ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к устройству и способу для выравнивания металлической пластины.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Металлическая пластина может быть подвергнута выравниванию для того, чтобы достичь желаемой плоскостности, которая облегчает дальнейшую обработку металлической пластины. Металлические пластины, изготовленные из высокопрочных металлов, создают дополнительные сложности для выравнивания благодаря увеличенным упругости и пределу текучести.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Один возможный аспект настоящего изобретения предлагает способ осуществления выравнивания листа высокопрочного металлического материала с использованием правильной машины. Этот способ включает в себя изогнутый путь в продольном направлении между множеством верхних роликов и соответствующим множеством нижних роликов, которые расположены с возможностью вращения в параллельной компоновке в поперечном направлении. Продольное направление связано с направлением перемещения металлической пластины. Множество верхних роликов и множество нижних роликов имеют эквивалентные количества роликов. Каждый из верхних роликов имеет радиус и внешнюю периферийную поверхность, которые определяют нижнюю мертвую точку. Аналогичным образом каждый из нижних роликов имеет радиус и внешнюю периферийную поверхность, которые определяют верхнюю мертвую точку. Изогнутый путь и верхние и нижние ролики расположены так, чтобы принимать металлическую пластину. Этот способ также включает в себя расположение верхних роликов поочередно с нижними роликами в продольном направлении таким образом, что продольный интервал определяется между смежными верхними роликами и нижними роликами, а также расположение верхних роликов относительно нижних роликов в направлении вверх таким образом, что глубина погружения определяется как разность в направлении вверх между верхней мертвой точкой каждого из нижних роликов и нижней мертвой точкой смежного из верхних роликов. Продольный интервал между смежными верхними и нижними роликами и глубина погружения конфигурируются так, чтобы придать металлической пластине радиус изгиба, когда она протягивается через изогнутый путь, так, чтобы каждая поверхность металлической пластины изгибалась вокруг части внешних периферийных поверхностей каждого из множества верхних роликов и множества нижних роликов. Металлическая пластина протягивается через изогнутый путь в продольном направлении так, что радиус изгиба придается металлической пластине по мере того, как каждая поверхность металлической пластины изгибается вокруг части внешних периферийных поверхностей соответствующих верхних роликов и нижних роликов для того, чтобы достичь величины пластификации металлического листа более чем 70%.
[0004] Другой возможный аспект настоящего изобретения включает в себя устройство, выполненное с возможностью выравнивания металлической пластины, изготовленной из высокопрочной стали. Это устройство включает в себя раму, выравнивающую станцию и вытягивающее устройство. Выравнивающая станция включает в себя множество верхних роликов и соответствующее множество нижних роликов, которые расположены с возможностью вращения на раме в параллельной компоновке в поперечном направлении и определяют изогнутый путь, который расположен в продольном направлении, связанном с направлением перемещения металлической пластины. Вытягивающее устройство предназначено для протягивания металлической пластины через изогнутый путь вдоль направления перемещения. Каждый из верхних роликов включает в себя цилиндрическую внешнюю периферийную поверхность, которая простирается в поперечном направлении и радиально окружает верхнюю ось вращения, и каждый из нижних роликов включает в себя цилиндрическую внешнюю периферийную поверхность, которая простирается в поперечном направлении и радиальным образом окружает нижнюю ось вращения. Верхние оси вращения смещены в продольном направлении относительно нижних осей вращения таким образом, чтобы равные продольные интервалы были определены между осями вращения смежных верхних и нижних роликов. Глубина погружения определяется на основании разности между верхней мертвой точкой одного из нижних роликов и нижней мертвой точкой смежного из верхних роликов. Изогнутый путь определяется между внешними периферийными поверхностями смежных из множества верхних роликов и множества нижних роликов.
[0005] Продольный интервал и глубина погружения конфигурируются таким образом, чтобы верхние ролики и нижние ролики придавали радиус изгиба металлической пластине по мере того, как она протягивается посредством вытягивающего устройства через изогнутый путь, поскольку металлическая пластина изгибается вокруг части внешних периферийных поверхностей каждого из верхних роликов и нижних роликов, чтобы подвергнуть металлическую пластину пластической деформации в части, соответствующей внешним периферийным поверхностям каждого из верхних роликов и нижних роликов. Каждый радиус изгиба выбирается таким образом, чтобы достигалась величина пластификации металлического листа больше чем 70%, когда металлический лист выходит из выравнивающей станции.
[0006] Другой аспект настоящего изобретения предлагает продольный интервал и глубину погружения, конфигурируемые таким образом, что верхние ролики и нижние ролики располагаются так, чтобы придать первый радиус изгиба металлической пластине в первой ориентации, а также так, чтобы придать второй радиус изгиба металлической пластине во второй ориентации, которая противоположна первой ориентации, и величина первого радиуса изгиба эквивалентна величине второго радиуса изгиба.
[0007] Вышеупомянутые особенности и преимущества, а также другие особенности и преимущества настоящего изобретения станут понятны из следующего подробного описания наилучших способов осуществления настоящего изобретения, а также из сопроводительных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
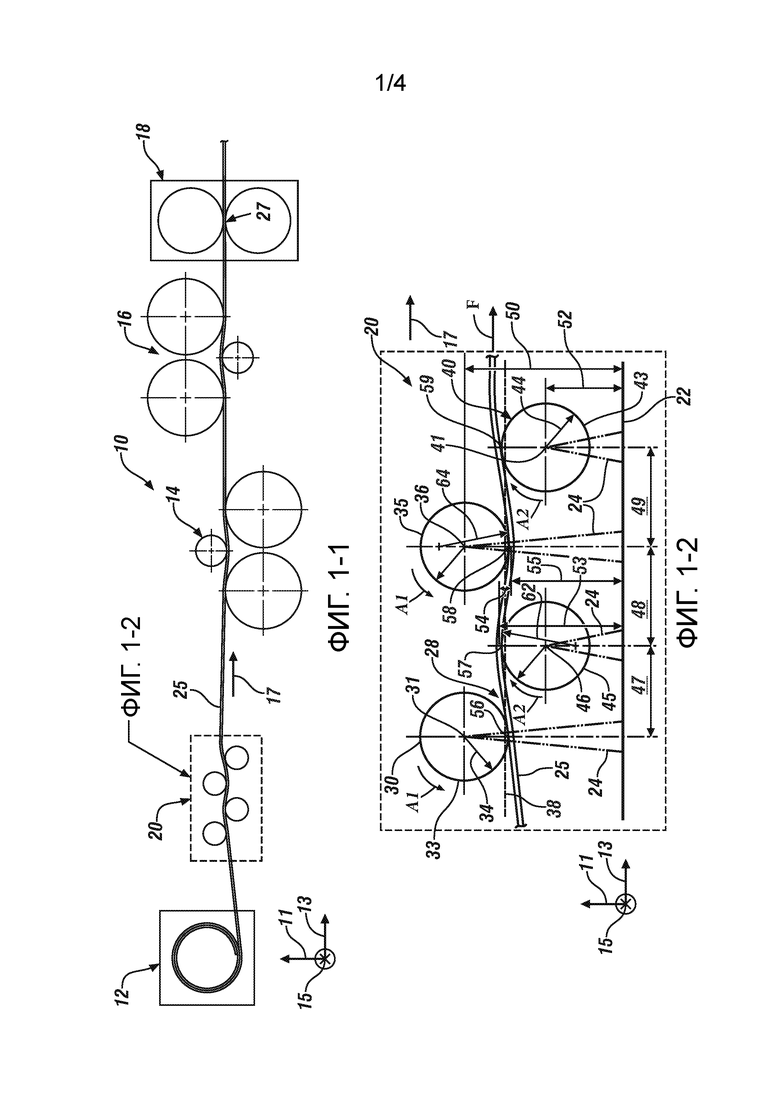
[0008] Фиг. 1-1 и 1-2 представляют собой схематические иллюстрации правильной машины, способной выравнивать высокопрочный металлический лист, включающей в себя устройство подачи рулона, выравнивающую станцию, станцию устранения поперечного прогиба полосы, станцию устранения остаточной деформации рулона и вытягивающее устройство, которые показаны в контексте вертикального направления, поперечного направления и продольного направления в соответствии с раскрытием;
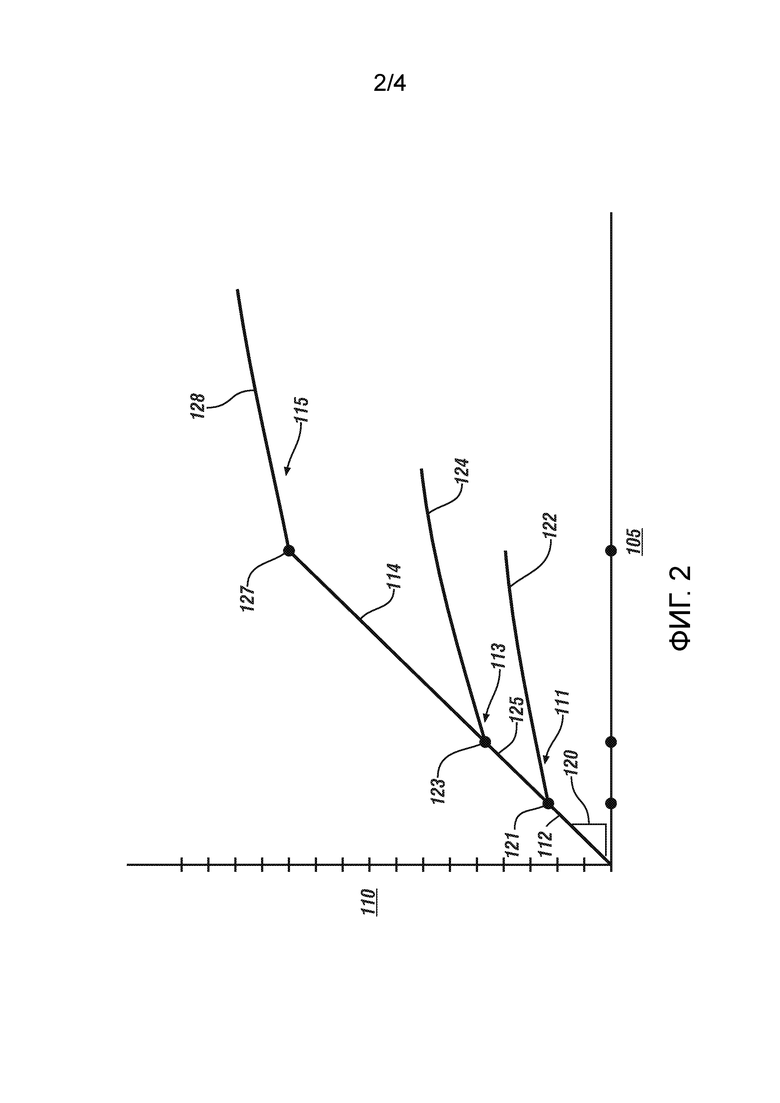
[0009] Фиг. 2 представляет собой графическую иллюстрацию соотношения напряжение/деформация для металлов, показывающую модуль упругости, упругую деформацию, предел текучести и пластическую деформацию для выбранных металлических сплавов в соответствии с раскрытием;
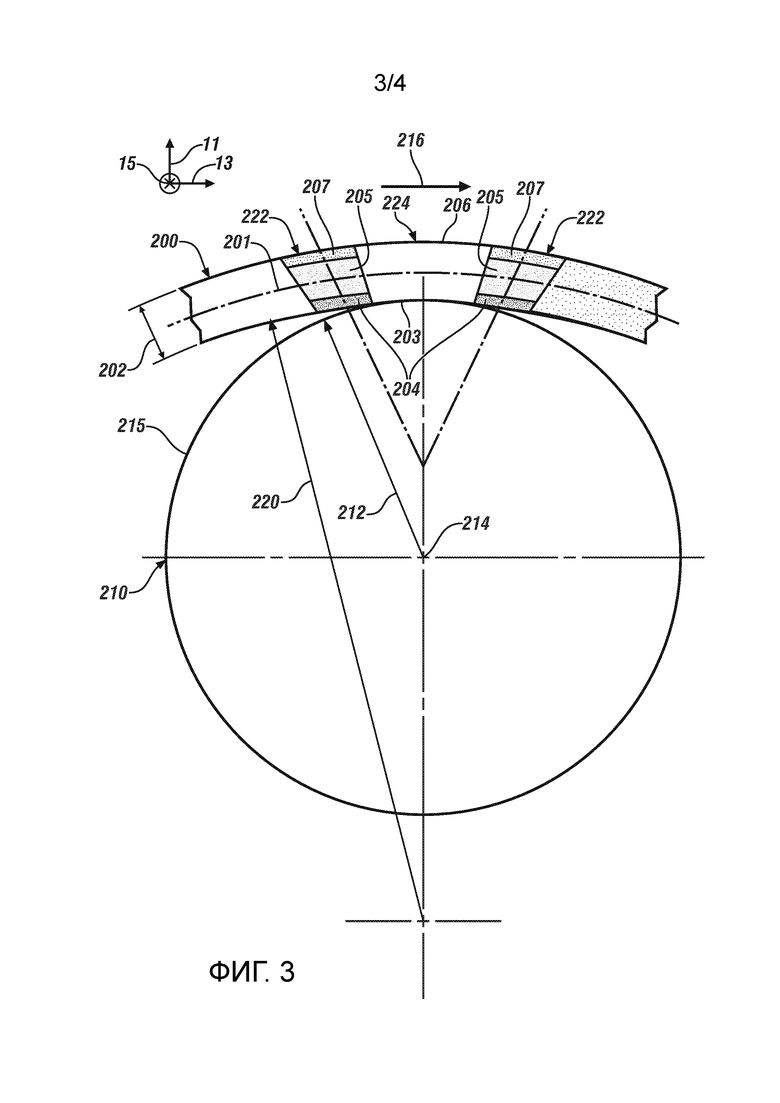
[0010] Фиг. 3 схематично показывает вид сбоку части высокопрочного металлического листа, который протягивается через ролик в продольном направлении с первым радиусом изгиба, так что металлический лист изгибается вокруг ролика в соответствии с раскрытием; и
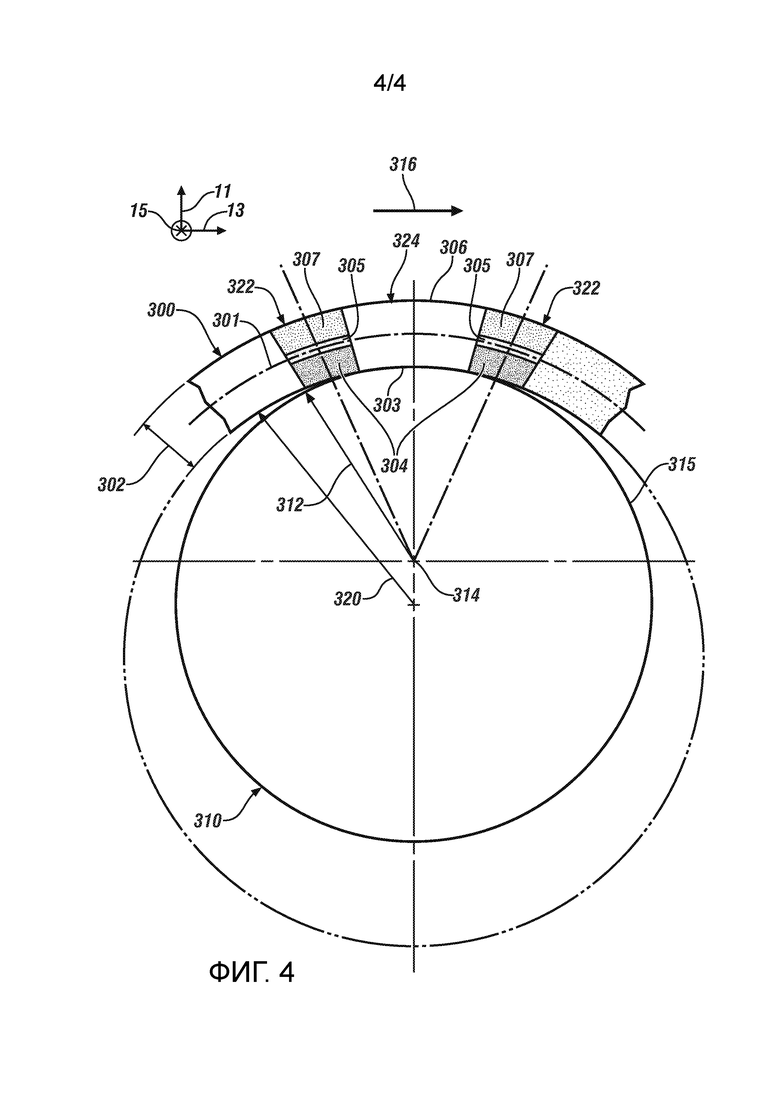
[0011] Фиг. 4 схематично показывает вид сбоку части высокопрочного металлического листа, который протягивается через ролик в продольном направлении со вторым радиусом изгиба, так что металлический лист изгибается вокруг ролика в соответствии с раскрытием.
ПОДРОБНОЕ ОПИСАНИЕ
[0012] Компоненты раскрытых вариантов осуществления, описанных и проиллюстрированных в настоящем документе, могут быть расположены и спроектированы во множестве различных конфигураций. Таким образом, следующее подробное описание не предназначено для ограничения заявленной области охвата настоящего изобретения, но просто показывает его возможные варианты осуществления. В дополнение к этому, в то время как многочисленные конкретные детали сформулированы в последующем описании для того, чтобы обеспечить полное понимание вариантов осуществления, раскрытых в настоящем документе, некоторые варианты осуществления могут быть осуществлены без некоторых или без всех этих деталей. Кроме того, в целях ясности некоторый технический материал, который является известным в предшествующем уровне техники, не описывается подробно. Кроме того, чертежи выполнены в упрощенной форме и не в масштабе. Для целей удобства и ясности в чертежах могут использоваться относящиеся к направлениям термины, такие как верх, низ, лево, право, вниз, вверх, нижний, верхний и т.д. Эти и подобные им термины не должны рассматриваться, как ограничивающие каким-либо образом область охвата настоящего изобретения. Кроме того, настоящее изобретение, как проиллюстрировано и описано в настоящем документе, может быть осуществлено в отсутствие любого элемента, который конкретно не раскрыт в настоящем документе.
[0013] Что касается чертежей, в которых одинаковые ссылочные цифры относятся к одинаковым компонентам на различных иллюстрациях, виду сбоку правильной машины 10, способной выравнивать металлический лист 25, изготовленный от высокопрочных материалов, схематично показан на Фиг. 1-1 и 1-2. Металлический лист 25 может иметь форму металлической полосы, материала в рулонах, или пластины, и выравнивание является процессом, с помощью которого дрессировочный стан, то есть правильная машина 10 сглаживает металлический лист 25 так, чтобы он соответствовал спецификации плоскостности. Термины «пластина» и «лист» в настоящем документе используются взаимозаменяемо. Правильная машина 10 предпочтительно включает в себя устройство 12 подачи рулона, выравнивающую станцию 20, станцию 14 устранения поперечного прогиба полосы, станцию 16 устранения остаточной деформации рулона и вытягивающее устройство 18, которые показаны в контексте системы координат, которая включает в себя вертикальное направление 11, продольное направление 13 и поперечное направление 15. Направление 17 перемещения, связанное с перемещением металлического листа 25 через правильную машину 10, показано на Фиг. 1-1. Устройство 12 подачи рулона может быть любым подходящим устройством, способным к разматыванию металлического листа 25, находящегося в смотанной форме. Устройство 12 подачи рулона может свободно вращаться, так что оно приводится в действие для разматывания металлического листа 25 в ответ на усилие вытягивания F, прикладываемое к первому концу 27 металлического листа 25. Вытягивающее устройство 18 может быть любым подходящим устройством, которое способно прикладывать усилие вытягивания F к первому концу 27 металлического листа 25, чтобы протягивания металлического листа 25 через выравнивающую станцию 20. Вытягивающее устройство 18 для простоты иллюстрации показано как единое устройство.
[0014] Станция 14 устранения поперечного прогиба полосы представляет собой любое подходящее устройство, способное исправлять поперечное искривление металлического листа 25, то есть поперечный прогиб полосы, который развивается в результате выравнивания. Станция 16 устранения остаточной деформации рулона может быть любым подходящим устройством, которое способно исправлять остаточную деформацию рулона металлического листа 25.
[0015] Выравнивающая станция 20 правильной машины 10 выполнена с возможностью выравнивания металлической пластины. Металлическая пластина может быть изготовлена из металлического материала, включая, но не ограничиваясь этим, стальной материал. Сталь может быть высокопрочной сталью, высокопрочной низколегированной сталью (HSLA) и т.п. Однако правильная машина 10 не ограничена выравниванием металлической пластины, которая изготовлена из металлического материала, который включает в себя сталь. Кроме того, правильная машина 10 не ограничена выравниванием высокопрочной металлической пластины. Металлическая пластина, например металлический лист 25, описанный в настоящем документе, может быть выровнена выравнивающей станцией 20 правильной машины 20 путем сгибания металлического листа 25 вверх и вниз по мере того, как металлический лист 25 протягивается вдоль изогнутого пути 28 по прерывающимся дугам верхнего и нижнего наборов роликов. Процесс последовательного чередования изгибов металлического листа 25 подвергает обе стороны металлического листа 25 напряжению при изгибе за пределами упругости для осуществления выравнивания посредством пластификации. Выравнивающая станция 20 предпочтительно включает в себя раму 24, расположенную на поверхности 22 пола для поддержания множества верхних роликов 30, 35 и множества нижних роликов 40, 45. Как показано на чертеже, поддерживаются и используются два верхних ролика 30, 35 и соответственно два нижних ролика 40, 45. Равное количество верхних роликов 30, 35 и нижних роликов 40, 45 обеспечивает баланс в пластификации между обеими сторонами металлического листа 25. Альтернативно может использоваться любое количество верхних роликов 30, 35 и нижних роликов 40, 45, если их количества равны.
[0016] Верхние ролики 30, 35 и нижние ролики 40, 45 располагаются на раме 24 с возможностью вращения параллельно друг другу в поперечном направлении 15 с использованием подходящих подшипников, осей и связанных с ними технических средств. Предпочтительно верхние ролики 30, 35 и нижние ролики 40, 45 располагаются на раме 24 с возможностью свободного вращения, например, с помощью устройства свободного вращения. По сути каждый верхний ролик 30, 35 и каждый нижний ролик 40, 45 являются устройством свободного вращения. Устройство свободного вращения может быть муфтой или подшипником, который позволяет соответствующему верхнему ролику 30, 35 и нижнему ролику 40, 45 свободно вращаться вокруг соответствующей оси вращения 31, 36, 41, 46.
[0017] Как показано на Фиг. 1-2, верхние ролики 30, 35 и нижние ролики 40, 45 совместно определяют изогнутый путь 28, который ориентирован в продольном направлении 13. В ответ на протягивание вытягивающим устройством 18 металлического листа 25 через изогнутый путь 28 выравнивающей станции 20, одна сторона металлического листа 25 непрерывно изгибается вокруг части каждого из соответствующих верхних роликов 30, 35, а другая сторона металлического листа 25 изгибается вокруг части каждого из соответствующих нижних роликов 40, 45. По мере того, как металлический лист 25 проходит вдоль изогнутого пути 28, перемещение металлического листа 25 заставляет верхние ролики 30, 35 вращаться в унисон в первом направлении A1, а нижние ролики 40, 45 вращаться в унисон во втором направлении A2, противоположном первому направлению A1, как показано на Фиг. 1-2. Когда верхние ролики 30, 35 и нижние ролики 40, 45 вращаются в соответствующих направлениях А1, А2, верхние ролики 30, 35 и нижние ролики 40, 45 создают изгибающее напряжение на соответствующей части металлического листа 25. Поскольку верхние ролики 30, 35 и нижние ролики 40, 45 смещены в продольном направлении 13, и изогнутый путь 25 переплетается между смежными, чередующимися верхними роликами 30, 35 и нижними роликами 40, 45, изгибающие напряжения, создаваемые на одной стороне металлического листа 25 верхними роликами 30, 35, балансируются изгибающими напряжениями, создаваемыми на другой стороне металлического листа 25 нижними роликами 40, 45. Баланс изгибающих напряжений при изгибе, создаваемых на сторонах металлического листа 25, обеспечивает по существу равную пластификацию между противоположными сторонами металлического листа 25.
[0018] Следует отметить, что изгибающие напряжения, а, следовательно, и пластификация металлического листа 25, по существу, являются результатом однонаправленной силы вытягивания F, прикладываемой вытягивающим устройством 18 в продольном направлении 13, и не являются результатом напряжения, прикладываемого к металлическому листу 25 двунаправленной силой относительно продольного направления 13, как это было бы при обычном выравнивании натяжения.
[0019] Каждый из верхних роликов 30, 35 простирается в поперечном направлении 15. Как показано, верхний ролик 30 определяет ось 31 вращения, и цилиндрическая внешняя периферийная поверхность 33 окружает ось 31 вращения, определяя радиус 34 верхнего ролика. Верхний ролик 35 включает в себя аналогичные элементы, включая ось 36 вращения. Верхние ролики 30, 35 расположены таким образом, что обе их оси 31, 36 вращения расположены на первой высоте 50 относительно поверхности 22 пола.
[0020] Каждый из нижних роликов 40, 45 также простирается в поперечном направлении 15 параллельно верхним роликам 30, 35. Как показано, нижний ролик 40 определяет ось 41 вращения, и цилиндрическая внешняя периферийная поверхность 43 окружает ось 41 вращения, определяя радиус 44 нижнего ролика. Нижний ролик 45 включает в себя аналогичные элементы, включая ось 46 вращения. Нижние ролики 40, 45 расположены таким образом, что обе их оси 41, 46 вращения расположены на второй высоте 52 относительно поверхности 22 пола.
[0021] Верхние ролики 30, 35 и нижние ролики 40, 45 чередуются друг с другом, так что оси 31, 36 вращения верхних роликов 30, 35 соответственно смещены в продольном направлении 13 от осей 41, 46 вращения нижних роликов 40, 45. Продольные интервалы определяются между осями вращения смежных верхних и нижних роликов. Как показано, это включает в себя первый продольный интервал 47 между осью 31 вращения и осью 46 вращения, второй продольный интервал 48 между осью 46 вращения и осью 36 вращения, и третий продольный интервал 49 между осью 36 вращения и осью 41 вращения. Предпочтительно первый, второй и третий продольные интервалы 47, 48 и 49 имеют по существу равную длину.
[0022] На Фиг. 1-2 показана плоскость 38 выравнивания, которая является номинально нейтральной плоскостью, связанной с изогнутым путем 28, которая простирается в поперечном и продольном направлениях 15, 13. Глубина 54 погружения показана в вертикальном направлении 11, и относится к разности между верхней мертвой точкой 59, 57 нижних роликов 40, 45, соответственно, и нижней мертвой точкой 56, 58 верхних роликов 30, 35, соответственно. В одном варианте осуществления глубина 54 погружения может быть определена на основе разности в вертикальном направлении 11 между первым возвышением 53, которое связано с верхними мертвыми точками 59, 57 нижних роликов 40, 45, и вторым возвышением 55, которое связано с нижними мертвыми точками 56, 58 верхних роликов 30, 35. Глубина 54 погружения может быть определена на основе разности между верхними мертвыми точками нижних роликов 40, 45 и нижними мертвыми точками смежных верхних роликов 30, 35 на первом и втором возвышениях 53, 55, а также радиуса 34 верхнего ролика и радиуса 44 нижнего ролика. Изогнутый путь 28 определяется между внешними периферийными поверхностями 33, 43 смежных верхних роликов 30, 35 и нижних роликов 40, 45.
[0023] Выравнивающая станция 20 конфигурируется таким образом, чтобы продольные интервалы 47, 48 и 49, глубина 54 погружения, радиус 34 верхнего ролика и радиус 44 нижнего ролика придавали желаемый радиус изгиба металлической пластине 25 по мере того, как металлическая пластина 25 протягивается через изогнутый путь 28 таким образом, что металлическая пластина 25 изгибается вокруг части внешних периферийных поверхностей 33, 43 верхних роликов 30, 35 и нижних роликов 40, 45. Металлическая пластина 25 предпочтительно подвергается пластической деформации, когда она изгибается вокруг части внешних периферийных поверхностей 33, 43 верхних роликов 30, 35 и нижних роликов 40, 45. Это включает в себя то, что продольные интервалы 47, 48 и глубина 54 погружения конфигурируются так, чтобы они придавали первый радиус 62 изгиба металлической пластине 25 в первой ориентации, например, вниз, как показано на чертеже. Это также включает в себя то, что продольные интервалы 48, 49 и глубина 54 погружения конфигурируются так, чтобы они придавали второй радиус изгиба 64 металлической пластине 25 во второй ориентации, противоположной первой ориентации, например вверх, как показано на чертеже. Предпочтительно величина первого радиуса 62 изгиба по существу эквивалентна величине второго радиуса 64 изгиба.
[0024] Выравнивающая станция 20 использует верхние ролики 30, 35 и нижние ролики 40, 45 для того, чтобы последовательно чередовать изгиб металлической пластины 25 по мере того, как она протягивается через изогнутый путь 28, чтобы подвергнуть первую внешнюю область металлической пластины 25, расположенную на ее первой поверхности, изгибающему напряжению, а также подвергнуть вторую внешнюю область металлической пластины 25, расположенную на ее второй, противоположной поверхности, изгибающему напряжению.
[0025] Когда относительно меньшая сила, например, сила меньше, чем предел текучести материала, прикладывается к материалу, материал деформируется упруго, причем деформация является линейно пропорциональной приложенной силе, так что упругая деформация является обратимой, например, материал не подвергается постоянному изменению формы. Соотношение между упругой деформацией и приложенными напряжениями определяет модуль упругости материалов или модуль Юнга. Для стали модуль упругости составляет приблизительно одну 30-миллионную долю фунта на кв.дюйм (1/30E6 фунтов на кв.дюйм). Для алюминия модуль упругости составляет приблизительно одну 10-миллионную долю фунта на кв.дюйм (1/10E6 фунтов на кв.дюйм). Если металл никогда не будет подвергаться напряжению за пределами его упругой зоны, то металл никогда не подвергнется постоянному изменению формы. Однако напряжение металла за пределами его упругой зоны заставляет его становиться пластичным, то есть деформироваться постоянно (необратимо). Это происходит, когда прикладываемое напряжение достигает или превышает предел текучести материала.
[0026] Как показано на Фиг. 1-2, правильная машина 10 использует изгиб металлического листа 25, туда и обратно, вокруг части каждого из верхних роликов 30, 35 и нижних роликов 40, 45, чтобы подвергнуть противоположные стороны металлического листа 25 изгибающим напряжениям, большим, чем предел текучести металлического листа, так что пластификация по меньшей мере части металлического листа 25 приводит к его выравниванию. Изгиб достигается путем протягивания металлического листа 25 через изогнутый путь 28 для того, чтобы подвергнуть металлический лист 25 изгибающим напряжениям, большим, чем предел текучести металлического листа.
[0027] Обращаясь к фиг. 2, то фиг. 2 графически иллюстрирует соотношение напряжение/деформация для различных металлов, причем горизонтальная ось 105 указывает деформацию или удлинение, а вертикальная ось 110 указывает напряжение или силу. Показаны результаты для трех металлов, включая модуль упругости и предел текучести для первого металла 111, второго металла 113 и третьего металла 115. Первый металл 111, известный в промышленности как A36 в соответствии со стандартом ASTM, является легированной сталью, имеющей модуль упругости 120 приблизительно 1/30E6 фунтов на кв.дюйм, участок 112 упругой деформации, предел текучести 121, составляющий приблизительно 36000 фунтов на кв.дюйм, и участок 122 пластической деформации. Второй металл 113, известный в промышленности как X70, имеет модуль упругости 120 приблизительно 1/30E6 фунтов на кв.дюйм, участок 125 упругой деформации, предел текучести 123, составляющий приблизительно 70000 фунтов на кв.дюйм, и участок 124 пластической деформации. Третий металл 115, известный в промышленности как AR500, имеет модуль упругости 120 приблизительно 1/30E6 фунтов на кв.дюйм, участок 114 упругой деформации, предел текучести 127, составляющий приблизительно 180000 фунтов на кв.дюйм, и участок 128 пластической деформации. Третий металл 115 имеет предел упругости или предел текучести, который в пять раз больше, чем у первого металла 111. Второй металл 113 и третий металл 115 являются высокопрочными стальными материалами, причем термин «высокопрочный» назначается на основании соответствующего предела текучести.
[0028] Радиус изгиба может быть определен для металлического листа в зависимости от различных факторов следующим образом:
Rs=E*T/k*Ys [1]
где:
Rs - радиус изгиба (дюймов),
E - модуль упругости (фунтов на кв.дюйм),
T - толщина металлического листа (дюймов),
k - скалярный член, связанный с желаемой величиной пластификации металлического листа, и
Ys - предел текучести металла (фунтов на кв.дюйм).
[0029] Термин «пластификация» и связанные с ним термины относятся к пластичному удлинению элемента, например металлического листа, включающему в себя подвергание металлического листа напряжению свыше его предела упругости, и может быть определено в терминах доли (%) площади поперечного сечения металлического листа. По сути металлический лист, который подвергался только напряжению меньше его предела упругости, имеет пластификацию 0%, а металлический лист, который подвергался по всей площади поперечного сечения напряжению больше, чем его предел упругости, имеет 100%-ую пластификацию.
[0030] На Фиг. 2 третий металл 115 показывает предел текучести 127 приблизительно 180000 фунтов на кв.дюйм, что в пять раз больше, чем предел текучести 121 первого металла 111. По сути третий металл 115 требует радиуса изгиба в пять раз меньше, чем радиус изгиба первого металла 111, для достижения той же самой величины пластификации с использованием описанных в настоящем документе способа и устройства.
[0031] По мере того, как предел текучести выравниваемого материала увеличивается, для достижения желаемого уровня пластификации требуется большая глубина 54 погружения для придания большего радиуса изгиба. По сути, по мере того, как предел текучести выравниваемого материала увеличивается, требуемая сила вытягивания F линейно увеличивается для того, чтобы достичь желаемой величины пластификации. В качестве неограничивающего примера, коэффициент этого линейного увеличения для первого металла 111, то есть A36, составляет приблизительно 5:1. Однако по мере того, как толщина металлического листа 25 увеличивается, для достижения желаемой величины пластификации требуется меньшая глубина 54 погружения. По сути более тонкая сталь требует большего увеличения глубины 54 погружения по мере того, как пределы текучести увеличиваются, по сравнению с более толстыми листами. Аналогичным образом, по мере увеличения пределов текучести для тонкой стали требуется ролик с меньшим диаметром.
[0032] Фиг. 3 схематично показывает вид сбоку (в поперечном направлении 15) части высокопрочного металлического листа 200, который протягивается через ролик 210 в продольном направлении 13, так что металлический лист 200 изгибается вокруг части ролика 210 с первым радиусом 220 изгиба. Металлический лист 200 характеризуется его толщиной 202, и описывается в терминах средней линии 201, внутренней поверхности 203 и наружной поверхности 206, причем внутренняя поверхность 203 является той частью металлического листа 200, которая является ближней к ролику 210, а наружная поверхность 206 является той частью металлического листа 200, которая является дальней от ролика 210. Ролик 210 является аналогичным одному из верхних или нижних роликов 30, 40, которые описаны со ссылкой на Фиг. 1-1 и 1-2, и включает в себя ось 214 вращения и цилиндрическую внешнюю периферийную поверхность 215, окружающую ось 214 вращения и определяющую радиус 212 ролика. Направление перемещения 216 указывает направление, в котором протягивается металлический лист 200.
[0033] Как показано на Фиг. 3, металлический лист 200 включает в себя области деформации 222 напряжения и область изгиба 224, когда металлический лист 200 протягивается через часть ролика 210 и подвергается изгибу вокруг части ролика 210. Области деформации 222 напряжения включают в себя внутреннюю часть 204, которая является смежной с внутренней поверхностью 203, и внешнюю часть 207, которая является смежной с наружной поверхностью 206. Первый радиус 220 изгиба определяется в соответствии с Уравнением 1.
[0034] Когда металлический лист 200 подвергается воздействию сил, которые достигают первого радиуса 220 изгиба, области деформации 222 напряжения могут быть определены в терминах внутренней части 204, нейтральной части 205 и внешней части 207. Внешняя часть 207 очерчивает ту часть площади поперечного сечения металлического листа 200, которая подвергается изгибу, достаточному для пластичного растяжения. Внутренняя часть 204 очерчивает ту часть площади поперечного сечения металлического листа 200, которая подвергается изгибу, достаточному для пластичного сжатия. Аналогичным образом, по мере того, как металлический лист 200 проходит через изогнутый путь 28, он изгибается в противоположном направлении, и та же самая часть площади поперечного сечения металлического листа 200, которая подвергалась пластичному сжатию, становится пластично растягиваемой. Нейтральная часть 205 подвергается только упругому изгибу. Каждая из внутренней части 204 и внешней части 207 определяет величину пластификации металлического листа 200, которая может быть любым желаемым процентом, вплоть до 50%, как показано на чертеже. По сути может быть достигнута любая желаемая пластификация всего металлического листа 200, вплоть до почти 100%. Следует понимать, что при приближении пластификации к 100% нейтральная часть 205 становится пренебрежимо малой, то есть по существу исчезает.
[0035] Фиг. 4 схематично показывает вид сбоку (в поперечном направлении 15) части высокопрочного металлического листа 300, который протягивается через ролик 310 в продольном направлении 13 таким образом, что металлический лист 300 изгибается вокруг части ролика 310 со вторым радиусом 320 изгиба. Металлический лист 300 характеризуется его толщиной 302, и описывается в терминах средней линии 301, внутренней поверхности 303 и наружной поверхности 306, причем внутренняя поверхность 303 является той частью металлического листа 300, которая является ближней к ролику 310, а наружная поверхность 306 является той частью металлического листа 300, которая является дальней от ролика 310. Ролик 310 является аналогичным одному из верхних или нижних роликов 30, 40, которые описаны со ссылкой на Фиг. 1, и включает в себя ось 314 вращения и цилиндрическую внешнюю периферийную поверхность 315, окружающую ось 314 вращения и определяющую радиус 312 ролика. Направление перемещения 316 указывает направление, в котором протягивается металлический лист 300.
[0036] Металлический лист 300 включает в себя области деформации 322 напряжения и область изгиба 324, когда металлический лист 300 протягивается через ролик 310 и подвергается изгибу вокруг части ролика 310. Области деформации 322 напряжения включают в себя внутреннюю часть 304, которая является смежной с внутренней поверхностью 303, и внешнюю часть 307, которая является смежной с наружной поверхностью 306. Второй радиус 320 изгиба определяется в соответствии с Уравнением 1.
[0037] Когда металлический лист 300 подвергается воздействию сил, которые достигают первого радиуса 320 изгиба, области деформации 322 напряжения могут быть определены в терминах внутренней части 304, нейтральной части 305 и внешней части 307. Внешняя часть 307 очерчивает ту часть площади поперечного сечения металлического листа 300, которая подвергается изгибу, достаточному для пластичного удлинения. Внутренняя часть 304 очерчивает ту часть площади поперечного сечения металлического листа 300, которая подвергается изгибу, достаточному для пластичного сжатия, а также пластично удлиняется при сгибании в противоположном направлении. Нейтральная часть 305 подвергается только упругому изгибу. Внутренняя часть 304 и внешняя часть 307 определяют величину пластификации металлического листа 300, которая может быть любым желаемым процентом, вплоть до 50% для радиуса 320 изгиба. По сути может быть достигнута любая желаемая пластификация всего металлического листа 300, вплоть до 100%.
[0038] По сути изгиб достигается путем управления глубиной 54 погружения и продольными интервалами между осями вращения смежных верхних и нижних роликов. Уменьшение радиуса изгиба от первого радиуса 220 изгиба, показанного на Фиг. 3, до второго радиуса 320 изгиба, показанного на Фиг. 4, приводит к увеличению пластификации металлического листа. Следовательно, один или более из этих параметров может выборочно изменяться для того, чтобы достичь любой желаемой пластификации металлического листа, включая пластификацию металлического листа более чем 70%. Кроме того, пластификация металлического листа с относительно более высокими уровнями пластификации, например от 90% до 100%, может быть достигнута путем выборочного изменения одного или более из этих параметров. Следует понимать, что при приближении пластификации к 100% нейтральная часть 205 становится пренебрежимо малой, то есть по существу исчезает.
[0039] В качестве неограничивающего примера, один вариант осуществления выравнивающей станции 20 может конфигурироваться так, чтобы каждый из верхних роликов 30, 35 и нижних роликов 40, 45 имел радиус 0,75 дюйма и располагался с продольным интервалом 3,375 дюйма с глубиной 54 погружения 1,25 дюйма для того, чтобы достичь радиуса изгиба менее 0,875 дюйма для стального листа с толщиной 0,08 дюйма и шириной 60 дюймов, с пределом текучести 100000 фунтов на кв.дюйм. Эта компоновка может создавать пластификацию стального листа более 90%, требуя при этом от вытягивающего устройства 18 вытягивающей силы F величиной приблизительно 70000 фунтов. В целом, радиус изгиба больше или равен радиусу ролика, где более тонкие металлические листы требуют более высокого радиуса изгиба, что приводит к меньшему радиусу ролика. Следует принять во внимание, что эта концепция применима к стали и другим металлическим сплавам с любой величиной предела текучести. Кроме того, комбинация глубины 54 погружения, радиуса верхних роликов 30, 35 и нижних роликов 40, 45, продольного интервала и вытягивающей силы F, прикладываемой вытягивающим устройством 18, позволяет достичь более чем 90%-ой пластификации с использованием выравнивающей станции 20, включающей в себя только, то есть не более чем, два верхних ролика 30, 35 и два нижних ролика 40, 45. Кроме того, комбинация глубины 54 погружения, радиуса верхних роликов 30, 35 и нижних роликов 40, 45, продольного интервала и вытягивающей силы F, прикладываемой вытягивающим устройством 18, может быть выбрана для желаемой величины пластификации без нагрева металлического листа.
[0040] В то время как были подробно описаны наилучшие способы выполнения множества аспектов настоящего изобретения, специалистам в данной области техники будут понятны различные альтернативные аспекты для реализации настоящего изобретения, которые находятся в границах области охвата прилагаемой формулы изобретения.
Изобретения заявленной группы относятся к обработке металлов давлением и могут быть использованы для металлической пластины из высокопрочного металлического материала. Для металлической пластины обеспечивают изогнутый путь между множеством верхних и нижних роликов, расположенных параллельно друг другу с некоторым продольным интервалом. Верхние и нижние ролики располагают относительно друг друга с обеспечением глубины погружения, определяемой на основании разности между верхней мертвой точкой нижних роликов и нижней мертвой точкой смежных верхних роликов. При этом продольный интервал и глубина погружения конфигурируются таким образом, чтобы верхние ролики и нижние ролики придавали некоторый радиус изгиба металлической пластине по мере того, как она протягивается через изогнутый путь. При этом металлическую пластину изгибают вокруг внешних периферийных поверхностей верхних и нижних роликов. Радиус изгиба выбирают из условия достижения желаемой пластификации металлического листа. Повышается качество выравнивания металлической пластины за счет улучшения пластификации. 3 н. и 12 з.п. ф-лы, 4 ил.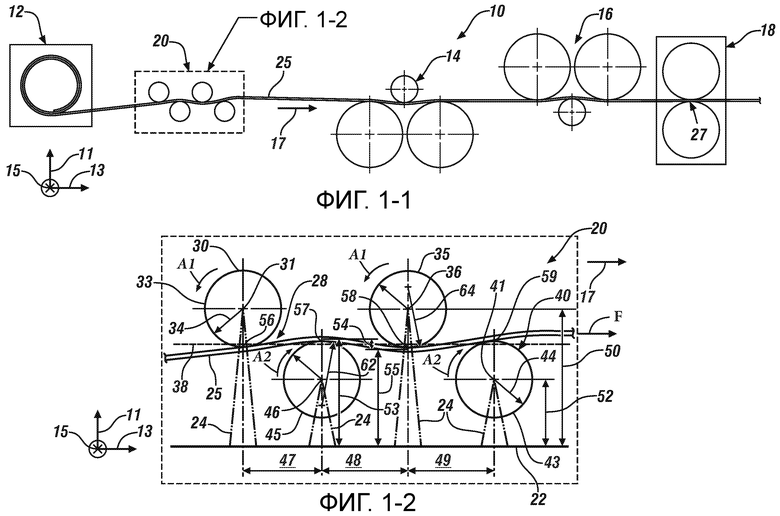
1. Способ выравнивания металлической пластины из высокопрочного металлического материала, имеющей противоположные поверхности, включающий:
обеспечение изогнутого пути в продольном направлении между одной парой верхних роликов и соответствующей одной парой нижних роликов, которые располагают с возможностью вращения параллельно друг другу в поперечном направлении, при этом продольное направление связано с направлением перемещения металлической пластины;
причем каждый из одной пары верхних роликов имеет радиус и внешнюю периферийную поверхность, которые определяют нижнюю мертвую точку, и каждый из одной пары нижних роликов имеет радиус и внешнюю периферийную поверхность, которые определяют верхнюю мертвую точку, причем радиусы каждого из одной пары верхних роликов и радиусы каждого из одной пары нижних роликов являются эквивалентными, и
причем изогнутый путь и верхние и нижние ролики расположены с возможностью приема металлической пластины;
расположение каждого из одной пары верхних роликов поочередно с каждым из одной пары нижних роликов в продольном направлении таким образом, что продольный интервал определяется между смежными роликами из одной пары верхних роликов и одной пары нижних роликов;
расположение одной пары верхних роликов относительно одной пары нижних роликов в вертикальном направлении так, что глубина погружения определяется как разность в вертикальном направлении между первым возвышением, связанным с верхней мертвой точкой каждого из одной пары нижних роликов, и вторым возвышением, которое связано с нижней мертвой точкой каждого из одной пары верхних роликов;
причем величина глубины погружения, связанная с одной парой верхних роликов и тем из одной пары нижних роликов, который продольно расположен между одной парой верхних роликов, равна величине глубины погружения, связанной с одной парой нижних роликов и тем из одной пары верхних роликов, который продольно расположен между одной парой нижних роликов;
продольные интервалы между смежными роликами одной пары верхних роликов и одной пары нижних роликов являются равными;
равные продольные интервалы между смежными из одной пары верхних и нижних роликов и равные величины глубин погружения конфигурируются так, чтобы придавать первый радиус изгиба металлической пластине в первой ориентации и второй радиус изгиба металлической пластине во второй ориентации, которая является противоположной первой ориентации, когда металлическая пластина перемещается через изогнутый путь, так что каждая поверхность металлической пластины изгибается вокруг части внешних периферийных поверхностей каждого соответствующего ролика из одной пары верхних роликов и соответствующего ролика из одной пары нижних роликов, чтобы обеспечить равную пластификацию на обеих сторонах металлической пластины; и
перемещение металлической пластины через изогнутый путь в продольном направлении осуществляют таким образом, что одна пара верхних роликов и тот из одной пары нижних роликов, который продольно расположен между парой верхних роликов, придают первый радиус изгиба металлической пластине, и одна пара нижних роликов и тот из одной пары верхних роликов, который продольно расположен между одной парой нижних роликов, последовательно придает второй радиус изгиба металлической пластине, поскольку каждая поверхность металлической пластины изгибается вокруг части внешних периферийных поверхностей соответствующей одной пары верхних роликов и одного из одной пары нижних роликов, чтобы достичь величины пластификации металлической пластины более чем 70%;
причем величина первого радиуса изгиба эквивалентна величине второго радиуса изгиба; и
причем не более одной пары верхних роликов и не более одной пары нижних роликов обеспечивают одинаковую пластификацию с обеих сторон металлической пластины.
2. Способ по п. 1, в котором каждую поверхность металлической пластины изгибают вокруг части внешних периферийных поверхностей соответствующей одной пары верхних роликов и соответствующей одной пары нижних роликов с обеспечением величины пластификации металлической пластины более чем 90%.
3. Способ по п. 1, который дополнительно включает:
определение требуемого радиуса изгиба как функции модуля упругости металлического материала металлической пластины, толщины металлической пластины, величины пластификации металлической пластины и предела текучести металлического материала металлической пластины; и
выбор глубины погружения для достижения требуемого радиуса изгиба.
4. Способ по п. 1, в котором каждый из одной пары верхних роликов и одной пары нижних роликов является свободно вращающимся устройством.
5. Способ по п. 1, в котором перемещение металлической пластины через изогнутый путь в продольном направлении дополнительно определяют как протягивание металлической пластины через изогнутый путь в продольном направлении таким образом, что одна пара верхних роликов и тот из одной пары нижних роликов, который продольно расположен между парой верхних роликов, придают первое изгибающее напряжение первой стороне металлической пластины, и одна пара нижних роликов и тот из одной пары верхних роликов, который продольно расположен между парой нижних роликов, придают второе изгибающее напряжение второй стороне металлической пластины, противоположной первой стороне, так что первое и второе изгибающие напряжения равны для того, чтобы обеспечить равную пластификацию на первой и второй сторонах металлической пластины.
6. Устройство для выравнивания металлической пластины из высокопрочного металлического материала, содержащее:
раму; и
выравнивающую станцию, содержащую одну пару верхних роликов и соответствующую одну пару нижних роликов, расположенных на раме с возможностью вращения параллельно друг другу в поперечном направлении и определяющих изогнутый путь, расположенный в продольном направлении, которое связано с направлением перемещения металлической пластины;
в котором каждый из одной пары верхних роликов содержит цилиндрическую внешнюю периферийную поверхность, которая простирается в поперечном направлении и радиально окружает верхнюю ось вращения;
в котором каждый из одной пары нижних роликов содержит цилиндрическую внешнюю периферийную поверхность, которая простирается в поперечном направлении и радиально окружает нижнюю ось вращения;
в котором радиусы каждого из одной пары верхних роликов и радиусы каждого из одной пары нижних роликов являются эквивалентными;
в котором верхние оси вращения смещены в продольном направлении относительно нижних осей вращения таким образом, чтобы равные продольные интервалы были определены между осями вращения смежных роликов из одной пары верхних роликов и одной пары нижних роликов;
в котором глубина погружения определена как разность в вертикальном направлении между первым возвышением, связанным с верхней мертвой точкой каждого из одной пары нижних роликов, и вторым возвышением, которое связано с нижней мертвой точкой каждого из одной пары верхних роликов;
в котором величина глубины погружения, связанная с каждым из одной пары верхних роликов и тем из одной пары нижних роликов, который продольно расположен между одной парой верхних роликов, равна величине глубины погружения, связанной с каждым из одной пары нижних роликов и тем из одной пары верхних роликов, который продольно расположен между одной парой нижних роликов;
в котором изогнутый путь определен между внешними периферийными поверхностями смежных роликов из одной пары верхних роликов и одной пары нижних роликов;
в котором продольные интервалы каждого из одной пары верхних роликов и каждого из одной пары нижних роликов выполнены равными для достижения равной пластификации на первой и второй сторонах металлической пластины;
в котором продольный интервал и глубина погружения сконфигурированы таким образом, что одна пара верхних роликов и тот из одной пары нижних роликов, который продольно расположен между одной парой верхних роликов, придают первый радиус изгиба металлической пластине в первой ориентации, и одна пара нижних роликов и тот из пары верхних роликов, который продольно расположен между одной парой нижних роликов, последовательно придают второй радиус изгиба металлической пластине во второй ориентации, которая противоположна первой ориентации, по мере перемещения металлической пластины через изогнутый путь и ее изгиба вокруг части внешних периферийных поверхностей каждого из одной пары верхних роликов и каждого из одной пары нижних роликов для придания металлической пластине пластической деформации, соответствующей части соответствующих внешних периферийных поверхностей каждого из одной пары верхних роликов и каждого из одной пары нижних роликов для обеспечения равной пластификации с обеих сторон металлической пластины;
в котором величина первого радиуса изгиба и величина второго радиуса изгиба выбираются с обеспечением достижения величины пластификации металлической пластины более чем 70%, при прохождении металлической пластины вдоль изогнутого пути через два верхних ролика и два нижних ролика; и
причем величина первого радиуса изгиба эквивалентна величине второго радиуса изгиба; и
причем не более одной пары верхних роликов и не более одной пары нижних роликов выполнены с возможностью обеспечения одинаковой пластификации с обеих сторон металлической пластины.
7. Устройство по п. 6, в котором каждый радиус изгиба выбран с возможностью достижения величины пластификации металлической пластины более чем 90% при выходе металлической пластины из выравнивающей станции.
8. Устройство по п. 6, в котором радиус изгиба определен как функция модуля упругости металлического материала металлической пластины, толщины металлической пластины, величины пластификации металлической пластины, а также предела текучести материала металлической пластины.
9. Устройство по п. 8, в котором каждый радиус изгиба определен как функция предела текучести металлического материала металлической пластины, составляющего более 50000 фунтов на кв. дюйм.
10. Устройство по п. 6, которое дополнительно содержит вытягивающее устройство, предназначенное для протягивания металлической пластины через изогнутый путь вдоль направления перемещения.
11. Устройство по п. 10, в котором вытягивающее устройство предназначено для протягивания металлической пластины через изогнутый путь без ее нагревания.
12. Устройство по п. 6, в котором каждый из одной пары верхних роликов и одной пары нижних роликов является свободно вращающимся устройством.
13. Устройство по п. 6, в котором продольный интервал, верхние радиусы качения, нижние радиусы качения и глубина погружения сконфигурированы таким образом, что при перемещении металлической пластины через изогнутый путь в продольном направлении пара верхних роликов придает первое изгибающее напряжение первой стороне металлической пластины, и пара нижних роликов придает второе изгибающее напряжение второй стороне металлической пластины, противоположной первой стороне, таким образом, что первое и второе изгибающие напряжения равны для обеспечения равной пластификации на первой и второй сторонах металлической пластины.
14. Устройство для выравнивания металлической пластины из высокопрочного стального материала, содержащее:
выравнивающую станцию, содержащую первый и второй верхние ролики и первый и второй нижние ролики, расположенные с возможностью вращения параллельно друг другу в поперечном направлении;
причем каждый из первого и второго верхних роликов имеет радиус верхнего ролика и цилиндрическую внешнюю периферийную поверхность, которая простирается в поперечном направлении и радиальным образом окружает верхнюю ось вращения;
каждый из первого и второго нижних роликов имеет радиус нижнего ролика и цилиндрическую внешнюю периферийную поверхность, которая простирается в поперечном направлении и радиальным образом окружает нижнюю ось вращения;
верхние оси вращения смещены в продольном направлении относительно нижних осей вращения таким образом, чтобы равные продольные интервалы были определены между осями вращения смежных из первых и вторых верхних и нижних роликов;
радиусы каждого из первого и второго верхних роликов и радиусы каждого из первого и второго нижних роликов являются эквивалентными;
первая глубина погружения, связанная с первым верхним роликом и первым и вторым нижними роликами, определена на основании разности в вертикальном направлении между верхней мертвой точкой первого и второго нижних роликов и нижней мертвой точкой смежного из верхних роликов;
вторая глубина погружения, связанная с первым и вторым верхними роликами и вторым нижним роликом, определена на основании разности в вертикальном направлении между верхней мертвой точкой второго нижнего ролика и нижней мертвой точкой первого и второго верхних роликов;
причем величина первой глубины погружения равна величине второй глубины погружения;
изогнутый путь определен между внешними периферийными поверхностями смежных из первого и второго верхних роликов и первого и второго нижних роликов и расположен в продольном направлении, которое связано с направлением перемещения металлической пластины;
продольный интервал, радиусы верхних и нижних роликов и первая и вторая глубины погружения сконфигурированы таким образом, что первый и второй верхние ролики и первый и второй нижние ролики предназначены для придания первого и второго радиусов изгиба металлической пластине по мере того, как она перемещается через изогнутый путь, поскольку металлическая пластина изгибается вокруг внешних периферийных поверхностей первого и второго верхних роликов и первого и второго нижних роликов, чтобы обеспечить равную пластификацию с обеих сторон металлической пластины; и
первый и второй радиусы изгиба являются эквивалентными и выбираются так, чтобы достичь более чем 90%-ной пластификации на противоположных сторонах металлической пластины из высокопрочной стали после ее выхода из выравнивающей станции; и
не более двух верхних роликов и не более двух нижних роликов выполнены с возможностью обеспечения одинаковой пластификации с обеих сторон металлической пластины.
15. Устройство по п. 14, в котором продольный интервал, верхние радиусы качения, нижние радиусы качения и глубина погружения сконфигурированы таким образом, что при перемещении металлической пластины через изогнутый путь в продольном направлении пара верхних роликов придает первое изгибающее напряжение первой стороне металлической пластины, и пара нижних роликов придает второе изгибающее напряжение второй стороне металлической пластины, противоположной первой стороне, таким образом, что первое и второе изгибающие напряжения равны для обеспечения равной пластификации на первой и второй сторонах металлической пластины.
| EP 2933033 A1, 21.10.2015 | |||
| СПОСОБ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2346773C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2486023C2 |
| 1971 |
|
SU412960A1 | |

