Область техники, к которой относится изобретение
Изобретение относится к устройству для изготовления с использованием TFP-технологии ("Tailored Fibre Placement" - "Специальное размещение волокон") волокнистой заготовки, имеющей по существу любую заданную геометрию поверхности, в котором волокнистая прядь укладывается на несущий слой при помощи направляющих средств и может быть закреплена на несущем слое посредством швейной головки.
Уровень техники
В облегченных конструкциях, в частности в самолетостроении и авиакосмической промышленности, для несущих конструктивных компонентов все больше и больше используются армированные волокнами композитные компоненты, которые имеют большой потенциал экономии в весе, благодаря их высокой прочности, одновременно сочетающейся с небольшой массой.
Ориентация (направленность) армирующих волокон в конечном композитном компоненте имеет решающее влияние на его жесткость и прочность. Армирующие волокна должны, насколько это возможно, соответствовать направлению нагрузки, не иметь никаких волнообразований и подвергаться равномерному загружению.
Одним из возможных путей удовлетворения требованию в отношении направления волокон в слое в соответствии с нагрузкой является так называемая TFP-технология. Она включает в себя укладку, по меньшей мере, одной волокнистой пряди вдоль какой-либо требуемой криволинейной траектории и закрепление с помощью, по меньшей мере, одной фиксирующей нити на несущем слое, вследствие чего положение и ориентация (направленность) отдельных армирующих волокон в волокнистой заготовке, которая формируется таким способом, может соответствовать по существу идеальным образом направлению действия нагрузки, преобладающему в композитном компоненте.
Изготовление волокнистых заготовок в TFP-технологии выполняется на известных устройствах, в частности на современных автоматических швейных и вышивальных машинах с компьютерным управлением. Обычно устройства этого типа для осуществления TFP-технологии имеют стационарную швейную головку. В пространственном направлении «ху» может быть расположен только несущий слой, на котором посредством укладки и закрепления волокнистых прядей формируется волокнистая заготовка.
Волокнистая заготовка, формируемая таким способом, может быть пропитана отверждаемым полимерным материалом или смолистой системой, которая для формирования конечного композитного компонента может отверждаться путем структурирования, например, посредством RTM-технологии ("Resin Transfer Molding" - "Трансферное Формование Пластмасс").
Недостаток известных устройств для осуществления TFP-технологии заключается в том, что волокнистая прядь укладывается только в одной плоскости, например в плоскости «ху». В результате изготовленная волокнистая заготовка имеет, как правило, плоскую геометрию поверхности. Поверхностная геометрия, отличающаяся от плоской формы, может быть придана волокнистой заготовке только с помощью дополнительных последующих технологических операций, например повторного формирования, драпирования или им подобных. Однако дополнительная обработка первоначально плоской волокнистой заготовки может вызвать нежелательные волнообразования и смещения армирующих волокон, поэтому намеченная направленность армирующих волокон в волокнистой заготовке, в частности направленность, соответствующая нагрузке, либо не достигается, либо достигается только частично.
Раскрытие изобретения
Задача настоящего изобретения заключается в создании устройства для изготовления волокнистых заготовок, которое позволяет изготавливать волокнистые заготовки, имеющие по существу любую заданную геометрию поверхности, отличающуюся от плоской формы. В соответствии с изобретением, устройство требует лишь незначительных изменений в известных устройствах для осуществления TFP-технологии.
Эта задача решается благодаря устройству, соответствующему отличительной части пункта 1 формулы изобретения.
Благодаря тому, что несущий слой может быть позиционирован относительно направляющих средств и швейной головки в пространственном направлении «ху», тогда как швейная головка и/или направляющие средства могут быть позиционированы в пространственном направлении z, имеется возможность посредством устройства, соответствующего изобретению, и TFP-технологии изготавливать волокнистую заготовку, которая имеет по существу любую заданную геометрию поверхности, в частности геометрию поверхности, отличающуюся от плоской формы; при этом в заготовке армирующие волокна по существу ориентированы в соответствии с действием нагрузки. В этом случае для устройства, соответствующего изобретению, необходимо обеспечить лишь подвижность швейной головки в пространственном направлении «z», так что известные устройства для осуществления TFP-технологии можно относительно легко модифицировать.
Например, посредством устройства, соответствующего изобретению, можно изготавливать волокнистую заготовку, которая имеет по существу куполообразную геометрию поверхности и одновременно фактически идентичную направленность армирующих волокон, в частности направленность, соответствующую действию нагрузки. После пропитки отверждаемым полимерным материалом и последующего отверждения полимерного материала заготовка может, помимо прочего, использоваться в качестве герметической перегородки для отсека фюзеляжа воздушного судна.
В соответствии с дополнительным полезным усовершенствованием предусматривается, что для изготовления волокнистой заготовки, имеющей произвольную геометрию поверхности, геометрию поверхности несущего слоя можно изменять с помощью плунжера. Это позволяет укладывать на универсальном основании большое количество вариантов волокнистых заготовок с различными геометриями поверхности. Изменение геометрии поверхности несущего слоя выполняется множеством плунжеров, которые расположены под несущим слоем и которые можно перемещать с помощью исполнительных механизмов. Несущий слой перемещается относительно стационарных плунжеров, двигаясь над ними.
Дополнительное полезное усовершенствование предусматривает размещение несущего слоя в зажимной раме. Благодаря этому удается перемещать несущий слой в направлении «ху» простым способом, т.е. путем соответствующего перемещения зажимной рамы посредством исполнительных механизмов, управляемых с помощью устройства с разомкнутой и замкнутой системой управления. При необходимости, в частности, когда эластичность несущего слоя недостаточна, может оказаться необходимым изменить геометрию зажимной рамы посредством исполнительных механизмов, с тем чтобы содействовать изменению геометрии поверхности, осуществляемому плунжерами.
Дополнительное полезное усовершенствование устройства, соответствующего изобретению, предусматривает формирование несущего слоя пластинчатым трикотажным полотном, в частности тканым материалом или ему подобным, для закрепления волокнистой пряди обычным способом закрепления верхней фиксирующей нитью и нижней фиксирующей нитью.
Это позволяет использовать обычные устройства для осуществления TFP-технологии с верхней фиксирующей нитью и нижней фиксирующей нитью после соответствующего конструктивного изменения, в частности, в виде дополнительной возможности позиционирования швейной головки и направляющей нижней нити в направлении «z».
В соответствии с дополнительным полезным усовершенствованием, несущий слой формируется эластичной и гибкой пластинчатой конструкцией, в частности резиновым листом для закрепления волокнистых прядей с помощью процесса "простегивания". Использование резинового листа или резинового коврика позволяет выполнять закрепление волокнистых прядей в так называемом процессе "простегивания" только посредством верхней фиксирующей нити, так что можно вообще обойтись и без направляющей нижней нити, и без самой нижней фиксирующей нити. Это позволяет получить значительно более простую конструкцию устройства, соответствующего изобретению. Таким образом, верхняя фиксирующая нить вводится, по меньшей мере, в поверхность резинового листа и благодаря большой эластичности остается закрепленной в нем, так что при вытаскивании игла образует петлю, которая фиксируется в поверхности резинового листа и обеспечивает достаточно надежное закрепление волокнистой пряди даже без несущего слоя в смысле обычного способа закрепления верхней и нижней фиксирующими нитями.
Дополнительные варианты охарактеризованы в дальнейших зависимых пунктах формулы изобретения.
Краткое описание чертежа
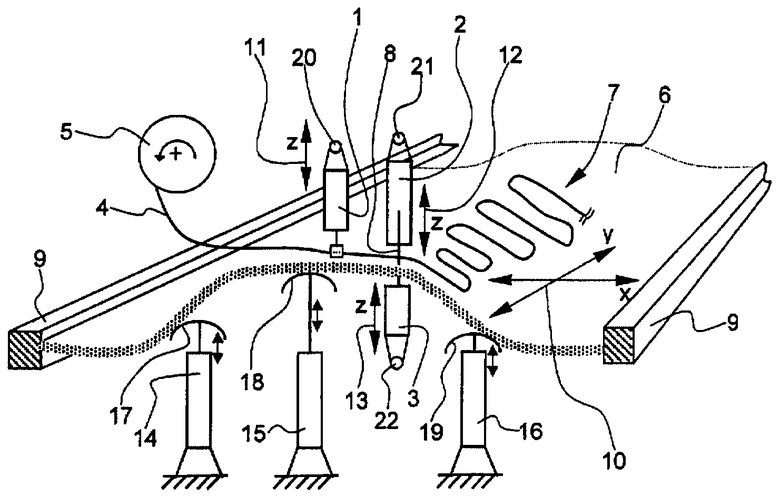
Чертеж представляет в перспективе изображение устройства, соответствующего данному изобретению.
Осуществление изобретения
Устройство, помимо прочего, содержит направляющие средства 1, швейную головку 2 и направляющую 3 нижней нити. Для формирования волокнистой заготовки 7 волокнистая прядь 4 разматывается с подающего ролика 5 и укладывается направляющими средствами 1 на несущем слое 6, по существу вдоль произвольной криволинейной траектории. Затем волокнистая прядь крепится на несущем слое 6 с помощью иглы 8, установленной на швейной головке 2. Это подразумевает использование верхней фиксирующей нити и нижней фиксирующей нити, которые здесь не изображены. Верхняя фиксирующая нить и нижняя фиксирующая нить под несущим слоем 6 образуют множество петель, посредством которых волокнистая прядь 4 закрепляется на несущем слое 6. Верхняя фиксирующая нить через иглу 8 направляется в область швейной головки 2, тогда как нижнюю фиксирующую нить пропускают через направляющую 3 нижней нити под несущим слоем 6. Для того чтобы игла 8 могла протыкать несущий слой 6 вместе с нижней фиксирующей нитью с целью соединения и сцепления с нижней фиксирующей нитью, используется полотняный тканый материал с относительно невысокой прочностью.
Несущий слой 6 размещается в зажимной раме 9. С помощью исполнительных механизмов, которые здесь не изображены, зажимная рама 9 относительно направляющих средств 1, швейной головки 2 и направляющей 3 нижней нити может быть позиционирована исключительно в пространственном направлении «ху», как это показано системой координат 10. В примере осуществления, показанном на чертеже, направляющие средства 1 и швейная головка 2 могут быть позиционированы с помощью исполнительных механизмов, которые здесь также не изображены, в пространственном направлении «z», как это показано стрелками 11, 12. Направляющая 3 нижней нити также может быть позиционирована в направлении стрелки 13.
Более предпочтительно, чтобы перемещение швейной головки 2 и направляющей 3 нижней нити выполнялись параллельно. В результате разделения перемещений удается получить более простую конструкцию устройства. В частности, известные устройства могут быть изменены путем добавления возможности позиционирования швейной головки 2 и направляющей 3 нижней нити в направлении «z», поскольку в этих устройствах изготовителем обычно уже предусмотрена возможность позиционирования зажимной рамы 9 в направлении «ху». Все, что требуется добавить, это предусмотреть ряд плунжеров для изменения геометрии поверхности несущего слоя 6.
Для обеспечения возможности укладки волокнистой заготовки 7 с поверхностной геометрией, которая отличается от плоской формы, геометрия поверхности несущего слоя 6 может изменяться с помощью трех плунжеров 14, 15, 16. С этой целью плунжеры 14, 15, 16 позиционируются с помощью исполнительных механизмов, которые более детально не изображены, параллельно направлению z, в направлении маленьких черных двунаправленных стрелок. Плунжеры 14, 15, 16, как показано, жестко присоединены к основанию. Кроме того, плунжеры 14, 15, 16 имеют опорные элементы 17, 18, 19, которые облегчают скольжение несущего слоя 6 по стационарным плунжерам 14, 15, 16. Опорные элементы 17, 18, 19 могут быть сформированы, например, в виде грибовидных поддерживающих пластин. Поддерживающие пластины могут дополнительно покрываться материалом со скользящими свойствами или состоять из такого материала с тем, чтобы облегчить перемещение несущего слоя 6 в направлении «ху». Чтобы еще больше улучшить скольжение несущего слоя 6, опорные элементы 17, 18, 19 могут также формироваться в виде роликового люнета или подобного элемента. Позиционирование плунжеров 14, 15, 16 в направлении маленьких черных двунаправленных стрелок позволяет придавать несущему слою 6 фактически любую желаемую поверхностную геометрию, отличающуюся от плоской формы. В дополнение к возможности перемещения в направлении «z» плунжеры 14, 15, 16 могут при необходимости устанавливаться с возможностью поворота посредством исполнительных механизмов вокруг осей, расположенных в нижней области люнета, с тем, чтобы увеличить число возможностей позиционирования, а следовательно, и диапазон изменений при изменении геометрии поверхности несущего слоя 6.
Под несущим слоем 6 расположены скрытые этим слоем дополнительные плунжеры, которые здесь не изображены, однако выполнены аналогично плунжерам 14, 15, 16. Предпочтительно, чтобы плунжеры 14, 15, 16 располагались в виде матрицы, предпочтительно на равных расстояниях друг от друга под участком несущего слоя 6, на который должна укладываться волокнистая заготовка 7.
Деформация несущего слоя 6 с целью создания произвольной геометрии поверхности обусловлена определенной эластичностью несущего слоя 6. Если эластичность материала, который используется для несущего слоя 6, окажется недостаточной для того, чтобы получить заданную геометрию поверхности, то дополнительно может потребоваться слегка изменить геометрию зажимной рамы 9 посредством исполнительных механизмов, которые здесь более детально не изображены.
Кроме того, в примере осуществления показанного устройства направляющие средства 1, швейная головка 2 и направляющая 3 нижней нити установлены с возможностью поворота вокруг осей 20, 21, 22, чтобы увеличилось число степеней свободы для позиционирования. Кроме того, можно устанавливать направляющие средства 1, швейную головку 2 и направляющую 3 нижней нити таким образом, чтобы они могли соответственно поворачиваться вокруг дополнительной оси, расположенной по существу перпендикулярно осям 20, 21, 22 для дополнительного увеличения числа степеней свободы. При необходимости подающий ролик 5 перемещается параллельно направляющим средствам 1, швейной головке 2 и направляющей 3 нижней нити посредством исполнительных механизмов, которые здесь не изображены. Поворот направляющих средств 1, швейной головки 2 и направляющей 3 нижней нити вокруг осей 20, 21, 22 выполняется соответствующими исполнительными механизмами, которые здесь более детально не изображены. Положения всех исполнительных механизмов регулируются посредством устройства с разомкнутой и замкнутой системой управления, которое здесь более детально не изображено.
Благодаря обширным возможностям позиционирования направляющих средств 1, швейной головки 2 и направляющей 3 нижней нити относительно плунжеров 14, 15, 16, а также зажимной рамы 9, посредством устройства, соответствующего изобретению, можно формировать волокнистые заготовки 7, имеющие произвольную геометрию поверхности. Например, как это показано в примере осуществления по чертежу, волокнистая заготовка 7 может быть уложена и сформирована, по существу, с волнистой геометрией поверхности.
Устройство с разомкнутой и замкнутой системой управления активирует соответствующие исполнительные механизмы для направляющих средств 1 и швейной головки 2 таким образом, чтобы направляющие средства 1 с волокнистой прядью 4, швейная головка 2 и направляющая 3 нижней нити были на оптимальном расстоянии от несущего слоя 6 (соответственно локальной поверхностной кривизне или поверхностной геометрии волокнистой заготовки 7), а укладка пряди выполнялась при этом вдоль заданной криволинейной траектории, в частности, с ориентацией в направлении действия нагрузки. Кроме того, посредством устройства, соответствующего изобретению, для формирования волокнистых заготовок с большей толщиной материала несколько слоев волокнистых прядей 4 можно укладывать поверх друг друга. Возможное количество слоев, располагаемых поверх друг друга, зависит, по существу, от длины иглы 8.
Волокнистая прядь 4 образована множеством армирующих волокон, расположенных по существу параллельно друг другу. В качестве армирующих волокон используются, например, углеродные волокна, стеклянные волокна, арамидные волокна или им подобные. Чтобы изготовить из волокнистой заготовки 7 конечный композитный компонент, ее вынимают из устройства, соответствующего изобретению, и пропитывают отверждаемым полимерным материалом (например, в соответствии с известной RTM-технологией) в закрывающейся и, предпочтительно, нагреваемой форме, а в дальнейшем отверждают. В качестве отверждаемого полимерного материала или смолистой системы, которая может отверждаться структурированием, предпочтительно используется эпоксидная смола, полиэфирная смола, бис-малеимидная смола или им подобная.
Путем надлежащей активации исполнительных механизмов направляющих средств 1, исполнительных механизмов швейной головки 2, исполнительных механизмов направляющей 3 нижней нити, исполнительных механизмов плунжеров 14, 15, 16 для изменения геометрии поверхности несущего слоя 6 и исполнительных механизмов для позиционирования зажимной рамы 9 в направлении «ху» посредством устройства с разомкнутой и замкнутой системой управления дополнительно можно изготавливать волокнистые заготовки, которые искривлены в двух пространственных измерениях, то есть, например, сферически искривленные волокнистые заготовки с куполообразной поверхностной геометрией или им подобные. После пропитки отверждаемым полимерным материалом и последующего процесса отверждения такие волокнистые заготовки могут, помимо прочего, использоваться для изготовления цельных герметических перегородок для герметических кабин отсеков фюзеляжа воздушного судна и т.п.
Исполнительные механизмы могут иметь механический, электрический, пневматический, гидравлический привод или активироваться любым другим способом, или же комбинацией упомянутых приводов. В особо преимущественном способе исполнительные механизмы могут быть реализованы с помощью электрических шпиндельных приводов и т.п., которые обеспечивают легкое активирование посредством устройства с разомкнутой и замкнутой системой управления и в то же время высокую точность позиционирования, а кроме того, в отличие от пневматических цилиндров и т.п. они могут принимать промежуточные положения. Более того, наряду с относительно простой конструкцией электрические шпиндельные приводы имеют большую скорость регулировки с достаточно высокой точностью воспроизведения.
В варианте устройства, который здесь не представлен, несущий слой 6 может быть образован эластичным и гибким материалом, в частности эластомером или ему подобным. Например, несущий слой 6 может формироваться в виде резинового коврика или резинового листа с относительно небольшой толщиной материала. Предпочтительно, чтобы резиновый лист размещался в зажимной раме 9. При условии достаточной собственной устойчивости резинового листа без зажимной рамы 9 можно и обойтись.
Этот вариант имеет огромное преимущество, которое заключается в том, что при закреплении волокнистой пряди 4 можно обойтись без нижней фиксирующей нити, а следовательно, и без направляющей 3 нижней нити. Предпочтительным является то обстоятельство, что уложенная волокнистая прядь 4 в процессе "простегивания" фиксируется на резиновом листе только посредством верхней фиксирующей нити. При этом игла 8 протыкает резиновый лист не полностью, проходя только в его поверхность. Однако благодаря определенной эластичности резинового листа верхняя фиксирующая нить закрепляется внутри него, вследствие чего в области прокалывания образуется зафиксированная в механическом отношении петля верхней фиксирующей нити. Благодаря этим петлям верхней фиксирующей нити, образующимся на верхней стороне резинового листа, достигается достаточное закрепление волокнистых прядей 4 на резиновом листе. Поскольку закрепление осуществляется только с помощью образования петли верхней фиксирующей нити в резиновом листе, то конечную волокнистую заготовку 7 можно относительно легко поднять с резинового листа без возникновения каких-либо повреждений. Следовательно, под волокнистой заготовкой 7 после ее завершения не остается никакого тканевого несущего слоя 6. Вместо резинового листа можно использовать, например, лист эластичного пенопласта или что-либо в этом роде.
Поэтому при выполнении процесса "простегивания" на устройстве, соответствующем изобретению, можно вообще обойтись без несущего слоя, который формируется из ткани или текстильного материала, с тем, чтобы обеспечить протыкание иглой для укладки и закрепления волокнистой пряди 4, а возможно, и области преимущественного отслаивания, в частности, в многослойных волокнистых заготовках 7. Кроме того, при закреплении волокнистых прядей посредством процесса "простегивания" нижняя фиксирующая нить и направляющая 3 нижней нити необязательны, поэтому сложность конструкции устройства, соответствующего изобретению, существенно уменьшается.
Следовательно, изобретение предлагает устройство для изготовления с использованием TFP-технологии волокнистой заготовки 7, имеющей по существу любую заданную геометрию поверхности, выполненное с возможностью укладки волокнистой пряди 4 направляющими средствами 1 вдоль по существу любой заданной криволинейной траектории на несущем слое 6; закрепления волокнистой пряди 4 на несущем слое 6, по меньшей мере, одной фиксирующей нитью посредством швейной головки 2; позиционирования несущего слоя 6 в направлении «ху» относительно направляющих средств 1 и швейной головки 2; позиционирования швейной головки 2 и/или направляющих средств 1 в направлении «z».
Для изготовления волокнистой заготовки 7, имеющей по существу любую заданную геометрию поверхности, поверхностная геометрия несущего слоя 6 может изменяться плунжерами 14, 15, 16.
Может быть предусмотрена зажимная рама 9 для размещения несущего слоя 6.
Несущий слой 6 предпочтительно сформирован пластинчатым полотном, в частности тканым материалом, для закрепления волокнистой пряди 4 способом закрепления верхней фиксирующей нитью и нижней фиксирующей нитью.
В области швейной головки 2 под несущим слоем 6 может быть расположена направляющая 3 нижней нити для направления нижней нити.
Швейная головка 2 и/или направляющая 3 нижней нити предпочтительно установлены с возможностью поворота вокруг, по меньшей мере, одной оси 21, 22.
Могут быть предусмотрены исполнительные механизмы для позиционирования швейной головки 2, направляющей 3 нижней нити и направляющих средств 1.
Предпочтительно предусмотрены исполнительные механизмы для позиционирования зажимной рамы 9 и плунжеров 14, 15, 16.
Предпочтительно предусмотрено устройство с разомкнутой и замкнутой системой управления для управления исполнительными механизмами.
Несущий слой может быть также сформирован эластичной и гибкой пластинчатой конструкцией, в частности резиновым листом, для закрепления волокнистых прядей посредством простегивания.
В этом случае также предусмотрены исполнительные механизмы для позиционирования швейной головки 2 и/или направляющих средств 1, а также исполнительные механизмы для позиционирования зажимной рамы 9 и плунжеров 14, 15, 16.
Также предпочтительно предусмотрено устройство с разомкнутой и замкнутой системой управления для управления этими исполнительными механизмами.
Перечень ссылочных номеров:
1 - направляющей средства; 2 - швейная головка; 3 - направляющая нижней нити; 4 - волокнистая прядь; 5 - подающий ролик; 6 - несущий слой; 7 - волокнистая заготовка; 8 - игла; 9 - зажимная рама; 10 - система координат; 11-13 - стрелки; 14-16 - плунжеры; 17-19 - опорные элементы; 20-22 - оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ СОГЛАСНО TFP-ТЕХНОЛОГИИ | 2006 |
|
RU2401740C2 |
| Способ нашивки объемных преформ | 2019 |
|
RU2722494C1 |
| НАПРАВЛЯЮЩАЯ СИСТЕМА УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ВОЛОКНИСТЫХ ЗАГОТОВОК ДЛЯ КОМПОЗИТНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2406606C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2406607C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ФИКСИРУЮЩАЯ НИТЬ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2370368C1 |
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
| Способ изготовления волокнистых заготовок плоской формы | 2019 |
|
RU2718789C1 |
| Способ изготовления многослойной волокнистой заготовки плоской формы | 2019 |
|
RU2736367C1 |
| Способ изготовления преформы на основе водорастворимой подложки для лопаток компрессора | 2018 |
|
RU2719171C1 |
| ФИКСИРУЮЩАЯ НИТЬ ДЛЯ СШИВАНИЯ АРМИРУЮЩИХ ВОЛОКОН | 2006 |
|
RU2386534C2 |
Изобретение относится к устройству для изготовления волокнистой заготовки с использованием TFP-технологии, имеющей любую заданную геометрию поверхности. Техническим результатом настоящего изобретения является создание устройства для изготовления волокнистых заготовок, которое позволяет изготавливать волокнистые заготовки, имеющие любую заданную геометрию поверхности, отличающуюся от плоской формы, и требует лишь незначительных изменений в известных устройствах для осуществления TFP-технологии. Технический результат достигается устройством для изготовления с использованием TFP-технологии волокнистой заготовки, имеющей любую заданную геометрию поверхности. При этом устройство осуществляет укладку волокнистой пряди направляющими средствами вдоль любой заданной криволинейной траектории на эластичном и гибком несущем слое. Также устройство осуществляет закрепление волокнистой пряди на несущем слое одной фиксирующей нитью посредством швейной головки. Устройство осуществляет позиционирование несущего слоя в направлении «ху» относительно направляющих средств и швейной головки. Устройство осуществляет позиционирование швейной головки и направляющих средств в направлении «z». Устройство осуществляет изменение геометрии поверхности несущего слоя посредством множества плунжеров, скомпонованных в виде матрицы под несущим слоем и снабженных опорными средствами. 11 з.п. ф-лы, 1 ил.
1. Устройство для изготовления с использованием TFP-технологии волокнистой заготовки (7), имеющей, по существу, любую заданную геометрию поверхности, выполненное с возможностью:
a) укладки волокнистой пряди (4) направляющими средствами (1) вдоль, по существу, любой заданной криволинейной траектории на эластичном и гибком несущем слое (6),
b) закрепления волокнистой пряди (4) на несущем слое (6), по меньшей мере, одной фиксирующей нитью посредством швейной головки (2),
c) позиционирования несущего слоя (6) в направлении «ху» относительно направляющих средств (1) и швейной головки (2),
d) позиционирования швейной головки (2) и направляющих средств (1) в направлении «z»,
e) изменения геометрии поверхности несущего слоя (6) посредством множества плунжеров (14, 15, 16), скомпонованных в виде матрицы под несущим слоем (6) и снабженных опорными средствами (17, 18, 19), для изготовления волокнистой заготовки (7), имеющей, по существу, любую заданную геометрию поверхности.
2. Устройство по п.1, отличающееся тем, что предусмотрена зажимная рама (9) для размещения несущего слоя (6).
3. Устройство по п.1, отличающееся тем, что несущий слой (6) сформирован тканым материалом для закрепления волокнистой пряди (4) способом закрепления верхней фиксирующей нитью и нижней фиксирующей нитью.
4. Устройство по п.1, отличающееся тем, что в области швейной головки (2) под несущим слоем (6) расположена направляющая (3) нижней нити для направления нижней нити.
5. Устройство по п.4, отличающееся тем, что швейная головка (2) и/или направляющая (3) нижней нити установлены с возможностью поворота вокруг, по меньшей мере, одной оси (21, 22).
6. Устройство по п.4, отличающееся тем, что предусмотрены исполнительные механизмы для позиционирования швейной головки (2), направляющей (3) нижней нити и направляющих средств (1).
7. Устройство по п.4, отличающееся тем, что предусмотрены исполнительные механизмы для позиционирования зажимной рамы (9) и плунжеров (14, 15, 16).
8. Устройство по п.4, отличающееся тем, что предусмотрено устройство с разомкнутой и замкнутой системой управления для управления исполнительными механизмами.
9. Устройство по п.1, отличающееся тем, что несущий слой (6) сформирован эластичной и гибкой пластинчатой конструкцией, в частности резиновым листом для закрепления волокнистых прядей посредством простегивания.
10. Устройство по п.9, отличающееся тем, что предусмотрены исполнительные механизмы для позиционирования швейной головки (2) и/или направляющих средств (1).
11. Устройство по п.2, отличающееся тем, что предусмотрены исполнительные механизмы для позиционирования зажимной рамы (9) и плунжеров (14, 15, 16).
12. Устройство по п.11, отличающееся тем, что предусмотрено устройство с разомкнутой и замкнутой системой управления для управления исполнительными механизмами.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| СПОСОБ ЛЕЧЕНИЯ СКОЛИОТИЧЕСКОЙ ОСАНКИ И ФУНКЦИОНАЛЬНОГО СКОЛИОЗА И УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПОЗВОНОЧНИКА | 2003 |
|
RU2268699C2 |
| DE 10123064 A1, 28.11.2002 | |||
| US 2004074589 A1, 22.04.2004 | |||
| КОНФЕКЦИОННО-ТЕХНИЧЕСКИЙ СПОСОБ, ЗАТЯЖНОЙ МОДУЛЬ И ДЕРЖАТЕЛЬ СШИВАЕМОГО МАТЕРИАЛА ДЛЯ ФОРМИРОВАНИЯ ТЕКСТИЛЬНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНАМИ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ | 2001 |
|
RU2248879C2 |

