Изобретение относится к области машиностроения (обработка материалов резанием). Может использоваться в автоматизированных системах управления станками и при исследованиях процессов изнашивания лезвийных инструментов по его задним граням.
Известен «метод измерения температуры резания с помощью естественной термопары», описанный Клушиным М.И. [Резание металлов (Элементы теории пластического деформирования срезаемого слоя) /Изд. второе, перераб. - М.: Машгиз, 1958. - 454 с. (С.312-317)]. В нем показывается, что температура резания представляет собой среднеинтегральную термоэлектродвижущую силу (ТЭДС) всей поверхности контакта с обрабатываемым материалом:

где U - измеренное напряжение на зажимах гальванометра, ε - ТЭДС на каждом из участков с примерно одинаковыми температурами при действительном законе распределения температур по контактным площадкам инструмента, Q - контактные проводимости этих участков. Необходимость суммирования предполагает известность размеров участков контакта с одинаковыми температурами и показаний ТЭДС на каждом из них. Измеренное усредненное напряжение естественной термопары представляет собой величину, связанную со средней температурой всей контактной поверхности. Величину температуры, соответствующую измеренному напряжению, определяют по заранее подготовленному для контактирующей пары материалов «тарировочному графику».
Недостатком такого способа является практическая невозможность измерения контактных проводимостей и значений ТЭДС естественных термопар для различных участков контактных поверхностей, имеющих разные температуры.
Наиболее близким является способ определения температуры резания по средним контактным температурам передней и задних поверхностей резца и размерам контактных площадок обрабатываемого материала с упомянутыми поверхностями, описанный Резниковым А.Н. [Теплофизика резания. - М.: Машиностроение, 1969. - 288 с. (С.108)]. В нем средняя температура резания θр на всей контактной поверхности инструмента в установившемся процессе резания теоретически определена через средние температуры и протяженности контактных площадок в направлениях движения по ним обрабатываемого материала отдельно на передней и задних поверхностях лезвийного инструмента:

где θn и θз - средние температуры передней и всех задних поверхностей режущего клина, с - длина контакта стружки с передней поверхностью, hз - усредненный размер ширины фаски износа по задним поверхностям. По сравнению с аналогом в прототипе укрупнены участки усреднения температур, складываемых в температуру резания.
Этот способ имеет тот же недостаток, что и аналог, так как в качестве измерителя температуры в нем используется метод естественной термопары, то есть способ электрического измерения неэлектрических величин. Поэтому замена значений средних измеряемых напряжений U на температуры θ, как это сделано в зависимости (2) по сравнению с (1), требует прямой пропорциональности между температурой и результатами измерения ТЭДС, что на реальных тарировочных графиках не наблюдается. Другим недостатком прототипа является то, что измерение по отдельности средних температур и протяженностей контактных площадок с и hз на передней и задней поверхностях резца требует специальных методик или приспособлений, которые неприменимы при непрерывном резании. Поэтому из-за сложности экспериментальной оценки каждого из перечисленных четырех неизвестных элементов выражения (2), определяющих температуру резания, практически все известные науке температурные исследования процесса резания методом естественной термопары осуществлялись острым инструментом. Таким образом, измеренная средняя температура передней поверхности (при hз=0 зависимость (2) превращается в выражение Up0=Un) используется как температурная характеристика процесса резания и называется температура резания. Резец в таких исследованиях применяется приработанным к режиму обработки по радиусу округления режущей кромки.
Способы оценки средних протяженностей и температур контактных площадок лезвийного инструмента по показаниям естественной термопары при непрерывном резании (то есть разделения одного показания на четыре различных величины, связанных с износом резца) автору неизвестны.
Для разделения показаний ТЭДС естественной термопары на четыре различных величины, связанных с износом резца, то есть определения средних температур контактных площадок на передней и задних поверхностях режущего клина и их протяженностей по показаниям естественной термопары, периодически многократно измеряют показания ТЭДС естественной термопары «обрабатываемый - инструментальный материалы» при обработке на принятом режиме и продолжительности резания до каждого момента измерения ТЭДС. ТЭДС измеряют на резце в процессе его изнашивания на всем периоде стойкости. Предварительно измеряют величину ТЭДС при работе двух аналогичных исследуемому по инструментальному материалу и геометрическим параметрам резцов с различными заранее известными приработанными к режиму фасками износа. По полученным значениям ТЭДС при известных фасках износа фиксируют время достижения этих уровней температуры в процессе изнашивания резца. По программе рассчитывают неменяющиеся на периоде стойкости средние значения протяженности контакта стружки с передней гранью резца и уровня ТЭДС на ней. Определяют стабилизированный по ТЭДС диапазон фасок износа и рассчитывают значение ТЭДС на нем. На нелинейных участках кривой нарастания фаски износа по времени во всех измеренных точках рассчитывают среднюю температуру фаски износа и величину этой фаски, по полученным данным формируют графики изменения фаски износа (кинетическую кривую изнашивания) и интенсивности изнашивания от времени работы резца.
Расчеты необходимо проводить по уточненному выражению (2) после замены средних температур на контактных площадках на соответствующие усредненные показания ТЭДС естественных термопар на этих поверхностях. Зависимость примет вид

Анализ показал, что при изнашивании режущего клина только по задним поверхностям (чистовые режимы на инструментах из любых инструментальных материалов, работа твердосплавных резцов с малыми и средними подачами и т.п.) ситуация на передней поверхности резца по распределению контактных температур и длине контакта стружки с режущим клином после кратковременной приработки режущих кромок стабилизируется, что проявляется в постоянстве усадки стружки практически на всем периоде стойкости резца. При этом длина с и средняя температура передней поверхности θn, задаваемая величиной ТЭДС Up, становятся константами. А сразу после приработки режущих кромок при hз=0 измеренное значение Up0 соответствует Un, как и температура θp0=θn. На задних поверхностях резца с ростом величины фаски износа hз средняя температура фаски θз меняется по определенному закону [Тахман С.И. Режимы резания и закономерности изнашивания твердосплавного инструмента. - Курган: Изд. Курганского гос. ун-та. - 2001. - 169 с.]. Соответственно изменяется и интенсивность изнашивания δ=dhз/dτ.
На фиг.1 показан характер изменения показаний естественных термопар на инструменте в целом (экспериментальная кривая) и на его контактных поверхностях по отдельности (расчетные кривые).
На фиг.2 приведена форма сечений резцов с ограниченной фаской износа в секущих плоскостях на главной и вспомогательной режущих кромках.
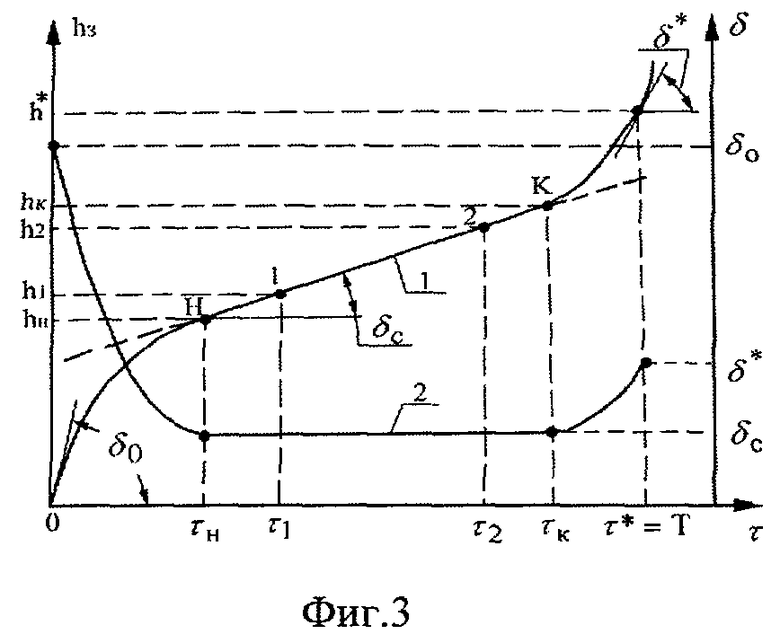
На фиг.3 показан примерный ход зависимостей нарастания износа (кинетическая кривая) и интенсивностей изнашивания по задним поверхностям при изменении времени работы резца на периоде стойкости.
Результаты разделения представляются в виде двух графиков, показанных на фиг.1 и 3. На фиг.1 приведены зависимости усредненных показаний ТЭДС естественных термопар от времени резания на резце в целом (кривая 1, результат измерения), на передней поверхности резца (прямая 3, расчет), на фаске износа по мере ее роста (кривая 4, расчет) и на резце в целом, рассчитанная в предположении о постоянстве температуры фаски износа на уровне минимального значения кривой 4 (кривая 2, расчет). Видно, что на линейном участке кривой 4 между временами τн и τк показания ТЭДС Uз=Uзс, а следовательно, контактная температура фаски износа θз=θзс и соответствующая температуре интенсивность ее изнашивания между фасками hн и hк постоянны. Это задает наклонный линейный участок нарастания износа резца по задним граням на кинетической кривой изнашивания (фиг.3). Ее построение является целью стойкостных испытаний любых инструментов.
Таким образом, в выражении (3) для случая изнашивания режущего инструмента по задним поверхностям на определенном участке периода стойкости присутствуют три константы, а изменение измеренной величины ТЭДС Up зависит только от величины фаски износа. Выразим значение hз из (3) для этого случая:

С помощью этого выражения может быть найдено расчетное стабилизированное значение hзс для любого момента изнашивания, в том числе и вне диапазона hн-hк (кривая 4 на фиг.1). Рассчитанные по (4) значения фасок износа в крайних точках участка кривой 4, совпадающего с кривой 1 фиг.1, задают величины фасок hн и hк.
При известной величине фаски износа в выражении (4) присутствуют две неизвестные константы. Для их определения необходимы два резца из того же инструментального материала, что и исследуемый резец, с теми же геометрическими параметрами режущих клиньев. Они должны иметь известные по величине ограниченные фаски износа h1 и h2 с линейного участка кинетической кривой. На фиг.2 схематически показан резец с укороченной задней поверхностью с отмеченным запасом А на изнашивание при постоянной фаске износа.
Обозначим через U1 и U2 значения ТЭДС при резании резцами с ограниченными фасками h1 и h2, приработанными к исследуемому режиму. Записанные для этих случаев уравнения (3) представляют систему из двух уравнений с двумя неизвестными c и Uзс:

Решение этой системы формирует зависимости для определения неизвестных констант:


Найденные константы позволяют использовать выражение (4) при расчете величины фаски износа на линейном участке кинетической кривой изнашивания, а выражение (2) - для формирования зависимости величины средней ТЭДС на резце от времени резания при условии стабильной температуры фаски износа на всем периоде стойкости.
Первоначально измеряется ТЭДС при работе двумя резцами с ограниченными фасками износа. Следующим этапом на том же режиме проводится изнашивание исследуемого резца с фиксацией ТЭДС естественной термопары Upi в любом количестве точек с одновременным измерением времени с начала процесса изнашивания τi. Засекаются отрезки времени τ1 и τ2 в моменты совпадения измеренных значений U1 и U2 с текущими значениями ТЭДС Upi. Строится линейная часть кинетической кривой изнашивания экстраполяцией зависимости hзс=ƒ(τ) по данным точек 1 и 2, позволяющая определять значения hзсi для любого τi, в частности hзс0 в начальный момент времени и точки hн и hк, за которыми располагаются нелинейные участки кинетической кривой изнашивания.
На заключительном этапе расшифровываются нелинейные участки кривой изменения средней ТЭДС фаски износа Uз=ƒ(hз). На участке 0≤τi≤τн для всех τi рассчитываются уровни фаски износа по полуэмпирической зависимости

а затем уровень средней ТЭДС фаски износа Uзi, задающей при рассчитанной фаске hзi измеренную величину Upi:

На участке τк≤τi, протяженность которого задается условием превышения достигнутым износом заданного значения критерия износа h*, величины hзi определяются по зависимости, аналогичной (8)

При этом уровень средней ТЭДС на рассчитанной фаске износа с учетом измеренной величины ТЭДС Upi определяется по выражению (9).
Интенсивность изнашивания резца по задней поверхности δзi рассчитывается по зависимости

Таким образом, по всем известным τi, hзi, Uзi и δзi строятся графики изменения по времени резания:
- величины фаски износа задних поверхностей резца hзi=ƒ(τi) - кинетическая кривая изнашивания (кривая 1 на фиг.3),
- средней величины ТЭДС на фаске износа Uзi=ƒ(τi) (кривая 2 на фиг.1); (этот график при помощи тарировочного графика может переводиться в зависимость средней температуры фаски износа от времени),
- интенсивности изнашивания резца по задней поверхности δзi=ƒ(τi) (кривая 2 на фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ УСКОРЕННОГО ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ НЕСТАЦИОНАРНОГО РЕЗАНИЯ | 2001 |
|
RU2207935C2 |
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| К БИБЛИОТЕК?* | 1972 |
|
SU350590A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2494839C1 |
| Способ определения температуры по длине контакта задней поверхности резца | 1986 |
|
SU1355358A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2500504C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОТИВОИЗНОСНОЙ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД ПРИ РЕЗАНИИ МЕТАЛЛОВ | 2008 |
|
RU2367929C1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ НАГРЕВА РАБОЧИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2430812C1 |

Изобретение относится к области обработки материалов резанием, может использоваться в автоматизированных системах управления станками и при исследовании процессов изнашивания лезвийных инструментов по задним граням. Способ заключается в периодическом многократном измерении показаний ТЭДС естественной термопары «обрабатываемый - инструментальный материалы» и продолжительности резания до каждого момента измерения ТЭДС. Для сокращения продолжительности и повышения точности ТЭДС измеряют на резце в процессе его изнашивания на всем периоде стойкости в следующей последовательности: предварительно измеряют величину ТЭДС при работе двух аналогичных исследуемому по инструментальному материалу и геометрическим параметрам резцов с различными заранее известными приработанными к режиму фасками износа. По полученным значениям ТЭДС при известных фасках износа фиксируют время достижения этих уровней температуры в процессе изнашивания исследуемого резца и измерения показаний ТЭДС на нем. По программе рассчитывают неменяющиеся на периоде стойкости средние значения протяженности контакта стружки с передней гранью резца и уровня ТЭДС на ней. Определяют стабилизированный по ТЭДС диапазон фасок износа и рассчитывают значение ТЭДС на нем, на нелинейных участках кривой нарастания фаски износа по времени во всех измеренных точках рассчитывают величину фаски износа и среднюю температуру этой фаски, по полученным данным формируют графики изменения фаски износа в виде кинетической кривой изнашивания, средней температуры на ней интенсивности изнашивания от времени работы резца. 3 ил.
Способ определения средних температур площадок контакта обрабатываемого материала с передней и задними поверхностями токарного резца и их протяженностей, включающий периодическое многократное измерение показаний термоэлектродвижущей силы (ТЭДС) естественной термопары «обрабатываемый - инструментальный материалы» при обработке на принятом режиме и продолжительности резания до каждого момента измерения ТЭДС, отличающийся тем, что ТЭДС измеряют на резце в процессе его изнашивания на всем периоде стойкости в следующей последовательности: предварительно измеряют величину ТЭДС при работе двух аналогичных исследуемому по инструментальному материалу и геометрическим параметрам резцов с различными заранее известными приработанными к режиму фасками износа, по полученным значениям ТЭДС при известных фасках износа фиксируют время достижения этих уровней температуры в процессе изнашивания исследуемого резца и измерения показаний ТЭДС на нем, по программе рассчитывают не меняющиеся на периоде стойкости средние значения протяженности контакта стружки с передней гранью резца и уровня ТЭДС на ней, определяют стабилизированный по ТЭДС диапазон фасок износа и рассчитывают значение ТЭДС на нем, на нелинейных участках кривой нарастания фаски износа по времени во всех измеренных точках рассчитывают величину фаски износа и среднюю температуру этой фаски, по полученным данным формируют графики изменения фаски износа в виде кинетической кривой изнашивания, средней температуры на ней интенсивности изнашивания от времени работы резца.
| РЕЗНИКОВ А.Н | |||
| «Теплофизика резания», М., «Машиностроение», 1969, с.108 | |||
| К БИБЛИОТЕК?* | 0 |
|
SU350590A1 |
| Способ контроля износа режущей кромки инструмента в процессе резания | 1977 |
|
SU753547A1 |
| Устройство для контроля износа режущей кромки инструмента | 1986 |
|
SU1371786A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НА ПОВЕРХНОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2100173C1 |
| Устройство для сбора информации от дискретных датчиков | 1984 |
|
SU1259272A1 |

