Настоящее изобретение относится к способу изготовления шовных труб из металлических листов, в частности из толстых металлических листов, согласно которому металлический лист подают на трубоформовочный пресс, в котором указанный металлический лист, лежащий на нижнем инструменте, путем приложения изгибающего усилия посредством верхнего инструмента, выполненного с возможностью подъема и опускания, поступательно деформируют в шовную трубу, имеющую продольные кромки, расположенные друг против друга с зазором для последующей заварки продольного шва. Кроме того, настоящее изобретение относится к устройству для осуществления указанного способа.
К способу, используемому на практике для изготовления труб из металлических листов, относится способ формования труб с поступательными этапами формования или, соответственно, гибки на трубоформовочных прессах. Как правило, трубоформовочный или, соответственно, трубогибочный пресс содержит в основной раме нижний инструмент, состоящий из двух опорных или, соответственно, гибочных элементов, расположенных в боковом направлении рядом друг с другом на некотором расстоянии, и верхний инструмент, который может быть установлен напротив нижнего инструмента, установлен на гибочном пуансоне, выполненном с возможностью подъема и опускания, и проходит по всей длине металлического листа, и посредством которого может быть приложено изгибающее усилие к металлическому листу, лежащему на нижнем инструменте.
Для изготовления трубы или трубы большого диаметра способом последовательного формования требуется множество следующих друг за другом рабочих операций. В процессе первой операции стальной лист предварительно изгибается на продольных кромках, обычно на отдельном кромкогибочном прессе. Предварительная гибка продольных кромок выполняется для того, чтобы радиус трубы при деформировании в шовную трубу в области будущего шва - там, где продольные кромки стального листа, сгибаемого в трубу, лежат с зазором друг напротив друга для заварки продольного шва, был сформован равномерно. Затем металлический лист, предварительно согнутый таким образом, подается в трубоформовочный пресс, на котором выполняется собственно процесс гибки. При этом в результате прижима верхней части пресса к металлическому листу прикладывается изгибающее усилие, причем под воздействием гибочного пуансона и расположенного на нем верхнего формовочного инструмента происходит деформирование металлического листа. Этот процесс повторяется несколько раз до тех пор, пока металлический лист не будет деформирован в шовную трубу.
В DE 4215807 С2 раскрыт трубогибочный или, соответственно, трубоформовочный пресс, выполненный в виде рамной конструкции. Пунсон, выполненный в виде гибочного инструмента, направляется вертикально в боковых стойках рамы. Этот верхний гибочный инструмент закреплен на цилиндропоршневых узлах посредством карданного соединения с небольшой подвижностью и посредством указанных узлов опирается на верхнюю поперечину рамы. Опорные элементы нижнего гибочного инструмента опираются на стол, который также опирается на цилиндропоршневые узлы, действующие соосно с верхними цилиндропоршневыми узлами. Действующие друг против друга цилиндропоршневые узлы предназначены для предотвращения прогиба стола даже в случае изгиба нижней поперечины рамы под рабочей нагрузкой пресса. Для этого в отдельные цилиндропоршневые узлы подается большее или меньшее давление.
Оказалось, что при поступательном способе формования большую проблему представляют собой большой остаточный зазор стыка, составляющий приблизительно от 130 до 170 мм и в значительной степени зависящий от ширины пуансона, в особенности в случае толстостенных труб, имеющих толщину станки, например, 40 мм, а также напряжения в шовной трубе. Большая ширина стыка требует больших замыкающих усилий в установке для сварки прихваточным швом, а из-за больших напряжений в прихваченной сваркой трубе и остаточных напряжений в полностью сваренной трубе существует опасность разрыва прихваточного или, соответственно, сварного шва. Если обнаруживается слишком большая ширина стыка, то, чтобы выйти из этого затруднительного положения, опытные операторы путем повторного ручного приведения в действие трубоформовочного пресса могут, насколько это возможно, сомкнуть стык. Этот способ действий не только занимает много времени и, соответственно, снижает производительность, но и не может быть выполнен с воспроизводимым хорошим качеством.
Из ЕР 2529849 А2 известны способ и устройство, которыми изготавливается шовная труба, имеющая некруглую форму черновой заготовки, для чего по меньшей мере на одной гибочной операции, воздействующей на внутреннюю сторону металлического листа, соответственно, слева и справа относительно середины, заданной продольной осью верхнего инструмента, погружающегося в поступательно деформируемый металлический лист, осуществляется меньшее деформирование по сравнению с другими гибочными операциями, причем посредством приложения усилия закрытия, целенаправленно воздействующего снаружи на некруглую заготовку черновой формы на каждом из участков, перед этим менее сформованных по обе стороны от указанной середины, формуется готовая шовная труба. В устройстве для пластического деформирования металлического листа в некруглую заготовку черновой формы, а затем для пластического деформирования в шовную трубу предусмотрен нижний инструмент, снабженный средствами, выполненными с возможностью изменения направления вращения этих средств, и пуансон, выполненный с возможностью воздействия снаружи на позиционированную заготовку черновой формы.
Кроме того, из R 2543657 известен способ изготовления сваренных продольным швом трубопроводов, который включает формование основного контура черновой трубы из чернового проката, последующее соединение продольных боковых кромок деформированной черновой трубы, приваривание перемычек и сварку указанных боковых кромок в закрытом положении с образованием продольного соединительного шва, а также расширение изготовленной трубы для сохранения внешнего контура, и согласно которому после формования внешнего контура черновой трубы ее последующее формование осуществляют по меньшей мере в два этапа, причем на первом этапе из исходного положения, при котором зазор между боковыми кромками черновой трубы находится в верхней точке периферии, выполняют вращение трубы на угол от 50 до 60° и закрепляют ее в этом положении, затем в верхней области наружной поверхности прикладывают сжимающую нагрузку, равномерно распределенную по длине черновой трубы, вызывающую вертикальное смещение указанной области в направлении оси черновой трубы на величину Δ=0,1-0,4 S, где S - размер зазора между боковыми кромками черновой трубы, возникающего после формования основного контура, а затем уменьшают нагрузку, и на втором этапе дополнительного формования выполняют вращение черновой трубы вокруг оси в противоположном направлении, на тот же угол относительно вертикального положения зазора, как на первом этапе, закрепляют черновую трубу в этом положении, а затем в верхней области наружной поверхности черновой трубы прикладывают сжимающую нагрузку, равномерно распределенную по всей длине черновой трубы, вызывающую вертикальное смещение этой области в направлении оси черновой труб на ту же величину Δ, как на первом этапе, причем, если после обоих этапов дополнительного формования черновой трубы величина зазора между боковыми кромками больше максимального значения, допустимого для данного сортамента, выполняют по меньшей мере еще два этапа дополнительного формования черновой трубы, как на первых двух этапах.
Однако на практике выяснилось, что различия в пределе текучести на протяжении металлического листа приводят к тому, что после формования на закрывающий пресс поступают немного разные шовные трубы. Шовные трубы имеют части больших или меньших радиусов, что проявляется в виде разной ширины стыка. Однако радиусы также могут быть разными слева и справа, что является проблематичным в том отношении, что оптимальная работа закрывающего пресса требует регулировки параметров как от трубы к трубе, так и от левой стороны к правой.
Поэтому в основе настоящего изобретения лежит задача, создать способ и устройство названного выше типа, не имеющие указанных недостатков, в частности даже в случае толстостенных труб и труб малого диаметра, например, приблизительно 800 мм, обеспечить изготовление простым способом и с воспроизводимым качеством шовных труб, имеющих форму кругового цилиндра.
Эта задача решается благодаря способу с признаками п. 1 и устройству с признаками п. 5 формулы изобретения.
Таким образом, благодаря тому, что сначала сознательно изготавливается изготовленная по размеру некруглая заготовка черновой формы, менее деформированная на некоторых участках, например, с изгибом 12° вместо 24°, может быть сформована в максимально возможной степени округлая геометрия шовной трубы, имеющая минимальный стык. А именно, благодаря менее деформированным участкам создается условие для того, чтобы прикладываемое затем снаружи усилие закрытия и на этих менее деформированных участках воздействовало эффективнее, чем на других участках трубы, и в результате могла быть изготовлена в максимально возможной степени круглая шовная труба, имеющая желательный плотно закрытый (сжатый) зазор. В отличие от случая зависимости от опыта оператора при неизменном качестве улучшается как воспроизводимость, так и производительность.
Как для предварительного формования, некруглого на некоторых участках, так и для окончательного или, соответственно, чистового формования, может быть достаточно двух гибочных операций, или, соответственно, двух процессов закрытия (сжатия), а именно, даже при окончательном формовании посредством усилия закрытия, прикладываемого слева и справа от зазора или, соответственно, стыка.
В соответствии с изобретением определяются индивидуальные параметры вращения и давления для каждой отдельной трубы и, соответственно, для двух сторон подвергаемого формованию металлического листа. Для шовной трубы должен быть определен индивидуальный контур, чтобы посредством соответствующей геометрической модели для левой и правой стороны шовной трубы, исходя из фактического положения трубы, определить конкретные параметры для позиционирования шовной трубы, в частности угол поворота или также протяженность поворота. Кроме того, в соответствии с изобретением путем оценки в реальном времени кривой зависимости смещения от давления может быть сделан вывод о фактическом пределе текучести и, следовательно, о требуемых величинах хода (подачи) как для левой, так и для правой стороны металлического листа. Таким образом, как при позиционировании, так и при закрытии от трубы к трубе, а также слева и справа используются различные параметры для поворотов или, соответственно, хода пресса, и только в исключительных случаях и при абсолютно одинаковом пределе текучести материала на всем протяжении металлического листа используются одинаковые параметры для поворота или, соответственно, хода пресса.
Для этого необходимы измерительные устройства для определения фактической геометрии, которые предпочтительно могут быть расположены в виде измерительных роботов на конце трубы в закрывающих прессах. В соответствии с изобретением управление должно в реальном времени выдавать значения, рассчитанные для смещения и давления для осуществления регулирования хода в зависимости от предела текучести.
В предпочтительном варианте осуществления изобретения в формовочном прессе выбирают четное число этапов, так что при необходимости закрытие может быть осуществлено в результате лишь одного этапа закрытия. Для этого, как уже известно из уровня техники, первую сторону необходимо изготовить с уменьшенными глубинами погружения для достижения некруглости, однако тогда вторая сторона предпочтительно деформируется, как обычная труба, в частности круглая труба. Так как последний этап второй стороны при четном общем числе этапов находится не посредине трубы, а с боковым смещением относительно середины трубы, геометрическая осуществимость может быть достигнута без слишком сильного удара опорной трубы о деформирующий пуансон. Для этого предпочтительно должен выбираться не слишком малый конечный зазор, чтобы избежать нежелательного контакта деформирующего пуансона и участка опорной трубы.
В еще одном предпочтительном варианте осуществления изобретения в формовочном прессе типа JCO также может изготавливаться несимметричная заготовка черновой формы с четным числом этапов, что до сих пор могло быть осуществлено только при нечетном числе этапов формования. Таким образом, последний этап пластического деформирования находится уже не посредине шовной трубы, и столкновение между кромками шовной трубы и деформирующим пуансоном может быть предотвращено.
Преимущество изобретения состоит в том, что в процессе закрытия на каждую отдельную трубу можно реагировать индивидуально, т.е. повороты и ходы пресса выполняются в соответствии с конкретными размерами, чтобы достичь как можно более равномерного результата при пластическом деформировании металлического листа в шовную трубу. Таким образом, в целом достигается лучшее качество, так как в машину для сварки прихваточным швом подаются шовной трубы, имеющие более равномерную форму и, соответственно, в процессе прихватки образуются более равномерные трубы. Различия в контуре шовной трубы, которые могли бы возникнуть при использовании жестких параметров машины, сводятся до возможного минимума. Многократного закрытия, известного из уровня техники и необходимого ранее, можно избежать, так что производительность предлагаемого изобретением устройства может быть повышена. Если в формовочном прессе с четным числом этапов изготавливается несимметричная заготовка черновой формы, то при необходимости закрытие может быть ограничено даже одним этапом.
Предлагаемая изобретением предпочтительная мероприятие предусматривает, что некруглую заготовку черновой формы на этапе окончательного изготовления перед приложением усилия закрытия позиционируют посредством поворота по часовой стрелке или против часовой стрелки. Таким образом, в зависимости от позиционирования усилие закрытия прикладывают к некруглой заготовке черновой формы рядом со стыком или, соответственно, зазором, слева или справа от него.
В соответствии с предпочтительным предложением изобретения менее деформированный участок, расположенный справа от середины, поворачивается в положение примерно 3 часа, а менее деформированный участок слева от середины - в положение примерно 9 часов. При таком предварительно позиционированном положении некруглой заготовки черновой формы на опорных элементах нижнего инструмента может быть достигнут максимальный изгибающий момент для окончательного формования.
Лежащая в основе изобретения задача решается при помощи устройства благодаря тому, что предусмотрены средства измерения фактической геометрии деформированного металлического листа, которые соединены с устройством для управления, выполненным с возможностью предоставления измеренных в реальном времени значений как для давления формования, так и для величины хода деформации, чтобы благодаря этому обеспечить возможность выполнения регулировки хода в зависимости от предела текучести.
Предпочтительно для пластического деформирования металлического листа в некруглую заготовку черновой формы, а затем для пластического деформирования в шовную трубу предусмотрен нижний инструмент, снабженный средствами, выполненными с возможностью изменения их направления вращения, и пуансон, выполненный с возможностью воздействия снаружи на позиционированную заготовку черновой формы.
Таким образом, готовая шовная труба может быть изготовлена из металлического листа только на одном трубоформовочном прессе или, соответственно трубоформовочной машине. При этом изменение направления вращения позволяет точно позиционировать некруглую заготовку черновой формы таким образом, чтобы усилие закрытия воздействовало в месте воздействия, т.е. с обеих сторон стыка. При этом гибочный пуансон трубоформовочного пресса может немедленно использоваться также для приложения усилия закрытия к черновой форме снаружи. При необходимости пресс может быть переоснащен закрывающим пуансоном.
Предпочтительный вариант осуществления изобретения для повышения производительности предусматривает, что за по меньшей мере одним трубоформовочным прессом, производящим некруглую заготовку черновой формы, установлен закрывающий пресс, содержащий нижний инструмент, снабженный средствами, выполненными с возможностью изменять направление их вращения, и в качестве верхнего инструмента содержащий пуансон, выполненный с возможностью воздействия снаружи на позиционированную некруглую заготовку черновой формы. Таким образом, в технологическом потоке за трубоформовочным прессом, из которого выталкивается некруглая заготовка черновой формы, установлен закрывающий пресс, в котором поданная некруглая заготовка черновой формы по меньшей мере на двух следующих друг за другом этапах (на одном этапе - справа, рядом со швом или, соответственно, зазором, на другом этапе - слева рядом со швом или, соответственно, зазором) пластически деформируется в готовую шовную трубу. Таким образом предварительное формование металлического листа в некруглую форму может выполняться в месте, не зависящем от окончательного формования в шовную трубу.
Вращающиеся средства нижнего инструмента в соответствии с одним предложением изобретения выполнены в виде двух расположенных на расстоянии друг от друга роликов, выполненных с возможностью приведения их во вращение. Изменение направления вращения роликов позволяет позиционировать некруглую заготовку черновой формы для окончательного формования с оптимизированным приложением усилия. Благодаря этой хронологической последовательности, с одной стороны - при предварительном формовании в трубоформовочном прессе, а с другой стороны - при окончательном изготовлении в закрывающем прессе, один установленный дальше в линии закрывающий пресс может обслуживать два трубоформовочных пресса.
Один вариант осуществления изобретения предусматривает, что вращающиеся ролики установлены с пружинной подвеской. Опирание некруглой заготовки черновой формы на нижнем инструменте закрывающего пресса может быть улучшено благодаря предусмотренному между роликами неподвижному опорному элементу.
Дополнительные признаки и подробности изобретения вытекают из формулы изобретения и следующего описания варианта осуществления изобретения, показанного на чертежах на основе двух отдельных прессов. При этом
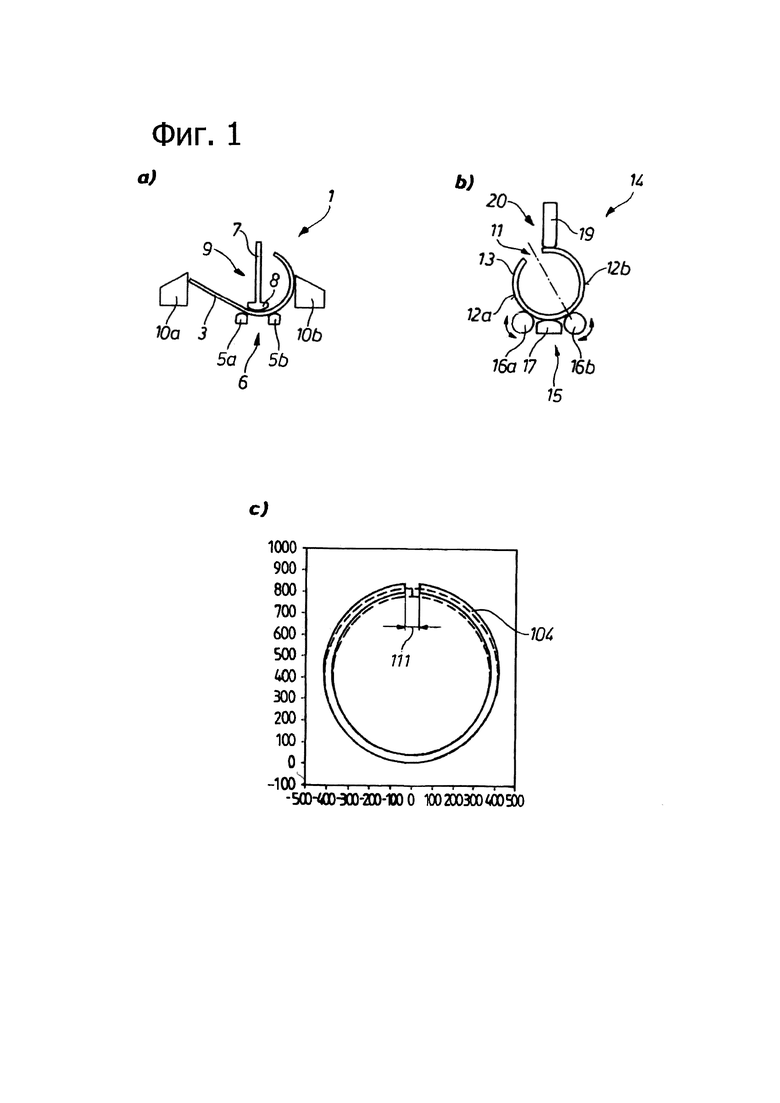
на ФИГ. 1 схематично показано изготовление шовной трубы в соответствии с изобретением, путем изготовления сначала выполненной по размеру некруглой заготовки черновой формы на обычном трубоформовочном прессе (а), изготовление готовой шовной трубы из некруглой заготовки черновой формы в закрывающем прессе, установленном за трубоформовочным прессом (b), и диаграмма с размерами готовой шовной трубы, изготовленной в соответствии с изобретением, как показано выше на ФИГ. 1 (с);
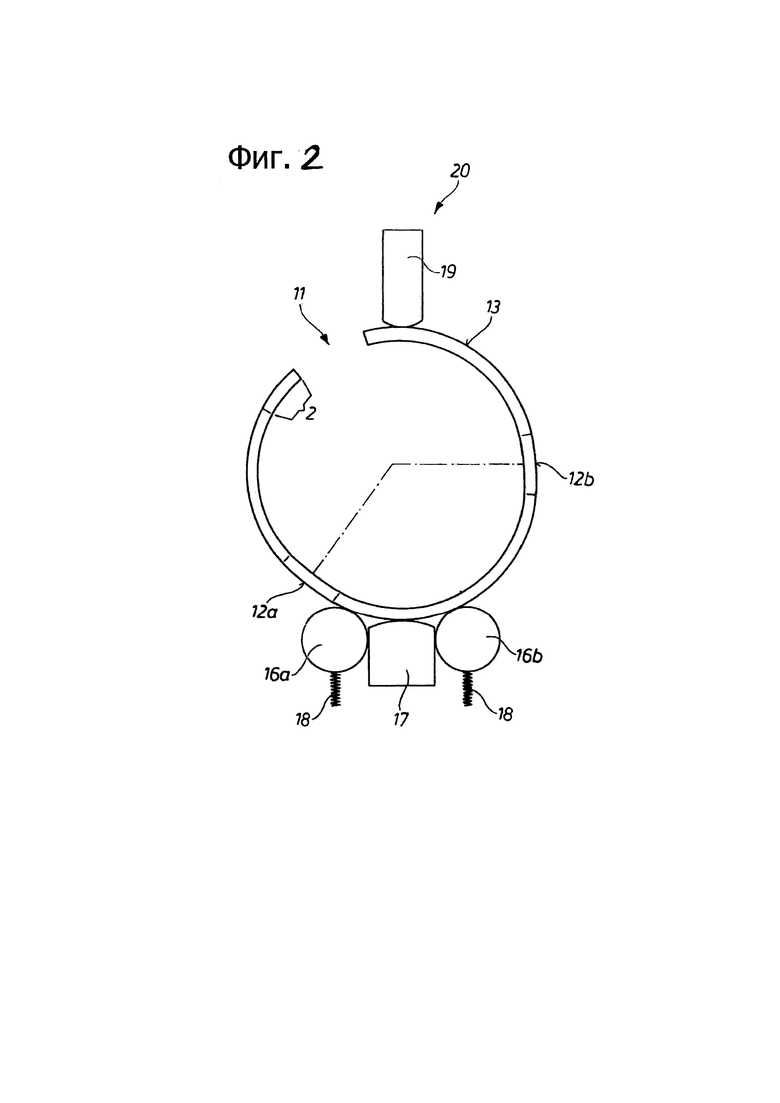
на ФИГ. 2 в качестве детали по ФИГ. 1 показан закрывающий пресс с установленной в нем некруглой заготовкой черновой формы;
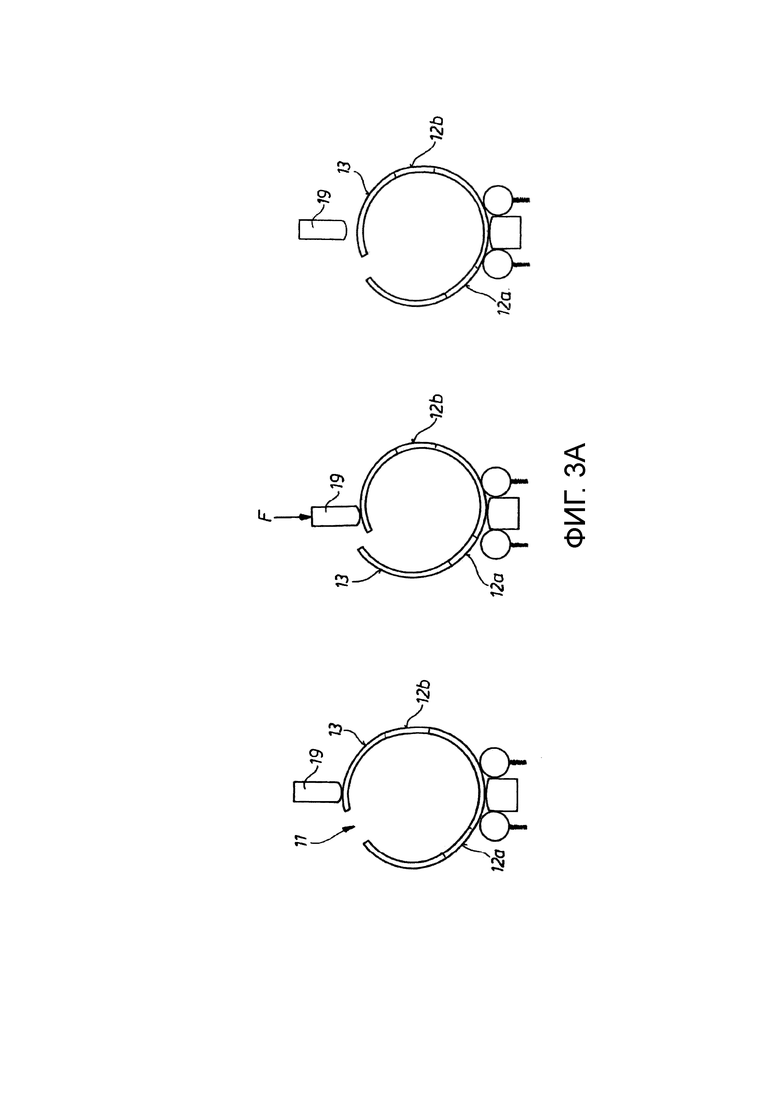
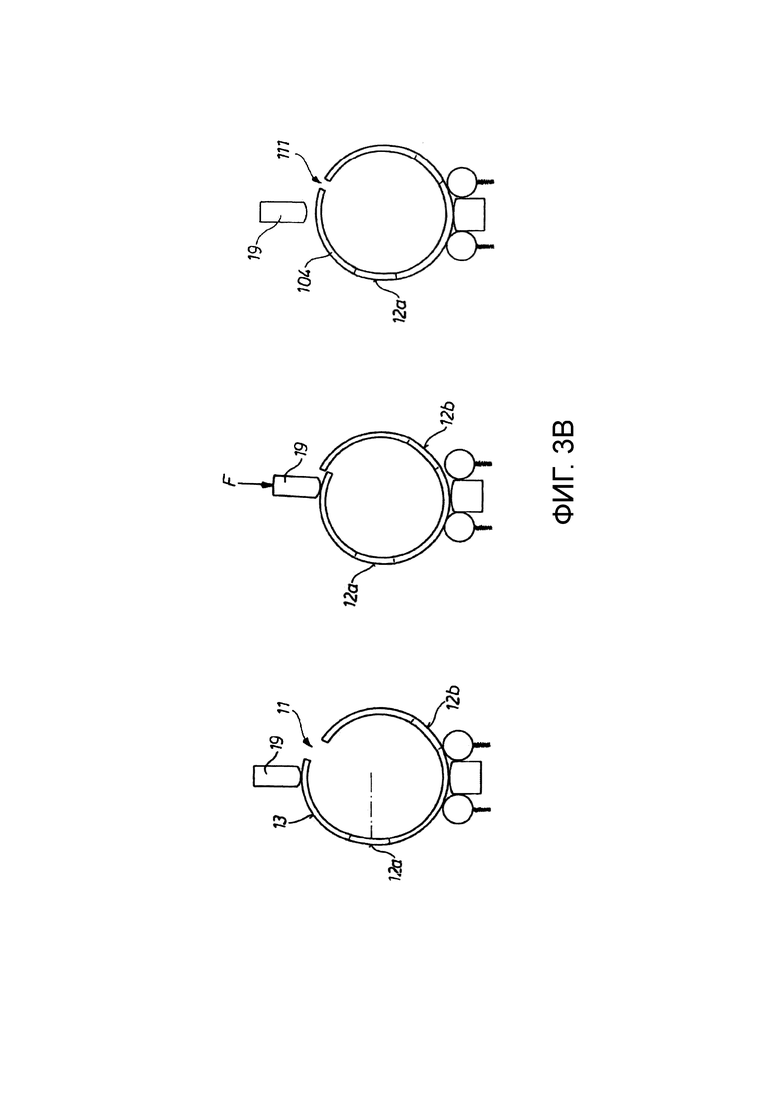
на ФИГ. 3А, 3В схематично показано дополнительное формование или, соответственно, пластическое деформирование некруглой заготовки черновой формы из трубоформовочного пресса по меньшей мере на двух гибочных операциях в закрывающем прессе, а именно, на первой гибочной операции посредством приложения усилия к некруглой заготовке черновой формы справа, рядом со стыком или, соответственно, зазором (ФИГ. 3А), и на второй гибочной операции путем приложения усилия слева, рядом со стыком или, соответственно, зазором (ФИГ. 3В) после поворота некруглой заготовки черновой формы; и
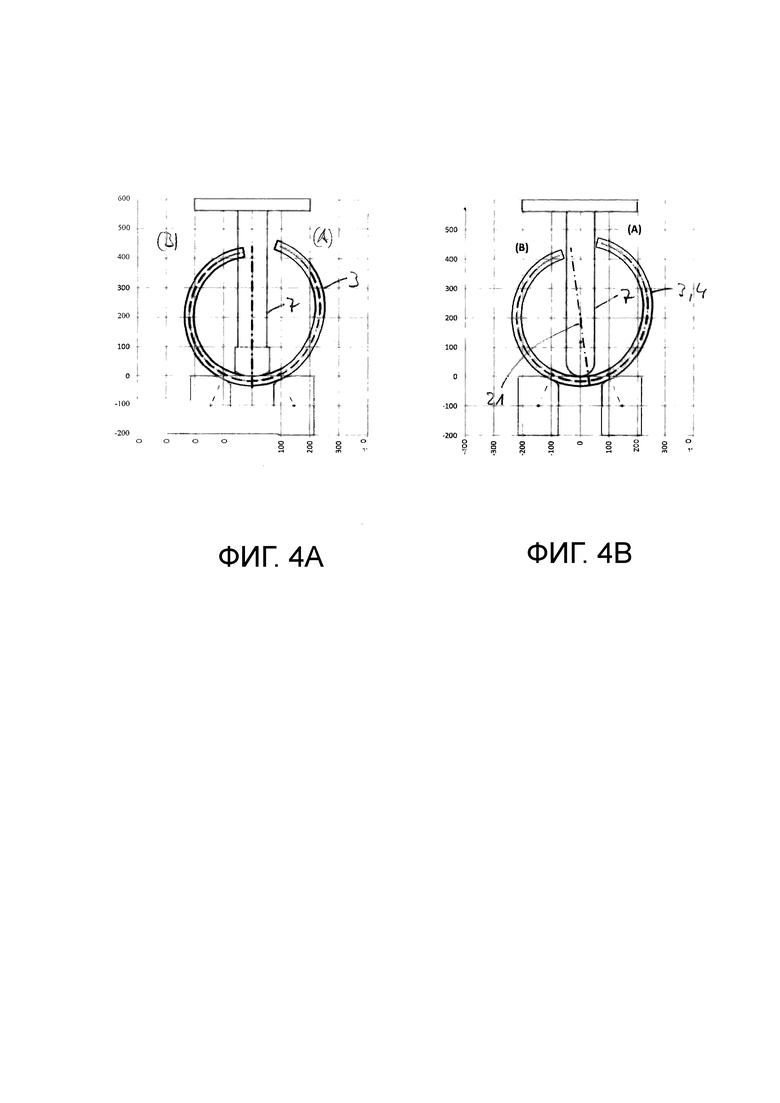
на ФИГ. 4а, 4b схематично показано два альтернативных варианта изготовления несимметричной заготовки черновой формы предлагаемым изобретением способом, в котором используется четное число этапов пластического деформирования.
Пластическое деформирование металлического листа 3 в шовную трубу 104, имеющую значительно меньший стык или, соответственно, зазор 111 (см. ФИГ. 1с), осуществляется на трубоформовочном прессе 1 согласно ФИГ. 1а. Однако это осуществляется при условии, что на одном участке металлического листа, лежащем справа и слева от продольной оси гибочного пуансона 7 и, следовательно, рядом со стыком или, соответственно, зазором 11, гибочная операция осуществляется с меньшим изгибом металлического листа, чем на остальных гибочных операциях. Таким образом, определенно имеется два участка, менее деформированных в соответствии с гибочной операцией, как показано на ФИГ. 2, так что целенаправленно достигается некруглая заготовка черновой формы 13, однако изготовленная по размеру для окончательного пластического деформирования.
Некруглая заготовка черновой формы 13, изготовленная таким образом в трубоформовочном прессе 1 на первом этапе, после выдачи или выталкивания из трубоформовочного пресса 1 подается в закрывающий пресс 14, установленный за ним в технологическом процессе и показанный на ФИГ. 2b. Закрывающий пресс 14 содержит нижний инструмент 15, состоящий из двух расположенных на расстоянии друг от друга роликов 16а, 16b, приводимых во вращение с возможностью изменения направления их вращения, как показано на ФИГ. 2b двунаправленными стрелками, и неподвижного опорного элемента 17, перекрывающего промежуток между роликами 16а, 16b. Вращающиеся ролики 16а, 16b могут быть установлены с опорой при помощи упругого средства 18 (см. ФИГ. 3). Напротив нижнего инструмента 15 установлен верхний инструмент 20, снабженный пуансоном 19. Посредством пуансона 19 снаружи к некруглой заготовки черновой формы 13 прикладывается усилие закрытия для изготовления готовой, в значительной степени круглой шовной трубы 104.
Для этого некруглая заготовка черновой формы 13 позиционируется с помощью вращающихся роликов 16а, 16b так, что менее деформированный участок 12b, расположенный справа рядом со стыком или, соответственно, зазором 11, находится в положении на 3 часа, как обозначено на ФИГ. 3 горизонтальной штрихпунктирной линией.
Последовательность операций этой первой гибочной операции для закрытия показана на ФИГ. 3А, где слева направо показана позиционированная некруглая заготовка черновой формы 13, приложение усилия закрытия посредством пуансона 19 и пуансон 19, поднятый после приложения усилия.
Вторая гибочная операция для закрытия показана на ФИГ. 3В в той же последовательности, что и выше. Для оптимизации изгибающего момента некруглая заготовка черновой формы 13, в данном случае по-прежнему некруглая в своей левой половине, позиционирована так, что менее деформированный участок 12а, расположенный слева рядом со стыком или, соответственно, зазором 11, занимает положение на 9 часов. В этом случае усилие F закрытия (изображение в центре), приложенное посредством пуансона 19 теперь с этой стороны заготовки черновой формы 13, приводит некруглую заготовку черновой формы 13 в окончательную, в значительной степени круглую форму готовой шовной трубы 104, имеющую достигнутый при этом значительно меньший стык или, соответственно, зазор 111 (изображение справа).
ФИГ. 4А и 4В показывают изготовление несимметричных форм черновых заготовок с четным (ФИГ. 4 В) или нечетным (ФИГ. 4А) числом этапов. На ФИГ. 4А посредством 21 этапа, т.е. 21 процесса формования, при помощи гибочного пуансона 7 на металлическом листе 3 на стороне А выполняется так называемая картофельная форма, а на стороне В - круглая полуформа. В то время как так называемая картофельная форма на стороне А столкновения металлического листа 3 с гибочным пуансоном 7 не вызывает, металлический лист 3 на стороне В, на которой в металлическом листе 3 была выполнена по существу круглая форма, наталкивается на гибочный пуансон 7. На ФИГ. 4В наглядно показывается преимущество изготовления несимметричной формы черновой заготовки в 20 этапов, т.е. в процессе четного числа этапов. Ни на стороне А, на которой на металлическом листе 3 была выполнена так называемая картофельная форма, ни на стороне В, которая с помощью деформирующего пуансона 7 была пластически деформирована в по существу круглую форму черновой заготовки, не возникает столкновение металлического листа 3 с деформирующим пуансоном 7, так как последний этап пластического деформирования происходит вдоль штрихпунктирной линии 21, следовательно, с боковым смещением относительно середины трубы. Благодаря этому может быть предотвращен сильный удар о пуансон 7 шовной трубы 4. Таким образом, последний этап пластического деформирования находится уже не посредине шовной трубы 4, и столкновение между кромками шовной трубы 4 и пуансоном 7 может быть предотвращено.
Перечень ссылочных обозначений
1 трубоформовочный пресс
2 загиб кромки
3 металлический лист
4; 104 шовная труба
5а, 5b опорный элемент
6 нижний инструмент
7 гибочный пуансон
8 формовочный инструмент
9 верхний инструмент
10а, b контропора
11; 111 стык/зазор
12а, b менее деформированные участки
13 некруглая форма
14 закрывающий пресс
15 нижний инструмент
16а, b вращающиеся ролики
17 опорный элемент
18 упругое средство
19 пуансон
20 верхний инструмент
21 штрихпунктирная линия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СО СТЫКОВЫМ ШВОМ ИЗ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2012 |
|
RU2505370C1 |
| Способ изготовления прямошевной трубы со стыковым швом из металлической заготовки и трубоформовочное устройство | 2016 |
|
RU2641937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ОТКРЫТЫМ ШВОМ ИЗ ЛИСТОВ МЕТАЛЛА | 2016 |
|
RU2690735C1 |
| ФОРМОВОЧНЫЙ ПРЕСС С ГИБОЧНЫМ ПУАНСОНОМ | 2017 |
|
RU2724344C1 |
| АВТОМАТИЗАЦИЯ ТРУБОФОРМОВОЧНОГО ПРЕССА С ИСТОЧНИКОМ СВЕТА ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННЕГО КОНТУРА ТРУБЫ | 2011 |
|
RU2579408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Способ производства сварных прямошовных труб большого диаметра для магистральных трубопроводов | 2017 |
|
RU2660464C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ | 2012 |
|
RU2608866C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ ДЕФОРМИРОВАНИЯ | 2013 |
|
RU2537341C2 |
Группа изобретений относится к обработке металлов давлением, в частности к изготовлению шовных труб из толстых металлических листов на трубоформовочном прессе. Металлический лист, лежащий на нижнем инструменте, прикладывая изгибающее усилие посредством верхнего инструмента, выполненного с возможностью подъема и опускания, поступательно деформируют в шовную трубу, имеющую продольные кромки, расположенные друг против друга с зазором для последующей заварки продольного шва. Причем изготавливают шовную трубу, имеющую некруглую форму черновой заготовки, для чего по меньшей мере на одной гибочной операции, воздействующей на внутреннюю сторону металлического листа соответственно слева и справа относительно середины, заданной продольной осью верхнего инструмента, осуществляют формование. При этом для каждого металлического листа определяют индивидуальный контур, после чего с использованием геометрической модели для правой и левой стороны шовной трубы определяют угол поворота и/или протяженности поворота, а также предел текучести на каждой стороне металлического листа. Затем определяют величину гибочной операции, воздействующей соответственно слева и справа на внутренней стороне металлического листа. Обеспечивают точность геометрических размеров трубы. 3 н. и 4 з.п. ф-лы, 4 ил.
1. Способ изготовления шовных труб (4; 104) из толстых металлических листов (3), включающий
подачу металлического листа (3) на нижний инструмент трубоформовочного пресса (1),
предварительное формирование черновой заготовки некруглой формы (13) посредством пластического деформирования металлического листа (3) путем воздействия верхнего инструмента на внутреннюю сторону металлического листа (3) соответственно слева и справа относительно середины, заданной продольной осью верхнего инструмента,
и окончательное формование черновой заготовки некруглой формы (13) посредством приложения усилия закрытия, целенаправленно воздействующего снаружи на черновую заготовку некруглой формы на каждом из участков, ранее менее деформированных по обе стороны от указанной середины, с получением готовой шовной трубы (4; 104) с продольными кромками, расположенными напротив друг друга с зазором (11; 111) для последующей заварки продольного шва,
отличающийся тем, что
для каждого деформируемого металлического листа определяют индивидуальный контур,
после чего с использованием геометрической модели для правой и левой стороны шовной трубы определяют в качестве параметров позиционирования опорной трубы угол поворота и/или протяженность поворота для определения посредством регистрации и оценки в реальном времени по кривой зависимости смещения от давления при пластическом деформировании предела текучести на каждой стороне металлического листа и величины усилия гибки соответственно слева и справа на внутренней стороне металлического листа.
2. Способ по п. 1,
отличающийся тем, что черновую заготовку некруглой формы (13) на этапе окончательного изготовления перед приложением усилия (F) закрытия позиционируют посредством поворота по часовой стрелке или против часовой стрелки.
3. Устройство для изготовления шовных труб (4; 104) из толстых металлических листов (3) способом по п. 1 или 2, содержащее
трубоформовочный пресс (1), снабженный нижним инструментом (6; 15) и верхним инструментом, пуансон которого (9, 19) выполнен с возможностью подъема и опускания для пластического деформирования металлического листа (3) в черновую заготовку некруглой формы (13) и для пластического деформирования черновой заготовки некруглой формы (13) в шовную трубу (104),
при этом нижний инструмент (15) снабжен средствами, выполненными с возможностью изменения направления их вращения,
а пуансон (9, 19) выполнен с возможностью воздействия на внутреннюю сторону металлического листа (3) при формовании черновой заготовки некруглой формы (13) и воздействия снаружи на позиционированную черновую заготовку некруглой формы (13), отличающееся тем, что
оно снабжено средствами для измерения индивидуального контура деформируемого металлического листа (3), которые соединены с устройством управления, выполненным с возможностью выдачи измеренных в реальном времени значений усилия гибки и величины подачи для обеспечения возможности регулировки хода в зависимости от предела текучести.
4. Устройство по п. 3, отличающееся тем, что
устройство управления предназначено для управления по отдельности каждой отдельной операцией пластического деформирования металлического листа (3).
5. Устройство по п. 3 или 4, отличающееся тем,
что нижний инструмент (15) содержит два ролика (16а, 16b), расположенные на расстоянии друг от друга и выполненные с возможностью приведения их во вращение, и опорный элемент (17), предусмотренный между указанными роликами.
6. Устройство по п. 5, отличающееся тем,
что ролики (16а, 16b) установлены при помощи упругого средства (18).
7. Устройство для изготовления шовных труб (4; 104) из толстых металлических листов (3) способом по п. 1 или 2, содержащее последовательно установленные
по меньшей мере один трубоформовочный пресс (1) для пластического деформирования металлического листа (3) в черновую заготовку некруглой формы (13)
и закрывающий пресс (14) для пластического деформирования черновой заготовки некруглой формы (13) в готовую шовную трубу, при этом
трубоформовочный пресс (1) снабжен
верхним инструментом для пластического деформирования металлического листа (3) в черновую заготовку некруглой формы (13), который выполнен с возможностью воздействия на внутреннюю сторону металлического листа (3) посредством подъема и опускания,
и нижним инструментом (6), содержащим средства, выполненные с возможностью изменения направления их вращения,
а закрывающий пресс (14) снабжен нижним инструментом (15), содержащим средства, выполненные с возможностью изменения направления их вращения, и верхним инструментом (20), пуансон (19) которого выполнен с возможностью воздействия снаружи на позиционированную черновую заготовку некруглой формы (13), при этом
оно содержит средства для измерения фактической геометрии деформированного металлического листа (3), которые соединены с устройством управления, выполненным с возможностью выдачи измеренных в реальном времени значений усилия гибки и величины подачи для обеспечения возможности регулировки хода в зависимости от предела текучести.
| УСТРОЙСТВО И СПОСОБ ВЫБОРА ОПТИМАЛЬНОГО ИСТОЧНИКА ДЛЯ УПОРЯДОЧЕНИЯ ГЕТЕРОДИНА | 2010 |
|
RU2529849C2 |
| US 1879077 A, 27.09.1932 | |||
| DE 4215807 A, 19.03.1999 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ МАГИСТРАЛЬНЫХ ТРУБ | 2013 |
|
RU2543657C1 |

