Настоящее изобретение относится к плакированным прокаткой металлическим листам и способу изготовления плакированных прокаткой металлических листов.
Плакированные прокаткой металлические листы используют, например, в тех областях промышленности, где требуется высокая коррозионная стойкость к химически агрессивным окружающим средам, таким как морская вода, нефть, природный газ, кислото- или хлорсодержащие окружающие среды и т.д., в довольно широком диапазоне температур. Например, плакированные прокаткой металлические листы используют в трубопроводах, в частности в береговых и морских трубопроводах, или при изготовлении сосудов высокого давления. Помимо требуемой коррозионной стойкости и прочности, для многих применений плакированных прокаткой металлических листов большое практическое значение имеет высокая вязкость листов даже при низких температурах и также хорошая свариваемость.
При плакировании прокаткой соединяют по меньшей мере один слой основного металлического материала и по меньшей мере один слой металлического материала покрытия и в результате прокатки при повышенной температуре между такими отдельными слоями образуется металлическая связь. При этом получают металлический композиционный материал, известный как плакированный прокаткой металлический лист. В то время как основной материал обычно предназначен для восприятия статических и динамических нагрузок, материал покрытия защищает основной материал от коррозионного воздействия.
Из WO 2011/079341 А2 известно, что между частичной и окончательной деформацией толстый лист ускоренно охлаждают до температуры ниже Ar3, а затем индуктивно нагревают до температуры выше Ас3.
В данной области техники существует задача изготовления плакированных прокаткой металлических листов, имеющих высокую вязкость. В частности, необходимым является изготовление плакированных прокаткой металлических листов, содержащих металлический основной материал, соответствующий стандарту API 5L или аналогичным стандартам, например, DNV OS-F101, ISO 3183 и т.д., имеющих улучшенную вязкость при той же температуре или ту же вязкость при относительно более низкой температуре.
Указанная задача решается благодаря признакам независимых пунктов формулы изобретения. Варианты осуществления изобретения и дополнительные усовершенствованные варианты являются предметом зависимых пунктов формулы изобретения.
Соответственно способ изготовления плакированного прокаткой металлического листа включает соединение слоя основного металлического материала и слоя металлического материала покрытия с образованием пакета слоев; нагрев указанного пакета слоев; термомеханическую прокатку нагретого пакета слоев, включающую первую фазу прокатки для предварительной прокатки нагретого пакета слоев с образованием металлической связи между слоем основного металлического материала и слоем металлического материала покрытия, вторую фазу прокатки для окончательной деформации пакета слоев и также период охлаждения между первой фазой прокатки и второй фазой прокатки; причем материал покрытия представляет собой материал на основе никеля, имеющий следующий химический состав в процентах по массе: более 50% Ni и 3,1% или менее Nb, предпочтительно 2,8% или менее Nb, в частности 2,8% или менее Nb + Та, и необязательно дополнительные легирующие элементы, при этом конечную температуру прокатки во второй фазе прокатки устанавливают на значение 880°С или менее, в частности 850°С.
Благодаря низкому содержанию Nb в материале покрытия (уже) не возникает ослабления или разрыва металлической связи между материалом покрытия и основным материалом при термомеханической прокатке при конечной температуре прокатки во второй фазе прокатки, равной или меньшей 880°С, в частности 850°С. Вследствие низкой конечной температуры прокатки основной материал плакированного прокаткой металлического листа приобретает очень хорошие (т.е. улучшенные) вязкостные свойства.
Таким образом, согласно изобретению, требуемое улучшение вязкости основного материала плакированного прокаткой металлического листа достигается благодаря мерам, применяемым не к самому основному материалу, а к материалу покрытия, а также благодаря условиям способа термомеханической прокатки. Хотя химический состав материала покрытия непосредственно не влияет на вязкость основного материала плакированного прокаткой металлического листа, низкое содержание Nb в материале покрытия обеспечивает уменьшение предела текучести материала покрытия по сравнению с пределом текучести материала покрытия с более высоким содержанием Nb, в остальном имеющего такой же химический состав. Вследствие этого предел текучести материала покрытия приближается к (более низкому) пределу текучести основного материала. Благодаря меньшей разности между пределом текучести этих двух материалов чистовая прокатка (т.е. окончательная деформация во второй фазе прокатки) пакета слоев может быть достигнута при указанных более низких температурах без разрыва металлической связи между материалами. Так как более низкая конечная температура прокатки, как указано, приводит к улучшению вязкостных свойств основного материала, изменение химического состава материала покрытия "косвенно" обеспечивает улучшение механического свойства (вязкости) основного материала.
Конечная температура прокатки во второй фазе прокатки необязательно может быть установлена так, чтобы она была равна или меньше 830°С. В результате основной материал плакированного прокаткой металлического листа приобретает дополнительно улучшенные вязкостные свойства.
Конечная температура прокатки может быть ниже, предпочтительно на 10°С ниже температуры конца рекристаллизации слоя основного металлического материала.
Предпочтительно материал покрытия может иметь следующий химический состав в процентах по массе: 2,5% или менее Nb, или 2,2%, или 2,0%, в частности 2,5% или 2,2%, или 2,0% Nb + Та. Относительно низкое содержание Nb в материале покрытия обеспечивает возможность дальнейшего понижения конечной температуры прокатки во второй фазе прокатки и, следовательно, обеспечивает улучшенные вязкостные свойства основного материала (и, таким образом, плакированного прокаткой металлического листа).
Предпочтительно материал покрытия представляет собой сплав на основе никеля, т.е. основным компонентом сплава является никель. В частности, материал покрытия может представлять собой сплав никеля, хрома, молибдена и ниобия.
Обычный сплав на основе никеля представляет собой VDM® Alloy 625, в стандарте EN имеющий номер материала 2.4856 - NiCr22Mo9Nb. В стандарте ISO соответствующие сплавы на основе никеля имеют обозначение ISO NC22DNb, в стандарте UNS - обозначение UNS N06625, в стандарте AFNOR - обозначение NC22DNb, и, кроме того, например, в стандарте API - обозначение LC2262.
В частности, материал покрытия может иметь следующий химический состав в процентах по массе: 58% ≤Ni < 73%, 20% ≤ Cr < 25%, 0% ≤ Fe ≤5%, 0% ≤ С ≤ 0,03% или 0,1%, 0% ≤ Mn ≤ 0,5%, 0% ≤ Si ≤ 0,5%, 0% ≤ Со ≤ 1%, 0% ≤ Al ≤ 0,4%, 0% ≤ Ti ≤ 0,4%, 0% ≤ P ≤ 0,015%, 0% ≤ S ≤ 0,015%, 8% ≤ Mo ≤ 10%, 1,5% ≤ Nb + Та ≤ x, где x=3,1%, 2,8%, 2,5% или 2,2%, и остальное количество составляют примеси.
Указанный состав соответствует составу Alloy 625, в стандарте UNS имеющему номер N06625, и также по существу материалу с номером 2.4856 -NiCr22Mo9Nb согласно стандарту EN, но при этом вместо указанного в этих стандартах содержания 3,15% ≤ Nb + Та ≤ 4,14 в соответствии с настоящим изобретением применяют пониженное содержание Nb или Nb + Та. Кроме того, был добавлен нижний и дополнительно верхний предел для никеля, как, например, в ISO 6208; однако верхний предел для Ni (в случае Alloy 625 в спецификации VDM: 71%) и/или для Cr (в случае Alloy 625 в спецификации VDM: 23%) в каждом случае повышен на два процента, так как уменьшение содержания Nb или (Nb + Та) может быть замещено путем увеличения, например, содержания Ni и/или Cr без влияния на коррозионные свойства материала покрытия.
Содержание Nb + Та предпочтительно составляет от 1,5 до 3,1%. При необходимости содержание Nb + Та (в процентах по массе) может быть ограничено дополнительно следующим образом: 1,5%≤ Nb + Ta ≤ 3,1% 1,5% ≤ Nb + Та ≤ 2,8% 1,5% ≤ Nb + Та ≤ 2,5% 1,5% ≤ Nb + Ta ≤ 2,2% 1,7% ≤ Nb + Та ≤ 2,3%.
Содержание Ni предпочтительно составляет от 58 до 73%. Предпочтительно может быть установлено следующее содержание Ni в сплаве (в процентах по массе):
59% ≤ Ni ≤ 69%
60% ≤ Ni≤ 69%.
Как указано выше, Cr важен для коррозионной стойкости. Слишком высокое содержание способствует образованию нежелательных фаз. Содержание Cr предпочтительно составляет от 21% до 25%. Предпочтительно может быть установлено следующее содержание Cr в сплаве (в процентах по массе): 21% ≤ Cr ≤ 23%.
Содержание С предпочтительно составляет от 0 до 0,1%. Более высокое содержание снижает коррозионную стойкость за счет образования карбидов хрома на границах зерен. Предпочтительно может быть установлено следующее содержание С в сплаве (в процентах по массе):
0% ≤ С ≤ 0,03%.
Содержание Mn предпочтительно составляет от 0 до 0,5%. Предпочтительно может быть установлено следующее содержание Mn в сплаве (в процентах по массе):
0% ≤ Mn ≤ 0,3%.
Содержание Si предпочтительно составляет от 0 до 0,5%. Слишком высокое содержание способствует образованию нежелательных фаз. Предпочтительно может быть установлено следующее содержание Si в сплаве (в процентах по массе):
0% ≤ Si ≤ 0,4%.
Содержание Со предпочтительно составляет от 0 до 1%. Предпочтительно может быть установлено следующее содержание Со в сплаве (в процентах по массе):
0% ≤ Со ≤ 0,7%.
Содержание Al предпочтительно составляет от 0 до 0,4%. Предпочтительно может быть установлено следующее содержание Al в сплаве (в процентах по массе):
0% ≤Al ≤ 0,3%.
Содержание Ti предпочтительно составляет от 0 до 0,4%. Предпочтительно может быть установлено следующее содержание Ti в сплаве (в процентах по массе):
0% ≤ Ti ≤ 0,3%.
Кроме того, сплав может содержать Та, но это повышает затраты на металлы. Поэтому предпочтительно содержание Та в сплаве может быть ограничено следующим соотношением: 0% ≤ Та ≤1%. Кроме того, содержание Та может быть ограничено следующим образом (в процентах по массе):
0% ≤ Та ≤ 0,5%
0% ≤ Та ≤ 0,2%.
Кроме того, при необходимости сплав может содержать от 0 до 0,008% бора, чтобы улучшить обрабатываемость при относительно высоких температурах. Более высокое содержание отрицательно влияет на свариваемость.
Кроме того, сплав может содержать максимально 0,5% Cu. Кроме того, содержание Cu может быть ограничено следующим образом (в процентах по массе):
Cu ≤ 0,3%.
Кроме того, сплав может содержать максимально 1% W. Как и Mo, W улучшает коррозионную стойкость. Однако, как и Mo, W также вызывает высокую степень упрочнения твердого раствора и, таким образом, препятствует достижению цели снижения предела текучести материала покрытия, поэтому содержание W предпочтительно ограничивают значением не более 1%. Кроме того, содержание W может быть ограничено следующим образом (в процентах по массе):
W ≤ 0,50%
W ≤ 0,20%.
Кроме того, сплав может содержать максимально 0,5% V.
Кроме того, сплав может содержать максимально 0,05% N. N улучшает коррозионную стойкость. Однако добавки азота также вызывают упрочнение и, таким образом, препятствуют достижению цели снижения предела текучести материала покрытия, поэтому содержание азота предпочтительно ограничивают значением максимум 0,05%.
Содержание элемента Mg в сплаве может составлять не более 0,05%, чтобы улучшить обрабатываемость.
Содержание элемента Са в сплаве может составлять не более 0,05%, чтобы улучшить обрабатываемость.
Кроме того, в качестве примесей возможно присутствие элементов - свинца, цинка и/или олова в следующих количествах:
Pb≤0,002%
Zn ≤0,002%
Sn ≤0, 002%.
Более высокое содержание отрицательно влияет на обрабатываемость.
Основной материал предпочтительно может представлять собой углеродистую сталь. В частности, можно использовать углеродистые стали, соответствующие одному или более стандартам API 5L, в частности API 5L, марка Х65, DNV OS-F101, ISO 3183 или аналогичным стандартам, в частности имеющие химический состав 0% ≤С ≤ 0,3% и 0% ≤ Mn ≤ 1,65%. Например, основной материал может представлять собой углеродистую сталь (API 5L, марка Х65) со следующим химическим составом в процентах по массе:
0% ≤С ≤ 0,16%, 0% ≤ Si ≤0,50%, 1,10% ≤ Mn ≤ 1,65%, 0% ≤ Р ≤ 0,022%, 0% ≤ S ≤ 0,010%, 0% ≤ Nb ≤0,05%, 0% ≤ Ti ≤ 0,06%, 0% ≤ V ≤ 0,10%, остальное количество составляют железо и примеси. Основной материал, например, может представлять собой сталь, соответствующую API 5L, марка Х52, API 5L, марка Х56, API 5L, марка Х60, и API 5L, марка Х70.
Возможен другой состав стали API 5L марки Х65, например: 0% ≤С ≤0,16%, 0% ≤ Si < 0,50%, 1,10% ≤ Mn ≤ 1,60%, 0% ≤ Р ≤ 0,022%, 0% ≤ S ≤ 0,005%, 0% ≤ Cr ≤ 0,50%, 0% ≤ Мо ≤ 0,20%, 0% ≤ Ni ≤ 0,20%, 0,020% ≤ Al ≤ 0,060%, 0% ≤ Cu ≤ 0,20%, 0% ≤ N ≤ 0,014%, 0% ≤ Nb ≤ 0,05%, 0% ≤ Ti ≤ 0,02%, 0% ≤ V ≤ 0,10%, 0% ≤ As ≤ 0,02%, 0% ≤ Sb ≤ 0,01%, 0% ≤ Sn ≤ 0,015%, 0% ≤ Pb ≤ 0,010%, 0% ≤ Bi ≤ 0,010%, 0% ≤ Ca ≤ 0,005%, 0% ≤ В ≤ 0,0005%, 0% ≤ Cr+Mo+Ni+Cu ≤ 0,5%, 0% ≤ Nb+V≤0,10% и 0% ≤ Nb+V+Ti ≤ 0,15%, остальное количество составляют железо и примеси, причем, кроме того, выполняются условия CEV ≤ 0,43% и Pcm ≤ 0,25%, где
CEV=С + Mn/6 + (Cr+Mo+V)/5+(Ni + Cu)/15, и
Pcm = С + Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B.
Прокатку в первой фазе прокатки можно проводить при начальной температуре прокатки от 1000°С до 1200°С. В частности, в первой фазе прокатки слои пакета слоев гомогенизируют по всему их поперечному сечению и уменьшают их толщину. Кроме того, между слоями образуется металлическая связь. На данном этапе механические свойства плакированного прокаткой металлического листа еще не обеспечиваются.
Предпочтительно период охлаждения по меньшей мере выбирают таким, чтобы температура слоя основного металлического материала опустилась ниже температуры конца рекристаллизации основного металлического материала; однако для специальных применений период охлаждения можно сократить таким образом, чтобы вторая фаза прокатки начиналась при температуре выше температуры конца рекристаллизации. В зависимости от толщины слоев и возможно других влияющих параметров (например, принудительное охлаждение) период охлаждения может составлять, например, от 3 до 15 минут, причем, как правило, большая толщина требует более продолжительного периода охлаждения. Процесс охлаждения можно осуществить посредством непрерывного охлаждения, однако температурная кривая также может включать по меньшей мере одну промежуточную фазу нагревания.
Вторую фазу прокатки, например, проводят при начальной температуре прокатки не более чем на 50°С, в частности 40°С или 30°С, выше конечной температуры прокатки. Чем больше толщина пакета слоев (уже уменьшенная в первой фазе прокатки), тем ниже необходимая начальная температура прокатки. В зависимости от геометрии и также возможных крутящих моментов и усилия прокатки, вторую фазу прокатки можно начать даже при начальной температуре прокатки ниже требуемой конечной температуры прокатки.
Один рабочий пример также относится к плакированному прокаткой металлическому листу, включающему: слой основного металлического материала и слой металлического материала покрытия, соединенные друг с другом посредством металлической связи, причем материал покрытия представляет собой материал на основе никеля, имеющий следующий химический состав в процентах по массе: более 50% Ni и 3,1% или менее Nb, предпочтительно 2,8% или менее Nb, в частности 2,8% или менее Nb + Та, и получаемому по термомеханическому способу прокатки, включающему первую фазу прокатки для предварительной прокатки, вторую фазу прокатки для окончательной деформации и период охлаждения между первой фазой прокатки и второй фазой прокатки, причем конечная температура прокатки во второй фазе прокатки устанавливают на значение 880°С или менее, в частности 850°С.
Таким образом, указанный термомеханический способ прокатки может включать две или более фаз прокатки, причем интервалы времени между отдельными фазами прокатки можно использовать для по меньшей мере одного ускоренного охлаждения и/или нагревания металлического листа.
Слой основного металлического материала плакированного прокаткой металлического листа может иметь толщину равную или более 25 мм, в частности равную или более 30 или 35 мм. Так как вязкостные свойства металлических листов, плакированных при помощи термомеханической прокатки, ухудшаются с увеличением толщины основного материала, до сих пор изготовить плакированные прокаткой металлические листы, имеющие указанную толщину и при этом требуемую (стандартом или заказчиком) минимальную вязкость, не удавалось.
Например, в качестве основного металлического материала плакированного прокаткой металлического листа используют углеродистую сталь, соответствующую стандартам API 5L, в частности API 5L, марка Х65, DNV OS-F101, ISO 3183 или аналогичным стандартам.
Например, в плакированном прокаткой металлическом листе используют слой основного металлического материала, имеющего вязкость, соответствующую ударной вязкости образца с надрезом по меньшей мере 50 Дж при -70°С, в частности -80°С, и/или доли вязкой составляющей, определенной в соответствии с испытанием на ударный разрыв падающим грузом по методу Баттелли, равной не менее 80% при температуре -20°С, в частности при -30°С.
Например, в плакированном прокаткой металлическом листе применяют слой металлического материала покрытия, имеющий толщину равную или более 2,0 мм, в частности равную или более 2,5 мм.
Рабочие примеры и варианты осуществления изобретения проиллюстрированы в качестве примера с помощью схематических чертежей, при этом на чертежах отчасти используется разный уровень детализации. Чертежи выполнены не в масштабе. Одни и те же или аналогичные позиции обозначены одинаковыми ссылочными символами.
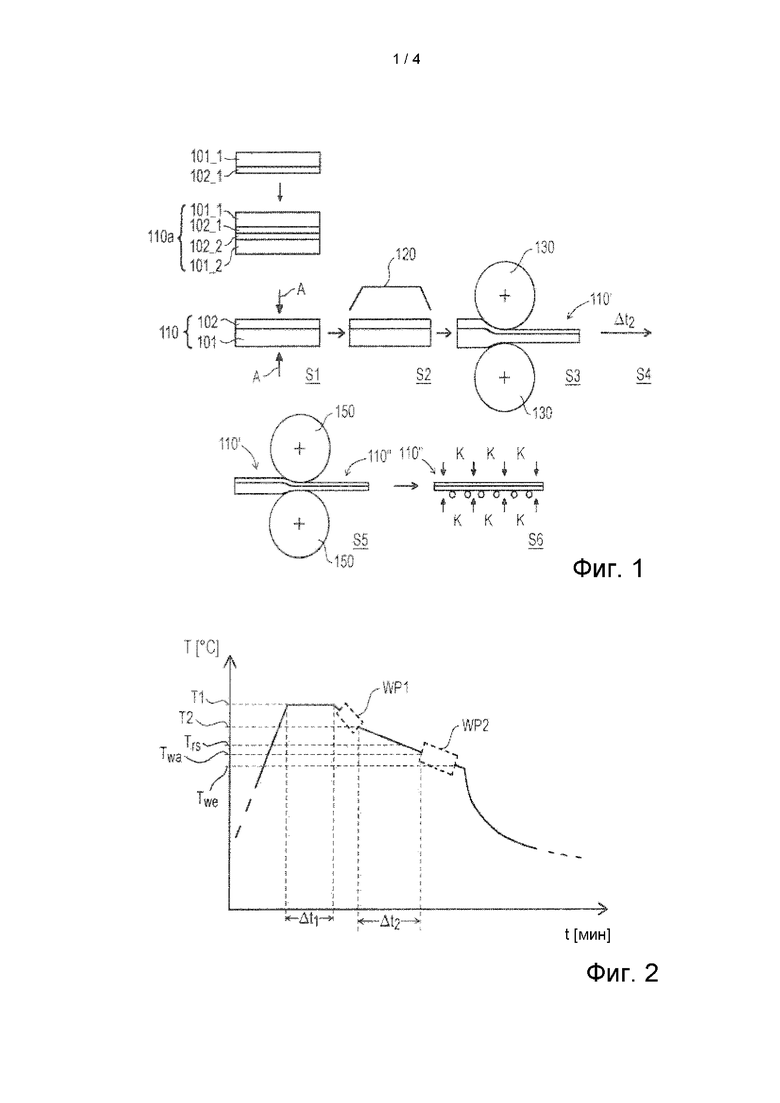
На фиг. 1 показаны различные этапы рабочего примера способа согласно изобретению для изготовления плакированных прокаткой металлических листов.
На фиг. 2 показана температурная кривая рабочего примера осуществления способа согласно изобретению.
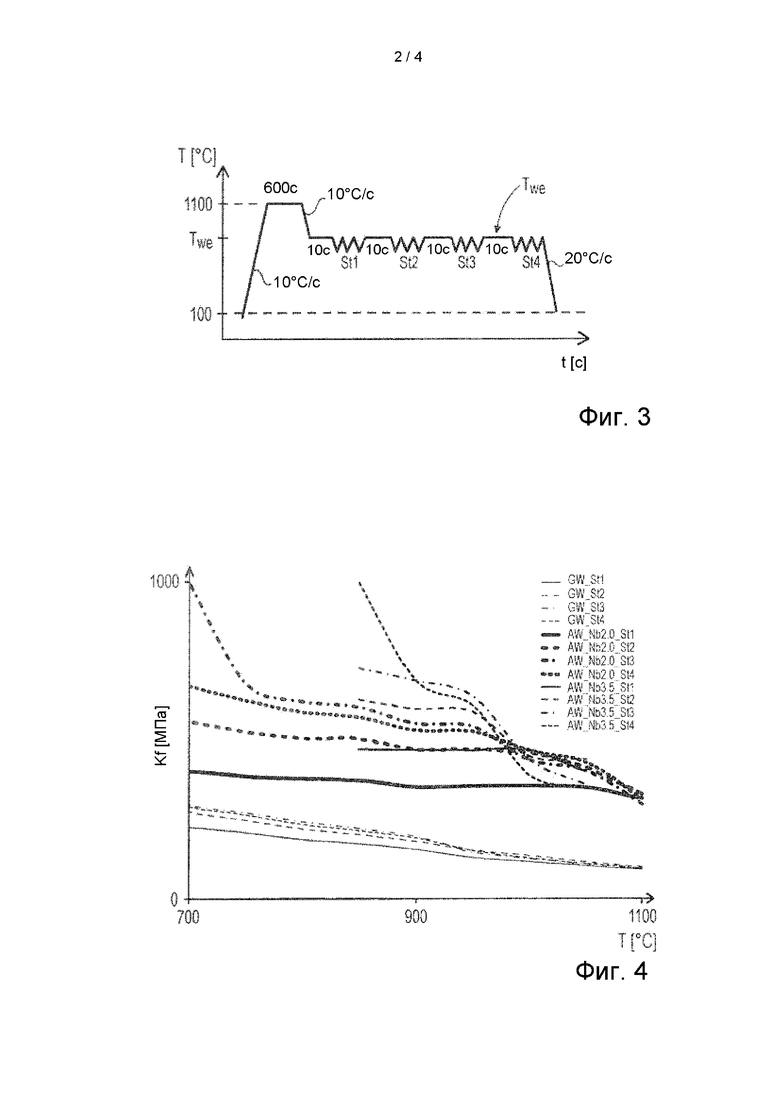
На фиг. 3 показана температурная кривая примера определения предела текучести слоя основного материала и слоя материала покрытия.
На фиг. 4 представлен пример кривых предела текучести слоя основного материала и двух слоев материала покрытия с различным содержанием Nb в зависимости от температуры, причем в качестве параметра указан номер прохода через валки во время деформирования.
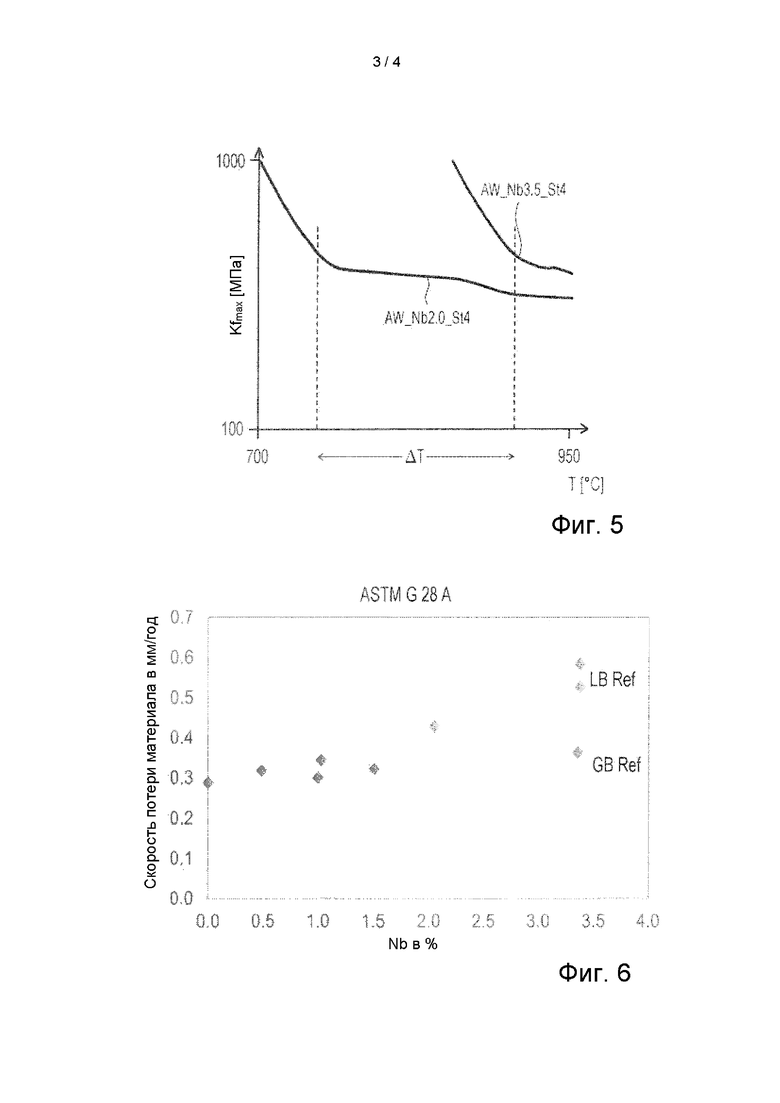
На фиг. 5 показан пример кривой предела текучести материала покрытия, содержащего 3,5% Nb и кривой предела текучести идентично обработанного материала покрытия, содержащего 2,0% Nb.
На фиг. 6 показана диаграмма, на которой представлена зависимость скорости потери материала в мм/год, определенной при испытании по методу Штрейхера (Streicher test) согласно ASTM G 28 А, от содержания Nb в процентах по массе для различных материалов покрытия.
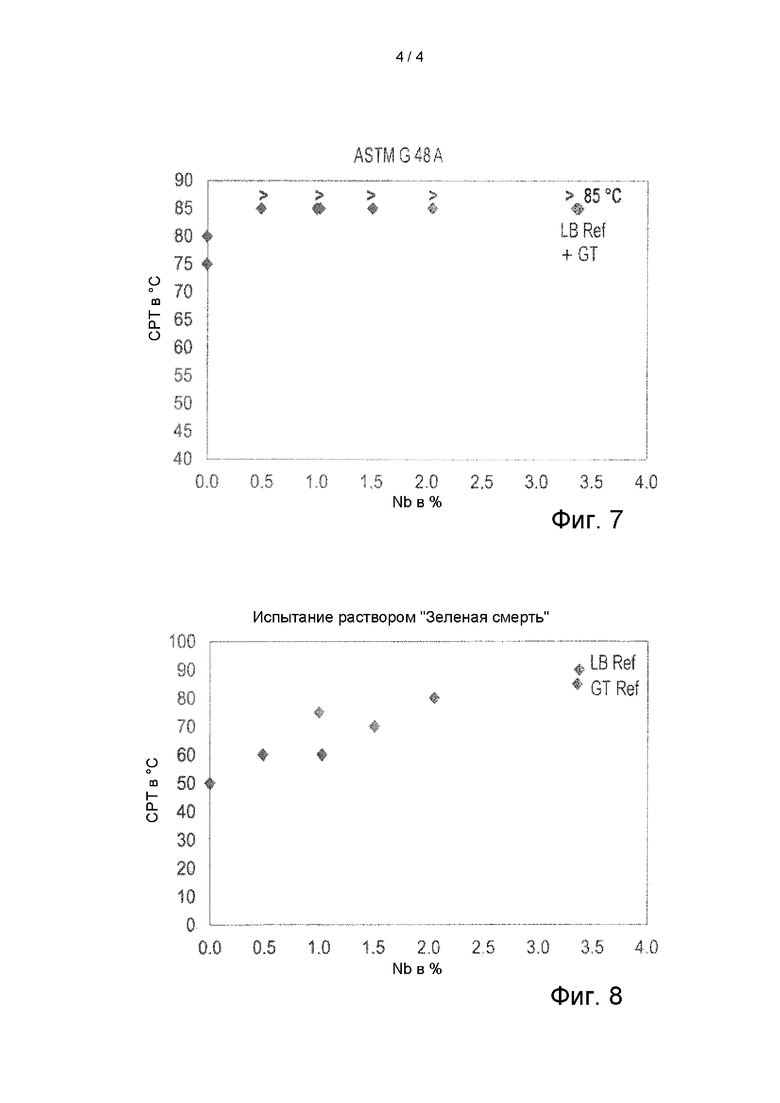
На фиг. 7 показана диаграмма, на которой представлена зависимость критической температуры СРТ точечной коррозии в °С, определенной при испытании на коррозию согласно ASTM G 48 А, от содержания Nb в процентах по массе для различных материалов покрытия.
На фиг. 8 показана диаграмма, на которой представлена зависимость критической температуры СРТ точечной коррозии в °С, определенной при испытании раствором "Зеленая смерть" (англ. "Green Death"), от содержания Nb в процентах по массе для различных материалов покрытия.
На фиг. 1 показан ряд этапов способа согласно рабочему примеру способа согласно изобретению для изготовления плакированных прокаткой металлических листов.
При плакировании прокаткой изготавливают композиционные материалы с металлической связью между по меньшей мере двумя слоями, состоящими из по меньшей мере двух разных металлических материалов. Этап S1 иллюстрирует этап производственного процесса, на котором на слой 101 основного материала помещают слой 102 материала покрытия.
И слой 101 основного материала, и слой 102 материала покрытия представляют собой заранее изготовленные металлические слои, которые сначала располагают друг на друге без образования металлической связи. Оба слоя 101, 102 материала могут быть заранее изготовлены по отдельности в виде металлических листов или полос на производящем металлопродукцию заводе.
Обычно толщина слоя 101 основного материала больше толщины слоя 102 материала покрытия. Как правило, задача слоя 101 основного материала состоит в том, чтобы выдерживать статические и динамические нагрузки, в то время как слой 102 материала покрытия в основном выполняет задачу защиты слоя 101 основного материала от коррозионного воздействия агрессивных окружающих сред. Однако слой 102 материала покрытия также может частично или полностью включаться в расчет толщины стенки готового плакированного прокаткой металлического листа для выдерживания статических и динамических нагрузок.
Основной материал может, например, представлять собой углеродистую сталь. Материал покрытия может, например, представлять собой сплав на основе никеля, в частности сплав никеля, хрома, молибдена и ниобия.
Материалы, применяемые при изготовлении плакированных прокаткой металлических листов, и их физические свойства в технике известны и стандартизированы. Заказчик, которому, например, нужен плакированный прокаткой металлический лист для морских трубопроводов, благодаря заданным стандартами свойствам (химический состав материалов, толщина слоев, коррозионная стойкость к различным окружающим средам, вязкостные свойства, прочностные свойства и свойства в отношении расширения, стойкость к точечной коррозии, свариваемость и т.д.) может быть уверен в том, что его требования в отношении указанных свойств будут выполнены. В частности, при использовании плакированных прокаткой металлических листов в нефтегазовом секторе в качестве основного материала, как правило, применяют углеродистые стали, отвечающие соответствующим действующим стандартам API 5L, в частности API 5L, марка Х65, DNV OS-F101, ISO 3183 или другим аналогичным стандартам. Например, в качестве материала покрытия используют сплав на основе никеля, например, Alloy 625, имеющий номер материала 2.4856, химический состав которого приведен выше.
Наряду с показанным на фиг.1 в качестве примера прилеганием слоя 102 материала покрытия к слою 101 основного материала с одной стороны также может быть обеспечено прилегание слоев 102 материала покрытия к слою 101 основного материала, расположенного между слоями 102, с обеих сторон. Также может быть обеспечено несколько слоев 101 основного материала, между которыми расположен один или более слоев 102 материала покрытия. Практический пример такой многослойной конфигурации показан на фиг. 1. При этом применяют два слоя 101_1, 101_2 основного материала и два слоя 102_1, 102_2 материала покрытия, расположенных друг на друге в следующем порядке: 101_1, 102_1, 102_2, 101_2, причем необязательно между слоями материала покрытия может быть помещена разделительная среда, чтобы предотвратить связывание между двумя материалами покрытия. В качестве разделительных сред могут использоваться керамические материалы.
На фиг. 1 укладка друг на друга слоев 101, 102 материала показана стрелками А. Стопка слоев, изготовленная в результате укладки друг на друга слоев 101, 102 материала, обозначается как пакет 110 слоев. Пакет 110а слоев, например, изготавливаемый в результате укладки друг на друга слоев 101_1, 102_1 и 102_2, 101_2, представляет собой один из возможных вариантов, в соответствии с которыми на практике может быть реализован пакет 110 слоев.
Пакет 110 слоев нагревают на этапе S2. Согласно фиг. 2, на которой показано примерное изменение температуры в рабочем примере способа согласно изобретению, пакет 110 слоев нагревают до температуры Т1.
Нагревание можно осуществить, например, в печи 120, см. этап S2 на фиг. 1. В качестве печи 120 можно использовать, например, толкательную печь, в которой пакет 110 слоев при помощи толкающего и разгрузочного устройства продвигается через печь 120 и выгружается.
Пакет 110 слоев может находиться в печи 120 в течение первого периода времени Δt1. В течение периода времени Δt1 может быть достигнуто равномерное нагревание по поперечному сечению слоев 101, 102 материала. Температура Т1 может составлять, например, от 1000°С до 1200°С. В частности, эта температура может быть равна, или выше, или ниже 1050°С, 1100°С или 1150°С.
Например, сразу же после выгрузки пакета 110 слоев из печи 120 (этап S2) пакет 110 слоев прокатывают в первой фазе WP1 прокатки (этап S3). Прокатка в первой фазе WP1 прокатки может состоять из одного или более этапов прокатки (проходов через валки). Прокатку в первой фазе WP1 прокатки называют предварительной прокаткой. Как правило, предварительную прокатку проводят в одной или более прокатных клетей 130, причем благодаря реверсивной прокатке число проходов можно увеличить по отношению к числу прокатных клетей (равному одному или более).
При предварительной прокатке (WP1) материалы гомогенизируют, и толщина пакета 110 слоев уменьшается. Кроме того, образуется металлическая связь между слоем 101 основного материала и слоем 102 материала покрытия. При предварительной прокатке механические свойства будущего плакированного прокаткой металлического листа еще не обеспечиваются. На фиг. 1 пакет 110 слоев уменьшенной толщины обозначен ссылочным символом 110'.
Затем пакет 110' слоев охлаждают в течение периода времени Δt2, см. фиг.1, этап S4. При охлаждении температура, например, падает ниже температуры Trs конца рекристаллизации. Охлаждение может происходить, например, на воздухе, и период времени Δt2 охлаждения может составлять, например, от 1 до 3 минут или даже до 15 минут. Период Δt2 охлаждения обычно зависит от толщины пакета 110' слоев и требуемой разности температур между первой фазой WP1 прокатки и второй фазой WP2 прокатки, следующей за периодом охлаждения Δt2.
Как указано выше, в отличие от случая, показанного на фиг.2 лишь в качестве примера, в течение периода Δt2 охлаждения также можно применить непостоянно падающую температурную кривую, содержащую одну или более промежуточных фаз нагревания. И в этом случае также является предпочтительным, если во время второй фазы WP2 прокатки (или в некоторых случаях даже уже в ее начале) температура пакета 110' слоев меньше температуры Trs конца рекристаллизации, так как в противном случае ослабляется эффект применяемого в настоящем описании термомеханического способа прокатки относительно требуемого улучшения вязкостных свойств готового продукта (плакированного прокаткой металлического листа).
От обычной горячей прокатки термомеханическая прокатка отличается тем, что последние проходы в заключительной фазе прокатки осуществляют при температуре ниже Trs, причем обычно весь процесс прокатки включает по меньшей мере две фазы WP1 и WP2 прокатки, между которыми находится целенаправленная, т.е. управляемая по времени и/или температуре, фаза охлаждения и возможные промежуточные фазы нагревания. (По меньшей мере) вторую или заключительную фазу WP2 термомеханической прокатки также называют окончательной прокаткой или чистовой прокаткой.
На фиг.1 вторая фаза WP2 прокатки происходит в прокатной клети 150 (см. этап S5), которая может быть идентичной прокатной клети 130 или отличаться от прокатной клети 130. Как и предварительную прокатку, чистовую прокатку (WP2) могут осуществить с реверсированием или без реверсирования в одной или более прокатных клетях. И в этом случае число проходов зависит от исходной толщины пакета 110' слоев, требуемого уменьшения толщины, требуемой степени конечной деформации, физических свойств прокатываемых материалов и т.д.
Начальную температуру Twa прокатки в фазе WP2 прокатки выбирают так, чтобы конечная температура Twe прокатки имела требуемое заданное значение 880°С или менее, в частности 850°С. Конечная температура Twe прокатки определена как температура пакета 110' слоев при чистовой прокатке (фаза WP2 прокатки) непосредственно перед последним проходом, т.е. непосредственно перед последним входом в прокатную клеть 150. Как правило, температуру измеряют при помощи пирометра, и в этом случае температура представляет собой температуру, измеренную на поверхности. Однако путем расчета также можно определить средние температуры по толщине металлического листа, чтобы определить по ним температуру Twe (а также другие указанные в настоящем документе значения температуры).
Благодаря установке конечной температуры Twe прокатки равной 880°С или менее достигают того, что готовый продукт (плакированный прокаткой металлический лист) имеет улучшенные вязкостные свойства. Чем ниже конечная температура Twe прокатки, тем более лучших вязкостных свойств можно достичь термомеханическим плакированием прокаткой.
Пакет слоев после чистовой прокатки (WP2) обозначают ссылочным символом 110''. Толщина пакета 110'' слоев после чистовой прокатки является более уменьшенной в сравнении с предварительно прокатанным пакетом 110'. Кроме того, как сказано выше, при чистовой прокатке (WP2) обеспечивают механические свойства плакированного прокаткой металлического листа.
На этапе S6 (фиг. 1) пакет 110'' слоев после чистовой прокатки могут подвергнуть охлаждению, ускоренному по сравнению с охлаждением на воздухе, см. также фиг. 2. Ускоренное охлаждение можно обеспечить, например, с помощью охлаждающей среды, например, путем распыления воды на пакет 110'' слоев после чистовой прокатки. На фиг. 1 охлаждающая среда обозначена стрелками K.
Ускоренное охлаждение можно осуществить, например, так, чтобы температура пакета 110'' слоев после чистовой прокатки составила 100°С. Ускоренное охлаждение также благоприятно влияет на достижимые вязкостные свойства плакированного прокаткой металлического листа.
После ускоренного охлаждения возможны дополнительные технологические этапы, например, выравнивание, ультразвуковая дефектоскопия, обрезка краев (например, путем пламенной резки), необязательно разделение на более мелкие пластины, шлифовка и выходной контроль, которые здесь подробно не описываются. Физические свойства готового продукта (плакированного прокаткой металлического листа) в основном регулируют посредством (необязательного) этапа S6 ускоренного охлаждения.
Повышение вязкости или улучшение вязкостных свойств плакированных прокаткой металлических листов, изготавливаемых в соответствии с настоящим изобретением, в значительной степени обуславливается низкой конечной температурой прокатки. До сих пор низкие конечные температуры прокатки в области указанных в настоящем описании значений были невозможны, так как такие низкие температуры не позволяют при чистовой прокатке (т.е. во второй фазе WP2 прокатки) сохранить металлическую связь, уже созданную при предварительной деформации (т.е. при предварительной прокатке в первой фазе WP1 прокатки). При обычных процессах чистовая прокатка при конечных температурах Twe прокатки приблизительно 900°С до сих пор была возможна, но при более низких конечных температурах прокатки предварительно образованная металлическая связь между слоем 101 основного материала и слоем 102 материала покрытия снова разрывалась при необходимых степенях деформации.
Снижение содержания Nb в материале покрытия в настоящий момент позволяет уменьшить конечную температуру Twe прокатки без нарушения металлической связи между слоями 101, 102 материала, повреждаемой при чистовой прокатке (WP2). В соответствии с настоящим изобретением чистовая прокатка (WP2) без разрыва металлической связи возможна благодаря тому, что вследствие снижения содержания Nb уменьшают сравнительно большую разницу между пределом текучести материала покрытия и пределом текучести основного материала при температурах прокатки во второй фазе (WP2) прокатки.
Чем выше предел текучести, тем выше сопротивление деформации материала. Если предел текучести высок, то материал проявляет высокое сопротивление деформации, и чтобы деформировать материал соответствующим образом, требуются высокие усилия прокатки. Если предел текучести низкий, чтобы произвести деформацию, достаточными являются сравнительно низкие усилия прокатки.
Благодаря уменьшению разницы между пределами текучести (т.е. деформируемостью) материала покрытия и основного материала уменьшаются механические напряжения в плоскости связи между материалом покрытия и основным материалом. В результате предотвращают разрыв металлической связи, вызванный слишком высокими механическими напряжениями.
Фиг. 3 и 4 служат для пояснения в качестве примера предела текучести основного материала и материала покрытия в зависимости от температуры при различных химических составах материала покрытия. Пределы текучести материала покрытия и основного материала были измерены при помощи дилатометра. Для этого образцы используемых материалов были подвергнуты нагреванию и формованию для моделирования процесса прокатки, как наглядно показано на фиг. 3.
Сначала образцы были нагреты до температуры 1100°С, которая поддерживалась в течение 600 секунд. Скорость нагрева составляла 10°С в секунду. Затем образцы со скоростью 10°С в секунду были охлаждены до температуры деформации, соответствующей конечной температуре Twe прокатки при фактическом процессе изготовления плакированного прокаткой металлического листа. При указанной температуре Twe деформации был осуществлено четыре прохода St1, St2, St3, St4, в каждом случае со временем ожидания 10 секунд. Скорость деформации в каждом случае составляла dPhi/dt=2,0. После этого проводили ускоренное охлаждение до 100°С со скоростью охлаждения 20°С в секунду.
Пределы текучести образцов были определены при помощи дилатометра при первом проходе (St1), втором проходе (St2), третьем проходе (St3) и четвертом проходе (St4). Испытания проводили при различных температурах Twe деформации. Результаты испытаний представлены на фиг.4 для основного материала (GW) с обозначением GW8932 в соответствии с API 5L, марка Х65, материала покрытия Alloy 625 с содержанием Nb 3,5% (AW_Nb3.5) и модифицированного материала покрытия Alloy 625mod, идентичного Alloy 625, но имеющего содержание Nb 2,0% и соответствующую замену уменьшенного содержания Nb за счет Ni или Cr (AW_Nb2.0).
Из фиг. 4 видно, что предел текучести Kf в МПа основного материала (углеродистая сталь) увеличивается медленно до более низких температур Т деформации (соответствует Twe) и для проходов St1, St2, St3, St4 отличается лишь незначительно. Таким образом, сопротивление деформации основного материала GW зависит от температуры сравнительно мало и увеличивается между проходами относительно незначительно. Кривые предела текучести Kf основного материала в зависимости от температуры при проходах St1, St2, St3, St4 обозначены GW_St1, GW_St2, GW_St3 и GW_St4.
Кривые предела текучести Kf обычного материала покрытия Alloy 625, содержащего 3,5% Nb, в зависимости от температуры при проходах St1, St2, St3, St4 обозначены AW_Nb3.5_St1, AW_Nb3.5_St2, AW_Nb3.5_St3 и AW_Nb3.5_St4. В частности, при относительно высоких степенях деформации (четвертый проход St4) материал покрытия Alloy 625, содержащий 3,5% Nb, зависит от температуры заметно сильнее, чем основной материал. Как видно из фиг.4, при четвертом проходе St4 при температуре ниже приблизительно 900°С предел текучести Kf материала покрытия Alloy 625, содержащего 3,5% Nb, сильно увеличивается. Такое сильное увеличение приводит к быстро увеличивающейся разнице между пределами текучести основного материала и материала покрытия при более высоких степенях деформации и более низких температурах, вследствие чего при этих условиях наблюдается вышеупомянутое разрушение металлической связи между этими материалами.
Кривые предела текучести Kf модифицированного материала покрытия Alloy 625mod, содержащего 2,0% Nb, в зависимости от температуры, при проходах St1, St2, St3, St4 обозначены AW_Nb2.0_St1, AW_Nb2.0_St2, AW_Nb2.0_St3 и AW_Nb2.0_St4. Кривые предела текучести Kf модифицированного материала покрытия Alloy 625mod, содержащего 2,0% Nb, в зависимости от температуры, в каждом случае проходят ниже соответствующих кривых для материала покрытия Alloy 625, содержащего 3,5% Nb. В данном случае также можно заметить увеличение предела текучести Kf при меньших температурах Twe деформации и больших степенях деформации (большее число проходов). Однако разница между пределами текучести основного материала и модифицированного материала покрытия Alloy 625mod меньше, и, в частности, значительный рост предела текучести при максимальной степени деформации (St4) и более низких температурах возникает только при температуре существенно ниже 800°С. По этой причине в способе согласно настоящему изобретению при применении материала покрытия с пониженным содержанием Nb металлическая связь между материалом покрытия и основным материалом остается неповрежденной при низких конечных температурах Twe прокатки и требуемых степенях деформации.
Это отличие в отношении предела текучести еще раз показано на фиг. 5, на которой сопоставлены максимальные пределы текучести Kfmax (т.е. Kf при четвертом проходе St4) в единицах МПа обычного материала покрытия (Alloy 625) и модифицированного материала покрытия (Alloy 625mod). Благодаря диапазону температур ΔT становятся возможными более низкие конечные температуры Twe прокатки и, следовательно, обеспечиваются улучшенные вязкостные свойства основного материала и плакированного прокаткой металлического листа.
При фактическом изготовлении плакированных прокаткой металлических листов стопка слоев может быть нагрета до указанной в настоящем документе температуры (приблизительно 1100°С ± 50°С или ± 100°С). Так как первая фаза (WP1) прокатки не влияет на предел текучести при последних проходах во второй фазе (WP2) прокатки, первую фазу (WP1) прокатки при показанных на фиг.3 и 4 испытаниях моделировать не требовалось, т.е. проходы St1, St2, St3 и St4 соответствуют проходам во второй фазе (WP2) прокатки при фактическом изготовлении плакированных прокаткой металлических листов. Однако при фактическом изготовлении плакированных прокаткой металлических листов во второй фазе (WP2) прокатки, как правило, используют несколько проходов (например, от 10 до 20 проходов), а интервалы времени между проходами могут быть выбраны отличными от тех, которые использовали при показанном в настоящем документе испытании.
При практическом применении вязкость плакированного прокаткой металлического листа зависит как от толщины металлического листа, так и от температуры. Чем ниже используемая температура и чем толще металлический лист, тем меньше вязкость (и, соответственно, выше хрупкость) металлического листа. Таким образом, рассмотренные в настоящем документе улучшенные вязкостные свойства также могут означать повышенную вязкость при одной и той же рабочей температуре и/или толщине металлического листа или одинаковую вязкость при более низких используемых температурах и/или большей толщине металлического листа.
Показатели вязкости определяют стандартизированными способами измерения, например, посредством определения ударной вязкости образца с надрезом и/или определения доли вязкой составляющей в испытании на ударный разрыв падающим грузом по методу Баттелли (BDWTT). Благодаря понижению содержания Nb в материале покрытия с 3,5% до, например, 2,0% (т.е. использования Alloy 625mod вместо Alloy 625) ударная вязкость образца с надрезом может быть улучшена с более чем 50 Дж при температуре испытания -60°С и толщине основного материала 25 мм до значения более 50 Дж при температуре испытания -80°С и толщине основного материала 40 мм. Доля вязкой составляющей при испытании BDWTT может быть улучшена с по меньшей мере 80% при температуре испытания -10°С и толщине основного материала 25 мм до значения по меньшей мере 80% при температуре испытания -30°С и толщине основного материала 40 мм, т.е. требуемые заказчиком значения вязкости могут быть гарантированы для металлических листов большей толщины и/или при более низких используемых температурах. При этом основной материал соответствовал вышеуказанному стандарту API 5L Х65 или аналогичным стандартам.
Модификация материала покрытия не оказала негативного влияния на его хорошие антикоррозионные свойства. В технике антикоррозионные свойства также оценивают благодаря известным, стандартизированным способам измерения. При толщине обычного материала покрытия (Alloy 625 с номером материала 2.4856) и модифицированного материала покрытия (соответствующего Alloy 625mod) 3 мм при испытании по методу Штрейхера согласно ASTM G 28 А была определена максимальная потеря материала за год 1,2 мм/год, а при испытании на точечную коррозию согласно ASTM G 48 А в каждом случае при 50°С точечная коррозия обнаружена не была. Такие же результаты были получены для других материалов, соответствующих стандарту, в частности Alloy 625 и имеющих обозначение UNS NO 6 62 5, LC2262 и т.д.
Чтобы исследовать влияние снижения содержания Nb на коррозию, было выплавлено 10 кг лабораторных партий.
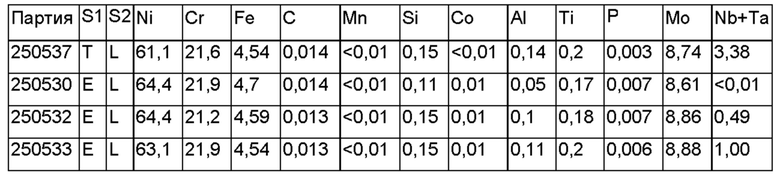
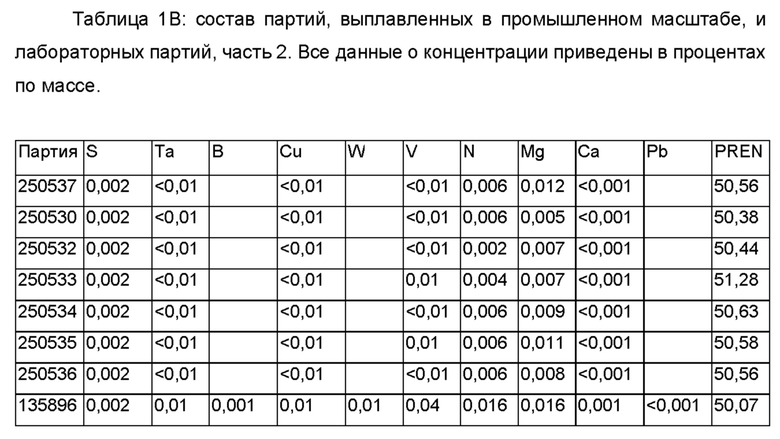
В таблицах 1А и 1В представлен анализ выплавленных в лабораторном масштабе партий, а также некоторых используемых для сравнения партий Alloy 625, выплавленных в промышленных масштабах в соответствии с уровнем техники. Партии, соответствующие уровню техники, обозначены буквой Т, партии, соответствующие настоящему изобретению - буквой Е. Партии, выплавленные в лабораторном масштабе, имеют обозначение L, партии, выплавленные в промышленном масштабе, обозначены буквой G. Партия 135896, выплавленная в промышленном масштабе, представляет собой партию Alloy 625, соответствующую уровню техники. Партия 250537 представляет собой Alloy 625, но она выплавлена как лабораторная партия и служит в качестве эталона и для обеспечения сравнимости результатов для лабораторных партий и промышленных партий. Все партии имеют аналогичный PREN, который определяет стойкость к точечной коррозии, составляющий от 50,07 до 51,28.
Стойкость к точечной коррозии определяют по следующей эмпирической формуле:
PREN=Cr+3,3 * (Mo+W)+16 * N,
где Cr, Mo, W, N - содержание элементов в процентах по массе. Высокое содержание Cr, Мо, W и N приводит к высокой стойкости к точечной коррозии. PREN представляет собой эмпирическую формулу, наряду с которой могут иметься и другие влияющие параметры.
Слитки сплавов, выплавленных в вакууме в лабораторном масштабе (см. табл. 1А и 1В), были подвергнуты отжигу при температуре от 1100 до 1250°С в течение от 0,1 до 70 часов и прокатаны посредством горячей прокатки и дополнительных промежуточных отжигов в течение от 0,1 до 10 часов при температуре от 1100 до 1250°С до конечной толщины 12 мм. Затем металлические листы подвергали рекристаллизации при температуре от 950 до 1050°С. Из полученных металлических листов были изготовлены необходимые для измерений образцы.
Эталонная партия, выплавленная в промышленном масштабе способом открытой плавки, была обработана в установке вакуумно-кислородного обезуглероживания и отлита способом непрерывного литья. Слитки, полученные способом непрерывного литья, отожженные в течение от 0,1 минуты до 70 часов при температуре от 1100 до 1250°С, необязательно в атмосфере инертного газа, например, аргона или водорода, с последующим охлаждением на воздухе, в подвижной отжиговой атмосфере или в водяной бане, посредством горячей прокатки и дополнительных промежуточных отжигов в течение от 0,1 до 20 часов при температуре от 1100 до 1250°С были прокатаны до конечной толщины 5 или 16 мм. Затем металлические листы подвергали рекристаллизации при температуре от 950 до 1050°С. Из полученных металлических листов были изготовлены необходимые для измерений образцы.
Затем образцы, необходимые для коррозионных испытаний, были отшлифованы со всех сторон и очищены.
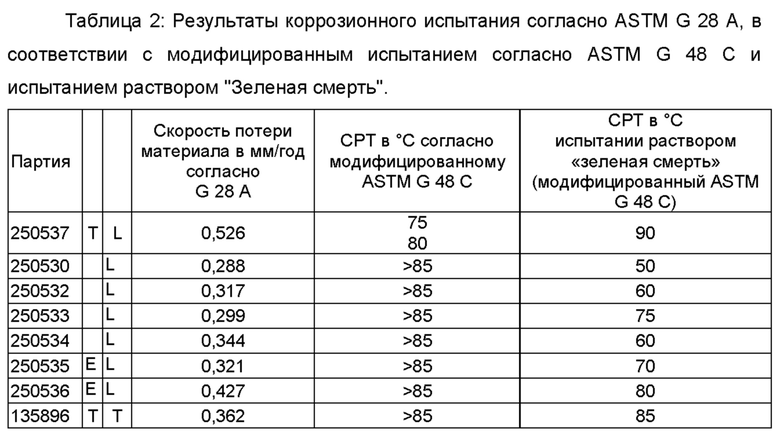
Было осуществлено коррозионное испытание согласно ASTM G 28 А. Данное испытание позволяет измерить чувствительность материала к межкристаллитной коррозии. Результат показан на фиг. 6 в виде графика зависимости скорости потери материала от содержания Nb и в таблице 2 в виде числовых значений. Прежде всего, следует заметить, что лабораторная эталонная партия 250537 (LB Ref на фиг. 6) имеет более высокую скорость потери материала, чем промышленная эталонная партия 135896 (GT Ref на фиг. 6). При некоторых испытаниях это можно наблюдать в лабораторных партиях из-за неблагоприятного соотношения между поверхностью и объемом по сравнению с промышленными партиями. Все лабораторные партии со сравнительно меньшим содержанием Nb имеют низкую скорость потери материала, так что следует исходить из того, что межкристаллитная коррозия согласно ASTM G 28 А с уменьшением содержания ниобия до 2,8% Nb или менее не ухудшается.
Кроме того, было осуществлено коррозионное испытание согласно ASTM G 48 С.Это испытание позволяет измерить чувствительность материала к точечной коррозии. При этом указанное испытание было слегка модифицировано, так как в случае лабораторных партий в распоряжении имеется лишь ограниченное количество образца материала, поэтому новый образец можно взять не для каждой температуры. Первое испытание было осуществлено при 50°С, и для более низкого содержания Nb - также при 40°С. Затем образец был взвешен и снова помещен в свежий раствор, но с температурой на 5°С выше. Это повторялось до появления ярко выраженной точечной коррозии, распознаваемой по резкому увеличению потери в массе и ярко выраженному образованию участков точечной коррозии. Первая температура, при которой возникают указанные явления, представляет собой критическую температуру точечной коррозии (СРТ). Материал тем более чувствителен к точечной коррозии, чем выше эта температура (СРТ при таком модифицированном испытании, как правило, выше, чем при испытании, при котором для каждой температуры берут новый образец).
Результат показан на фиг. 7 в виде графика зависимости критической температуры СРТ точечной коррозии в °С от содержания Nb и в таблице 2 в виде числовых значений. Прежде всего, следует заметить, что в данном случае лабораторная эталонная партия 250537 (LB Ref на фиг. 7) и промышленная партия 135896 (GT на фиг.7) достигают максимальной температуры испытания без проявления точечной коррозии. Максимальной температуры достигают также все лабораторные партии с содержанием Nb 0,5% или более. Более низкую температуру точечной коррозии показывают только партии, не содержащие Nb, что было подтверждено путем повторения испытания. Поэтому содержание Nb уменьшать до 0 не следует, но предпочтительно оно должно составлять 0,5% или более, чтобы чувствительность к точечной коррозии согласно ASTM G 48 С с уменьшением содержания Nb не ухудшалась. Как сказано выше, PREN представляет собой эмпирическую формулу, наряду с которой могут иметься и другие влияющие параметры.
Такие материалы как Alloy 625 являются настолько стойкими к коррозии, что они достигают пределов модифицированного испытания согласно ASTM G 48 С.Поэтому также был применен более жесткий вариант этого испытания - так называемое испытание раствором "Зеленая смерть".
Это испытание осуществляют точно так же, как модифицированное испытание согласно ASTM G 48 С, но вместо раствора для испытания, содержащего 6% FeCh3 и 1% HCL, используют раствор для испытания, содержащий 11,5% H2SO4 + 1,2% HCl + 1% FeCb3 + 1% CUCl2. Результат показан на фиг.8 в виде графика зависимости критической температуры СРТ точечной коррозии от содержания Nb и в таблице 2 в виде числовых значений. В данном случае также следует заметить, что лабораторная эталонная партия 250537 (LB Ref на фиг. 8) и промышленная партия 135896 (GT Ref на фиг. 8) почти не отличаются в отношении своей критической температуры точечной коррозии. Приблизительно выше содержания Nb 2% измеренные критические температуры точечной коррозии лежат в области статистического разброса, а приблизительно ниже содержания Nb 1,5% наблюдается заметное снижение. Поэтому содержание Nb предпочтительно должно составлять 1,5% или более, чтобы чувствительность к точечной коррозии при испытании раствором "Зеленая смерть" заметно не ухудшалась.
Следует понимать, что результаты, поясненные в настоящем документе при помощи примеров, представляют собой общие положения, применимые ко всем материалам, описанным в данном документе.
Таблица 1А: состав партий, выплавленных в промышленном масштабе, и лабораторных партий, часть 1. Все данные о концентрации приведены в процентах по массе (столбец S1 - Т: сплав в соответствии с уровнем техники, Е: сплав в соответствии с настоящим изобретением, столбец S2 - L: выплавлено в лабораторном масштабе, G: выплавлено в промышленном масштабе).

Изобретение относится к области прокатки. Способ включает соединение слоя основного металлического материала и слоя металлического материала покрытия с образованием пакета слоев, после чего пакет слоев нагревают и осуществляют термомеханическую прокатку нагретого пакета слоев, включающую первую фазу прокатки для предварительной прокатки нагретого пакета слоев с образованием металлической связи между слоем основного металлического материала и слоем металлического материала покрытия, вторую фазу прокатки для окончательной деформации пакета слоев и период охлаждения между первой фазой прокатки и второй фазой прокатки. Химический состав материала покрытия в процентах по массе является следующим: 3,1% или менее Nb, предпочтительно 2,8% или менее Nb, в частности 2,8% или менее Nb + Та. Конечную температуру прокатки во второй фазе прокатки устанавливают на значение 880°С или менее, в частности 850°С. Изобретение обеспечивает возможность получения плакированного листа с повышенной вязкостью или с достаточным уровнем вязкости при пониженной температуре. 2 н. и 14 з.п. ф-лы, 8 ил.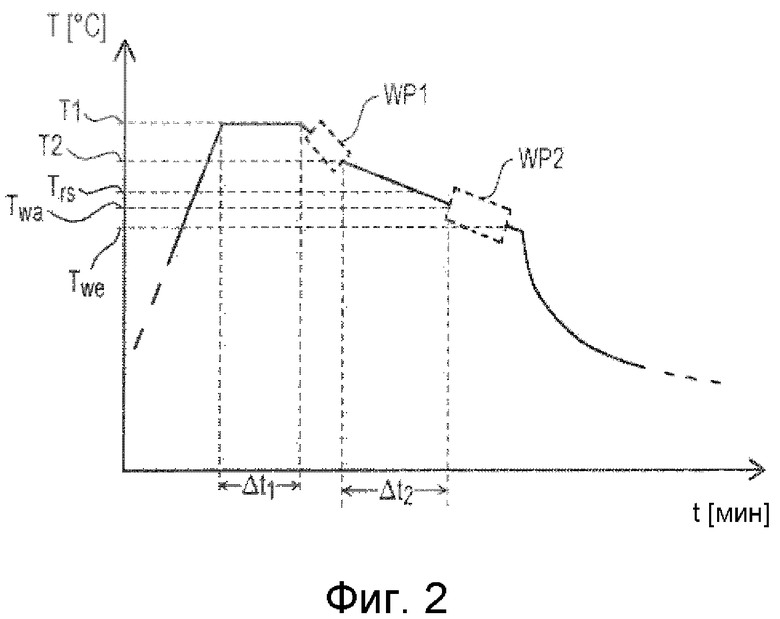
1. Способ изготовления плакированного прокаткой металлического листа, включающий:
соединение слоя основного металлического материала и слоя металлического материала покрытия с образованием пакета слоев,
нагрев указанного пакета слоев,
термомеханическую прокатку нагретого пакета слоев, включающую первую фазу прокатки для предварительной прокатки нагретого пакета слоев с образованием металлической связи между слоем основного металлического материала и слоем металлического материала покрытия, вторую фазу прокатки для окончательной деформации пакета слоев и период охлаждения между первой фазой прокатки и второй фазой прокатки, причем
материал покрытия представляет собой материал на основе никеля, имеющий следующий химический состав в процентах по массе: более 50% Ni и 3,1% или менее Nb, предпочтительно 2,8% или менее Nb, в частности 2,8% или менее Nb + Та, а
конечная температура прокатки во второй фазе прокатки составляет 880°С или менее, в частности 850°С.
2. Способ по п. 1, при котором материал покрытия имеет следующий химический состав в процентах по массе: 2,5% или менее Nb, в частности 2,5% или менее Nb + Та.
3. Способ по п. 1 или 2, при котором материал покрытия представляет собой сплав на основе никеля, в частности сплав никеля, хрома, молибдена и ниобия.
4. Способ по любому из пп.1-3, при котором материал покрытия имеет следующий химический состав в процентах по массе: 58% ≤ Ni ≤ 73%, 20% ≤ Сr ≤ 25%, 0% ≤ Fe ≤ 5%, 0% ≤ С ≤ 0,1%, 0% ≤ Мn ≤ 0,5%, 0% ≤ Si ≤ 0,5%, 0% ≤ Со ≤ 1%, 0% ≤ Al ≤ 0,4%, 0% ≤ Ti ≤ 0,4%, 0% ≤Р ≤ 0,015%, 0% ≤ S ≤ 0,015%, 8% ≤ Мо ≤ 10%, 1,5% ≤ Nb + Та ≤ 2,8%, остальное количество составляют примеси.
5. Способ по п. 4, при котором материал покрытия необязательно дополнительно может содержать один или более следующих элементов в процентах по массе: 0% ≤ Та ≤ 1%, 0% ≤ В ≤ 0,008%, Сu ≤ 0,5%, W ≤ 1%, V ≤ 0,5%, N ≤ 0,05%, Mg ≤ 0,05%, Са ≤ 0,05%, Pb ≤ 0,002%, Zn ≤ 0,002%, Sn ≤ 0,002%.
6. Способ по любому из пп. 1-5, при котором основной материал представляет собой углеродистую сталь.
7. Способ по п. 6, при котором углеродистая сталь имеет химический состав в процентах по массе, включающий один или более следующих диапазонов: 0% ≤ С ≤ 0,30% или 0,16%, 0% ≤ Si ≤ 0,50%, 1,10% ≤ Мn ≤ 1,65% или 1,40%, 0% ≤ Р < 0,022%, 0% ≤ S ≤ 0,010%, 0% ≤ Nb ≤ 0,05%, 0% ≤ Ti ≤0,06%, 0% ≤ V ≤ 0,10%, остальное количество составляют железо и примеси.
8. Способ по любому из пп. 1-7, при котором первую фазу прокатки проводят при начальной температуре прокатки от 1000 до 1200°С.
9. Способ по любому из пп. 1-8, при котором конечная температура прокатки ниже, в частности по меньшей мере на 10°С ниже, температуры конца рекристаллизации слоя основного металлического материала.
10. Способ по любому из пп. 1-9, при котором период охлаждения на воздухе во время способа прокатки составляет от 3 до 15 минут.
11. Плакированный прокаткой металлический лист, содержащий:
слой основного металлического материала и слой металлического материала покрытия, соединенные друг с другом посредством металлической связи, причем
материал покрытия представляет собой материал на основе никеля, имеющий следующий химический состав в процентах по массе: более 50% Ni и 3,1% или менее Nb, предпочтительно 2,8% или менее Nb, в частности 2,8% или менее Nb + Та, и
получаемый путем термомеханической прокатки, включающей первую фазу прокатки для предварительной прокатки, вторую фазу прокатки для окончательной деформации и период охлаждения между первой фазой прокатки и второй фазой прокатки, причем конечная температура прокатки во второй фазе прокатки составляет 880°С или менее, в частности 850°С.
12. Плакированный прокаткой металлический лист по п. 11, причем период охлаждения между первой фазой прокатки и второй фазой прокатки включает ускоренное охлаждение и/или нагревание металлического листа.
13. Плакированный прокаткой металлический лист по п. 11 или 12, в котором слой основного металлического материала имеет толщину, равную или более 25 мм, в частности равную или более 30 мм или 35 мм.
14. Плакированный прокаткой металлический лист по любому из пп. 11-13, в котором основной металлический материал имеет химический состав, соответствующий одному или более стандартам API 5L, в частности API 5L, марка Х65, DNV OS-F101, ISO 3183 или аналогичным стандартам.
15. Плакированный прокаткой металлический лист по любому из пп. 11-14, в котором слой основного металлического материала имеет вязкость, соответствующую ударной вязкости образца с надрезом по меньшей мере 50 Дж при -70°С, в частности -80°С, и/или доли вязкой составляющей, определенной в испытании падающим грузом по методу Баттелли, равной по меньшей мере 80% при -20°С, в частности при -30°С.
16. Плакированный прокаткой металлический лист по любому из пп. 11-15, в котором слой металлического материала покрытия имеет толщину, равную или более 2 мм, в частности равную или более 2,5 мм.
| ООЮЗНАЯ i | 0 |
|
SU320773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ ЛИСТОВ | 2004 |
|
RU2255848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ ЛИСТОВ С ОСНОВНЫМ СЛОЕМ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ И ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 1999 |
|
RU2170274C1 |
| DE 4409004 A1, 21.09.1995. | |||

