бейнит и бейнитный феррит» обозначает случай совокупной поверхностной долевой концентрации бейнита и бейнитного феррита в микроструктуре, составляющей 80% или более. Остаток микроструктуры, которая отличается от описанных выше бейнита и бейнитного феррита, может включать полигональный феррит, перлит, мартенсит и тому подобное, и будет возможной реализация эффектов настоящего изобретения до тех пор, пока совокупная поверхностная долевая концентрация остатка микроструктуры будет составлять 20% или менее.
Совокупная поверхностная долевая концентрация бейнита и бейнитного феррита в позиции, расположенной на 1/2 толщины: 80% или менее
Фаза бейнита и фаза бейнитного феррита, которые являются твердыми фазами, являются эффективными в отношении увеличения прочности листовой стали в результате трансформационного упрочнения, и возможно достижение желательной прочности (TS ≥ 600 МПа) горячекатаной листовой стали в результате контролируемого выдерживания совокупной поверхностной долевой концентрации данных фаз на уровне, составляющем 80% или более. С другой стороны, в случае совокупной поверхностной долевой концентрации данных фаз, составляющей менее, чем 80%, вследствие наличия совокупной поверхностной долевой концентрации остатка микроструктуры, включающего феррит, перлит, мартенсит и тому подобное, составляющей более, чем 20%, то есть, формирования многофазной структуры, поверхность раздела фаз между различными фазами может представлять собой центр инициирования усталостного растрескивания, что может в результате приводить к ухудшению стойкости к усталостным нагрузкам у гибкой насосно-компрессорной трубы малого диаметра после проведения изготовления трубы. Поэтому совокупную поверхностную долевую концентрацию бейнита и бейнитного феррита в позиции, расположенной на 1/2 толщины (позиции на (1/2) t, где «t» обозначает толщину) задают на уровне, составляющем 80% или более.
Количество Nb в состоянии твердого раствора в позиции, расположенной на 1/2 толщины: 20% или более от совокупного массового уровня содержания Nb
В настоящем изобретении в результате обеспечения существования Nb в состоянии твердого раствора в предварительно определенном количестве в горячекатаной листовой стали возможно получение гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательной прочностью (предел текучести при растяжении ≥ 620 МПа), в результате деформационно-состаривающего твердения, обусловленного изготовлением трубы и отжигом для снятия напряжений, которые проводят впоследствии. Однако, в случае количества Nb в состоянии твердого раствора в позиции, расположенной на 1/2 толщины горячекатаной листовой стали, составляющего менее, чем 20% от совокупного массового уровня содержания Nb, вследствие невозможности реализации достаточного деформационно-состаривающего твердения (ΔYS ≥ 100 МПа) может оказаться невозможным получение гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательной прочностью (предел текучести при растяжении ≥ 620 МПа). Поэтому количество Nb в состоянии твердого раствора в позиции, расположенной на 1/2 толщины горячекатаной листовой стали, задают на уровне, составляющем 20% или более от совокупного массового уровня содержания Nb. Предпочтительным является количество Nb в состоянии твердого раствора в позиции, расположенной на 1/2 толщины горячекатаной листовой стали, составляющее 30% или более от совокупного массового уровня содержания Nb.
Поверхностную долевую концентрацию каждой из фаз в описанной выше микроструктуре определяли в результате проведения полирования до зеркального блеска в отношении продольного сечения (вертикального сечения, параллельного направлению прокатки) в позиции, расположенной на 1/2 толщины, проведения ниталевого травления в отношении полированного сечения, рассмотрения 5 случайным образом выбранных областей наблюдения при использовании сканирующего электронного микроскопа (СЭМ) при увеличении в 2000 раз для получения фотографий, идентифицирования фазы на фотографиях микроструктуры и проведения анализа изображений.
В дополнение к этому, количество Nb в состоянии твердого раствора определяли в результате отбора образца для испытаний в целях электролитического извлечения из позиции, расположенной на 1/2 толщины, проведения электролиза при постоянном токе (приблизительно 20 мА/см2) в отношении отобранного образца для испытаний в электролитическом растворе (10% (об.) ацетилацетона – 1% (масс.) хлорида тетраметиламмония – метанола) и определения количества элемента в состоянии твердого раствора, растворенного в электролитическом растворе при использовании ИСП-масс-спектрометра (обратитесь к представленной ниже ссылке в отношении подробностей).
(Ссылка) Quantitative Analysis for Solid Solution Content of the Microalloy Elements in Steel, Tetsu-to-Hagané, vol. 99 (2013), No. 5.
Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы малого диаметра, соответствующая настоящему изобретению, обладает следующими далее свойствами.
(1) Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы малого диаметра, характеризующаяся пределом текучести при растяжении: 480 МПа или более и пределом прочности при растяжении: 600 МПа или более
Гибкую насосно-компрессорную трубу малого диаметра изготавливают в результате продольной резки горячекатаной листовой стали, которую используют в качестве материала, формовки продольно разрезанной листовой стали для получения профиля трубы при проведении роликового профилирования, проведения электрической сварки сопротивлением в отношении формованной листовой стали, проведения отжига для снятия напряжений в отношении сварной трубы и навивки отожженной трубы на барабан.
Для достижения желательного предела текучести при растяжении после проведения изготовления трубы и отжига для снятия напряжений являются важными свойства горячекатаной листовой стали, которую используют в качестве материала. В соответствии с настоящим изобретением вследствие возможного получения горячекатаной листовой стали, характеризующейся пределом текучести при растяжении, составляющим 480 МПа или более, и пределом прочности при растяжении, составляющим 600 МПа или более, возможно удовлетворение потребности в увеличении прочности.
(2) Разность (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования: 100 МПа или более
Для удовлетворения потребности в увеличении прочности гибкой насосно-компрессорной трубы малого диаметра является выгодным увеличение разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после проведения предварительного деформирования в 5% для моделирования технологического процесса изготовления трубы и термической обработки в виде отжига для снятия напряжений, которые в настоящее время осуществляют. При использовании горячекатаной листовой стали, соответствующей настоящему изобретению, вследствие возможного увеличения разности ΔYS до 100 МПа или более, предпочтительно 120 МПа или более или более предпочтительно 140 МПа или более, возможно удовлетворение потребности в увеличении прочности гибкой насосно-компрессорной трубы малого диаметра.
(3) Предел текучести при растяжении после проведения термической обработки с предварительным деформированием: 620 МПа или более
С точки зрения предотвращения разрушения в скважине от гибкой насосно-компрессорной трубы малого диаметра требуется демонстрация высокой прочности в продольном направлении после проведения изготовления трубы. При использовании горячекатаной листовой стали, соответствующей настоящему изобретению, вследствие возможного достижения предела текучести при растяжении, составляющего 90 кфунт/дюйм2 (620 МПа) или более, после проведения изготовления трубы и отжига для снятия напряжений, возможно удовлетворение потребности в увеличении прочности гибкой насосно-компрессорной трубы малого диаметра.
Ниже в настоящем документе будет описываться способ изготовления горячекатаной листовой стали для гибкой насосно-компрессорной трубы малого диаметра, соответствующей настоящему изобретению.
Горячекатаную листовую сталь для гибкой насосно-компрессорной трубы, соответствующую настоящему изобретению, изготавливают в результате осуществления технологического процесса (технологического процесса нагревания) проведения нагревания стали, характеризующейся описанным выше химическим составом, до предварительно определенной температуры, технологического процесса (технологического процесса прокатки) проведения горячей прокатки, состоящей из черновой прокатки и чистовой прокатки, при предварительно определенной температуре чистовой прокатки для получения горячекатаной листовой стали, технологического процесса (технологического процесса ускоренного охлаждения) проведения ускоренного охлаждения в отношении горячекатаной листовой стали при предварительно определенной скорости охлаждения и технологического процесса (технологического процесса смотки) проведения смотки охлажденной листовой стали при предварительно определенной температуре смотки.
В данном случае в настоящем изобретении температуры, такие как температура нагревания стального сляба, температура чистовой прокатки, температура прекращения ускоренного охлаждения и температура смотки, будут определять применительно к поверхностным температурам стального сляба, горячекатаной листовой стали и тому подобного, если только не будет отмечаться другого, и определение таких температур возможно при использовании, например, радиационного пирометра. В дополнение к этому, температуру центральной части в направлении толщины определяют в качестве температуры центральной части в направлении толщины, которую рассчитывают исходя из поверхностных температур стального сляба, горячекатаной листовой стали и тому подобного при рассмотрении параметров, таких как толщина и теплопроводность. В дополнение к этому, среднюю скорость охлаждения будут рассчитывать при использовании формулы ((температура начала охлаждения) – (температура прекращения охлаждения))/(время охлаждения от температуры начала охлаждения до температуры прекращения охлаждения), если только не будет отмечаться другое.
Изготовление стали
Стальной сляб, соответствующий настоящему изобретению, может быть изготовлен в результате получения расплавленной стали, характеризующейся описанным выше химическим составом, при использовании известного способа, в котором используют, например, конвертор, электрическую печь или печь для вакуумной плавки, и при использовании способа непрерывной разливки или способа разливки в слитки-прокатки слябов, и для предотвращения возникновения макроликвации составных частей является желательным изготовление стального сляба при использовании способа непрерывной разливки. В дополнение к этому, не приводя к возникновению какой-либо проблемы, могут быть использованы не только существующий способ, при котором после изготовления стального сляба сляб сначала охлаждают до комнатной температуры, а после этого повторно нагревают, но также и энергосберегающий технологический процесс, такой как прямая горячая прокатка, при которой сляб в горячем состоянии без проведения охлаждения загружают в нагревательную печь, а после этого подвергают горячей прокатке, прямой горячей прокатке или прямой прокатке, при которых сляб подвергают горячей прокатке непосредственно после проведения выдерживания при нагревании на протяжении короткого периода времени, или способ (загрузка горячего сляба), при котором сляб, все еще имеющий высокую температуру, загружают в нагревательную печь при частичном опускании повторного нагревания.
Температура нагревания стального сляба: от 1100°С или более до 1250°С или менее
В случае температуры нагревания, составляющей менее, чем 1100°С, вследствие увеличения стойкости к деформированию будет иметь место уменьшение эффективности прокатки, причиной чего является увеличение давления металла на валки при прокатке. В дополнение к этому, в случае температуры нагревания, составляющей менее, чем 1100°С, вследствие затруднительности повторного растворения NbC и Nb(CN), которые характеризуются большим диаметром зерна, будет невозможно добиться достижения предварительно определенного количества Nb в состоянии твердого раствора после проведения горячей прокатки, что может в результате приводить к нереализации достаточного деформационно-состаривающего твердения (ΔYS ≥ 100 МПа). В данном случае может оказаться невозможным получение гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательной прочностью (предел текучести при растяжении ≥ 620 МПа). С другой стороны, в случае температуры нагревания, составляющей более, чем 1250°С, вследствие укрупнения аустенита на ранней ступени может иметь место ухудшение вязкости горячекатаной листовой стали. Поэтому температуру нагревания стального сляба задают в диапазоне от 1100°С или более до 1250°С или менее. Предпочтительной является температура нагревания стального сляба в диапазоне от 1150°С или более до 1250°С или менее.
Горячая прокатка
Горячую прокатку, включающую черновую прокатку и чистовую прокатку, проводят в отношении стального сляба, полученного в соответствии с представленным выше описанием изобретения. Сначала стальной сляб преобразуют в лист в результате проведения черновой прокатки. В данном случае отсутствует необходимость накладывать конкретные ограничения на условия, применяемые для горячей прокатки, и могут быть использованы широко применяемые условия. В дополнение к этому, с точки зрения предотвращения возникновения затруднений, причиной чего является уменьшения поверхностной температуры при проведении горячей прокатки, эффективный способ представляет собой использование нагревателя плоских заготовок, при использовании которого нагревают плоскую заготовку.
Температура чистовой прокатки: от 820°С или более до 920°С или менее
В случае температуры чистовой прокатки, составляющей менее, чем 820°С, вследствие наличия у температуры листовой стали тенденции к демонстрации значения, равного или меньшего в сопоставлении с температурой Ar3, в особенности, в кромочной части листовой стали, может оказаться невозможно добиться достижения желательной прочности, причиной чего является формирование мягкого феррита. В дополнение к этому, в случае проведения прокатки после формирования феррита вследствие образования остаточного напряжения может иметь место ухудшение профиля после проведения продольной резки. С другой стороны, в случае температуры чистовой прокатки, составляющей более, чем 920°С, вследствие увеличения количества образовавшихся оксидов (окалины) поверхность раздела между базовой сталью и оксидами будет иметь тенденцию к приобретению шероховатости, что может приводить в результате к ухудшению качества поверхности. Поэтому температуру чистовой прокатки задают в диапазоне от 820°С или более до 920°С или менее. Предпочтительной является температура чистовой прокатки в диапазоне от 820°С или более до 880°С или менее.
Скорость охлаждения при ускоренном охлаждении: средняя скорость охлаждения в диапазоне от 30°С/с или более до 100°С/с или менее применительно к температуре в центральной части в направлении толщины
Охлаждение начинают непосредственно, предпочтительно в пределах 3 секунд, после проведения чистовой прокатки и проводят ускоренное охлаждение до температуры прекращения охлаждения, составляющей 600°С или менее, при средней скорости охлаждения в диапазоне от 30°С/с или более до 100°С/с или менее применительно к температуре в центральной части в направлении толщины. В случае средней скорости охлаждения, составляющей менее, чем 30°С/с, вследствие возможного формирования полигонального феррита во время проведения охлаждения будет затруднительным формирование микроструктуры, в основном включающей бейнит и бейнитный феррит, что может в результате приводить к недостижению желательной прочности (TS ≥ 600 МПа) горячекатаной листовой стали. В дополнение к этому, вследствие наличия у NbC тенденции к формированию выделений во время проведения охлаждения невозможно добиться достижения предварительно определенного количества Nb в состоянии твердого раствора после проведения горячей прокатки, что может в результате приводить к нереализации достаточного деформационно-состаривающего твердения (ΔYS ≥ 100 МПа). В данном случае может оказаться невозможным получение гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательной прочностью (предел текучести при растяжении ≥ 620 МПа). С другой стороны, в случае средней скорости охлаждения, составляющей более, чем 100°С/с, станут насыщенными описанные выше эффекты, то есть, эффект ингибирования формирования полигонального феррита и эффект ингибирования формирования выделений NbC. Поэтому среднюю скорость охлаждения задают в диапазоне от 30°С/с или более до 100°С/с или менее. Предпочтительной является средняя скорость охлаждения в диапазоне от 50°С/с или более до 100°С/с или менее. В дополнение к этому, в случае температуры прекращения охлаждения, составляющей более, чем 600°С, вследствие формирования полигонального феррита и выделений NbC во время проведения охлаждения впоследствии может оказаться невозможным формирование микроструктуры, в основном включающей бейнит и бейнитный феррит, и может оказаться невозможным достижение предварительно определенного количества Nb в состоянии твердого раствора. Поэтому температуру прекращения охлаждения задают на уровне, составляющем 600°С или менее. В данном случае термин «скорость охлаждения» обозначает среднюю скорость охлаждения, которую рассчитывают в результате деления разности между температурой начала охлаждения и температурой прекращения охлаждения на время, требуемое для охлаждения.
Температура смотки: от 450°С или более до 600°С или менее
В технологическом процессе смотки и охлаждения катаной листовой стали после проведения ускоренного охлаждения в случае температуры смотки, составляющей менее, чем 450°С, вследствие прохождения мартенситного превращения, то есть, формирования многофазной структуры, поверхность раздела между различными фазами может быть центром инициирования усталостного растрескивания, что может в результате приводить к ухудшению стойкости к усталостным нагрузкам у гибкой насосно-компрессорной трубы малого диаметра после проведения изготовления трубы. С другой стороны, в случае температуры смотки, составляющей более, чем 600°С, вследствие формирования избыточного количества NbC будет невозможно добиться достижения предварительно определенного количества Nb в состоянии твердого раствора, что может в результате приводить к нереализации достаточного деформационно-состаривающего твердения (ΔYS ≥ 100 МПа). В данном случае может оказаться невозможным получение гибкой насосно-компрессорной трубы малого диаметра, характеризующейся желательной прочностью (предел текучести при растяжении ≥ 620 МПа). В дополнение к этому, вследствие формирования крупных частиц NbC может оказаться невозможным достижение желательной прочности (TS ≥ 600 МПа) горячекатаной листовой стали. Поэтому температуру смотки задают в диапазоне от 450°С или более до 600°С или менее. Предпочтительной является температура смотки в диапазоне от 450°С или более до менее, чем 550°С или более предпочтительно от 450°С или более до 540°С или менее.
В дополнение к этому, несмотря на обычное охлаждение смотанной листовой стали при использовании воздуха в результате проведения охлаждения при скорости охлаждения, составляющей 15°С/час или более, применительно к средней температуре кромочного участка в направлении ширины рулона, полученной от внутренней периферии до внешней периферии рулона, вследствие возможного достижения достаточного количества Nb в состоянии твердого раствора в результате ингибирования формирования выделений NbC будет возможной более стабильная реализация деформационно-состаривающего твердения (ΔYS ≥ 100 МПа).
Горячекатаную листовую сталь (рулон), изготовленную в соответствии с представленным выше описанием изобретения, подвергают декапированию для удаления поверхностной окалины, продольной резке для получения предварительно определенной ширины и преобразуют в гибкую насосно-компрессорную трубу малого диаметра. В данном случае до проведения декапирования может быть проведена дрессировка (дрессировка до травления) для облегчения удаления окалины, и дрессировка может быть проведена после проведения декапирования для отсечения дефектного участка и проведения осмотра поверхности.
Примеры
Ниже в настоящем документе будут описываться примеры настоящего изобретения.
Пример 1
В результате получения расплавленных сталей, характеризующихся химическими составами, представленными в таблице 1, при использовании конвертора, разливки расплавленных сталей для получения стальных слябов (стали) при использовании способа непрерывной разливки, осуществления технологического процесса нагревания, технологического процесса прокатки, технологического процесса ускоренного охлаждения и технологического процесса смотки в данном порядке в отношении стальных слябов в условиях, представленных в таблице 2, изготавливали горячекатаные листовые стали, имеющие толщину 4,5 мм.

Остаток, который отличается от описанных выше составных частей представляет собой Fe и неизбежные примеси.
Подчеркнутые части указывают на позиции, выходящие из пределов диапазона настоящего изобретения.

Подчеркнутые части указывают на позиции, выходящие из пределов диапазона настоящего изобретения.
В результате отбора образца для испытаний на растяжение JIS No. 5 от горячекатаной листовой стали, полученной в соответствии с представленным выше описанием изобретения таким образом, что направление растяжения являлось продольным направлением, и проведения испытания на растяжение определяли предел текучести при растяжении (YS), предел прочности при растяжении (ТS) и соотношение между пределом текучести и пределом прочности при растяжении (YR). В дополнение к этому, после приложения деформации растяжения в 5% в продольном направлении к образцу для испытаний на растяжение JIS No. 5 для моделирования деформации при изготовлении трубы проводили термическую обработку с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд для моделирования отжига для снятия напряжений в целях удаления деформации при изготовлении трубы. Впоследствии в результате еще раз проведения испытания на растяжение определяли предел текучести при растяжении (YS) и предел прочности при растяжении (TS) после проведения термической обработки с предварительным деформированием и разность (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием.
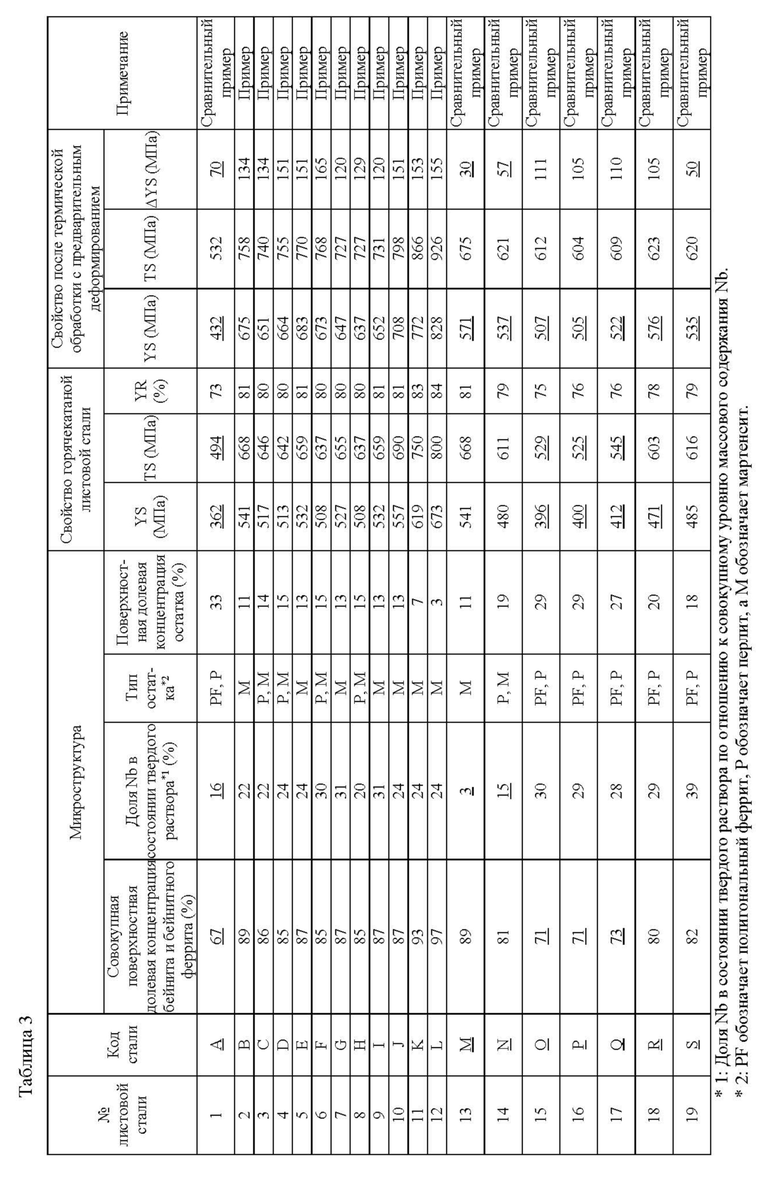
В дополнение к этому, в результате отбора образца для испытаний в целях наблюдения из позиции, расположенной на 1/2 толщины, и при использовании описанного выше метода идентифицировали микроструктуры и определяли поверхностную долевую концентрацию каждой из фаз. В дополнение к этому, в результате отбора образца для испытаний в целях электролитического извлечения из позиции, расположенной на 1/2 толщины, и при использовании описанного выше метода электролитического извлечения определяли количество Nb в состоянии твердого раствора.
Полученные результаты представлены в таблице 3.
Подчеркнутые части указывают на позиции, выходящие из пределов диапазона настоящего изобретения.
Как это становится ясным в соответствии с указанием в таблице 3, в случаях №№ от 2 до 12, которые представляют собой примеры, удовлетворяющие требованиям настоящего изобретения в отношении химического состава и способа изготовления, горячекатаные листы будут характеризоваться пределом текучести при растяжении, составляющим 480 МПа или более, и пределом прочности при растяжении, составляющим 600 МПа или более, разностью пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования, и пределом текучести при растяжении, составляющим 620 МПа или более, после проведения термической обработки с предварительным деформированием.
В противоположность этому, в случае сравнительного примера № 1 вследствие уровня содержания С, меньшего, чем диапазон, соответствующий настоящему изобретению, было невозможно добиться достижения предварительно определенной совокупной поверхностной долевой концентрации бейнита и бейнитного феррита, причиной чего является увеличение количества полигонального феррита, сформированного во время проведения охлаждения, что в результате приводило к получению горячекатаной листовой стали, не характеризующейся желательными пределом текучести при растяжении или пределом прочности при растяжении. В дополнение к этому, вследствие уменьшения количества Nb в состоянии твердого раствора на ступени горячекатаной листовой стали, причиной чего является уменьшение доли Nb в состоянии твердого раствора по отношению к совокупному уровню массового содержания Nb, было невозможно добиться достижения желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, что в результате приводило к недостижению желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием. В случае сравнительного примера № 13 вследствие уровня содержания Nb, большего, чем диапазон, соответствующий настоящему изобретению, имело место увеличение температуры твердого раствора Nb, что в результате приводило к сохранению Nb в нерастворенном состоянии при нагревании стального сляба. Поэтому вследствие уменьшения доли Nb в состоянии твердого раствора по отношению к совокупному уровню массового содержания Nb было невозможно добиться достижения желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием или желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием. В случае сравнительного примера № 14 вследствие уровня содержания С, большего, чем диапазон, соответствующий настоящему изобретению, имело место увеличение температуры твердого раствора Nb, что в результате приводило к возникновению тенденции к сохранению Nb в нерастворенном состоянии при нагревании стального сляба. Поэтому вследствие уменьшения доли Nb в состоянии твердого раствора по отношению к совокупному уровню массового содержания Nb было невозможно добиться достижения желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием или желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием. В случае сравнительного примера № 15, когда уровень содержания Mn был меньшим, чем диапазон, соответствующий настоящему изобретению, в случае сравнительного примера № 16, когда уровень содержания Cr был меньшим, чем диапазон, соответствующий настоящему изобретению, и в случае сравнительного примера № 17, когда уровень содержания Mо был меньшим, чем диапазон, соответствующий настоящему изобретению, вследствие увеличения количества полигонального феррита, сформированного во время проведения охлаждения, было невозможно добиться достижения предварительно определенного совокупного количества бейнита и бейнитного феррита в микроструктуре, что в результате приводило к получению горячекатаной листовой стали, не характеризующейся желательными пределом текучести при растяжении или пределом прочности при растяжении. Как результат, после проведения термической обработки с предварительным деформированием было невозможно добиться достижения желательного предела текучести при растяжении. В случае сравнительного примера № 18 вследствие уровня содержания Ti, меньшего, чем диапазон, соответствующий настоящему изобретению, имело место недостаточное увеличение прочности в результате дисперсионного упрочнения, что в результате приводило к получению горячекатаной листовой стали, не характеризующейся желательным пределом текучести при растяжении. Как результат, было невозможно добиться достижения желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием. В случае сравнительного примера № 19 вследствие уровня содержания Nb, меньшего, чем диапазон, соответствующий настоящему изобретению, несмотря на высокую долю Nb в состоянии твердого раствора по отношению к совокупному уровню массового содержания Nb уровень содержания Nb в состоянии твердого раствора был низким, что в результате приводило к недостижению желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием. Как результат, было невозможно добиться достижения желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием.
Пример 2
В результате получения расплавленных сталей, характеризующихся химическими составами кодов сталей C, F и I, представленными в таблице 1, при использовании конвертора, разливки расплавленных сталей для получения стальных слябов (стали) при использовании способа непрерывной разливки, осуществления технологического процесса нагревания, технологического процесса прокатки, технологического процесса ускоренного охлаждения и технологического процесса смотки в данном порядке в отношении стальных слябов в условиях, представленных в таблице 4, изготавливали горячекатаные листовые стали, имеющие толщину в диапазоне от 2,5 мм до 8,0 мм.

Подчеркнутые части указывают на позиции, выходящие из пределов диапазона настоящего изобретения.
Как и в случае примера 1, в результате отбора образца для испытаний на растяжение JIS No. 5 от горячекатаной листовой стали, полученной в соответствии с представленным выше описанием изобретения таким образом, что направление растяжения являлось продольным направлением, и проведения испытания на растяжение определяли предел текучести при растяжении (YS), предел прочности при растяжении (ТS) и соотношение между пределом текучести и пределом прочности при растяжении (YR). В дополнение к этому, после приложения деформации растяжения в 5% в продольном направлении к образцу для испытаний на растяжение JIS No. 5 для моделирования деформации при изготовлении трубы проводили термическую обработку с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд для моделирования отжига для снятия напряжений в целях удаления деформации при изготовлении трубы. Впоследствии в результате еще раз проведения испытания на растяжение определяли предел текучести при растяжении (YS) и предел прочности при растяжении (TS) после проведения термической обработки с предварительным деформированием и разность (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием. В дополнение к этому, как и в случае примера 1, идентифицировали микроструктуры и определяли поверхностную долевую концентрацию каждой из фаз и количество Nb в состоянии твердого раствора.
Полученные результаты представлены в таблице 5.

Подчеркнутые части указывают на позиции, выходящие из пределов диапазона
Как это становится ясным в соответствии с указанием в таблице 5, в случаях №№ 20, 21, 23, 24, 27, от 29 до 32, 34 и 35, которые представляют собой примеры, удовлетворяющие условиям изготовления настоящего изобретения и удовлетворяющие требованиям настоящего изобретения в отношении химического состава и способа изготовления, горячекатаные листы будут характеризоваться пределом текучести при растяжении, составляющим 480 МПа или более, и пределом прочности при растяжении, составляющим 600 МПа или более, разностью пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования, и пределом текучести при растяжении, составляющим 620 МПа или более, после проведения термической обработки с предварительным деформированием.
В противоположность этому, в случае сравнительного примера № 22 вследствие температуры нагревания стального сляба, меньшей, чем диапазон, соответствующий настоящему изобретению, Nb оставался в нерастворенном состоянии при нагревании стального сляба, что в результате приводило к уменьшению доли Nb в состоянии твердого раствора по отношению к совокупному уровню массового содержания Nb. Как результат, было невозможно добиться достижения желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием или желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием. В случае сравнительного примера № 25, когда скорость охлаждения при ускоренном охлаждении была меньшей, чем диапазон, соответствующий настоящему изобретению, и случае сравнительного примера № 26, когда температура прекращения охлаждения была большей, чем диапазон, соответствующий настоящему изобретению, вследствие увеличения количества полигонального феррита, сформированного во время проведения охлаждения, было невозможно добиться достижения предварительно определенного совокупного количества бейнита и бейнитного феррита в микроструктуре, что в результате приводило к получению горячекатаной листовой стали, не характеризующейся желательными пределом текучести при растяжении или пределом прочности при растяжении. В дополнение к этому, вследствие формирования выделений NbC во время проведения охлаждения было невозможно добиться достижения желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, причиной чего является тенденция у количества Nb в состоянии твердого раствора к уменьшению на ступени горячекатаной листовой стали, что в результате приводило к недостижению желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием (изготовления трубы-отжига для снятия напряжений). В случае сравнительного примера № 28 вследствие температуры чистовой прокатки, меньшей, чем диапазон, соответствующий настоящему изобретению, было невозможно добиться достижения предварительно определенного совокупного количества бейнита и бейнитного феррита в микроструктуре, что в результате приводило к получению горячекатаной листовой стали, не характеризующейся желательными пределом текучести при растяжении или пределом прочности при растяжении. Как результат, несмотря на возможное достижение желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, было невозможно добиться достижения желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием (изготовления трубы-отжига для снятия напряжений). В случае сравнительного примера № 33 вследствие температуры смотки, большей, чем диапазон, соответствующий настоящему изобретению, имело место увеличение количества полигонального феррита, сформированного во время проведения охлаждения. Поэтому было невозможно добиться достижения предварительно определенной совокупного количества бейнита и бейнитного феррита в микроструктуре, что в результате приводило к получению горячекатаной листовой стали, не характеризующейся желательными пределом текучести при растяжении или пределом прочности при растяжении. В дополнение к этому, вследствие уменьшения количества Nb в состоянии твердого раствора на ступени горячекатаной листовой стали, причиной чего является избыточное образование NbС во время проведения охлаждения, было невозможно добиться достижения желательной разности (ΔYS) пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, что в результате приводило к недостижению желательного предела текучести при растяжении после проведения термической обработки с предварительным деформированием (изготовления трубы-отжига для снятия напряжений). В случае сравнительного примера № 36 вследствие температуры смотки, меньшей, чем диапазон, соответствующей настоящему изобретению, имело место значительное увеличение прочности горячекатаной листовой стали, причиной чего является формирование микроструктуры, в основном включающей мартенсит, что в результате приводило к возникновению риска уменьшения равномерного относительного удлинения. Поэтому вследствие возможного приложения деформации, превышающей равномерное относительное удлинение, при проведении для горячекатаной листовой стали предварительного деформирования в 5% для моделирования изготовления трубы такая горячекатаная листовая считается трудно-используемой для гибкой насосно-компрессорной трубы малого диаметра.
Применимость в промышленности
При использовании горячекатаной листовой стали, соответствующей настоящему изобретению, для гибкой насосно-компрессорной трубы малого диаметра возможно стабильное получение гибкой насосно-компрессорной трубы, характеризующейся пределом текучести при растяжении, составляющим 90 кфунт/дюйм2 (620 МПа) или более, что вносит свой значительный вклад в предотвращение разрушения в скважине.
Изобретение относится к металлургии, а именно к горячекатаной листовой стали для гибкой насосно-компрессорной трубы. Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы характеризуется химическим составом, содержащим, в мас.%: С 0,10-0,16, Si 0,1-0,5, Mn 0,8-1,8, P 0,001-0,020, S 0,0050 или менее, Al 0,01-0,08, Сu 0,1-0,5, Ni 0,1-0,5, Сr 0,5-0,8, Mo 0,10-0,5, Nb 0,01-0,05, Ti 0,01-0,03, N 0,001-0,006, необязательно один или более компонентов, выбранных из В 0,0005-0,0050, V 0,01-0,10, Ca 0,0005-0,0100, редкоземельный металл 0,0005-0,0200, Zr 0,0005-0,0300 и Mg 0,0005-0,0100, Fe и неизбежные примеси - остальное, микроструктурой в позиции, расположенной на 1/2 толщины листовой стали, включающей бейнит и бейнитный феррит при совокупном количестве, составляющем 80% или более, применительно к поверхностной долевой концентрации, в которой количество Nb в состоянии твердого раствора Nb составляет 20% или более от совокупного уровня массового содержания Nb. Способ изготовления горячекатаной листовой стали включает нагрев стального сляба, до температуры 1100-1250°С, проведение черновой прокатки сляба, чистовой прокатки при температуре 820-920°С, охлаждение листовой стали до температуры 600-450°С при средней скорости охлаждения 30-100°С/с применительно к температуре в центральной части в направлении толщины листовой стали и смотку охлажденной листовой стали при температуре 450-600°С, далее охлаждение смотанной в рулон листовой стали со скоростью 15°С/ч или более. Полученная листовая сталь имеет предел текучести при растяжении 480 МПа или более, предел прочности при растяжении 600 МПа или более, предел текучести при растяжении 620 МПа или более. 2 н.п. ф-лы, 5 табл., 2 пр.
1. Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы, при этом листовая сталь характеризуется химическим составом, содержащим, при выражении в мас.%:
С: от 0,10 или более до 0,16 или менее,
Si: от 0,1 или более до 0,5 или менее,
Mn: от 0,8 или более до 1,8 или менее,
P: от 0,001 или более до 0,020 или менее,
S: 0,0050 или менее,
Al: от 0,01 или более до 0,08 или менее,
Сu: от 0,1 или более до 0,5 или менее,
Ni: от 0,1 или более до 0,5 или менее,
Сr: от 0,5 или более до 0,8 или менее,
Mo: от 0,10 или более до 0,5 или менее,
Nb: от 0,01 или более до 0,05 или менее,
Ti: от 0,01 или более до 0,03 или менее,
N: от 0,001 или более до 0,006 или менее,
также необязательно один или более компонентов, выбранных из
В: от 0,0005 или более до 0,0050 или менее,
V: от 0,01 или более до 0,10 или менее,
Ca: от 0,0005 или более до 0,0100 или менее,
редкоземельный металл: от 0,0005 или более до 0,0200 или менее,
Zr: от 0,0005 или более до 0,0300 или менее и
Mg: от 0,0005 или более до 0,0100 или менее,
Fe и неизбежные примеси - остальное,
микроструктурой в позиции, расположенной на 1/2 толщины листовой стали, включающей бейнит и бейнитный феррит при совокупном количестве, составляющем 80% или более, применительно к поверхностной долевой концентрации, в которой количество Nb в состоянии твердого раствора Nb составляет 20% или более от совокупного уровня массового содержания Nb,
пределом текучести при растяжении, составляющим 480 МПа или более,
пределом прочности при растяжении, составляющим 600 МПа или более,
разностью пределов текучести при растяжении (ΔYS), составляющей 100 МПа или более, где разность пределов текучести при растяжении определяют как разность пределов текучести при растяжении между положениями до и после проведения термической обработки с предварительным деформированием, при которой листовую сталь подвергают термической обработке при температуре 650°С на протяжении 60 секунд после 5%-ного предварительного деформирования, и
пределом текучести при растяжении, составляющим 620 МПа или более, после проведения термической обработки с предварительным деформированием.
2. Способ изготовления горячекатаной листовой стали для гибкой насосно-компрессорной трубы по п. 1, при этом способ включает нагрев стального сляба, характеризующегося указанным химическим составом, до температуры в диапазоне от 1100°С или более до 1250°С или менее, проведение черновой прокатки нагретого стального сляба, проведение чистовой прокатки стального сляба, подвергнутого черновой прокатке, в условиях температуры чистовой прокатки в диапазоне от 820°С или более до 920°С или менее, охлаждение листовой стали, подвергнутой чистовой прокатке, до температуры, составляющей 600°С или менее и 450°С или более, при средней скорости охлаждения в диапазоне от 30°С/с или более до 100°С/с или менее применительно к температуре в центральной части в направлении толщины листовой стали и смотку охлажденной листовой стали при температуре в диапазоне от 450°С или более до 600°С или менее, и охлаждение смотанной в рулон листовой стали со скоростью 15°С/ч или более.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ВЫСОКОЙ ВЯЗКОСТЬЮ ПРИ СВЕРХНИЗКОЙ ТЕМПЕРАТУРЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2268311C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |

