Изобретение относится к области гальванотехники и может быть использовано для получения покрытий хром-ванадий на восстанавливаемых в размер изношенных деталях машин, в частности, сельскохозяйственного профиля, и при изготовлении инструмента.
Широко применяются покрытия хромом для ремонта деталей со значительной величиной износа из электролитов состава, г/л:
Недостатком этих электролитов является низкий выход по току, низкая рассеивающая и кроющая способность электролита, высокая экологическая опасность, пористость.
Задачей изобретения является повышение срока службы деталей за счет их ремонта путем восстановления в размер методом электролиза, получение осадков сплавом хром ванадий с высокой микротвердостью и усталостной прочностью, износостойкостью и коррозионной стойкостью независимо от толщины осадка.
Поставленная задача достигается тем, что электролит хромирования, содержащий хромовый ангидрид, серную кислоту, согласно изобретению, дополнительно содержит йодистый калий, 1-амино-8-нафтол-3,6-дисульфокислоту и имеет следующие соотношения указанных компонентов, г/л: хромовый ангидрид CrO3 80-220, серную кислоту H2SO4 0,8-2,2, йодистый калий 3-5, Na3VO4 8-30, 1- амино-8 нафтол-3,6- дисульфокислоту 0,5-3,0.
Пример.
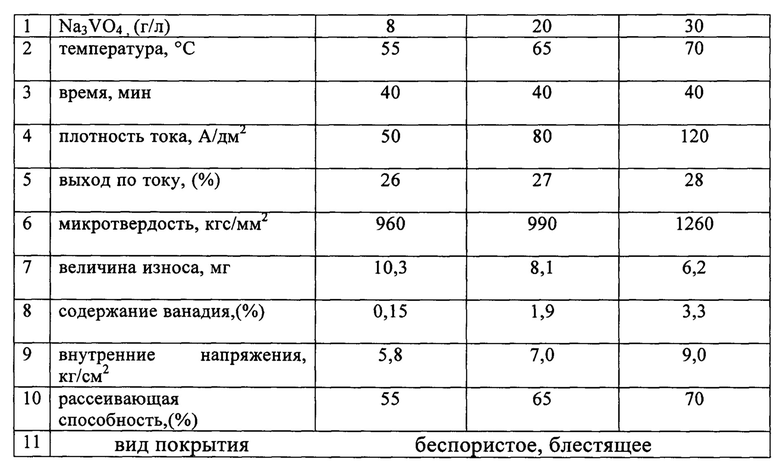
Рассмотрим процесс нанесения покрытия хром-ванадий 30-50 мкм на восстанавливаемые детали из предлагаемого электролита (г/л) хромовый ангидрид CrO3 - 180, серную кислоту H2SO4 - 1,8, йодистый калий 3, 1-амино-8-нафтол-3,6- дисульфокислоту - 2,0 с вариацией Na3VO4 8-30.
Обработка поверхности перед осаждением стандартная. Процесс электролиза проводили при температуре 55-65°С с варьированием плотностей катодного тока и продолжительности электролиза в зависимости от толщины покрытия. Соотношение площадей анода и катода 1:2. Аноды свинцово-сурьмянистые.
После промывки холодной водой 15 минут промывали горячей водой 50-60°С до 10 мин.
Микротвердость измерена на приборе ПМТ-3 по ГОСТ 9450-60 при нагрузке 100-200 кгс/мм2 и толщине покрытия 50 мкм при плотности катодного тока от 40 до 150 А/дм2, а также определено содержание ванадия в сплаве методом химического анализа.
Опыт нанесения покрытия сплавом Cr-V в предлагаемом электролите показал, что производительность процесса, физико-механические и эксплуатационные свойства покрытий выше по сравнению с прототипом.
Применение предлагаемого электролита отличается высоким выходом по току 25÷30% с содержанием ванадия в сплаве от 0,08 до 3,3%.
По сравнению с прототипом предлагаемый электролит обладает следующими преимуществами:
снижение времени получения покрытия сопоставимой толщины;
более высокий выход сплава хром-ванадий по току;
высокая микротвердость осадков с высокой адгезией сцепления к основе при восстановительном ремонте в размер изношенных деталей;
повышение рассеивающей и кроющей способности электролита;
повышение стабильности электролита за счет связывания ионов хрома и ванадия в комплексы с 1-амино-8 нафтол-3,6 дисульфо кислотой;
высокая усталостная прочность и износостойкость;
уменьшение шероховатости и дендритообразования покрытия;
увеличение коррозионной стойкости покрытия;
расширение диапазона рабочих катодных плотностей тока;
повышение срока службы деталей за счет повторного возврата,
уменьшение материальных затрат.
Технический результат: введение вышеуказанных компонентов в состав электролита способствует формированию мелкокристаллической структуры с высокой микротвердостью, износостойкостью, усталостной прочностью, коррозионной стойкостью, повышает предел выносливости восстанавливаемых деталей, уменьшает шероховатость получаемых покрытий. Электролит с вышеуказанными добавками обладает высокой кроющей и рассеивающей способностью, что позволяет его применять для размерного хромирования длинномерных деталей, цилиндров, деталей сложной конфигурации.
Дополнительным эффектом от применения добавок является создание барьера гидридообразования и наводороживания объема хром-ванадиевого покрытия. Электролит рекомендуемого состава можно применить не только для восстановления изношенных деталей, но и для повышения износостойкости деталей и инструментов.
Источники информации
1. Патент РФ №2110621.
2. Авторское свидетельство СССР №1468981.
3. Патент Японии 49-40174/1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ СПЛАВОВ ЖЕЛЕЗО-НИКЕЛЬ | 2018 |
|
RU2694398C1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2392356C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОУПРОЧНЯЕМЫХ ХРОМОВЫХ ПОКРЫТИЙ | 1998 |
|
RU2147630C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 2005 |
|
RU2275444C1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ | 1993 |
|
RU2094540C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2529602C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ СПЛАВОМ ХРОМ-МОЛИБДЕН | 1995 |
|
RU2092625C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 2011 |
|
RU2457288C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ХРОМАЛМАЗНЫХ ПОКРЫТИЙ | 1995 |
|
RU2107115C1 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
Изобретение относится к области гальванотехники и может быть использовано в машиностроении для получения покрытий сплавом хром-ванадий на восстанавливаемых в размер изношенных деталей машин, в частности сельскохозяйственных машин, а также для изготовления инструмента. Электролит содержит, г/л: хромовый ангидрид CrО3 80-220, серную кислоту H2SO4 0,8-2,2, йодистый калий 3-5, Na3VO4 8-30, 1-амино-8-нафтол-3,6-дисульфокислоту 0,5-3,0. Технический результат: повышение рассеивающей и кроющей способности электролита, повышение стабильности электролита, повышение коррозионной стойкости и уменьшение шероховатости покрытия, повышение усталостной прочности, износостойкости и адгезии покрытия к основе стальной детали. 1 табл., 1 пр.
Электролит для нанесения покрытия из сплава хром-ванадий, включающий хромовый ангидрид и серную кислоту, отличающийся тем, что он дополнительно содержит йодистый калий, 1-амино-8-нафтол-3,6-дисульфокислоту при следующем соотношении компонентов, г/л:
| САМОРЕГУЛИРУЮЩИЙСЯ ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ ХРОМА | 1997 |
|
RU2110621C1 |
| СПОСОБ ОСАЖДЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НИКЕЛЬ-ВАНАДИЙ-ФОСФОР-НИТРИД БОРА | 2010 |
|
RU2437967C1 |
| ДЕТАЛИ, ПОКРЫТЫЕ АЛЮМИНИЙ-МАГНИЕВЫМ СПЛАВОМ | 2004 |
|
RU2353714C2 |
| US 20150197857 A1, 16.07.2015. | |||

