Роторный станок резки пористых порохов относится к устройствам для механической обработки пироксилиновых порохов и предназначен для резки пористых марок пироксилиновых порохов, в том числе, может использоваться для резки других марок пироксилиновых порохов.
В настоящее время технологический процесс резки пористых порохов производится на станках гильотинного типа - Сан-Гали. Большим недостатком данных станков является то, что в них отсутствует система принудительного отсоса пороховой и мелкодисперсной пыли сульфата калия, образующейся при резке, большое количество брака и низкая точность резки, так же сульфат калия при попадании на открытые участки кожи, органы зрения и в дыхательные пути может вызывать различные виды раздражений. Для исключения образования большого количества пыли, на нож резки принудительно льют воду, что в результате приводит к увеличению времени удаления летучих веществ.
Известное устройство станок гильотинного типа - Сан-Галли, содержащее правую и левую щеку станины, коленчатый вал, рабочий и холостой шкивы, маховик, ползун, винт, рычаг, тормозной кулачок, фрикционное колесо, находящееся на промежуточном валу с зубчатыми парами, приводной барабан, шатун с ползуном и ножом, нижний барабан с верхним тянущимся барабаном, который связан через шестерни с прижимным барабаном, продольные рифы, груз, система рычагов, вибросита, тяги и транспортер (В.И. Гиндич «Технология пироксилиновых порохов. Том 2. Производство порохов», 1995 год - 189-192 с. Рис. 72а, стр. 190).
Недостатками известного устройства являются:
- сложность механизма регулирования длины резки порохового шнура, заключающаяся в ручной замене шестерен прижимных барабанов;
- отсутствие возможности регулирования и контроля высоты закладки пороховых шнуров;
- возвратно-поступательное движение ножа, способствующее его трению о порох;
- сложность механизма регулирования и смены режущего ножа;
- трудоемкость очистки станка от пороховой пыли;
- отсутствие системы принудительного отсоса пороховой и мелкодисперсной пыли сульфата калия;
- отсутствие обеспечения перпендикулярности среза отрезаемых пороховых шнуров, при резке по всей длине ножа-гильотины, в результате чего наблюдается нарушение геометрических размеров (косые срезы) отрезаемых пороховых шнуров и их разброс по длине.
Одним из самых больших недостатков станка Сан-Гали, является то, что он дает большой разброс по длине зерна при резке, достигающий 20-25%. Это связано с тем, что движение кулачка фрикционного колеса начинается с малым ускорением, вследствие чего теряется точность места его заклинивания и момент начала движения подачи. Кроме того, часто наблюдается проскальзывание кулачка по фрикционному колесу.
Наиболее близким к заявленному техническому решению по совокупности совпадающих признаков и достигаемому техническому результату является устройство «роторный станок резки пороховых шнуров», содержащее раму, узел подачи, выполненный в виде подающих и прижимных барабанов и содержащий прижимную пластину, для прижима и контроля высоты подаваемых пороховых шнуров, узел резки, выполненный в виде планшайбы с закрепленными на ней ножами, устройство подъема и прижима верхних барабанов, выполненное в виде пневмоцилиндра с рычагом, так же узел подачи снабжен частотным преобразователем для изменения длины резки порохового шнура (патент на изобретение №2692387 от 09.08.2019 г.).
Данное устройство принято нами за прототип.
Недостатками прототипа являются:
- отсутствие возможности резки пористых марок пироксилиновых порохов;
- присутствие большого количества брака до 10%, в связи с повторным попаданием отрезанных пороховых элементов, остающихся в пространстве между ножами и кожухом узла резки, в место резки (в момент резки). В последствии, помимо бракованных пороховых элементов, уменьшается срок эксплуатации ножей (требуют более частой смены и заточки), увеличивается нагрузка на работу двигателя и его привода, увеличивается вибрация станка, за счет неравномерной резки пороховых шнуров вместе с отрезанными пороховыми элементами, которая в свою очередь приводит к уменьшению ресурса подшипников планшайбы;
- отсутствие автоматической системы контроля, управления узлами станка и его аварийной остановкой;
- отсутствие системы снижения влияния статического электричества на полученные пороховые элементы.
Решаемой задачей и техническим результатом предлагаемого технического решения является:
- включение в конструкцию узла резки планшайбы с отверстиями и патрубка для отсоса пороховой и мелкодисперсной пыли сульфата калия, благодаря чему имеется возможность резки пористых пироксилиновых порохов;
- уменьшение количества брака до 3% за счет мгновенного отвода отрезанных пороховых элементов через отверстия во вращающейся планшайбе и размещение ножей резки на расстоянии от планшайбы (исключение застойной зоны), соответственно данные признаки позволили увеличить производительность за счет уменьшения количества брака, увеличить срок эксплуатации ножей, уменьшить вибрацию при резке и увеличить ресурс работы подшипников планшайбы;
- содержание в конструкции станка пульта управления, датчиков контроля и управления всеми узлами, позволяющих мгновенно, при аварийных случаях, в автоматическом режиме производить остановку;
- снижение влияния статического электричества, посредством нанесения антистатической добавки, в виде графита, вводимой дозатором, который установлен в выгрузочной части кожуха узла резки.
При этом, все узлы и детали выполнены во взрывозащищенном исполнении из цветных и легированных материалов, не допускающих искрообразовании.
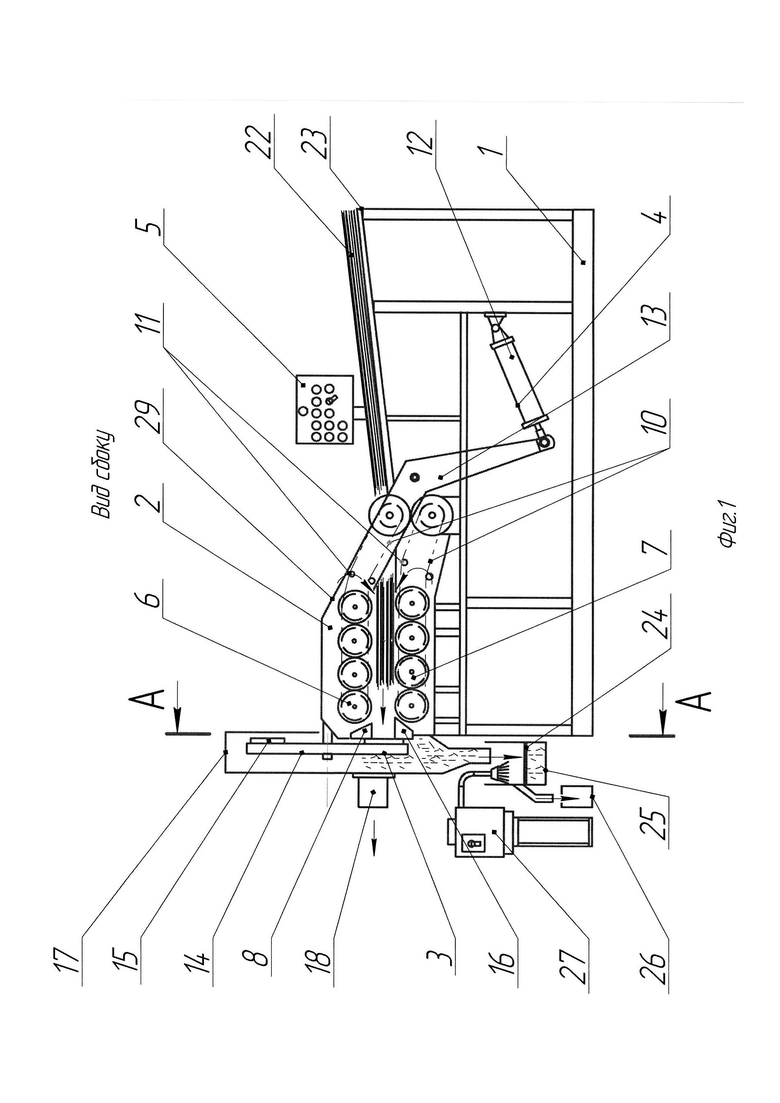
Роторный станок резки состоит из следующих сборочных узлов и конструктивных элементов: рама 1, узел подачи 2, узел резки 3, устройство подъема и прижима верхних барабанов 4 (далее - устройство 4), пульт управления 5.
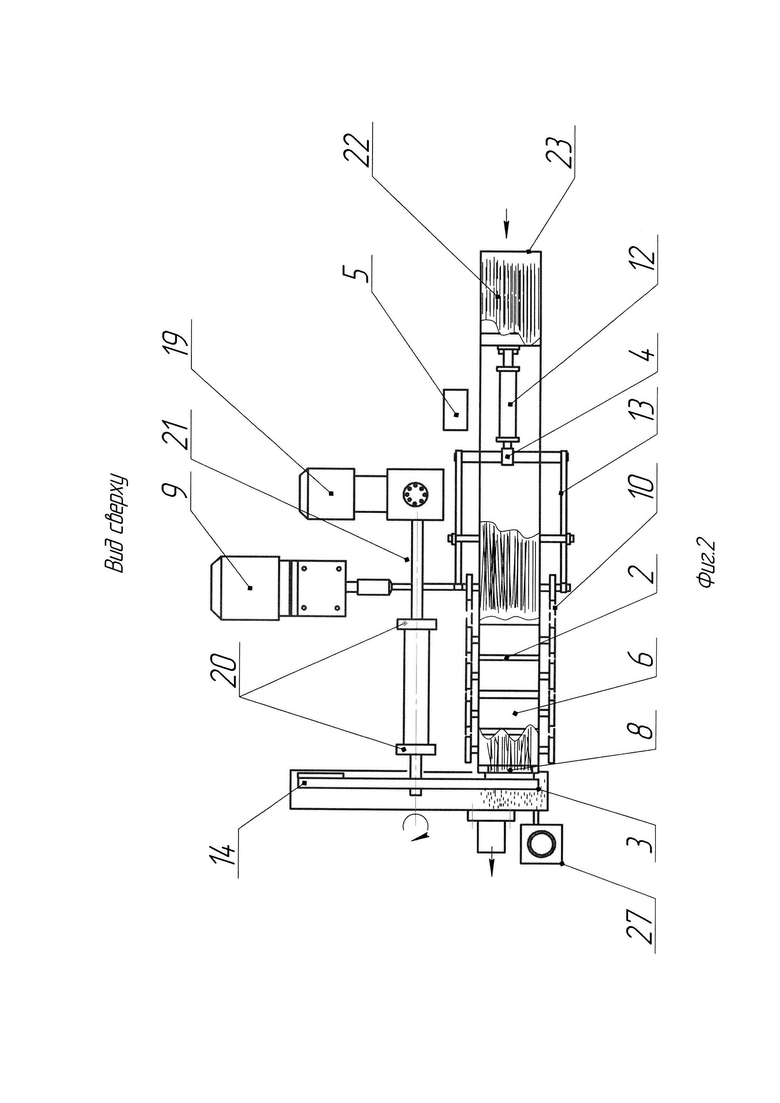
Узел подачи 2 состоит из четырех верхних прижимных барабанов 6 и четырех нижних подающих барабанов 7, прижимной пластины 8 для прижима и контроля высоты подаваемых пороховых шнуров, мотора-редуктора 9, цепной передачи (цепи) 10, кожуха 29 (на Фиг. 2 не показан). Вращение барабанов 6 и 7 осуществляется через цепную передачу 10, от мотора редуктора 9. Каждый из барабанов вращается с одинаковой скоростью. Натяжение цепи регулируется натяжными роликами 11. Верхние прижимные барабаны 6 имеют возможность подъема и опускания, с помощью пневмоцилиндра 12 устройства 4.
Устройство подъема и прижима верхних барабанов 4, состоит из пневмоцилиндра 12 и рычага 13.
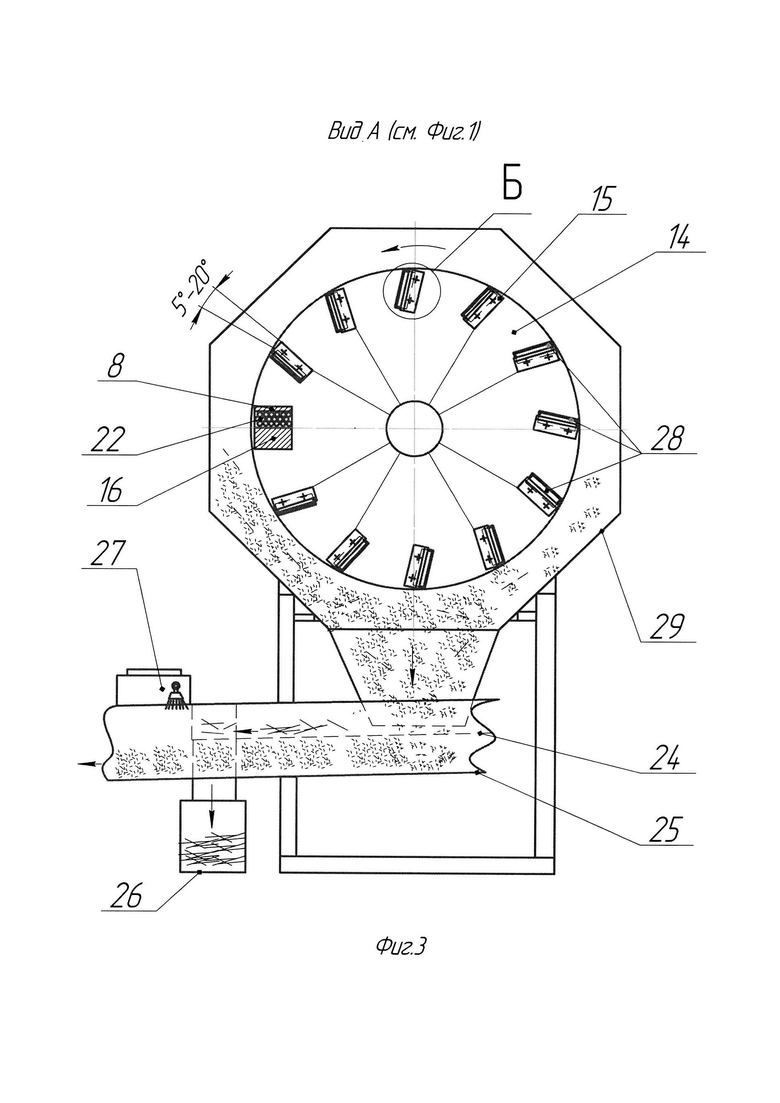
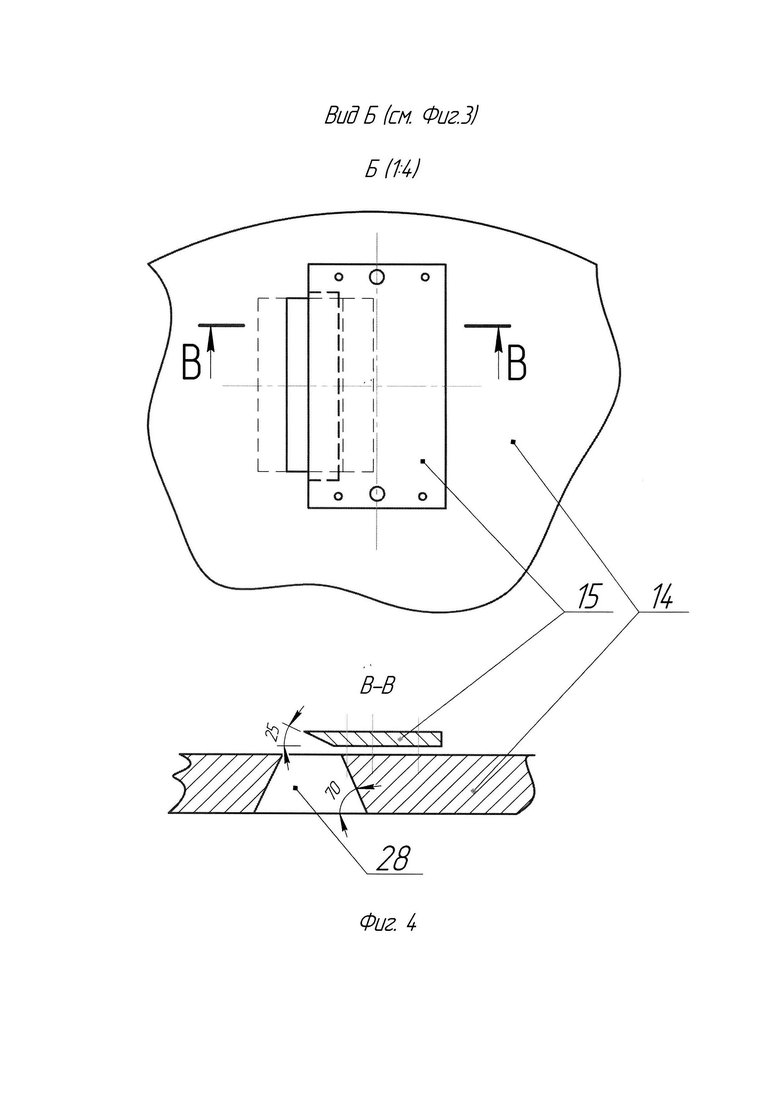
Узел резки 3 состоит из планшайбы 14 с закрепленными на нем несколькими режущими ножами 15, неподвижного ножа 16, защитного кожуха 17 снабженного отверстием, в нижней части, для выгрузки отрезанного пороха, патрубка 18, для отсоса пороховой пыли, мотора -редуктора 19, опорных подшипников 20, вала 21. Планшайба 14 имеет отверстия 28 для отсоса пороховой пыли и отвода отрезанных пороховых элементов из зоны резки.
Выбор количества ножей (до 12 ед.) зависит от марки пороха. Регулировка длины резки порохового шнура осуществляется изменением частоты переменного тока на электродвигателе мотора - редуктора 9 узла подачи 2 частотным преобразователем. На патрубке 18 установлена сетка диаметром 0,4 мм для исключения проскальзывания пороховых элементов.
Пульт управления 5 представляет собой устройство, выполненное во взрывозащищенном исполнении, для контроля и управления роторным станком резки.
Пульт управления содержит ряд блоков управления и кнопок управления: блок привода узла резки, блок привода узла подачи пороховых шнуров, сигнальный блок, ключ переключения привода подачи пороховых шнуров вперед - назад (реверс), аварийную кнопку стоп, при нажатии которой останавливаются оба привода и включается система динамического торможения планшайбы, с помощью преобразователя частоты.
Система динамического торможения позволяет ускоренно производить остановку планшайбы. Шкаф управления, с частотным преобразователем и блоками, находится в безопасной зоне - электрощитовой.
Конструкция заявленного технического решения поясняется эскизами, где:
на Фиг. 1 представлен вид сбоку;
на Фиг. 2 представлен вид сверху;
на Фиг. 3 представлен вид А;
на Фиг. 4 представлен вид Б.
Роторный станок резки пористых порохов работает следующим образом:
Пороховые шнуры 22 укладываются в лоток 23 и заправляются под верхние барабаны 6. С помощью пневмоцилиндра 12 регулируется усилие прижима верхних барабанов 6. Включается привод планшайбы 14, которая вращается с постоянной скоростью и вентилятор (на Фиг. 1-3. не показан), который через патрубок 18, отсасывает пороховую пыль из пространства кожуха 17 и от ножей 15 и 16 через отверстия 28 (Фиг. 4) планшайбы 14. На частотном преобразователе электродвигателя мотора-редуктора 9 узла подачи 2, выставляется частота переменного тока в зависимости от марки пороха и включается мотор-редуктор 9. Верхние 6 и нижние 7 барабаны начинают перемещать пороховые шнуры 22 в сторону планшайбы 14 и ножей 15, где происходит их резка. Отрезанные пороховые элементы проверяют на геометрические отклонения по длине и при необходимости настраивают частоту переменного тока на частотном преобразователе.
Планшайба 14 совершает вращение вокруг своей оси. Угол между режущей кромкой каждого ножа 15, закрепленного на планшайбе 14 (Фиг. 3), находится в пределах от 5° до 20° (настройка угла производится экспериментальным путем). В результате усилия прижима верхних барабанов 6 уменьшается поперечное сечение пучка пороховых шнуров. Максимальная высота отрезаемого слоя пороховых шнуров (высота при превышении которой увеличивается количество брака - оптимальная) - 45 мм. Зазор между ножами 15 и 16 составляет 0,05 мм - 0,1 мм.
После настройки всех параметров начинают процесс резки. Нарезанные пороховые элементы через отверстие в нижней части кожуха 17, попадают на вибросито 24, где отделяется крупная фракция, а годная продукция поступает на вибротранспортер 25. Крупная фракция (бракованная продукция) с вибросита 24 поступает в приемную емкость 26.
Для снижения электризации, на поверхность пороховых зерен наносится графит, который вводится дозатором 27, установленным в выгрузочной части кожуха 17 узла-резки 3, количество вводимого графита составляет не менее 0,2% к общей массе пороха.
Для очистки верхних 6 и нижних 7 барабанов узла подачи 2 на электродвигателе мотора-редуктора 22 предусмотрен реверс.
Заявленное техническое решение соответствует критерию «новизна», предъявляемому к изобретению, т.к. из исследованного уровня техники не выявлены технические решения, совпадающие с конструктивными признаками заявленного станка резки.
Заявленное техническое решение соответствует критерию «изобретательский уровень», предъявляемому к изобретению, т.к. обеспечивает возможность реализации решения одновременно ряда задач, а именно:
- имеет возможность резки пористых марок пироксилиновых порохов, в том числе, может использоваться для резки других марок пироксилиновых порохов;
- отсос пороховой и мелкодисперсной пыли сульфата калия;
- уменьшение количества брака до 3%;
- мгновенная остановка станка при аварийных случаях;
- снижение влияния статического электричества, посредством нанесения антистатической добавки;
- сокращение количества механических простоев, возникающих при смене режущих ножей;
- увеличение производительности;
- уменьшение вибрации при работе станка;
- увеличение ресурса работы подшипников планшайбы.
Заявляемое техническое решение соответствует требованию промышленной применимости и может быть изготовлено на стандартном оборудовании с применением современных материалов и технологий. Прошло апробацию на Федеральном казенном предприятии «Казанский государственный пороховой завод», при этом получены все заявленные технические результаты, которые значительно превосходят известные показатели установок аналогичного назначения, известных на дату подачи настоящей заявки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНЫЙ СТАНОК РЕЗКИ ПОРОХОВЫХ ШНУРОВ | 2018 |
|
RU2692387C1 |
| СТАНОК КАЛИБРОВКИ ТОНКОСВОДНЫХ ТРУБЧАТЫХ ПОРОХОВ | 2018 |
|
RU2699501C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ УТИЛИЗАЦИИ ПОРОХОВ И ТВЕРДЫХ РАКЕТНЫХ ТОПЛИВ (ВАРИАНТЫ) | 2001 |
|
RU2183605C1 |
| УСТАНОВКА ИЗМЕЛЬЧЕНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНЫХ ПОРОХОВ И ТРТ | 2012 |
|
RU2500978C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ТРУБЧАТЫХ ПОРОХОВ (ВАРИАНТЫ) | 1995 |
|
RU2102364C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПИРОКСИЛИНОВЫХ ПОРОХОВ В ОХОТНИЧИЙ ПОРОХ ПОД ДРОБОВЫЕ ПАТРОНЫ | 1993 |
|
RU2105743C1 |
| Станок для стягивания стропы и пришивания манжет | 2023 |
|
RU2797601C1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДНИЩ | 2003 |
|
RU2251477C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ПОРОХА ИЗ КРОШКИ ПЛОТНЫХ ПОРОХОВ ПОД СПОРТИВНЫЕ И ОХОТНИЧЬИ ПАТРОНЫ | 2007 |
|
RU2367641C2 |
| ВЗРЫВЧАТЫЙ СОСТАВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2281275C2 |
Изобретение относится к устройству механической обработки пироксилиновых порохов, а именно роторному станку резки пористых марок пироксилиновых порохов. Роторный станок резки порохов содержит: раму, узел подачи пороховых шнуров, снабженный подающими и прижимными барабанами, включающий прижимную пластину, для прижима и контроля высоты подаваемых пороховых шнуров, частотный преобразователь для изменения длины резки порохового шнура, узел резки, включающий планшайбу с закрепленными на ней ножами, устройство подъема и прижима верхних барабанов, выполненное в виде пневмоцилиндра с рычагом, и пульт управления с датчиками контроля и управления всеми узлами. Планшайба выполнена с отверстиями для отвода отрезанных пороховых элементов, отсоса пороховой и мелкодисперсной пыли сульфата калия, а узел резки снабжен патрубком для отсоса пыли. Ножи резки размещены на расстоянии от планшайбы для исключения застойной зоны. В выгрузочной части узла резки установлен дозатор антистатической добавки. Обеспечена возможность резки пористых марок пироксилиновых порохов, при этом не исключена возможность резки других марок пироксилиновых порохов и возможность мгновенной остановки станка при аварийном случае. Увеличена производительность и срок эксплуатации. 2 з.п. ф-лы, 4 ил.
1. Роторный станок резки пористых марок пироксилиновых порохов, содержащий раму, узел подачи пороховых шнуров, снабженный подающими и прижимными барабанами, включающий прижимную пластину для прижима и контроля высоты подаваемых пороховых шнуров, частотный преобразователь для изменения длины резки порохового шнура, узел резки, включающий планшайбу с закрепленными на ней ножами, устройство подъема и прижима верхних барабанов, выполненное в виде пневмоцилиндра с рычагом, отличающийся тем, что содержит пульт управления с датчиками контроля и управления всеми узлами, планшайбу, выполненную с отверстиями для отвода отрезанных пороховых элементов, отсоса пороховой и мелкодисперсной пыли сульфата калия, а узел резки снабжен патрубком для отсоса указанной пыли.
2. Роторный станок резки пористых марок пироксилиновых порохов по п. 1, отличающийся тем, что ножи размещены на расстоянии от планшайбы для исключения застойной зоны.
3. Роторный станок резки пористых марок пироксилиновых порохов по п. 1, отличающийся тем, что в выгрузочной части узла резки установлен дозатор антистатической добавки.
| РОТОРНЫЙ СТАНОК РЕЗКИ ПОРОХОВЫХ ШНУРОВ | 2018 |
|
RU2692387C1 |
| ТОРМОЗНОЕ УСТРОЙСТВО ВАГОНА ПАССАЖИРСКОЙ ПОДВЕСНОЙ КАНАТНОЙ ДОРОГИ | 1949 |
|
SU85396A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО ГОРЕНИЯ | 1929 |
|
SU17918A1 |
| ГИНДИЧ В.И | |||
| Технология пироксилиновых порохов, т.2 | |||
| Производство порохов, Казань, 1995, с.190 | |||
| JP S54113407 A, 05.09.1979 | |||
| JP S63265886 A, 02.11.1988 | |||
| Ионное фотореле | 1955 |
|
SU109930A1 |

