Изобретение относится к машиностроению, в частности, к соединениям вал - ступица, и предназначено для крепления зубчатых колес, шкивов, звездочек, рычагов и аналогичных деталей на валах с возможностью мобильной регулировки их осевого и углового положения.
Из уровня техники известно соединение вала со ступицей биконическими наружными и внутренними кольцами, разжимаемыми путем сведения с помощью винтов двух промежуточных колец, установленных с двух сторон в кольцевые пазы между биконическими кольцами (Орлов П.И. Основы конструирования. М.: Машиностроение, 1988, кн. 2, с. 304, рис. 638).
Недостатками этого соединения являются необходимость центрирования по четырем поверхностям и неравномерность распределения контактных давлений по их длине, а также нарушение соединения вала со ступицей при перегрузке по передаваемому крутящему моменту.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ достижения соосности двух конических внутренних поверхностей ступицы, заключающийся в расточке двух конических внутренних поверхностей ступицы (Патент РФ на полезную модель №177902, от 15.03.2018 г.).
Недостатком известного соединения, в том числе технической проблемой, является низкая степень соосности двух посадочных встречно направленных конических внутренних поверхностей ступицы, формируемых в процессе их обработки при двух установках детали с различных ее торцов.
В основу заявленного изобретения был положен технический результат - повышение эффективности соединения вала со ступицей путем повышения степени соосности двух посадочных конических поверхностей в ступице и, следовательно, улучшение условий контакта рабочих поверхностей колец, ступицы и вала, и увеличение за счет этого нагрузочной способности соединения вала со ступицей, а также повышение точности расположения детали на валу.
Технический результат достигается тем, что в способе достижения соосности двух конических внутренних поверхностей ступицы, заключающемся в расточке двух обращенных друг к другу конических поверхностей, после расточки первой конической поверхности без перестановки ступицы растачивают цилиндрический участок, расположенный между коническими поверхностями, переворачивают растачиваемую ступицу, устанавливают последнюю, базируя по поверхности цилиндрического участка, и растачивают вторую коническую поверхность.
Способ достижения соосности двух конических внутренних поверхностей ступицы поясняется графическими изображениями.
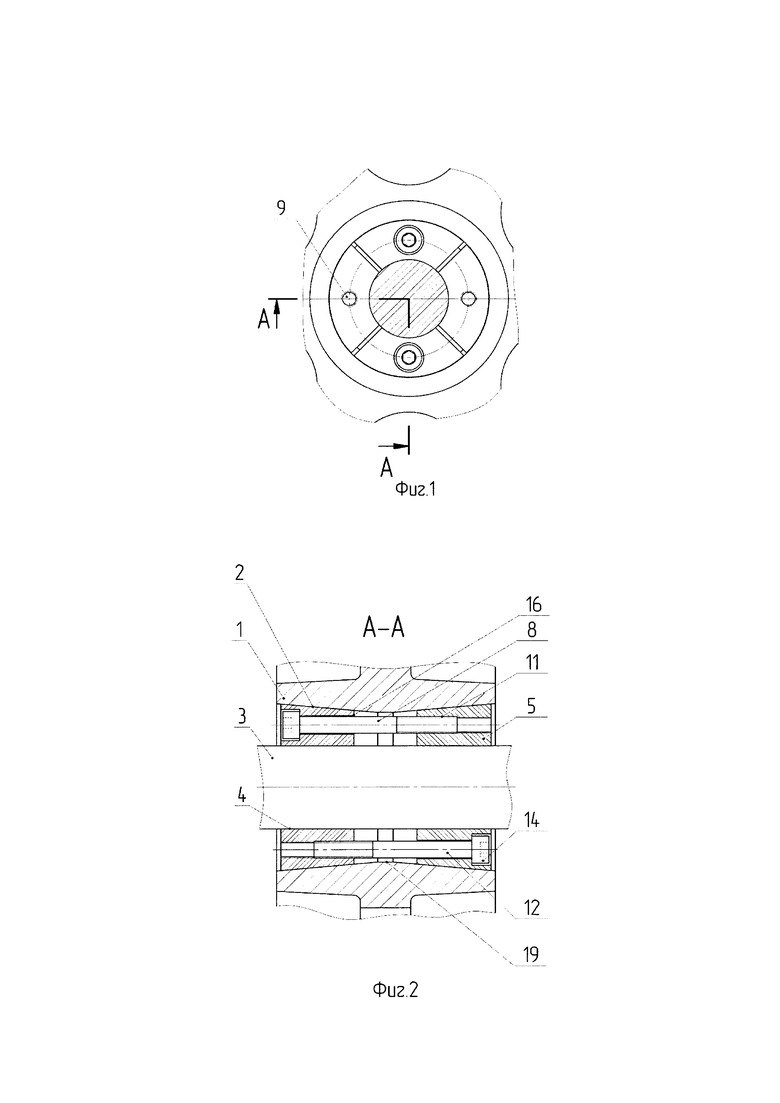
На Фиг. 1 изображен вид с торца ступицы на соединение вала со ступицей,
на Фиг. 2 - разрез А-А на фиг. 1,
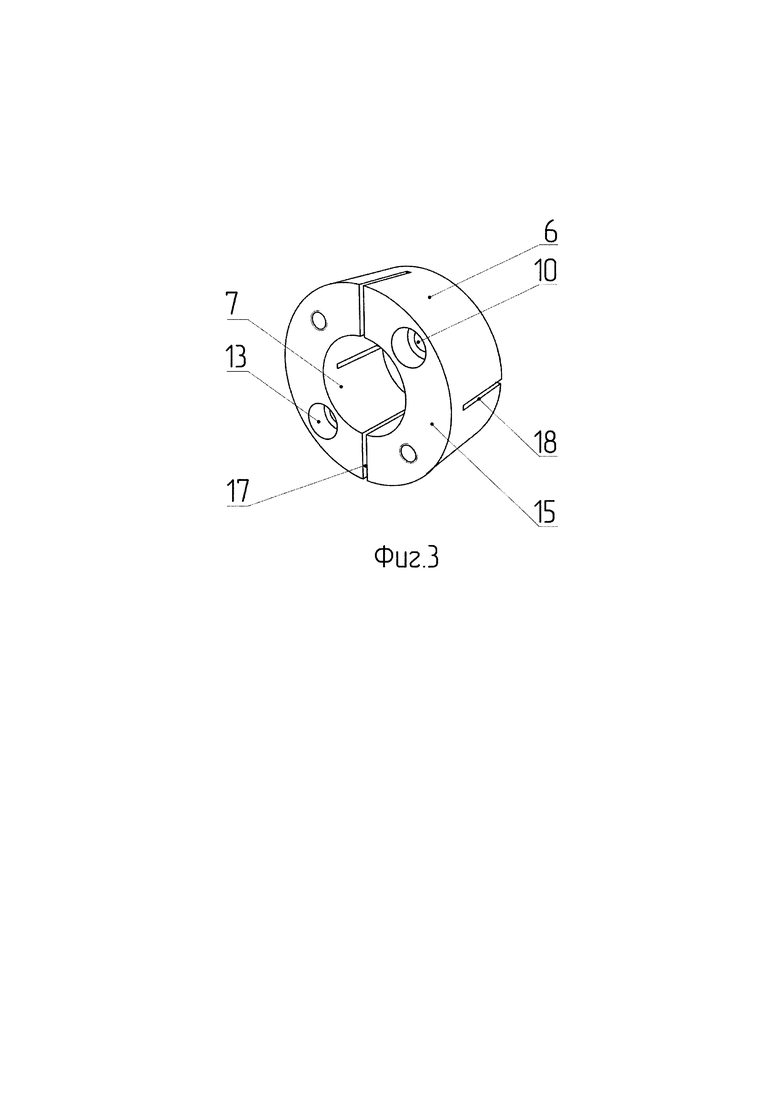
на Фиг. 3 - кольцо в изометрии.
Соединение вала со ступицей содержит ступицу 1 (см. фиг. 2), внутренняя поверхность которой сформирована в виде двух встречно направленных конических поверхностей 2, вал 3 с цилиндрической посадочной поверхностью 4 и противоположно относительно пересечения конических участков 2 размещенные в зазоре между валом 3 и ступицей 1 два одинаковых кольца 5 с конической наружной 6 (см. фиг. 3) и цилиндрической внутренней 7 поверхностью каждое, изготовленные из упругого материала, со средством их осевого перемещения, выполненного в виде четного количества винтов 8, размещенных в соответствующих отверстиях 9 (см. фиг. 1) и 10 (см. фиг. 3), равномерно по окружности сформированных в каждом из упомянутых колец 5 чередующимися так, что одни из них - 9 выполнены резьбовыми под резьбу 11 (см фиг. 2) винта 8, а другие 10 - с зазором под стержень 12 винта 8 и, например, с возможным гнездом 13 (см. фиг. 3) под головку 14 (см. фиг. 2) винта 8 со стороны торца 15, обращенного вовне ступицы 1, между которыми поочередно с обоих торцов 15 (см. фиг. 3) и 16 (см. фиг. 2) кольца 5, выполнены пазы 17 и 18 (см. фиг. 3), отстоящие от близлежащих отверстий 9 и 10 под винты 8 на одинаковое расстояние. Между двумя коническими поверхностями 2 внутренней поверхности ступицы 1 выполнен цилиндрический участок 19 (см. фиг. 2), формируемый совместно с расточкой первой конической поверхности 2 ступицы 1 и служащий для базирования детали, после ее поворота, для обработки второй конической поверхности 2 с другого торца ступицы 1, с целью достижения соосности двух конических внутренних поверхностей 2 ступицы 1 для обеспечения высокой точности размещения детали на валу 3.
Заявленное техническое решение, а именно выполнение внутренней поверхности ступицы 1 закрепляемой на валу 3 детали с дополнительным по сравнению с прототипом цилиндрическим участком 19, служащим базой при обработке второй конической поверхности с целью достижения высокой степени соосности двух конических внутренних поверхностей 2 ступицы 1 позволяет точнее центрировать ступицу 1 на валу 3, надежнее крепить деталь, обеспечивая лучший контакт наружных конических 2 и внутренних цилиндрических 4 поверхностей колец 5 со ступицей 1 и валом 3 соответственно, что позволяет повысить несущую способность соединения вал - ступица, т.е. повысить передаваемый с вала на ступицу (или наоборот) рабочий крутящий момент.
Экспериментально (методом компьютерного моделирования) установлено, что нагрузочная способность соединения вала со ступицей при использовании заявленного технического решения при прочих равных параметрах повышается до 20% и выше.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает при реализации заявленного способа достижения соосности двух конических внутренних поверхностей ступицы получение заявленного технического результата - повышение степени соосности двух посадочных конических отверстий в ступице и, следовательно, улучшения условий контакта рабочих поверхностей колец, ступицы и вала, увеличения за счет этого нагрузочной способности соединения вала со ступицей, а также повышения точности расположения детали на валу.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения заявленного технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению, в частности, к соединениям вал - ступица, и может быть использован при изготовлении ступиц деталей, закрепляемых на валах и имеющих внутреннюю поверхность в виде двух встречно направленных конических поверхностей (например, при использовании способа крепления детали на валу в соответствии с Патентом РФ на полезную модель №177902 от 15.03.2018 г.), между которыми выполнен цилиндрический участок, формируемый совместно с расточкой первой конической поверхности ступицы и служащий для базирования детали после ее поворота для обработки второй конической поверхности с другого торца ступицы;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата. Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления ступицы на валу | 2019 |
|
RU2726508C1 |
| Узел соединения гребного винта с валом и способ получения посадочной поверхности ступицы гребного винта | 1986 |
|
SU1420255A1 |
| РЕДУКТОР ДЛЯ РАСТОЧКИ ВОССТАНАВЛИВАЕМЫХ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКОВ ЦИЛИНДРОВ ДВС | 2013 |
|
RU2548556C2 |
| НЕРАЗБОРНЫЙ ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2332603C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| ЖЕСТКОЕ РАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБЧАТОЙ ДЕТАЛИ С ВАЛОМ | 1972 |
|
SU352475A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| ХВОСТОВОЙ РЕДУКТОР ТРАНСМИССИИ ВЕРТОЛЕТА | 2005 |
|
RU2280594C1 |
Изобретение относится к области машиностроения, в частности к способу достижения соосности отверстий. Способ достижения соосности двух конических внутренних поверхностей ступицы включает расточку первой конической поверхности (2) и цилиндрического участка (19) без перестановки ступицы (1). Затем переворачивают растачиваемую ступицу (1), устанавливают её, базируя по поверхности цилиндрического участка (19), и растачивают вторую коническую поверхность (2). Достигается высокая степень соосности отверстий. 3 ил. 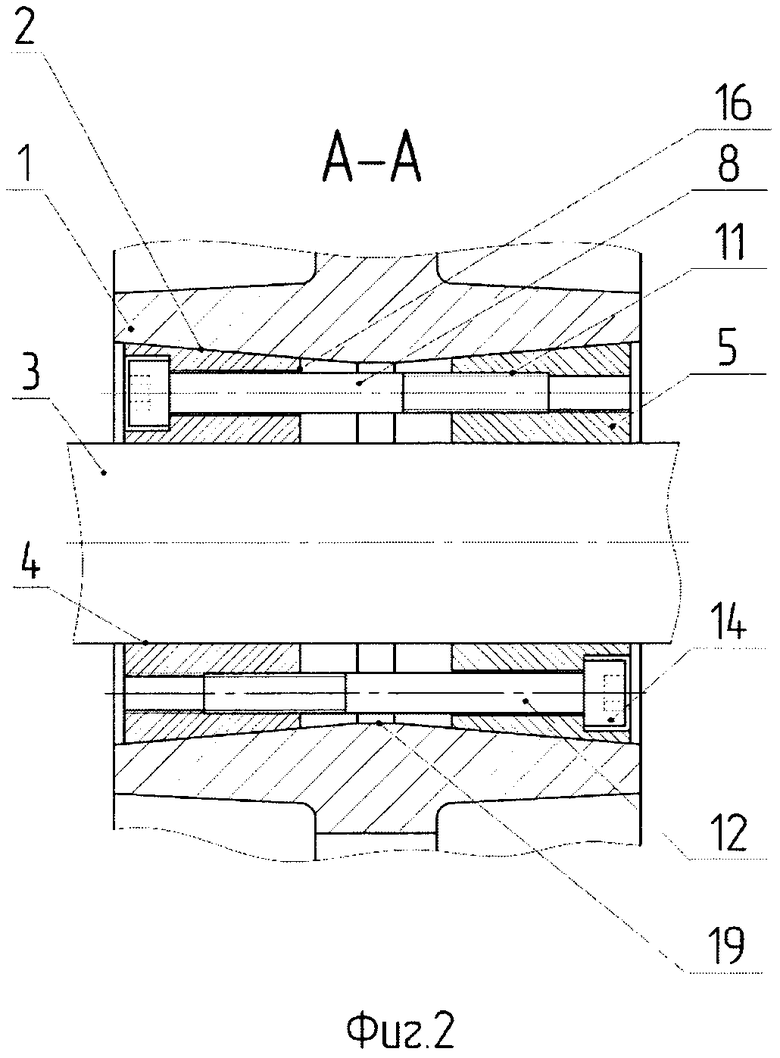
Способ достижения соосности двух конических внутренних поверхностей ступицы, заключающийся в расточке двух обращенных друг к другу конических поверхностей, отличающийся тем, что после расточки первой конической поверхности без перестановки ступицы растачивают цилиндрический участок, расположенный между коническими поверхностями, переворачивают растачиваемую ступицу, устанавливают последнюю, базируя по поверхности цилиндрического участка, и растачивают вторую коническую поверхность.
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 2006 |
|
RU2317179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПЫЛИТЕЛЯ ФОРСУНКИ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2175077C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| US 5655854 A1, 12.08.1997 | |||
| CN 108247302 A, 06.07.2018. | |||

