ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к ленточному сердечнику и к способу его изготовления.
Приоритет испрашивается по заявке на патент Японии № 2017-001829, поданной 10 января 2017 г., содержание которой включено в настоящий документ посредством отсылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Ленточные сердечники широко используются в качестве магнитных сердечников для трансформаторов, дросселей, противопомеховых фильтров и подобного. Уменьшение потерь в сердечнике, вызываемых железным сердечником, является до настоящего времени одной из важных задач с точки зрения высокой эффективности и подобного, и были проведены исследования для уменьшения потерь в сердечнике с различных точек зрения.
[0003]
В качестве одного из способов изготовления ленточного сердечника широко известен, например, способ намотки стального листа в цилиндрическую форму с последующим прессованием угловых частей, чтобы они имели заданную кривизну, и формованием стального листа по существу в прямоугольную форму, а затем выполнение его отжига для снятия напряжений и сохранения формы. В случае этого способа изготовления, хотя радиусы кривизны угловых частей изменяются в зависимости от размеров ленточного сердечника, радиусы их кривизны являются относительно большими, приблизительно 4 мм или больше, так что угловые части формируют плавно искривленные поверхности.
[0004]
В качестве другого способа изготовления ленточного сердечника, был исследован способ предварительного изгиба частей электротехнических стальных листов, которые должны стать угловыми частями ленточного сердечника, и перекрытия этих изогнутых электротехнических стальных листов, укладывая их тем самым в ленточный сердечник.
В соответствии с этим способом изготовления стадия прессования является ненужной. В дополнение к этому, поскольку электротехнический стальной лист согнут, форма сохраняется, и придание устойчивости формы путем отжига становится несущественной стадией. Следовательно, это дает преимущество облегчения изготовления. В этом способе изготовления, поскольку электротехнический стальной лист согнут, изогнутая область, имеющая малый радиус кривизны, 3 мм или меньше, формируется в обработанной части.
[0005]
В качестве ленточного сердечника, произведенного с помощью способа изготовления, включающего в себя изгиб, например, Патентный документ 1 раскрывает структуру ленточного сердечника, в которой множество листов магнитной стали, которые согнуты в кольцевую форму и имеют различные длины, формуются так, чтобы перекрываться во внешнем круговом направлении, и обращенные друг к другу концевые поверхности листов магнитной стали одинаково сдвигаются на предопределенное расстояние в направлении их ламинирования так, чтобы сформировать ступенчатые соединенные части.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0006]
[Патентный документ 1] Японская полезная модель (зарегистрированная) № 3081863
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0007]
Настоящее изобретение было создано с учетом вышеизложенных обстоятельств, и одной задачей настоящего изобретения является предложить ленточный сердечник с подавленными потерями в сердечнике, имеющий изогнутую область, а также способ его изготовления.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0008]
Сущность настоящего изобретения заключается в следующем.
(1) В соответствии с первым аспектом настоящего изобретения ленточный сердечник формируется путем ламинирования множества изогнутых тел, сформированных из электротехнического стального листа с ориентированной зеренной структурой, имеющего сформированное на его поверхности содержащее фосфор покрытие, в направлении толщины электротехнического стального листа с ориентированной зеренной структурой, в котором изогнутое тело формируется в прямоугольную форму, имеющую четыре плоские части и четыре угловые части, смежные с плоскими частями, угловая часть имеет изогнутую область, имеющую полный угол изгиба приблизительно 90° на виде сбоку, количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или меньше на 1 мм длины центральной линии в изогнутой области в направлении толщины листа, и количество фосфора, выделившегося из угловой части в случае кипячения в воде в течение 30 мин, составляет 6,0 мг или меньше на 1 м2 площади поверхности угловой части.
(2) В ленточном сердечнике в соответствии с пунктом (1) электротехнический стальной лист с ориентированной зеренной структурой может быть стальным листом, в котором локальное напряжение придано поверхности стального листа, или стальным листом, в котором на поверхности стального листа сформирована бороздка.
(3) В ленточном сердечнике в соответствии с пунктом (1) содержание Si в электротехническом стальном листе с ориентированной зеренной структурой может составлять 2,0-5,0 мас.%.
(4) В ленточном сердечнике в соответствии с пунктом (1) изогнутая область может быть областью, окруженной на виде сбоку изогнутого тела, когда точка D и точка E на линии La, представляющей внутреннюю поверхность изогнутого тела, и точка F и точка G на линии Lb, представляющей наружную поверхность изогнутого тела, определены следующим образом, линией, ограниченной точкой D и точкой E на линии La, представляющей внутреннюю поверхность изогнутого тела, линией, ограниченной точкой F и точкой G на линии Lb, представляющей наружную поверхность изогнутого тела, прямой линией, соединяющей точку D и точку G, и прямой линией, соединяющей точку E и точку F,
<Определения точки D, точки E, точки F и точки G>
на виде сбоку точка, в которой прямая линия AB, соединяющая центральную точку А радиуса кривизны криволинейной части, включенной в линию La, представляющую внутреннюю поверхность изогнутого тела, с точкой пересечения B между двумя воображаемыми линиями Lb-продолжение1 и Lb-продолжение2, получаемыми путем продолжения прямолинейных частей, соответственно смежных к обеим сторонам криволинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, пересекает линию, представляющую внутреннюю поверхность изогнутого тела, упоминается как исходная точка C,
точка, отстоящая от исходной точки C на расстояние m, представленное Уравнением (1), в одном направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела, упоминается как точка D,
точка, отстоящая от исходной точки C на расстояние m в другом направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела, упоминается как точка E,
точка пересечения между прямолинейной частью, противоположной точке D в прямолинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно к прямолинейной части, противоположной точке D, через точку D, упоминается как точка G, и
точка пересечения между прямолинейной частью, противоположной точке Е в прямолинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно к прямолинейной части, противоположной точке Е, через точку Е, упоминается как точка F,
Уравнение (1): m=r × (π/4)
(в Уравнении (1) m представляет расстояние от исходной точки C, а r представляет расстояние (радиус кривизны) от центральной точки А до исходной точки C).
(5) В соответствии со вторым аспектом настоящего изобретения способ изготовления ленточного сердечника в соответствии с пунктом (1) включает в себя: подготовку множества электротехнических стальных листов с ориентированной зеренной структурой, имеющих содержащее фосфор покрытие на их поверхности; формирование множества изогнутых тел, имеющих по существу прямоугольную форму на виде сбоку, путем сгибания каждой из формирующих угловую часть областей, предварительно распределенных по множеству электротехнических стальных листов с ориентированной зеренной структурой в таком состоянии, в котором температура формирующей угловую часть области составляет 150°C или выше и 500°C или ниже; и ламинирование этого множества изогнутых тел в направлении толщины электротехнического стального листа с ориентированной зеренной структурой.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0009]
В соответствии с настоящим изобретением возможно обеспечить ленточный сердечник с подавленными потерями в сердечнике, имеющий изогнутую область, а также способ его изготовления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010]
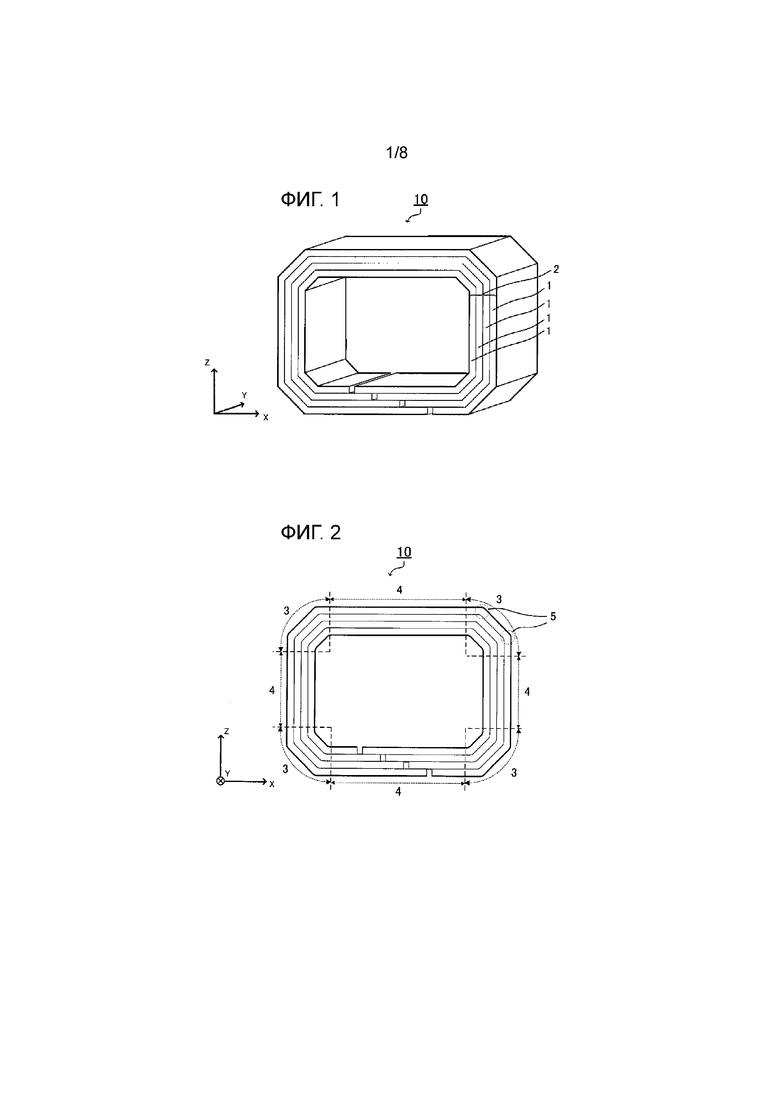
Фиг. 1 представляет собой вид в перспективе ленточного сердечника в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг. 2 представляет собой вид сбоку ленточного сердечника в соответствии с этим вариантом осуществления.
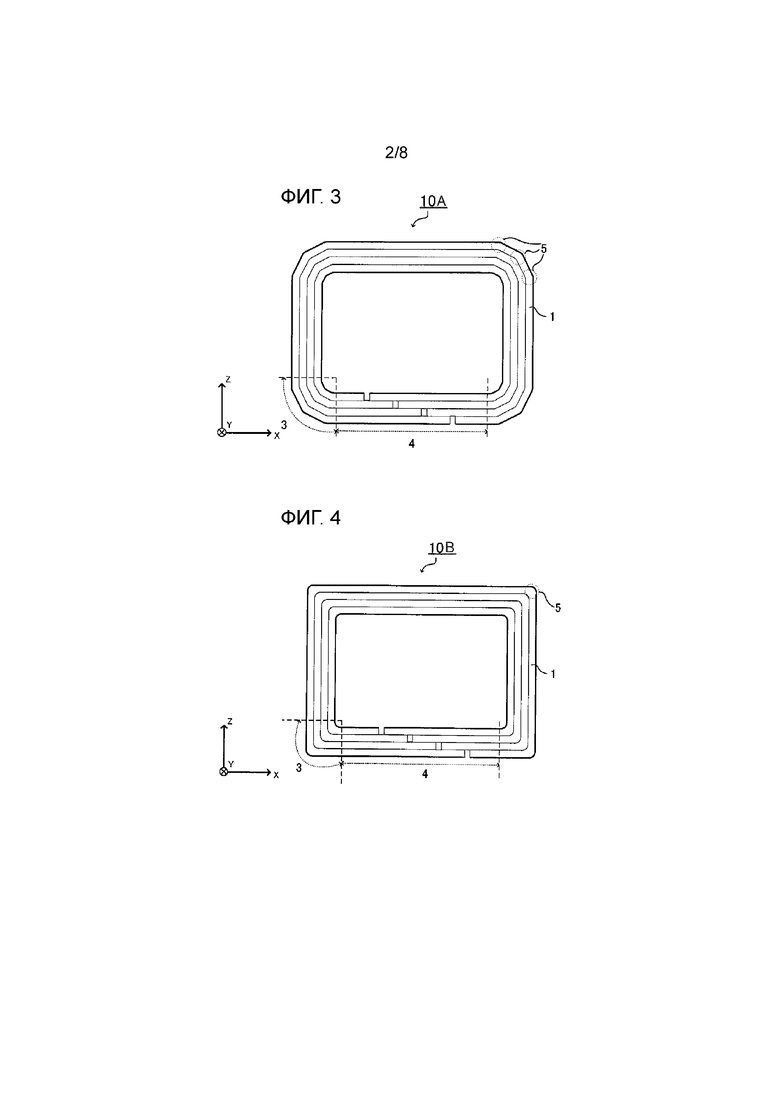
Фиг. 3 представляет собой вид сбоку, показывающий первый пример модификации ленточного сердечника.
Фиг. 4 представляет собой вид сбоку, показывающий второй пример модификации ленточного сердечника.
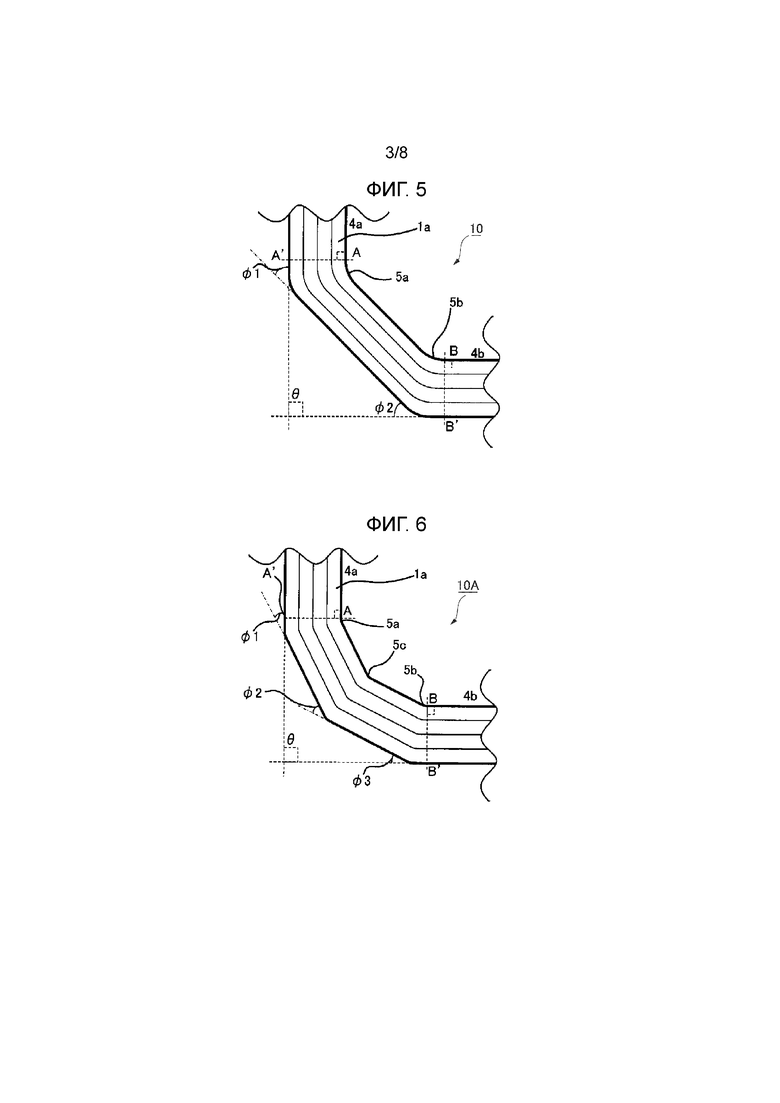
Фиг. 5 представляет собой увеличенный вид сбоку окрестности угловой части ленточного сердечника в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг. 6 представляет собой увеличенный вид сбоку окрестности угловой части в ленточном сердечнике в соответствии с первым примером модификации.
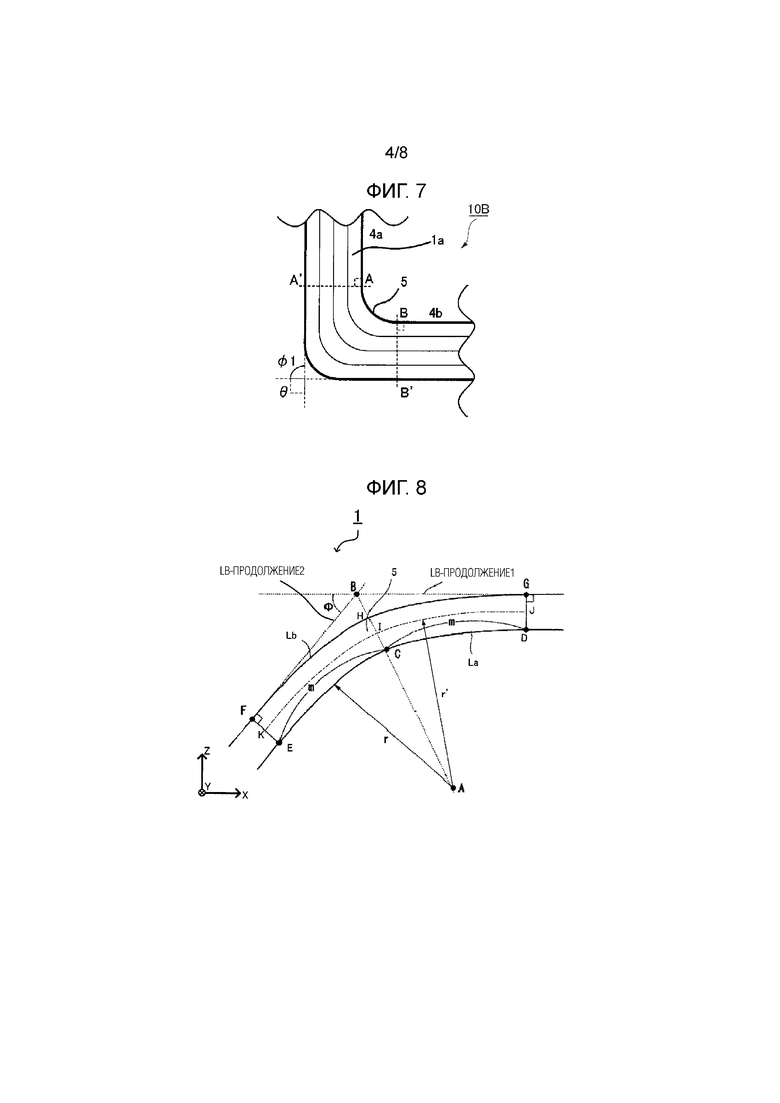
Фиг. 7 представляет собой увеличенный вид сбоку окрестности угловой части в ленточном сердечнике в соответствии со вторым примером модификации.
Фиг. 8 представляет собой пояснительное изображение изогнутой области.
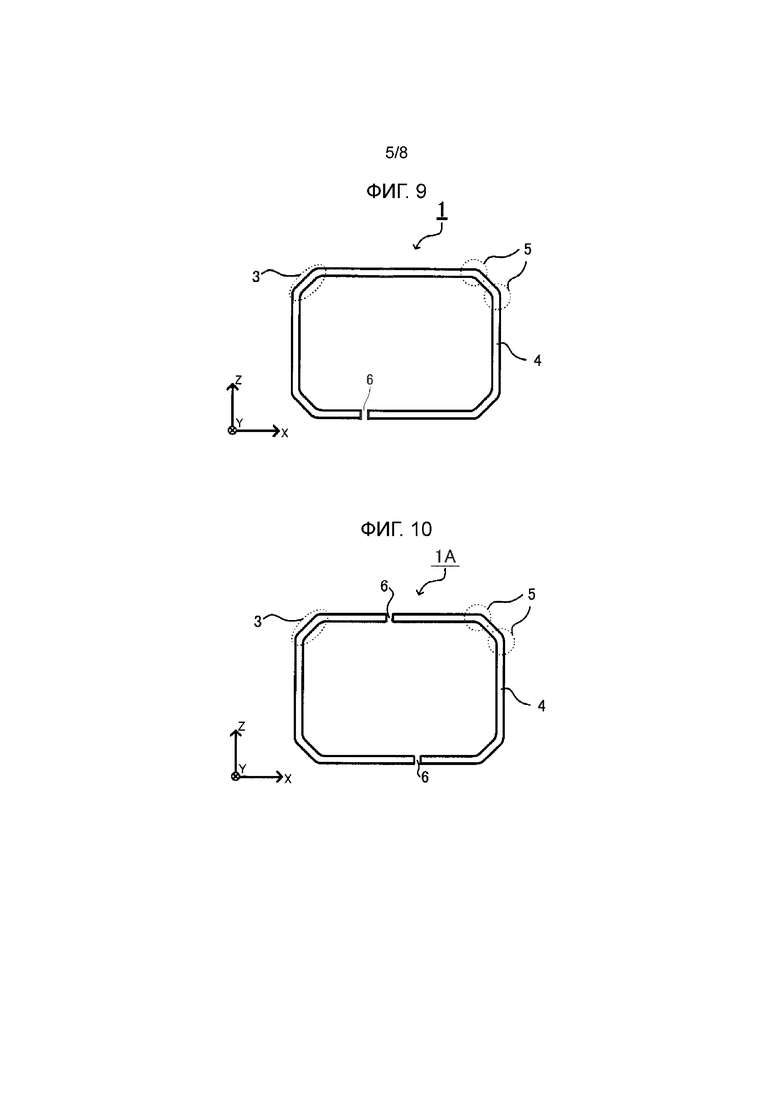
Фиг. 9 представляет собой вид сбоку изогнутого тела ленточного сердечника в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг. 10 представляет собой вид сбоку, показывающий один пример модификации изогнутого тела.
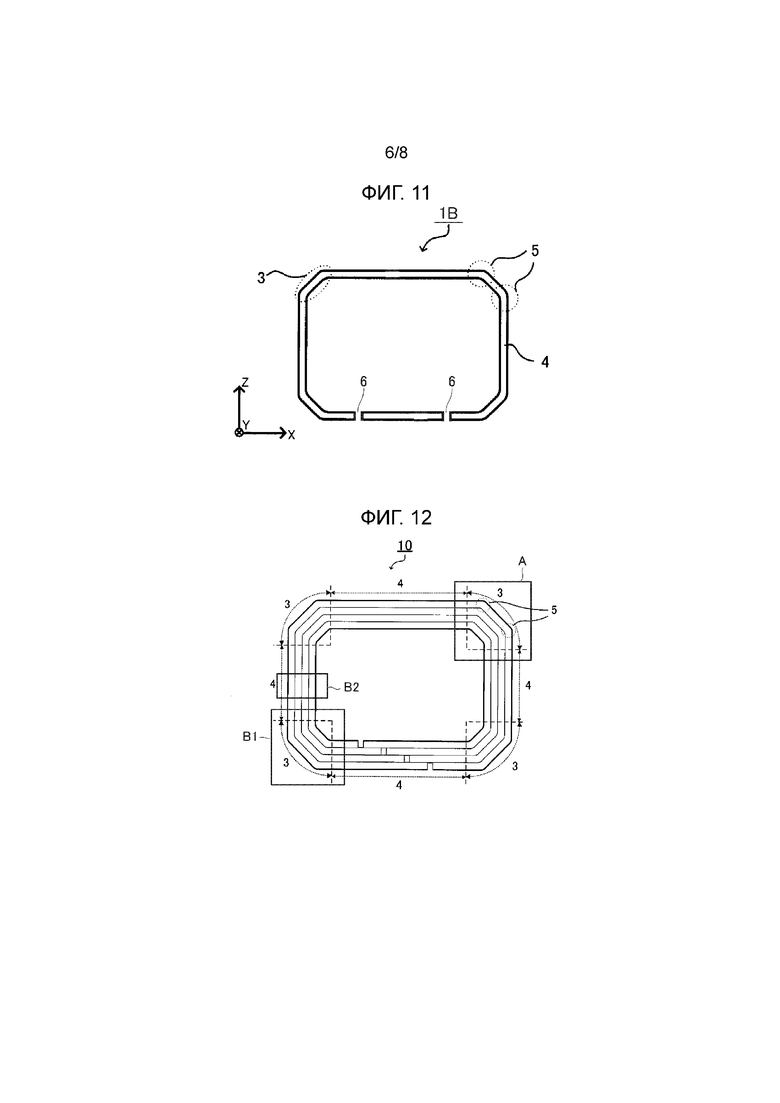
Фиг. 11 представляет собой вид сбоку, показывающий другой пример модификации изогнутого тела.
Фиг. 12 представляет собой вид сбоку, показывающий один пример положения взятия образца из ленточного сердечника.
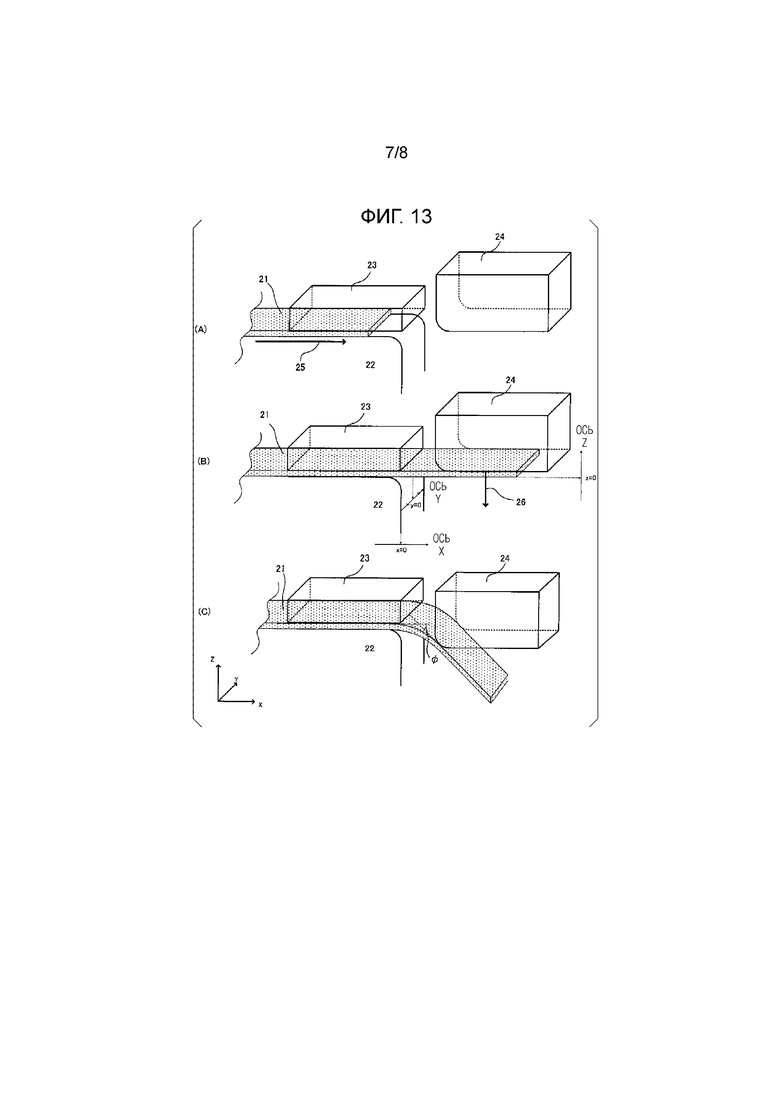
Фиг. 13 представляет собой пояснительное изображение стадии сгибания в способе изготовления ленточного сердечника в соответствии со вторым вариантом осуществления настоящего изобретения.
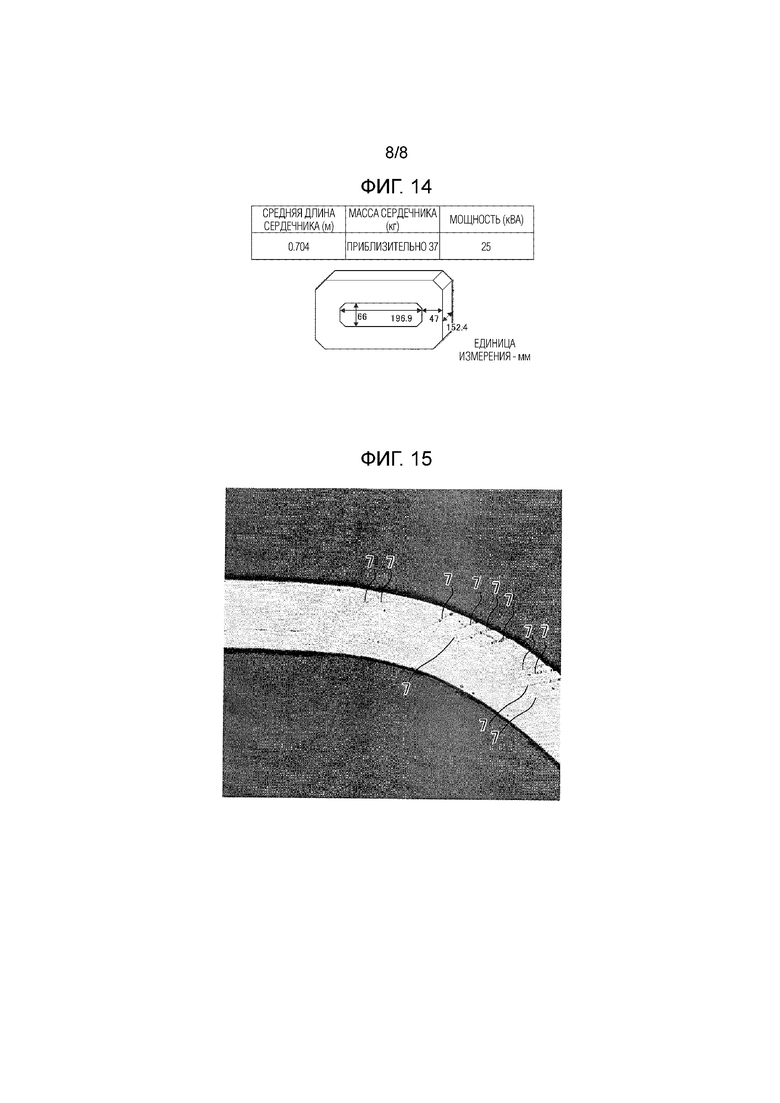
Фиг. 14 схематически показывает размеры ленточного сердечника, произведенного в примере.
Фиг. 15 представляет собой увеличенную фотографию, полученную путем фотографирования боковой поверхности изогнутой области изогнутого тела, включенного в ленточный сердечник предшествующего уровня техники, с использованием оптического микроскопа.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0011]
(Причина потерь в сердечнике и механизм их подавления)
Авторы настоящего изобретения обнаружили, что потери в сердечнике увеличиваются в изогнутой области, формируемой при изгибе электротехнического стального листа с ориентированной зеренной структурой. Фиг. 15 представляет собой увеличенную фотографию, полученную путем фотографирования боковой поверхности изогнутой области изогнутого тела (в дальнейшем просто называемого изогнутым телом), сформированного из электротехнических стальных листов с ориентированной зеренной структурой, составляющих ленточный сердечник предшествующего уровня техники, с использованием оптического микроскопа.
Как показано в примере на Фиг. 15, в изогнутой области изогнутого тела наблюдались деформационные двойники 7, проходящие внутрь от поверхности стального листа. Эти деформационные двойники были подтверждены с помощью аналитической оценки с использованием сканирующего электронного микроскопа и программного обеспечения для анализа кристаллической ориентации (EBSD). Электротехнический стальной лист с ориентированной зеренной структурой представляет собой стальной лист, в котором ориентация зерен в стальном листе преобладает в ориентации {110} <001> (в дальнейшем называемой ориентацией Госса), но предполагалось, что те части, где образуются деформационные двойники, имеют кристаллическую ориентацию, отличающуюся от ориентации Госса, и становятся причиной потерь в сердечнике. В дополнение к этому, даже если отжиг выполняется при температуре приблизительно 750°C после формирования ленточного сердечника, деформационные двойники, образующиеся во время изгиба, не могут быть устранены.
Авторы настоящего изобретения провели интенсивные исследования возможностей подавления образования деформационных двойников во время изгиба, и в результате обнаружили, что образование деформационных двойников подавляется путем выполнения изгиба при нагреве электротехнического стального листа с ориентированной зеренной структурой. Хотя есть некоторые неясные моменты в проявлении таких эффектов, предполагается, что обработанные части, которые достигли высокой температуры, облегчают перемещение дислокаций, вводимых пластической деформацией, что подавляет образование деформационных двойников и затрудняет рост образовавшихся деформационных двойников, так что деформационные двойники не формируют полосчатую форму. В результате предполагается, что доля площади деформационных двойников во всем стальном листе уменьшается, и их влияние на потери в сердечнике уменьшается.
Кроме того, по мере того, как температура электротехнического стального листа с ориентированной зеренной структурой во время изгиба увеличивалась, образование деформационных двойников имело тенденцию к уменьшению. Однако был случай, когда при высокой температуре, даже при том, что образование деформационных двойников подавлялось, потери в ленточном сердечнике не подавлялись. Причина этого неясна. Однако предполагается, что причина этого заключается в растрескивании покрытия изогнутой области из-за обработки при высокой температуре и образовании прилипания между основными стальными листами, обнажившимися в изогнутой области.
На основе этих наблюдений авторы настоящего изобретения установили, что как образование деформационных двойников, так и растрескивание покрытия подавляются путем регулировки температуры электротехнического стального листа с ориентированной зеренной структурой так, чтобы она составляла от 150°C до 500°C во время изгиба, и получили ленточный сердечник по настоящему изобретению с подавленными потерями в сердечнике, имеющий изогнутую область.
[0012]
далее будут подробно описаны ленточный сердечник в соответствии с настоящим изобретением, сделанный на основе вышеупомянутых наблюдений, а также способ его изготовления.
Такие термины, как «параллельный», «перпендикулярный» и «тот же самый», относящиеся к различным величинам, таким как длины, углы и т.п., которые определяют формы, геометрические условия и градусы, которые используются в данном описании, рассматриваются как включающие диапазоны, в которых могут ожидаться те же самые функции. В дополнение к этому, в настоящем изобретении фраза «приблизительно 90°» допускает погрешность ±3°, и означает диапазон от 87° до 93°.
[0013]
(Первый вариант осуществления)
Фиг. 1 представляет собой вид в перспективе, схематично показывающий ленточный сердечник 10 в соответствии с первым вариантом осуществления настоящего изобретения. Фиг. 2 представляет собой вид сбоку ленточного сердечника 10 в соответствии с этим вариантом осуществления.
В настоящей патентной заявке фраза «на виде сбоку» относится к виду в направлении ширины (в направлении оси Y на Фиг. 1) электротехнических стальных листов с ориентированной зеренной структурой, составляющих ленточный сердечник, и вид сбоку является видом (в направлении оси Y на Фиг. 1), показывающим форму, которая видна на виде сбоку. В дополнение к этому, направление толщины листа представляет собой направление толщины электротехнического стального листа с ориентированной зеренной структурой, и означает направление, перпендикулярное к периферийной поверхности ленточного сердечника в том состоянии, когда он сформирован в прямоугольный ленточный сердечник.
[0014]
Ленточный сердечник 10 в соответствии с этим вариантом осуществления конфигурируется путем ламинирования множества изогнутых тел 1, сформированных из электротехнического стального листа с ориентированной зеренной структурой, в котором содержащее фосфор покрытие сформировано на поверхности, в направлении толщины листа. Таким образом, как показано на Фиг. 1 и 2, ленточный сердечник 10 имеет по существу прямоугольную ламинированную структуру из множества изогнутых тел 1. Ленточный сердечник 10 может использоваться прямо в таком состоянии как ленточный сердечник. Однако по мере необходимости он может быть закреплен с использованием известного бандажа или крепежного инструмента.
[0015]
Как показано на Фиг. 1 и 2, каждое из изогнутых тел 1 сформировано в прямоугольную форму путем поочередного соединения четырех плоских частей 4 и четырех угловых частей 3 вдоль кругового направления. Угол между двумя плоскими частями 4, смежными с каждой угловой частью 3, составляет приблизительно 90°.
[0016]
Как показано на Фиг. 2, в ленточном сердечнике 10 в соответствии с этим вариантом осуществления каждая из угловых частей изогнутого тела 1 имеет две изогнутые области 5 с полным углом изгиба приблизительно 90° на виде сбоку. Изогнутая область 5 является областью, имеющей криволинейно изогнутую форму на виде сбоку изогнутого тела 1, и более конкретное ее определение будет дано позже.
Каждая из угловых частей 3 изогнутого тела 1 может иметь три изогнутые области 5, как в ленточном сердечнике 10A в соответствии с первым примером модификации, показанным на Фиг. 3, или может иметь одну изогнутую область 5, как в ленточном сердечнике 10B в соответствии со вторым примером модификации, показанным на Фиг. 4. Таким образом, каждая из угловых частей 3 изогнутого тела 1 может иметь одну или более изогнутых областей 5.
[0017]
Фиг. 5 представляет собой увеличенный вид сбоку окрестности угловой части 3 в ленточном сердечнике 10 в соответствии с этим вариантом осуществления.
Как показано на Фиг. 5, в том случае, когда одна угловая часть имеет две изогнутые области 5a и 5b, изогнутая область 5a (искривленная часть) соединяется с прямолинейной частью, представляющей плоскую часть 4a изогнутого тела 10, а затем от конца изогнутой области 5a соединяются друг с другом прямолинейная часть, изогнутая область 5b (искривленная часть) и плоская часть 4b.
[0018]
В ленточном сердечнике 10 в соответствии с этим вариантом осуществления область от сегмента A-A' до сегмента B-B' на Фиг. 5 представляет собой угловую часть 3. Точка A является конечной точкой со стороны плоской части 4a в изогнутой области 5a изогнутого тела 1a, расположенной на самой внутренней стороне ленточного сердечника 10, а точка А' является точкой пересечения между прямой линией, проведенной перпендикулярно к поверхности листа изогнутого тела 1a через точку A, и внешней поверхностью ленточного сердечника 10. Аналогичным образом точка В является конечной точкой со стороны плоской части 4b в изогнутой области 5b изогнутого тела 1a, расположенной на самой внутренней стороне ленточного сердечника 10, а точка B' является точкой пересечения между прямой линией, проведенной перпендикулярно к поверхности листа изогнутого тела 1a через точку B, и внешней поверхностью ленточного сердечника 10. На Фиг. 5 угол между двумя плоскими частями 4a и 4b, смежными друг с другом через угловую часть 3, составляет θ, и θ в настоящем изобретении составляет приблизительно 90°. Хотя углы изгиба ϕ изогнутых областей 5a и 5b будут описаны позже, ϕ1+ϕ2 на Фиг. 5 составляет приблизительно 90°.
[0019]
Далее будет описан случай, в котором одна угловая часть 3 имеет три изогнутые области 5. Фиг. 6 представляет собой увеличенный вид сбоку окрестности угловой части 3 в ленточном сердечнике 10A в соответствии с первым примером модификации, показанным на Фиг. 3. На Фиг. 6, как и на Фиг. 5, область от сегмента A-A' до сегмента B-B' является угловой частью 3. На Фиг. 6 точка A является конечной точкой со стороны плоской части 4a изогнутой области 5a, самой близкой к плоской части 4a, а точка B является конечной точкой со стороны плоской части 4b изогнутой области 5b, самой близкой к плоской части 4b. В том случае, когда имеются три изогнутые области 5, прямолинейная часть присутствует между этими изогнутыми областями. Плоские части, формирующие плоские части 4a и 4b, могут быть определены с учетом того, что угол θ между этими двумя смежными плоскими частями 4a и 4b с расположенной между ними угловой частью 3, составляет 90°, и соответственно определяется изогнутая область 5, смежная с плоской частью 4. В примере, показанном на Фиг. 6, ϕ1+ϕ2+ϕ3 составляет приблизительно 90°. Как правило, в том случае, когда угловая часть 3 имеет n изогнутых областей 5, ϕ1+ϕ2+…+ϕn составляет приблизительно 90°.
[0020]
Далее будет описан случай, в котором одна угловая часть 3 имеет одну изогнутую область 5. Фиг. 7 представляет собой увеличенный вид сбоку окрестности угловой части 3 в ленточном сердечнике 10B в соответствии со вторым примером модификации, показанным на Фиг. 4. На Фиг. 7, как и на Фиг. 5 и 6, область от сегмента A-A' до сегмента B-B' является угловой частью 3. На Фиг. 7 точка A является конечной точкой со стороны плоской части 4a изогнутой области 5, а точка B является конечной точкой со стороны плоской части 4b изогнутой области 5. В примере, показанном на Фиг. 7, ϕ1 составляет приблизительно 90°.
[0021]
В настоящей заявке, поскольку угол θ описанной выше угловой части составляет приблизительно 90°, ϕ составляет приблизительно 90° или меньше. С точки зрения подавления потерь в сердечнике путем подавления образования деформационных двойников ϕ предпочтительно составляет 60° или меньше, и более предпочтительно 45° или меньше. Поэтому предпочтительно, чтобы одна угловая часть 3 имела две или более изогнутых областей 5. Однако трудно сформировать четыре или более изогнутых областей 5 в одной угловой части 3 из-за ограничений на конструктивное решение оборудования. Следовательно, количество изогнутых областей 5 в одной угловой части предпочтительно составляет три или меньше.
Как и в ленточном сердечнике 10 в соответствии с этим вариантом осуществления, показанным на Фиг. 5, в том случае, когда одна угловая часть имеет две изогнутые области 5a и 5b, для сокращения потерь в сердечнике предпочтительно, чтобы удовлетворялись условия ϕ1=45° и ϕ2=45°. Однако могут удовлетворяться условия, например, ϕ1=60° и ϕ2=30°, ϕ1=30° и ϕ2=60°, и т.п.
Как и в ленточном сердечнике 10A в соответствии с первым примером модификации, показанным на Фиг. 6, в том случае, когда одна угловая часть имеет три изогнутые области 5a, 5b и 5c, для сокращения потерь в сердечнике предпочтительно, чтобы удовлетворялись условия ϕ1=30°, ϕ2=30° и ϕ3=30°.
Кроме того, поскольку с точки зрения эффективного изготовления предпочтительно, чтобы углы изгиба были равны друг другу, в том случае, когда одна угловая часть имеет две изогнутые области 5a и 5b (Фиг. 5), с точки зрения сокращения потерь в сердечнике предпочтительно, чтобы удовлетворялись условия ϕ1=45° и ϕ2=45°, а в том случае, когда одна угловая часть имеет три изогнутые области 5a, 5b и 5c (Фиг. 6), предпочтительно, например, чтобы удовлетворялись условия ϕ1=30°, ϕ2=30° и ϕ3=30°.
[0022]
Изогнутая область 5 будет описана более подробно со ссылкой на Фиг. 8. Фиг. 8 схематически показывает один пример изогнутой области 5 изогнутого тела 1. Угол изгиба изогнутой области 5 означает угловую разницу, образующуюся между прямолинейной частью с задней стороны и прямолинейной частью с передней стороны в направлении сгиба в изогнутой области 5 изогнутого тела 1. В частности, угол изгиба изогнутой области 5 представлен дополнительным углом ϕ угла между двумя воображаемыми линиями Lb-продолжение1 (Lb1) и Lb-продолжение2 (Lb2), получаемыми путем продолжения прямолинейных частей, соответственно смежных к обеим сторонам (точка F и точка G) криволинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела 1 в изогнутой области 5.
Угол изгиба каждой изогнутой области 5 составляет приблизительно 90° или меньше, и сумма углов изгиба всех изогнутых областей 5, присутствующих в одной угловой части 3, составляет приблизительно 90°.
[0023]
В настоящей заявке изогнутая область 5 представляет собой область, окруженную на виде сбоку изогнутого тела 1, когда точка D и точка E на линии La, представляющей внутреннюю поверхность изогнутого тела 1, и точка F и точка G на линии Lb, представляющей наружную поверхность изогнутого тела 1, определены следующим образом, линией, ограниченной точкой D и точкой E на линии La, представляющей внутреннюю поверхность изогнутого тела 1, линией, ограниченной точкой F и точкой G на линии Lb, представляющей наружную поверхность изогнутого тела, прямой линией, соединяющей точку D и точку G, и прямой линией, соединяющей точку E и точку F.
[0024]
Здесь точки D, E, F и G определяются следующим образом.
На виде сбоку точка, в которой прямая линия AB, соединяющая центральную точку А радиуса кривизны криволинейной части, включенной в линию La, представляющую внутреннюю поверхность изогнутого тела 1, с точкой пересечения B между двумя воображаемыми линиями Lb-продолжение1 (Lb1) и Lb-продолжение2 (Lb2), получаемыми путем продолжения прямолинейных частей, соответственно смежных к обеим сторонам криволинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, пересекает линию, представляющую внутреннюю поверхность изогнутого тела 1, упоминается как исходная точка C,
точка, отстоящая от исходной точки C на расстояние m, представленное Уравнением (1), в одном направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела 1, упоминается как точка D,
точка, отстоящая от исходной точки C на расстояние m в другом направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела, упоминается как точка E,
точка пересечения между прямолинейной частью, противоположной точке D в прямолинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно к прямолинейной части, противоположной точке D, через точку D, упоминается как точка G, и
точка пересечения между прямолинейной частью, противоположной точке Е в прямолинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно к прямолинейной части, противоположной точке Е, через точку Е, упоминается как точка F.
Уравнение (1): m=r × (π/4)
(в Уравнении (1) m представляет расстояние от исходной точки C, а r представляет расстояние (радиус кривизны) от центральной точки А до исходной точки C).
[0025]
Таким образом, r представляет радиус кривизны в том случае, когда кривая около исходной точки C рассматривается как дуга, и в настоящей заявке представляет радиус кривизны со стороны внутренней поверхности на виде сбоку изогнутой области 5. По мере того, как радиус кривизны r уменьшается, кривая криволинейной части изогнутой области 5 становится крутой, а по мере того, как радиус кривизны r увеличивается, кривая криволинейной части изогнутой области 5 становится гладкой.
В настоящей заявке даже в том случае, когда при изгибе формируется изогнутая область 5, имеющая радиус кривизны r 3 мм или меньше, образование деформационных двойников в изогнутой области 5 и растрескивание в содержащем фосфор покрытии подавляются, так что получается ленточный сердечник, имеющий низкие потери в сердечнике.
[0026]
Фиг. 9 схематично показывает изогнутое тело 1 ленточного сердечника 10 в соответствии с этим вариантом осуществления. Как показано на Фиг. 9, изогнутое тело 1 формируется путем изгиба электротехнического стального листа с ориентированной зеренной структурой и имеет четыре угловые части 3 и четыре плоские части 4, посредством чего один электротехнический стальной лист с ориентированной зеренной структурой формирует по существу прямоугольное кольцо на виде сбоку. Более конкретно, изогнутое тело 1 имеет структуру, в которой одна плоская часть 4 имеет соединительную часть 6 (зазор), которая является концевой поверхностью в продольном направлении, а другие три плоские части 4 не имеют соединительной части 6.
Однако ленточный сердечник 10 может иметь по существу прямоугольную ламинированную структуру в целом на виде сбоку. Следовательно, в качестве примера модификации, как показано на Фиг. 10, может использоваться изогнутое тело 1A, в котором две плоские части 4 имеют соединительные части 6, а другие две плоские части 4 не имеют соединительной части 6. В этом случае два электротехнических стальных листа с ориентированной зеренной структурой составляют изогнутое тело.
В качестве другого примера модификации в том случае, когда два электротехнических стальных листа с ориентированной зеренной структурой составляют изогнутое тело, как показано на Фиг. 11, может использоваться изогнутое тело 1B, в котором одна плоская часть 4 имеет две соединительные части 6, а другие три плоские части 4 не имеют соединительной части 6. Таким образом, изогнутое тело 1B конфигурируется путем объединения электротехнического стального листа с ориентированной зеренной структурой, соответствующего трем сторонам по существу прямоугольной формы, и прямого (на виде сбоку) электротехнического стального листа с ориентированной зеренной структурой, соответствующего оставшейся стороне. В том случае, когда два или более электротехнических стальных листов с ориентированной зеренной структурой составляют изогнутое тело, как было описано выше, изогнутое тело из стального листа и прямой (на виде сбоку) стальной лист могут быть объединены.
В любом случае, чтобы не вызывать образование зазора между двумя смежными слоями во время изготовления ленточного сердечника, в двух слоях изогнутых тел, смежных друг с другом, длины стальных листов и положения изогнутых областей регулируются так, чтобы внешняя круговая длина плоской части 4 изогнутого тела, расположенного с внутренней стороны, и внутренняя круговая длина плоской части 4 изогнутого тела, расположенного с внешней стороны, были равны друг другу.
[0027]
(Конфигурация электротехнического стального листа с ориентированной зеренной структурой)
Электротехнический стальной лист с ориентированной зеренной структурой имеет по меньшей мере основной стальной лист и содержащее фосфор покрытие на поверхности основного стального листа, и может по мере необходимости иметь другие слои, если они не ухудшают эффекты настоящего изобретения. Примеры этих других слоев включают в себя стеклянное покрытие, обеспечиваемое между основным стальным листом и содержащим фосфор покрытием. Далее будет описана каждая конфигурация электротехнического стального листа с ориентированной зеренной структурой.
[0028]
(1) Основной стальной лист
В электротехническом стальном листе с ориентированной зеренной структурой, используемом в ленточном сердечнике 10 в соответствии с этим вариантом осуществления, основной стальной лист представляет собой стальной лист, в котором ориентация зерен в основном стальном листе является высоко интегрированной в ориентации {110} <001>, и который имеет превосходные магнитные характеристики в направлении прокатки.
Основной стальной лист в настоящем изобретении особенно не ограничивается, и в качестве электротехнического стального листа с ориентированной зеренной структурой может быть подходящим образом выбран и использован известный электротехнический стальной лист с ориентированной зеренной структурой. Далее будет описан один пример предпочтительного основного стального листа, но основной стальной лист в настоящем изобретении не ограничивается этим примером.
[0029]
Химический состав основного стального листа особенно не ограничивается, но, предпочтительно включает в себя, например, Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% и 0,085 мас.% или меньше, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, с остатком, состоящим из Fe и примесей. Этот химический состав основного стального листа является предпочтительным для создания текстуры Госса, в которой кристаллическая ориентация преобладает в ориентацию {110}<001>. Среди этих элементов в основном стальном листе Si и C являются основными элементами, а кислоторастворимый Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, S и Se являются выборочными элементами. Эти выборочные элементы могут содержаться в конкретных целях. Следовательно, нет никакой необходимости ограничивать их нижние пределы, и выборочные элементы могут по существу не содержаться. Даже если эти выборочные элементы содержатся как неизбежные примеси, эффекты настоящего изобретения не ухудшаются. В основном стальном листе остаток кроме основных элементов и выборочных элементов состоит из Fe и неизбежных примесей.
Однако в том случае, когда содержание Si в основном стальном листе составляет 2,0 мас.% или больше, классическая потеря на токи Фуко подавляется, что является предпочтительным. Содержание Si в основном стальном листе более предпочтительно составляет 3,0 мас.% или больше.
В дополнение к этому, в том случае, когда содержание Si в основном стальном листе составляет 5,0 мас.% или меньше, практически не происходит растрескивания в стальном листе во время стадий горячей прокатки и холодной прокатки, что является предпочтительным. Содержание Si в основном стальном листе более предпочтительно составляет 4,5 мас.% или меньше.
В настоящей заявке «неизбежные примеси» означают элементы, неизбежно попадающие в сталь из руды, металлолома, производственной среды и подобного при промышленном производстве основного стального листа.
В дополнение к этому, электротехнический стальной лист с ориентированной зеренной структурой обычно подвергается отжигу для очистки во время вторичной рекристаллизации. При отжиге для очистки ингибирующие элементы выводятся за пределы системы. В частности, концентрации N и S значительно уменьшаются и достигают 50 частей на миллион или меньше. Эти концентрации достигают 9 частей на миллион или меньше или 6 частей на миллион или меньше при типичных условиях отжига для очистки, и достигают такой степени (1 часть на миллион или меньше), которая не может быть обнаружена обычным анализом, когда отжиг для очистки выполняется в достаточной степени.
Химический состав основного стального листа может быть измерен с помощью обычного аналитического способа для стали. Например, химический состав основного стального листа может быть измерен с использованием атомной эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP-AES). В частности, например, химический состав может быть определен путем получения квадратного тестового образца размером 35 мм из положения центра основного стального листа после удаления покрытия и выполнения измерения при условиях, основанных на калибровочной кривой, созданной заранее, с помощью измерительного прибора ICPS-8100 изготовления компании Shimadzu Corporation и т.п. Кроме того, содержание C и S может быть измерено путем использования способа поглощения инфракрасного луча пламенем, а содержание N может быть измерено путем использования способа определения удельной теплопроводности при плавлении в инертном газе.
Химический состав основного стального листа получается путем удаления стеклянного покрытия, которое будет описано позже, содержащего фосфор покрытия и т.п. с электротехнического стального листа с ориентированной зеренной структурой с помощью способа, который будет описан позже.
[0030]
Способ изготовления основного стального листа особенно не ограничивается, и может быть подходящим образом выбран способ изготовления электротехнического стального листа с ориентированной зеренной структурой, который известен в предшествующем уровне техники. Предпочтительным конкретным примером способа изготовления является способ выполнения горячей прокатки путем нагрева сляба, содержащего 0,04-0,1 мас.% C и имеющего химический состав основного стального листа, до температуры 1000°C или выше, затем выполнения отжига горячекатаного листа по мере необходимости, затем выполнения холодной прокатки один, два или более раз с промежуточным отжигом между ними, чтобы сформировать холоднокатаный стальной лист, выполнения обезуглероживающего отжига путем нагрева холоднокатаного стального листа до температуры 700°C - 900°C, например во влажной инертно атмосфере газообразного водорода, затем выполнения азотирующего отжига по мере необходимости, и выполнения окончательного отжига при температуре приблизительно 1000°C.
Толщина основного стального листа особенно не ограничивается, но может составлять, например, 0,1 мм или больше и 0,5 мм или меньше, или может составлять 0,15 мм или больше и 0,40 мм или меньше.
Кроме того, в качестве электротехнического стального листа с ориентированной зеренной структурой предпочтительно использовать стальной лист, в котором магнитные домены измельчены путем придания поверхности локального напряжения или формирования бороздок на поверхности. При использовании такого стального листа потери в сердечнике могут быть дополнительно подавлены.
[0031]
(2) Содержащее фосфор покрытие
Электротехнический стальной лист с ориентированной зеренной структурой имеет содержащее фосфор покрытие, главным образом для придания изолирующих свойств. Содержащее фосфор покрытие предусматривается на внешней поверхности электротехнического стального листа с ориентированной зеренной структурой, и в том случае, когда электротехнический стальной лист с ориентированной зеренной структурой имеет стеклянное покрытие или оксидное покрытие, которые будут описаны позже, предусматривается на каждом из этих покрытий.
Содержащее фосфор покрытие может быть подходящим образом выбрано из известных в предшествующем уровне техники. В качестве содержащего фосфор покрытия предпочтительным является покрытие на основе фосфата, а также покрытие, содержащее одно или более из фосфата алюминия и фосфата магния в качестве главного компонента и одно или более из оксидов хрома и кремния в качестве вспомогательного компонента. При использовании покрытия на основе фосфата гарантируются изолирующие свойства стального листа, и натяжение прикладывается к стальному листу, давая превосходное уменьшение потерь в сердечнике.
Способ формирования содержащего фосфор покрытия особенно не ограничивается, и может быть подходящим образом выбран из известных способов. Например, способ нанесения на основной стальной лист пленкообразующего раствора, в котором растворена композиция покрытия, с последующим спеканием является предпочтительным. Далее будет описан предпочтительный конкретный пример, но способ формирования содержащего фосфор покрытия не ограничивается этим.
[0032]
Готовится пленкообразующий раствор, содержащий 4-16 мас.% коллоидного кремнезема, 3-24 мас.% фосфата алюминия (вычисляемого как бифосфат алюминия), и 0,2-4,5 мас.% в сумме одного, двух или больше из хромового ангидрида и бихромата. Пленкообразующий раствор наносится на основной стальной лист или на другие покрытия, такие как стеклянное покрытие, сформированное на основном стальном листе, и подвергается термической обработке при температуре приблизительно 350°C или выше. После этого выполняется термическая обработка при температуре 800°C - 900°C, посредством чего может быть сформировано содержащее фосфор покрытие. Покрытие, сформированное как описано выше, имеет изолирующие свойства и может прикладывать натяжение к стальному листу, улучшая тем самым потери в сердечнике и магнитострикционные характеристики.
[0033]
Толщина содержащего фосфор покрытия особенно не ограничивается, но предпочтительно составляет 0,5 мкм или больше и 3 мкм или меньше с точки зрения обеспечения изолирующих свойств.
[0034]
(3) Другие покрытия
Электротехнический стальной лист с ориентированной зеренной структурой может дополнительно иметь покрытия, отличающиеся от основного стального листа и покрытия, которое сформировано на внешней поверхности и содержит фосфор, если при этом эффекты настоящего изобретения не ухудшаются. Примеры таких других покрытий включают в себя стеклянное покрытие, сформированное на основном стальном листе. Электротехнический стальной лист с ориентированной зеренной структурой предпочтительно имеет стеклянное покрытие с точки зрения улучшения адгезии содержащего фосфор покрытия. Примеры стеклянного покрытия включают в себя покрытия, имеющие один или более оксидов, выбираемых из форстерита (Mg2SiO4), шпинели (MgAl2O4) и кордиерита (Mg2Al4Si5O16).
Способ формирования стеклянного покрытия особенно не ограничивается, и может быть подходящим образом выбран из известных способов. Например, в конкретном примере способа изготовления основного стального листа может использоваться способ нанесения разделительного средства отжига, содержащего оксид магния (MgO) и/или глинозем (Al2O3), на лист холоднокатаной стали с последующим выполнением окончательного отжига. Разделительное средство отжига также обладает эффектом подавления слипания стальных листов во время окончательного отжига. Например, в том случае, когда окончательный отжиг выполняется путем нанесения разделительного средства отжига, содержащего оксид магния, это разделительное средство отжига реагирует с кремнеземом, содержащимся в основном стальном листе, так что стеклянное покрытие, содержащее форстерит (Mg2SiO4), формируется на поверхности основного стального листа.
[0035]
Толщина стеклянного покрытия особенно не ограничивается, но предпочтительно составляет 0,5 мкм или больше и 3 мкм или меньше с точки зрения адгезии к содержащему фосфор покрытию и т.п.
[0036]
Толщина электротехнического стального листа с ориентированной зеренной структурой особенно не ограничивается, и может быть подходящим образом выбрана в соответствии с применением и подобным, но обычно она находится в диапазоне 0,15 мм - 0,35 мм, и предпочтительно в диапазоне 0,18 мм - 0,23 мм.
[0037]
(Характеристики изогнутой части)
В ленточном сердечнике 10 в соответствии с этим вариантом осуществления количество деформационных двойников на виде сбоку, присутствующих в изогнутой области 5, составляет пять или менее на 1 мм длины центральной линии в направлении толщины листа в изогнутой области 5.
Таким образом, в том случае, когда длина центральной линии в направлении толщины листа во «всех изогнутых областях 5, включенных в одну угловую часть 3 одного изогнутого тела 1 ленточного сердечника 10» составляет LTotal (мм), а количество деформационных двойников, включенных во «все изогнутые области 5, включенные в одну угловую часть 3 одного изогнутого тела 1 ленточного сердечника 10» составляет NTotal (шт), значение NTotal/LTotal (шт/мм) составляет пять или меньше.
Количество деформационных двойников, присутствующих в изогнутой области 5, предпочтительно составляет четыре или меньше на 1 мм длины центральной линии в направлении толщины листа в изогнутой области 5, и более предпочтительно три или меньше.
[0038]
Кроме того, в ленточном сердечнике 10 в соответствии с этим вариантом осуществления количество фосфора, выделяемого из угловой части 3 в том случае, когда ленточный сердечник 10 кипятится в воде в течение 30 мин, составляет 6,0 мг или меньше на 1 м2 площади поверхности угловой части 3.
Таким образом, в том случае, когда количество фосфора, выделяемого из «одной угловой части 3 одного изогнутого тела 1 ленточного сердечника 10» составляет Pelution (мг), а площадь поверхности «одной угловой части 3 одного изогнутого тела 1 ленточного сердечника 10» составляет SA (м2), значение Pelution/SA (мг/м2) составляет 6,0 или меньше.
Количество фосфора, выделяемого из угловой части 3 на 1 м2 площади поверхности угловой части 3 в том случае, когда ленточный сердечник 10 кипятится в воде в течение 30 мин, предпочтительно составляет 5 мг или меньше, и более предпочтительно 4 мг или меньше.
[0039]
Далее будут подробно описаны количество деформационных двойников и количество выделяемого фосфора.
[0040]
(1) Количество деформационных двойников
Для определения количества деформационных двойников, присутствующих в изогнутой области 5 на виде сбоку, поперечное сечение изогнутой области 5 может быть сфотографировано с использованием оптического микроскопа, и может быть подсчитано количество деформационных двойников 7, направленных от поверхности стального листа внутрь. Как показано в примере на Фиг. 15, деформационные двойники формируются на внешней круговой поверхности ленточного сердечника и внутренней круговой поверхности ленточного сердечника из стального листа. В настоящей заявке деформационные двойники, образующиеся на внешней круговой поверхности, и деформационные двойники, образующиеся на внутренней круговой поверхности, суммируются. В дополнение к этому, деформационные двойники могут быть подтверждены с помощью анализа и оценки с использованием сканирующего электронного микроскопа и программного обеспечения для анализа кристаллической ориентации (EBSD).
[0041]
Здесь способ подготовки образца для наблюдения поперечного сечения изогнутой области 5 будет описан с использованием ленточного сердечника 10 в соответствии с этим вариантом осуществления в качестве примера.
Как показано на Фиг. 12, образец для наблюдения поперечного сечения изогнутой области 5 берется из угловой части 3 (области А, показанной на чертеже), соответствующей каждому из множества изогнутых тел 1, составляющих ленточный сердечник 10. Из этой области A образец, включающий изогнутую область 5, берется с использованием листорезного станка. При этом зазор от лезвия устанавливается равным 0,1-2 мм, и резка выполняется так, чтобы плоскость реза не пересекала изогнутую область 5. В дополнение к этому, трудно разрезать накладывающиеся изогнутые тела 1 за один раз, так что изогнутые тела 1 режутся одно за другим.
Затем в состоянии, в котором элементы, отрезанные один за другим, наложены друг на друга, одна сторона ширины листа заливается в эпоксидную смолу, и залитая поверхность полируется. При полировке наждачная бумага из SiC меняется от наждачной бумаги #80, имеющей размер зерна, указанный в стандарте JIS R 6010, на наждачную бумагу #220, #600, #1000 и #1500 в указанном порядке, а затем алмазное полирование выполняется для зеркальной полировки с использованием алмазного порошка с размером 6 мкм, 3 мкм и 1 мкм в указанном порядке.
Наконец, для проявления структуры образец погружается в раствор, получаемый путем добавления двух - трех капель пикриновой кислоты и соляной кислоты к 3% раствору ниталя, приблизительно на 20 с, посредством чего получается образец для наблюдения поперечного сечения изогнутой области 5.
[0042]
В дополнение к этому, длина центральной линии в направлении толщины электротехнического стального листа с ориентированной зеренной структурой является длиной кривой KJ на Фиг. 8, и конкретно определяется следующим образом. Точка, в которой пересекаются прямая линия AB, определяемая как описано выше, и линия, представляющая внешнюю сторону электротехнического стального листа с ориентированной зеренной структурой, упоминается как точка Н, а середина между точкой Н и исходной точкой C упоминается как точка I. При этом расстояние (радиус кривизны) между средней точкой А и точкой I упоминается как r', и значение m' вычисляется по Уравнению (2). При этом длина центральной линии в направлении толщины электротехнического стального листа с ориентированной зеренной структурой становится равной двойному значению m' (2m'). В дополнение к этому, точка K является серединой сегмента EF, а точка J является серединой сегмента GD.
Уравнение (2): m'=r' × (π/4)
(в Уравнении (2) m' представляет собой длину от точки I до точки K и точки J, а r' представляет собой расстояние от средней точки А до точки I (радиус кривизны)).
Как было описано выше, взятый образец формируется путем наложения друг на друга элементов, которые были отрезаны один за другим, и поэтому включает в себя множество изогнутых областей 5. Следовательно, количество деформационных двойников, включенных в соответствующую изогнутую область 5 на 1 мм длины центральной линии в направлении толщины листа в изогнутой области 5, может быть получено на основе полной длины центральных линий всех изогнутых областей 5 в образце и количества деформационных двойников, присутствующих во всех изогнутых областях 5 в образце.
[0043]
(2) Количество выделяемого фосфора
В том случае, когда трещины покрытия присутствуют в изогнутой области 5, фосфор выделяется из растрескавшихся частей, когда ленточный сердечник 10 кипятится в воде. Следовательно, в настоящей заявке количество фосфора, выделяемого из соответствующей угловой части 3 на 1 м2 площади поверхности угловой части в том случае, когда ленточный сердечник 10 кипятится в воде в течение 30 мин, используется в качестве индекса легкости образования слипания между стальными листами в изогнутой области 5.
[0044]
Здесь способ подготовки образца для измерения количества фосфора, выделяемого из угловой части 3, будет описан с использованием ленточного сердечника 10 в соответствии с этим вариантом осуществления в качестве примера.
Как показано на Фиг. 12, образец для измерения количества фосфора, выделяемого из угловой части 3, берется из угловой части 3 (область B1, показанная на чертеже) и плоской части 4 (область B2, показанная на чертеже), соответствующих каждому из множества изогнутых тел 1, составляющих ленточный сердечник 10. Образец, включающий в себя части угловой части 3 и плоских частей 4 и 4, смежных с угловой частью 3, берется из области B1 с использованием листорезного станка. Образец, включающий в себя только часть плоского листа, берется из области B2 с использованием листорезного станка. При этом резка выполняется так, чтобы площадь плоской части 4 образца, взятого из области B1, и площадь плоской части 4 образца, взятого из области B2, были одинаковыми. Площадь плоской части листа особенно не ограничивается, но например, площадь одного листа образца, взятого из области B2, подходящим образом устанавливается равной площади области с шириной 30 мм и длиной 280 мм и т.п. В любой операции по взятию образца зазор от лезвия устанавливается равным приблизительно 0,1-2 мм, и резка выполняется так, чтобы плоскость реза не пересекала изогнутую область 5. В дополнение к этому, трудно разрезать накладывающиеся изогнутые тела 1 за один раз, так что изогнутые тела 1 режутся одно за другим.
Затем образцы, взятые от области B1 и области B2, соответственно помещаются в одинаковое количество воды и кипятятся при температуре приблизительно 100°C в течение 30 мин, после чего фосфор, выделившийся в воду, измеряется как ионы фосфата с помощью измерения поглощения молибденового синего (восстановление аскорбиновой кислотой). Количество фосфора, выделившегося из образца, взятого из области B1, упоминается как PB1, количество фосфора, выделившегося из образца, взятого из области B2, упоминается как PB2, и путем вычисления PB1 - PB2 получается количество фосфора, выделившегося из угловой части 3.
Как было описано выше, поскольку образец является сборкой элементов, взятых из множества изогнутых тел 1, количество фосфора, выделяемого из угловой части 3 на 1 м2 площади поверхности угловой части в том случае, когда эта угловая часть кипятится в воде в течение 30 мин, может быть получено на основе суммы площадей поверхности элементов (угловых частей 3 изогнутых тел 1) и количества выделившегося фосфора, вычисленного как PB1 - PB2.
Площадь поверхности одной угловой части одного изогнутого тела может быть вычислена по формуле (длина в направлении длинной стороны центральной линии в направлении толщины изогнутого тела 1) × (ширина изогнутого тела 1) × 2.
[0045]
Для того, чтобы измерить количество фосфора, выделяемого из угловой части 3, также можно отрезать элемент, включающий в себя только угловую часть, для того, чтобы получить образец среди образцов, взятых из области B1. Однако в этом случае есть вероятность того, что будет отрезана область, близкая к изогнутой части, и точные результаты измерения не смогут быть получены. Следовательно, как было описано выше в настоящей заявке, образцы соответственно берутся из области B1 и области B2.
[0046]
В дополнение к этому, авторы настоящего изобретения измеряли количество выделяемого фосфора путем варьирования размера вырезаемого образца. В результате было подтверждено, что эффект выделения фосфора из части боковой поверхности (поверхности реза) образца является чрезвычайно малым, и в соответствии с вышеописанным способом, когда площадь поверхностного слоя электротехнического стального листа с ориентированной зеренной структурой, в которой присутствует содержащее фосфор покрытие, является той же самой, даже если площадь реза отличается, количество фосфора, выделяемого на единицу площади, остается тем же самым.
[0047]
Как было описано выше, в ленточном сердечнике 10 в соответствии с этим вариантом осуществления количество деформационных двойников в изогнутой области 5 является малым, и количество фосфора, выделяемого из угловой части 3, является малым, так что потери в сердечнике при обеспечении изогнутой области 5 подавляются. Следовательно, ленточный сердечник 10 в соответствии с этим вариантом осуществления может подходящим образом использоваться для любого из приложений, известных в предшествующем уровне техники, таких как магнитные сердечники трансформаторов, дросселей, противопомеховых фильтров и т.п.
[0048]
(Второй вариант осуществления)
Далее будет описан способ изготовления ленточного сердечника 10.
Способ изготовления ленточного сердечника в соответствии со вторым вариантом осуществления настоящего изобретения включает в себя стадию подготовки множества электротехнических стальных листов с ориентированной зеренной структурой, имеющих содержащее фосфор покрытие на поверхности, стадию сгибания для формирования множества изогнутых тел, имеющих по существу прямоугольную форму на виде сбоку, путем сгибания каждой из формирующих угловую часть областей, предварительно распределенных по множеству электротехнических стальных листов с ориентированной зеренной структурой в таком состоянии, в котором температура формирующей угловую часть области составляет 150°C или выше и 500°C или ниже, и стадию ламинирования этого множества изогнутых тел в направлении толщины листа.
[0049]
В соответствии с этим способом изготовления может быть произведен ленточный сердечник с низкими потерями в сердечнике, имеющий изогнутую область 5. Далее способ изготовления ленточного сердечника будет подробно описан по порядку.
[0050]
(Стадия подготовки)
Сначала готовятся электротехнические стальные листы с ориентированной зеренной структурой, имеющие содержащее фосфор покрытие на поверхности. Электротехнические стальные листы с ориентированной зеренной структурой могут производиться, или могут быть получены коммерчески доступные продукты. Способ изготовления и химический состав электротехнического стального листа с ориентированной зеренной структурой были описаны выше, так что здесь их описание опускается.
[0051]
(Стадия сгибания)
Затем электротехнический стальной лист с ориентированной зеренной структурой режется на желаемую длину по мере необходимости, после чего по меньшей мере одна часть в каждой формирующей угловую часть области из предварительно распределенных по электротехническому стальному листу с ориентированной зеренной структурой изгибается. Соответственно, электротехнический стальной лист с ориентированной зеренной структурой формируется в изогнутое тело 1, в котором поочередно соединены плоские части и угловые части, и угол между двумя плоскими частями, смежными с каждой угловой частью, составляет приблизительно 90°.
Способ изгиба будет описан со ссылкой на чертежи. Фиг. 13 схематически показывает один пример способа изгиба в способе изготовления ленточного сердечника 10.
Конфигурация гибочной машины особенно не ограничивается, но например, как показано на Фиг. 13(A), включает в себя штамп 22 и пуансон 24 для прессования, а также включает в себя направляющую 23 для фиксации электротехнического стального листа 21 с ориентированной зеренной структурой. Электротехнический стальной лист 21 с ориентированной зеренной структурой подается в направлении 25 подачи и фиксируется в положении предварительной установки (см. Фиг. 13(B)). После этого электротехнический стальной лист 21 с ориентированной зеренной структурой прессуется пуансоном 24 с предопределенным усилием, посредством чего получается изогнутое тело, имеющее изогнутую область с углом изгиба ϕ.
[0052]
На стадии сгибания температура формирующей угловую часть области поддерживается в диапазоне 150°C - 500°C. Причина этого заключается в том, что в этом диапазоне температур образование деформационных двойников может быть подавлено, а также может быть подавлено растрескивание в содержащем фосфор покрытии.
Здесь областью, в которой необходимо управлять температурой, может быть только изгибаемая область. Таким образом, температура плоской части листа особенно не ограничивается. Однако в том случае, когда в качестве электротехнического стального листа с ориентированной зеренной структурой используется стальной лист, в котором локальное напряжение придано поверхности для измельчения магнитных доменов, предпочтительно управлять температурой областей, отличающихся от формирующей угловую часть области, так, чтобы она была равна 300°C или ниже, поддерживая при этом температуру формирующей угловую часть области в диапазоне 150°C - 500°C.
Температура формирующей угловую часть области получается, например, путем установки термопары в пуансоне 24 и измерения температуры, когда пуансон 24 входит в контакт с электротехническим стальным листом 21 с ориентированной зеренной структурой. Способ управления температурой формирующей угловую часть области в электротехническом стальном листе с ориентированной зеренной структурой к 150°C или выше и 500°C или ниже особенно не ограничивается, и температурой можно управлять, например, путем нагревания элемента, который находится в контакте с электротехническим стальным листом с ориентированной зеренной структурой, такого как штамп 22, или путем использования инфракрасного нагревателя и т.п. В случае нагревания штампа 22 температура подходящим образом задается в зависимости от толщины, времени подачи и т.п. стального листа, но, в качестве примера, температура штампа 22 может задаваться в диапазоне 200°C - 500°C.
[0053]
Здесь температура электротехнического стального листа с ориентированной зеренной структурой во время сгибания измеряется следующим образом. Сначала, как показано на Фиг. 13(B), предполагая, что направление 25 подачи (продольное направление электротехнического стального листа с ориентированной зеренной структурой) электротехнического стального листа 21 с ориентированной зеренной структурой является осью X, направление ширины стального листа 21 является осью Y, и направление толщины стального листа является осью Z, точка начала координат определяется путем принятия поверхности штампа 22 со стороны пуансона 24 за x=0, центра в направлении ширины электротехнического стального листа с ориентированной зеренной структурой за y=0, и поверхности электротехнического стального листа с ориентированной зеренной структурой со стороны штампа 22 за z=0 (положения x=0, y=0, и z=0 показаны на Фиг. 11(B)). При этом среднее значение температуры точки начала координат (0,0,0) и температуры на поверхности (то есть точки (0,0,t)) со стороны, противоположной штампу 22, определяется как температура электротехнического стального листа с ориентированной зеренной структурой во время сгибания. Температуры начала координат (0,0,0) и точки (0,0,t) могут быть оценены путем измерения температуры термопарой, когда пуансон входит в контакт со стальным листом. В дополнение к этому, t обозначает толщину электротехнического стального листа с ориентированной зеренной структурой.
[0054]
(Стадия ламинирования)
Затем на стадии ламинирования множество изогнутых тел ламинируется в направлении толщины листа. А именно, угловые части 3 изогнутых тел 1 выравниваются друг с другом так, чтобы они перекрывались, и ламинируются в направлении толщины листа, посредством чего формируется ламинат, имеющий по существу прямоугольную форму на виде сбоку. Соответственно, может быть получен ленточный сердечник. Полученный ленточный сердечник может быть по мере необходимости дополнительно закреплен с использованием известного бандажа или крепежного инструмента.
[0055]
Настоящее изобретение не ограничивается этим вариантом осуществления. Этот вариант осуществления является примером, и любой другой вариант, имеющий по существу ту же самую конфигурацию, соответствующий техническому духу, описанному в формуле настоящего изобретения, и показывающий тот же самый эксплуатационный эффект, может быть включен в техническую область охвата настоящего изобретения.
Например, в вышеприведенном описании описан случай, в котором ламинируются четыре изогнутые тела 1, но количество ламинируемых изогнутых тел 1 не ограничено.
[ПРИМЕРЫ]
[0056]
Далее технические подробности настоящего изобретения будут дополнительно описаны со ссылкой на примеры настоящего изобретения. Условия в следующих примерах являются примерами условий, использованными для подтверждения выполнимости и эффектов настоящего изобретения, и настоящее изобретение не ограничено этими примерами условий. Кроме того, настоящее изобретение может использовать различные условия, не отступая от сути настоящего изобретения, если достигается цель настоящего изобретения.
[0057]
В качестве Экспериментальных примеров A1 - A14 были подготовлены электротехнические стальные листы с ориентированной зеренной структурой, в которых стеклянное покрытие (толщиной 1,0 мкм), содержащее форстерит (Mg2SiO4), и содержащее фосфат алюминия покрытие (толщиной 2,0 мкм) были сформированы в указанном порядке на основном стальном листе, имеющем толщину 0,27 мм, и кроме того магнитные домены были измельчены путем выполнения облучения лазером поверхности стального листа с интервалами в 4 мм в направлении, перпендикулярном к направлению прокатки.
Формирующие угловые части области электротехнических стальных листов с ориентированной зеренной структурой были согнуты при поддержании температуры формирующих угловые части областей в диапазоне 25°C - 1000°C, посредством чего были получены изогнутые тела, имеющие изогнутые области с углом изгиба ϕ 45°. Затем путем ламинирования этих изогнутых тел был получен ленточный сердечник, имеющий размеры, показанные на Фиг. 12.
В дополнение к этому, в Экспериментальных примерах B1 - B14, C1 - C14 и D1 - D14 аналогичные ленточные сердечники были получены с использованием электротехнических стальных листов с ориентированной зеренной структурой, имеющих толщину соответственно 0,23 мм, 0,20 мм и 0,18 мм.
[0058]
[Измерение количества деформационных двойников]
Из ленточных сердечников экспериментальных примеров образцы были вырезаны из области А, показанной на Фиг. 12. Эти образцы наблюдались с помощью оптического микроскопа, и подсчитывалось количество деформационных двойников, присутствующих в каждой изогнутой области изогнутого тела вокруг приблизительно 1 мм длины центральной линии в направлении толщины листа. Результаты показаны в Таблицах 1 и 2.
В дополнение к этому, деформационные двойники были подтверждены с помощью анализа и оценки с использованием сканирующего электронного микроскопа и программного обеспечения для анализа кристаллической ориентации (EBSD).
[0059]
[Измерение количества выделяемого фосфора]
Из ленточных сердечников экспериментальных примеров образцы были вырезаны из областей B1 и B2, показанных на Фиг. 12.
При этом резка выполнялась так, чтобы часть плоского листа образцов, полученных из областей B1 и B2, имела ширину 30 мм и длину 280 мм.
Каждый из этих образцов был помещен в 200 см3 воды и кипятился при температуре приблизительно 100°C в течение 30 мин, после чего фосфор, выделившийся в воду, измерялся как ионы фосфата с помощью измерения поглощения молибденового синего (восстановление аскорбиновой кислотой). Количество фосфора, выделившегося из угловой части, вычислялось по разности между количеством PB1 фосфора, выделившегося из образца, взятого из области B1, и количеством PB2 фосфора, выделившегося из образца, взятого из области B2. Результаты показаны в Таблицах 1 и 2.
[0060]
В дополнение к этому, содержание ионов фосфата в воде было измерено заранее, и было подтверждено, что это количество было меньше, чем нижний предел обнаружения (0,005 мг/л).
В дополнение к этому, при измерении количества выделяемого фосфора, был подготовлен образец, имеющий ширину 50 мм и длину 336 мм, и для него было аналогично выполнено измерение количества выделяемого фосфора. Соответственно, было подтверждено, что количество фосфора, выделяемого на единицу площади, было тем же самым, что и для образца, имеющего ширину 30 мм и длину 280 мм.
[0061]
[Оценка]
(1) Измерение значения потерь в ленточном сердечнике
Для каждого из ленточных сердечников экспериментальных примеров измерение в способе тока возбуждения в способе измерения магнитных характеристик плоской катаной полосы магнитной стали выполнялось с помощью испытательного прибора Эпштейна, описанного в стандарте JIS C 2550-1, при условиях частоты 50 Гц и плотности магнитного потока 1,7 Тл, и было получено значение потерь в сердечнике WA.
(2) Измерение значения потерь в сердечнике электротехнического стального листа с ориентированной зеренной структурой
Из ленточных сердечников экспериментальных примеров были взяты электротехнические стальные листы с ориентированной зеренной структурой и нарезаны на образцы, сформированные только из плоской части листа и имеющие ширину 60 мм и длину 300 мм, измерение в тесте магнитных характеристик одиночного электротехнического стального листа с помощью способа Н-катушки, описанного в стандарте JIS C 2556, было выполнено при условиях частоты 50 Гц и плотности магнитного потока 1,7 Тл, и было получено значение потерь в сердечнике WВ.
(3) Коэффициент накопления
Коэффициент накопления(BF) был получен путем деления значения WA потерь в сердечнике ленточного сердечника, полученного в пункте (1) выше, на значение WB потерь в сердечнике одиночного электротехнического стального листа, полученное в пункте (2) выше. В настоящем изобретении по мере того, как значение BF уменьшается, слипание между основными стальными листами во время ламинирования не происходит, и ленточный сердечник может быть оценен как имеющий уменьшенные потери в сердечнике. В настоящей заявке случай, в котором значение BF составляет менее 1,00, взят в качестве примера настоящего изобретения.
Результаты показаны в Таблицах 1 и 2.
[0062]
[Таблица 1]
(шт/мм)
[0063]
[Таблица 2]
[0064]
[Выводы из результатов]
Было подтверждено, что при задании температуры формирующей угловую часть области во время изгиба, равной 150°C или выше, количество деформационных двойников на единицу длины может быть снижено до пяти или меньше. По мере того, как температура формирующей угловую часть области во время изгиба увеличивается, количество деформационных двойников может быть уменьшено. Однако когда температура формирующей угловую часть области во время изгиба достигает 600°C или выше, количество фосфора, выделяющегося из угловой части, увеличивается, и таким образом значение BF также увеличивается. Из этого результата делается вывод, что в том случае, когда температура формирующей угловую часть области во время изгиба составляет 600°C или выше, растрескивание происходит в содержащем фосфор покрытии в изогнутой области, и происходит контакт между стальными листами.
В примере настоящего изобретения, в котором температура формирующей угловую часть области во время сгибания поддерживается в диапазоне 150°C - 500°C, количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или менее на 1 мм длины центральной линии в направлении толщины листа в изогнутой области, а количество фосфора, выделяемого из угловой части при ее кипячении в воде в течение 30 мин, становится равным 6,0 мг или меньше на 1 м2 площади поверхности угловой части, так что стало очевидно, что в качестве ленточного сердечника получен ленточный сердечник, который имеет низкое значение потерь в сердечнике и низкое значение BF, имея при этом изогнутую область.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0065]
В соответствии с настоящим изобретением возможно обеспечить имеющий изогнутую область ленточный сердечник с уменьшенными потерями в сердечнике, а также способ его изготовления.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0066]
1, 1a - электротехнический стальной лист с ориентированной зеренной структурой;
2 - ламинат;
3 - угловая часть;
4, 4a, 4b - плоская часть;
5, 5a, 5b, 5c - изогнутая область;
6 - соединенная часть;
7 - деформационные двойники;
10 - ленточный сердечник;
21 - электротехнический стальной лист с ориентированной зеренной структурой;
22 - матрица;
23 - направляющая;
24 - пуансон;
25 - направление перемещения;
26 - направление прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2777448C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814178C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814177C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2811454C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2825327C1 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2765033C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809494C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809519C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2771129C1 |
Изобретение относится к электротехнике. Технический результат состоит в уменьшении потерь в сердечнике. Ленточный сердечник формируется путем ламинирования множества изогнутых тел, сформированных из электротехнического стального листа с ориентированной зеренной структурой. Сердечник имеет сформированное на его поверхности содержащее фосфор покрытие. В направлении толщины электротехнического стального листа с ориентированной зеренной структурой изогнутое тело формируется в прямоугольную форму, имеющую четыре плоские части и четыре угловые части, смежные с плоскими частями. Угловая часть имеет изогнутую область, имеющую полный угол изгиба приблизительно 90° на виде сбоку. Количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или меньше на 1 мм длины центральной линии в изогнутой области в направлении толщины листа. Количество фосфора, выделившегося из угловой части в случае кипячения в воде в течение 30 мин, составляет 6,0 мг или меньше на 1 м2 площади поверхности угловой части. 2 н. и 3 з.п. ф-лы, 15 ил., 2 табл.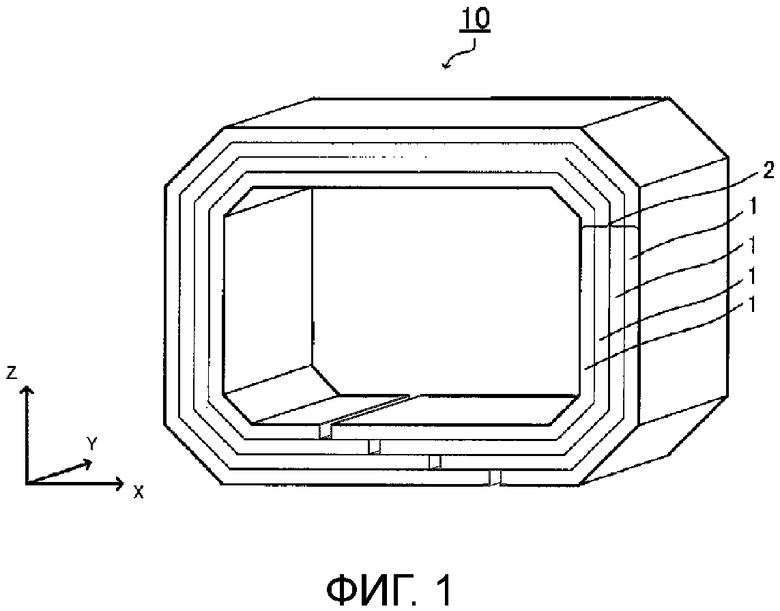
1. Ленточный сердечник, сформированный путем ламинирования в направлении толщины электротехнического стального листа с ориентированной зеренной структурой множества изогнутых тел, сформированных из электротехнического стального листа с ориентированной зеренной структурой, имеющего сформированное на его поверхности содержащее фосфор покрытие,
в котором изогнутое тело имеет прямоугольную форму, имеющую четыре плоские части и четыре угловые части, смежные с плоскими частями,
угловая часть имеет изогнутую область, имеющую полный угол изгиба приблизительно 90° на виде сбоку,
количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или меньше на 1 мм длины центральной линии в изогнутой области в направлении толщины листа, и
количество фосфора, выделяемого из угловой части при ее кипячении в воде в течение 30 мин, составляет 6,0 мг или меньше на 1 м2 площади поверхности угловой части.
2. Ленточный сердечник по п. 1,
в котором электротехнический стальной лист с ориентированной зеренной структурой представляет собой стальной лист, в котором локальное напряжение придано поверхности стального листа, или стальной лист, в котором на поверхности стального листа сформирована бороздка.
3. Ленточный сердечник по п. 1,
в котором содержание Si в электротехническом стальном листе с ориентированной зеренной структурой составляет 2,0-5,0 мас.%.
4. Ленточный сердечник по п. 1,
в котором изогнутая область является областью, окруженной на виде сбоку изогнутого тела, когда точка D и точка E на линии La, представляющей внутреннюю поверхность изогнутого тела, и точка F и точка G на линии Lb, представляющей наружную поверхность изогнутого тела, определены следующим образом: линией, ограниченной точкой D и точкой E на линии La, представляющей внутреннюю поверхность изогнутого тела, линией, ограниченной точкой F и точкой G на линии Lb, представляющей наружную поверхность изогнутого тела, прямой линией, соединяющей точку D и точку G, и прямой линией, соединяющей точку E и точку F, причем для определения точки D, точки E, точки F и точки G,
на виде сбоку точка, в которой прямая линия AB, соединяющая центральную точку А радиуса кривизны криволинейной части, включенной в линию La, представляющую внутреннюю поверхность изогнутого тела, с точкой пересечения B между двумя воображаемыми линиями Lb-продолжение1 и Lb-продолжение2, получаемыми путем продолжения прямолинейных частей, соответственно смежных к обеим сторонам криволинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, пересекает линию, представляющую внутреннюю поверхность изогнутого тела, обозначается как исходная точка C,
точка, отстоящая от исходной точки C на расстояние m, представленное Уравнением (1), в одном направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела, обозначается как точка D,
точка, отстоящая от исходной точки C на расстояние m в другом направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела, обозначается как точка E,
точка пересечения между прямолинейной частью, противоположной точке D в прямолинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно к прямолинейной части, противоположной точке D, через точку D, обозначается как точка G, и
точка пересечения между прямолинейной частью, противоположной точке Е в прямолинейной части, включенной в линию Lb, представляющую наружную поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно к прямолинейной части, противоположной точке Е, через точку Е, обозначается как точка F,
уравнение (1): m=r×(π/4), где в Уравнении (1) m представляет расстояние от исходной точки C, а r представляет расстояние (радиус кривизны) от центральной точки А до исходной точки C.
5. Способ изготовления ленточного сердечника по п. 1, содержащий:
подготовку множества электротехнических стальных листов с ориентированной зеренной структурой, имеющих на поверхности содержащее фосфор покрытие;
формование множества изогнутых тел, имеющих по существу прямоугольную форму на виде сбоку, путем сгибания каждой из формирующих угловую часть областей, предварительно распределенных по множеству электротехнических стальных листов с ориентированной зеренной структурой, в состоянии, в котором температура формирующей угловую часть области составляет 150°C или выше и 500°C или ниже; и
ламинирование множества изогнутых тел в направлении толщины листа.
| JP 2011243792 A, 01.12.2011 | |||
| JPS62270723 A, 25.11.1987 | |||
| JP 2012161114 A, 23.08.2012 | |||
| ОБРАБАТЫВАЮЩИЙ РАСТВОР ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ИМЕЮЩЕЙ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ | 2008 |
|
RU2431697C1 |
| Пневматическое сооружение комбинированного типа | 1982 |
|
SU1032132A1 |
| WO 2013058239 A1, 25.04.2013. | |||

