Настоящее изобретение относится к способу контроля экструзии полуфабриката в процессе сборки шин.
Кроме того, настоящее изобретение относится к устройству для контроля экструзии полуфабриката в процессе сборки шин.
Шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, включающий в себя, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые клапаны, находящиеся в контактном взаимодействии с соответствующими кольцевыми удерживающими конструктивными элементами, обычно называемыми «сердечниками бортов», встроенными в зонах, обычно называемых «бортами», внутренний диаметр которых по существу соответствует так называемому «посадочному диаметру» шины для ее установки на соответствующем ободе. Шина также содержит коронный конструктивный элемент, включающий в себя брекерный конструктивный элемент, который имеет, по меньшей мере, одну брекерную ленту, расположенную в радиальном направлении снаружи по отношению к слою (-ям) каркаса, и протекторный браслет, который является радиально наружным по отношению к брекерной (-ым) ленте (-ам). Между протекторным браслетом и брекерной (-ыми) лентой (-ами) может быть расположен так называемый «подслой» из эластомерного материала, свойства которого подходят для обеспечения стабильного соединения между брекерной (-ыми) лентой (-ами) и протекторным браслетом. Кроме того, соответствующие боковины из эластомерного материала наложены на боковые поверхности каркасного конструктивного элемента, при этом каждая из боковин проходит от одного из боковых краев протекторного браслета почти до соответствующего кольцевого бортового удерживающего конструктивного элемента. В шинах «бескамерного» типа слой каркаса покрыт внутри слоем эластомерного материала, предпочтительно на основе бутила, обычно называемым «герметизирующим слоем», который обладает оптимальными характеристиками воздухонепроницаемости и проходит от одного борта до другого.
Термин «плоский профиль» относится к профилю, который имеет в поперечном сечении высоту, которая составляет менее 1/3 от его ширины.
«Верхняя» и «нижняя» поверхности полуфабриката представляют собой поверхности, по существу параллельные фундаменту, соответственно поверхности, наиболее удаленную и наиболее близкую к фундаменту, на котором работает экструдер во время экструзии полуфабриката.
Протекторный браслет изготавливают экструзией полуфабриката в виде непрерывной ленты, которую затем разрезают на отрезки, имеющие заданную длину, каждый из которых впоследствии может быть соединен с остальными компонентами шины во время сборочной операции производственного процесса, в течение которой все полуфабрикаты, образующие шину, собирают вместе при температуре окружающей среды.
Например, отрезок протекторного браслета накладывают на брекерный конструктивный элемент, собранный ранее на вспомогательном барабане, так, что во время этапа сборки протекторного браслета с каркасным конструктивным элементом, ожидающим на другом формообразующем барабане, противоположные боковые края протекторного браслета будут соединяться с радиально наружными и аксиально внутренними концевыми клапанами боковин шин. Согласно проектным решениям подобные концевые клапаны накладывают на слои каркаса таким образом, чтобы они были заключены между данными слоями и противоположными боковыми краями протекторного браслета, или они могут быть наложены непосредственно на противоположные боковые края протекторного браслета.
Как правило, протекторный браслет соединяют с проводящей вставкой, назначение которой состоит в отводе на землю статического электричества, накопленного транспортным средством, на котором была установлена шина; проводящая вставка особенно необходима в шинах со смесью, имеющей высокое содержание диоксида кремния и низкое содержание сажи.
В публикации ЕР 0868911 А1 описан способ экструзии и устройство для изготовления протекторных браслетов для шин транспортных средств, при этом проводящая вставка может быть образована при совместной экструзии одного из слоев протекторного браслета.
В публикации GB 2296335 А описан способ проверки конструктивной целостности шины. Подобный способ включает: нагрев поверхности зоны шины, подлежащей проверке, посредством применения внешнего источника энергии малой интенсивности, имеющего гармонически изменяемую интенсивность; отображение нагретой зоны посредством тепловизионной камеры для обнаружения тепловых инфракрасных излучений, испускаемых от поверхности; сравнение испускаемого теплового излучения и подведенной энергии малой интенсивности для отображения теплового изображения поверхности шины; определение любых разрывов непрерывности в тепловом изображении, полученном таким образом, для обнаружения любого отсутствия материала или других дефектов в конструкции.
В публикации WO 2011/159280 А2 описаны система и способ обнаружения аномалий поверхности шины. Техническое решение, описанное в WO 2011/159280 А2, предусматривает подвод тепловой энергии к поверхности шины и мониторинг энергии инфракрасного излучения на поверхности шины для генерирования одного или более инфракрасных изображений, характеризующих поверхность шины. Инфракрасные изображения обрабатываются системой обработки изображений для определения и обнаружения местоположения температурных градиентов на поверхности шины. Согласно WO 2011/159280 А2 наличие температурного градиента на инфракрасном изображении, как правило, указывает на наличие аномалии на поверхности шины.
Заявитель обратил внимание на то, что процесс, описанный в ЕР 0868911 А1, не включает никаких проверок целостности шины или ее компонентов.
Заявитель также заметил, что проверки, описанные в GB 2296335 А и WO 2011/159280 А2, выполняются на шине по существу в конце производственного процесса, то есть когда шина уже полностью собрана.
Заявитель удостоверился в том, что при изготовлении проводящей вставки могут возникнуть проблемы в полуфабрикате вследствие того, что проводящая вставка не «выходит» на верхнюю поверхность, что, например, вызывается непредусмотренным взаимодействием между совместно экструдируемыми потоками. В подобных случаях вставка будет оставаться заглубленной в остальные смеси и не будет доходить до верхней поверхности, в результате чего готовое изделие не будет обладать требуемыми характеристиками проводимости. Проверки, описанные в GB 2296335 А и WO 2011/159280 А2, не могут обеспечить обнаружение подобных дефектов во время изготовления полуфабриката, поскольку они будут сигнализировать о наличии проблем только в готовой шине.
Заявитель дополнительно удостоверился в том, что также и в том случае, когда проводящую вставку экструдируют посредством специально предназначенного для этого, экструзионного шнека и затем размещают в центре протекторного браслета так, чтобы она пересекала последний от нижней поверхности до верхней поверхности, проверки, описанные в GB 2296335 А и WO 2011/159280 А2, демонстрируют те же ограничения.
В действительности Заявитель отметил, что в случае данного второго способа изготовления проводящей вставки проблемы «выхода на поверхность» и обусловленные ими низкие характеристики проводимости могут иметь место как на нижней или радиально внутренней поверхности протекторного браслета, так и на его верхней или радиально наружной поверхности. Способы контроля, описанные в GB 2296335 А и WO 2011/159280 А2, обеспечивают возможность выполнения любого действия только в конце процесса производства готовой шины.
В этой связи Заявитель отметил, что проводящую вставку изготавливают из материала, отличающегося от материалов остальных компонентов протекторного браслета. Заявитель также отметил, что данное отличие может иметь существенные последствия для термических характеристик проводящей вставки и остальной конструкции полуфабриката.
В самых общих чертах Заявитель отметил, что на выходе из устройства, которое обеспечивает получение полуфабриката, материалы, используемые в полуфабрикате, имеют более высокую температуру, чем температура окружающей среды, и что различия в термических характеристиках разных материалов являются более очевидными до определенной степени.
Таким образом, Заявитель осознал, что такие различия могут быть предпочтительно использованы для проверки наличия конкретных компонентов и/или правильного расположения некоторых компонентов относительно других компонентов.
Заявитель установил, что при соответствующем обнаружении излучений, характеризующих тепло, выделяемое полуфабрикатом, можно определить, присутствует ли заданный компонент (например, проводящая вставка) и размещен ли он так, как требуется.
В соответствии с первым аспектом изобретение относится к способу контроля экструзии полуфабриката в процессе сборки шин.
Полуфабрикат предпочтительно получают на выходе экструзионного узла.
Указанный полуфабрикат предпочтительно содержит, по меньшей мере, один первый компонент, образованный из, по меньшей мере, одного первого материала.
Указанный полуфабрикат предпочтительно содержит, по меньшей мере, один второй компонент, образованный из, по меньшей мере, одного второго материала, отличающегося от указанного первого материала.
Указанный полуфабрикат предпочтительно имеет тепло, накопленное во время экструзии, выполняемой в указанном экструзионном узле.
Предпочтительно выполняют первую проверку.
Указанную первую проверку предпочтительно выполняют для проверки наличия указанного второго компонента.
Указанную первую проверку предпочтительно выполняют для проверки расположения указанного второго компонента относительно указанного первого компонента.
Указанная первая проверка предпочтительно включает обнаружение первых электромагнитных излучений, характеризующих выделение тепла из указанного полуфабриката, когда указанный полуфабрикат выделяет указанное накопленное тепло.
Указанная первая проверка предпочтительно включает определение первых параметров обнаружения на основе указанных обнаруженных первых излучений.
Указанные первые параметры обнаружения предпочтительно отображают наличие указанного второго компонента.
Указанные первые параметры обнаружения предпочтительно характеризуют расположение указанного второго компонента относительно указанного первого компонента.
Заявитель полагает, что таким образом можно обнаружить по существу в реальном времени любые погрешности и/или неточности в отношении наличия и/или расположения проводящей вставки. Посредством прерывания производства полуфабриката, как только аномалия будет обнаружена, можно сэкономить большие количества материала, которые в противном случае были бы использованы - при отсутствии процесса контроля на основе настоящего изобретения - для изготовления полуфабриката или даже целой шины, которую затем придется отбраковать.
В соответствии со вторым аспектом изобретение относится к устройству контроля экструзии полуфабриката в процессе сборки шин.
Полуфабрикат предпочтительно получен на выходе экструзионного узла.
Указанный полуфабрикат предпочтительно содержит, по меньшей мере, один первый компонент, образованный из, по меньшей мере, одного первого материала.
Указанный полуфабрикат предпочтительно содержит, по меньшей мере, один второй компонент, образованный из, по меньшей мере, одного второго материала, отличающегося от указанного первого материала.
Указанный полуфабрикат предпочтительно имеет тепло, накопленное во время экструзии, выполняемой в указанном экструзионном узле.
Указанное устройство предпочтительно выполнено с возможностью выполнения первой проверки.
Указанная первая проверка предпочтительно выполняется для проверки наличия указанного второго компонента.
Указанная первая проверка предпочтительно выполняется для проверки расположения указанного второго компонента относительно указанного первого компонента.
Указанное устройство предпочтительно содержит, по меньшей мере, одно первое устройство обнаружения, выполненное с возможностью обнаружения первых электромагнитных излучений, характеризующих выделение тепла из указанного полуфабриката, когда указанный полуфабрикат выделяет указанное накопленное тепло.
Указанное устройство предпочтительно содержит блок обработки данных, соединенный с указанным, по меньшей мере, одним первым устройством обнаружения.
Указанный блок обработки данных предпочтительно выполнен с возможностью определения первых параметров обнаружения на основе указанных обнаруженных первых излучений.
Указанные первые параметры обнаружения предпочтительно отображают наличие указанного второго компонента.
Указанные первые параметры обнаружения предпочтительно характеризуют расположение указанного второго компонента относительно указанного первого компонента.
Заявитель полагает, что это обеспечивает возможность быстрого и эффективного обнаружения любых дефектов при изготовлении полуфабриката, в результате чего избегают изготовления полуфабрикатов и готовых шин, которые затем придется отбраковывать.
В, по меньшей мере, одном из вышеуказанных аспектов настоящее изобретение может иметь один или более из нижеприведенных предпочтительных признаков.
Первый сигнал уведомления предпочтительно генерируют в зависимости от указанных первых параметров обнаружения.
Определение указанных первых параметров обнаружения предпочтительно включает проверку - на основе указанных обнаруженных первых излучений - того, имеет ли указанный полуфабрикат, по меньшей мере, одну первую часть, соответствующую указанному первому компоненту и имеющую первую температуру.
Определение указанных первых параметров обнаружения предпочтительно включает проверку - на основе указанных обнаруженных первых излучений - того, имеет ли указанный полуфабрикат, по меньшей мере, одну вторую часть, соответствующую указанному второму компоненту и имеющую вторую температуру.
Определение указанных первых параметров обнаружения предпочтительно включает проверку того, превышает ли разность указанной первой температуры и указанной второй температуры первое пороговое значение.
Определение указанных первых параметров обнаружения предпочтительно включает генерирование первого рабочего параметра, характеризующего проверку, выполненную на предшествующем этапе.
Указанные первые параметры обнаружения предпочтительно включают указанный первый рабочий параметр.
Заявитель полагает, что таким образом можно будет быстро и эффективно проверить, по меньшей мере, наличие второго компонента указанного полуфабриката.
Определение указанных первых параметров обнаружения предпочтительно включает проверку того, находится ли указанная вторая часть в заданном положении относительно указанной первой части.
Определение указанных первых параметров обнаружения предпочтительно включает генерирование соответствующего первого проверочного параметра.
Указанные первые параметры обнаружения предпочтительно включают указанный первый проверочный параметр.
Определение указанных первых параметров обнаружения предпочтительно включает проверку того, имеет ли, по меньшей мере, одна из указанной первой части и указанной второй части заданные размеры.
Определение указанных первых параметров обнаружения предпочтительно включает генерирование соответствующего второго проверочного параметра.
Указанные первые параметры обнаружения предпочтительно включают указанный второй проверочный параметр.
Указанная первая проверка предпочтительно включает, по меньшей мере, один первый подэтап, который выполняют во время указанной экструзии.
Заявитель полагает, что это обеспечит возможность проведения анализа по существу в реальном времени для получения по существу немедленной оценки качества только что изготовленного полуфабриката.
Указанная первая проверка предпочтительно включает второй подэтап, который выполняют после завершения указанной экструзии.
Указанный второй подэтап предпочтительно выполняют по существу на основе всех первых излучений, обнаруженных во время указанной экструзии.
Заявитель полагает, что таким образом может быть выполнен более структурированный анализ, например, на основе всех данных, собранных во время изготовления полуфабриката.
Первые изображения предпочтительно генерируют посредством обнаружения указанных первых электромагнитных излучений.
Каждое из указанных первых изображений предпочтительно генерируют посредством обнаружения электромагнитных излучений по существу в пределах одинакового интервала времени.
Указанная первая проверка предпочтительно включает ассоциирование соответствующего первого идентификационного кода с каждым первым изображением.
Указанный первый сигнал уведомления предпочтительно генерируют для каждого первого изображения.
Для каждого первого изображения предпочтительно сохраняют первый идентификационный код, ассоциированный с указанным первым изображением, и первый элемент данных, характеризующий соответствующий первый сигнал уведомления.
Заявитель полагает, что это обеспечит возможность более точного и эффективного отслеживания качества каждой части полуфабриката.
Указанный полуфабрикат предпочтительно имеет плоский профиль, который ограничен верхней поверхностью, нижней поверхностью и, по меньшей мере, двумя боковыми поверхностями.
Указанные первые электромагнитные излучения предпочтительно в основном испускаются указанной верхней поверхностью.
Вторые электромагнитные излучения, характеризующие выделение тепла из указанного полуфабриката, когда указанный полуфабрикат выделяет указанное накопленное тепло, предпочтительно в основном испускаются указанной нижней поверхностью.
Предпочтительно выполняют вторую проверку.
Указанную вторую проверку предпочтительно выполняют для проверки наличия указанного второго компонента.
Указанную первую проверку предпочтительно выполняют для проверки расположения указанного второго компонента относительно указанного первого компонента.
Указанная вторая проверка предпочтительно включает обнаружение указанных вторых электромагнитных излучений.
Указанная вторая проверка предпочтительно включает определение вторых параметров обнаружения на основе указанных обнаруженных вторых излучений.
Указанные вторые параметры обнаружения предпочтительно отображают наличие указанного второго компонента.
Указанные вторые параметры обнаружения предпочтительно характеризуют расположение указанного второго компонента относительно указанного первого компонента.
Указанная вторая проверка предпочтительно включает генерирование второго сигнала уведомления в зависимости от указанных вторых параметров обнаружения.
Определение указанных вторых параметров обнаружения предпочтительно включает проверку - на основе указанных обнаруженных вторых излучений - того, имеет ли указанный полуфабрикат, по меньшей мере, одну третью часть, соответствующую указанному первому компоненту и имеющую третью температуру.
Определение указанных вторых параметров обнаружения предпочтительно включает проверку - на основе указанных обнаруженных вторых излучений - того, имеет ли указанный полуфабрикат, по меньшей мере, одну четвертую часть, соответствующую указанному второму компоненту и имеющую четвертую температуру.
Определение указанных вторых параметров обнаружения предпочтительно включает проверку того, превышает ли разность указанной третьей температуры и указанной четвертой температуры второе пороговое значение.
Определение указанных вторых параметров обнаружения предпочтительно включает генерирование второго рабочего параметра, характеризующего проверку, выполненную на предшествующем этапе.
Указанные вторые параметры обнаружения предпочтительно включают указанный второй рабочий параметр.
Заявитель полагает, что это обеспечит возможность проведения полного анализа полуфабриката, в частности, в отношении наличия второго компонента. Заявитель полагает, что данный анализ может быть особенно предпочтительным в процессах, в которых второй компонент экструдируют посредством специально предназначенного для этого, экструзионного шнека, так что проблемы «выхода на поверхность» могут возникать на обеих поверхностях полуфабриката.
Определение указанных вторых параметров обнаружения предпочтительно включает проверку того, находится ли указанная четвертая часть в заданном положении относительно указанной третьей части.
Определение указанных вторых параметров обнаружения предпочтительно включает генерирование соответствующего третьего проверочного параметра.
Указанные вторые параметры обнаружения предпочтительно включают указанный третий проверочный параметр.
Определение указанных вторых параметров обнаружения предпочтительно включает проверку того, имеет ли, по меньшей мере, одна из указанной третьей части и указанной четвертой части заданные размеры.
Определение указанных вторых параметров обнаружения предпочтительно включает генерирование соответствующего четвертого проверочного параметра.
Указанные вторые параметры обнаружения предпочтительно включают указанный четвертый проверочный параметр.
Указанная вторая проверка предпочтительно включает, по меньшей мере, один первый подэтап, который выполняют во время указанной экструзии.
Указанная вторая проверка предпочтительно включает второй подэтап, который выполняют после завершения указанной экструзии.
Указанный второй подэтап предпочтительно выполняют по существу на основе всех вторых излучений, принятых во время указанной экструзии.
Вторые изображения предпочтительно генерируют посредством обнаружения указанных вторых электромагнитных излучений.
Каждое из указанных вторых изображений предпочтительно генерируют посредством обнаружения электромагнитных излучений по существу в пределах одинакового интервала времени.
Указанная вторая проверка предпочтительно включает ассоциирование соответствующего второго идентификационного кода с каждым вторым изображением.
Указанный второй сигнал уведомления предпочтительно генерируют для каждого второго изображения.
Для каждого второго изображения предпочтительно сохраняют второй идентификационный код, ассоциированный с указанным вторым изображением, и второй элемент данных, характеризующий соответствующий второй сигнал уведомления.
Указанный полуфабрикат, будучи разрезанным по размеру, предпочтительно образует множество протекторных браслетов.
Указанный второй компонент предпочтительно представляет собой проводящую вставку, соединенную с протекторным браслетом.
Указанный блок обработки данных предпочтительно выполнен с возможностью генерирования первого сигнала уведомления в зависимости от указанных первых параметров обнаружения.
Кодовый датчик предпочтительно используется для ассоциирования первого идентификационного кода с каждой из указанных первых групп.
Указанное первое устройство обнаружения предпочтительно выполнено с возможностью обнаружения в основном первых электромагнитных излучений, испускаемых указанной верхней поверхностью.
Указанное первое устройство обнаружения предпочтительно по существу обращено к указанной верхней поверхности.
Указанное устройство предпочтительно содержит второе устройство обнаружения, выполненное с возможностью обнаружения вторых электромагнитных излучений, характеризующих выделение тепла из указанного полуфабриката, когда указанный полуфабрикат выделяет указанное накопленное тепло, и испускаемых в основном указанной нижней поверхностью.
Указанное второе устройство обнаружения предпочтительно по существу обращено к указанной нижней поверхности.
Указанное устройство предпочтительно выполнено с возможностью выполнения второй проверки.
Указанная вторая проверка предпочтительно выполняется для проверки наличия указанного второго компонента.
Указанная вторая проверка предпочтительно выполняется для проверки расположения указанного второго компонента относительно указанного первого компонента.
Указанный блок обработки данных предпочтительно соединен с указанным вторым устройством обнаружения.
Указанный блок обработки данных предпочтительно выполнен с возможностью определения вторых параметров обнаружения на основе указанных обнаруженных вторых излучений.
Указанные вторые параметры обнаружения предпочтительно отображают наличие указанного второго компонента.
Указанные вторые параметры обнаружения предпочтительно характеризуют расположение указанного второго компонента относительно указанного первого компонента.
Указанный блок обработки данных предпочтительно выполнен с возможностью генерирования второго сигнала уведомления в зависимости от указанных вторых параметров обнаружения.
Указанный кодовый датчик предпочтительно выполнен с возможностью ассоциирования соответствующего второго идентификационного кода с каждой из вторых групп.
Указанное второе устройство обнаружения предпочтительно по существу обращено к указанной нижней поверхности.
Дополнительные признаки и преимущества станут более очевидными с учетом нижеприведенного подробного описания предпочтительного, но неограничивающего варианта осуществления изобретения. В нижеследующем описании будет сделана ссылка на приложенные чертежи, которые также приведены только в качестве иллюстративного и неограничивающего примера и на которых:
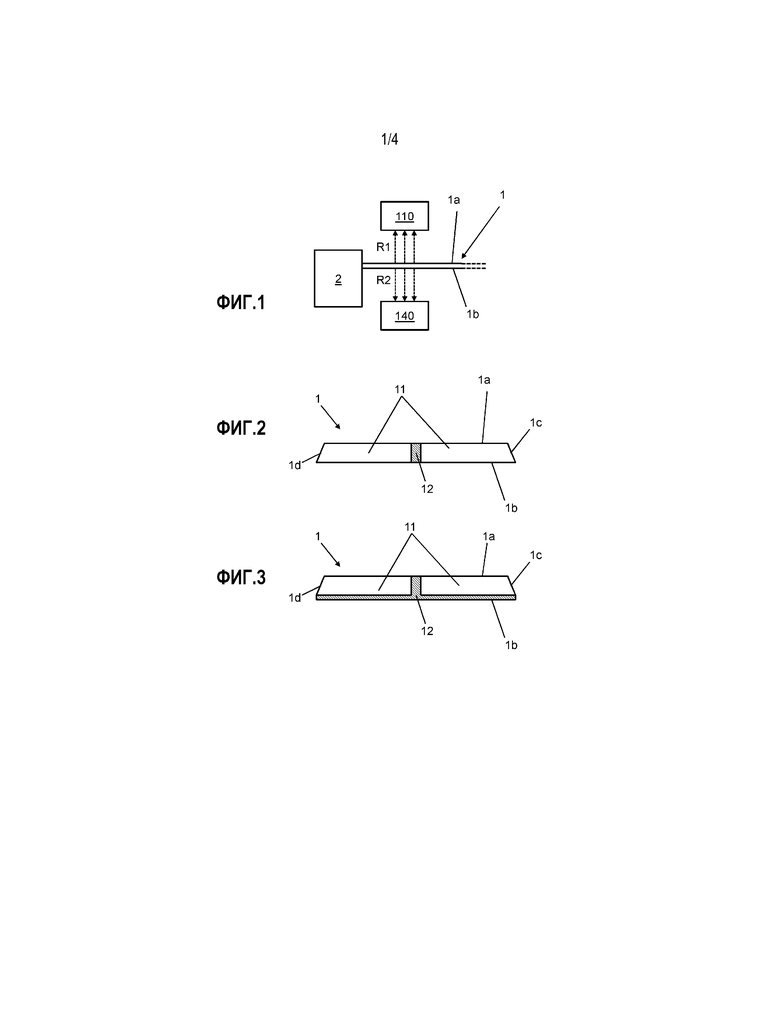
фиг.1 схематически показывает часть устройства согласно настоящему изобретению;
фиг.2 показывает схематический вид в разрезе первого варианта осуществления полуфабриката, на котором может выполняться способ согласно настоящему изобретению;
фиг.3 показывает схематический вид в разрезе второго варианта осуществления полуфабриката, на котором может выполняться способ согласно настоящему изобретению;
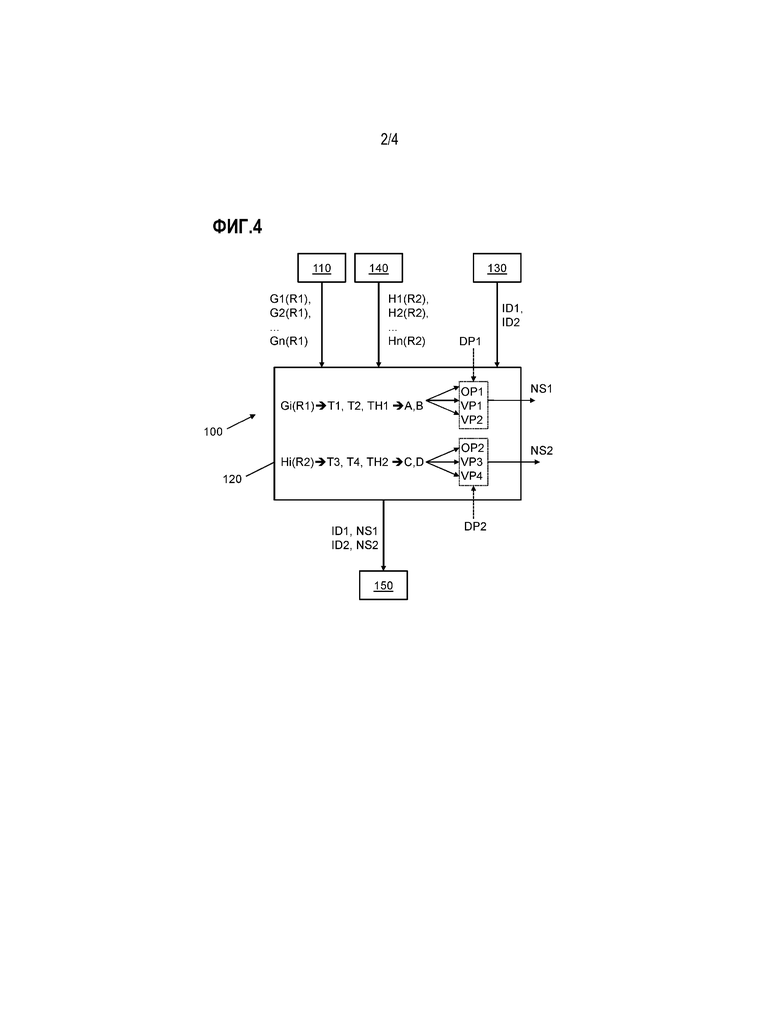
фиг.4 показывает блок-схему, отображающую устройство согласно настоящему изобретению;
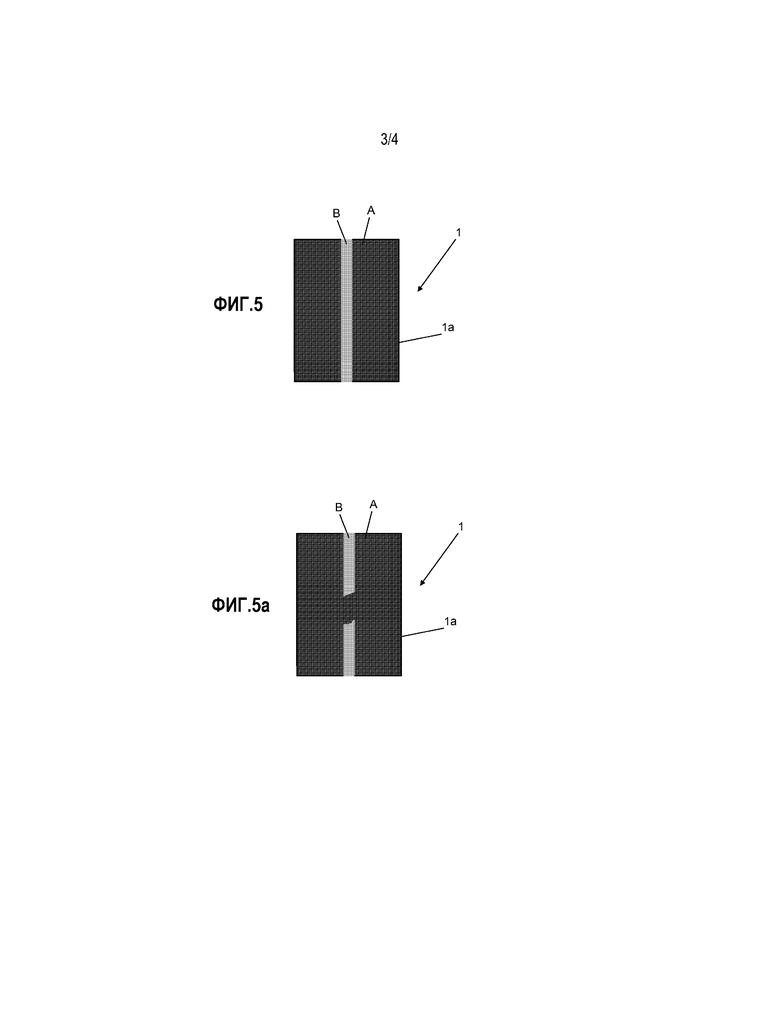
фиг.5-6 схематически показывают изображения, используемые в способе и устройстве согласно настоящему изобретению; и
фиг.5а-6а схематически показывают дополнительные изображения, используемые в способе и устройстве согласно настоящему изобретению.
При ссылке на приложенные чертежи ссылочная позиция 1 обозначает в целом полуфабрикат, пригодный для использования в процессе сборки шин.
Полуфабрикат 1 содержит, по меньшей мере, первый компонент 11 и второй компонент 12. Первый компонент 11 выполнен из первого материала, в то время как второй компонент 12 выполнен из второго материала, отличающегося от указанного первого материала.
Полуфабрикат 1 предпочтительно имеет плоский профиль, который ограничен верхней поверхностью 1а, нижней поверхностью 1b и, по меньшей мере, двумя боковыми поверхностями 1с, 1d (фиг.2, 3).
В качестве примера полуфабрикат 1 может быть использован для изготовления протекторных браслетов для шин. Более подробно, полуфабрикат 1, будучи разрезанным по размеру, может образовывать множество протекторных браслетов.
В качестве примера второй компонент 12 представляет собой проводящую вставку, соединенную с протекторным браслетом. Таким образом, первый компонент 11 может образовывать остальную часть конструкции протекторного браслета, выполненную из эластомерного материала.
Нижеприведенное описание полуфабриката 1, само собой разумеется, применимо для любого полуфабриката (содержащего, по меньшей мере, первый компонент и второй компонент), подлежащего использованию для формирования любого конструктивного компонента шины, не ограниченного протекторными браслетами.
Полуфабрикат 1 получают на выходе экструзионного узла 2.
В одном варианте осуществления первый компонент 11 и второй компонент 12 экструдируют посредством отдельных экструзионных шнеков и затем соединяют друг с другом, как схематически показано на фиг.2. В этом случае второй компонент 12 проходит по существу только через первый компонент 11, «выходя наружу» через верхнюю поверхность 1а и нижнюю поверхность 1b.
В другом варианте осуществления первый компонент 11 и второй компонент 12 экструдируют совместно, образуя тем самым полуфабрикат, схематически показанный на фиг.3. В этом случае второй компонент 12 проходит вдоль нижней поверхности 1b полуфабриката и через первый компонент 11 по существу в центре, «выходя наружу» через верхнюю поверхность 1а того же самого полуфабриката.
Следует отметить, что экструзионный узел 2 содержит в целом само по себе известную конструкцию, необходимую для получения полуфабриката 1.
Во время процесса экструзии, выполняемого в экструзионном узле 2, полуфабрикат 1 накапливает тепло.
Как станет более очевидным в дальнейшем, в конце процесса экструзии благодаря излучениям, обнаруживаемым по мере выделения указанного тепла, можно проанализировать целостность полуфабриката 1.
В частности, выполняют, по меньшей мере, первую проверку.
Назначение первой проверки состоит в проверке наличия второго компонента 12.
Другими словами, проверяется, имеется ли второй компонент 12 и выходит ли он наружу правильным образом через поверхность полуфабриката 1.
В дополнение или в качестве альтернативы первая проверка направлена на проверку расположения второго компонента 12 относительно первого компонента 11.
Таким образом, проверяется, например, то, правильно ли расположен второй компонент 12 вдоль центральной продольной оси полуфабриката 1.
Более подробно, первая проверка включает обнаружение первых электромагнитных излучений R1. Первые излучения R1 обусловлены в основном выделением тепла, накопленного во время процесса экструзии, из полуфабриката 1.
Первые излучения R1 предпочтительно представляют собой излучения, испускаемые в основном верхней поверхностью 1а полуфабриката 1.
Первые излучения R1 предпочтительно являются инфракрасными излучениями.
Обнаружение указанных первых излучений R1 предпочтительно будет впоследствии обеспечивать генерирование первых изображений G1, G2, …, Gn.
Каждое из указанных первых изображений G1, G2, … предпочтительно генерируется посредством обнаружения излучений по существу в пределах одинакового интервала времени.
Более конкретно, каждое из указанных первых изображений G1, G2, …, Gn представляет собой термографическое изображение, полученное в заданный момент времени.
Другими словами, как будет дополнительно описано ниже, первые излучения R1 могут быть обнаружены тепловизионной камерой (первым устройством 110 обнаружения). Каждое первое изображение G1, G2, …, Gn генерируется посредством обнаружения излучений, которые обеспечивают возможность генерирования термографического изображения.
Первые излучения R1 предпочтительно принимаются с частотой, находящейся в диапазоне между 10 Гц и 150 Гц.
В качестве примера фиг.5 и 5а схематически показывают термографическое изображение, соответствующее одному из первых изображений G1, G2, …, Gn.
Согласно изобретению первые параметры DP1 обнаружения определяются на основе первых излучений R1.
Первые параметры DP1 обнаружения предпочтительно отображают наличие второго компонента 12.
В дополнение или в качестве альтернативы первые параметры DP1 обнаружения характеризуют расположение второго компонента 12 относительно первого компонента 11.
Более подробно, на основе первых излучений R1 проверяется, содержит ли полуфабрикат 1, по меньшей мере, одну первую часть А, имеющую первую температуру Т1, и одну вторую часть В, имеющую вторую температуру Т2. Затем проверяется, превышает ли разность первой температуры Т1 и второй температуры Т2 заданное первое пороговое значение ТН1; в зависимости от этой последней проверки затем генерируется первый рабочий параметр ОР1.
На практике первая часть А может соответствовать первому компоненту 11, и вторая часть В может соответствовать второму компоненту 12: если будет подтверждена определенная разность температур, это означает, что имеются два разных материала, которые охлаждаются в соответствии с различной динамикой. Таким образом, подобные разные материалы могут соответствовать материалам, используемым для изготовления первого и второго компонентов 11, 12.
Таким образом, первый рабочий параметр ОР1 может отображать результат данного анализа: если наличие второй части В, то есть второго компонента 12, будет установлено, то первый рабочий параметр ОР1 будет иметь определенное значение; если, напротив, вторая часть В, то есть второй компонент 12, не будет обнаружена/обнаружен, то первый рабочий параметр ОР1 будет иметь значение, которое будет отличаться от указанного заданного значения.
Следует отметить, что анализ, характеризуемый первым рабочим параметром ОР1, направлен на проверку того, правильно ли второй компонент 12 «выходит» из поверхности полуфабриката 1: следовательно, «наличие» второй части В следует понимать как «наличие на наружной поверхности полуфабриката 1». Само собой разумеется, второй компонент 12 в действительности может иметься внутри полуфабриката 1, тем не менее, без выхода через его поверхность, при этом в данном случае он не будет корректно обнаружен.
Фиг.5 схематически показывает первую часть А и вторую часть В, идентифицированные на термографическом изображении G1, G2, …, Gn, полученном на основе обнаружения первых излучений R1, при этом второй компонент 12 был обнаружен корректно.
Напротив, фиг.5а показывает аналогичным образом первую часть А и вторую часть В, идентифицированные на термографическом изображении G1, G2, …, Gn, полученном на основе обнаружения первых излучений R1, при этом второй компонент 12 не был обнаружен корректно, поскольку он не выходит надлежащим образом на наружную поверхность полуфабриката 1 (например, верхнюю поверхность 1а).
Заявитель желает подчеркнуть, что разность первой и второй температур Т1, Т2 в случае, когда второй компонент 12 представляет собой проводящую вставку, может находиться в диапазоне между приблизительно 4°С и 6°С; Заявитель также желает отметить, что подобные значения значительно больше порогов чувствительности промышленно изготавливаемых тепловизионных камер, и, следовательно, подобная разность температура может быть определена с высокой степенью надежности.
Заявитель также желает подчеркнуть, что положение тепловизионной камеры может быть выбрано в основном произвольно благодаря характеристикам промышленно изготавливаемых, тепловизионных камер, имеющихся на рынке в настоящее время. Более конкретно, тепловизионная камера может быть размещена на различной высоте от верхней/нижней поверхности полуфабриката 1, составляющей, например, приблизительно 30 см - 2,5 м (при этом данный диапазон является наиболее широко используемым и по существу зависит от технических характеристик тепловизионных камер и оптики, имеющихся в настоящее время), или рядом с экструзионным узлом 2, или на расстоянии нескольких метров от него при условии, что полуфабрикат 1 еще не начал подвергаться процессу охлаждения жидкостью (как правило, с использованием воды). Например, во время воздушного охлаждения, которое начинается на выходе из экструдера, первый компонент 11 и второй компонент 12 будут охлаждаться в соответствии с динамикой, различающейся в достаточной степени для того, чтобы это могло быть обнаружено, как проиллюстрировано ранее, современными тепловизионными камерами без значительных затруднений.
На основе первых излучений R1 также можно проверить, находится ли вторая часть В в заданном положении относительно первой части А. В частности, после идентификации первой и второй частей А, В определяется, соответствует ли их взаимное расположение заданному расположению. Например, проверяется, расположена ли вторая часть В вдоль центральной продольной оси полуфабриката 1. В зависимости от данной проверки затем генерируется первый проверочный параметр VP1, значения которого будут зависеть от того, правильно ли расположена вторая часть В относительно первой части А или нет.
Дополнительная проверка, которая может быть выполнена на основе первых излучений R1, касается размеров первой части А и/или размеров второй части В: после идентификации первой и второй частей А, В их размеры предпочтительно определяются; подобные размеры затем сравниваются с данными, предварительно введенными в память, и второй проверочный параметр VP2 генерируется в зависимости от такого сравнения.
На практике второй проверочный параметр VP2 будет принимать заранее установленные значения, отображающие то, что первая часть и/или вторая часть А, В имеют заданные размеры.
На основе указанных первых излучений R1 генерируются первые параметры DP1 обнаружения.
Первые параметры DP1 обнаружения включают один или более из вышеупомянутых первого рабочего параметра ОР1, первого проверочного параметра VP1, второго проверочного параметра VP2.
Первые параметры DP1 обнаружения предпочтительно включают первый рабочий параметр ОР1, первый проверочный параметр VP1, а также второй проверочный параметр VP2.
Первый сигнал NS1 уведомления генерируется в зависимости от первых параметров DP1 обнаружения.
Первый сигнал NS1 уведомления предпочтительно характеризует приемлемость или неприемлемость полуфабриката 1 или, по меньшей мере, его части в отношении наличия, размеров и/или расположения первого и второго компонентов 11, 12.
Первый сигнал NS1 уведомления может содержать, например, зрительный и/или звуковой сигнал, направленный на привлечение внимания оператора в случае, если изготовление полуфабриката должно быть прервано из-за погрешностей/дефектов.
В дополнение или в качестве альтернативы первый сигнал NS1 уведомления может быть конфигурирован для автоматического прекращения экструзии полуфабриката 1.
В дополнение или в качестве альтернативы первый сигнал NS1 уведомления может просто содержать информацию о качестве полуфабриката 1 в отношении наличия/расположения его компонентов. Подобная информация может быть сохранена для дальнейшей обработки.
Как указано выше, обнаружение первых излучений R1 вызывает образование множества термографических изображений G1, G2, …, Gn.
Соответствующий первый идентификационный код ID1 предпочтительно ставится в соответствие каждому первому изображению G1, G2, …, Gn.
Указанный первый идентификационный код ID1 удобным образом используется для ассоциирования термографического изображения с частью полуфабриката, представленной в нем.
В качестве примера первый идентификационный код ID1 может быть получен посредством кодового датчика 130, вращение которого связано с продвижением полуфабриката 1, когда он выходит из экструзионного узла 2. Таким образом, первый идентификационный код ID1 определяется последовательно, так что термографические изображения, получаемые последовательно с течением времени, будут ассоциированы с частями полуфабриката 1, экструдируемыми в той же последовательности.
Первый сигнал NS1 уведомления предпочтительно генерируется для каждого первого изображения G1, G2, …, Gn. Таким образом, будет доступным результат анализа, выполненного на каждом термографическом изображении.
Предпочтительно выполняется этап сохранения в памяти, в течение которого нижеуказанное сохраняется для каждого первого изображения G1, G2, …, Gn:
- первый идентификационный код ID1 и
- первый элемент D1 данных, характеризующий соответствующий первый сигнал NS1 уведомления.
Таким образом, можно будет «вернуться» назад к погрешностям или дефектам даже после окончания процесса экструзии, например, когда полуфабрикат 1 будет намотан в виде витков или разрезан по размеру для хранения.
Анализ полуфабриката 1 предпочтительно включает первый подэтап, при этом первый сигнал NS1 уведомления генерируется во время процесса экструзии. Таким образом, можно будет выявить по существу в реальном времени любые проблемы, связанные с наличием и/или расположением компонентов полуфабриката, так что процесс экструзии при необходимости может быть прерван для избежания изготовления других полуфабрикатов, которые затем придется отбраковывать.
Анализ полуфабриката 1 предпочтительно включает второй подэтап, выполняемый после завершения экструзии: в данном втором анализе (также называемом «анализом партии» или анализом «вне линии») могут бытьт предпочтительно приняты во внимание все термографические изображения, полученные во время процесса экструзии, так что могут быть выполнены более углубленные и комплексные (статистические) проверки по сравнению с проверками, выполняемыми в реальном времени, когда происходит экструзия полуфабриката 1.
В качестве примера на втором подэтапе изображения, полученные во время процесса экструзии, используются для восстановления посредством программного обеспечения полного изображения изготовленного полуфабриката. Более конкретно, изображение каждой отдельной серийной партии восстанавливается от начала до конца без каких-либо ограничений по времени и/или размеру. В этом восстановленном изображении второй компонент 12 проверяется от начала изготовления до конца изготовления. В частности, анализируются отклонения непрерывности и колебания температуры в течение всего производственного процесса. Изображение, проанализированное таким образом, позволяет проверить всю серийную партию и может быть сохранено в системе сбора производственных данных вместе с только что выполненным анализом.
Как упомянуто выше, первые излучения R1 предпочтительно представляют собой излучения, испускаемые в основном верхней поверхностью 1а полуфабриката 1.
В одном варианте осуществления изобретения, например, применимом для случая, в котором полуфабрикат 1 имеет конструкцию, схематически показанную на фиг.3, анализ на основе только первых излучений R1 может быть достаточным для оценки правильности конструкции полуфабриката 1.
В другом варианте осуществления, например, применимом для случая, в котором полуфабрикат 1 имеет конструкцию, схематически показанную на фиг.2, вторая проверка, которая основана на излучениях, испускаемых нижней поверхностью 1b полуфабриката 1, может выполняться способом, полностью аналогичным вышеописанной первой проверке.
Вторая проверка направлена на проверку, по меньшей мере, одного из:
наличия второго компонента 12; и
расположения второго компонента 12 относительно первого компонента 11.
Вторая проверка предпочтительно включает обнаружение вторых излучений R2, испускаемых в основном нижней поверхностью 1b полуфабриката 1.
Подобные вторые излучения R2 испускаются, когда полуфабрикат 1 выделяет тепло, накопленное во время экструзии, выполняемой в экструзионном узле 2.
Вторые излучения R2 предпочтительно являются инфракрасными излучениями.
Обнаружение указанных вторых излучений R2 предпочтительно будет впоследствии обеспечивать генерирование вторых изображений Н1, Н2, …, Нn.
Каждое из указанных вторых изображений Н1, Н2, …, Нn предпочтительно генерируется посредством обнаружения излучений по существу в пределах одинакового интервала времени.
Вторые излучения R2 предпочтительно принимаются с частотой, находящейся в диапазоне между 10 Гц и 150 Гц.
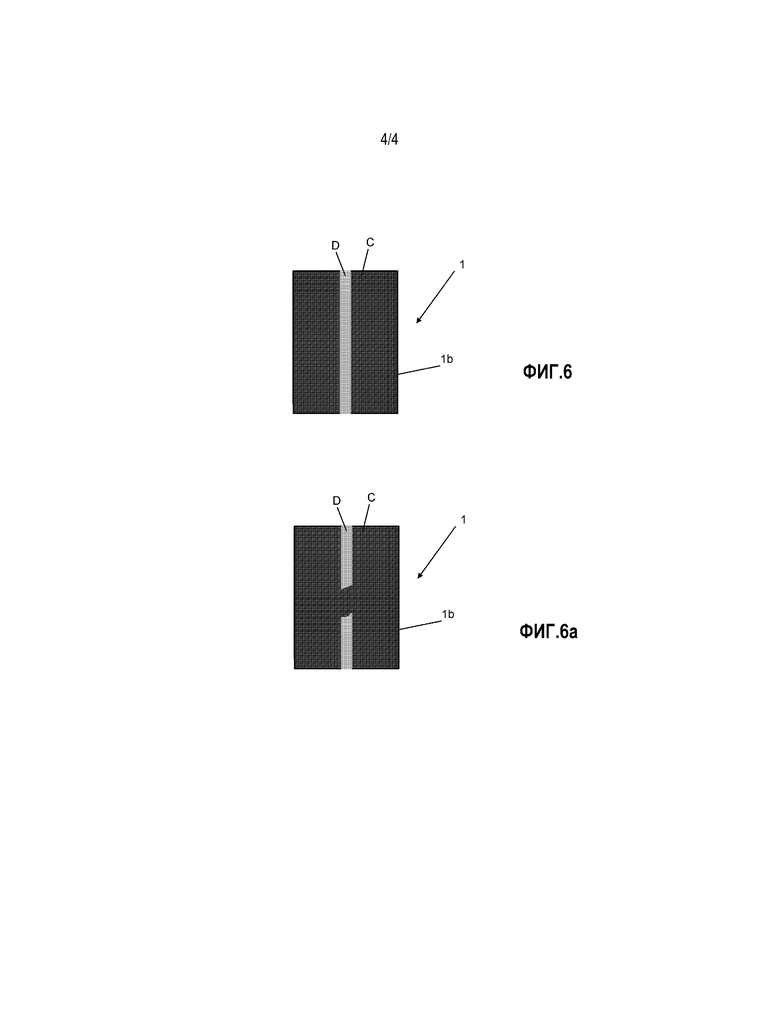
В качестве примера фиг.6 и 6а схематически показывают термографическое изображение, соответствующее одному из вторых изображений Н1, Н2, …, Нn.
Другими словами, как будет дополнительно описано ниже, вторые излучения R2 могут быть обнаружены тепловизионной камерой (вторым устройством 140 обнаружения). Каждое второе изображение Н1, Н2, …, Нn генерируется посредством обнаружения излучений, которые обеспечивают возможность генерирования термографического изображения.
На основе вторых излучений R2 генерируются вторые параметры DP2 обнаружения, которые отображают наличие второго компонента 12 и/или характеризуют расположение второго компонента 12 относительно первого компонента 11.
Более подробно, на основе вторых излучений R2 проверяется, включает ли в себя полуфабрикат 1, по меньшей мере, одну третью часть С, имеющую третью температуру Т3, и одну четвертую часть D, имеющую четвертую температуру Т4. Затем проверяется, превышает ли разность третьей температуры Т3 и четвертой температуры Т4 второе пороговое значение ТН2, и генерируется соответствующий второй рабочий параметр ОР2.
На практике третья часть С может соответствовать первому компоненту 11, и четвертая часть D может соответствовать второму компоненту 12.
Если будут идентифицированы третья и четвертая части C, D, имеющие определенные выше, термические характеристики, то второй рабочий параметр ОР2 будет иметь значение, характеризующее то, что второй компонент 12 имеется.
Например, фиг.6 схематически показывает третью часть С и четвертую часть D, идентифицированные на термографическом изображении Н1, Н2, …, Нn, полученном на основе обнаружения вторых излучений R2, при этом второй компонент 12 был обнаружен корректно.
Напротив, фиг.6а показывает аналогичным образом третью часть С и четвертую часть D, идентифицированные на термографическом изображении Н1, Н2, …, Нn, полученном на основе обнаружения вторых излучений R2, при этом второй компонент 12 не был обнаружен корректно, поскольку он не выходит полностью на наружную поверхность полуфабриката 1 (например, нижнюю поверхность 1b).
В дополнение или в качестве альтернативы на основе обнаруженных вторых излучений R2 можно проверить, находится ли четвертая часть D в заданном положении относительно третьей части С. При этом генерируется соответствующий третий проверочный параметр VP3, который отображает результат данной части анализа.
На основе обнаруженных вторых излучений R2 также можно проверить, имеют ли третья часть C и/или четвертая часть D заданные размеры. После данной части анализа генерируется соответствующий четвертый проверочный параметр VP4.
Вышеупомянутые вторые параметры DP2 обнаружения предпочтительно включают один или более из второго рабочего параметра ОР2, третьего проверочного параметра VP3 и четвертого проверочного параметра VP4.
Вторые параметры DP2 обнаружения предпочтительно включают второй рабочий параметр ОР2, третий проверочный параметр VP3, а также четвертый проверочный параметр VP4.
В зависимости от вторых параметров DP2 обнаружения генерируется второй сигнал NS2 уведомления, значение которого полностью аналогично значению вышеупомянутого первого сигнала NS1 уведомления, несмотря на то, что он относится к нижней поверхности 1b полуфабриката 1.
Как упомянуто выше, обнаружение вторых излучений R2 вызывает образование множества термографических изображений Н1, Н2, …, Нn.
Соответствующий второй идентификационный код ID2 предпочтительно ставится в соответствие каждому второму изображению Н1, Н2, …, Нn.
Указанный второй идентификационный код ID2 удобным образом используется для ассоциирования термографического изображения с частью полуфабриката 1, представленной в нем.
В качестве примера второй идентификационный код ID2 может быть получен посредством вышеупомянутого кодового датчика 130 точно так же, как первый идентификационный код ID1.
Второй сигнал NS2 уведомления предпочтительно генерируется для каждого второго изображения Н1, Н2, …, Нn. Таким образом, будет доступным результат анализа, выполненного на каждом термографическом изображении.
Предпочтительно выполняется этап сохранения в памяти, в течение которого нижеуказанное сохраняется для каждого второго изображения Н1, Н2, …, Нn:
- второй идентификационный код ID2 и
- второй элемент D2 данных, характеризующий соответствующий второй сигнал NS2 уведомления.
Вторая проверка предпочтительно включает первый подэтап, при этом второй сигнал NS2 уведомления генерируется во время процесса экструзии.
Вторая проверка предпочтительно включает второй подэтап, выполняемый после завершения экструзии: при данном втором анализе (также называемом «анализом партии» или анализом «вне линии») могут быть предпочтительно приняты во внимание все термографические изображения, полученные во время процесса экструзии, так что могут быть выполнены более углубленные и комплексные (статистические) проверки по сравнению с проверками, выполняемыми в реальном времени, когда происходит экструзия полуфабриката 1.
Способ согласно изобретению предпочтительно может быть реализован посредством устройства 100, схематически показанного на фиг.4.
Устройство 100 содержит прежде всего, по меньшей мере, вышеупомянутое первое устройство 110 обнаружения, предназначенное для обнаружения первых электромагнитных излучений R1.
Первое устройство 110 обнаружения предпочтительно по существу обращено к верхней поверхности 1а полуфабриката 1 и обнаруживает первые электромагнитные излучения R1, испускаемые указанной верхней поверхностью 1а.
Устройство 100 предпочтительно дополнительно содержит второе устройство 140 обнаружения.
Второе устройство 140 обнаружения предпочтительно по существу обращено к нижней поверхности 1b полуфабриката 1 и обнаруживает вторые излучения R2, испускаемые указанной нижней поверхностью 1b.
Устройство 100 дополнительно содержит блок 120 обработки данных, соединенный с первым устройством 110 обнаружения и предпочтительно со вторым устройством 140 обнаружения.
Блок 120 обработки данных выполнен с возможностью определения первых параметров DP1 обнаружения на основе первых излучений R1 и предпочтительно вторых параметров DP2 обнаружения на основе вторых излучений R2.
В частности, блок 120 обработки данных выполнен с возможностью определения одного или более из следующего:
- первого рабочего параметра ОР1;
- первого проверочного параметра VP1;
- второго проверочного параметра VP2.
Блок 120 обработки данных предпочтительно выполнен с возможностью определения первого рабочего параметра ОР1, первого проверочного параметра VP1, а также второго проверочного параметра VP2.
В частности, блок 120 обработки данных выполнен с возможностью определения одного или более из следующего:
- второго рабочего параметра ОР2;
- третьего проверочного параметра VP3;
- четвертого проверочного параметра VP4.
Блок 120 обработки данных предпочтительно выполнен с возможностью определения второго рабочего параметра ОР2, третьего проверочного параметра VP3, а также четвертого проверочного параметра VP4.
Блок 120 обработки данных предпочтительно выполнен с возможностью генерирования указанного первого сигнала NS1 уведомления на основе первых параметров DP1 обнаружения.
Блок 120 обработки данных предпочтительно выполнен с возможностью генерирования указанного второго сигнала NS2 уведомления на основе вторых параметров DP2 обнаружения.
Устройство 100 предпочтительно также содержит кодовый датчик 130.
Кодовый датчик 130 соединен с экструзионным узлом 2 так, что вращение кодового датчика 130 будет связано с продвижением полуфабриката 1, выходящего из экструзионного узла 2.
Благодаря кодовому датчику 130 можно обеспечить ассоциирование соответствующего первого идентификационного кода ID1 с каждым первым изображением G1, G2, …, Gn и предпочтительно соответствующего второго идентификационного кода ID2 с каждым вторым изображением Н1, Н2, …, Нn.
Устройство 100 предпочтительно соединено с носителем 150 данных, который может быть или встроен в устройство 100, или соединен с устройством 100.
Носитель 150 данных предпочтительно может хранить первый идентификационный код ID1 и соответствующий первый элемент D1 данных для каждого первого изображения G1, G2, …, Gn.
Носитель 150 данных предпочтительно может хранить второй идентификационный код ID2 и соответствующий второй элемент D2 данных для каждого второго изображения Н1, Н2, …, Нn.
Изобретение относится к способу контроля экструзии полуфабриката в процессе сборки шин. Техническим результатом является улучшенный контроль взаимного расположения компонентов. Технический результат достигается способом контроля экструзии полуфабриката в процессе сборки шин, который включает получение полуфабриката на выходе экструзионного узла. При этом полуфабрикат содержит первый компонент, образованный из первого материала и второй компонент, образованный из второго материала, отличающегося от первого материала. Причем полуфабрикат имеет тепло, накопленное во время экструзии, выполняемой в экструзионном узле. При этом проводят выполнение первой проверки для проверки одного из: наличия второго компонента и расположения второго компонента относительно первого компонента. Причем первая проверка включает обнаружение первых электромагнитных излучений, характеризующих выделение тепла из полуфабриката. На основе обнаруженных первых излучений проводят определение первых параметров обнаружения, характеризующих наличие второго компонента и/или расположение второго компонента относительно первого компонента. 2 н. и 22 з.п. ф-лы, 8 ил.
1. Способ контроля экструзии полуфабриката в процессе сборки шин, включающий:
- получение полуфабриката (1) на выходе экструзионного узла (2), при этом полуфабрикат (1) содержит, по меньшей мере:
первый компонент (11), образованный из, по меньшей мере, одного первого материала;
второй компонент (12), образованный из, по меньшей мере, одного второго материала, отличающегося от указанного первого материала,
причем полуфабрикат (1) имеет тепло, накопленное во время экструзии, выполняемой в экструзионном узле (2);
- выполнение первой проверки для проверки, по меньшей мере, одного из:
наличия второго компонента (12),
расположения второго компонента (12) относительно первого компонента (11),
при этом первая проверка включает:
обнаружение первых электромагнитных излучений (R1), характеризующих выделение тепла из полуфабриката (1), когда полуфабрикат (1) выделяет накопленное тепло;
на основе обнаруженных первых излучений (R1) определение первых параметров (DP1) обнаружения, характеризующих, по меньшей мере, одно из наличия второго компонента (12) и расположения второго компонента (12) относительно первого компонента (11).
2. Способ по п.1, в котором первый сигнал (NS1) уведомления генерируют в зависимости от первых параметров (DP1) обнаружения.
3. Способ по п.1, в котором определение первых параметров (DP1) обнаружения включает:
- на основе обнаруженных первых излучений (R1):
проверку того, имеет ли полуфабрикат (1), по меньшей мере, одну первую часть (А), соответствующую первому компоненту (11) и имеющую первую температуру (Т1);
проверку того, имеет ли полуфабрикат (1), по меньшей мере, одну вторую часть (В), соответствующую второму компоненту (12) и имеющую вторую температуру (Т2);
- проверку того, превышает ли разность первой температуры (Т1) и второй температуры (Т2) первое пороговое значение (ТН1);
- генерирование первого рабочего параметра (ОР1), характеризующего проверку, выполненную на предшествующем этапе;
при этом первые параметры (DP1) обнаружения включают первый рабочий параметр (ОР1).
4. Способ по п.3, в котором определение первых параметров (DP1) обнаружения включает: проверку того, находится ли вторая часть (В) в заданном положении относительно первой части (А), и генерирование соответствующего первого проверочного параметра (VP1), при этом первые параметры (DP1) обнаружения включают первый проверочный параметр (VP1).
5. Способ по п.3 или 4, в котором определение первых параметров (DP1) обнаружения включает:
проверку того, имеет ли, по меньшей мере, одна из первой части (А) и второй части (В) заданные размеры, и генерирование соответствующего второго проверочного параметра (VP2),
при этом первые параметры (DP1) обнаружения включают второй проверочный параметр (VP2).
6. Способ по п.1, в котором первая проверка включает, по меньшей мере, один подэтап, который выполняют во время экструзии.
7. Способ по п.1, в котором первая проверка включает второй подэтап, который выполняют после завершения экструзии.
8. Способ по п.1, в котором посредством обнаружения первых электромагнитных излучений (R1) генерируют первые изображения (G1, G2, …, Gn), при этом каждое из первых изображений (G1, G2, …, Gn) генерируют посредством обнаружения электромагнитных излучений по существу в пределах одинакового интервала времени.
9. Способ по п.8, в котором первая проверка включает ассоциирование соответствующего первого идентификационного кода (ID1) с каждым первым изображением (G1, G2, …, Gn).
10. Способ по п.9, в котором первый сигнал (NS1) уведомления генерируют в зависимости от первых параметров (DP1) обнаружения, причем первый сигнал (NS1) уведомления генерируют для каждого первого изображения (G1, G2, …, Gn), при этом указанный способ включает сохранение - для каждого первого изображения (G1, G2, …, Gn) - первого идентификационного кода (ID1), ассоциированного с первым изображением, и первого элемента (D1) данных, характеризующего соответствующий первый сигнал (NS1) уведомления.
11. Способ по п.1, в котором полуфабрикат (1) имеет плоский профиль, который ограничен верхней поверхностью (1а), нижней поверхностью (1b) и, по меньшей мере, двумя боковыми поверхностями (1с, 1d).
12. Способ по п.11, в котором первые электромагнитные излучения (R1) в основном испускаются верхней поверхностью (1а).
13. Способ по п.11, в котором вторые электромагнитные излучения (R2), характеризующие выделение тепла из полуфабриката (1), когда полуфабрикат (1) выделяет накопленное тепло, в основном испускаются нижней поверхностью (1b).
14. Способ по п.13, в котором вторую проверку выполняют для проверки, по меньшей мере, одного из:
наличия второго компонента (12);
расположения второго компонента (12) относительно первого компонента (11);
при этом вторая проверка включает:
обнаружение вторых электромагнитных излучений (R2);
на основе обнаруженных вторых излучений (R2) определение вторых параметров (DP2) обнаружения, характеризующих, по меньшей мере, одно из наличия второго компонента (12) и расположения второго компонента (12) относительно первого компонента (11).
15. Способ по п.1, в котором полуфабрикат (1), будучи разрезанным по размеру, образует множество протекторных браслетов.
16. Способ по п.15, в котором второй компонент (12) представляет собой проводящую вставку, соединенную с протекторным браслетом.
17. Устройство для контроля экструзии полуфабриката в процессе сборки шин, при этом полуфабрикат (1) на выходе экструзионного узла (2) содержит, по меньшей мере:
- первый компонент (11), образованный из, по меньшей мере, одного первого материала;
- второй компонент (12), образованный из, по меньшей мере, одного второго материала, отличающегося от первого материала;
причем полуфабрикат (1) имеет тепло, накопленное во время экструзии, выполняемой в экструзионном узле (2);
при этом устройство (100) выполнено с возможностью выполнения первой проверки для проверки, по меньшей мере, одного из:
наличия второго компонента (2);
расположения второго компонента (12) относительно первого компонента (11);
причем устройство (100) содержит:
- по меньшей мере, одно первое устройство (110) обнаружения, выполненное с возможностью обнаружения первых электромагнитных излучений (R1), характеризующих выделение тепла из полуфабриката (1), когда полуфабрикат (1) выделяет накопленное тепло;
- блок (12) обработки данных, соединенный с указанным, по меньшей мере, одним первым устройством (110) обнаружения и выполненный с возможностью:
определения - на основе обнаруженных первых излучений (R1) - первых параметров (DP1) обнаружения, характеризующих, по меньшей мере, одно из наличия второго компонента (12) и расположения второго компонента (12) относительно первого компонента (11).
18. Устройство по п.17, в котором блок (120) обработки данных выполнен с возможностью генерирования первого сигнала (NS1) уведомления в зависимости от первых параметров (DP1) обнаружения.
19. Устройство по п.17, в котором указанные обнаруженные первые электромагнитные излучения (R1) генерируют первые изображения (G1, G2, …, Gn), при этом каждое из первых изображений (G1, G2, …, Gn) генерируется излучениями, которые обнаружены по существу в пределах одинакового интервала времени.
20. Устройство по п.19, содержащее кодовый датчик (130), выполненный с возможностью ассоциирования соответствующего первого идентификационного кода (ID1) с каждым из первых изображений (G1, G2, …, Gn).
21. Устройство по любому из пп.17-20, в котором полуфабрикат (1) имеет плоский профиль, который ограничен верхней поверхностью (1а), нижней поверхностью (1b) и, по меньшей мере, двумя боковыми поверхностями (1с, 1d).
22. Устройство по п.21, в котором первое устройство (110) обнаружения выполнено с возможностью обнаружения первых электромагнитных излучений (R1), испускаемых верхней поверхностью (1а), при этом первое устройство (110) обнаружения по существу обращено к верхней поверхности (1а).
23. Устройство по п.21, содержащее второе устройство (140) обнаружения, выполненное с возможностью обнаружения вторых электромагнитных излучений (R2), характеризующих выделение тепла из полуфабриката (1), когда полуфабрикат (1) выделяет накопленное тепло, и испускаемых нижней поверхностью (1b), при этом второе устройство (140) обнаружения по существу обращено к нижней поверхности (1b).
24. Устройство по п.23, выполненное с возможностью выполнения второй проверки для проверки, по меньшей мере, одного из:
наличия второго компонента (12);
расположения второго компонента (12) относительно первого компонента (11),
при этом указанный блок (120) обработки данных соединен со вторым элементом (140) для обнаружения и выполнен с возможностью:
определения - на основе обнаруженных вторых излучений (R2) - вторых параметров (DP2) обнаружения, характеризующих, по меньшей мере, одно из наличия второго компонента (12) и расположения второго компонента (12) относительно первого компонента (11).
| US 4097566 A1, 27.06.1978 | |||
| KR 1020100056776 A1, 28.05.2010 | |||
| US 5128077 A, 07.07.1992 | |||
| US 9029779 B2, 12.05.2015 | |||
| DE 3315184 C1, 28.06.1984 | |||
| Устройство для регулирования толщины стенки трубчатых изделий | 1989 |
|
SU1657955A2 |

