Настоящее изобретение относится к способу контроля наложения компонентов шин на формообразующие барабаны.
Настоящее изобретение также относится к устройству для контроля наложения компонентов шин на формообразующие барабаны.
Шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, содержащий, по меньшей мере, слой каркаса, имеющий соответственно противоположные концевые края, находящиеся в контактном взаимодействии с соответствующими удерживающими кольцевыми конструктивными элементами, называемыми, как правило, «сердечниками бортов», размещенными в зонах, обычно идентифицируемых как «борта», имеющих внутренний диаметр, по существу соответствующий так называемому «посадочному диаметру» шины на соответствующем монтажном ободе. Шина также содержит коронный конструктивный элемент, содержащий, по меньшей мере, один слой брекера, размещенный в радиальном направлении снаружи относительно слоя каркаса, и один протекторный браслет, радиально наружный по отношению к слою брекера. Так называемый «подслой» может быть расположен между протекторным браслетом и слоем/слоями брекера, при этом указанный подслой образован из эластомерного материала, имеющего свойства, адаптированные для обеспечения стабильного соединения слоя/слоев брекера с самим протекторным браслетом. На боковые поверхности каркасного конструктивного элемента, каждая из которых проходит от одного из боковых краев протекторного браслета до соответствующего удерживающего кольцевого конструктивного элемента в бортах, наложены соответствующие боковины, образованные из эластомерного материала. В шинах «бескамерного» типа слой каркаса покрыт внутри слоем эластомерного материала предпочтительно на основе бутила, который обычно называют «герметизирующим слоем» и который имеет оптимальные характеристики воздухонепроницаемости и проходит от одного борта до другого.
Термин «эластомерный материал» предназначен для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Подобная композиция предпочтительно также содержит добавки, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента подобный материал может быть подвергнут сшиванию посредством нагрева для образования конечного изготовленного изделия.
«Компонент» шины следует понимать как любой функциональный компонент шины, собираемый в виде ленты, отрезанной по размеру (например, слой под герметизирующим слоем, герметизирующий слой, слой/слои каркаса, слой/слои брекера, подслой, протекторный браслет и т.д.).
«Конструкцию, образованную наложением» следует понимать как комплект, содержащий формообразующий барабан и компонент, наложенный на него.
«Основную длину» компонента, наложенного на формообразующий барабан, следует понимать как расстояние в направлении вдоль окружности между наложенным первым концом (также называемым «передним концом») и наложенным вторым концом (также называемым «задним концом») указанного компонента.
В том случае, когда два противоположных края наложенного компонента перекрываются, подобная основная длина представляет собой определяемую в направлении вдоль окружности длину части указанного наложенного компонента, имеющей вышеупомянутые перекрывающиеся края.
В том случае, когда два противоположных края наложенного компонента по существу примыкают друг к другу и сопрягаются друг с другом, подобная основная длина является по существу нулевой.
В том случае, когда два противоположных края не находятся в контакте друг с другом, подобная основная длина представляет собой определяемую в направлении вдоль окружности длину «пустого» участка, разделяющего два конца компонента.
«Полную длину» компонента следует понимать как длину компонента, измеренную в соответствии с направлением, вдоль которого сам компонент перемещается вперед во время его наложения на формообразующий барабан.
В документе WO 2013/011396 описано устройство для сборки шин для колес транспортных средств, в котором формообразующий барабан загружен на тележку-челнок, перемещающуюся по направляющей вдоль линии наложения. На каждой станции подачи, по меньшей мере, один полуфабрикат накладывают на радиально наружную поверхность формообразующего барабана, перемещаемого тележкой-челноком, для образования, по меньшей мере, одного компонента шины.
В документе ЕР 2613122 А1 описаны способ и устройство для определения конфигураций, таких как длина и размеры соединения лентообразного элемента, такого как слой каркаса, и датчик двухкоординатного смещения, используемый при определении конфигурации лентообразного элемента.
В результате наблюдений было установлено, что технические решения такого типа, как показанные в документе ЕР 2613122 А1, ограничены в отношении предоставления информации, отражающей анализ, выполненный для зоны соединения, и не делают подобную информацию «способной» воздействовать в некоторой степени на устройства для сборки шины.
В частности, в результате наблюдений было установлено, что для того, чтобы подобная информация могла иметь реальную практическую полезность, необходимо, чтобы человек-оператор вмешивался и в соответствии с самой информацией принимал решение по отбраковке компонента и/или задавал соответствующие корректировочные параметры на станциях подготовки накладываемого компонента.
Однако, несмотря на использование подобных систем, операции регулировки/корректировки, выполняемые вручную, являются тем не менее отнюдь не надежными.
Действительно, несмотря на то что исходные данные (информация, характеризующая основную длину наложенного компонента и/или пригодность соединения) могут считаться правильными и надежными, степень корректировки, подлежащей выполнению для последующих компонентов, остается на полное усмотрение оператора, и, в частности, она базируется на опыте и на внимательности последнего.
Это делает процесс контроля и корректировки недостаточно надежным и делает его результаты не слишком воспроизводимыми.
В результате наблюдений также было установлено, что существует множество параметров, на которые оператор может воздействовать для корректировки подготовки компонента; это означает, что контроль, который выполняется самим оператором вручную, является еще более проблематичным.
В результате наблюдений также было установлено, что у оператора возникают большие затруднения при управлении вручную параметрами корректировки на установках, на которых различные компоненты подготавливаются и накладываются параллельно, и, таким образом, имеются различные машины/станции, работающие одновременно, работу которых необходимо контролировать и, возможно, корректировать, например, такие как в установках типа, описанного в ранее описанном документе WO 2013/011396.
Таким образом, возникло интуитивное понимание того, что путем автоматического регулирования подготовки компонентов в зависимости от замеренной основной длины можно постепенно повысить точность позиционирования двух концов каждого компонента и, следовательно, улучшить структурные характеристики шины.
Также было осознано, что путем управления отрезкой материала в зависимости от основной длины, замеренной после наложения, можно точно определить полную длину последующих компонентов для получения заданного размещения двух концов данных компонентов.
Таким образом, было обнаружено, что за счет передачи сигнала, генерированного в зависимости от замеренной основной длины, на станцию подготовки, выполненную с возможностью подготовки указанного компонента, и за счет регулирования указанной станции подготовки на основе информации, содержащейся в указанном сигнале, может быть заметно повышена точность позиционирования концов компонентов, накладываемых впоследствии.
В соответствии с первым аспектом изобретение относится к способу контроля наложения компонентов шин на формообразующие барабаны.
Указанный способ предпочтительно включает передачу первого электромагнитного излучения, падающего на первую конструкцию, образованную наложением и содержащую формообразующий барабан и первый компонент шины, наложенный на указанный формообразующий барабан.
Указанный способ предпочтительно включает обнаружение, по меньшей мере, одного соответствующего первого отраженного излучения.
Указанный способ предпочтительно включает определение первого параметра, характеризующего первую основную длину указанного первого компонента, в зависимости от указанного первого отраженного излучения.
Указанный способ предпочтительно включает сравнение указанного первого параметра с одним или более предварительно записанными в память, контрольными параметрами.
Указанный способ предпочтительно включает генерирование первого корректирующего сигнала в зависимости от указанного сравнения.
Указанный способ предпочтительно включает передачу указанного первого корректирующего сигнала, по меньшей мере, одной станции подготовки указанного первого компонента для регулирования подготовки последующих компонентов.
В соответствии с другим аспектом изобретение относится к устройству для контроля наложения компонентов шин на формообразующие барабаны.
Указанное устройство предпочтительно содержит излучающее устройство, предназначенное для передачи первого электромагнитного излучения, падающего на радиально наружную поверхность первой конструкции, образованной наложением и содержащей формообразующий барабан и первый компонент шины, наложенный на указанный формообразующий барабан.
Указанное устройство предпочтительно содержит устройство обнаружения, предназначенное для обнаружения, по меньшей мере, одного соответствующего первого отраженного излучения.
Указанное устройство предпочтительно содержит блок обработки данных.
Указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность определения первого параметра, характеризующего первую основную длину указанного первого компонента, в зависимости от указанного первого отраженного излучения.
Указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность сравнения указанного первого параметра с одним или более предварительно записанными в память, контрольными параметрами.
Указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность генерирования первого корректирующего сигнала в зависимости от указанного сравнения.
Указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность передачи указанного первого корректирующего сигнала, по меньшей мере, одной станции подготовки, выполненной с возможностью подготовки указанного первого компонента, для регулирования подготовки последующих компонентов.
Таким образом, способ корректировки, применяемый для станции подготовки, выполненной с возможностью подготовки компонентов, подлежащих наложению, является более точным и надежным, поскольку он по существу не зависит от сильно меняющихся и непредсказуемых факторов, таких как способности, внимательность и опыт оператора, отвечающего за управление установкой.
В частности, полная длина компонентов, которые должны будут наложены, может быть скорректирована в зависимости от неточностей, обнаруженных на концах уже наложенного компонента.
В соответствии с одним или более из вышеупомянутых аспектов изобретение содержит один или более из нижеприведенных предпочтительных отличительных признаков.
Предпочтительно организуют очередь, содержащую один или более вспомогательных компонентов, готовых к наложению на указанный формообразующий барабан, при этом указанные вспомогательные компоненты подготовлены указанной станцией подготовки до получения указанного первого корректирующего сигнала.
Предпочтительно ожидают наложения каждого из указанных вспомогательных компонентов на указанный формообразующий барабан и его последующего снятия с указанного формообразующего барабана.
Второй компонент предпочтительно идентифицируют и накладывают на указанный формообразующий барабан после указанных вспомогательных компонентов, при этом указанный второй компонент подготовлен указанной станцией подготовки после получения указанного первого корректирующего сигнала.
Когда указанный второй компонент будет наложен на указанный формообразующий барабан, предпочтительно передают второе электромагнитное излучение, падающее на вторую конструкцию, образованную наложением и содержащую указанный формообразующий барабан и указанный второй компонент, наложенный на указанный формообразующий барабан.
Предпочтительно обнаруживают, по меньшей мере, одно соответствующее второе отраженное излучение.
Второй параметр, характеризующий вторую основную длину указанного второго компонента, предпочтительно определяют в зависимости от указанного второго отраженного излучения.
Второй корректирующий сигнал предпочтительно генерируют в зависимости от указанного первого параметра и указанного второго параметра.
Указанный второй корректирующий сигнал предпочтительно передают указанной станции подготовки.
Когда указанный второй компонент будет наложен на указанный формообразующий барабан, указанное излучающее устройство предпочтительно приводят в действие для передачи второго электромагнитного излучения, падающего на вторую конструкцию, образованную наложением и содержащую указанный формообразующий барабан и указанный второй компонент, наложенный на указанный формообразующий барабан.
Второй параметр, характеризующий вторую основную длину указанного второго компонента, предпочтительно определяют в зависимости от второго отраженного излучения, обнаруженного указанным устройством обнаружения.
Таким образом, существует возможность дополнительного повышения точности позиционирования концов накладываемого компонента и, в частности, основной длины самогó компонента.
В результате наблюдений действительно было установлено, что ряд факторов, например, таких как условия, в которых работает установка, температура рабочего пространства, которая не всегда является постоянной, то обстоятельство, что рулоны материала, с которых получают компоненты, не могут быть идентичными друг другу, износ и удлинение конвейерных лент, обеспечивающих транспортировку полуфабрикатов, и т.д., могут провоцировать отклонение характеристик станции подготовки, выполненной с возможностью подготовки компонентов, а именно состояние, в котором поведение устройств, которые представляют собой часть указанной станции подготовки, постепенно отклоняется от ожидаемого.
Кроме того, с целью минимизации времени простоя между этапом наложения компонента и последующей операцией создают очередь из компонентов перед наложением компонентов на формообразующие барабаны.
Это означает, что после задания определенной корректировки для станции подготовки, тем не менее, некоторое число компонентов (равное числу компонентов, образующих очередь) будет наложено до того, как эффекты от подобной корректировки станут заметными.
В этой связи следует отметить, что по ряду причин точное число компонентов, образующих очередь, не всегда известно оператору.
Во-первых, оператор не знает момент времени, когда компоненты отрезаются перед помещением их в очередь; другими словами, оператор не может знать, была ли применена корректировка, введенная в определенный момент, также для компонентов, которые в данный момент еще не являются частью очереди, но которые вот-вот будут отрезаны, или подобные компоненты уже были отрезаны и, таким образом, число компонентов в очереди увеличится через очень короткое время.
Кроме того, различные типы компонентов и различные типы материалов обуславливают очереди, содержащие разные количества компонентов, так что оператор вряд ли может знать и/или помнить точное число компонентов, которые образуют каждую очередь.
Помимо этого, в установках, которые по меньшей мере частично автоматизированы, таких как установка такого типа, как описанная в документе WO 2013/011396, различные типы компонентов могут быть изготовлены параллельно на одной и той же установке, так что один и тот же оператор будет отвечать за одновременное управление различными линиями, на которых очереди содержат разные количества компонентов.
Таким образом, в результате наблюдений было установлено, что оператор после задания определенной корректировки не может идентифицировать с достаточной надежностью, на какие компоненты подобная корректировка оказала воздействие, и он/она не может понять, была ли неточность, обнаруженная ранее, в основном исправлена или же, напротив, необходимо дополнительно выполнить более точную регулировку.
Таким образом, за счет генерирования второго корректирующего сигнала в зависимости от указанного первого параметра и указанного второго параметра можно дополнительно повысить точность и надежность корректировок, выполняемых для станции подготовки.
Генерирование указанного второго корректирующего сигнала в зависимости от указанного первого параметра предпочтительно включает генерирование указанного второго корректирующего сигнала в зависимости от указанного первого корректирующего сигнала.
Таким образом, существует возможность постепенной корректировки функционирования станции подготовки с учетом ранее выполненной корректировки.
Когда каждый из одного из более вспомогательных компонентов будет наложен на указанный формообразующий барабан, предпочтительно передают вспомогательное электромагнитное излучение, падающее на вспомогательную конструкцию, образованную наложением и содержащую указанный формообразующий барабан и указанный вспомогательный компонент, наложенный на указанный формообразующий барабан.
Предпочтительно обнаруживают, по меньшей мере, одно соответствующее вспомогательное отраженное излучение.
Соответствующий вспомогательный параметр, характеризующий основную длину указанного вспомогательного компонента, наложенного на указанный сборочный барабан, предпочтительно определяют в зависимости от указанного вспомогательного отраженного излучения.
Указанный второй корректирующий сигнал предпочтительно генерируют в зависимости также от указанного вспомогательного параметра.
Таким образом, существует возможность выполнения корректировок для станции подготовки также в зависимости от позиционирования концов компонентов, наложенных до того, как могут быть получены эффекты от первого корректирующего сигнала.
Предпочтительно получают параметр идентификации, характеризующий тип и/или материал, по меньшей мере, указанного первого компонента.
Предпочтительно выбирают первый алгоритм, связанный с указанным параметром идентификации.
По меньшей мере, указанный первый параметр предпочтительно определяют на основе указанного первого алгоритма.
Таким образом, существует возможность определения первого параметра посредством использования соответствующего алгоритма для типа наложенного компонента и/или для материала, из которого изготовлен наложенный компонент.
Указанный второй параметр предпочтительно определяют на основе указанного первого алгоритма.
Указанные один или более вспомогательных параметров предпочтительно определяют на основе указанного первого алгоритма.
Предпочтительно выбирают второй алгоритм, связанный с указанным параметром идентификации.
По меньшей мере, указанный первый корректирующий сигнал предпочтительно генерируют на основе указанного второго алгоритма.
Таким образом, корректировка, выполняемая для станции подготовки, может быть определена надлежащим образом в соответствии с алгоритмом, выбранным в зависимости от типа компонента, который был наложен.
Указанный второй корректирующий сигнал предпочтительно генерируют на основе указанного второго алгоритма.
Ожидание того, что каждый из указанных вспомогательных компонентов будет наложен на указанный формообразующий барабан и впоследствии снят с указанного формообразующего барабана, предпочтительно включает определение числа N, показывающего, сколько вспомогательных компонентов включено в указанную очередь.
Ожидание того, что каждый из указанных вспомогательных компонентов будет наложен на указанный формообразующий барабан и впоследствии снят с указанного формообразующего барабана, предпочтительно включает проверку того, что N вспомогательных компонентов наложены на указанный формообразующий барабан и впоследствии сняты с указанного формообразующего барабана.
Для ожидания того, что каждый из указанных вспомогательных компонентов будет наложен на указанный формообразующий барабан и впоследствии снят с указанного формообразующего барабана, указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность определения числа N, показывающего, сколько вспомогательных компонентов включено в указанную очередь.
Для ожидания того, что каждый из указанных вспомогательных компонентов будет наложен на указанный формообразующий барабан и впоследствии снят с указанного формообразующего барабана, указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность проверки того, что N вспомогательных компонентов наложены на указанный формообразующий барабан и впоследствии сняты с указанного формообразующего барабана.
Указанное число N вспомогательных компонентов в указанной очереди предпочтительно определяют в зависимости от указанного параметра идентификации.
Параметр смещения предпочтительно определяют в зависимости от указанного параметра идентификации.
По меньшей мере, одно излучающее устройство и одно устройство обнаружения, выполненные с возможностью соответственно излучения, по меньшей мере, указанного первого падающего электромагнитного излучения и приема указанного первого отраженного электромагнитного излучения, предпочтительно смещают в зависимости от указанного параметра смещения.
Таким образом, обнаружение отраженных излучений может быть оптимизировано, поскольку положение излучающего устройства и устройства обнаружения определяют в зависимости от типа компонента, который был наложен, и/или от материала, из которого изготовлен компонент, который был наложен.
Указанное смещение предпочтительно происходит вдоль направления, по существу параллельного оси вращения указанного формообразующего барабана.
Предпочтительно определяют параметр времени, характеризующий время ожидания указанного второго компонента после его подготовки указанной станцией подготовки и перед его наложением на указанный формообразующий барабан.
Указанный второй корректирующий сигнал предпочтительно генерируют в зависимости от указанного параметра времени.
Таким образом, существует возможность выполнения корректировок в контролируемой степени в том случае, если компонент должен ожидать в течение продолжительного времени между его созданием и наложением.
Было замечено, что в действительности физические/геометрические характеристики ожидающего компонента могут изменяться с течением времени. В частности, было замечено, что с течением времени размеры компонента имеют тенденцию к уменьшению в определенной степени в зависимости, например, от характеристик окружающей среды и от определенных характеристик материала, из которого изготовлен компонент. Подобные изменения, несмотря на то, что они по существу незначительны с точки зрения макроскопии, тем не менее, могут заметно влиять на основную длину компонента, когда он будет наложен на формообразующий барабан. Установлено, что корректировки, базирующиеся на определении подобной основной длины, не приводят ни к какому улучшению функционирования станции подготовки, и, напротив, они способствуют формированию помех в управляющих данных, что вызывает замедление приближения системы к оптимальному функционированию. Таким образом, установлено, что за счет уменьшения степени (или интенсивности) корректировки, задаваемой в зависимости от времени ожидания компонента, основная длина которого определяется, существует возможность повышения качества выполняемых корректировок и ускорения приближения к удовлетворительному рабочему состоянию.
Указанный второй корректирующий сигнал предпочтительно конфигурируют так, чтобы вызвать на указанной станции подготовки изменение, величина которого является по существу монотонно уменьшающейся по отношению к увеличению указанного времени ожидания.
Указанное излучающее устройство и указанное устройство обнаружения предпочтительно установлены на опорной конструкции и выполнены с возможностью перемещения вдоль одной или более соответствующих направляющих, по существу параллельных оси вращения указанного формообразующего барабана.
На указанном излучающем устройстве и/или на указанном устройстве обнаружения предпочтительно предусмотрено, по меньшей мере, приводное устройство для перемещения указанного излучающего устройства и/или указанного устройства обнаружения вдоль указанных одной или более направляющих.
Указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность приема параметра идентификации, характеризующего тип и/или материал, по меньшей мере, указанного первого компонента.
Указанный блок обработки данных предпочтительно выполнен с конфигурацией, обеспечивающей возможность выдачи команды указанному, по меньшей мере, приводному устройству в зависимости от указанного параметра идентификации.
Соответственно, устройство в соответствии с изобретением может адаптироваться оптимальным образом к компонентам, имеющим разные характеристики, в результате чего повышается качество выполняемого обнаружения и, следовательно, качество выполняемых корректировок.
Дополнительные признаки и преимущества станут более ясными из подробного описания предпочтительного, но неограничивающего варианта осуществления изобретения. Подобное описание приведено в дальнейшем со ссылкой на приложенные чертежи, приведенные в качестве примера и, следовательно, неограничивающие, на которых:
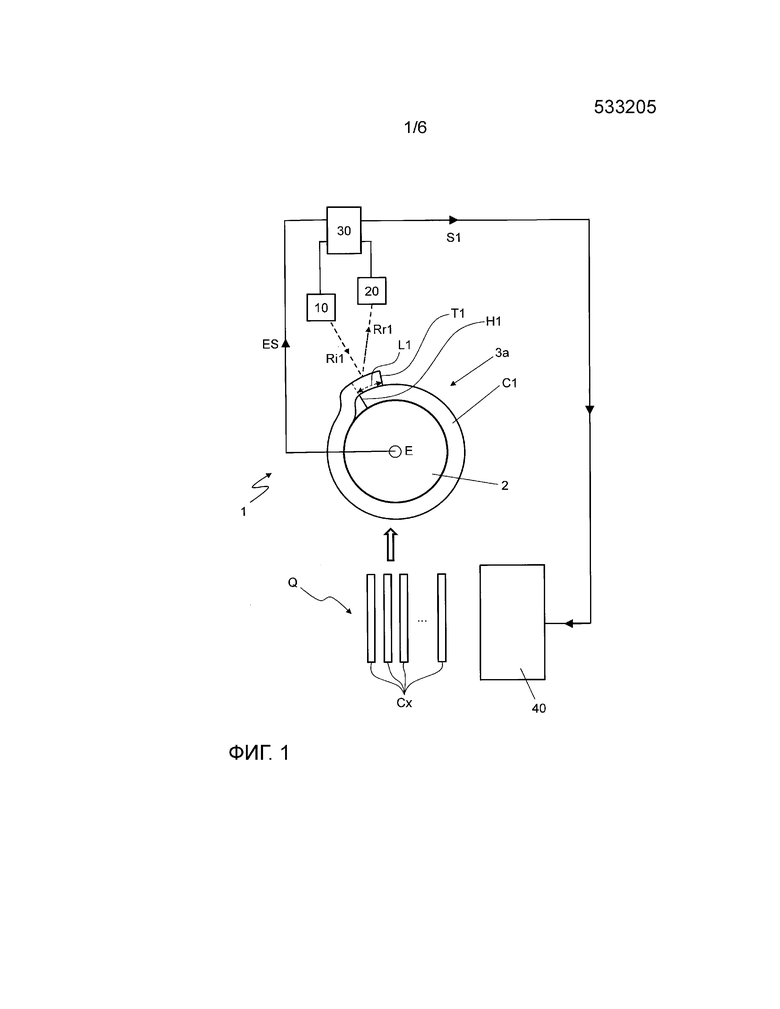
фиг. 1-3 – схематические виды устройства в соответствии с одним аспектом настоящего изобретения, когда оно функционирует на различных этапах функционирования;
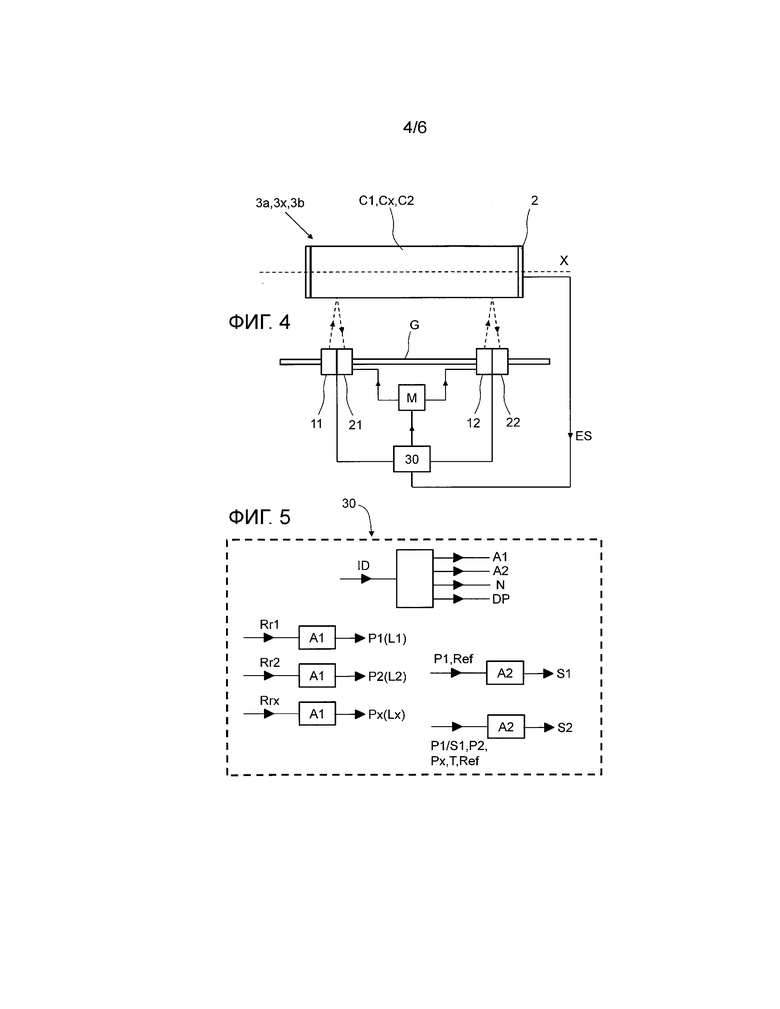
фиг. 4 - схематический вид устройства с фиг. 1-3 в соответствии с другим углом;
фиг. 5 - структурная схема блока обработки данных, включенного в устройство, показанное на фиг. 1-4;
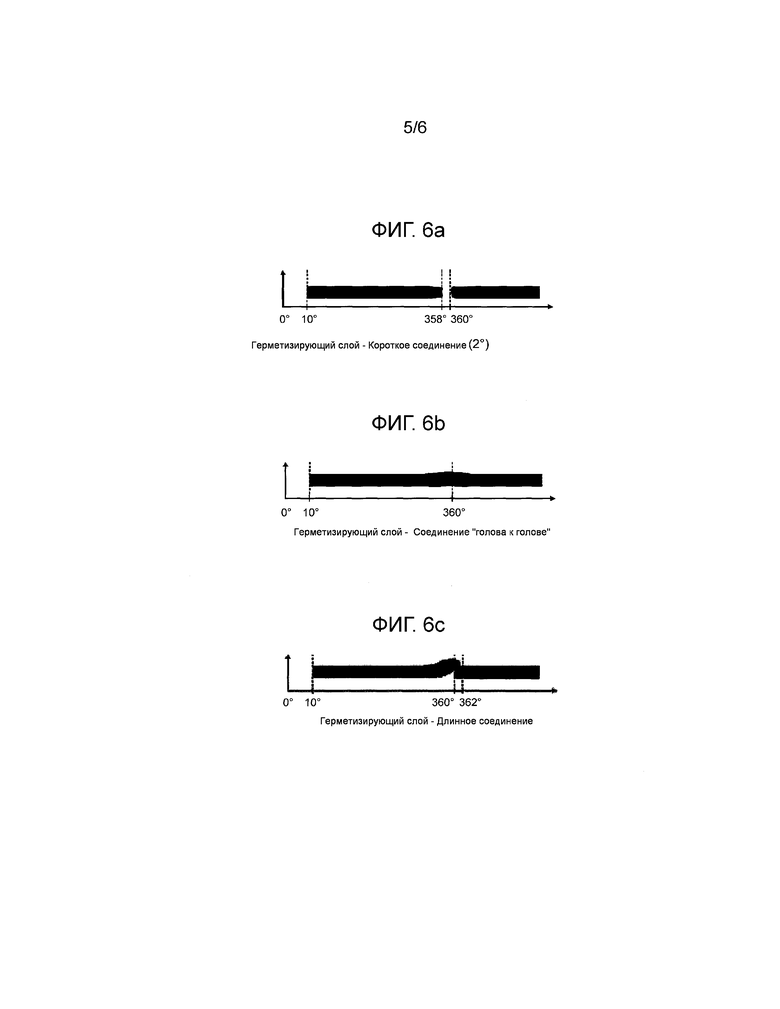
фиг. 6а, 6b и 6с - примеры трех разных типов соединений, относящихся к одному и тому же компоненту; и
фиг. 7 - график, характеризующий величины, используемые в устройстве и в способе в соответствии с настоящим изобретением.
На приложенных чертежах ссылочная позиция 1 обозначает, в целом, устройство для контроля наложения компонентов шины на формообразующие барабаны в соответствии с одним аспектом настоящего изобретения.
Устройство 1 может быть предпочтительно использовано в установке для изготовления шин для колес транспортных средств, при этом изготовление каждой шины осуществляется посредством последовательного наложения одного или более компонентов на соответствующие формообразующие барабаны.
Каждый формообразующий барабан может принимать компоненты с разных станций подачи или подготовки. В установках, которые являются по меньшей мере частично автоматизированными, например, установках такого типа, как показанная в документе WO 2013/011396, формообразующие барабаны могут быть перемещены посредством соответствующих устройств между различными рабочими положениями, в которых они принимают соответствующие компоненты для сборки шины.
На фиг. 1-3 блок 40 показывает в качестве примера станцию подготовки, которая обеспечивает подачу компонентов, подлежащих наложению на формообразующий барабан 2.
В одном варианте осуществления компонент, который должен быть наложен, исходно подается в виде фестона и отрезается по размеру на станции 40 подготовки посредством соответствующего отрезающего устройства (непоказанного) в соответствии с заданными параметрами длины.
Формообразующий барабан 2 предпочтительно имеет по существу цилиндрическую форму и выполнен с конфигурацией, обеспечивающей возможность его вращения вокруг его продольной оси Х симметрии.
Фиг. 1 показывает первый компонент С1, наложенный на формообразующий барабан 2 для образования первой конструкции 3а, образованной наложением.
Первый компонент С1 может содержать, например, слой, размещенный под герметизирующим слоем, герметизирующий слой, один или более слоев каркаса, один или более слоев брекера, подслой, протекторный браслет и т.д.; как правило, первый компонент С1 может представлять собой любой функциональный компонент собираемой шины в виде ленты, отрезанной по размеру.
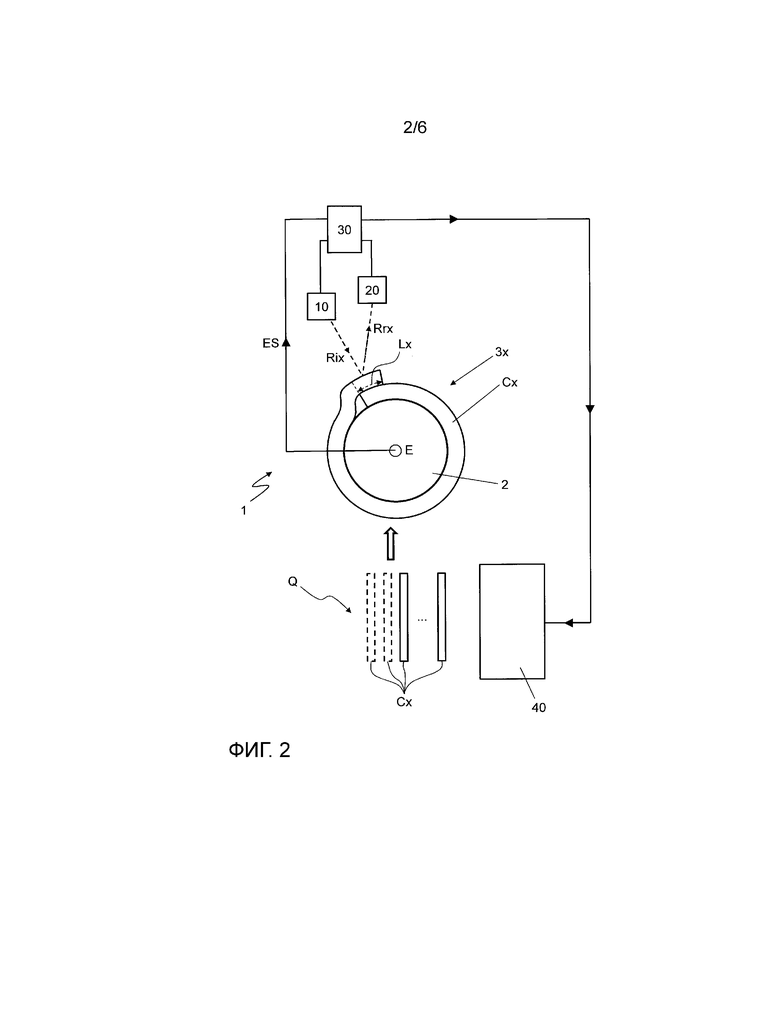
Фиг. 2 показывает обобщенный вспомогательный компонент Сх, наложенный на формообразующий барабан 2 для образования вспомогательной конструкции 3х, образованной наложением.
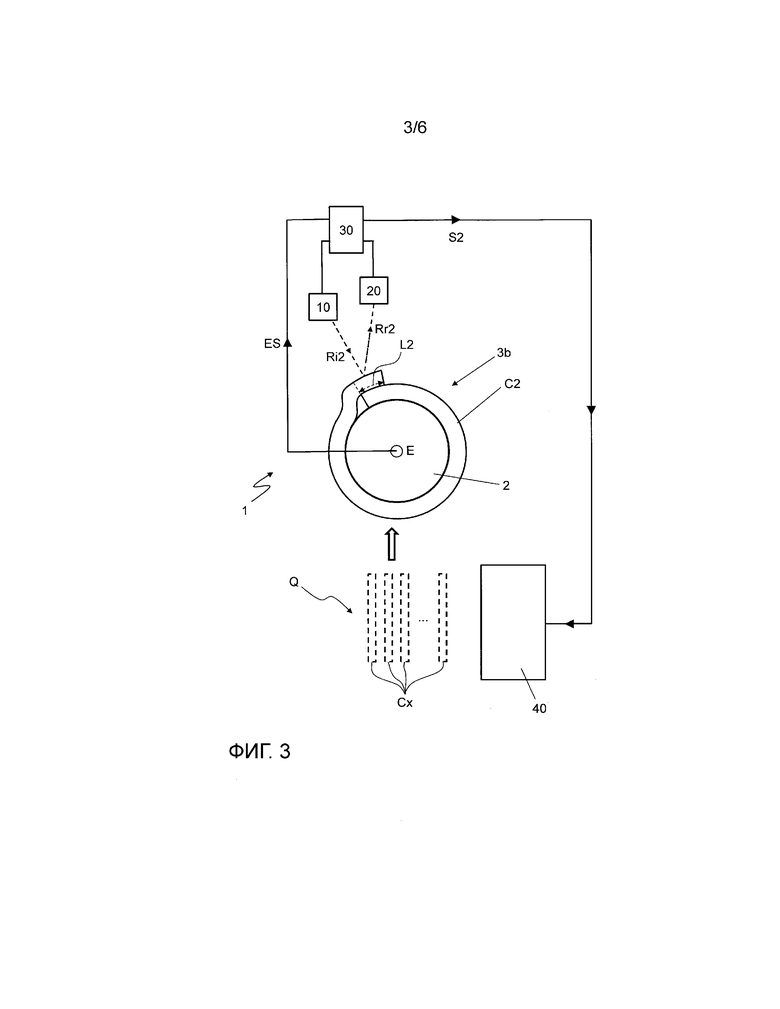
Фиг. 3 показывает второй компонент С2, наложенный на формообразующий барабан 2 для образования второй конструкции 3b, образованной наложением.
Первый компонент С1, вспомогательный компонент Сх и второй компонент С2 представлены по отдельности, поскольку их накладывают на один и тот же формообразующий барабан 2 в разные моменты.
Следует отметить, что на фиг. 1-3 толщина наложенного компонента и величина части с перекрытием между двумя концами преднамеренно увеличены по отношению к размерам остальных показанных элементов для лучшего выделения некоторых признаков изобретения.
Время, в течение которого компоненты накладывают на формообразующий барабан 2, предпочтительно составляет от приблизительно 0,8 с до приблизительно 1,2 с.
Устройство 1 содержит излучающее устройство 10, предназначенное для передачи первого электромагнитного излучения Ri1, падающего на радиально наружную поверхность первой конструкции 3а, образованной наложением.
Первое падающее излучение Ri1 предпочтительно представляет собой лазерное излучение, имеющее длину волны, составляющую от приблизительно 630 нм до 650 нм.
В предпочтительном варианте осуществления излучающее устройство 10 содержит первый и второй излучатели 11, 12, расположенные на соответствующем расстоянии друг от друга для направления излучений на заданные части конструкции 3а, образованной наложением.
Устройство 1 дополнительно содержит устройство 20 обнаружения, взаимодействующее с излучающим устройством 10.
Устройство 20 обнаружения выполнено с возможностью обнаружения, по меньшей мере, одного первого отраженного излучения Rr1, генерируемого за счет отражения первого падающего излучения Ri1 на радиально наружной поверхности первой конструкции 3а, образованной наложением.
В предпочтительном варианте осуществления устройство 20 обнаружения содержит первый и второй детекторы 21, 22, соответственно соединенные с первым и вторым излучателями 11, 12 для обнаружения отраженных излучений, выходящих из первой конструкции 3а, образованной наложением.
Первый излучатель 11 и первый детектор 21 предпочтительно образуют одно целое друг с другом; второй излучатель 12 и второй детектор 22 предпочтительно образуют одно целое друг с другом. Излучающее устройство 10 и устройство 20 обнаружения предпочтительно установлены на направляющей G.
Фиг. 4 схематически показывает излучатели 11, 12 и детекторы 21, 22, установленные на направляющей G.
Направляющая G предпочтительно по существу параллельна продольной оси Х симметрии формообразующего барабана 2.
Предпочтительно, по меньшей мере, во время функционирования устройства 1 излучающее устройство 10 и устройство 20 обнаружения образуют одно целое с опорной конструкцией формообразующего барабана 2. За исключением вращения формообразующего барабана 2 вокруг его оси Х вращения, излучающее устройство 10 и устройство 20 обнаружения образуют одно целое с самим формообразующим барабаном 2.
Направляющая G предпочтительно составляет по существу одно целое с опорной конструкцией формообразующего барабана 2.
Первый излучатель 11 и первый детектор 21 предпочтительно выполнены с возможностью перемещения вдоль направляющей G.
Второй излучатель 12 и второй детектор 22 предпочтительно выполнены с возможностью перемещения вдоль направляющей G.
Первый излучатель 11 и первый детектор 21 предпочтительно выполнены с возможностью перемещения относительно второго излучателя 12 и второго детектора 22.
Как станет яснее в дальнейшем, управление смещением первого излучателя 11, первого детектора 21, второго излучателя 12 и второго детектора 22 может осуществляться автоматически.
Регулирование расстояния между излучающим устройством 10 и формообразующим барабаном 2 и расстояния между устройством 20 обнаружения и формообразующим барабаном 2 предпочтительно выполняют вручную, например, при каждом «изменении настройки», а именно при каждом изменении диаметра указанного барабана.
Устройство 1 предпочтительно дополнительно содержит блок 30 обработки данных.
Блок 30 обработки данных функционально связан, по меньшей мере, с устройством 20 обнаружения для определения первого параметра Р1, характеризующего первую основную длину L1 первого компонента С1, в зависимости от первого отраженного излучения Rr1.
На фиг. 1 можно увидеть, что первая основная длина L1 характеризует расстояние между передним краем Н1 первого компонента С1, а именно концом, который наложен первым, и задним краем Т1, а именно концом, который наложен вторым.
Первый параметр Р1 может быть выражен в градусах или радианах для указания углового расстояния между двумя концевыми краями первого компонента С1.
Помимо этого или в качестве альтернативы, первый параметр Р1 может быть выражен в миллиметрах для указания длины траектории, разделяющей два конца.
В предпочтительном варианте осуществления блок 30 обработки данных выполнен с конфигурацией, обеспечивающей возможность определения сначала углового расстояния между передним краем Н1 и задним краем Т1, которое затем умножается на радиус первой конструкции 3а, образованной наложением, для получения величины в единицах длины.
Следует отметить, что в качестве радиуса первой конструкции 3а, образованной наложением, может быть использован радиус формообразующего барабана 2 или средний радиус самóй конструкции 3а, образованной наложением.
Для определения первого параметра Р1 блок 30 обработки данных предпочтительно использует также сигнал ES от датчика положения, поступающий от датчика Е положения, выполненного с конфигурацией, обеспечивающей возможность определения углового положения формообразующего барабана 2 в данный момент времени.
На практике блок 30 обработки данных может содержать структуру аппаратного и программного обеспечения, которая необходима для преобразования сигналов, полученных устройством 20 обнаружения, для последующих измерений, для отображения результатов (например, для оператора, отвечающего за контроль функционирования системы) и для регистрации данных, относящихся к различным выполняемых функциям/операциям.
В частности, сигналы, передаваемые устройством 20 обнаружения, вначале обрабатываются усилителем, который выполняет первое преобразование их, обеспечивая их масштабирование и устанавливая период квантования. Указанный усилитель генерирует два аналоговых сигнала, которые подаются на вход измерительного модуля. Последний предпочтительно функционирует в реальном времени.
Посредством соответствующего пользовательского интерфейса, реализованного, например, в виде обычного персонального компьютера, для оператора может быть сделан доступным ряд данных и функций, например, таких как:
- отображение результатов выполненных измерений с индикацией соответствующей оценки пригодности;
- отображение графического изображения зоны соединения наложенного компонента и относящихся к ней подробных данных, полезных для точной регулировки системы;
- возможность задания пределов оценивания для учета мер, определенных техническими условиями проекта или инструкциями;
- возможность параметризации и калибровки системы;
- отображение зарегистрированных данных обо всех выполненных измерениях и возможная передача в реальном времени в удаленную базу данных.
В краткой форме можно сформулировать, что блок 30 обработки данных определяет в зависимости от первого отраженного излучения Rr1, на каком расстоянии от устройства 20 обнаружения находится радиально наружное место на первой конструкции 3а, образованной наложением.
В предпочтительном варианте осуществления подобное расстояние позволяет отследить профиль, образуемый радиально наружной поверхностью переднего края Н1 первого компонента С1, впоследствии определяемый задним краем Т1 самогó первого компонента С1.
Таким образом, положения переднего края Н1 и заднего края Т1 определяют для определения первого параметра Р1, характеризующего первую основную длину L1.
В том случае, когда предусмотрены первый и второй детекторы 21, 22, параметр Р1 может быть рассчитан как среднее значение соответствующих частичных параметров, определенных в зависимости от результатов измерения, выполненных отдельными детекторами 21, 22.
Частота замеров, используемая для обнаружения отраженных излучений, предпочтительно составляет от приблизительно 15 кГц до приблизительно 25 кГц.
Полученная угловая разрешающая способность предпочтительно составляет от приблизительно 0,01° до приблизительно 0,1°.
Предпочтительно используется разрешающая способность по вертикали, а именно в соответствии с направлением, в котором распространяются падающее и отраженное излучения, при этом она составляет от приблизительно 5 мкм до приблизительно 15 мкм. Как правило, для определения первого параметра Р1 могут быть использованы разные алгоритмы.
В предпочтительном варианте осуществления алгоритм, подлежащий применению, может быть выбран из множества алгоритмов, предварительно записанных в память.
В частности, блок 30 обработки данных может быть выполнен с конфигурацией, обеспечивающей возможность получения на входе параметра ID идентификации, характеризующего тип компонента, который должен быть наложен на формообразующий барабан 2, и/или материал, из которого изготовлен подобный компонент; параметр ID идентификации предпочтительно характеризует тип и/или материал первого компонента С1.
Блок 30 обработки данных выбирает в зависимости от полученного параметра ID идентификации первый алгоритм А1, который обеспечивает возможность определения первой основной длины L1 первого компонента С1 на основе обнаруженного первого отраженного излучения Rr1.
Параметр ID идентификации предпочтительно передают в блок 30 обработки данных, предусмотренный в управляющем устройстве (например, программируемом контроллере), которое контролирует функционирование всей машины. Подобное управляющее устройство снабжено памятью, в которую загружена программа работы самой машины, таким образом, оно «знает» заранее, какие компоненты будут изготовлены и подготовлены для наложения на формообразующий барабан 2.
В качестве примера параметр ID идентификации может характеризовать ширину компонентов, которые вскоре должны быть поданы к формообразующему барабану 2, а именно размер компонента, измеренный параллельно оси Х вращения.
Таким образом, первый параметр Р1 может быть рассчитан в зависимости от первого отраженного излучения Rr1 посредством первого алгоритма А1.
Блок 30 обработки данных выполнен с конфигурацией, обеспечивающей возможность - после определения первого параметра Р1 - сравнения самогó первого параметра Р1 с одним или более предварительно записанными в память, контрольными значениями Ref. Контрольные значения Ref могут характеризовать, например, заданное расстояние между передним концом Н1 и задним концом Т1 первого компонента С1 после наложения последнего.
Подобное заданное расстояние может указывать на то, что передний конец и задний конец не должны быть перекрывающимися и что необходимо оставить зазор, имеющий заранее определенную длину, строго равную заданному расстоянию, между передним концом и задним концом.
Пример, показанный на фиг. 6а, относится к герметизирующему слою, имеющему так называемое «короткое» соединение (с интервалом, составляющим 2°).
В другом примере заданное расстояние может быть по существу равным нулю и указывать на то, что передний конец и задний конец должны быть упирающимися друг в друга и по существу стыкующимися друг с другом.
Пример, показанный на фиг. 6b, относится к герметизирующему слою, имеющему так называемое соединение «голова к голове».
В дополнительном примере заданное расстояние может указывать на то, что передний конец и задний конец должны быть перекрывающимися (в частности, задний конец должен быть размещен поверх переднего конца) и часть с перекрытием должна иметь заранее определенную длину, равную заданному расстоянию. В этом случае заданное расстояние может иметь противоположный знак по отношению к первому примеру, в котором передний конец и задний конец не контактируют друг с другом.
Пример, показанный на фиг. 6с, относится к герметизирующему слою, имеющему так называемое «длинное» соединение (перекрывающуюся часть, соответствующую 2°).
Контрольные значения Ref предпочтительно определяют границы интервала допустимых значений для первого параметра Р1.
Таким образом, сравнение между первым параметром и указанными одним или более контрольными значениями Ref может обеспечить получение данных, относящихся к точности полной длины первого компонента С1. Действительно, если считать само собой разумеющимся, что первый компонент С1 наложен надлежащим образом, переменной, которая может существенно повлиять на первую основную длину L1, является полная длина первого компонента С1.
Если сравнение между первым параметром Р1 и контрольным значением Ref покажет, что первая основная длина L1 не является заданной длиной, блок 30 обработки данных генерирует первый корректирующий сигнал S1, адресованный станции 40 подготовки.
Таким образом, посредством первого корректирующего сигнала S1 можно скорректировать подготовку последующих компонентов, например, посредством постепенного изменения полной длины подобных компонентов.
Если при этом параметр Р1 слишком «далек» от заданного значения и/или в слишком большой степени выходит за пределы интервала приемлемых значений, также генерируется такой командный сигнал, что рассматриваемый компонент автоматически перемещается в зону контроля, в которой оператор может оценить, должен ли сам компонент быть отбракован или он может быть исправлен каким-либо образом.
Первый корректирующий сигнал S1 генерируется в зависимости от определенного алгоритма для получения заданных воздействий на подготовку последующих компонентов. Подобный алгоритм может быть предпочтительно выбран среди множества алгоритмов, предварительно записанных в память.
Например, блок 30 обработки данных может выбрать - в зависимости от вышеупомянутого параметра ID идентификации - второй алгоритм А2, посредством которого первый корректирующий сигнал S1 генерируется в зависимости от первого параметра Р1 и от соответствующих контрольных значений Ref.
Для избежания какого-либо времени простоя и обеспечения максимально возможной эффективности производства станция 40 подготовки предпочтительно обеспечивает организацию очереди Q из компонентов, готовых к наложению на формообразующий барабан 2 после первого компонента С1. Подобную очередь Q организуют до анализа первого компонента С1 описанным выше образом.
Таким образом, при указанном числе N компонентов, образующих часть очереди Q (в дальнейшем называемых вспомогательными компонентами Сх), воздействия первого корректирующего сигнала S1 будут ощущаться, начиная с (N+1)-го компонента, а именно первого компонента, подготовленного станцией 40 подготовки после получения первого корректирующего сигнала S1.
Таким образом, блок обработки данных ожидает того, чтобы все вспомогательные компоненты Сх были наложены на формообразующий барабан 2 и сняты с последнего (а именно, того, чтобы формообразующий барабан 2 «перешел» к последующей обработке после освобождения его от шины, которая была изготовлена).
Таким образом, блок 30 обработки данных идентифицирует второй компонент С2, накладываемый на формообразующий барабан 2, после того как все вспомогательные компоненты Сх будут наложены и сняты с указанного формообразующего барабана 2.
Станция 40 подготовки осуществляет подготовку второго компонента С2 после того, как она получит первый корректирующий сигнал S1.
В предпочтительном варианте осуществления второй компонент С2 представляет собой (N+1)-й компонент, наложенный на формообразующий барабан 2 после первого компонента С1, а именно, он представляет собой компонент, накладываемый на формообразующий барабан 2 непосредственно после того, как закончится очередь Q.
Устройство 1 «обращается» со вторым компонентом С2 точно так же, как с первым компонентом С1: второе падающее излучение Ri2 направляется на радиально наружную поверхность второй конструкции 3b, образованной наложением (образованной формообразующим барабаном 2 и вторым компонентом С2), и в зависимости от соответствующего второго отраженного излучения Rr2 определяется второй параметр Р2, характеризующий вторую основную длину L2, а именно расстояние между передним краем и задним краем второго компонента С2.
Второй параметр Р2 предпочтительно определяют посредством использования первого алгоритма А1, выбранного на основе параметра ID идентификации.
Для идентификации второго компонента С2 блок 30 обработки данных предпочтительно определяет число N, показывающее, сколько вспомогательных компонентов Сх образуют часть очереди Q.
В частности, число N может быть определено в зависимости от параметра ID идентификации: для каждого типа компонента в действительности может быть организована очередь, содержащая отличающееся число элементов. Блок 30 обработки данных имеет в наличии в одном из его собственных регистров памяти информацию данного типа, и он может определить надлежащее число N для типа рассматриваемого компонента в зависимости от параметра ID идентификации.
При этом блоку 30 обработки данных необходимо будет просто выполнить подсчет того, сколько компонентов будут наложены после первого компонента С1, и после этого блок 30 обработки данных сможет идентифицировать второй компонент С2 после того, как закончатся все остальные N вспомогательных компонентов Сх из очереди Q.
Блок 30 обработки данных генерирует второй корректирующий сигнал S2 в зависимости от второго параметра Р2 и передает данный сигнал станции 40 подготовки для дальнейшей корректировки подготовки последующих компонентов.
Второй корректирующий сигнал S2 предпочтительно генерируется не только на основе второго параметра Р2, но также в зависимости от первого параметра Р1.
Более точно, второй корректирующий сигнал S2 генерируется в зависимости от второго параметра Р2 и от первого корректирующего сигнала S1: таким образом, новая корректировка учитывает ранее выполненную корректировку (первый корректирующий сигнал S1) и эффекты, полученные за счет ранее выполненной корректировки (второй параметр Р2).
При работе таким образом существует возможность обеспечения - со временем - приближения функционирования станции 40 подготовки к оптимальному рабочему состоянию, при этом, следовательно, избегают необходимости отбраковки значительных количеств компонентов или, по меньшей мере, их изменения перед использованием.
Второй корректирующий сигнал S2 предпочтительно генерируется в зависимости от второго параметра Р2 на основе второго алгоритма А2, выбранного в зависимости от параметра ID идентификации.
Второй корректирующий сигнал S2 предпочтительно генерируется также в зависимости от сравнения между вторым параметром Р2 и вышеупомянутыми контрольными значениями Ref, а именно значениями, характеризующими заданную основную длину.
Контрольные значения Ref предпочтительно выбираются в предварительно записанной в память таблице в зависимости от вышеупомянутого параметра ID идентификации.
В одном варианте осуществления также может быть определена основная длина одного или более вспомогательных компонентов Сх. Для этого, когда вспомогательный компонент Сх, основная длина которого должна быть определена, будет наложен на формообразующий барабан 2, вспомогательное падающее излучение Rix направляют на вспомогательную конструкцию 3х, образованную наложением и полученную таким образом. После этого обнаруживают соответствующее вспомогательное отраженное излучение Rrx, и в зависимости от последнего блок 30 обработки данных определяет вспомогательный параметр Рх, характеризующий основную длину Lx указанного вспомогательного компонента Сх.
Основные параметры Рх могут быть определены на основе первого алгоритма А1 таким же образом, как предпочтительно определяются первый параметр Р1 и второй параметр Р2.
Вспомогательные параметры Рх предпочтительно могут вносить вклад в содержание второго корректирующего сигнала S2: вспомогательные параметры Рх в действительности могут создать возможность идентификации функционирования станции 40 подготовки при отсутствии первого корректирующего сигнала S1, и, следовательно, они могут иметь важное значение при задании второй корректировки.
В одном варианте осуществления определяют основную длину всех вспомогательных компонентов Сх; в альтернативном варианте осуществления только некоторые из вспомогательные компонентов рассматривают для этого.
Следует отметить, что второе падающее излучение Ri2 и/или вспомогательные падающие излучения Rix предпочтительно генерируются излучающим устройством 10 и, следовательно, имеют такие же физические характеристики, как первое падающее излучение Ri1.
Второе отраженное излучение Ri2 и/или вспомогательные отраженные излучения Rrx предпочтительно обнаруживаются устройством 20 обнаружения.
Блок 30 обработки данных предпочтительно может определять параметр DP смещения в зависимости от параметра ID идентификации. В зависимости от подобного параметра DP смещения блок 30 обработки данных выдает команду приводному устройству М на перемещение излучающего устройства 10 и/или устройства 20 обнаружения.
Более подробно, приводное устройство М может обеспечить перемещение первого излучателя 11 и первого детектора 21 и/или второго излучателя 12 и второго детектора 22 вдоль упомянутой направляющей G для установки их в заданном положении наиболее соответствующим образом в зависимости от компонента, который должен быть подвергнут контролю.
В одном варианте осуществления блок 30 обработки данных выполнен с конфигурацией, обеспечивающей возможность определения параметра времени, характеризующего время ожидания второго компонента С2 после его подготовки указанной станцией 40 подготовки и перед его наложением на указанный сборочный барабан 2.
Второй корректирующий сигнал S2 предпочтительно генерируется в зависимости от указанного параметра Т времени.
Таким образом, существует возможность учета изменений, которым второй компонент С2 мог подвергнуться в течение времени ожидания, и изменения соответствующей корректировки для задания ее соответствующим образом. Более точно, чем продолжительнее время ожидания, тем меньше будет величина корректировки, подлежащей выполнению. В качестве примера второй сигнал S2 может задать корректировку полной длины компонентов, подготавливаемых впоследствии; в том случае, когда время ожидания второго компонента С2 слишком продолжительное, соответствующая корректировка, выполняемая в отношении полной длины последующих компонентов, будет иметь уменьшенную величину. Фиг.7 показывает только в качестве примера зависимость, которая может существовать между параметром Т времени и величиной изменения, задаваемой посредством второго корректирующего сигнала S2. Время ожидания, после которого предполагаемая корректировка может считаться несущественной, может составлять, например, от приблизительно 5 минут до приблизительно 10 минут.
Следует отметить, что способ изменения интенсивности корректировки, описанный выше со ссылкой на второй компонент С2 и на соответствующий второй корректирующий сигнал S2, может быть также применен к другим компонентам, подвергаемых контролю, например, таким как первый компонент С1, вспомогательный(-е) компонент(-ы) Сх, подвергаемый(-е) контролю, возможные последующие компоненты, подготавливаемые на станции 40 подготовки и накладываемые на формообразующий барабан 2.
Следует отметить, что изобретение было описано и заявлено со ссылкой на первый компонент С1, на второй компонент С2 и на вспомогательные компоненты Сх. На практике изобретение может быть реализовано при значительно более длинных последовательностях компонентов. Каждая последовательность содержит существенное повторение комбинации, образованной первым компонентом С1, вспомогательными компонентами Сх и вторым компонентом С2. В частности, первый компонент из каждой комбинации предпочтительно совпадает со вторым компонентом предшествующей комбинации. Корректирующие сигналы, сгенерированные после анализа компонентов из определенной комбинации, предпочтительно зависят не только от параметров (первого параметра, второго параметра, возможных вспомогательных параметров), рассчитанных на базе данной комбинации, но также зависят от параметров, определенных во время анализа предшествующих комбинаций. Таким образом, блок 30 обработки данных может идентифицировать и скорректировать надлежащим образом и с надлежащей точностью возможное неправильное функционирование станции 40 подготовки.
Следует отметить, что блок 30 обработки данных может быть выполнен в виде одного аппаратного устройства или в виде совокупности взаимодействующих нескольких устройств, соединенных друг с другом, при этом указанное(-ые) устройство(-а) соответственно запрограммировано(-ы) посредством прикладных программ и/или системных программ для выполнения операций, описанных и заявленных в данном документе.
Применение способа и устройства в соответствии с изобретением продемонстрировало предпочтительные результаты благодаря высокой точности, достигаемой при размещении концов каждого компонента в заданном положении.
В качестве примера может быть проиллюстрировано то, что в партии из 180 шин, собранных посредством использования вышеупомянутых способа и устройства, среднее значение основной длины, относящееся к герметизирующему слою, отклонялось на среднюю ожидаемую величину, составляющую приблизительно 1%, в то время как в последующей партии из 540 шин, для которых не использовался вышеупомянутый способ, отклонение подобного среднего значения составляло до 10%, в результате чего требовалось вмешательство человека-оператора.
Изобретение относится к способу контроля наложения компонентов шин на формообразующие барабаны. Техническим результатом является повышение точности позиционирования концов компонентов. Технический результат достигается способом, который включает передачу первого электромагнитного излучения (Ri1) на первую конструкцию (3а), образованную наложением и содержащую формообразующий барабан (2) и первый компонент (С1) шины, наложенный на формообразующий барабан (2). Обнаружение, по меньшей мере, первого соответствующего отраженного излучения (Rr1). Определение первого параметра (Р1), характеризующего первую основную длину (L1) первого компонента (С1), в зависимости от первого отраженного излучения (Rr1). Сравнение первого параметра (Р1) с одним или более предварительно записанными в память, контрольными значениями. Генерирование первого корректирующего сигнала (S1) в зависимости от сравнения. Передачу первого корректирующего сигнала (S1) на станцию подготовки, выполненную с возможностью подготовки первого компонента (С1), для регулирования подготовки последующих компонентов. 2 н. и 24 з.п. ф-лы, 9 ил.
1. Способ контроля наложения компонентов шин на формообразующие барабаны, включающий:
а. передачу первого электромагнитного излучения (Ri1), падающего на первую конструкцию (3а), образованную наложением и содержащую формообразующий барабан (2) и первый компонент (С1) шины, наложенный на формообразующий барабан (2);
b. обнаружение, по меньшей мере, одного соответствующего первого отраженного излучения (Rr1);
с. определение первого параметра (Р1), характеризующего первую основную длину (L1) первого компонента (С1), в зависимости от первого отраженного излучения (Rr1);
d. сравнение первого параметра (Р1) с одним или более предварительно записанными в память контрольными параметрами (Ref);
е. генерирование первого корректирующего сигнала (S1) в зависимости от указанного сравнения;
f. передачу первого корректирующего сигнала (S1) на, по меньшей мере, одну станцию (40) подготовки, выполненную с возможностью подготовки первого компонента (С1), для регулирования подготовки последующих компонентов.
2. Способ по п. 1, при котором организуют очередь (Q), содержащую один или более вспомогательных компонентов (Cx), готовых к наложению на формообразующий барабан (2), причем вспомогательные компоненты (Cx) подготовлены станцией подготовки (40) до получения первого корректирующего сигнала (S1), при этом способ включает:
а. ожидание того, что каждый из вспомогательных компонентов (Cx) будет наложен на формообразующий барабан (2) и впоследствии снят с формообразующего барабана (2);
b. идентификацию второго компонента (С2), накладываемого на формообразующий барабан (2) после вспомогательных компонентов (Сх), причем второй компонент подготовлен станцией (40) подготовки после получения первого корректирующего сигнала (S1);
с. после наложения второго компонента (С2) на формообразующий барабан (2), передачу второго электромагнитного излучения (Ri2), падающего на вторую конструкцию (3b), образованную наложением и содержащую формообразующий барабан (2) и второй компонент (С2), наложенный на формообразующий барабан (2);
d. обнаружение, по меньшей мере, одного соответствующего второго отраженного излучения (Rr2);
е. определение второго параметра (Р2), характеризующего вторую основную длину (L2) второго компонента (С2), в зависимости от второго отраженного излучения (Rr2);
f. генерирование второго корректирующего сигнала (S2) в зависимости от первого параметра (Р1) и второго параметра (Р2);
g. передачу второго корректирующего сигнала (S2) станции (40) подготовки.
3. Способ по п. 2, при котором генерирование второго корректирующего сигнала (S2) в зависимости от первого параметра (P1) включает генерирование второго корректирующего сигнала (S2) в зависимости от первого корректирующего сигнала (S1).
4. Способ по п. 2 или 3, при котором ожидание того, что каждый из вспомогательных компонентов (Сх) будет наложен на формообразующий барабан (2) и впоследствии снят с формообразующего барабана (2), включает:
а. определение числа N, показывающего, сколько вспомогательных компонентов (Сх) включено в очередь (Q);
b. проверку того, что N вспомогательных компонентов (Сх) наложены на формообразующий барабан (2) и впоследствии сняты с формообразующего барабана (2).
5. Способ по п. 2, включающий:
а. после наложения каждого из одного из более вспомогательных компонентов (Сх) на формообразующий барабан (2), передачу вспомогательного электромагнитного излучения (Rix), падающего на вспомогательную конструкцию (3х), образованную наложением и содержащую формообразующий барабан (2) и вспомогательный компонент (Сх), наложенный на формообразующий барабан (2);
b. обнаружение, по меньшей мере, одного соответствующего вспомогательного отраженного излучения (Rrx);
с. определение соответствующего вспомогательного параметра (Рх), характеризующего основную длину (Lx) вспомогательного компонента (Сх), наложенного на формообразующий барабан (2), в зависимости от вспомогательного отраженного излучения (Rrx);
d. генерирование второго корректирующего сигнала (S2) в зависимости также от вспомогательного параметра (Рх).
6. Способ по п. 1, включающий получение параметра (ID) идентификации, характеризующего тип и/или материал, по меньшей мере, первого компонента (С1).
7. Способ по п. 6, включающий:
а. выбор первого алгоритма (А1), связанного с параметром (ID) идентификации;
b. определение, по меньшей мере, первого параметра (Р1) на основе первого алгоритма.
8. Способ по п. 2, включающий:
а. получение параметра (ID) идентификации, характеризующего тип и/или материал, по меньшей мере, первого компонента (С1);
b. выбор первого алгоритма (А1), связанного с параметром (ID) идентификации;
с. определение, по меньшей мере, первого параметра (Р1) на основе первого алгоритма.
9. Способ по п. 8, включающий определение второго параметра (Р2) на основе первого алгоритма (А1).
10. Способ по п. 5, включающий:
а. получение параметра (ID) идентификации, характеризующего тип и/или материал, по меньшей мере, первого компонента (С1);
b. выбор первого алгоритма (А1), связанного с параметром (ID) идентификации;
с. определение, по меньшей мере, первого параметра (Р1) на основе первого алгоритма.
11. Способ по п. 10, включающий определение одного или более вспомогательных параметров (Рх) на основе первого алгоритма (А1).
12. Способ по любому из пп. 6-11, включающий:
а. выбор второго алгоритма (А2), связанного с параметром (ID) идентификации;
b. генерирование, по меньшей мере, первого корректирующего сигнала (S1) на основе второго алгоритма (А2).
13. Способ по п. 2, включающий:
а. получение параметра (ID) идентификации, характеризующего тип и/или материал, по меньшей мере, первого компонента (С1);
b. выбор второго алгоритма (А2), связанного с параметром (ID) идентификации;
с. генерирование, по меньшей мере, первого корректирующего сигнала (S1) на основе второго алгоритма (А2).
14. Способ по п. 13, включающий генерирование второго корректирующего сигнала (S2) на основе второго алгоритма (А2).
15. Способ по п. 4, включающий:
а. получение параметра (ID) идентификации, характеризующего тип и/или материал, по меньшей мере, первого компонента (С1);
b. выбор первого алгоритма (А1), связанного с параметром (ID) идентификации;
с. определение, по меньшей мере, первого параметра (Р1) на основе первого алгоритма;
при этом число N вспомогательных компонентов (Сх) в очереди (Q) определяют в зависимости от параметра (ID) идентификации.
16. Способ по п. 6, включающий:
а. определение параметра (DP) смещения в зависимости от параметра (ID) идентификации;
b. смещение, по меньшей мере, излучающего устройства (10) и устройства (20) обнаружения, выполненных с возможностью соответственно излучения, по меньшей мере, первого падающего электромагнитного излучения (R1) и приема, по меньшей мере, первого отраженного электромагнитного излучения (R2), в зависимости от параметра (DP) смещения.
17. Способ по п. 16, в котором смещение происходит вдоль направления, по существу параллельного оси (Х) вращения формообразующего барабана (2).
18. Способ по п. 2, включающий:
а. определение параметра (Т) времени, характеризующего время ожидания второго компонента (С2) после его подготовки станцией (40) подготовки и перед его наложением на формообразующий барабан (2);
b. генерирование второго корректирующего сигнала (S2) в зависимости от параметра (Т) времени.
19. Способ по п. 18, при котором второй корректирующий сигнал (S2) конфигурируют так, чтобы вызвать на станции (40) подготовки изменение, величина которого является по существу монотонно уменьшающейся по отношению к увеличению времени ожидания.
20. Устройство для контроля наложения компонентов шин на формообразующие барабаны, содержащее:
а. излучающее устройство (10) для передачи первого электромагнитного излучения (Ri1), падающего на радиально наружную поверхность первой конструкции (3а), образованной наложением и содержащей формообразующий барабан (2) и первый компонент шины (С1), наложенный на формообразующий барабан (2);
b. устройство (20) обнаружения для обнаружения, по меньшей мере, соответствующего первого отраженного излучения (Rr1);
с. блок (30) обработки данных, выполненный с возможностью:
i. определения первого параметра (Р1), характеризующего первую основную длину (L1) первого компонента C1), в зависимости от первого отраженного излучения (Rr1);
ii. сравнения первого параметра (P1) с одним или более предварительно записанными в память, контрольными параметрами (Ref);
iii. генерирования первого корректирующего сигнала (S1) в зависимости от указанного сравнения;
iv. передачи первого корректирующего сигнала (S1) на, по меньшей мере, станцию (40) подготовки первого компонента (C1) для регулирования подготовки последующих компонентов.
21. Устройство по п. 20, в котором организована очередь (Q), содержащая один или более вспомогательных компонентов (Сх), готовых к наложению на формообразующий барабан (2), причем вспомогательные компоненты (Сх) подготовлены станцией (40) подготовки до получения первого корректирующего сигнала (S1), при этом блок (30) обработки данных выполнен с возможностью:
а. ожидания того, что каждый из вспомогательных компонентов (Сх) будет наложен на формообразующий барабан (2) и впоследствии снят с формообразующего барабана (2);
b. идентификации второго компонента (С2), накладываемого на формообразующий барабан (2) после вспомогательных компонентов (Сх), причем второй компонент (С2) подготовлен станцией (40) подготовки после получения первого корректирующего сигнала (S1);
с. после наложения второго компонента (С2) на формообразующий барабан, приведения в действие излучающего устройства (10) для передачи второго электромагнитного излучения (Ri2), падающего на вторую конструкцию, образованную наложением и содержащую второй формообразующий барабан (2) и второй компонент (С2), наложенный на формообразующий барабан (2);
d. определения второго параметра (Р2), характеризующего основную длину (L2) второго компонента (С2), в зависимости от второго отраженного излучения (Rr2);
е. генерирования второго корректирующего сигнала (S2) в зависимости от первого параметра (Р1) и от второго параметра (Р2);
f. передачу второго корректирующего сигнала (S2) станции (40) подготовки.
22. Устройство по п. 21, в котором для ожидания того, что каждый из вспомогательных компонентов (Сх) будет наложен на формообразующий барабан (2) и впоследствии снят с формообразующего барабана (2), блок (30) обработки данных выполнен с возможностью:
а. определения числа N, показывающего, сколько вспомогательных компонентов (Сх) включено в очередь (Q);
b. проверки того, что N вспомогательных компонентов (Сх) наложены на формообразующий барабан (2) и впоследствии сняты с формообразующего барабана (2).
23. Устройство по любому из пп. 20-22, в котором излучающее устройство (10) и устройство (20) обнаружения установлены на опорной конструкции (50) и выполнены с возможностью перемещения вдоль одной или более соответствующих направляющих (G), по существу параллельных оси (Х) вращения формообразующего барабана (2).
24. Устройство по п. 23, дополнительно содержащее, по меньшей мере, приводное устройство (М), воздействующие на излучающее устройство (10) и на устройство (20) обнаружения для перемещения последних вдоль одной или более направляющих (G).
25. Устройство по п. 24, в котором блок (30) обработки данных выполнен с возможностью приема параметра (ID) идентификации, характеризующего тип и/или материал, по меньшей мере, первого компонента (С1).
26. Устройство по п. 25, в котором блок (30) обработки данных выполнен с возможностью приведения в действие указанного, по меньшей мере, приводного устройства (М) в зависимости от параметра (ID) идентификации.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ЗАДЕРЖКИ РОСТА И МАКРОСОМИИ ПЛОДА У БЕРЕМЕННЫХ С САХАРНЫМ ДИАБЕТОМ | 2015 |
|
RU2613122C1 |
| Способ работы паровой машины | 1927 |
|
SU9923A1 |
| DE 10036010 A1, 07.02.2002 | |||
| US 5546330 A, 13.08.1996 | |||
| US 20070113948 A1, 24.05.2007 | |||
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2000 |
|
RU2174671C1 |

