Изобретение относится к обработке металлов, в частности к шлифованию и полированию, и может быть использовано для зачистки внутренних и наружных поверхностей днищ и конусов и для обработки торцов аппаратов бродильного производства и других аппаратов биотехнологии, а также химических производств, где требуется высокая степень отделки поверхностей.
Известно устройство для ленточного шлифования внутренних поверхностей аппаратов, включающее шлифовальную головку, выполненную в виде снабженного прижимом абразивной ленты лентопротяжного механизма, шарнирно закрепленного на механизме подачи, и узел вращения обрабатываемой части аппарата, выполненный в виде закрепленных на раме опорных приводных и неприводных роликов и осевой опоры. (А.с. №1743 817, В 24 В 21/00, 1992 г.).
Описанное устройство имеет ограниченные технологические возможности, низкое качество обрабатываемых поверхностей и невысокую производительность.
Известен также ленточно-шлифовальный станок для обработки днищ, содержащий механизм вертикальной подачи, механизм горизонтальной подачи, шлифовальную головку с абразивным инструментом, узел вращения обрабатываемой заготовки и систему отсоса пыли. (Заявка РФ №2001118875/02(019992) от 06.07.2001 г., В 24 В 21/16, опубл. 10.05.2003).
Данная конструкция частично устраняет указанные ранее недостатки, однако станок выполнен полностью с простейшей ручной регулировкой, не позволяющей своевременно и точно влиять на процесс обработки, что не обеспечивает необходимого качества обработки. Наличие одной шлифовальной головки с абразивным инструментом не позволяет данной конструкции станка производить попутные операции по обработке торцов, переходов и фасок под сварку, что ограничивает технологические возможности станка. Кроме того, простое постоянное поджатие абразивного инструмента противовесом без возможностей копирования профиля обрабатывающей поверхности приводит к неравномерности обработки, особенно при обработке вершин конусов и бортов днищ, что значительно снижает эффективность обработки и производительность станка в целом. Система отсоса абразивной пыли выполнена также несовершенной из-за малого коэффициента уноса пыли.
Таким образом, данная конструкция станка имеет следующие недостатки - невысокое качество обрабатываемой поверхности, низкие технологические возможности и недостаточную производительность.
По совокупности технической сущности и достигаемому результату наиболее близким техническим решением, принятым за прототип, является ленточно-шлифовальный станок для обработки днищ по заявке №2001118875/02(019992).
Задачей предлагаемого изобретения является улучшение качества обработки днищ, расширение технологических возможностей и повышение производительности станка.
Поставленная задача достигается тем, что ленточно-шлифовальный станок для обработки днищ, содержащий механизм вертикальной подачи, механизм горизонтальной подачи, шлифовальную головку с абразивным инструментом, узел вращения обрабатываемого днища и систему отсоса пыли, снабжен следящим устройством, обеспечивающим движение инструмента по криволинейной образующей днища в автоматическом режиме, регулирующим устройством, обеспечивающим постоянство линейной скорости движения днища в месте контакта с абразивным инструментом за весь период обработки и сменной торцешлифовальной головкой с механизмом возвратно-поступательного движения абразивного инструмента. Шлифовальная головка установлена на салазках и снабжена механизмом регулировки прижима абразивного инструмента к обрабатываемой поверхности и пневмоцилиндром ее подъема, а заборное устройство системы отсоса выполнено в виде скребка и гибкой пластины, перемещающейся по направляющим в корпусе шлифовальной головки.
Поставленная задача достигается и тем, что следящее устройство, обеспечивающее движение инструмента по криволинейной образующей днища в автоматическом режиме, выполнено в виде электромеханической системы, объединяющей приводы вертикальной и горизонтальной подач, шлифовальную головку с салазками, механизмом регулировки прижима и пневмоцилиндром ее подъема, следящий ролик и комплект концевых выключателей, причем в качестве следящего ролика используется контактный ролик шлифовальной головки.
Поставленная задача достигается также тем, что регулирующее устройство, обеспечивающее постоянство линейной скорости движения днища в точке контакта с абразивным инструментом за весь период обработки, выполнено в виде электромеханической системы, объединяющей приводы горизонтальной подачи, узла вращения обрабатываемой детали и датчика положения шлифовальной головки.
Поставленная цель достигается также и тем, что скребок заборного устройства системы отсоса соединен с осью контактного ролика шлифовальной головки при помощи поворотного подпружиненного кронштейна, обеспечивающего постоянный контакт скребка с обрабатываемой поверхностью, и снабжен тягой для возврата его в исходное положение.
Снабжение станка следящим устройством, обеспечивающим движение инструмента по криволинейной образующей днища в автоматическом режиме, выполненным в виде электромеханической системы, объединяющей приводы вертикальной и горизонтальной подач, шлифовальную головку с салазками, механизмом регулировки прижима и пневмоцилиндром ее подъема, следящий ролик и комплект концевых выключателей, позволяет согласованно вести инструмент по контуру поверхности любой кривизны, манипулируя вертикальной и горизонтальной подачами. В промежутках между срабатыванием концевых выключателей полирование поверхности осуществляется за счет собственного веса головки при ее движении по салазкам. Усилие прижима регулируется отдельным механизмом, который позволяет "разгрузить" вес головки и поддерживать усилие прижима постоянным в течении всего процесса обработки. Это позволяет за счет простой конструкции сгладить ступенчатую регулировку, обеспечить точное копирование поверхности заготовки и постоянное усилие резания. Благодаря этому обеспечиваются повышение качества обработки.
Пневмоцилиндр позволяет обеспечить в любой момент быстрый подъем абразивного инструмента шлифовальной головки, например для смены ленты.
Использование в качестве следящего ролика контактного ролика шлифовальной головки удешевляет и упрощает конструкцию.
Снабжение станка регулирующим устройством, обеспечивающим постоянство линейной скорости движения днища в точке контакта с абразивным инструментом за весь период обработки, выполненным в виде электромеханической системы, объединяющей приводы горизонтальной подачи, узла вращения обрабатываемой заготовки и датчика положения шлифовальной головки, позволяет обеспечить постоянный режим резания на всем диаметре обрабатываемого днища, это резко повышает качество обработки и исключает дополнительные проходы, что повышает производительность станка.
Комплектование станка сменной торцешлифовальной головкой с механизмом возвратно-поступательного движения абразивного инструмента позволяет на одном станке кроме шлифовки поверхности производить ряд попутных операций - обработку торцов, переходов и фасок под сварку. Это значительно расширяет технологические возможности станка и повышает его производительность. Осуществление абразивным инструментом возвратно-поступательного перемещения при работе позволяет обеспечить равномерный износ шлифовальной ленты, что увеличивает срок ее эксплуатации.
Выполнение заборного устройства системы отсоса в виде скребка и гибкой пластины, перемещающейся по направляющим в корпусе головки, соединение скребка с осью контактного ролика шлифовальной головки при помощи поворотного подпружиненного кронштейна, обеспечивающего постоянный контакт скребка с обрабатываемой поверхностью, и снабжение скребка тягой для подъема его в исходное положение позволяет гарантировать полный отсос пыли при обработке. Скребок за счет усилия пружины поворотного кронштейна, двигаясь в направляющих корпуса головки, скользит непосредственно по поверхности обработки за контактным роликом шлифовальной головки и направляет всю пыль в зазор между лентой и корпусом головки, обеспечивая полный ее унос далее в систему отсоса.
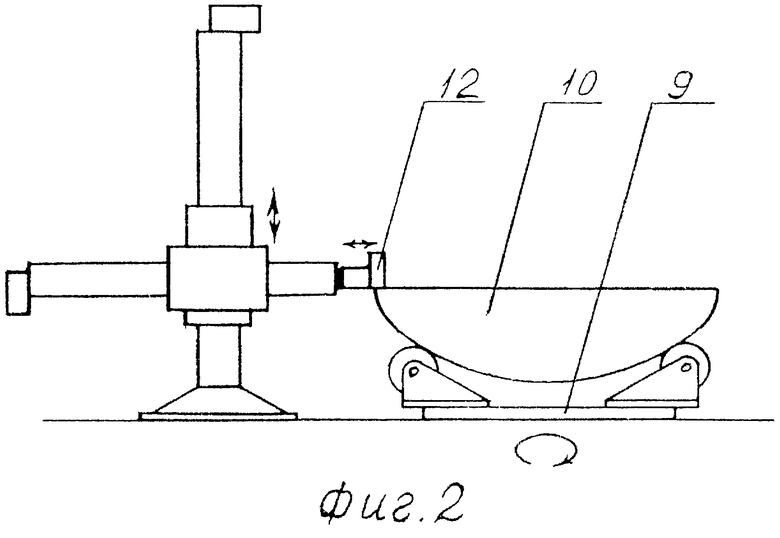
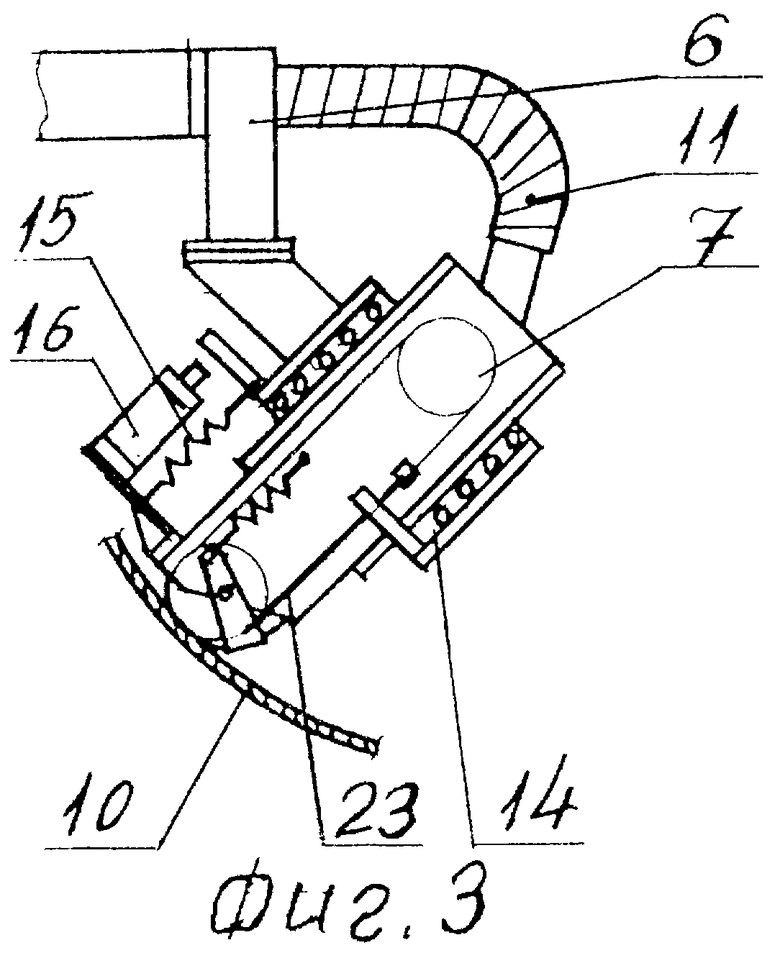
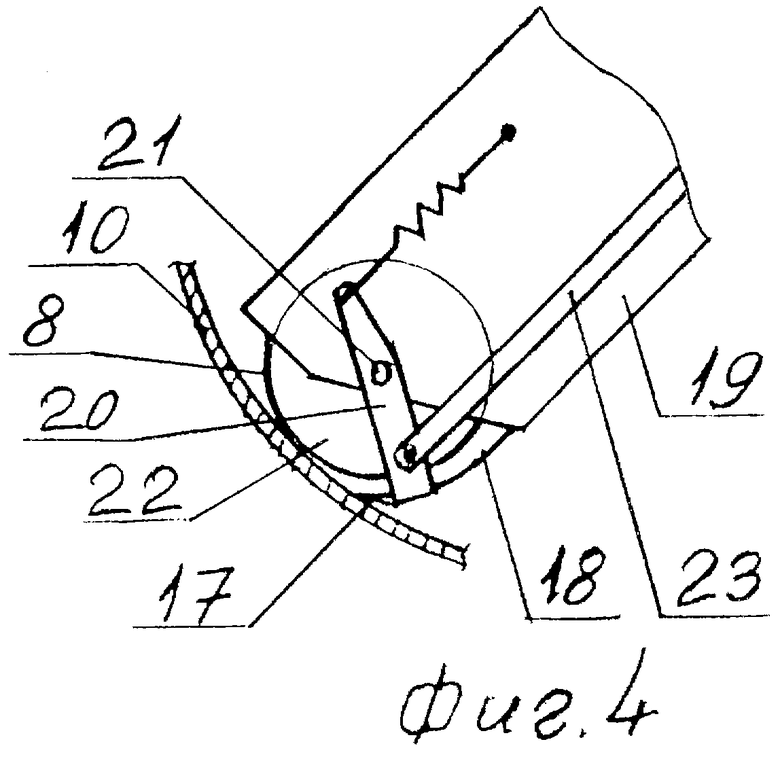
Сущность технического решения поясняется схемами, где на фиг.1 показана схема шлифовки внутренней поверхности днища шлифовальной головкой, общий вид; на фиг 2 показана схема обработки торца днища торцешлифовальной головкой, общий вид; на фиг 3 показана шлифовальная головка; на фиг 4 показана нижняя часть шлифовальной головки; на фиг 5 - показана торцешлифовальная головка.
Ленточно-шлифовальный станок для обработки днищ состоит из механизма вертикальной подачи, включающего стойку 1, привод вертикальной подачи 2 и каретку 3, механизма горизонтальной подачи, включающего штангу 4, привод горизонтальной подачи 5 и поворотный хобот 6 для крепления шлифовальной головки 7 с абразивным инструментом 8. В станок также входят узел вращения 9 обрабатываемого днища 10 и система отсоса пыли 11. При необходимости, вместо шлифовальной головки 7 на штанге 4 закрепляют торцешлифовальную головку 12 с механизмом 13 возвратно-поступательного движения абразивного инструмента 8 (Фиг.5). Шлифовальная головка 7 установлена в салазках 14 и снабжена механизмом регулировки 15 прижима абразивного инструмента 8 к обрабатываемой поверхности заготовки днища 10 и пневмоцилиндром своего подъема 16. Станок снабжен системой отсоса 11, заборное устройство которого выполнено в виде скребка 17 и гибкой пластины 18, перемещающейся по направляющим в корпусе 19 шлифовальной головки 7. Скребок 17 соединен подпружиненным поворотным кронштейном 20 с осью 21 контактного ролика 22 и снабжен тягой 23 для подъема скребка в исходное положение. (Фиг.3, 4). Следящее устройство, обеспечивающее движение инструмента по криволинейной образующей днища в автоматическом режиме, выполнено в виде электромеханической системы, которая объединяет приводы 2 и 5 вертикальной и горизонтальной подач, шлифовальную головку 7 с салазками 14, механизмом регулировки прижима абразивного элемента 15 и пневмоцилиндром 16 ее подъема. Кроме того, в следящее устройство входит контактный ролик 22, используемый как следящий ролик устройства и комплект концевых выключателей, обеспечивающих работу следящего устройства с заданным алгоритмом. Регулирующее устройство, обеспечивающее постоянство линейной скорости движения днища в точке контакта с абразивным инструментом за весь период обработки, выполнено в виде электромеханической системы, объединяющей приводы 5 горизонтальной подачи, узла вращения 9 обрабатываемого днища и датчика положения шлифовальной головки.
Работает ленточно-шлифовальный станок для обработки днищ следующим образом.
В случае шлифовки внутренней или наружной поверхности днища схема работы выглядит так. Днище 10 устанавливается на опоры узла вращения 9 (например, планшайбы), выверяется и при необходимости закрепляется. С помощью приводов 2 и 5 вертикальной и горизонтальных подач шлифовальная головка 7 с абразивным инструментом 8 подводится к центру днища 10 и опускается до касания с обрабатываемой поверхностью. Планшайба приводится во вращение и включаются приводы абразивного инструмента 8 шлифовальной головки 7 и горизонтальной подачи 5, начинается шлифовка поверхности днища 10. Следящее устройство обеспечивает движение инструмента по поверхности днища, при перемещении головки 7 от центра днища к периферии, где резко меняется кривизна его поверхности. Скользя по салазкам 14, шлифовальная головка по мере подъема (опускания) за счет взаимодействия обрабатываемой поверхности и следящего ролика 22 перемешается, происходит срабатывание одного из концевых выключателей, после чего включается привод 2 вертикальной подачи, и штанга 4 с головкой 7 перемещается в необходимую сторону. Это повторяется периодически, в зависимости от кривизны днища, заданного режима работы и установки конечных выключателей. В качестве следящего ролика 22 используют контактный ролик шлифовальной головки 7. Головка 7 находится в контакте с обрабатываемой поверхностью за счет своего веса, обеспечивая тем самым прижим абразивного инструмента 8 (ленты) к поверхности днища 10. Для изменения усилия прижима головка снабжена механизмом регулировки прижима 15, который при помощи пружин обеспечивает постоянное усилие прижима абразивного инструмента к обрабатываемой поверхности. Регулирующее устройство обеспечивает постоянную линейную скорость движения днища в точке контакта с абразивным инструментом 8 в течение всего периода обработки.
После начала шлифовки с центра днища 10 шлифовальная головка 7 перемещается при помощи горизонтальной подачи 5 к его периферии и радиус точки контакта абразивного инструмента 8 с поверхностью днища увеличивается относительно центра его вращения. Следовательно, увеличивается и линейная скорость днища в точке контакта, поэтому при перемещении головки 7 от центра днища к периферии периодически проходит срабатывание датчика положения шлифовальной головки и изменение (уменьшение) скорости вращения узла вращения 9 обрабатываемого днища. За счет многократного изменения скорости вращения днища обеспечивается практически постоянная линейная скорость движения днища в точке контакта с абразивным инструментом в любой момент процесса обработки. Это обеспечивает постоянный режим резания на всей поверхности днища; скорость резания, глубина резания, снятие металла в единицу времени остаются неизменными в течение всего процесса шлифовки. Качество при этом улучшается, производительность увеличивается. Скребок 17 системы отсоса, находясь также в постоянном контакте с поверхностного днища и в непосредственной близости от точки контакта обрабатываемой поверхности и абразивного инструмента 8, улавливает отбрасываемую абразивным инструментом пыль и направляет ее в корпус, где пыль захватывается воздухом и уносится из зоны резания.
При обработке торца, перехода или снятия фаски схема обработки выглядит следующим образом.
Отведя на необходимую величину штангу 4 со шлифовальной головкой 7, производят смену ее на резцешлифовальную головку 12, после чего она разворачивается на необходимый угол. Не снимая днища с планшайбы торцешлифовальная головка 12 подводится к торцу днища, и планшайба приводится во вращение. Включается привод абразивного инструмента резцешлифовальной головки 12 и механизм 13 ее возвратно-поступательного движения (например, эксцентриковый). Головка подводится к борту днища и осуществляется обработка до требуемого размера. Абразивный инструмент резцешлифовальной головки осуществляет возвратно-поступательное движение, что позволяет использовать всю ширину ленты. Станок для удобства в работе и наладке снабжен ускоренными вертикальными и горизонтальными подачами, системой пневматических тормозов и указателем угла поворота торцешлифовальной головки. На станке также возможно осуществлять шлифовку поверхностей обечаек емкостных аппаратов.
Таким образом, заявляемый ленточно-шлифовальный станок для обработки днищ улучшает качество обработки, расширяет технологические возможности и повышает производительность процесса обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Станок для заточки инструментов с замкнутой криволинейной режущей кромкой | 1986 |
|
SU1450980A1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Торцешлифовальный станок | 1979 |
|
SU854688A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |

Изобретение относится к обработке металлов и может быть использовано как для шлифования внутренних и наружных поверхностей днищ и обечаек, так и для обработки торцов, переходов и фасок днищ для аппаратов пищевой и химической промышленности. Станок содержит механизмы вертикальной и горизонтальной подачи, шлифовальную и торцешлифовальную головки с абразивным инструментом, узел вращения обрабатываемого днища и систему отсоса пыли. Предусмотрены следящее и регулирующее устройства, обеспечивающие движение головок по криволинейной поверхности с постоянными режимами резания. Система отсоса включает скребок и гибкую пластину, перемещающуюся по направляющим в корпусе шлифовальной головки. Такая конструкция позволяет улучшить качество и производительность обработки днищ и расширить технологические возможности станка. 4 з.п. ф-лы, 5 ил.

| RU 2001118875/02 A, 10.05.2003 | |||
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ БЕСКОПИРНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU164820A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| US 3593464 A, 20.07.1971. | |||

