Область техники, к которой относится изобретение
Изобретение относится к материалам для труб, в частности к материалам для гибких длинномерных труб.
Уровень техники
В последние годы для работ под высоким давлением и работ, требующих обеспечения высокой досягаемости, стали чаще использовать гибкие трубы. В связи с этим возникает необходимость производства гибких труб с повышенной прочностью на растяжение для того, чтобы они могли выдерживать i) осевые нагрузки, действующие на подвешенные или поднимаемые колонны и ii) повышенное давление, возникающее во время работы.
При стандартной процедуре производства гибких труб в качестве сырьевого материала используют горячекатаную полосовую сталь с механическими свойствами, достигаемыми за счет измельчения микроструктуры во время прокатки. Указанное измельчение достигается при использовании различных микролегирующих добавок (титан, азот, ванадий) в сочетании с выбором соответствующих условий горячей прокатки. Целью является обеспечение контроля перекристаллизации материала и роста зерен для достижения ультрамелкой микроструктуры. Выбор материала ограничивается использованием легирующих элементов в твердом растворе и дисперсионным твердением, поскольку измельчение является единственным механизмом, который позволяет одновременно достичь высокой прочности и вязкости.
Указанный сырьевой материал является определенным для каждого поставщика, в связи с чем могут требоваться различные механические свойства горячекатаной стали для изготовления гибких труб с различными механическими свойствами. Однако по мере увеличения показателей механических свойств стоимость производства, и, следовательно, стоимость сырьевого материала возрастает. Известно, что процесс сварки полос друг с другом, используемый во время сборки «длинной полосы», которая может быть сформована/сварена с использованием контактной сварки (ERW) в гибкую трубу, изнашивает область стыка. Соответственно, гибкая труба с повышенными показателями обычно имеет относительно низкие характеристики в области швов свариваемых полос. Такое снижение вызвано разрушением при сварке мелкозернистой структуры, полученной во время горячей прокатки, и отсутствием простого способа термической обработки после сварки, позволяющего восстановить прочность на разрыв и вязкость. Вообще восстановить прочность на разрыв можно, но при этом в данной области будет снижена вязкость и, соответственно, усталостная прочность. Известная промышленная технология позволяет получить гибкие трубы с высокой прочностью, но имеющие при этом высокую стоимость и низкие характеристики швов свариваемых полос относительно параметров корпуса трубы.
Одним из вариантов способа производства гибких труб является термическая обработка всего корпуса трубы. Этот способ обработки используется для материала, сформированного в трубу в так называемом «сыром» состоянии, потому что его характеристики еще не определены условиями термической обработки. В данном случае основными переменными факторами, влияющими на свойства конечного продукта, являются химический состав стали и условия термической обработки. Соответственно, благодаря определенному составу стали, материала шва и термической обработки можно получить гибкую трубу, имеющую одинаковые свойства по всей длине, и устранить слабые места в месте стыка полос, что является критичным для стандартной гибкой трубы с высокой прочностью. Эта общая концепция была описана ранее, но до сих пор ее не удавалось успешно реализовать при производстве гибких труб с высокой прочностью (то есть с пределом текучести в диапазоне от 80 до 140 тыс. фунтов/дюйм2). Причина этого явления заключается в том, что термическая обработка с линейно увеличивающейся скоростью (необходимой для получения высокой производительности) в общем случае приводит к необходимости использования сложных систем большего размера. Данный процесс можно упростить при условии выбора подходящих условий термической обработки и химического состава.
При выборе химического состава, подходящего для промышленной системы термической обработки нормальных размеров, необходимо учитывать наличие некоторых переменных факторов, влияющих на характеристики гибкой трубы, в том числе, помимо прочего: а) осевые механические свойства, b) однородность микроструктуры и свойств, с) вязкость, d) сопротивление усталости, е) сопротивление воздействию кислых сред.
Раскрытие изобретения
Ниже описан химический состав, предназначенный для производства гибких труб, прошедших термическую обработку и имеющих характеристики, превосходящие существующие требования для гибких труб, установленные в стандарте API 5ST (максимальное содержание углерода: 0,16%, максимальное содержание марганца: 1,2% (СТ70-90) максимальное содержание марганца: 1,65 (СТ100-110), максимальное содержание фосфора: 0,02% (СТ70-90) максимальное содержание фосфора: 0,025 (СТ100-СТ110), максимальное содержание серы: 0,005, максимальное содержание кремния: 0,5).
В настоящем документе раскрыты варианты изобретения для гибких стальных труб и способы их изготовления. По вариантам труба имеет предел текучести выше 80 тыс. фунтов/дюйм2. В состав трубы может входить 0,16-0,35 вес. % углерода, 0,30-2,00 вес. % марганца, 0,10-0,35 вес. % кремния, до 0,005 вес. % серы и до 0,018 вес. % фосфора, оставшаяся часть представляет собой железо и неустранимые примеси. Также в конечной микроструктуре трубы может присутствовать смесь отпущенного мартенсита и бейнита, причем конечная микроструктура гибкой трубы более чем на 90% по объему состоит из отпущенного мартенсита, также микроструктура является однородной по всему корпусу трубы, по линейному шву контактной сварки и на стыковых соединениях полос.
Раскрытые в настоящем документе гибкие стальные трубы сформованы из нескольких сваренных полос, причем труба может содержать области основного металла, сварные швы и зоны термического влияния и иметь предел текучести выше 80 тыс. фунтов/дюйм2, в состав трубы входит железо и 0,17-0,35 вес. % углерода, 0,30-2,00 вес. % марганца, 0,10-0,30 вес. % кремния, 0,010-0,040 вес. % алюминия, до 0,010 вес. % серы и до 0,015 вес. % фосфора, при этом конечная микроструктура содержит смесь отпущенного мартенсита и бейнита, и указанная конечная микроструктура гибкой трубы более чем на 90% по объему состоит из отпущенного мартенсита в области основного металла, на сварных швах и в зонах термического влияния, причем конечная микроструктура по всей области основного металла, сварных швов и в зонах термического влияния является равномерной, и имеет равномерное распределение мелкозернистых карбидов по всей области основного металла, на сварных швах и в зонах термического влияния.
В одном варианте в состав дополнительно входит до 1,0 вес. % хрома, до 0,5 вес. % молибдена, до 0,0030 вес. % бора, до 0,030 вес. % титана, до 0,50 вес. % меди, до 0,50 вес. % никеля, до 0,1 вес. % ниобия, до 0,15 вес. % ванадия, до 0,0050 вес. % кислорода и до 0,05 вес. % кальция.
В другом варианте в состав может входить от 0,17 до 0,30 вес. % углерода, от 0,30 до 1,60 вес. % марганца, от 0,10 до 0,20 вес. вес. % кремния, до 0,7 вес. % хрома, до 0,5 вес. % молибдена, от 0,0005 до 0,0025 вес. % бора, от 0,010 до 0,025 вес. % титана, от 0,25 до 0,35 вес. % меди, от 0,20 до 0,35 вес. % никеля, до 0,04 вес. % ниобия, до 0,10 вес. % ванадия, до 0,0015 вес. % кислорода, до 0,03 вес. % кальция, до 0,003 вес. % серы и до 0,010 вес. % фосфора.
По варианту труба может иметь минимальный предел текучести 125 тыс. фунтов/дюйм2. По варианту труба может иметь минимальный предел текучести 140 тыс. фунтов/дюйм2. По варианту труба может иметь минимальный предел текучести в диапазоне от 125 тыс. фунтов/дюйм2 до 140 тыс. фунтов/дюйм2.
По варианту конечная микроструктура может состоять по крайней мере на 95% по объему из отпущенного мартенсита в области основного металла, на сварных швах и в зонах термического влияния. По варианту труба может иметь конечную крупность зерна менее 20 мкм в областях основного металла, на сварных швах и в зонах термического влияния. По варианту труба может иметь конечную крупность зерна менее 15 мкм в областях основного металла, на сварных швах и в зонах термического влияния.
По варианту сварные швы могут представлять собой угловые швы. По варианту усталостная прочность на угловых швах может быть не менее (примерно) 80% от показателя для областей основного металла. По варианту твердость сварного шва в процентах, включая зону термического влияния, может быть равна 110% или меньше, чем твердость основного металла.
Также в настоящем документе раскрыт способ формования гибких стальных труб, в котором используют полосы, состоящие из железа и 0,17-0,35 вес. % углерода, 0,30-2,00 вес. % марганца, 0,10-0,30 вес. % кремния, 0,010-0,040 вес. % алюминия, до 0,010 вес. % серы, до 0,015 вес. % фосфора, и сваривают полосы друг с другом для формирования трубы из сваренных полос, причем труба состоит из областей основного металла, сварных швов и соответствующих зон термического влияния, а также проводят аустенизацию трубы в диапазоне 900-1000°С, закаливают трубу для создания конечной закаленной микроструктуры мартенсита и бейнита, при этом закаленная микроструктура содержит меньшей мере 90% мартенсита в областях основного металла, на сварных швах и в зонах термического влияния; и отпускают закаленную трубу при температуре в диапазоне 550-720°С, причем отпуск закаленной трубы позволяет получить предел текучести более чем примерно 80 тыс. фунтов/дюйм2, а микроструктура по всей области основного металла, на сварных швах и в зонах термического влияния является однородной и имеет равномерное распределение мелкозернистых карбидов.
В одном варианте сварка полос может представлять собой угловую сварку. По варианту формование труб может содержать создание линейного стыка. По варианту в способе дополнительно наматывают закаленную трубу на бухту. По варианту аустенизация позволяет сформировать крупность зерен менее 20 мкм в областях основного металла, на сварных швах и в зонах термического влияния.
В одном варианте в состав может также входить до 1,0 вес. % хрома, до 0,5 вес. % молибдена, до 0,0030 вес. % бора, до 0,030 вес. % титана, до 0,50 вес. % меди, до 0,50 вес. % никеля, до 0,1 вес. % ниобия, до 0,15 вес. % ванадия, до 0,0050 вес. % кислорода и до 0,05 вес. % кальция.
В одном варианте в состав может также входить от 0,17 до 0,30 вес. % углерода, от 0,30 до 1,60 вес. % марганца, от 0,10 до 0,20 вес. % кремния, до 0,7 вес. % хрома, до 0,5 вес. % молибдена, от 0,0005 до 0,0025 вес. % бора, от 0,010 до 0,025 вес. % титана, от 0,25 до 0,35 вес. % меди, от 0,20 до 0,35 вес. % никеля, до 0,04 вес. % ниобия, до 0,10 вес. % ванадия, до 0,00015 вес. % кислорода, до 0,03 вес. % кальция, до 0,003 вес. % серы и до 0,010 вес. % фосфора.
В одном варианте закаленная труба может иметь предел текучести, больший или равный 125 тыс. фунтов/дюйм2. В одном варианте закаленная труба может иметь минимальный предел текучести в 140 тыс. фунтов/дюйм2. В одном варианте закаленная труба может иметь минимальный предел текучести от 125 до 140 тыс. фунтов/дюйм2.
Краткое описание чертежей
На фиг. 1 А-В показаны графики ССТ, соответствующие стали STD2 (А) и STD3 (В).
На фиг. 2А-В показаны графики ССТ, соответствующие стали BTi2 (А) и CrMoBTi3 (В).
На фиг. 3 показан график скорости охлаждения на внутренней поверхности трубы в виде функции зависимости от толщины стенки (WT) для гибкой трубы, закаленной с помощью струй воды с наружной стороны.
На фиг. 4 показан график прочности на разрыв стали BTi2 в виде функции зависимости от максимальной температуры отпуска (Тмакс). При моделировании с помощью комплекса Gleeble® были использованы амплитудные циклы отпуска: прочность на разрыв той же марки стали в виде функции зависимости от времени выдержки при 720°С (циклы изотермического отпуска) показана на графике справа.
На фиг. 5А-В показан неотпущенный мартенсит, появляющийся на центральной ликвационной полосе рядом с линейным швом контактной сварки после отжига зоны шва (PWHT). На фиг. 5А-В представлены характеристики стандартной гибкой трубы класса 90.
На фиг. 6А-В показано локализованное повреждение на центральной ликвационной полосе, образующееся при испытаниях гибкого трубопровода класса 110 на усталость.
На фиг. 7А-В показано локализованное повреждение на центральной ликвационной полосе, образующееся при испытаниях гибкого трубопровода класса 100 на усталость при высоком внутреннем давлении (9500 фунтов/дюйм2).
На фиг. 8А-В показаны микроструктуры основного металла, соответствующие стандартной гибкой трубе (А) и гибкой трубе, полученной в соответствии с настоящим изобретением (В). В обоих случаях гибкий трубопровод имеет прочность на разрыв, соответствующую классу 110 (предел текучести от 110 тыс. фунтов/дюйм2 до 120 тыс. фунтов/дюйм2).
На фиг. 9А-В показаны микроструктуры линейного шва контактной сварки, соответствующие стандартной гибкой трубе (А) и гибкой трубе, полученной в соответствии с настоящим изобретением (В). В обоих случаях гибкий трубопровод имеет прочность на разрыв, соответствующую классу 110 (предел текучести от 110 тыс. фунтов/дюйм2 до 120 тыс. фунтов/дюйм2).
На фиг. 10А-В показаны микроструктуры зоны термического влияния (HAZ) шва контактной сварки для стандартной гибкой трубы (А) и гибкой трубы, полученной в соответствии с настоящим изобретением (В). В обоих случаях гибкий трубопровод имеет прочность на разрыв, соответствующую классу 110 (предел текучести от 110 тыс. фунтов/дюйм2 до 120 тыс. фунтов/дюйм2).
На фиг. 11А-В показаны микроструктуры зоны термического влияния (HAZ) углового шва для стандартной гибкой трубы (А) и гибкой трубы, полученной в соответствии с настоящим изобретением (В). В обоих случаях гибкий трубопровод имеет прочность на разрыв, соответствующую классу 110 (предел текучести от 110 тыс. фунтов/дюйм2 до 120 тыс. фунтов/дюйм2).
На фиг. 12 показана трещина, образующаяся во время эксплуатации в зоне сплавления углового шва (проходящая из внутренней стороны трубы). Трещина проходит в сторону крупных реек верхнего бейнита.
На фиг. 13 показаны изменения твердости (твердость основного металла = 100%) на стандартных угловых швах, получаемых с помощью стандартной обработки и обработки в соответствии с настоящим изобретением. Зона сплавления (FZ) расположена в области ≈+/- 5 мм от центра шва.
На фиг. 14А-В показаны микроструктуры, соответствующие пересечению углового шва и линейного шва контактной сварки для стандартной гибкой трубы (А) и гибкой трубы, изготовленной в соответствии с настоящим изобретением (В). В обоих случаях гибкий трубопровод имеет прочность на разрыв, соответствующую классу 110 (предел текучести от 110 тыс. фунтов/дюйм2 до 120 тыс. фунтов/дюйм2).
На фиг. 15 показано схематическое изображение оборудования для испытаний на усталость.
На фиг. 16 показаны значения усталостной долговечности для образцов углового шва (BW) относительно значений усталостной долговечности для образцов основного материала (ВМ). Результаты представлены в виде средних значений при различных условиях испытаний и для различных классов гибких труб (80, 90 и 110 для стандартных труб и 80, 90, 110, 125 и 140 для гибких труб, изготовленных в соответствии с настоящим изобретением).
На фиг. 17 показано увеличение усталостной долговечности в гибких трубах с химическим составом и условиями обработки, соответствующими настоящему изобретению. Увеличение определяется за счет сравнения с усталостной долговечностью, полученной для стандартного гибкого трубопровода того же класса, который был испытан при аналогичных условиях. Результаты усреднены для каждого класса при различных условиях испытания. Что касается классов 125 и 140, которые не являются стандартными, усталостная долговечность сравнивалась со сталью STD3 класса 110.
На фиг. 18А-В показано кольцо полукруглого профиля после испытания материала класса 80 в соответствии с NACE ТМ0177 (90% от нормативного минимального значения предела текучести, метод А, 1 бар, H2S). А: стандартная процедура, В: процедура, соответствующая настоящему изобретению.
Осуществление изобретения
Сырьевой материал для гибкого трубопровода производится в цеху в виде горячекатаных полос. Для обеспечения высокой прочности и высокой вязкости в измельченной микроструктуре используют контролируемую прокатку. Полосы разрезают в продольном направлении по ширине, необходимой для производства труб, после чего выполняют соединение ее концов встык в рамках процесса соединения (например, плазменная дуговая сварка или сварка трением с перемешиванием) для получения более длинных полос. После этого полосам придают форму трубы с помощью контактной сварки. Помимо прочего характеристики конечного продукта оцениваются с точки зрения: а) осевых механических свойств, b) однородности микроструктуры и свойств, с) вязкости, d) сопротивления усталости, е) сопротивления воздействию кислых сред. С помощью стандартной процедуры обработки можно получить механические свойства гибкого трубопровода, сочетающие в себе свойства горячекатаной полосы с учетом изменений, внесенных при сварке и прокатке трубы. Получаемые таким образом свойства ограничиваются характеристиками гибкой трубы, указанными выше. Причина этого заключается в том, что процесс сварки, используемый для соединения полос, изменяет мелкозернистую микроструктуру после прокатки таким образом, что даже при использовании термической обработки после сварки конечные свойства ухудшаются. Пониженная усталостная долговечность и низкая устойчивость к кислым средам связаны с неоднородностью микроструктуры и наличием хрупких составляющих рядом со швами. Предполагается, что новая процедура должна, по крайней мере, включать в себя термическую обработку всего корпуса трубы. Данная процедура описывалась ранее в общих чертах, но никогда не рассматривалась конкретно. В настоящем документе описаны химические составы и характеристики сырьевого материала, а также подходящие методы сварки и условия термической обработки, что позволяет получить закаленное и отпущенное изделие с высокими характеристиками корпуса трубы и соединительных швов между полосами. Данный материал разработан для гибкого трубопровода, поскольку он не только имеет относительно низкую стоимость, но и позволяет получить в предпочтительном варианте максимальную усталостную долговечность при определенных условиях, создаваемых при использовании гибкого трубопровода (низкоцикличная усталость при изгибе с одновременным созданием осевой нагрузки и внутреннего давления).
Настоящее изобретение относится к высокопрочному гибкому трубопроводу (минимальный предел текучести в пределах от 80 тыс. фунтов/дюйм2 до 140 тыс. фунтов/дюйм2), имеющему повышенную низкоцикличную усталость по сравнению со стандартными изделиями, определенными в спецификации API 5ST. Кроме того, настоящее изобретение позволяет снизить сульфидное растрескивание под напряжением (SSC). Данное сочетание свойств достигается за счет соответствующего выбора химического состава стали и условий обработки. Промышленная обработка отличается от стандартной процедуры, включающей в себя термическую обработку всего корпуса трубы (FBHT), как описано в заявке США №US2012/0186686 А1. Данная процедура FBHT выполняется после создания гибкой трубы с помощью контактной сварки (ERW) и включает в себя по крайней мере один цикл аустенизации, закалки и отпуска. Упомянутый выше вариант воплощения относится в большей степени к химическим составам стали и параметрам обработки для производства закаленного и отпущенного гибкого трубопровода с упомянутыми выше свойствами. Несмотря на достижение определенных механических свойств за счет термической обработки основного материала с заданным составом являются общеизвестными, в конкретном варианте использования гибкого трубопровода используется сырьевой материал с конкретным химическим составом для минимизации негативного влияния отдельных переменных факторов, например, зон ликвации, на конкретные свойства настоящего варианта воплощения.
Одним из наиболее важных свойств гибкой трубы является повышенное сопротивление низкоцикличной усталости. Это связано с тем, что при стандартных работах гибкие трубы часто сматываются и разматываются, создавая циклические пластические деформации, которые могут привести к возникновению дефектов. В предпочтительном варианте при низкоцикличной усталости деформация локализуется в более мягких областях материала и имеет микроскопические размеры. При наличии хрупких составляющих в или рядом с данными областями концентрации деформаций трещины могут легко образовываться и увеличиваться в размерах. Следовательно, снижение усталостной долговечности связано с неоднородными микроструктурами (с более мягкими областями, в которых локализуется деформация) и наличием хрупких составляющих (что приводит к образованию и (или) распространению трещин). Все такие микроструктурные особенности возникают в зоне термического влияния (HAZ) шва. Другие типы микроструктуры корпуса трубы также имеют вышеупомянутые характеристики. Это связано с тем, что они состоят из смеси компонентов высокой и низкой твердости, например, из феррита, перлита и бейнита. В данном случае деформация локализуется в более мягком феррите, в районе границы с бейнитом, в котором образуются и увеличиваются в размерах трещины. В настоящий момент данный тип микроструктуры имеют гибкие трубы с высокой прочностью.
Во избежание локализации деформаций при низкоцикличной усталости микроструктура должна быть не просто однородной на всем корпусе трубы и на соединениях, она должна быть однородной в микроскопических масштабах. Что касается низкоуглеродистых сталей, идеальной является микроструктура, состоящая из отпущенного мартенсита, который имеет ферритовую основу с однородным и мелкозернистым распределением карбидов. Таким образом, необходимо выбрать химический состав и создать условия обработки, описанные в настоящем документе, чтобы за счет FBHT получить однородную микроструктуру (в корпусе трубы, на угловом шве и линейном шве контактной сварки), состоящую по крайней мере на 90% из отпущенного мартенсита, предпочтительно, чтобы данный показатель превышал 95%.
Кроме того, отпущенный мартенсит лучше подходит для производства сверх высокопрочных материалов, чем для микроструктур стандартной гибкой трубы (включая феррит, перлит и бейнит), для которых нужны очень дорогостоящие легирующие добавки, позволяющие достичь предела текучести, превышающего (примерно) 125 тыс. фунтов/дюйм2.
По сравнению со структурами, содержащими бейнит, отпущенный мартенсит также обладает другими преимуществами, обусловленными повышенным сопротивлением SSC.
Химический состав стали определяется как наиболее подходящий для производства термически обработанного гибкого трубопровода с помощью FBHT и может быть описан в виде концентрации углерода (вес. % С по весу), марганца (вес. % Mn), кремния (вес. % Si), хрома (вес. % Сг), молибдена (вес. % Мо), а также концентраций таких микролегирующих элементов, как бор (вес. % В), титан (вес. % Ti), алюминий (вес. % Al), ниобий (вес. % Nb) и ванадий (вес. % V). Также верхние пределы могут относиться к таким неустранимым примесям, как сера (вес. % S), фосфор (вес. % Р) и кислород (вес. % О).
Конечная структура, состоящая из отпущенного мартенсита, имеет химический состав стали, соответствующий настоящему изобретению, который значительно отличается от составов гибких труб, известных из уровня техники, более высоким содержанием углерода (например, по сравнению со значением, указанным в спецификации API 5ST, в которой максимально допустимое содержание углерода для гибкого трубопровода равно 0,16%), что позволяет получить желательную микроструктуру при помощи FBHT, включающей в себя по крайней мере один цикл аустенизации, закалки и отпуска.
Термины «примерно», «около» и «практически», используемые в настоящем документе предназначены для обозначения величин, близких к указанному значению, которые позволяют обеспечить выполнение необходимой функции или достичь желательного результата. Например, термины «примерно», «около» и «практически» могут относиться к величинам, находящимся в пределах 10%, в пределах 5%, в пределах 1%, в пределах 0,1% и в пределах 0,01% от указанного значения.
Углерод представляет собой элемент, добавление которого значительно увеличивает прочность стали за счет увеличения прокаливаемости и выделения карбидов во время термической обработки. Если содержание углерода опускается ниже 0,17%, прокаливаемость не может быть гарантирована, поэтому во время термической обработки могут образовываться крупные фракции бейнита. Появление бейнита затрудняет достижение предела текучести более 80 тыс. фунтов/дюйм2 при желательном уровне усталостной долговечности и сопротивления SSC. Процедура изготовления гибкого трубопровода, известная из уровня техники, не подходит для термической обработки поскольку максимально допустимое содержание углерода в соответствии со спецификацией API5ST равно 0,16%. Стандартные микроструктуры гибкого трубопровода имеют крупные фракции бейнита, которые ухудшают вязкость, усталостную долговечность и сопротивление SSC в материалах с более высоким классом, т.е. в гибких трубопроводах с минимальным пределом текучести выше 110 тыс. фунтов/дюйм2.
С другой стороны, сталь с содержанием углерода более 0,35% имеет низкую свариваемость, что делает ее чувствительной к наличию хрупких составляющих и образованию трещин во время сварки и термической обработки после сварки. Кроме того, более высокое содержание углерода может привести к появлению значительного количества остаточного аустенита после закалки, который превращается в хрупкие составляющие после отпуска. Данные хрупкие составляющие снижают усталостную долговечность и сопротивление SSC. Следовательно, содержание углерода в стали изменяется в диапазоне от (примерно) 0,17% до (примерно) 0,35%, предпочтительно от (примерно) 0,17% до (примерно) 0,30%.
Добавка марганца улучшает прокаливаемость и прочность. Также марганец способствует раскислению и контролю содержания серы во время производства стали. Если содержание марганца ниже (примерно) 0,30%, то достичь желательного уровня прочности станет сложнее. Однако по мере увеличения содержания марганца могут образовываться большие зоны ликвации. В зонах ликвации марганца вероятно образование хрупких составляющих во время термической обработки, что ухудшает вязкость и снижает долговечность. Кроме того, данные зоны ликвации увеличивают чувствительность материала к сульфидному растрескиванию под напряжением (SSC). Соответственно, содержание марганца в стали изменяется в диапазоне от 0,30% до 2,0%, предпочтительно от 0,30% до 1,60%, и более предпочтительно от 0,30% до 0,80% в случае, когда имеет место повышенное сопротивление SSC.
Кремний представляет собой элемент, добавление которого приводит к раскислению во время производства стали и повышению прочности стали. В некоторых вариантах воплощения вязкость может снизиться, когда содержание кремния превышает (примерно) 0,30%. Кроме того, могут образовываться большие зоны ликвации. Следовательно, содержание кремния в стали изменяется в диапазоне от (примерно) 0,10% до 0,30%, предпочтительно от (примерно) 0,10% до (примерно) 0,20%.
Добавление хрома увеличивает прокаливаемость и стойкость стали к отпуску. Хром можно использовать для частичного замещения марганца в стали для достижения высокой прочности без образования больших зон ликвации, которые снижают усталостную долговечность и сопротивление SSC. Однако хром является более дорогостоящей добавкой, что усложняет производство гибкого трубопровода из-за нагрузок, возникающих при горячей формовке. Следовательно, в некоторых вариантах воплощения содержание хрома ограничивается (примерно) 1,0%, предпочтительно (примерно) 0,7%.
Молибден представляет собой элемент, добавление которого эффективно увеличивает прочность стали, а также способствует замедлению разупрочнения во время отпуска. Стойкость к отпуску позволяет получить высокопрочную сталь со сниженным содержанием марганца, увеличенной усталостной долговечностью и сопротивлением SSC. Добавки молибдена также могут снизить ликвацию фосфора до границ зерен, что улучшит сопротивление межзеренному излому. Однако этот сплав железа является дорогостоящим, что делает желательным снижение максимального содержания молибдена в стали. Следовательно, в определенных вариантах воплощения максимальное содержание молибдена составляет около 0,5%.
Бор представляет собой элемент, добавление которого очень эффективно с точки зрения увеличения прокаливаемости стали. Например, бор может увеличивать прокаливаемость за счет исключения вероятности образования феррита во время закалки. В некоторых вариантах воплощения бор используется для достижения высокой прокаливаемости (т.е. для закаленной структуры, содержащей по крайней мере 90% мартенсита) стали со сниженным содержанием марганца для улучшения усталостной долговечности и сопротивления SSC. При содержании бора менее (примерно) 0,0005% по весу в стали, соответствующей настоящему изобретению, может стать затруднительным достижение желательной прокаливаемости стали. Однако при слишком высоком содержании бора на границах зерен могут образовываться большие фракции карбидов бора, что негативно влияет на вязкость. Соответственно, в данном варианте воплощения концентрация бора ниже (примерно) 0,0030%, в другом варианте воплощения содержание бора от (примерно) 0,0005% до 0,0025%.
Титан представляет собой элемент, добавление которого эффективно с точки зрения увеличения эффективности действия бора в стали, за счет фиксации примесей азота в виде нитридов азота (TiN) и торможения образования нитридов бора. Если содержание титана слишком мало, то в некоторых вариантах воплощения может быть затруднительным достижение желательного влияния бора на прокаливаемость стали. С другой стороны, если содержание титана превышает 0,03% по весу, могут образовываться крупные фракции нитридов титана и карбидов (TiN и TiC), что негативно повлияет на пластичность и вязкость. Соответственно, в определенных вариантах воплощения концентрация титана может быть ограничена (примерно) 0,030%. В других вариантах воплощения концентрация титана может находиться в диапазоне от (примерно) 0,010% до (примерно) 0,025%).
С учетом того, что производство гибкого трубопровода с низкими механическими свойствами является предпочтительным за счет низкой стойкости к отпуску, добавки бора и титана повышают прокаливаемость без увеличения стойкости к отпуску. Соответственно, это позволит производить трубы с пределом текучести, равным 80 тыс. фунтов/дюйм2, без значительного увеличения времени выдержки во время отпуска, и значительно увеличить производительность. Поскольку одним из ограничений, касающихся производства гибкого трубопровода с помощью линии термической обработки, является длина линии, позволяющая достичь адекватной выдержки материала во время отпуска, использование бора и титана сильно повлияет на производство гибкого трубопровода с низким пределом текучести.
Медь представляет собой элемент, добавление которого в определенных вариантах при производстве стали не является обязательным. Однако при некоторых вариантах использования гибкого трубопровода медь может понадобиться для повышения сопротивления атмосферной коррозии. Таким образом, по варианту содержание меди в стали может быть ограничено (примерно) 0,50%. В других вариантах воплощения концентрация меди может изменяться в диапазоне от (примерно) 0,25% до (примерно) 0,35%.
Никель представляет собой элемент, добавление которого увеличивает прочность и вязкость стали. При наличии меди в составе стали во избежание дефектов, возникающих при горячей прокатке, известных как горячеломкость, можно использовать никель. Однако никель является очень дорогостоящим и в определенных вариантах воплощения содержание никеля в стали ограничивается (примерно) 0,50%. В других вариантах воплощения концентрация никеля может изменяться в диапазоне от (примерно) 0,20% до (примерно) 0,35%.
Ниобий представляет собой элемент, добавление которого в сталь может уменьшить размер аустенитного зерна стали во время повторного нагрева в аустенитном участке и увеличить соответствующим образом прочность и вязкость. Ниобий также может выделяться во время отпуска, увеличивая прочность за счет закалки в слое дисперсных частиц. В одном варианте воплощения содержание ниобия в стали может изменяться в диапазоне от (примерно) 0% до (примерно) 0,10%, предпочтительно от (примерно) 0% до (примерно) 0,04%.
Ванадий представляет собой элемент, добавление которого может использоваться для увеличения прочности стали за счет выделения карбидов во время отпуска. Однако если содержание ванадия в стали превышает (примерно) 0,15%, может образовываться большая фракция частиц карбида ванадия, что снизит вязкость стали. Следовательно, в определенных вариантах воплощения содержание ванадия в стали ограничивается (примерно) 0,15%, предпочтительно (примерно) 0,10%.
Алюминий представляет собой элемент, добавление которого обеспечивает раскисление во время производства стали и позволяет уменьшить крупность зерен стали. В одном варианте воплощения при содержании алюминия в стали менее (примерно) 0,010%, сталь может быть чувствительна к окислению, из-за высоких уровней примесей. В других вариантах воплощения при содержании алюминия в стали более (примерно) 0,040%, могут образовываться большие фракции примесей, снижающие вязкость стали. Следовательно, содержание алюминия в стали может изменяться в диапазоне от (примерно) 0,010% до (примерно) 0,040%.
Сера представляет собой элемент, добавление которого приводит к снижению вязкости и обрабатываемости стали. Соответственно, в некоторых вариантах воплощения содержание серы в стали ограничивается максимумом, (примерно) равным 0,010%, предпочтительно (примерно) равным 0,003%.
Фосфор представляет собой элемент, добавление которого приводит к снижению вязкости стали. Соответственно, содержание фосфора в стали ограничивается максимумом, равным (примерно) 0,015%, предпочтительно равным (примерно) 0,010%.
Кислород может представлять собой примесь в стали, которая присутствует, в основном, в виде оксидов. В одном варианте воплощения стали по мере увеличения содержания кислорода ухудшаются ударные свойства стали. Соответственно, в определенных вариантах воплощения стали предпочтительным является относительно низкое содержание кислорода, меньшее или равное (примерно) 0,0050 вес. %; предпочтительно меньшее или равное (примерно) 0,0015 вес. %.
Кальций представляет собой элемент, добавление которого в стали может увеличивать вязкость за счет изменения формы сульфидных включений. В одном варианте воплощения в состав стали может содержать кальций и серу в соотношении не менее Ca/S>1,5. В других вариантах воплощения стали высокое содержание кальция является ненужным, при этом сталь может иметь максимальное содержание кальция равное (примерно) 0,05%, предпочтительно равное (примерно) 0,03%.
Содержание нежелательных примесей, включая, но не ограничиваясь азотом, свинцом, оловом, мышьяком, сурьмой, висмутом и т.д., предпочтительно должно оставаться минимально возможным. Однако свойства (например, прочность, вязкость) стали, зависящие от состава стали, как указано в настоящем документе, могут незначительно изменяться при содержании примесей в выбранных пределах. В одном варианте воплощения содержание азота в стали может быть ниже (примерно) 0,010%, предпочтительное меньше или равно (примерно) 0,008%. В другом варианте воплощения содержание свинца в стали может быть ниже или равно (примерно) 0,005%. В еще одном варианте воплощения содержание олова в стали может быть меньше или равно (примерно) 0,02%. В еще одном варианте воплощения содержание мышьяка в стали может быть меньше или равно (примерно) 0,012%. В другом варианте воплощения содержание сурьмы в стали может быть меньше или равно (примерно) 0,008%). В еще одном варианте воплощения содержание висмута в стали может быть меньше или равно (примерно) 0,003%.
Выбор конкретного химического состава стали в соответствии с настоящим изобретением будет зависеть от характеристик конечного продукта и ограничений промышленного оборудования (например, в линиях индукционной термической обработки сложно получить большое время выдержки во время отпуска). По возможности добавку марганца можно будет снизить, поскольку он снижает усталостную долговечность и сопротивление SSC за счет образования большой зоны ликвации. Для замещения марганца будет использован хром и в меньшей степени молибден, при этом термическая обработка всего корпуса останется максимально простой. Оба элемента увеличивают стабильность карбидов и сопротивление разупрочнению, что могло бы привести к увеличению времени выдержки во время отпуска. Таким образом, данные элементы являются предпочтительными с точки зрения более прочных изделий (например, изделий класса 110 и выше), для которых предпочтительно обеспечить стойкость к отпуску, и нежелательными для изделий с более низким классом (класс 80), для которых понадобится использовать длинные и непрактичные промышленные линии термической обработки.
В случае стали более низкого класса (класс 80) предпочтительно использовать микролегированные добавки бора и титана и обеспечить соответствующее содержание углерода. Данные элементы позволят получить хорошую прокаливаемость без использования большого количества добавок марганца. Кроме того, бор и титан не увеличивают стойкость к отпуску. Таким образом, для получения необходимого уровня прочности можно использовать простую и короткую процедуру отпуска.
В следующих разделах описана процедура промышленной обработки, соответствующая настоящему изобретению, при этом особое внимание будет уделено условиям термической обработки всего корпуса (FBHT).
Сырьевой материал для гибкого трубопровода производится в стальном цехе в виде горячекатаных полос с толщиной стенки, которая может изменяться от (примерно) 0,08 дюймов до (примерно) 0,30 дюймов. Для уменьшения размера зерна микроструктуры после прокатки поставщики стали могут использовать контролируемую прокатку. Однако измельчение микроструктуры полос после проката не является важным, поскольку в настоящем документе микроструктура и механические свойства определяются, в основном, при конечной FBHT. Подобная гибкость процесса горячей прокатки позволяет снизить стоимость сырьевых материалов и использовать химический состав стали, который нельзя получить при сложных процедурах горячей прокатки (в общем случае, для низкоуглеродистой микролегированной стали может быть использована контролируемая прокатка).
Для производства труб полосы стали разрезают в продольном направлении по ширине. Затем трубы соединяют встык с помощью сварки (например, плазменной дуговой сварки или сварки трением с перемешиванием) для увеличения длины полос, что позволит получить необходимую длину труб. Данным сваренным полосам придают форму трубы, например, с помощью контактной сварки. Наружный диаметр стандартных гибких труб находится в диапазоне от 1 дюйма до 5 дюймов. Длина трубы равна (примерно) 15000 футам, однако длина может изменяться в диапазоне от (примерно) 10000 футов до (примерно) 40000 футов.
После формования трубы используют термическую обработку всего корпуса (FBHT). Целью данной термической обработки является производство однородной конечной микроструктуры, состоящей по крайней мере из 90% отпущенного мартенсита, остальная часть представляет собой бейнит. Данная микроструктура, имеющая однородное распределение карбидов и крупность зерен менее 20 мкм, предпочтительно менее 15 мкм, гарантирует хорошее сочетание прочности, пластичности, вязкости и низкоцикличной усталостной долговечности. Кроме того, как было сказано выше, за счет соответствующего выбора химического состава стали данный тип микроструктуры подходит для увеличения сопротивления сульфидному растрескиванию под напряжением (SSC) по сравнению со стандартными структурами, включающими в себя феррит, перлит и крупные фракции верхнего бейнита.
FBHT содержит по меньшей мере один цикл (Q) аустенизации и закалки (Q), после которого выполняется отпуск (Т). Аустенизацию выполняют при температурах в диапазоне между 900°С и 1000°С. На данном этапе необходимо выбрать общую длительность устойчивого состояния после превышения температуры равновесия Ае3, чтобы обеспечить общее растворение карбидов железа без чрезмерного увеличения размера аустенитных зерен. Целевая крупность зерен ниже 20 мкм, предпочтительно ниже 15 мкм. Закалка должна выполняться при контролируемой минимальной скорости охлаждения для достижения конечной микроструктуры после закалки, включающей в себя по крайней мере 90% мартенсита во всем объеме трубы.
Отпуск выполняется при температурах от 550°С до 720°С. Термическая обработка при температуре выше 720°С может привести к частичному превращению мартенсита в аустенит с высоким содержанием углерода. Образования данного компонента необходимо избегать, поскольку он имеет тенденцию к превращению в хрупкие составляющие, что может привести к снижению вязкости и усталостной долговечности. С другой стороны, при выполнении отпуска при температуре ниже 550°С процесс восстановления нарушенной структуры после закалки не будет полным. Соответственно, вязкость может повторно снизиться. Необходимо выполнить цикл отпуска при температурах в указанном выше диапазоне, что позволит получить необходимые механические свойства. Минимальный предел текучести может изменяться в диапазоне от 80 тыс. фунтов/дюйм2 до 140 тыс. фунтов/дюйм2. Необходимо выбрать соответствующую длительность устойчивого состояния при данной температуре, чтобы обеспечить однородное распределение карбида в области основного металла трубы и области шва (линейного шва контактной сварки и стыка между полосами). В некоторых случаях для получения оптимального сочетания прочности и вязкости может быть выполнено более одного цикла аустенизации, закалки и отпуска. После FBHT труба может проходить процедуры классификации по размеру зерен, что гарантирует соблюдение указанных допусков для размеров, снятия напряжения и намотки на бухту.
Примеры:
Пример А: Выбор химического состава для улучшения прокаливаемости
Как было сказано выше, микроструктура, соответствующая настоящему изобретению, по крайней мере на 90% состоит из отпущенного мартенсита и имеет равномерное распределение мелкозернистого карбида, остальная часть представляет собой бейнит. Данная микроструктура позволяет производить гибкие трубы с необходимым сочетанием высокой прочности, увеличенной низкоциклической усталостной долговечности и повышенным сопротивлением SSC.
Отпущенный мартенсит можно получить за счет, по крайней мере, одного цикла термической обработки, содержащего закалку и отпуск, выполняемого после формования трубы с помощью контактной сварки. Термическая обработка может повторяться два или более раз, если нужно дополнительно снизить размер зерен для повышения сопротивления SSC. Это связано с тем, что последующие циклы аустенизации и закалки снижают не только размер бывшего аустенитного зерна, но и размеры блоков и групп мартенсита.
Для получения целевой микроструктуры с хорошей прокаливаемостью необходимо, чтобы в конце закалки образовалось по крайней мере 90% мартенсита. Выбор соответствующего химического состава является важным для достижения данного объемного содержания мартенсита. Выбор подходящего состава стали основывался на результатах экспериментов, выполняемых с помощью термомеханического симулятора Gleeble® 3500. После этого для подтверждения результатов лабораторных исследований были проведены промышленные испытания.
В таблице А1 указаны некоторые химические составы стали, проанализированные в лаборатории. Для всех указанных химических составов были проведены дилатометрические испытания с помощью комплекса Gleeble®, что позволило построить графики превращения при непрерывном охлаждении (ССТ). Графики ССТ были использованы вместе с результатами металлографического анализа образцов, полученных с помощью моделирования, для определения минимальной скорости охлаждения, которая позволяет получить содержание мартенсита более 90%. Данная критическая скорость охлаждения, в основном, зависящая от химического состава стали, будет обозначена как CR90,
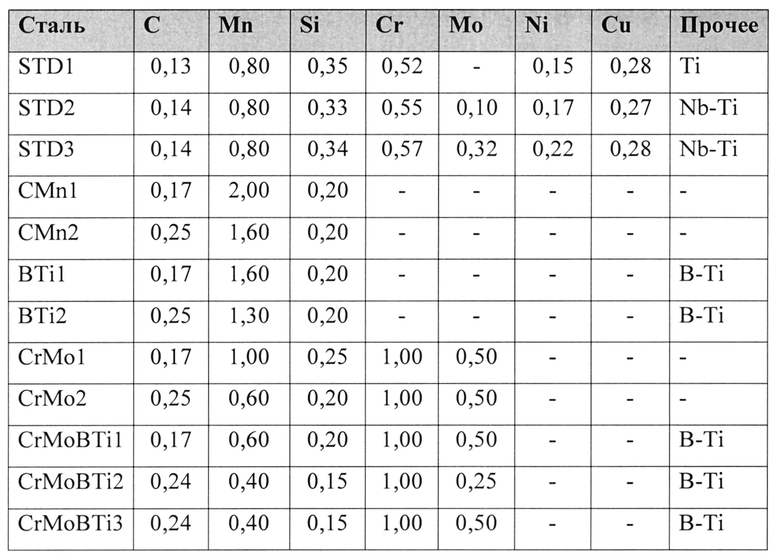

Таблица А1: Экспериментально полученные химические составы стали. Концентрации элементов приведены в процентах по весу (вес. %).
Примеры полученных графиков ССТ приведены на фиг. 1, 2. Во всех случаях для достижения низкой крупности аустенитных зерен (AGS) в 10-20 мкм аустенизация выполнялась при температуре 900-950°С. Типы стали STD1, STD2 и STD3 имеют химический состав, соответствующий указаниям спецификации API 5ST, но не соответствующий настоящему изобретению из-за низкого показателя добавки углерода (таблица А1). Критическая скорость охлаждения CR90 превышает 100°С/с в случае STD1 и STD2 и 50°С/с - для STD3.
На фиг. 1А-В показаны графики ССТ, соответствующие типам стали STD2 (А) и STD3 (В). Жирным указаны критические условия охлаждения для получения конечной микроструктуры, состоящей примерно на 90% из мартенсита, при этом остальная часть представляет собой бейнит. На фиг. 2А-В показаны графики ССТ, соответствующие типам стали BTi2 и CrMoBTi3. Жирным указаны критические условия охлаждения для получения конечной микроструктуры, состоящей примерно на 90% из мартенсита, при этом остальная часть представляет собой бейнит. Первый тип стали представляет собой сталь С-Mn, микролегированную с помощью B-Ti (см. таблицу A1). CrMoBTi2 представляет собой среднеуглеродистую сталь с добавками хрома и молибдена, также микролегированную с помощью B-Ti. Измеренные значения критической скорости охлаждения (соответствующие кривым охлаждения, которые выделены жирным на графиках ССТ) равны 25°С/с и 15°С/с для типов стали BTi2 г и CrMoBTi3 соответственно.
На фиг. 3 показана средняя скорость охлаждения для труб, прошедших обработку с помощью промышленных закалочных головках (подача струй охлаждающей воды на наружную сторону трубы). Значения указаны в виде функции зависимости от толщины стенки трубы (WT). Заштрихованная область на графике соответствует диапазону значений толщины стенки, возникающему при использовании гибких труб. Следует понимать, что при выборе химического состава стали для получения содержания отпущенного мартенсита более 90%, критическая скорость охлаждения сплава должна быть равна или меньше 30°С/с.В противном случае, содержание бейнита превысит 10%, в результате стенка трубы будет больше (WT=0,3 дюйма) в указанных выше системах.
Сталь типа STD1, STD2 и STD3 имеет критические скорости охлаждения выше 30°С/с, поэтому они не соответствуют настоящему изобретению. С другой стороны, прокаливаемость подходит для стали типа BTi2 и CrMoBTi3. Увеличение прокаливаемости обусловлено увеличенным содержанием углерода и добавкой B-Ti.
В таблице А2 показаны значения критической скорости охлаждения, измеренные для типов стали из таблицы А1. Типы стали STD1, STD2 и STD3 имеют используемые в настоящее время химические составы для гибких труб классов 80, 90 и 110 и соответствуют требованиям спецификации API 5ST. Однако даже более высоколегированная сталь STD3 имеет критическую скорость охлаждения, позволяющую получить содержание отпущенного мартенсита в трубах выше 90% с нужной толщиной WT стенки. Следует понимать, что стандартные материалы не подходят для получения целевой микроструктуры, соответствующей настоящему изобретению, в связи с чем необходимо увеличить прокаливаемость стали. Основным элементом, влияющим на прокаливаемость низколегированной стали, является углерод. Таким образом, для получения критической скорости охлаждения, не превышающей 30°С/с, в данном случае пришлось увеличить содержание углерода, которое превышает максимальное значение, указанное в спецификации API 5ST (0,16% по весу). В данном варианте воплощения содержание углерода находится в диапазоне от 0,17% до 0,35% (максимальный уровень был выбран таким образом, чтобы гарантировать высокую свариваемость и вязкость). Как было сказано выше, содержание других элементов было изменено таким образом, чтобы CR90 была не менее 30°С/с.
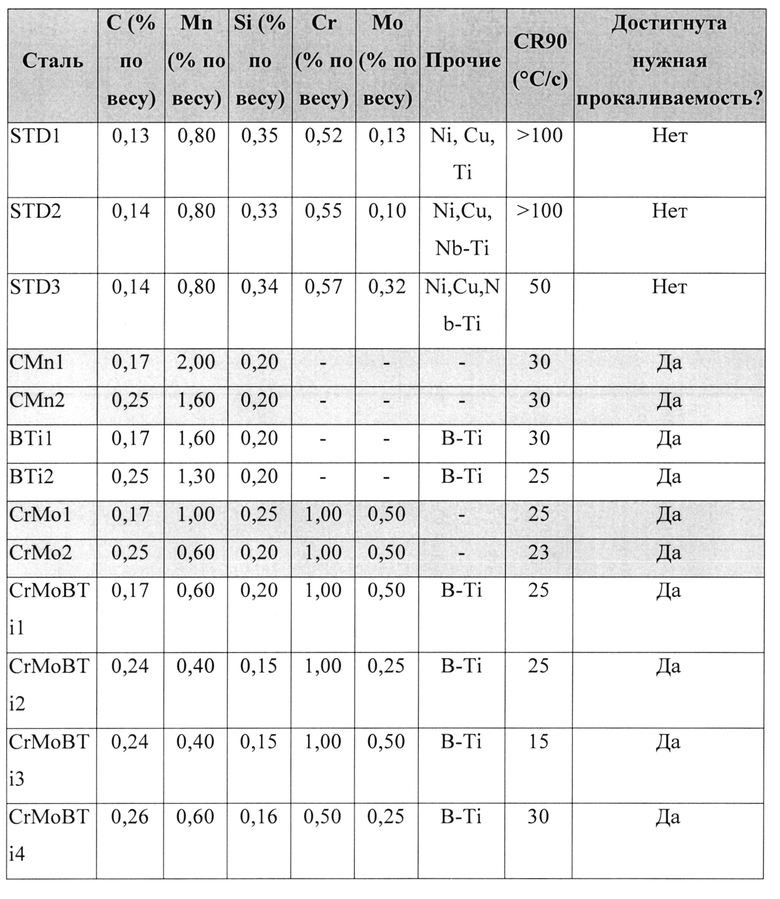
Таблица А2: Критические значения скорости охлаждения для того, чтобы содержание мартенсита превышало 90% (CR90), соответствующие проанализированным типам стали. Значения получены с помощью диламетрических испытаний при использовании комплекса Gleeble® и металлографического анализа.
Ниже приведены указания по выбору соответствующего химического состава стали, которые были получены после анализа экспериментальных данных, представленных в таблице А2.
Сталь С-Mn: прокаливаемость, в основном, зависит от добавок углерода и марганца. Для достижения необходимой прокаливаемости можно использовать (примерно) 2% марганца, когда содержание углерода близко к нижнему пределу (сталь CMn1). Однако марганец представляет собой элемент, который создает зоны сильной ликвации, что может привести к снижению усталостной долговечности. Соответственно, величина добавки марганца снижается при увеличении содержания углерода. Например, при концентрации углерода около 0,25%, для достижения необходимой прокаливаемости достаточно использовать 1,6% марганца (сталь CMn2).
Сталь B-Ti: данные сплавы представляю собой простую углеродистую сталь, микролегированную с помощью бора и титана. За счет увеличения прокаливаемости, вызванного наличием бора, можно дополнительно снизить содержание марганца. При значении содержания углерода, близком к нижнему пределу, для достижения необходимой прокаливаемости достаточно использовать около 1,6% марганца. При концентрации углерода около 0,25%, для достижения необходимой прокаливаемости достаточно использовать 1,3% марганца (сталь BTi2).
Сталь Cr-Мо: данный тип стали содержит добавки хрома и молибдена, которые позволяют увеличить стойкость к отпуску, что делает его подходящим для получения сверхвысокопрочных классов стали. Кроме того, хром и молибден представляют собой элементы, увеличивающие прокаливаемость; что позволяет дополнительно снизить величину добавки марганца. Однако хром и молибден являются дорогостоящими добавками и снижают обрабатываемость стали в горячем состоянии, их максимальное содержание ограничивается значениями 1% и 0,5% соответственно. В одном примере при значении содержания углерода, близком к нижнему пределу, для достижения CR90 (CrMo1) можно использовать около 1% марганца. Если сталь также микролегирована с помощью B-Ti можно дополнительно уменьшить содержание марганца до 0,6% (CrMoBTi1).
Пример В: Выбор химического состава для различных классов гибких труб Для анализа отпуска стали представленные в таблице А1 значения были использованы при моделировании промышленной термической обработки с помощью комплекса Gleeble®. Моделирование заключалось в аустенизации при 900-950°С, закалке при 30°С/с и отпуске. Что касается типов стали STD1, STD2 и STD3, для получения содержания мартенсита не менее 90% во время закалки была использована более высокая скорость охлаждения. Для типов STD1 и STD2 была использована скорость закалки около 150°С/с, а сталь STD3 охлаждалась со скоростью 50°С/с. Подобных повышенных значений скорости охлаждения можно достичь в небольших образцах при использовании комплекса Gleeble® и наружном водяном охлаждении. После закалки образцы были отпущены с помощью двух типов циклов:
- амплитудный цикл: нагрев со скоростью 50°С/с до максимальной температуры (Tmax), которая может находиться в диапазоне от 550°С до 720°С. Охлаждение производится со скоростью около 1,5°С/с до комнатной температуры. Данные циклы были предназначены для моделирования реальных условий отпуска в индукционных печах, которые отличатся высокой скоростью нагрева, отсутствием времени выдержки при максимальной температуре и использованием воздушного охлаждения,
- изотермический цикл: нагрев со скоростью 50°С/с до 710°С, выдержка при температуре в течение некоторого времени, от 1 минуты до 1 часа, и охлаждение со скоростью около 1,5°С/с. Данный цикл был использован для моделирования отпуска в промышленных линиях с несколькими индукторами для выдержки или с туннельной печью.
Во всех случаях температура отпуска находится в диапазоне от 550°С до 720°С. Температуры выше 720°С не рассматривались, поскольку в этом случае происходит нежелательная повторная аустенизации. С другой стороны, при выполнении отпуска при температуре ниже 550°С невозможно полностью выполнить восстановление дислоцированной структуры, а в материале появляются хрупкие составляющие, которые могут снизить усталостную долговечность.
Амплитудные циклы отпуска являются предпочтительными за счет снижения длины линии и повышения производительности. Таким образом, возможность получения заданного качества с конкретным химическим составом стали была, в основном, определена по кривой отпуска, позволяющей использовать данный тип циклов. Если после амплитудного отпуска при 720°С прочность остается высокой для используемого класса стали, можно выполнить выдержку при максимальной температуре. Однако при увеличении длительности выдержки, может понадобиться более крупная, дорогостоящая и менее производительная промышленная линия.
На фиг. 4 (вставка слева) показана кривая отпуска для стали BTi2. Прочность на разрыв показана в виде функции зависимости от максимальной температуры отпуска. При моделировании были использованы амплитудные термические циклы. На фигуре видно, что сталь классов 90-125 может быть получена за счет изменения максимальной пиковой температуры примерно с 710°С до 575°С соответственно. При таком химическом составе невозможно получить предел текучести 140 тыс. фунтов/дюйм2 без снижения температуры отпуска ниже 550°С. Что касается классов стали с меньшим пределом текучести, для получения класса 80 необходимо выполнить выдержку при 710°С в течение 3 минут (вставка в правой части с фиг. 4).
Таблица В1 была составлена на основе результатов, полученных с помощью моделирования на комплексе Gleeble®. В данной таблице для каждого проанализированного типа стали указана возможность производства стали различных классов с минимальным пределом текучести от 80 тыс. фунтов/дюйм2 до 140 тыс. фунтов/дюйм2. Например, для BTi2 с помощью амплитудных циклов отпуска можно получить сталь классов 90-125. Однако для стали класса 80 можно выполнить 2-хминутную выдержку при температуре 720°С, в связи с чем в соответствующей ячейке стоит слово «выдержка».

Таблица В1: Возможность промышленного производства стали классов 80-140 с помощью проанализированных химических составов стали. Если в ячейке указано слово «выдержка», это означает, что необходимо выполнить выдержку при температуре 720°С в течение 1 минуты для получения указанного класса стали.
По полученным результатам становится ясно, что для получения стали более высокого класса необходимо использовать добавки углерода и хрома с молибденом. В частности, из-за низкого содержания углерода с помощью стандартных химических составов, соответствующих требованиям спецификации API5ST, невозможно получить сталь класса 140. С другой стороны, для получения стали класса 80 с бедным химическим составом и низким содержанием углерода лучше всего не использовать добавки хрома и молибдена. В данном случае для получения хорошей прокаливаемости можно использовать микролегирующие добавки B-Ti (например, химический состав BTi1 является подходящей альтернативой).
Необходимо отметить, что для производства мартенситных структур в стандартных типах стали (STD1, STD2 и STD3) в лаборатории пришлось использовать более высокую скорость закалки, чем может быть достигнуто в стане. Соответственно, если ограничить скорость охлаждения значениями, достижимыми в промышленных условиях, при использовании стандартной стали и процедуры FBHT нельзя будет получить ни одну из марок гибких труб.
Пример С: Выбор химического состава для снижения негативного влияния ликвации, происходящей во время затвердевания
Во время затвердевания стали легирующие элементы имеют тенденцию оставаться растворенными в жидкости за счет повышенной способности к растворению по сравнению с твердыми частицами (например, ферритом и аустенитом). После затвердевания насыщенные раствором области образуют две зоны неоднородных химических составов: зона микроликвации и зона макроликвации.
Микроликвация возникает в результате замерзания жидкости, насыщенной раствором, в междендритном пространстве. Подобное явление не является основной проблемой, поскольку влияние микроликвации может быть устранено во время последующей горячей обработки. С другой стороны, макроликвация представляет собой неоднородность химического состава большего масштаба в литой заготовке. Ее невозможно полностью устранить за счет выдержки при высокой температуре и (или) горячей обработки. С точки зрения настоящего изобретения интерес представляет ситуация, в которой происходит литье неразрезной плиты, что приводит к образованию центральной ликвационной полосы.
Необходимо избегать образования центральной ликвационной полосы, поскольку:
- в результате сварочных работ (при создании углового шва и шва контактной сварки, см. пример с фиг. 5 А-В) в данной области могут образовываться хрупкие составляющие в виде неотпущенного мартенсита. Такие нежелательные компоненты можно устранить во время последующей термической обработки всего корпуса. Однако при изгибании, выполняемом между сваркой и термической обработки, может произойти пластическая деформация, являющаяся дефектом промышленного производства;
- после FBHT оставшаяся часть центральной ликвационной полосе представляет собой область обогащенная растворами замещения (например, марганец, кремний, молибден) с более высокой плотностью крупнозернистых карбидов по сравнению с остальной частью материала. Данная область является чувствительной к образованию трещин во время низкоцикличной усталости, что видно на фиг. 6-7. Также на фигурах видны полосы ликвации, которые связаны с низким сопротивлением SSC.
Несмотря на то, что избежать макроликвации нельзя, ее негативное влияние на вязкость, усталостную долговечность и сопротивление SSC можно снизить при помощи выбора соответствующего химического состава стали.
На основе результатов измерений EDX (энергодисперсионное рентгеновское излучение), соответствующих широкому диапазону химических составов стали, для центральной ликвационной полосе были получены коэффициенты насыщения для различных легирующих элементов. Результаты представлены в таблице С1. Коэффициенты насыщения (EF) представляют собой соотношения между концентрацией каждого элемента на центральной полосе и средним значением в матрице. Данные значения, в основном, зависят от коэффициента термодинамического разделения между жидкостью и твердыми веществами; а также от диффузионных способностей во время затвердевания.
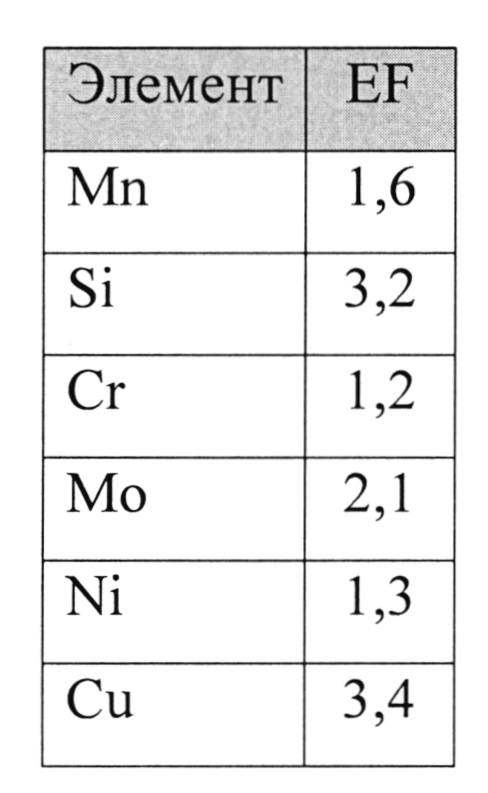
Таблица С1: Коэффициенты насыщения (EF) для центральной ликвационной полосы, соответствующие различным замещающим легирующим элементам.
Из таблицы С1 явно видно, что некоторые элементы имеют сильную тенденцию к ликвации во время затвердевания, например, кремний и медь. С другой стороны, хром и никель имеют низкие коэффициенты насыщения. Никель является дорогостоящей добавкой, однако, если нужно увеличить прокаливаемость и (или) стойкость к отпуску без образования больших зон ликвации, можно использовать хром.
Коэффициенты насыщения позволяют определить степень увеличении концентрации, которую можно ожидать от каждого элемента на центральной ликвационной полосе. Однако не все эти элементы имеют одинаковое влияние на тенденцию материала к образованию хрупких составляющих во время сварки или термической обработки. Очевидно, что чем выше увеличение прокаливаемости, тем выше тенденция к образованию хрупких составляющих во время обработки. Важно отметить, что элементы с высокими коэффициентами диффузии, например, углерод и бор, могут расслаиваться во время затвердевания и становиться однородными во время горячей прокатки. Таким образом, они не склонны образовывать хрупкие составляющие, локализованные на полосе ликвации.
Проанализировав графики ССТ (пример А), можно сделать вывод о том, что марганец приводит к сильнейшему увеличению прокаливаемости. Это не зависит от углерода и бора, которых нет в больших зонах ликвации после горячей прокатки. С другой стороны, кремний и медь, которые имеют сильную тенденцию к ликвации, не играют особого влияния на прокаливаемость. Из-за высокого коэффициента насыщения и сильного влияния на прокаливаемость содержание марганца должно быть максимально снижено при попытке устранить негативное влияние на макроликвацию с помощью снижения низкоцикличной усталости.
Обычно в сталь добавляют большое количество марганца из-за его влияния на прокаливаемость. В соответствии с настоящим изобретением прокаливаемость, в основном, достигается за счет более высокого добавления углерода, за счет чего можно снизить концентрацию марганца. Дополнительное снижение содержания марганца достигается за счет добавок бора и (или) хрома. В таблице С2 приведены примеры, в которых критическая скорость охлаждения (CR90) для различных типов стали взята из графиков ССТ (данные предыдущего примера А). Для достижения прокаливаемости стали с содержанием углерода около 0,25% количество марганца может быть снижено с 1,6% до 1,3% за счет добавления бора и до 0,4% за счет использования Сг-Мо.
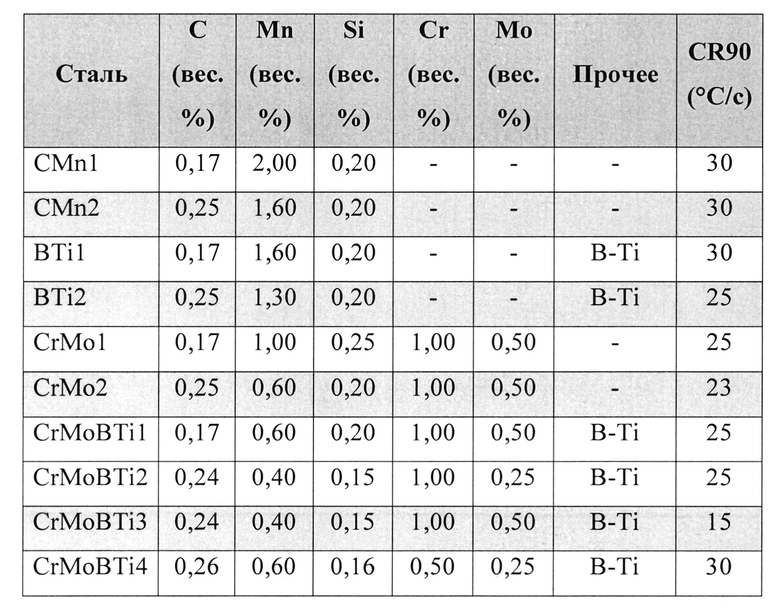
Таблица С2: критическая скорость охлаждения для обеспечения содержания мартенсита более 90% (CR90), измеренного для анализируемого типа стали. Значения были определены с помощью дилатометрических испытаний и металлографического анализа с использованием комплекса Gleeble®.
Пример D: Однородность микроструктуры
Как было сказано выше, усталостная долговечность гибкого трубопровода сильно зависит от таких микроскопических особенностей, как микроструктурная неоднородность. Сочетание мягких и твердых структурных составляющих позволяет локализовать пластическую деформацию, которая является основной причиной образования и распространения трещин. В данном разделе будут сравниваться микроструктура гибкого трубопровода, полученная с помощью стандартного способа производства с использованием химических составов, соответствующих требованиям спецификации API 5ST, и микроструктура, полученная с использованием химических составов и условий обработки, соответствующих настоящему документу.
В качестве стандартного материала был использован стандартный гибкий трубопровод из стали класса 110 (с пределом текучести от 110 тыс. фунтов/дюйм2 до 120 тыс. фунтов/дюйм2) с химическим составом под названием STD2 из таблицы А1, который соответствует спецификации API 5ST. Данный стандартный материал сравнивался с гибкими трубопроводами того же класса, произведенными с помощью химического состава BTi2 с использованием FBHT.
При данном сравнении были учтены различные участки труб:
- основной металл (ВМ): микроструктура гибкого трубопровода, расположенная отдельно от линейного шва контактной сварки и углового шва, при этом под словом «отдельно» понимается, что она не входит в зону термического влияния (HAZ), образующейся при сварке любого типа и возможно используемой термической обработке после сварки (PWHT);
- угловой шов (BW): микроструктурная область, соответствующая месту соединения полос, которая может быть получена с помощью плазменной дуговой сварки (PAW), сварки трением с перемешиванием (FSW) или любой другой технологии сварки. В данной области также есть соответствующая зона термического влияния, образующаяся во время сварки и PWHT;
- линейный шов контактной сварки: микроструктура, образующаяся с помощью продольной контактной сварки во время формования труб и локализованной PWHT, которая в общем случае представляет собой отжиг зоны шва. Как и в предыдущих случаях, данная область также включает в себя соответствующую зону термического влияния.
На фиг. 8А-В изображена микроструктура основного металла, соответствующая стандартной гибкой трубе (А), и микроструктура, полученная в соответствии с настоящим изобретением (В). В первом случае видна ферритовая основа с мелкозернистым распределением карбидов. Данная матрица и мелкозернистая структура образуются в результате контролируемой горячей прокатки. Микроструктура, полученная в соответствии с настоящим изобретением (фиг. 8В), в основном, состоит из отпущенного мартенсита. В данном случае объемное содержание бейнита ниже 5%. Структура отпущенного мартенсита также имеет мелкозернистое распределение карбидов железа в ферритной основе. Основная разница между стандартной и новой структурами относится к морфологии ферритных зерен и субзерен и к концентрации дислокаций. Однако с точки зрения измельчения и однородности обе структуры похожи.
На фиг. 9А-В показаны снимки, полученные с помощью сканирующего электронного микроскопа, соответствующие линейным швам контактной сварки. Видно, что в стандартной структуре появляется две структурных составляющих: мягкие ферритные зерна и твердые блоки, состоящие из смеси троостита, мартенсита и небольшого количества остаточного аустенита. В данной структуре пластичная деформация локализована в феррите, а трещины могут образовываться и распространяться в соседних хрупких составляющих (в неотпущенном мартенсите и высокоуглеродистом остаточном аустените). С другой стороны, микроструктура линейного шва контактной сварки, полученная с помощью химического состава и условий обработки, указанных в настоящем документе, является однородной и очень похожей на соответствующую структуру основного металла.
На фиг. 10А-В представлены микроструктуры, соответствующие зоне HAZ при контактной сварке. В стандартном материале видны признаки наличия остатков центральной ликвационной полосы, которая частично превращается в неотпущенный мартенсит после отжига зоны шва. Также видны хрупкие составляющие, локализованные вдоль линейного шва контактной сварки, при этом во время обработки может происходить образование и распространение трещин. Риск появления дефекта возрастает по сравнению с предыдущим случаем из-за большего размера упомянутых выше составляющих. С другой стороны, в гибком трубопроводе, прошедшем закалку и отпуск, структура рядом с линейным швом контактной сварки является однородной, при этом остатки центральной ликвационной полосы не наблюдаются.
На фиг. 11А-В представлено несколько снимков, полученных с помощью сканирующего электронного микроскопа, которые соответствуют зоне HAZ углового шва как в стандартной гибкой трубе, так и в трубе, изготовленной в соответствии с настоящим изобретением. У стандартных материалов микроструктура данной зоны очень сильно отличается от микроструктуры основного металла (ВМ). Она, в основном, состоит из верхнего бейнита и имеет большую крупность зерен (50 микрон, а не менее 15 микрон для ВМ). Данный тип крупнозернистой структуры не подходит для низкоцикличной усталости из-за легкого распространения трещин вдоль реек бейнита. На фиг 12 представлен пример усталостных трещин, проходящих в области крупнозернистого бейнита в угловом шве. Это вторичные трещины, расположенные рядом с областью основного дефекта, появляющегося во время обработки стандартного гибкого трубопровода класса 110.
С другой стороны, микроструктура углового шва в настоящем изобретении также очень похожа на микроструктуру, соответствующую основному металлу. При этом зерна верхнего бейнита не видны. Необходимо заметить, что некоторое количество бейнита может образоваться после термической обработки всего корпуса, но за счет выбора подходящих условий обработки и химического состава соответствующее объемное содержание данной составляющей будет ниже 10%. В этом заключается основная причина достижения хорошей прокаливаемости изделий с химическими составами, описанными в настоящем документе. Кроме того, из-за верхнего предела температуры аустенизации конечная крупность зерен мала (менее 20 микрон) по сравнению с большими бейнитными рейками, что позволяет полностью исключить распространение трещин.
Другие примеры микроструктурной однородности, достигаемые за счет сочетания химического состава стали и условий обработки, соответствующих настоящему изобретению, представлены на фиг. 13, 14. На фиг. 13 показано стандартное изменение твердости в области углового шва для гибких труб, произведенных стандартным образом, по сравнению с трубами, полученными с помощью нового химического состава и процедуры производства. Очевидно, что при использовании данного изобретения изменение твердости значительно снижается. Как следствие, тенденция материала собирать деформации в локализованных местах (в данном случае в зоне HAZ углового шва) также снижается, а также повышается усталостная долговечность.
На фиг. 14А-В показаны некоторые микроструктуры, соответствующие пересечению углового шва и линейного шва контактной сварки. Очевидно, что при использовании стандартной процедуры достигается большая микроструктурная неоднородность. Данная неоднородность успешно устраняется за счет химического состава и условий обработки, соответствующих настоящему изобретению.
Пример Е: испытания гибкой трубы на усталость
В лаборатории была проведена серия испытаний, направленных на сравнение характеристик гибкого трубопровода, полученного в соответствии с настоящим изобретением, с характеристиками стандартных изделий. Образцы гибкой трубы были проверены на установке испытания долговечности, который схематически показан на фиг. 15. Данная установка может имитировать деформации изгиба во время намотки и размотки, создавая при этом внутреннее давление. Таким образом, данные испытания позволяют ранжировать материалы по низкоцикличной долговечности, близкой к реальным условиям эксплуатации.
Во время испытания долговечность образцов (трубы длиной 5 или 6 футов) фиксируются с одного конца, при этом к противоположному концу прилагается противодействующая сила, создаваемая гидравлическим приводом. Циклы деформации, создаваемые во время испытаний, за счет изгибания образцов вокруг изогнутого дорна постоянного радиуса, после чего происходит выпрямление в обратную сторону. К концам образца привариваются металлические заглушки, соединенные с гидравлическим насосом, что позволяет периодически выполнять наполнение образца водой при постоянном внутреннем давлении до его разрыва. Испытание завершается при обнаружении падения внутреннего давления из-за распространения трещин по стенке.
Испытания проводились на гибких трубопроводах с различными химическими составами и классами, как показано в таблице Е1. Геометрическая форма трубы во всех случаях одинакова (OD 2ʺ, WT 0,19ʺ). STD1, STD2 и STD3 представляют собой типы стали, соответствующие предельным значениям, указанным в спецификации API 5ST, и изготовленные в соответствии со стандартной процедурой. BTi1, BTi2 и CrMoBTi4 представляют собой химические составы, выбранные и выполненные в соответствии с настоящим изобретением. Необходимо отметить, что сталь CrMoBTi4 была использована для производства двух нестандартных классов с минимальными пределами текучести 125 тыс. фунтов/дюйм2 и 140 тыс. фунтов/дюйм2 (самое высокое значение, описанное в спецификации API 5ST, имеет SMYS, равное 110 тыс. фунтов/дюйм2). Испытания проводились с секциями труб с или без углового шва (во всех случаях в образцах был продольный линейный шов контактной сварки). Суровость условий испытаний, в основном, зависела от двух параметров: радиуса изгиба и внутреннего давления. В данном случае радиус изгиба был равен 48 дюймам, что соответствует пластичной деформации около 2%. Значения внутреннего давления были приняты равными 1600 фунтов/дюйм2 и 13500 фунтов/дюйм2, что позволяет получить кольцевые напряжения в диапазоне от (приблизительно) 10% до 60% от минимального предела текучести для данных классов.
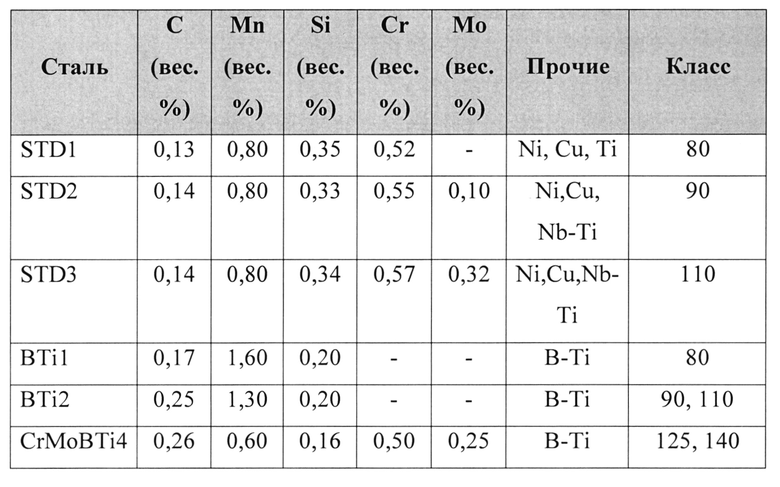
Таблица Е1: Химические составы стали и классы гибких труб, проанализированных во время данного испытания.
На фиг. 16 представлены некоторые результаты, касающиеся сравнения усталостной долговечности, полученной в образцах с или без углового шва (BW). Указанные на фигуре значения представляют собой средние значения, полученные при испытании стандартных и нестандартных классов гибких труб. При использовании стандартного материала наблюдается заметное снижение усталостной долговечности в случае наличия углового шва в образцах. С другой стороны, гибкие трубы, изготовленные в соответствии с настоящим изобретением, не имеют значительных изменений усталостной долговечности при выполнении испытаний на образцах с BW. Это является следствием однородности структуры, которая практически не имеет различий в механических свойствах для основного металла, линейного шва контактной сварки и углового шва.
На фиг. 17 показано увеличение усталостной долговечности гибкой трубы, достигаемое за счет химических составов стали и условий обработки, соответствующих настоящему изобретению. Классы 80, 90 и 110 сравнивались с эквивалентными трубами, изготовленными с помощью стандартной процедуры. Что касается классов 125 и 140, не являющихся стандартными, они сравнивались с типом стали STD3 класса 110, который был испытан при аналогичных условиях (геометрическая форма трубы, радиус изгиба и внутреннее давление). Результаты, представленные на фигурах, соответствуют средним значениям для каждого класса, «усы» погрешностей представляют собой распределения, полученные при использовании различных значений внутреннего давления.
На фиг. 17 видно, что ожидаемое увеличение усталостной долговечности достигается при использовании химических составов и условий обработки, соответствующих настоящему изобретению. Например, для класса 110 было получено увеличение, равное (примерно) 100% от усталостной долговечности. Это связано с тем, что в стандартном гибком трубопроводе долговечность ограничена значением для углового шва (общее слабое место с точки зрения низкоцикличной усталости, что связано с микроструктурной неоднородностью и наличием хрупких составляющих). В гибких трубах, изготовленных в соответствии с настоящим изобретением, на угловом шве нет значительного снижения усталостной долговечности, что сильно увеличивает общие характеристики трубы. Что касается нестандартных классов, большое увеличение усталостной долговечности вызвано тем, что они сравнивались со стандартным классом 110, испытанным при аналогичных условиях обработки. Однако при аналогичных значениях давления создаваемые кольцевые напряжения были близки к минимальному пределу текучести классов с меньшими номерами, а суровость условий испытания для класса 110 выше, чем для классов 125 и 140. Данные результаты говорят о том, что за счет использования стали с большим номером класса (который невозможно достичь при стандартном способе) при аналогичных условиях обработки усталостная долговечность значительно возрастает.
Пример F: Сопротивление сульфидному растрескиванию под напряжением
Водородная хрупкость материала в среде, содержащей H2S, относится к комбинированному действию коррозионных сред, наличию отложений (например, осадков и дислокаций), что может привести к локальному увеличению концентрации водорода, а также образованию хрупких областей, в которых также могут легко распространяться трещины. Потенциальным источником критических областей повышенной хрупкости в стандартных материалах для гибкого трубопровода является ликвация элементов замещения, например, марганца, в сырьевом материале. Области с различной концентрацией образуются при других термических циклах, выполняемых во время создания углового шва, PWHT, контактной сварки и отжига зоны шва, они могут привести к локальному образованию хрупких составляющих. В частности, когда материал имеет отожженные зоны швы после контактной сварки, корпус трубы быстро отдает тепло от зоны шва. При достаточно высокой ликвации могут образовываться удлиненные области повышенной твердости, в которых может находиться мартенсит, что является следствием условий охлаждения. Данные области остаются в трубе, образуя простые пути для распространения трещин. То, что данный процесс используется в конце производства, позволяет свести к минимуму области с повышенной твердостью. К другим значительным различиям можно отнести: а) отсутствие в новом продукте дислокаций, образующихся во время холодного формования труб, b) меньшее количество карбидов в новом продукте и их изоляция по сравнению со стандартными длинными областями хрупких карбидов перлита/бейнита. В результате этого гибкие трубы, изготавливаемые с помощью химических составов и условий обработки, соответствующих изобретению, имеют повышенную устойчивость к растрескиванию в средах, содержащих H2S.
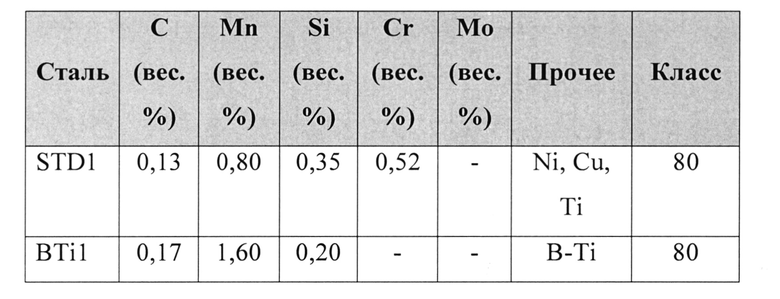
Таблица F1: Химические составы стали и классы гибких труб, проанализированных во время данного испытания.
Для выполнения первого анализа на сопротивление образованию трещин при SSC, образцы гибкой трубы класса 80 были получены с помощью: i) стандартного процесса и ii) нового химического состава - процессы были оценены с помощью способа С (кольцо полукруглого профиля), NACE ТМ0177. Химические составы стали указаны в таблице F1. Оба материала (по 3 образца для каждого случая) были протестированы с помощью выполнения шва контактной сварки в центре кольца полукруглого профиля при следующих условиях:
нагрузка: 90% от 80 тыс. фунтов/дюйм2, процедура А, 1 бар, H2S, длительность испытания: 720 часов.
При испытании стандартной гибкой трубы все 3 образца не прошли испытания. Напротив, 3 образца, соответствующие новому химическому составу и процедуре, прошли испытания (фиг. 5А-В и изображения колец полукруглого профиля). Несмотря на то, что испытания проводились с целью оценки устойчивости различных классов к охрупчиванию, а также влияния углового шва, данный первый результат показал явное усовершенствование по сравнению со стандартными условиями, свойственными для большинства однородных микроструктур основного металла и линейного шва контактной сварки при использовании новой процедуры производства.
Как показано на фиг. 18А-В, кольцо полукруглого профиля, полученное с помощью стандартной процедуры, имеет большее количество трещин в середине по сравнению с кольцом полукруглого профиля, полученным с помощью вариантов раскрытого процесса, которое не треснуло.
В некоторых вариантах воплощения добавки B-Ti и Cr-Мо могут снизить максимальное содержание марганца. В некоторых вариантах воплощения классы выше 110 сложно получить с помощью стандартного способа.
Отличительные особенности, материалы, характеристики или группы, указанные для различных вариантов должны рассматриваться как применимые к любому другому подходящему варианту, описанному в настоящем документе. Все отличительные особенности, рассмотренные в настоящем описании (включая формулу изобретения, реферат и сопроводительные чертежи) и (или) все раскрытые этапы или процессы, могут быть объединены в виде различных комбинаций, за исключением комбинаций, по крайней мере, в которых часть отличительных особенностей и (или) этапов является взаимоисключающими. Объем защиты не ограничивается подробным описанием последующих вариантов воплощения. Защита распространяется на все новые отличительные особенности или их комбинации, раскрытые в настоящем описании (включая формулу изобретения, реферат и сопроводительные чертежи) или на все новые этапы способа или процесса, раскрытого в настоящем документе, или их комбинации.
Несмотря на то, что выше были рассмотрены конкретные варианты, они представлены в настоящем документе исключительно в качестве примера и не должны рассматриваться как ограничения объема защиты. Кроме того, в способах, составах и устройствах, описанные в настоящем документе, могут быть выполнены различные опускания, замены и изменения. Специалистам в настоящей области техники следует понимать, что в некоторых вариантах некоторые показанные и (или) раскрытые этапы, указанные в процессах, могут отличаться от изображенных на фигурах. В зависимости от вариантов некоторые описанные выше этапы могу быть исключены или добавлены. Кроме того, отличительные особенности и атрибуты конкретных вариантов, раскрытые выше, могут быть объединены в различных формах, чтобы образовывать дополнительные варианты, которые будут являться частью сущности настоящего изобретения.
Несмотря на то, что в настоящем документе представлены конкретные варианты, примеры и варианты использования, специалисты в данной области техники должны понимать, что настоящее раскрытие выходит за пределы конкретных раскрытых вариантов и содержит альтернативные варианты реализации и (или) использования, а также очевидные комбинации изменений и эквивалентов, в том числе варианты, которые не обладают всеми отличительными особенностями и преимуществами, указанными в настоящем документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ ДЛЯ ГИБКИХ ДЛИННОМЕРНЫХ ТРУБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2664347C2 |
| ГИБКАЯ ТРУБА С ПЕРЕМЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКОЙ | 2012 |
|
RU2582326C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ КОЛТЮБИНГА | 2017 |
|
RU2712159C1 |
| СТАЛЬНАЯ СВАРНАЯ ТРУБА, ПОЛУЧЕННАЯ КОНТАКТНОЙ СВАРКОЙ, ДЛЯ ГИБКОЙ НЕПРЕРЫВНОЙ ТРУБЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2710817C1 |
| СТАЛЬ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ НА РАЗРЫВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 1998 |
|
RU2205245C2 |
| ВЫСОКОПРОЧНАЯ СВАРИВАЕМАЯ СТАЛЬ И ЕЕ ВАРИАНТЫ | 1996 |
|
RU2136775C1 |
| СЕРОСТОЙКАЯ ТРУБА ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ, ОТНОСЯЩАЯСЯ К КЛАССУ ПРОЧНОСТИ СТАЛИ 125 КФУНТ/ДЮЙМ (862 МПА), И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2763722C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2013 |
|
RU2711698C2 |
| СВЕРХВЫСОКОПРОЧНЫЕ КРИОГЕННЫЕ СВАРНЫЕ СОЕДИНЕНИЯ | 1998 |
|
RU2198771C2 |
| МЕТАЛЛ СВАРНОГО ШВА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОПРОЧНЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2275281C2 |
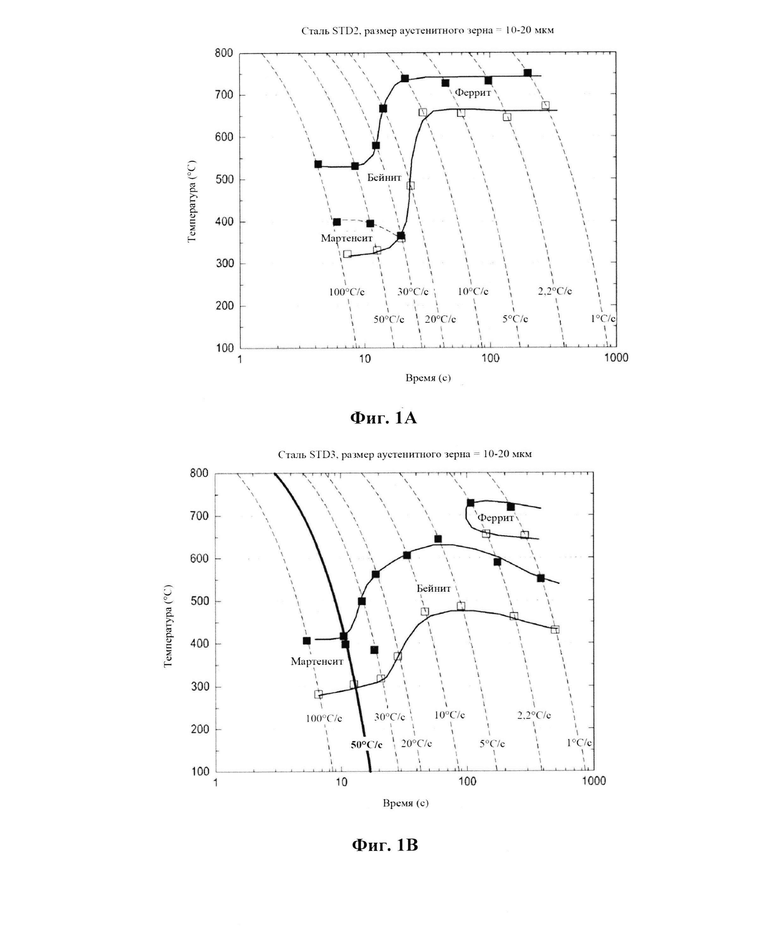
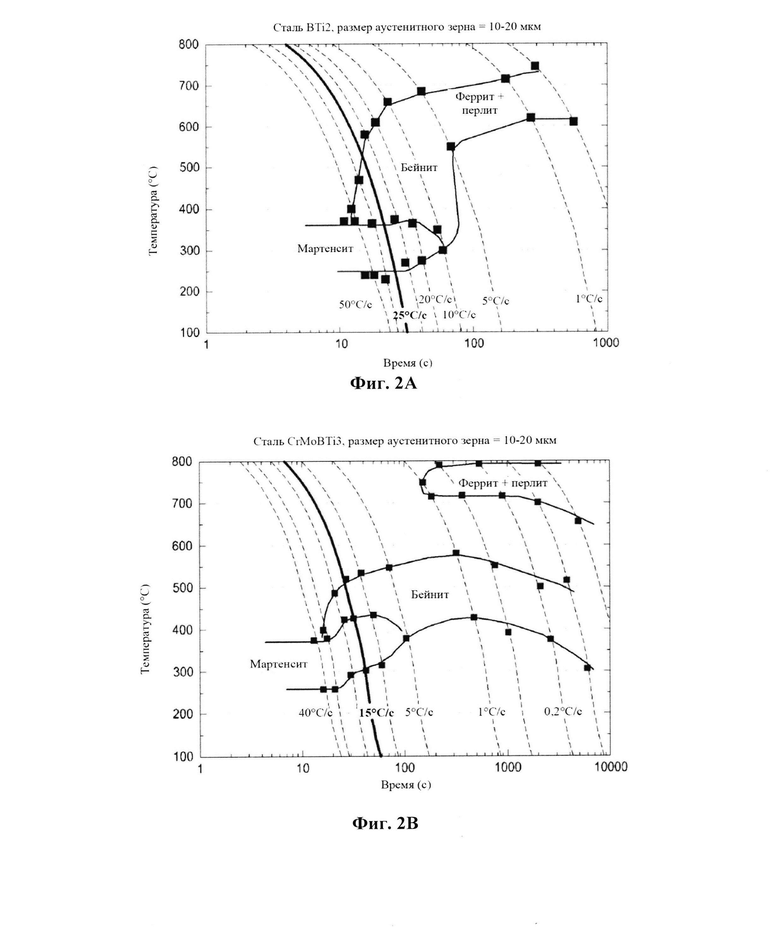
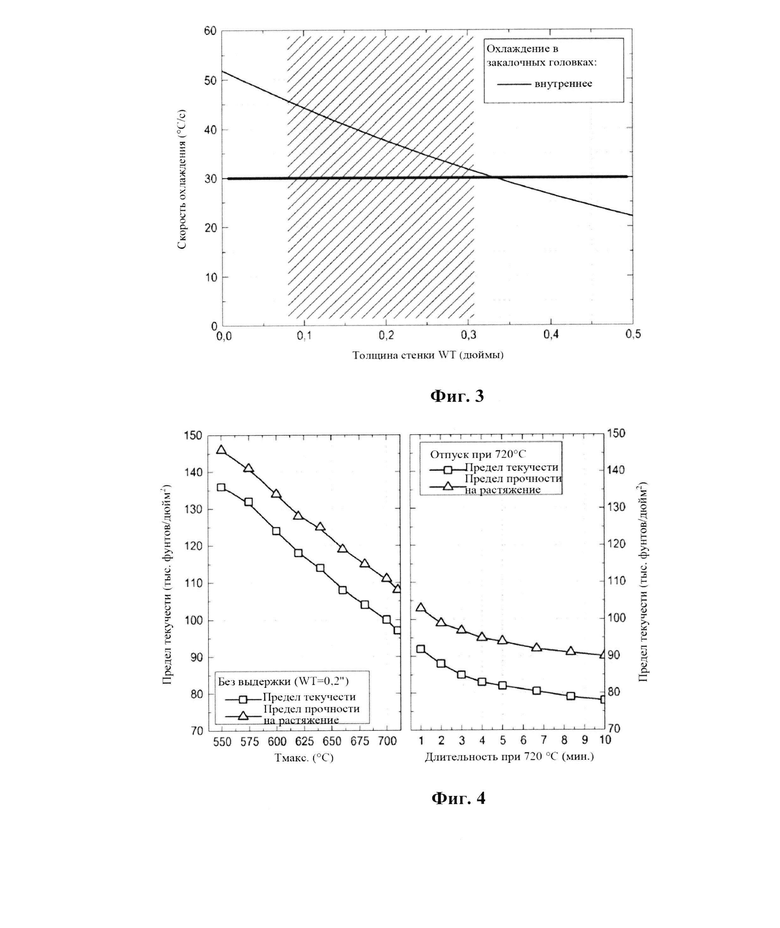
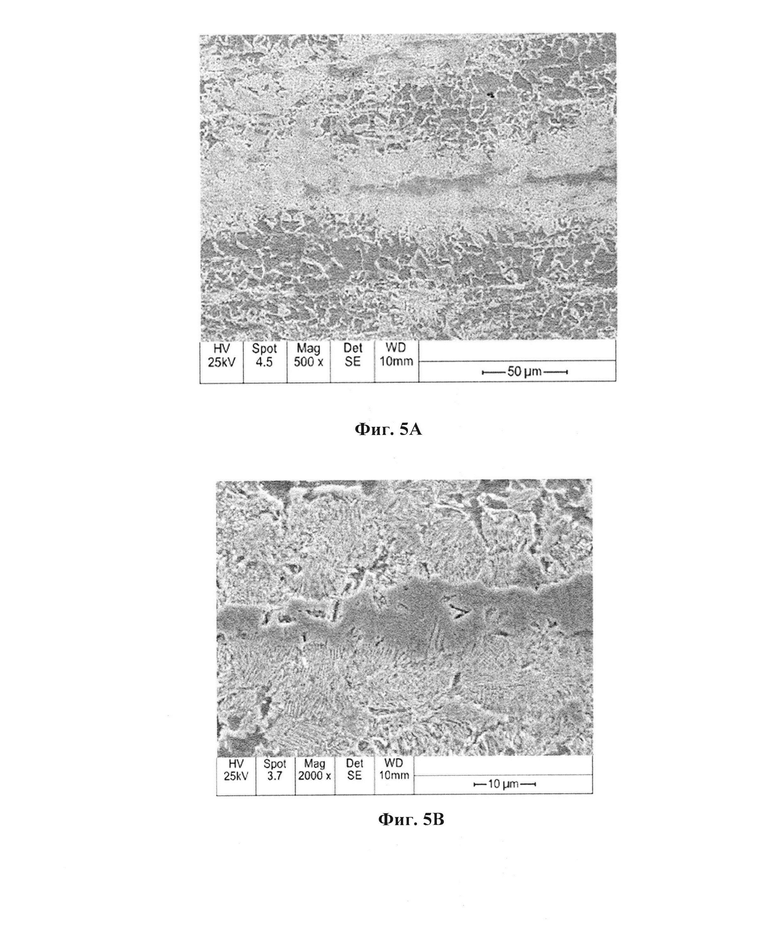
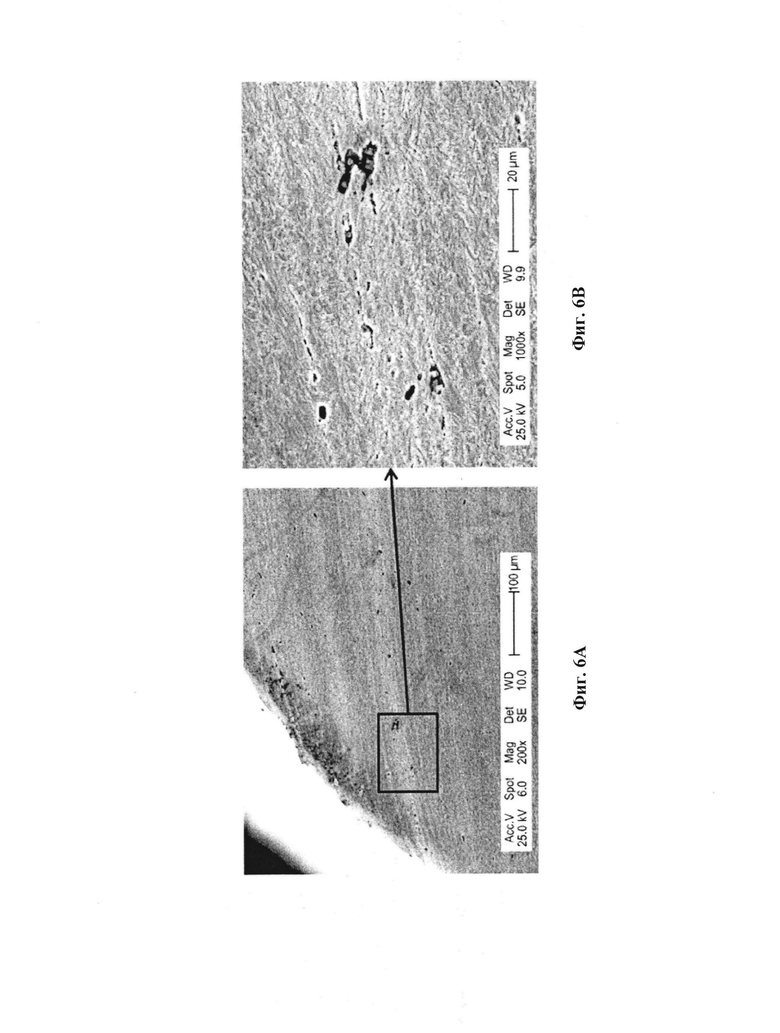
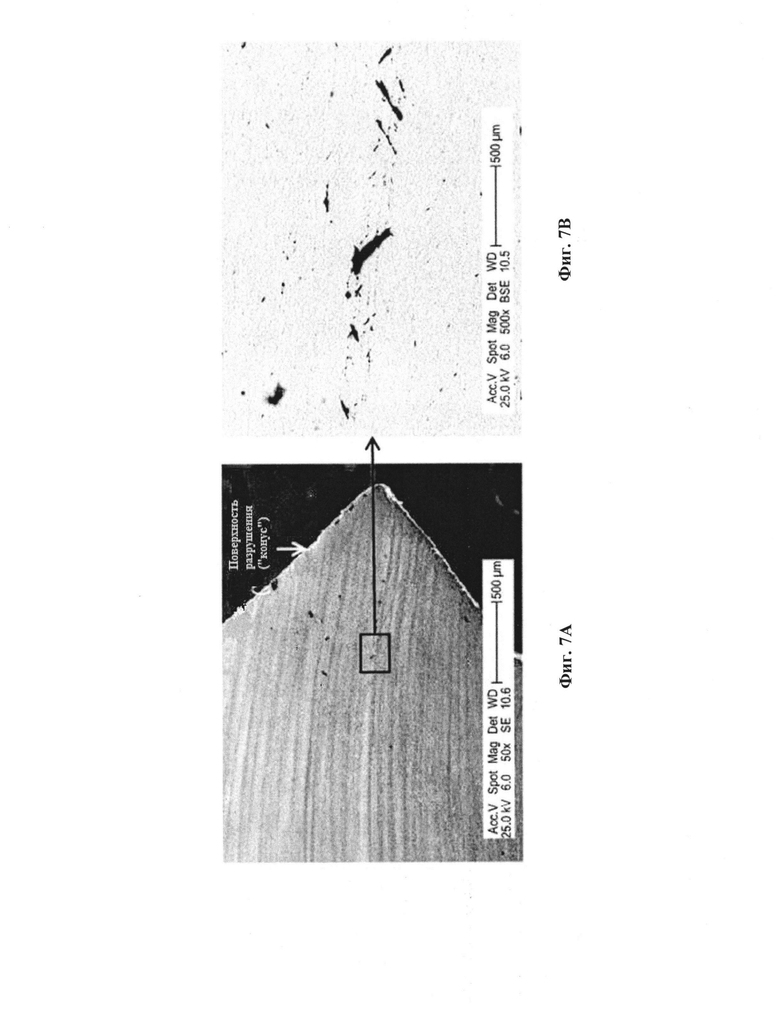
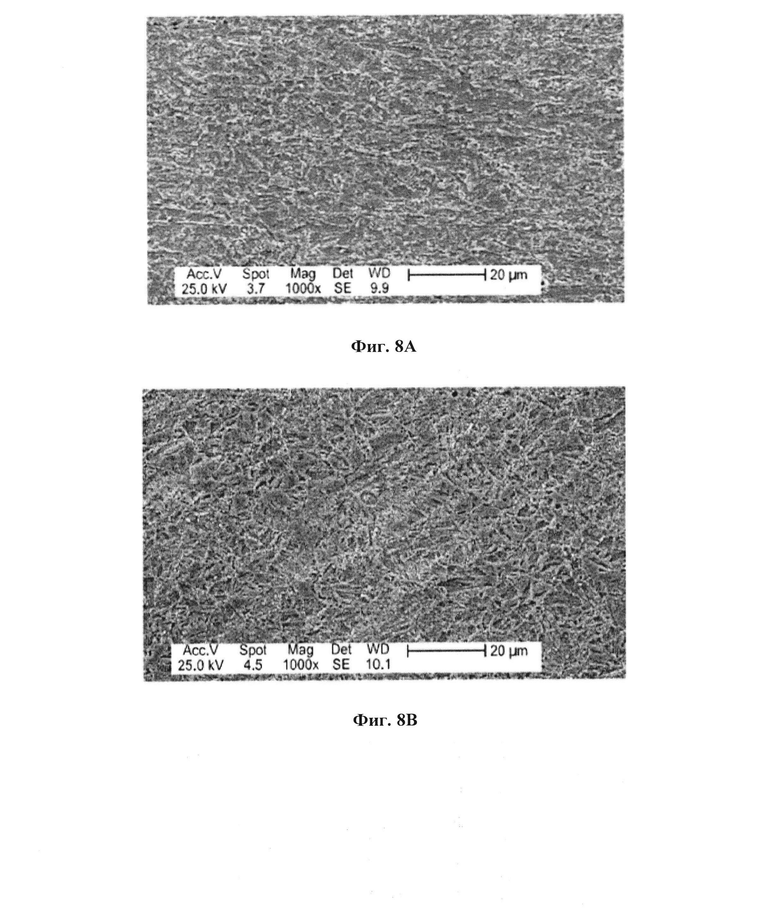
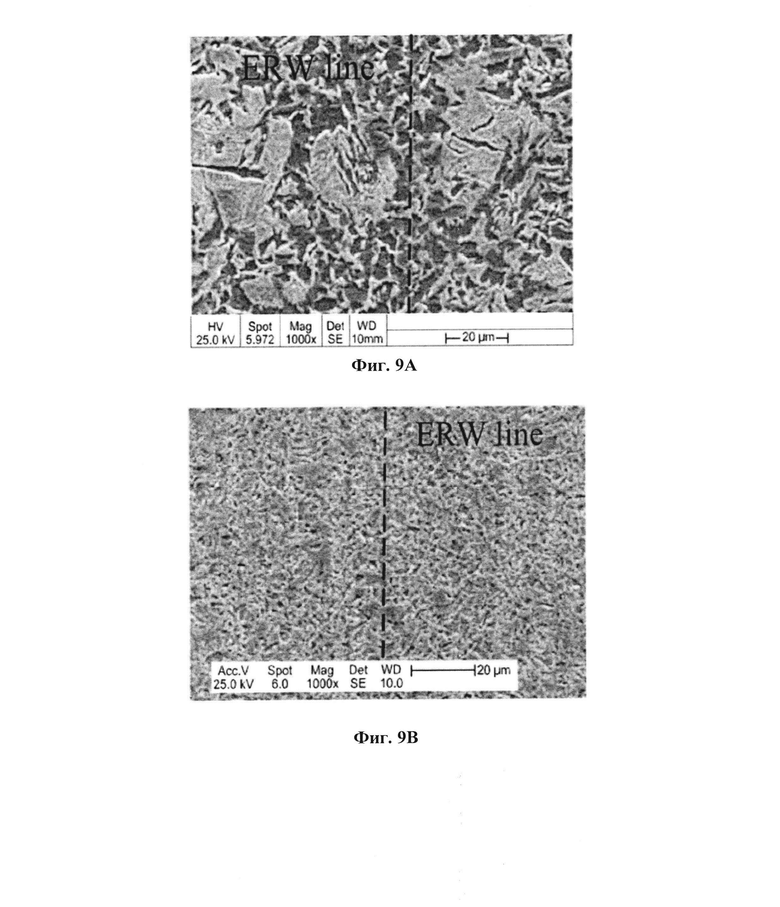
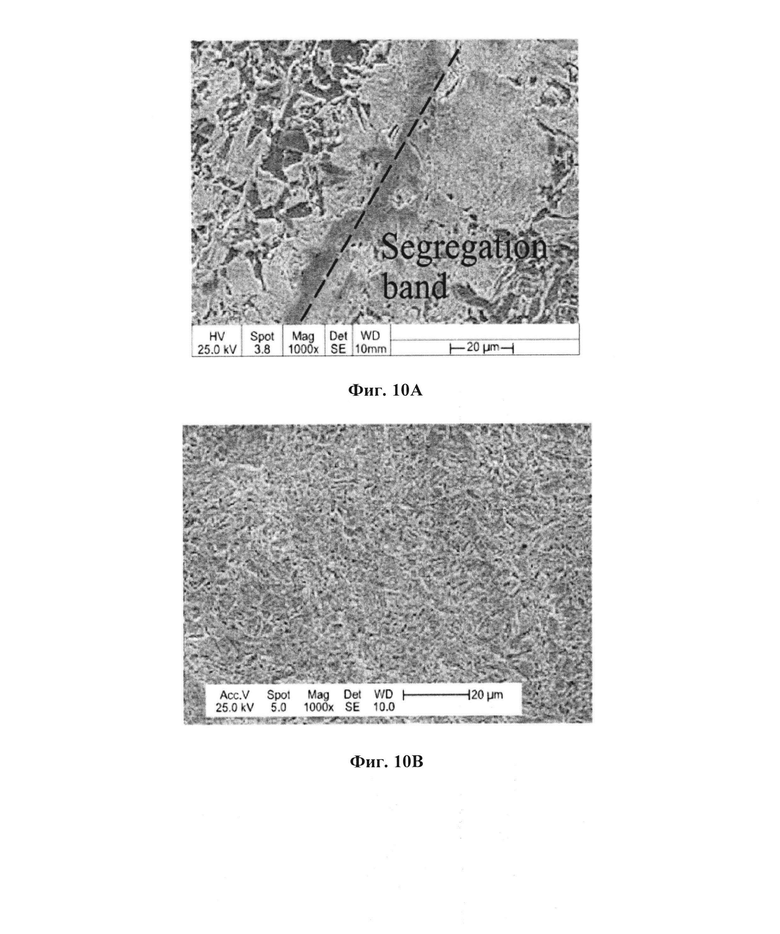

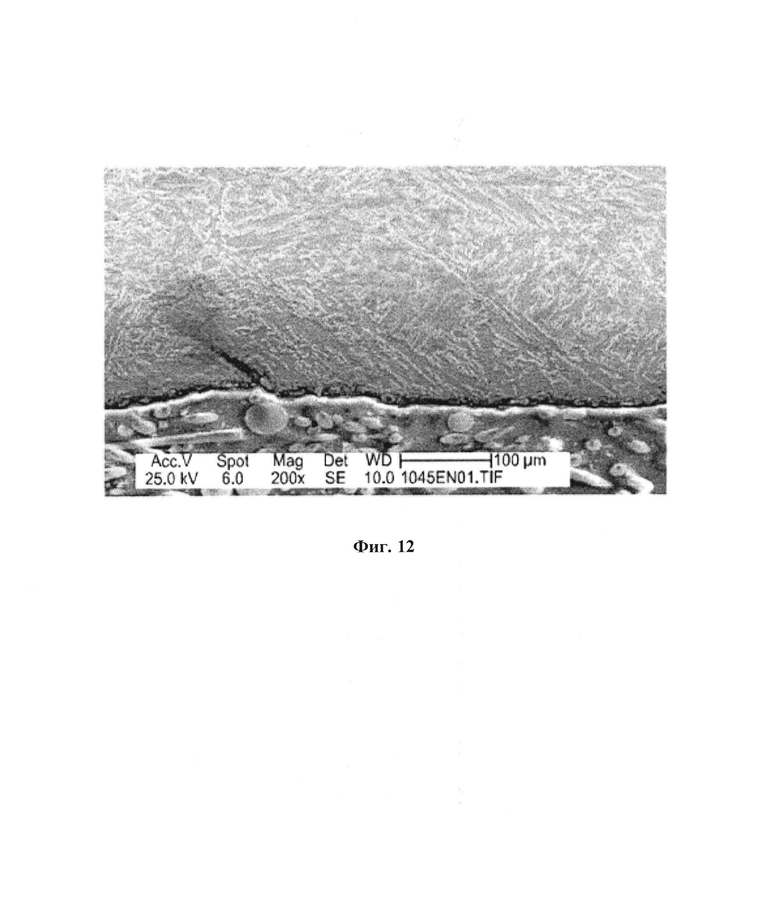
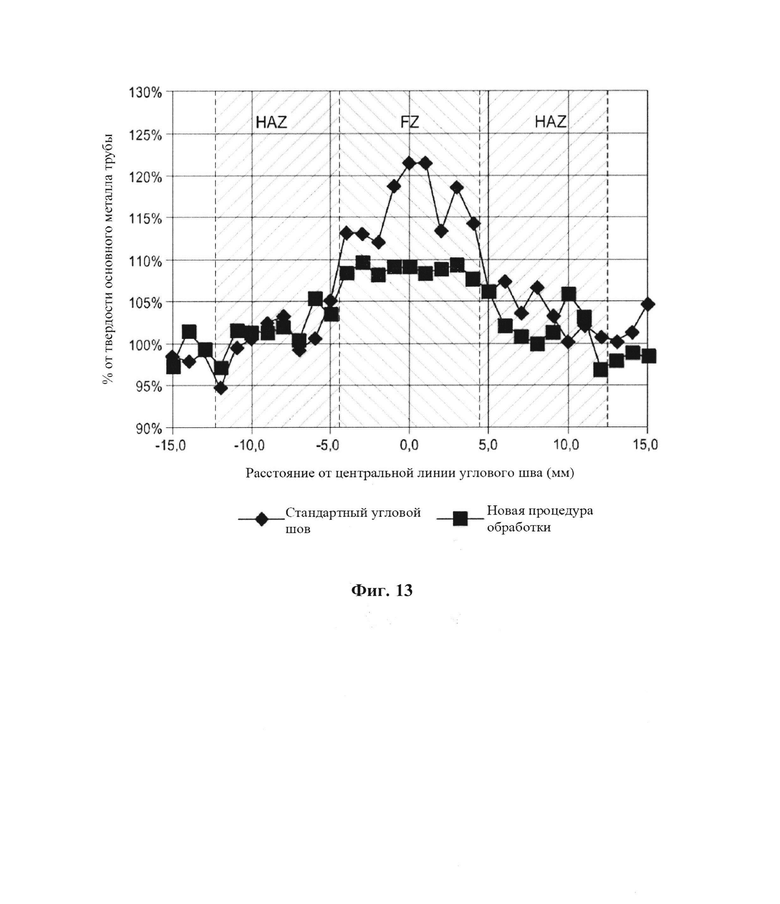
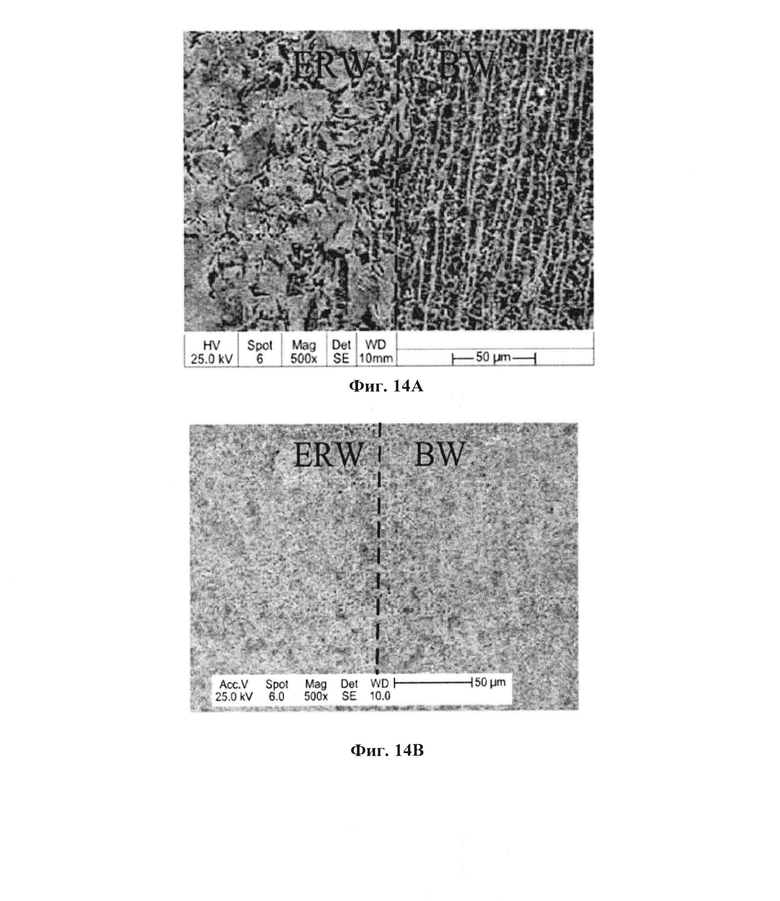
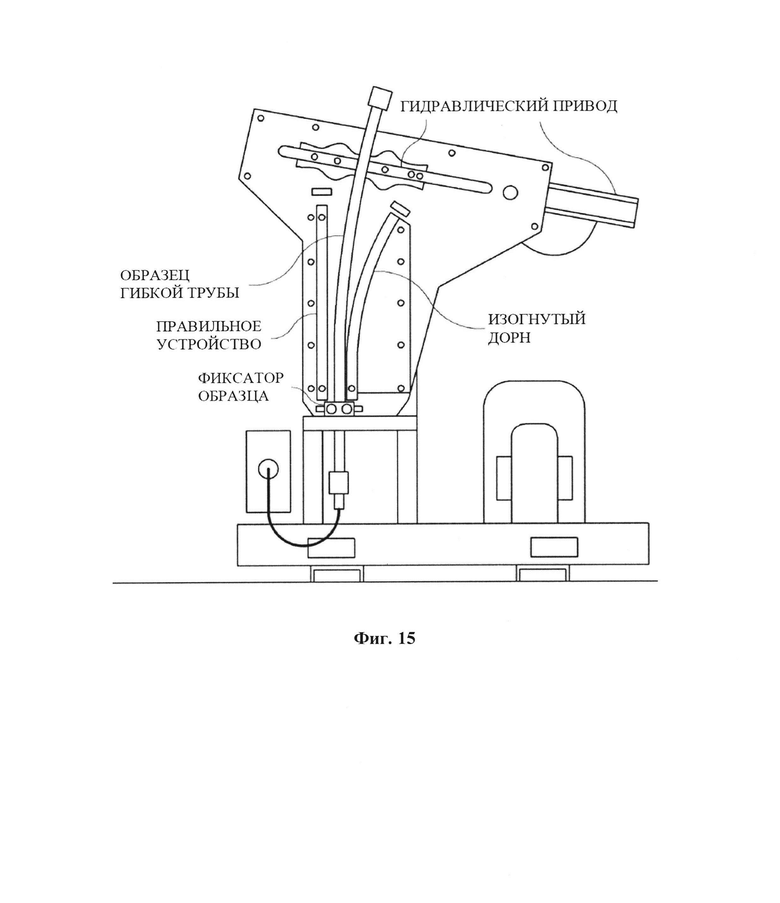
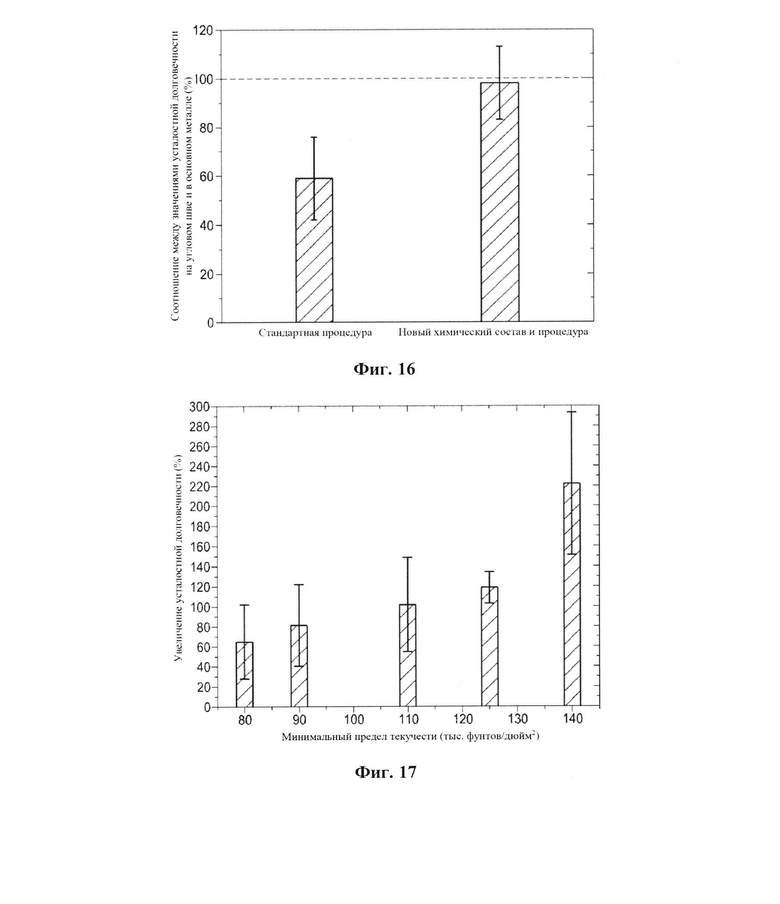
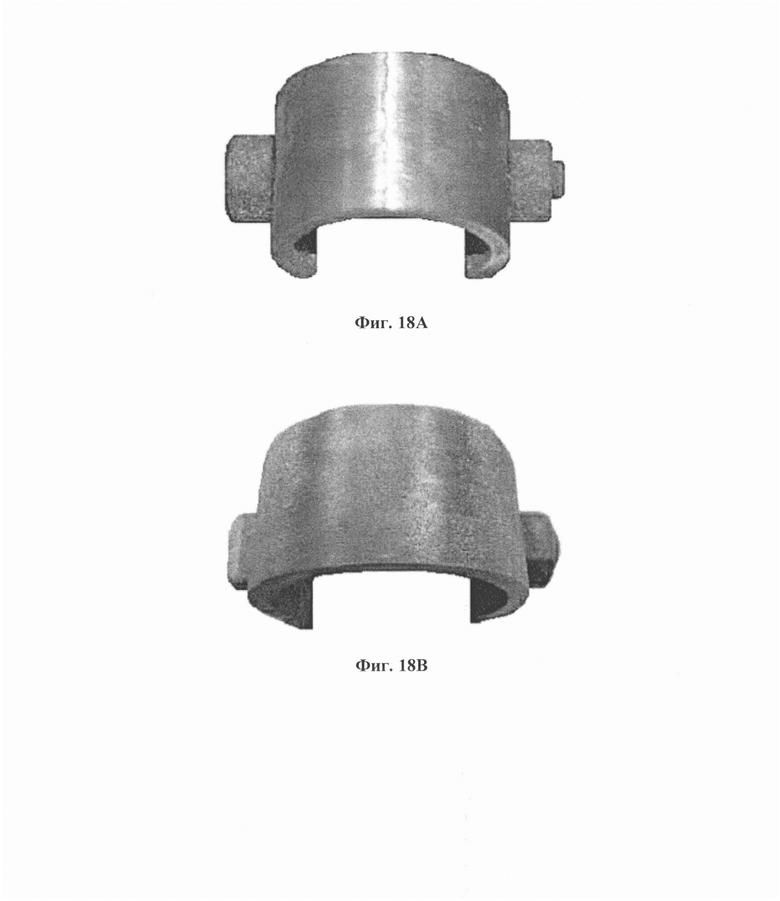
Изобретение относится к металлургии, а именно к гибким стальным трубам и способам изготовления гибких стальных труб. Гибкая стальная труба содержит стальные полосы, сваренные концами встык угловыми швами и сформированные в трубу сваркой, причем каждая полоса выполнена из стали C-Mn, стали B-Ti или стали Cr-Mo. Труба имеет области основного металла, сварные швы и их зоны термического влияния. Труба имеет предел текучести, превышающий 80 тыс. фунтов/дюйм2 и конечную микроструктуру, содержащую смесь отпущенного мартенсита и бейнита. При этом конечная микроструктура гибкой трубы во всех областях основного металла, на сварных швах и в зонах термического влияния более чем на 90% по объему состоит из отпущенного мартенсита, является однородной с размером зерна менее 20 мкм и имеет равномерное распределение мелкозернистых карбидов. Полученные гибкие трубы характеризуются высокой прочностью. 2 н. и 15 з.п. ф-лы, 18 ил., 6 пр.
1. Гибкая стальная труба, содержащая стальные полосы, сваренные концами встык угловыми швами и сформированные в трубу сваркой,
причем каждая полоса выполнена из стали C-Mn, стали B-Ti или стали Cr-Mo;
причем труба имеет области основного металла, сварные швы и их зоны термического влияния,
при этом труба имеет предел текучести, превышающий 80 тыс. фунтов/дюйм2;
конечную микроструктуру, содержащую смесь отпущенного мартенсита и бейнита;
причем конечная микроструктура гибкой трубы во всех областях основного металла, на сварных швах и в зонах термического влияния более чем на 90% по объему состоит из отпущенного мартенсита, является однородной с размером зерна менее 20 мкм и имеет равномерное распределение мелкозернистых карбидов.
2. Гибкая стальная труба по п. 1, отличающаяся тем, что каждая полоса выполнена из стали, содержащей следующие компоненты, мас.%:
углерод 0,17-0,35;
марганец 0,30-2,00;
кремний 0,10-0,30;
алюминий 0,010-0,040;
сера до 0,010;
фосфор до 0,015;
хром до 1,0;
молибден до 0,5;
бор до 0,0030;
титан до 0,030;
медь до 0,50;
никель до 0,50;
ниобий до 0,1;
ванадий до 0,15;
кислород до 0,0050;
кальций до 0,05;
железо и примеси - остальное.
3. Гибкая стальная труба по п. 2, в которой каждая полоса выполнена из стали, содержащей следующие компоненты, мас.%:
углерод от 0,17 до 0,30;
марганец от 0,30 до 1,60;
кремний от 0,10 до 0,20;
хром до 0,7;
молибден до 0,5;
бор от 0,0005 до 0,0025;
титан от 0,010 до 0,025;
медь от 0,25 до 0,35;
никель от 0,20 до 0,35;
ниобий до 0,04;
ванадий до 0,10;
кислород до 0,0015;
кальций до 0,03;
сера до 0,003;
фосфор до 0,010;
железо и примеси - остальное.
4. Гибкая стальная труба по п. 1, отличающаяся тем, что она имеет минимальный предел текучести, равный 125 тыс. фунтов/дюйм2.
5. Гибкая стальная труба по п. 1, отличающаяся тем, что она имеет минимальный предел текучести, равный 140 тыс. фунтов/дюйм2.
6. Гибкая стальная труба по п. 1, отличающаяся тем, что она имеет минимальный предел текучести в диапазоне от 125 тыс. фунтов/дюйм2до 140 тыс. фунтов/дюйм2.
7. Гибкая стальная труба по п. 1, отличающаяся тем, что она имеет конечную микроструктуру в областях основного металла, на сварных швах и в зонах термического влияния, состоящую из отпущенного мартенсита по крайней мере на 95% по объему.
8. Гибкая стальная труба по п. 1, отличающаяся тем, что она имеет микроструктуру с размером зерна менее 15 мкм в областях основного металла, на сварных швах и в зонах термического влияния.
9. Гибкая стальная труба по п. 1, отличающаяся тем, что она имеет усталостную прочность на угловых швах по крайней мере примерно 80% от значения усталостной прочности в области основного металла.
10. Гибкая стальная труба по п. 1, отличающаяся тем, что она имеет твердость в сварных швах, включая зону его термического влияния, 110% или менее твердости основного металла.
11. Способ изготовления гибкой стальной трубы по любому из пп. 1-10, включающий получение полос из стали C-Mn, стали B-Ti или стали Cr-Mo,
сварку концами встык угловыми швами, причем каждая из сваренных полос имеет область основного металла, сварной шов и зону термического влияния;
формовку трубы из сваренных полос сваркой;
аустенизацию трубы при температуре 900-1000°С;
закалку трубы путем охлаждения со скоростью, обеспечивающей получение закаленной микроструктуры, содержащей по меньшей мере 90% мартенсита, остальное бейнит, в областях основного металла, на сварных швах и в зонах термического влияния;
отпуск закаленной трубы с обеспечением конечной микроструктуры, содержащей по меньшей мере 90% отпущенного мартенсита, остальное бейнит, во всех областях основного металла, на сварных швах и в зонах термического влияния, и предела текучести выше 80 тыс. фунтов/дюйм2;
причем микроструктура гибкой трубы во всех областях основного металла, на сварных швах и в зонах термического влияния является однородной с размером зерна менее 20 мкм и имеет равномерное распределение мелкозернистых карбидов.
12. Способ по п. 11, отличающийся тем, что после выполнения отпуска производят намотку трубы на бухту.
13. Способ по п. 11, отличающийся тем, что получают полосы из стали, содержащей следующие компоненты, мас.%:
углерод 0,17-0,35;
марганец 0,30-2,00;
кремний 0,10-0,30;
алюминий 0,010-0,040;
сера до 0,010;
фосфор до 0,015;
хром до 1,0;
молибден до 0,5;
бор до 0,0030;
титан до 0,030;
медь до 0,50;
никель до 0,50;
ниобий до 0,1;
ванадий до 0,15;
кислород до 0,0050;
кальций до 0,05;
железо и примеси – остальное.
14. Способ по п. 13, в котором получают полосы из стали, содержащей следующие компоненты, мас.%:
углерод от 0,17 до 0,30;
марганец от 0,30 до 1,60;
кремний от 0,10 до 0,20;
хром до 0,7;
молибден до 0,5;
бор от 0,0005 до 0,0025;
титан от 0,010 до 0,025;
медь от 0,25 до 0,35;
никель от 0,20 до 0,35;
ниобий до 0,04;
ванадий до 0,10;
кислород до 0,00015;
кальций до 0,03;
сера до 0,003;
фосфор до 0,010;
железо и примеси - остальное.
15. Способ по п. 11, отличающийся тем, что изготавливают трубу с пределом текучести не менее 125 тыс. фунтов/дюйм2.
16. Способ по п. 11, отличающийся тем, что изготавливают трубу с пределом текучести не менее 140 тыс. фунтов/дюйм2.
17. Способ по п. 11, отличающийся тем, что изготавливают трубу с пределом текучести в диапазоне от 125 до 140 тыс. фунтов/дюйм2.
| Способ для производства альфа-формы вортиоксетина HBr | 2018 |
|
RU2778239C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ производства сварных труб | 1974 |
|
SU567522A1 |
| Химический огнетушитель | 1928 |
|
SU10127A1 |
