/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборный лезвийный инструмент для его реализации | 2021 |
|
RU2763860C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| ОПТИЧЕСКОЕ ЛЕЗВИЕ И УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС | 2010 |
|
RU2533523C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ | 2004 |
|
RU2280538C2 |
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
Изобретение относится к технологии машиностроения, а именно к способу резания материалов лезвийным инструментом. Целью изобретения является повышение производительности процесса резания материала за счет уменьшения усилия на преодоление сопротивления сдвигу обрабатываемого материала в плоскости отделения срезаемого слоя. Режущей частью 3 лазерный лучJ фиксируют над передней поверхностью 2 инструмента в точке 6, Одновременно сфокусированное лазерное излучение в точке на фокальной плоскости 8 направляют вглубь обрабатываемого материала 10 к месту зарождения П и распространения опережающей лезвие на режущей кромке 5 трещины в плоскости сдвига при отделении срезаемого слоя 12, 4 ил.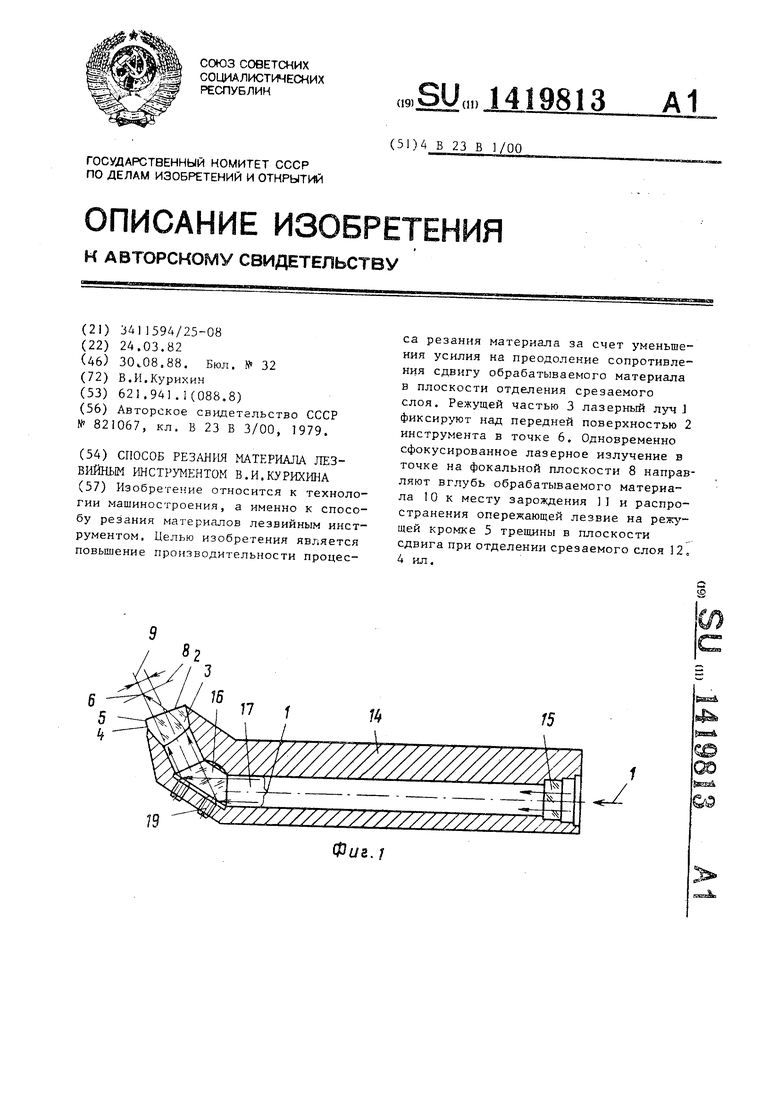
Фиг.1
Изобретение относится к технологии- машиностроения, а именно к способу резания материала лезвийным инструментом и предназначено для испоЛьзованик в технологических процессах машиностроительной промышленности при токарных, фрезерных и др. видах обработки металлических и неметаллических материсшов путем снятия припуска с заготовок 3 виде стружки.
Целью изобрете1шя является повышение, производительности прюцесса реза- ния материала за счет уменьшения усилия на преодоление сопротивления сдвигу обрабатываемого материала в плоскости отделения срезаемого слоя и снижения контактного трения срезаемого слоя о режущий инструмент.
Ocyщecтвлeниe подогрева обрабаты- 20 металлического материа- ia, Б частности
Баемого материала в прирезцовой области, при котором лазерное излучение подводят к обрабатываемому материалу со стороны передней поверхности режущей части инструментаJ достигнуто уве личение скорости прогрева зоны резания за счет подвода энергии непосредственно в область упругого и гитас- тического деформирования; материала в процессе резания. Фокусированием и направлением режущей частью лазерного луча к месту зарождения и распространения по материалу опережающей лезвие инструмента трещины в материале,образующей при отделении срезаемого слоя по плоскости дефор - ации сдвига, получена возможность концентрировать световой поток лазерного излучения над передней поверхностью режущей части инструмента и осуществлять локаль- ньй подогрев для уменьшения сопротивления обрабатываемого материала раз- рущению по плоскости сдвига и уменьшено трение срезаемого слоя о переднюю поверхность режущей части инструмента при удалении его из зоны резания за счет деформации срезаемого слоя под действием разности температур на наружной и внутренней (образованной плоскостью сдвига) поверхностями. Подогревом места зарожд,ения трещины в обрабатываемом материале при отделении срезаемого слоя до температуры локального испарения материала и одновременным переводом срезаемого слоя частично в парожидкое состояние при расклинивании твердотельной части давлением паров обрабатываемого материала в плоскости сдвига созданы ус
лония для получения дополнительных УСИ.ПИЙ в зоне резания, разрушающих материал по плоскости сдвига. В результате перевода материала в локальной зоне в парожидкое состояние осуществляют генерацию псевдосжиженного подслоя между передней псверхностью режущей части инструмента и обращен0 ной к ней поверхностью твердоте.аъной части срезаемого слоя материала. При этом получена возможность удаления срезаемого слоя из зоны резания на паровом подслое без контакта его
5 твердотельной части с передней поверх- ност: ю режущей части инструмента, т.е. уменьшено трение между ними,
В качестве примера возможной реализации способа выбрано резание не30
5
25 о
5
0
резины, применительнс к удалению крупных выступов рисунка проте.ктора резцом при восстановительном ремонте авмобильньгх шин , при котором усилие резания определяется контактным давлением между срезаемой резиной и инfjструментом, разным примерно 2 кГ/см ,
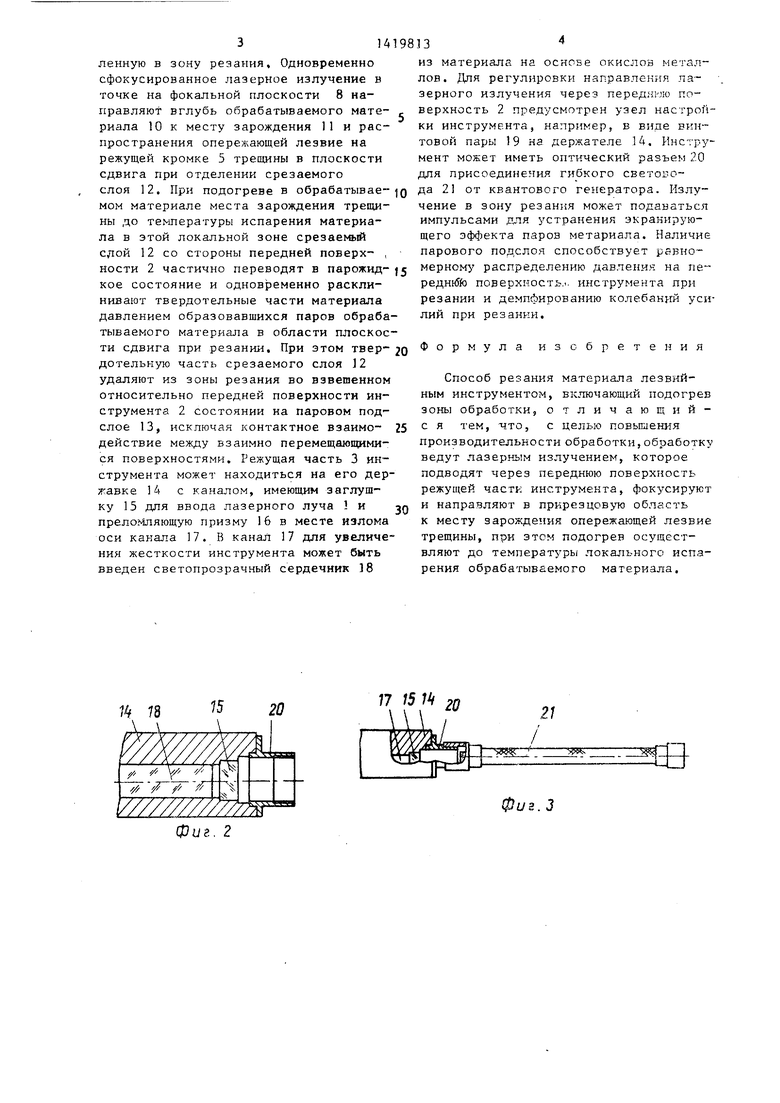
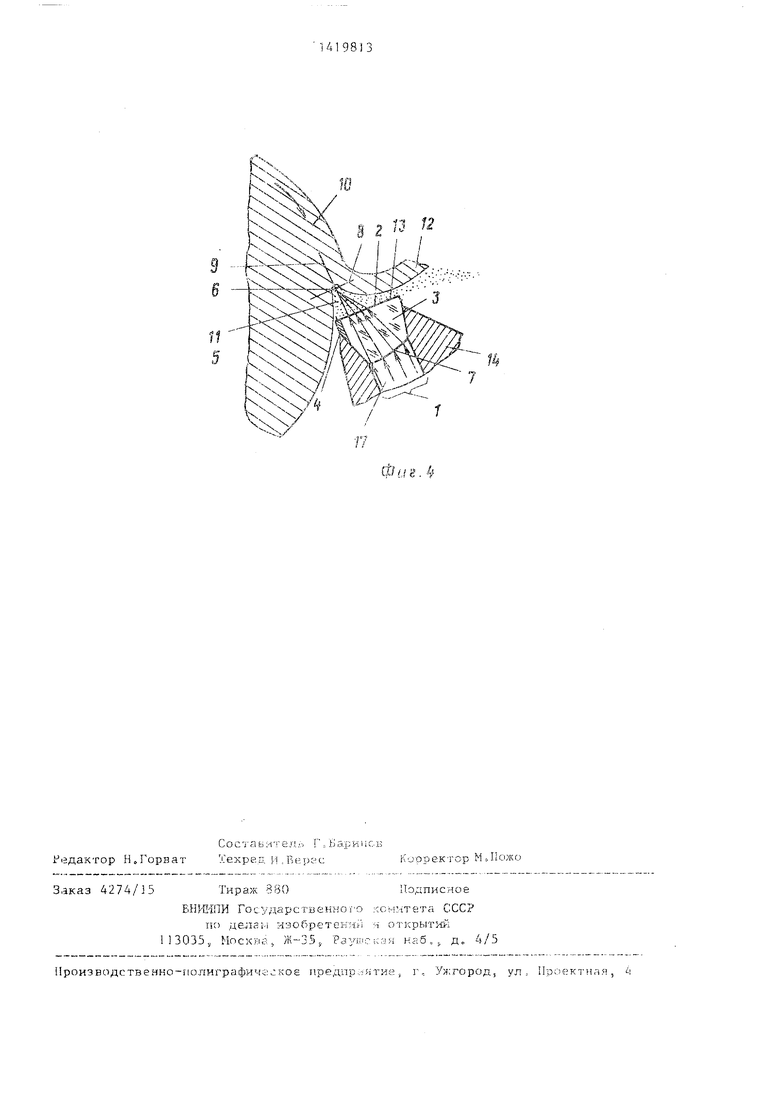
На фиг.1 показана схема подвода лазерного излучения в прирезцовую область через переднюю поверхность ре- части инструмента - резца; на фиг, 2 - возможнЬ й вариан г направлени . лазерного луча к зоне резания; на фиг.3 - пример передачи лазерного излучения от квантового генератора по гибкому световоду к инструменту; на фиг.4 - схема отделения срезаемого слоя от обрабатываемого материала.
Подогрев обрабатываемого материала производят в прирезцовой области, в которую лазерное излучение 1 от квантового генератора (не показан) подводят со стороны передней поверхности 2 режущей части 3 инструмента, например, выполненной из прозрачной окиси алюминия с алмазным слоем 4 на боковой поверхности (задне5Ч поверхности) для образования режущей кромки 5 , в виде тонкопленочного покрытия. Режущей частью 3 лазерный луч фокусируют над передней поверхностью 2 инструмента в точке 6, преимущественно смещенной в сторону к режущей кромке 5 путем выполнения режущей части в виде оптической собирательной линзы, имеющей выпуклость 7 под передней поверхностью 2 и фокальную плоскость 8 над передней поверхностью 2, а фокальную ось Э паправ314
ленную в зону резания. Одновременно сфокусированное лазерное излучение в точке на фокальной плоскости 8 направляют вглубь обрабатываемого мате- риала 10 к месту зарождения 11 и распространения опережающей лезвие на режущей кромке 5 трещины в плоскости сдвига при отделении срезаемого слоя 12. При подогреве в обрабатываемои материале места зарождения Tpenyi- ны до TeNmepaTypbi испарения материала в этой локальной зоне срезаемый слой 12 со стороны передней поверх- , кости 2 частично переводят в парожид- кое состояние и одновременно расклинивают твердотельные части материала давлением образовавшихся паров обрабатываемого материала в области плоскости сдвига при резании. При этом твер- дотельную часть срезаемого слоя J2 удаляют из зоны резания во взвешенном относительно передней поверхности инструмента 2 состоянии на паровом подслое 13, исключая контактное взаимо- действие между взаимно перемещающимися поверхностями. Режущая часть 3 инструмента может находиться на его державке 14 с каналом, имеющим заглушку 15 для ввода лазерного луча 1 и преломляющую призму 16 в месте излома оси канала 17. В канал 17 для увеличения жесткости инструмента может быть введен светопрозрачный сердечник 18
Iff 78
I//////////7///. Фи.. 2
13
из материала на оснозе окислов металлов. Для регулировки нагфавления лазерного излучения через передягло поверхность 2 предусмотрен узел настройки инструмента, например, в виде винтовой пары 19 на держателе 14. Инсч ру- мент может иметь оптический разъем 2.0 для присоединения гибкого световода 21 от квантового генератора. Излучение в зону резания может подаваться импульсами для устранения экранирующего эффекта паров метариала. Наличие парового подслоя способствует равномерному распределению давления на пе- редннЯо поверхность... инструмента при резании и демпфированию колебаний усилий при резанни.
Формула изобретения
Способ резания материала лезвийным инструментом, включающий подогрев зоны обработки, отличающий- с я тем, -что, с целью повышения производительности обработки, обработку ведут лазерным излучением, которое подводят через переднюю поверх11ость режущей части инструмента, фокусируют и направляют в пркрезцовую область к месту зарождения опережающей лезвие трещины, при этом подогрев осуществляют до температуры локального испарения обрабатываемого материала.
Л 15 1 20
21
- K -f}f фиг. 3
If
Редактор Н.Горват
4274/J5
Тирах 880Подписное
БНШ ГЯИ Государственкоfo : с;;- ::1тета СССР
IU) делан нэобретскнЛ ч от)ытик 113035,, Москва, Ж-35 каб, , д. 4/5
VuB.fy
Ко op ек тор М Ложо
| Устройство для механической обра-бОТКи C пРОгРЕВОМ зОНы РЕзАНияплАзМЕННОй дугОй | 1979 |
|
SU821067A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
