Предпосылки создания изобретения
[0001] Изобретение, описанное в настоящем документе, относится к изготовлению деталей. А именно, настоящее изобретение относится к обеспечению структурной целостности деталей, изготавливаемых по аддитивной технологии.
[0002] Аддитивное изготовление - это все более популярный подход к производству деталей в различных секторах экономики, включая промышленный сектор. Технологический процесс аддитивного производства позволяет сократить временную длительность цикла проектирования и отходы материалов, а также обеспечивает повышенную гибкость при изготовлении деталей под индивидуальные требования. Однако детали, полученные в результате технологического процесса аддитивного изготовления, могут быть подвержены специфическим напряжениям и структурным проблемам. Традиционные подходы к аддитивному изготовлению деталей не дают возможности учесть подобные специфические напряжения и структурные проблемы.
Краткое описание изобретения
[0003] Различные аспекты настоящего изобретения включают детали, изготавливаемые по аддитивной технологии, и соответствующие способы формирования таких деталей. В некоторых случаях способ формирования аддитивно изготовленной детали включает: определение целевого местоположения в информационной модели, являющейся представлением изготавливаемой детали; добавление усиленного участка вблизи целевого местоположения в информационной модели; и аддитивное изготовление детали, включающей целевое местоположение и усиленный участок, причем аддитивное изготовление включает формирование аддитивно изготовленной детали и термическую обработку аддитивно изготовленной детали, включающей усиленный участок, после ее формирования.
[0004] Первый аспект настоящего изобретения включает деталь, имеющую тело, сформированное при помощи аддитивного изготовления; целевое местоположение в этом теле, при этом целевое местоположение включает по меньшей мере одно из отверстия, края или угла в теле; и усиленный участок, по меньшей мере частично окружающий целевое местоположение, при этом усиленный участок имеет большую толщину, чем часть тела, расположенная дальше от целевого местоположения, при измерении сквозь тело.
[0005] Второй аспект настоящего изобретения включает способ формирования аддитивно изготовленной детали, который включает: определение целевого местоположения в информационной модели, являющейся представлением изготавливаемой детали; добавление усиленного участка вблизи целевого местоположения в информационной модели; и аддитивное изготовление детали, включающей целевое местоположение и усиленный участок, причем аддитивное изготовление включает формирование аддитивно изготовленной детали и термическую обработку аддитивно изготовленной детали, включающей усиленный участок, после ее формирования.
[0006] Третий аспект настоящего изобретения включает машиночитаемый носитель, на котором хранят код, являющийся представлением детали, при этом деталь физически создают при исполнении кода в компьютерной системе аддитивного изготовления, при этом код включает: код, являющийся представлением детали, при этом деталь включает: сформированное тело; целевое местоположение в теле, при этом целевое местоположение включает по меньшей мере одно из отверстия, края или угла в теле; и усиленный участок, по меньшей мере частично окружающий целевое местоположение, при этом усиленный участок имеет большую толщину, чем часть тела, расположенная дальше от целевого местоположения, при измерении сквозь тело.
Краткое описание чертежей
[0007] Эти и другие признаки настоящего изобретения могут быть поняты более детально из приведенного ниже подробного описания его различных аспектов, которые следует рассматривать в сочетании с приложенными чертежами, иллюстрирующими различные варианты осуществления настоящего изобретения, где:
[0008] фиг. 1 представляет собой блок-схему алгоритма, иллюстрирующую способ в соответствии с различными вариантами осуществления настоящего изобретения;
[0009] фиг. 2 представляет собой вид аддитивно изготовленной детали в поперечном разрезе до выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0010] фиг. 3 представляет собой вид аддитивно изготовленной детали в поперечном разрезе после выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0011] Фиг. 4 представляет собой вид сверху аддитивно изготовленной детали до выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения.
[0012] фиг. 5 представляет собой вид аддитивно изготовленной детали в поперечном разрезе после выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0013] фиг. 6 представляет собой вид сверху детали, показанной на фиг. 5;
[0014] фиг. 7 представляет собой вид сверху аддитивно изготовленной детали, до выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0015] фиг. 8 представляет собой перспективный вид в поперечном разрезе детали, показанной на фиг. 7;
[0016] фиг. 9 представляет собой вид сверху аддитивно изготовленной детали после выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0017] фиг. 10 представляет собой перспективный вид в поперечном разрезе детали, показанной на фиг. 9;
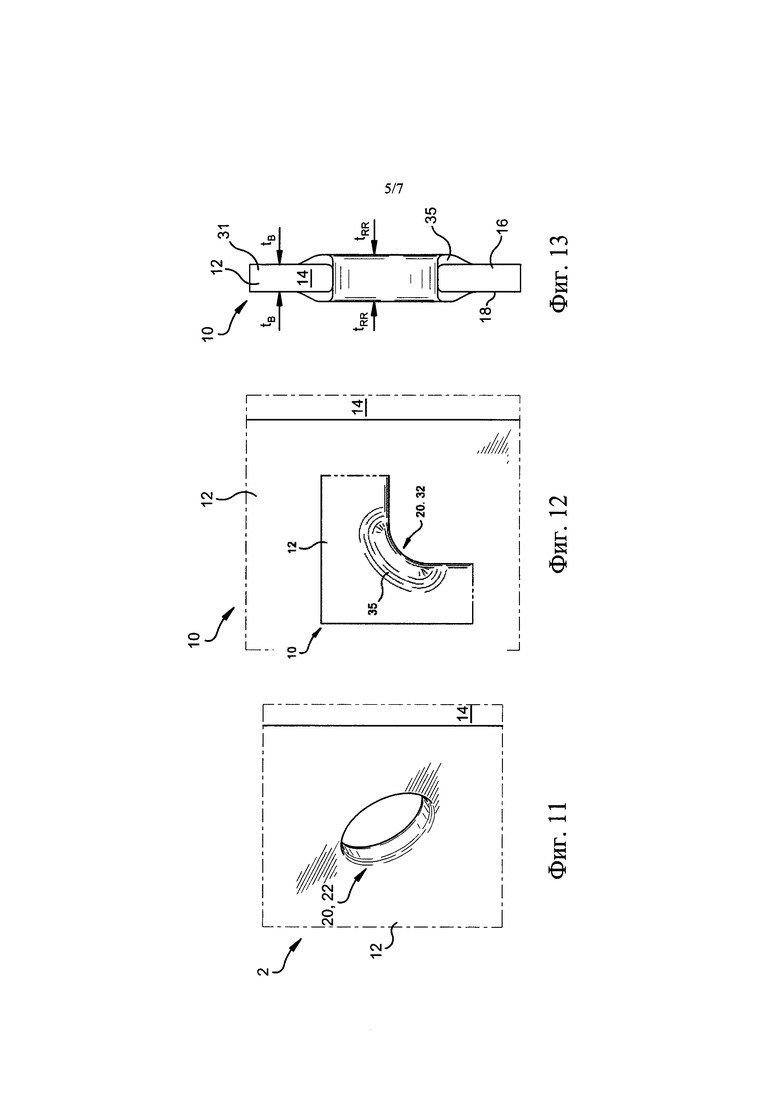
[0018] фиг. 11 представляет собой пространственное перспективное изображение аддитивно изготовленной детали до выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения.
[0019] фиг. 12 представляет собой пространственное перспективное изображение аддитивно изготовленной детали после выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0020] фиг. 13 представляет собой вид в поперечном разрезе детали, показанной на фиг. 12;
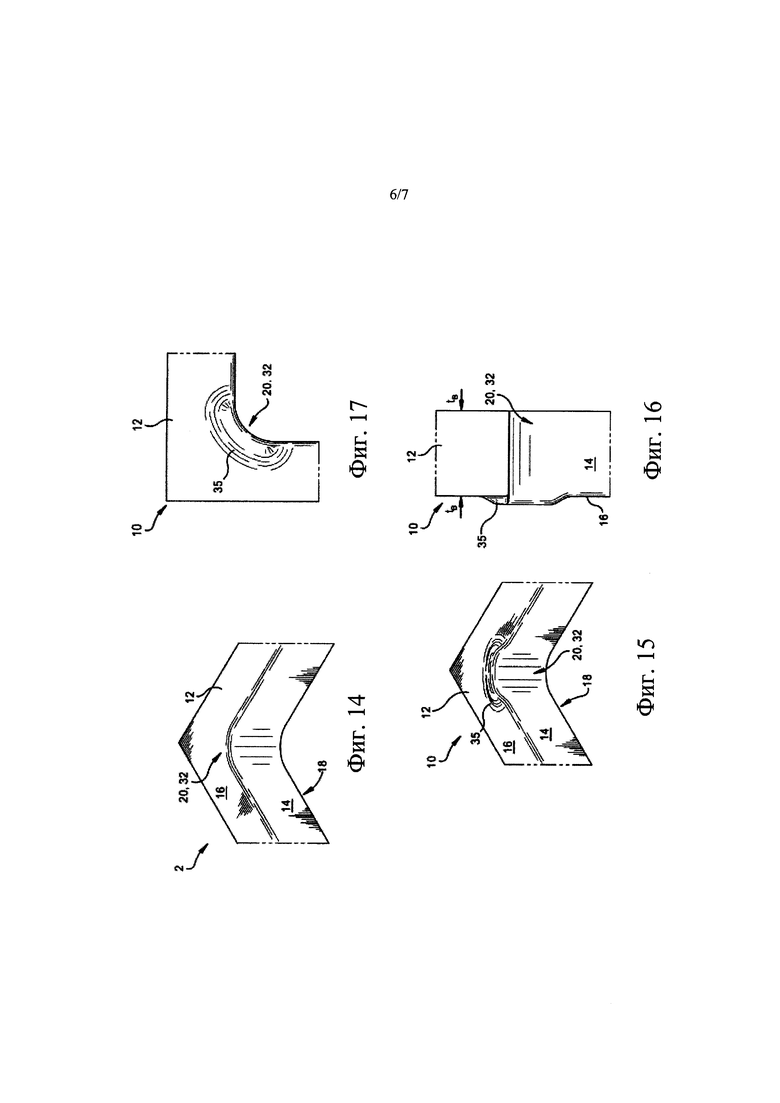
[0021] фиг. 14 представляет собой пространственное перспективное изображение аддитивно изготовленной детали до выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0022] фиг. 15 представляет собой пространственное перспективное изображение аддитивно изготовленной детали после выполнения способа в соответствии с различными вариантами осуществления настоящего изобретения;
[0023] фиг. 16 представляет собой вид в поперечном разрезе детали, показанной на фиг. 15;
[0024] фиг. 17 представляет собой вид сверху детали, показанной на фиг. 15 и 16;
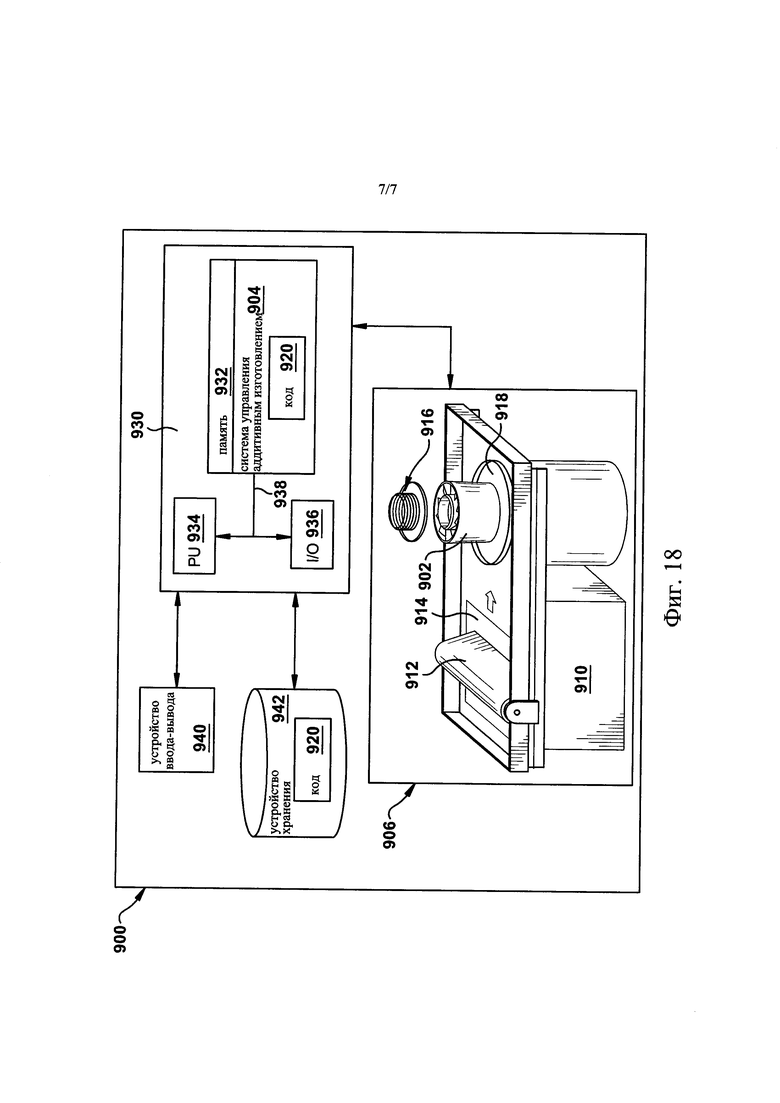
[0025] фиг. 18 представляет собой блок-схему способа аддитивного изготовления, включающего машиночитаемый носитель, на котором хранят код, являющийся представлением заготовки согласно вариантам осуществления настоящего изобретения;
[0026] Следует отметить, что чертежи настоящего изобретения не обязательно выполнены в масштабе. Чертежи имеют целью проиллюстрировать лишь типовые аспекты настоящего изобретения, и соответственно, не должны считаться ограничивающими объем настоящего изобретения. На всех чертежах аналогичные элементы обозначены аналогичными числовыми обозначениями.
Подробное описание изобретения
[0027] Изобретение, описанное в настоящем документе, относится к изготовлению деталей. А именно, настоящее изобретение относится к обеспечению структурной целостности деталей, изготавливаемых по аддитивной технологии.
[0028] В соответствии с различными вариантами осуществления настоящего изобретения, в отличие от традиционных методов, целевое местоположение (которая может также называться критическим местоположением) в детали, сформированной при помощи аддитивного изготовления, усиливают с целью уменьшения структурной уязвимости в ходе последующей термической обработки. Соответственно, аддитивно изготовленная деталь содержит усиленный участок, например, из материала, надстроенного вблизи целевого местоположения.
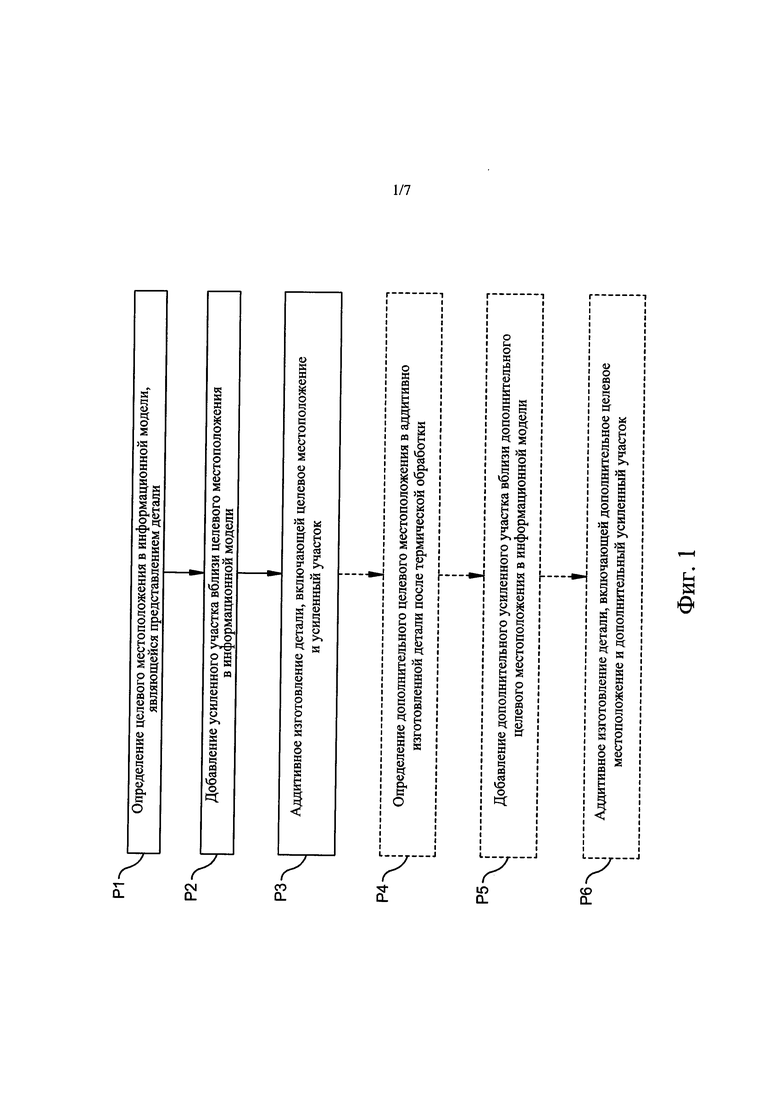
[0029] Фиг. 1 представляет собой блок-схему алгоритма, иллюстрирующую процессы, выполняемые при аддитивном изготовлении детали, в соответствии с различными вариантами осуществления настоящего изобретения. На фиг. 2-11 показаны виды в поперечном сечении и перспективные виды аддитивно изготовленных деталей, которые иллюстрируют различные аспекты настоящего изобретения. На фиг. 3, 5, 6, 9, 10, 12, 13 и 15-17 показаны аддитивно изготовленные детали после процедур, выполненных согласно различным вариантам осуществления настоящего изобретения. Каждый из приведенных в перспективе видов соответствует блок-схеме алгоритма, показанной на фиг. 1.
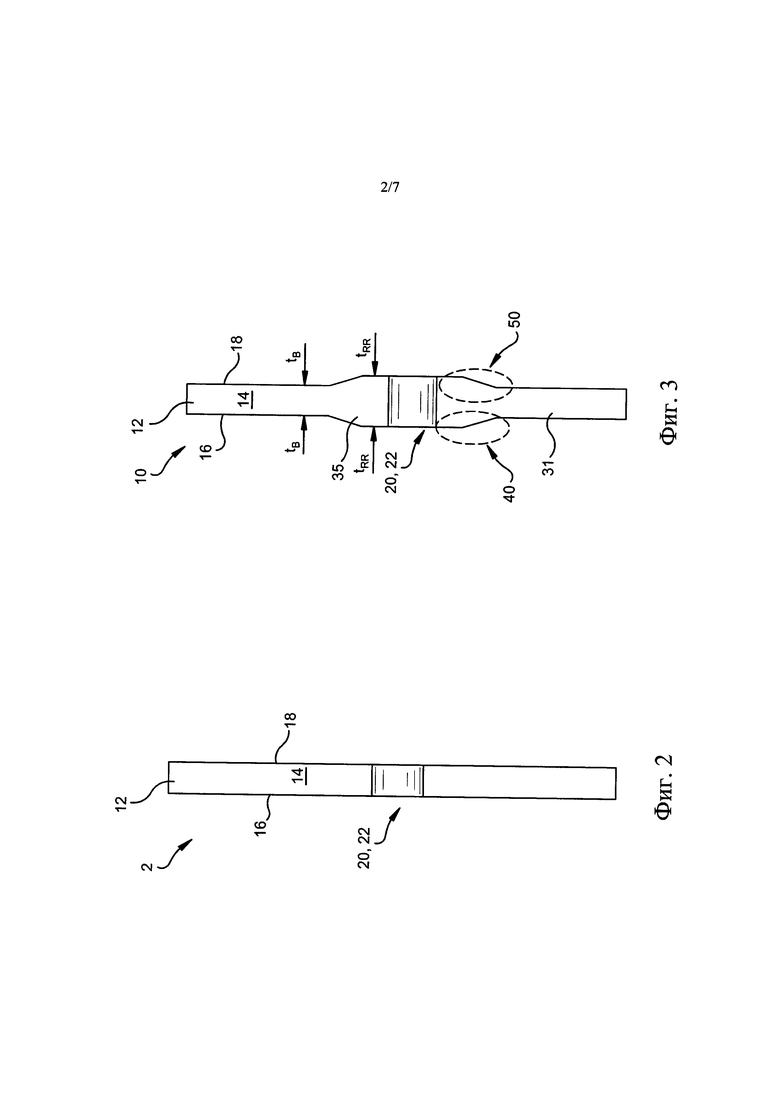
[0030] Рассмотрим фиг. 2, где представлено эскизное изображение в поперечном разрезе аддитивно изготовленной детали 2, сформированной в соответствии с существующим уровнем техники. Данное изображение в поперечном разрезе может быть построено на основе информационной модели или может являться представлением информационной модели, используемой для формирования аддитивно изготовленной детали 2. Далее в настоящем документе в качестве примера информационной модели выступает код 920 (фиг. 18), применяемый для формирования аддитивно изготовленных деталей 2, 10 или других деталей. Аддитивно изготовленные детали 10, показанные на фиг. 3, 5, 6, 9, 10, 12, 13 и 15-17, являются примерами деталей, сформированных согласно различным вариантам осуществления настоящего изобретения. Аддитивно изготовленные детали 10 могут содержать тело 12, сформированное при помощи аддитивного изготовления. Аддитивное изготовление подробно описано ниже на конкретном примере фиг. 18. Тело 12 аддитивно изготовленной детали 10 в некоторых случаях может содержать одну или более стенок 14, имеющих первую поверхность (например, внутреннюю поверхность) 16 и противоположную ей вторую поверхность (например, внешнюю поверхность 18). Нужно понимать, что выражения «первая поверхность» 16 и «вторая поверхность» используются исключительно в относительном смысле и служат только для обозначения того, что одна поверхность противоположна другой. В различных вариантах осуществления настоящего изобретения обе поверхности 16, 18 являются внешними или внутренними поверхностями, находящимися либо в контакте с окружающей атмосферой или другим внешним окружением (например, пар, газ и т.п.), либо находящимися в контакте с внутренней, или удерживаемой внутри, текучей средой (например, воздухом).
[0031] В любом случае аддитивно изготовленная деталь 10 дополнительно содержит целевое местоположение 20 внутри тела 12. Целевое местоположение 20 может включать любую область, подверженную структурной уязвимости в результате термической обработки в ходе аддитивного изготовления. То есть, целевое местоположение 20 может содержать одну или более областей, в которых термическая обработка может вызывать растрескивание, разрыв, излишние напряжения или другие нарушения тела 12. В различных вариантах осуществления настоящего изобретения целевое местоположение 20 может содержать отверстие 22, которое может проходить между первой поверхностью 16 и второй поверхностью 18.
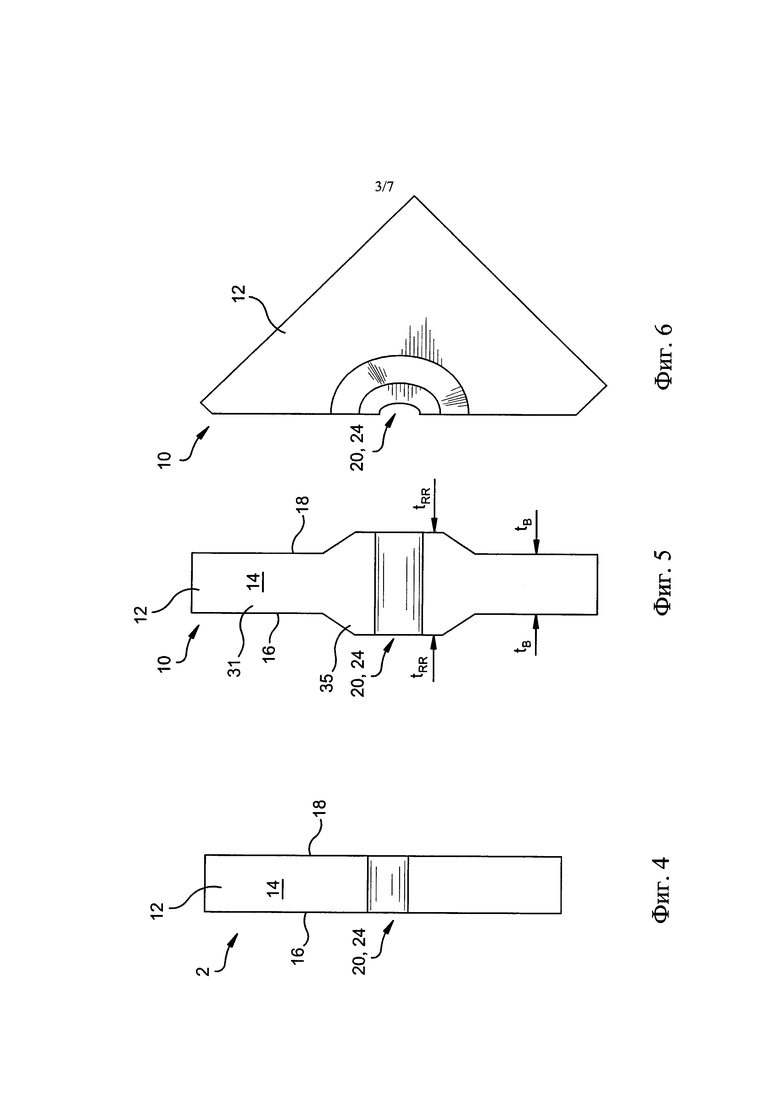
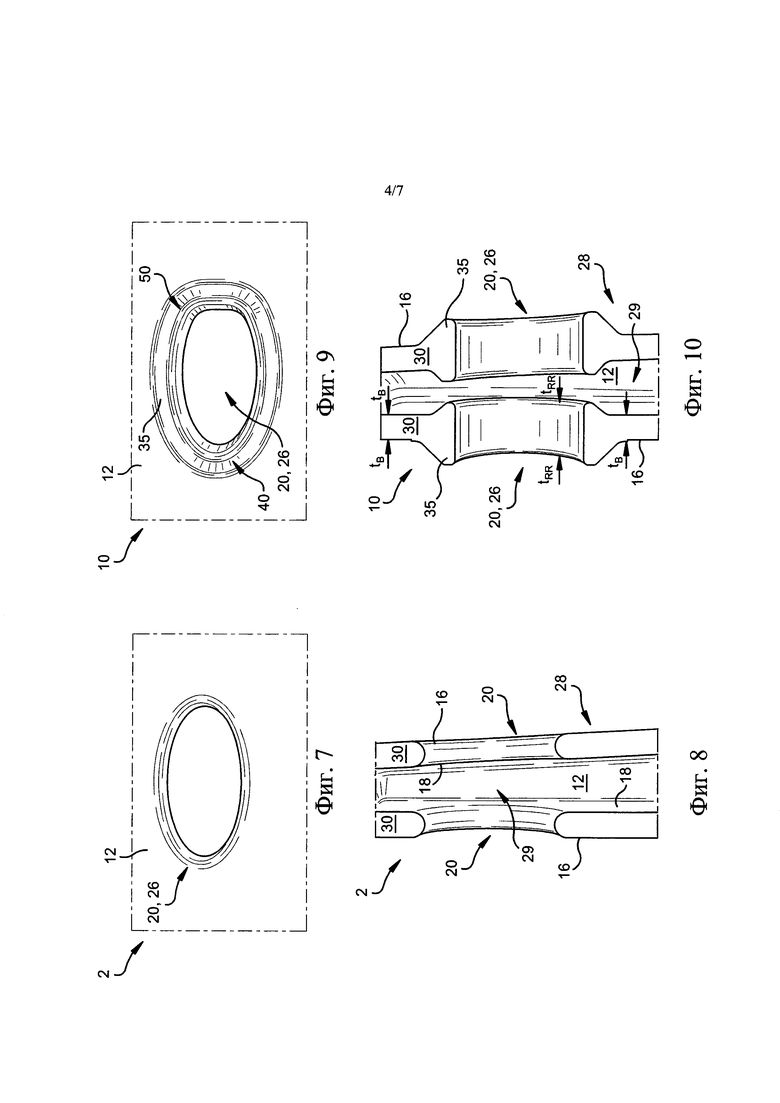
[0032] В некоторых случаях, например, в соответствии с иллюстрацией фиг. 2-17, целевое местоположение (или местоположения) 20 может содержать различные типы отверстий 22. К примеру, на фиг. 5 и 6 показаны полукруглое (или имеющее серповидную форму) отверстие 24, при взгляде со стороны первой поверхности 16 или второй поверхности 18. На фиг. 9 и 10 показаны сферическое (или имеющее продолговатую форму) отверстие 26, при взгляде со стороны первой поверхности 16 или второй поверхности 18. На фиг. 8 и 10 показана двустенное тело 28, имеющее две отдельные стенки 30, каждая из которых имеет первую поверхность 16 и вторую поверхность 18. На фиг. 15-17 проиллюстрированы дополнительные варианты осуществления настоящего изобретения, в которых целевое местоположение 20 включает край или угол 32 в теле 12.
[0033] Вернемся к фиг. 1, на примере фиг. 2-17, первая процедура (процедура P1) в способе согласно различным вариантам осуществления настоящего изобретения может включать определение целевого местоположения 20 в информационной модели (код 920, фиг. 18), являющейся представлением аддитивно изготовленной детали 10. В различных вариантах осуществления настоящего изобретения это может подразумевать определение по меньшей мере одной области структурной уязвимости, такой как особенность формы, к примеру, отверстие 24, 26 или край, или угол 32, в информационной модели, являющейся представлением аддитивно изготовленной детали 10. Область структурной уязвимости может быть местоположением, о котором известно, что оно подвержено разрывам, напряжениям, растрескиванию или другим структурным повреждениям при термической обработке аддитивно изготовленной детали 10, или может быть областью, для которой при помощи программного обеспечения моделирования было определено, что оно подвержено разрывам, напряжениям, растрескиванию или другим структурным повреждениям после термической обработки. В других вариантах осуществления настоящего изобретения эта процедура может включать исходное выявление целевого местоположения 20 в изготовленном образце аддитивно изготовленной детали 10 и последующее указание найденного целевого местоположения 20 в информационной модели (код 920), связанной с аддитивно изготовленной деталью 10 (т.е. используемой ее для формирования). В таких случаях процедура включает анализ изготовленного образца аддитивно изготовленной детали 10 с целью обнаружения по меньшей мере одной области структурной уязвимости после термической обработки аддитивно изготовленной детали 10. Анализ аддитивно изготовленной детали может выполняться при помощи любых традиционных оптических и/или механических испытаний для выявления напряжений.
[0034] После определения целевого местоположения (или местоположения 20), процедура Р2 может включать добавление по меньшей мере одного усиленного участка 35 вблизи целевого местоположения 20 в информационной модели (код 920). На каждой из фиг. 3, 5-7, 9, 10, 12, 13 и 15-17 проиллюстрированы различные примеры усиленных участков 35 вблизи целевых местоположений 20. К примеру, в соответствии с иллюстрацией фиг. 5-7, 9, 10, 12, 13 и 15-17, усиленный участок 35 может по меньшей мере частично окружать целевое местоположение 20. В различных вариантах осуществления настоящего изобретения усиленный участок 35 включает наращивание или утолщение из материала, используемого для формирования аддитивно изготовленной детали 10, вблизи целевого местоположения 20. В соответствии со способами, описанными в настоящем документе, усиленный участок 35 добавляют в модель данных (в код 920, фиг. 18) в области вблизи целевого местоположения 20 с целью увеличения толщины этой области, например, при помощи увеличения толщины тела 12, к примеру, путем увеличения расстояния между первой поверхностью 16 и второй поверхностью 18 вблизи целевого местоположения 20. В соответствии с примером, показанным на фиг. 3, в различных вариантах осуществления настоящего изобретения усиленный участок 35 имеет большую толщину (tRR) чем фрагмент 31 тела 12 (толщиной (tB)), расположенный дальше от целевого местоположения 20, при измерении сквозь тело 12, например, при измерении в направлении перпендикулярно внешней поверхности (например, первой поверхности 16) тела 12 или при измерении между первой поверхностью 16 и второй поверхностью 18. В некоторых случаях расстояние tRR составляет от приблизительно максимального допуска на расстояние tB до приблизительно двух расстояний tB.
[0035] После добавления усиленного участка (или участков) 35 в модель данных (код 910 для аддитивно изготовленной детали 10) процедура P3 может включать аддитивное изготовление детали 10, содержащей целевое местоположение 20 и усиленный участок (или участки) 35. В различных вариантах осуществления настоящего изобретения эта процедура включает формирование аддитивно изготовленной детали 10 и затем термическую обработку этой аддитивно изготовленной детали, включающей усиленный участок 35. Как уже отмечалось в настоящем документе, термическая обработка может включать отверждение или иную обработку аддитивно изготовленной детали 10 в условиях повышенной температуры.
[0036] В некоторых случаях после термической обработки могут выполняться дополнительные процедуры, которые могут включать:
[0037] процедуру P4: определение дополнительного целевого местоположения 20 в аддитивно изготовленной детали 10 после термической обработки. В этом случае анализ аддитивно изготовленной детали может выполняться, например, как уже отмечалось в настоящем документе, при помощи любых традиционных оптических и/или механических испытаний для выявления напряжений.
[0038] Процедуры Р5 и P6 могут быть по существу аналогичны описанным выше процедурам P2 и P3, при этом процедура Р5 включает добавление дополнительного усиленного участка 35 вблизи дополнительного целевого местоположения 20 в информационной модели (код 920), а процедура Р6 включает аддитивное изготовление детали 10 (например, дополнительного образца), включающей дополнительное целевое местоположение и дополнительный усиленный участок 36. Нужно понимать, что аддитивное изготовление детали 10 в ходе процедуры Р6 может включать изготовление дополнительного образца аддитивно изготовленной детали 10, то есть новой итерации аддитивно изготовленной детали 10 с дополнительным усиленным участком (или участками) 35.
[0039] Вернемся к фиг. 3, 9 и 10, согласно различным вариантам осуществления настоящего изобретения, усиленный участок 35 может быть выполнен несимметрично относительно целевого местоположения 20, то есть усиленный участок 35 может включать первый участок 50, имеющий первую толщину, и второй участок 50, имеющий вторую толщину (отличающуюся от первой толщины), вокруг целевого местоположения 20. В некоторых случаях усиленный участок 35 асимметричен по сечению целевого местоположения 20, в соответствии с иллюстрацией фиг. 3 и 15-17. В других случаях усиленный участок 35 асимметрично окружает целевое местоположение 20, то есть большая концентрация усиливающего материала расположена на первом участке 40, прилегающем к целевому местоположению 20, по сравнению со вторым участком 50, вдоль общей поверхности (например, первой поверхности 16 или второй поверхности 18) основного участка 12. Этот случай проиллюстрирован на фиг. 9.
[0040] В различных вариантах осуществления настоящего изобретения, в соответствии с иллюстрацией фиг. 9 и 10, в случае двустенного тела 28 (с зазором 29 между стенками 30) усиленный участок 35 включает два отдельных усиленных участка 35, каждый из которых расположен в одной из стенок 30 двустенного тела 28. В различных вариантах осуществления настоящего изобретения зазор 29 сужен, при измерении между двумя противоположными поверхностями (например, вторыми поверхностями 18) стенок 28, на усиленных участках 35.
[0041] В любом случае для аддитивно изготовленных деталей, проиллюстрированных и описанных в настоящем документе, обеспечивается усиление целевых участков, например, областей, которые подвержены структурной уязвимости. Аддитивно изготовленные детали, сформированные согласно различным вариантам осуществления настоящего изобретения, позволяют достичь технического результата, который заключается в уменьшении дефектов материалов в различных системах, где применяются подобные детали.
[0042] В настоящем документе под аддитивным изготовлением (additive manufacturing, AM) понимается любая процедура создания объекта при помощи последовательного нанесения слоев материала, в отличие от удаления материала, используемого в случае традиционных процессов. Аддитивное изготовление позволяет создавать сложную геометрию без использования каких-либо инструментов, пресс-форм или приспособлений и с минимальным количеством, или отсутствием, материальных отходов. Вместо машинного вытачивания деталей из сплошных пластиковых болванок, при котором большое количество материала срезают и выбрасывают, при формировании детали в ходе аддитивного изготовления используется только необходимый для самой детали материал. Способы аддитивного изготовления могут включать, без ограничения перечисленным: 3D-печать, быстрое прототипирование (rapid prototyping, RP), прямое цифровое производство (direct digital manufacturing, DDM), селективное лазерное спекание (selective laser melting, SLM) и прямое лазерное спекание металла (direct metal laser melting, DMLM).
[0043] Для иллюстрации одного из примеров способа аддитивного изготовления на фиг. 18 показана эскизная блок-схема иллюстративной компьютерной системы 900 аддитивного изготовления, которую используют для создания объекта 902. В данном примере система 900 сконфигурирована для DMLM-спекания. Нужно понимать, что основной замысел настоящего изобретения в равной степени применим и к другим типам аддитивного изготовления. На иллюстрации объект 902 показан как двустенная деталь турбины, однако при этом нужно понимать, что процедура аддитивного изготовления может быть без труда адаптирована для изготовления аддитивно изготовленной детали 10. Система 900 аддитивного изготовления включает, в общем, компьютерную систему 904 управления аддитивным изготовлением и принтер 906 аддитивного изготовления. Система 900 аддитивного изготовления, в соответствии с последующим описанием, исполняет код 920 (например, моделирование), который включает набор машиноисполняемых инструкций, описывающих аддитивно изготовленная деталь 10, с целью физического создания объекта при помощи принтера 906 аддитивного изготовления. В различных процессах аддитивного изготовления могут применяться различные исходные материалы (которые, например, могут иметь форму мелкозернистого порошка, жидкости (например, полимеров), листового материала или другую форму), запас которых может удерживаться в камере 910 принтера 906 аддитивного изготовления. В данном случае аддитивно изготовленная деталь 10 может быть выполнена из пластика, или полимеров, или из аналогичных материалов. В соответствии с иллюстрацией, аппликатор 912 может создавать тонкий слой исходного материала 914, распределяемого по плоскости в виде основы, из которой впоследствии будут создаваться последующие слои готового объекта. В других случаях, например, когда материалом является полимер, аппликатор 912 может непосредственно наносить или печатать следующий слой на предыдущем, в соответствии с описанием кода 920. В показанном примере лазерный пучок 916 или пучок электронов спекает частицы в каждом из слоев, в соответствии с описанием кода 920, однако это может не быть необходимым, когда применяют быстротвердеющий пластик или полимер. Различные части принтера 906 аддитивного изготовления могут перемещаться для обеспечения добавления каждого нового слоя, например, после каждого слоя может опускаться рабочая платформа 918 и/или могут подниматься камера 910 и/или аппликатор 912.
[0044] Система 904 управления аддитивным изготовлением показана как реализованная в компьютере 930 в форме компьютерного программного кода. С этой целью компьютер 930 показан как включающий память 932, процессор 934, интерфейс 936 ввода-вывода (I/O) и шину 938. Также показано, что компьютер 930 имеет связь с внешними ресурсами, или устройством 940 ввода-вывода и системой 942 хранения данных. В общем случае процессор 934 исполняет компьютерный программный код, например, код системы 904 управления аддитивным изготовлением, который хранят в памяти 932 и/или в системе 942 хранения данных, под управлением инструкций кода 920, описанных в настоящем документе и являющихся представлением аддитивно изготовленной детали 10. В ходе исполнения компьютерного программного кода процессор 934 может считывать данные из памяти 932, системы 942 хранения данных, устройства 940 ввода-вывода и/или принтера 906 аддитивного изготовления и/или записывать данные в эти компоненты. Шина 938 обеспечивает линию связи между всеми компонентами в компьютере 930, при этом устройство 940 ввода-вывода может содержать любое устройство, дающее пользователю возможность взаимодействовать с компьютером 940 (например, клавиатуру, указательное устройство, дисплей и т.п.) Компьютер 930 является лишь одним из примеров различных допустимых комбинаций программного и аппаратного обеспечения. К примеру, процессор 934 может содержать один процессорный блок или может быть распределен по одному или более процессорных блоков, расположенных в одном или более местоположениях, например, на стороне клиента и стороне сервера. Аналогично, память 932 и/или система 942 хранения данных могут быть размещены в одном или более физических местоположениях. Память 932 и/или система 942 хранения данных могут содержать любую комбинацию из различных типов машиночитаемых носителей, включая магнитные носители, оптические носители, память с произвольным доступом (random access memory, RAM), память «только для чтения» (read only memory, ROM) и т.п. Компьютер 930 может содержать вычислительное устройство любого типа, например, сетевой сервер, настольный компьютер, портативный компьютер, наладонное устройство, мобильный телефон, пейджер, карманный персональный компьютер и т.п.
[0045] Процессы аддитивного изготовления начинаются с машиночитаемого носителя (например, памяти 932, системы 942 хранения данных и т.п.), на котором хранят код, являющийся представлением аддитивно изготовленной детали 10. Как отмечалось, код 920 включает набор машиноисполняемых инструкций, которые описывают аддитивно изготовленную деталь 10 после исполнения кода при помощи системы 900. К примеру, код 920 может включать точно заданную трехмерную модель аддитивно изготовляемой детали 10 и может быть сформирован в любой из множества широко известных систем автоматизированного проектирования (computer aided design, CAD), таких как AutoCAD®, TurboCAD® DesignCAD, 3D Max и т.п. При этом код 920 может иметь любой известный или разработанный в будущем формат файла. К примеру, код 920 может представлять собой код на стандартном языке тесселяции (Standard Tessellation Language, STL), который был создан для стереолитографического САПР-обеспечения систем трехмерной печати, или файл аддитивного изготовления (additive manufacturing file, AMF), являющийся стандартом Американского общества инженеров-механиков (American Society of Mechanical Engineers, ASME) и основанный на расширяемом языке разметки (extensible markup-language, XML), который спроектирован для обеспечения возможности описания формы и состава любых трехмерных объектов в любом САПР-обеспечении с целью изготовления на любом принтере аддитивного изготовления. Код 920 может быть транслирован между различными форматами, преобразован в набор информационных сигналов, а также передан, принят в виде набора информационных сигналов и преобразован в код, и затем, при необходимости, сохранен и т.п. Код 920 может быть введен в систему 900 и может при этом поступать от конструктора детали, от поставщика интеллектуальной собственности, конструкторской фирмы, оператора или владельца системы 900 или из других источников. В любом случае система 904 управления аддитивным изготовлением исполняет код 920, разделяет аддитивно изготовляемую деталь на ряд тонких слоев, которые собирают с использованием принтера 906 аддитивного изготовления в виде последовательных слоев жидкости, порошка, листового материала или иных материалов. В примере DMLM-спекания каждый слой спекают в точном соответствии с геометрией, определенной кодом 920, и сплавляют с предыдущим слоем. Затем аддитивно изготовленная деталь 10 может быть подвержена любому типу отделочной обработки, например, легкой механической обработке, герметизации, полировке, соединению с другими деталями наконечника воспламенителя и т.п.
[0046] Конкретная терминология в настоящем документе используется исключительно для описания конкретных примеров его осуществления и не имеет целью ограничение настоящего изобретения. В настоящем описании, а также в приложенной формуле изобретения, такие выражения, как «один», «один из» и «упомянутый» в единственном числе могут также подразумевать включение указанного элемента во множественном числе, если только из контекста очевидно не следует обратное. Выражения «включает», «включающий», «содержащий» и «имеющий» употребляются в неисключающем смысле, и следовательно, определяют присутствие перечисленных признаков, подсистем, шагов, операций, элементов и/или компонентов, но не исключают присутствие или добавление одного или более других признаков, подсистем, шагов, операций, элементов, компонентов и/или их групп. Шаги способа, процедуры и операции, описанные в настоящем документе, не следует считать обязательно требующими их исполнения в конкретном рассмотренном или проиллюстрированном порядке, если только порядок исполнения специально не указан. Следует также понимать, что могут применяться дополнительные или альтернативные шаги.
[0047] Выражения, описывающие пространственные отношения, такие как «внутренний», «внешний», «под», «над», «ниже», «выше», «верхний» и т.п., могут применяться в настоящем документе для описания соотношения одного элемента или признака с другим элементом (или элементами), или признаком (или признаками), в соответствии с их иллюстрацией на чертежах. Выражения, описывающие пространственные отношения, могут охватывать и другие различные ориентации устройства во время его применения или работы, помимо ориентации, показанной на чертежах. К примеру, если устройство на чертежах перевернуть, элементы, описанные как располагающиеся «под» другими элементами или признаками, или «ниже» других элементов или признаков, приобретут ориентацию «над» другими элементами или признаками. Таким образом, в данном примере выражение «ниже» может охватывать расположение как «выше», так и «ниже». Устройство может иметь и другую ориентацию (быть повернуто на 90 градусов или в другое положение) и тогда выражения, описывающие пространственные отношения, следует интерпретировать соответствующим образом.
[0048] В данном документе для описания настоящего изобретения использованы конкретные примеры, включая лучший вариант его осуществления. Цель приведенных примеров - обеспечить возможность практического применения настоящего изобретения специалистами в данной области техники, что может включать создание и использование любых устройств или систем, или выполнение любых способов изобретения. Объем правовой защиты настоящего изобретения задан формулой изобретения и может включать другие примеры, которые могут быть найдены специалистами в данной области техники. Все такие дополнительные примеры попадают в объем правовой защиты формулы изобретения, если они имеют структурные элементы, не отличающиеся от буквального описания в пунктах формулы изобретения, или если они включают эквивалентные структурные элементы с незначительными отличиями от буквального описания в пунктах формулы изобретения.
Изобретение относится к изготовлению деталей, а именно к обеспечению структурной целостности деталей, изготавливаемых по аддитивной технологии. Деталь включает тело, сформированное путем аддитивного изготовления с учетом целевого местоположения участков усиления в пределах этого тела. При этом целевое местоположение участков усиления задается отверстием, краем или углом в этом теле. Усиленный участок по меньшей мере частично окружает целевое местоположение. Усиленный участок имеет большую толщину, чем часть тела, расположенная дальше от целевого местоположения участка по результатам измерения толщины этого тела. Также предложен способ определения целевого местоположения, формирования усиленного участка и термической обработки аддитивно изготовленной детали в информационной модели, являющейся представлением изготавливаемой детали. Также предложен машиночитаемый носитель, на котором хранят код, являющийся представлением детали, которую физически создают при исполнении кода в компьютерной системе аддитивного изготовления. Обеспечивается повышенная гибкость при изготовлении деталей под индивидуальные требования, сокращение отходов и длительности цикла проектирования с одновременной возможностью учитывать специфические напряжения и структурные проблемы возникающие в результате технологического процесса аддитивного изготовления. 3 н. и 17 з.п. ф-лы, 18 ил.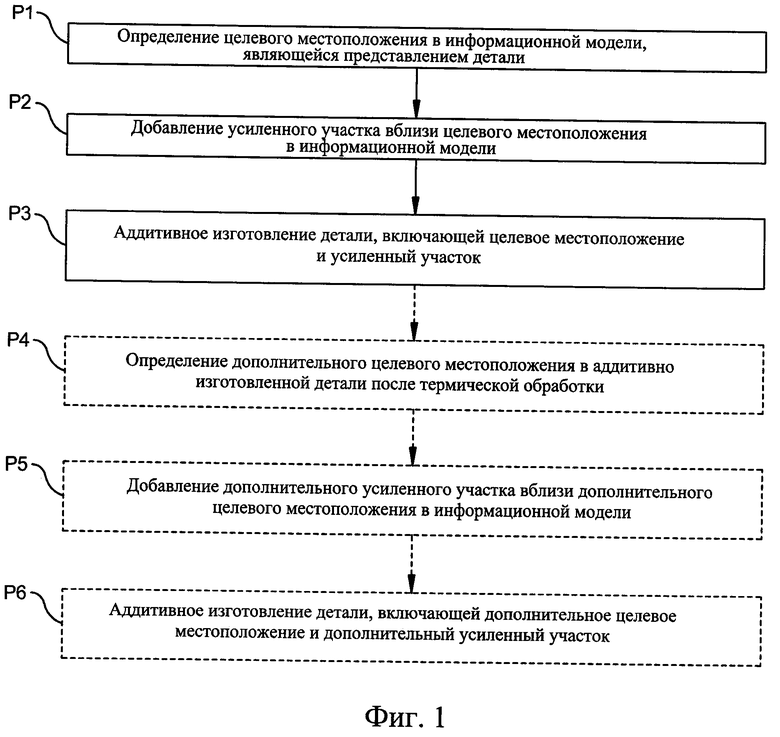
1. Деталь, включающая:
тело, сформированное путем аддитивного изготовления;
целевое местоположение в пределах этого тела, при этом целевое местоположение включает по меньшей мере одно из отверстия, края или угла в этом теле; и
усиленный участок, по меньшей мере частично окружающий целевое местоположение, при этом усиленный участок имеет большую толщину, чем часть тела, расположенная дальше от целевого местоположения, при измерении сквозь это тело.
2. Деталь по п. 1, в которой усиленный участок асимметричен относительно целевого местоположения, либо по сечению целевого участка, либо по расположению вокруг целевого участка.
3. Деталь по п. 1, в которой тело включает двустенное тело, разделенное зазором, при этом усиленный участок включает два отдельных усиленных участка, каждый из которых находится в стенке двустенного тела.
4. Деталь по п. 1, в которой отверстие включает отверстие, имеющее форму полукруга, при взгляде со стороны внешней поверхности тела.
5. Деталь по п. 1, в которой тело включает одностенное тело, при этом усиленный участок измеряют в направлении, перпендикулярном внешней поверхности тела.
6. Деталь по п. 5, в которой усиленный участок имеет толщину от приблизительно максимального допуска на толщину одностенного тела до приблизительно двукратной толщины одностенного тела.
7. Деталь по п. 1, в которой целевое местоположение включает область, подверженную структурной уязвимости в результате термической обработки.
8. Способ, включающий:
определение целевого местоположения в информационной модели, являющейся представлением изготавливаемой детали;
добавление усиленного участка вблизи целевого местоположения в информационной модели; и
аддитивное изготовление детали, включающей целевое местоположение и усиленный участок, при этом аддитивное изготовление включает:
формирование аддитивно изготовленной детали; и
термическую обработку аддитивно изготовленной детали, включающей усиленный участок, после формирования.
9. Способ по п. 8, в котором определение целевого местоположения включает анализ информационной модели для обнаружения по меньшей мере одной области структурной уязвимости.
10. Способ по п. 8, в котором определение целевого местоположения включает анализ изготовленного образца детали для обнаружения по меньшей мере одной области структурной уязвимости, при этом анализ выполняют после термической обработки аддитивно изготовленной детали.
11. Способ по п. 8, также включающий определение дополнительного целевого местоположения в аддитивно изготовленной детали после термической обработки.
12. Способ по п. 11, также включающий:
добавление дополнительного усиленного участка рядом с дополнительным целевым местоположением в информационной модели; и
аддитивное изготовление детали, включающей дополнительное целевое местоположение и дополнительный усиленный участок.
13. Способ по п. 7, в котором целевое местоположение включает область, подверженную структурной уязвимости в результате термической обработки.
14. Машиночитаемый носитель, на котором хранят код, являющийся представлением детали, которую физически создают при исполнении кода в компьютерной системе аддитивного изготовления, при этом код включает:
код, являющийся представлением детали, при этом деталь включает:
сформированное тело;
целевое местоположение в пределах тела, при этом целевое местоположение включает по меньшей мере одно из отверстия, края или угла в теле; и
усиленный участок, по меньшей мере частично окружающий целевое местоположение, при этом усиленный участок имеет большую толщину, чем часть тела, расположенная дальше от целевого местоположения, при измерении сквозь тело.
15. Машиночитаемый носитель по п. 14, в котором усиленный участок асимметричен относительно целевого местоположения, либо по сечению целевого участка, либо по расположению вокруг целевого участка.
16. Машиночитаемый носитель по п. 14, в котором тело включает двустенное тело, разделенное зазором, при этом усиленный участок включает два отдельных усиленных участка, каждый из которых находится в стенке двустенного тела.
17. Машиночитаемый носитель по п. 14, в котором отверстие включает отверстие, имеющее форму полукруга, при взгляде со стороны внешней поверхности тела.
18. Машиночитаемый носитель по п. 14, в котором тело включает одностенное тело, при этом усиленный участок измеряют в направлении, перпендикулярном внешней поверхности тела.
19. Машиночитаемый носитель по п. 5, в котором усиленный участок имеет толщину от приблизительно максимального допуска на толщину одностенного тела до приблизительно двукратной толщины одностенного корпуса.
20. Машиночитаемый носитель по п. 14, в котором целевое местоположение включает область, подверженную структурной уязвимости в результате термической обработки.
| US 5545367 A, 13.08.1996 | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| FR 3029833 A1, 17.06.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |

