Настоящее изобретение относится к формовочной установке и способу формования трубчатого стержня из материала штранга.
Существуют известные установка и способы для формования полых ацетатных трубок с применением пластификатора, см. например, WO 2017/114871 или WO 2017/089514. Обычно пластификатор распределяют по ацетатному штрангу. Обработанный штранг затем нагревают и формуют в форме стержня. Термическая обработка паром с последующим охлаждением воздухом стабилизирует материал штранга в форме стержня. Режим нагревания и охлаждения влияет на процесс формования стержня, таким образом, что нагревание и охлаждение, не адаптированные к конкретным используемым материалам, могут отрицательно влиять на процесс формования стержня.
Желательно иметь формовочную установку и способ формования, улучшающие процесс формования трубчатого стержня. В частности, желательно улучшить управление процессом формования для улучшения качества и стабильности формуемых стержней.
В соответствии с настоящим изобретением предложена формовочная установка, содержащая путь транспортировки, содержащий путь подачи для непрерывной подачи непрерывного материала штранга вдоль направления транспортировки пути транспортировки. Установка содержит формовочное устройство, соединенное с расположенным далее по ходу потока концом пути подачи, при этом формовочное устройство выполнено с возможностью формования непрерывного трубчатого стержня из непрерывного материала штранга. Формовочное устройство содержит трубчатый элемент, выполненный с возможностью пропускания непрерывного материала штранга через трубчатый элемент с формованием непрерывного трубчатого стержня. Формовочное устройство дополнительно содержит компрессор текучей среды, выполненный с возможностью создания текучей среды под давлением. Компрессор текучей среды сообщается по текучей среде с трубчатым элементом для подведения текучей среды под давлением к непрерывному материалу штранга или к непрерывному трубчатому стержню, соответственно, для нагревания или охлаждения непрерывного материала штранга или трубчатого стержня текучей средой под давлением. Формовочное устройство дополнительно содержит несколько каналов для текучей среды для подведения текучей среды под давлением от компрессора текучей среды к нескольким местам впрыска, расположенным по пути транспортировки для последующего нагревания или охлаждения непрерывного материала штранга в трубчатом элементе. Предпочтительно по меньшей мере два канала для текучей среды из нескольких каналов для текучей среды содержат блок управления давлением, содержащий датчик давления и устройство, влияющее на давление.
Текучая среда под давлением подводится от компрессора текучей среды через систему распределения, содержащую несколько каналов для текучей среды, к формовочному устройству. Предпочтительно в формовочной установке доступны от двух до десяти каналов для текучей среды, более предпочтительно от трех до семи каналов для текучей среды, например, пять каналов для текучей среды. Например, канал для текучей среды может представлять собой трубу, трубку или ход или комбинацию труб, трубок и ходов.
Блоки управления давлением могут быть расположены в формовочной установке между компрессором текучей среды и материалом штранга в трубчатом элементе или непрерывном стержне, формуемом в трубчатом элементе. Предпочтительно блок управления давлением, в частности, датчик давления, расположен рядом с положением, где материал штранга обрабатывают текучей средой под давлением. Это позволяет очень точно измерять давление текучей среды под давлением, воздействующей на материал штранга, что является преимуществом. Устройство, влияющее на давление, расположенное рядом с местом впрыска текучей среды под давлением, позволяет устанавливать или корректировать разницы давлений текучей среды под давлением в месте впрыска до желаемого давления текучей среды под давлением, воздействующего на материал штранга.
Устройство, влияющее на давление, можно использовать, например, для компенсации потерь давления между компрессором текучей среды и материалом штранга. Например, потери давления могут быть вызваны перепадами давления в системе распределения формовочной установки. Устройство, влияющее на давление, также можно использовать в целом для дополнительного повышения давления или понижения давления текучей среды под давлением, подаваемой от компрессора текучей среды. Таким образом, компрессор может быть настроен на образование текучей среды под давлением с заданным значением, например, средним значением. Предпочтительно индивидуальную регулировку давления текучей среды под давлением осуществляют в отдельных каналах для текучей среды рядом с местом впрыска текучей среды. Использование блока управления давлением также позволяет использовать компрессоры текучей среды, которые не способны обеспечивать подачу текучей среды под давлением в требуемом диапазоне давления. В этом случае блок управления давлением может обеспечивать желаемый диапазон температуры.
Предпочтительно блоки управления давлением расположены как можно ближе к материалу штранга, подлежащему обработке, для того, чтобы потери давления текучей среды под давлением были как можно более низкими после того как давление текучей среды было установлено или скорректировано до желаемого значения. В этом случае измеренные значения давления точно соответствуют фактическому давлению текучей среды под давлением, воздействующей на материал штранга, что является преимуществом.
Предпочтительно блоки управления давлением расположены в концевых секциях по меньшей мере двух каналов для текучей среды в местах впрыска текучей среды под давлением.
Предпочтительно датчик давления расположен ранее по ходу потока от устройства, влияющего на давление. Таким образом, значение давления, измеренное датчиком давления, может непосредственно использоваться для активации устройства, влияющего на давление.
Устройство, влияющее на давление, может представлять собой устройство, повышающее давление, устройство, понижающее давление, или устройство, понижающее и повышающее давление.
Предпочтительно устройство, влияющее на давление, представляет собой регулятор давления, выполненный с возможностью и способный понижать давление, более предпочтительно выполненный с возможностью и способный понижать или повышать давление в канале для текучей среды, более предпочтительно в по меньшей мере двух каналах для текучей среды.
Регулятор давления может, например, представлять собой ограничитель, ограничивающий прохождение воздуха под давлением в канале для текучей среды.
Регулятор давления может, например, представлять собой активируемый винт, расположенный в канале для текучей среды. Работая в качестве устройства, понижающего давление, винт может замедлять поток текучей среды под давлением, проходящей через канал для текучей среды. Работая в качестве устройства, повышающего давление, винт может ускорять поток текучей среды под давлением, проходящей через канал для текучей среды. Винт также можно использовать для изменения скорости текучей среды под давлением, проходящей через канал для текучей среды.
Предпочтительно по меньшей мере один из регуляторов давления содержит винт или представляет собой винт, расположенный в канале для текучей среды.
Предпочтительно по меньшей мере два канала для текучей среды оборудованы одним и тем же типом устройства, влияющего на давление.
Устройство, влияющее на давление, также может представлять собой, например, клапан, расположенный в канале для текучей среды.
Более двух каналов для текучей среды из нескольких каналов для текучей среды, например, три, четыре канала для текучей среды или, предпочтительно, каждый канал для текучей среды из нескольких каналов для текучей среды могут содержать блок управления давлением. Если несколько или все каналы для текучей среды содержат блок управления давлением, это позволяет очень точно управлять процессом формования, в частности, частью охлаждения процесса формования. В частности, процесс формования может быть изменен или адаптирован для достижения оптимизированного результата.
Формовочную установку можно, в частности, применять для формования стержней из различных непрерывных материалов, в частности, при использовании различных пластификаторов или различных отвердителей. Точное управление позволяет регулировать процесс формования для различных режимов отверждения комбинаций материалов, применяемых в формовочной установке согласно настоящему изобретению.
Нагревание можно в основном использовать для разжижения и предпочтительно равномерного распределения пластификатора в материале штранга.
Охлаждение можно в основном использовать для отверждения ранее сжиженного пластификатора и для фиксации стержня в форме трубчатого стержня. Например, охлаждение ускоряет отверждение пластификатора и, таким образом, может быстро стабилизировать непрерывный стержень. Контролируемое охлаждение позволяет точно управлять процессом отверждения. Кроме того, способ формирования стержней может быть адаптирован для различных материалов штранга и различных пластификаторов, требующих разных режимов давления или температуры для достижения наилучших результатов.
Предпочтительно охлаждение проводят после нагревания, то есть далее по ходу потока относительно процесса нагревания. Нагревание и охлаждение можно осуществлять в трубчатом элементе. Охлаждение также можно осуществлять далее по ходу потока относительно трубчатого элемента.
Предпочтительно каждый блок управления давлением работает отдельно и независимо от других блоков управления давлением. Таким образом, предпочтительно давление может регулироваться индивидуально в по меньшей мере двух каналах для текучей среды. Предпочтительно предусмотрена возможность индивидуального управления давлением в каждом канале для текучей среды, оборудованном блоком управления давлением. Предпочтительно блоки управления давлением взаимно координируются с возможностью точного управления процессом нагревания, процессом охлаждения или и процессом нагревания, и процессом последующего охлаждения материала штранга или формуемого стержня и их последующей корректировки в случае необходимости.
Предпочтительно управление количеством текучей среды под давлением, подаваемой от компрессора текучей среды к нескольким каналам для текучей среды, осуществляется для каждого канала для текучей среды. Например, каждый канал для текучей среды может быть оборудован клапаном. В таких вариантах осуществления управление клапаном может осуществляться индивидуально. Например, система распределения содержит коллектор, соединенный с компрессором текучей среды на впускном конце коллектора и соединенный с несколькими каналами для текучей среды на нескольких выходных концах коллектора. Клапаны могут быть расположены рядом с каждым выходным концом коллектора. Например, обеспечение клапанов позволяет подводить некоторое количество или большее количество текучей среды под давлением к расположенным ранее по ходу потока каналам для текучей среды (ранее по ходу потока относительно пути транспортировки материала штранга) для усиления эффекта нагревания или охлаждения, и подводить, например, меньшее количество текучей среды под давлением к расположенным далее по ходу потока каналам для текучей среды, или наоборот.
Предпочтительно по меньшей мере некоторые из нескольких мест впрыска расположены по пути транспортировки, предпочтительно по длине трубчатого элемента. Это позволяет обеспечить последовательное воздействие на сформованный стержень или на стержень в процессе формования процесса нагревания или охлаждения.
Трубчатый элемент формовочного устройства может содержать множество сегментов трубчатого элемента. Предпочтительно каждый сегмент трубчатого элемента из множества сегментов трубчатого элемента содержит место впрыска. Таким образом, каждый сегмент трубчатого элемента может быть соединен с по меньшей мере одним каналом для текучей среды для подведения текучей среды под давлением к материалу штранга, проходящему через сегмент трубчатого элемента. На каждый сегмент трубчатого элемента может быть предусмотрен один канал для текучей среды.
Предпочтительно конец, на котором осуществляется впрыск, по меньшей мере двух каналов для текучей среды, содержащих блок управления давлением, содержит сопло. Предпочтительно концы, на которых осуществляется впрыск, по меньшей мере двух каналов для текучей среды выполнены в форме сопла. Через сопло текучая среда под давлением может быть очень эффективно введена в материал штранга и распределена по нему или по формуемому стержню, соответственно. В частности, при использовании волокнистого материала штранга текучая среда под давлением может очень эффективно проникать в материал штранга и нагревать или охлаждать материал штранга или стержень. Предпочтительно конец, на котором осуществляется впрыск, каждого канала для текучей среды из нескольких каналов для текучей среды содержит сопло.
Компрессор текучей среды формовочной установки может представлять собой парогенератор, выполненный с возможностью генерирования перегретого пара, или может представлять собой воздушный компрессор, выполненный с возможностью генерирования воздуха под давлением.
Перегретый пар используется для нагревания непрерывного материала штранга. Предпочтительно воздух под давлением используют для охлаждения непрерывного материала штранга или непрерывного стержня, формуемого из материала штранга.
Для подведения либо перегретого пара, либо воздуха под давлением к материалу штранга можно использовать одну и ту же систему распределения или отдельные системы распределения. Предпочтительно текучую среду под давлением подводят через несколько мест впрыска к материалу штранга, например, по длине трубчатого элемента. Предпочтительно к некоторым местам впрыска подводят перегретый пар, а к другим местам впрыска подводят воздух под давлением.
Парогенераторы являются известными нагревательными устройствами, используемыми в изготовлении стержней из-за хорошей теплопередачи от пара к материалу штранга. Однако пар может приводить к образованию капель воды при охлаждении. Капли воды могут отрицательно влиять на материал штранга и результат формования. Использование перегретого пара уменьшает или предотвращает образование капель воды. Перегретый пар характеризуется хорошей теплопередачей к материалу штранга.
По меньшей мере один канал для текучей среды из нескольких каналов для текучей среды может содержать блок управления температурой, содержащий датчик температуры и устройство, влияющее на температуру.
Предпочтительно блок управления температурой может быть расположен в формовочной установке между генератором текучей среды и материалом штранга в трубчатом элементе. Предпочтительно блок управления температурой, в частности, датчик температуры, расположен рядом с положением, в котором материал штранга обрабатывают текучей средой под давлением. Это позволяет очень точно измерять температуру текучей среды под давлением, воздействующей на материал штранга, что является преимуществом. Расположение устройства, влияющего на температуру, рядом с местом впрыска текучей среды под давлением позволяет устанавливать или корректировать разницу температур текучей среды под давлением до желаемой температуры текучей среды под давлением для нагревания или охлаждения материала штранга с помощью устройства, влияющего на температуру. Устройство, влияющее на температуру, можно использовать, например, для компенсации температурных потерь текучей среды под давлением, доставляемой от компрессора текучей среды к материалу штранга. Например, температурные потери, вызванные влиянием окружающей среды, воздействующей на формовочную установку, например, из-за длины пути, который должна преодолеть текучая среда под давлением. Устройство, влияющее на температуру, также можно применять для нагревания или охлаждения текучей среды под давлением, подаваемой компрессором текучей среды. Это позволяет настраивать компрессор текучей среды для генерирования текучей среды под давлением при определенной температуре и осуществлять индивидуальную регулировку температуры текучей среды в отдельных каналах для текучей среды рядом с местом впрыска текучей среды под давлением. Это также обеспечивает возможность применения более или менее интенсивного нагревания или охлаждения к материалу штранга или формуемому стержню.
Предпочтительно блок управления температурой расположен как можно ближе к обрабатываемому материалу штранга. В этом случае измеренные температуры точно соответствуют желаемой температуре текучей среды под давлением, воздействующей на материал штранга, что является преимуществом.
Предпочтительно блок управления температурой расположен в концевой секции канала для текучей среды в месте впрыска текучей среды под давлением.
Предпочтительно датчик температуры расположен в сопле канала для текучей среды.
Устройство, влияющее на температуру, может представлять собой нагревательный элемент, выполненный с возможностью нагревать текучую среду под давлением, охлаждающий элемент, выполненный с возможностью охлаждать текучую среду под давлением, или нагревательно-охлаждающий элемент, выполненный с возможностью нагревать или охлаждать текучую среду под давлением.
Предпочтительно устройство, влияющее на температуру, представляет собой нагревательно-охлаждающий элемент. В этом случае текучую среду под давлением можно нагревать или охлаждать в зависимости от температуры текучей среды под давлением, подаваемой компрессором текучей среды, и в зависимости от температуры, желательной в конкретном месте материала штранга и в конкретном состоянии процесса формования.
Нагревательный элемент или охлаждающий элемент могут представлять собой электрические элементы, например, резистивный нагреватель, индуктор и, например, канал для текучей среды, выполненный с возможностью индукционного нагрева, или элемент Пельтье. Нагревательные или охлаждающие элементы также могут быть основаны на нагреве текучей средой или охлаждении текучей средой.
Предпочтительно нагревательный элемент представляет собой резистивный нагреватель, расположенный вокруг канала для текучей среды.
Предпочтительно комбинированный нагревательно-охлаждающий элемент основан на нагревании текучей средой и охлаждении текучей средой. Например, внешняя трубка может быть расположена вокруг канала для текучей среды. Охлаждающую или нагревающую текучую среду можно направлять по каналу для текучей среды между внешней трубкой и внешней частью канала для текучей среды, тем самым охлаждая или нагревая канал для текучей среды и текучую среду под давлением, протекающую внутри канала для текучей среды.
Устройство, влияющее на температуру, может быть расположено внутри канала для текучей среды, например, на внутренней стенке канала для текучей среды, в стенке канала для текучей среды или снаружи канала для текучей среды, например, может быть расположено вокруг канала для текучей среды. Если используется внешнее устройство, влияющее на температуру, предпочтительно материал канала для текучей среды имеет высокую теплопроводность по меньшей мере в области внешнего устройства, влияющего на температуру.
Более одного канала для текучей среды из нескольких каналов для текучей среды, например, три, четыре или даже каждый канал для текучей среды из нескольких каналов для текучей среды могут содержать блок управления температурой. Если более одного канала для текучей среды или все каналы для текучей среды содержат блок управления температурой. Это позволяет очень точно управлять процессом формования, например, изменять или регулировать его для достижения оптимизированного результата, что является преимуществом.
Если в формовочной установке используется компрессор текучей среды в форме газового компрессора и система распределения и каналы для текучей среды системы распределения используются для направления воздуха под давлением к материалу штранга, то блоки управления давлением и блоки управления температурой используются для управления давлением и температурой воздуха под давлением.
Если в формовочной установке используется компрессор текучей среды в форме парогенератора и система распределения и каналы для текучей среды системы распределения используются для направления перегретого пара к материалу штранга, то блоки управления давлением и блоки управления температурой используются для управления давлением и температурой перегретого пара.
Если компрессор текучей среды в форме парогенератора, а также газовый компрессор используются в формовочной установке, оба компрессора текучей среды могут быть соединены с одной и той же системой распределения. Перегретый пар и воздух под давлением могут направляться через один и тот же или через различные каналы для текучей среды в системе распределения. Соответственно, блоки управления давлением и блоки управления температурой могут управлять давлением и температурой перегретого пара и воздуха под давлением.
Предпочтительно перегретый пар и воздух под давлением направляются через различные каналы для текучей среды в одной и той же системе распределения. Предпочтительно перегретый пар направляют через каналы для текучей среды, ведущие к расположенным ранее по ходу потока местам впрыска трубчатого элемента. Предпочтительно газ под давлением направляют через каналы для текучей среды, ведущие к расположенным далее по ходу потока местам впрыска трубчатого элемента. Предпочтительно перегретый пар подводят к двум-трем расположенным раньше всего по ходу потока местам впрыска трубчатого элемента. Предпочтительно воздух под давлением подводят по меньшей мере к расположенному дальше всего по ходу потока месту впрыска трубчатого элемента.
В соответствии с настоящим изобретением сердечник может быть предусмотрен в трубчатом элементе или в одном или нескольких сегментах трубчатого элемента. Сердечник может использоваться для создания внутренней формы в формуемом стержне, например, для создания так называемой полой ацетатной трубки или HAT (hollow acetate tube). В некоторых вариантах осуществления сердечник имеет круглое поперечное сечение, однако возможны другие поперечные сечения, например, в форме многоугольника, такого как треугольник, квадрат, звездочка или другие, в форме значков или пиктограмм, таких как черви, трефы или бубны или другие круглые, овальные или полукруглые формы. Кроме того, поперечное сечение сердечника может быть непрерывным. В альтернативном варианте осуществления поперечное сечение сердечника может изменяться по длине сердечника. Предпочтительно сердечник проходит по участку трубчатого элемента, который нагревается, или через все сегменты трубчатого элемента, которые нагреваются, то есть к которым подводится перегретый пар. Это способствует приданию штрангу нужной формы, пока он еще горячий, что является преимуществом. Предпочтительно сердечник проходит в по меньшей мере один из сегментов трубчатого элемента, к которому подводится воздух под давлением для охлаждения. Это обеспечивает возможность закрепления штранга в нужной форме, что является преимуществом. Предпочтительно сердечник не проходит в по меньшей мере один сегмент трубчатого элемента, к которому подводится воздух под давлением для охлаждения. Это облегчает извлечение штранга с сердечника, что является преимуществом.
Формовочное устройство формовочной установки позволяет изготовлять трубчатые стержни, заполненные или полые стержни. Для изготовления полого стержня трубчатый элемент содержит внутреннюю сердцевину или сердечник для образования непрерывного полого трубчатого стержня из непрерывного материала штранга. Предпочтительно сердечник расположен концентрически внутри трубчатого элемента или внутри одного, нескольких или всех сегментов трубчатого элемента.
В других вариантах осуществления настоящего изобретения по меньшей мере один из сегментов трубчатого элемента содержит формованную внутреннюю трубку, расположенную внутри этого сегмента трубчатого элемента, так что штранг, проходящий через сегмент трубчатого элемента, проходит вдоль внутренней поверхности формованной внутренней трубки. Таким образом, формованная внутренняя трубка может придавать свою форму внешней части штранга в процессе формования. Например, внутренняя трубка имеет круглое поперечное сечение, однако возможны другие поперечные сечения, например, в форме многоугольника, такого как треугольник, квадрат, звездочка или другие, в форме значков или пиктограмм, таких как черви, трефы или бубны или другие круглые, овальные или полукруглые формы. В частности, формованная внутренняя трубка создает ряд канавок по периферии формуемого штранга.
Дополнительно, поперечное сечение внутренней поверхности формованной внутренней трубки может быть непрерывным. В альтернативном варианте осуществления поперечное сечение формованной внутренней трубки может изменяться по длине формованной внутренней трубки. Изменение поперечного сечения может, например, создавать спиральные канавки по периферии формуемого штранга.
Предпочтительно формовочная установка содержит главную систему управления. Главная система управления управляет процессом формования непрерывного стержня. Например, главная система управления получает данные от блоков управления давлением, в случае, когда они доступны, также данные от блоков управления температурой, в случае, когда они доступны, данные от клапанов и предпочтительно также данные от конечного сформованного стержня. Данные от конечного сформованного стержня могут, например, представлять собой диаметр стержня, получаемый от камеры со строчной разверткой. В главной системе управления данные могут анализироваться, и при обнаружении отклонений от желаемого результата, параметры формовки можно корректировать. Главный блок управления может, соответственно, давать команды блокам управления давлением, блокам управления температурой, клапанам или дополнительным элементам формовочной установки, например, системе распределения или устройству для нанесения пластификатора. Главный блок управления можно использовать для управления дополнительными устройствами производственной линии в процессе формования стержня, например, режущим устройством для разрезания непрерывного стержня на отдельные сегменты. С помощью главной системы управления параметры формования, такие как нагревание, охлаждение или давление, применяемые к материалу штранга, могут контролироваться, корректироваться и записываться.
Настоящее изобретение также относится к способу формования непрерывного трубчатого стержня из непрерывного материала штранга. Способ включает обеспечение непрерывного материала штранга, формование непрерывного материала штранга в непрерывный трубчатый стержень в формовочном устройстве и нагревание или охлаждение, предпочтительно нагревание и охлаждение, непрерывного материала штранга во время формования путем подвода текучей среды под давлением от компрессора текучей среды через систему распределения к непрерывному материалу штранга. Способ дополнительно включает измерение давления текучей среды под давлением в по меньшей мере двух каналах для текучей среды системы распределения и обеспечение по меньшей мере двух устройств, влияющих на давление, в системе распределения далее по ходу потока от компрессора текучей среды. Устройства, влияющие на давление, способны и выполнены с возможностью измерять и изменять давление текучей среды под давлением, подаваемой от компрессора текучей среды к непрерывному материалу штранга.
Предпочтительно непрерывный материал штранга подают к формовочному устройству и формуют в непрерывный трубчатый стержень путем пропускания непрерывного материала штранга через трубчатый элемент формовочного устройства. Затем текучую среду под давлением направляют в трубчатый элемент.
Предпочтительно этап изменения давления текучей среды под давлением, подаваемой от компрессора текучей среды к материалу штранга или к трубчатому стержню, включает повышение или понижение давления, предпочтительно за счет воздействия винта на текучую среду под давлением. Воздействие винта является полезным, поскольку его можно использовать в качестве механизма повышения или понижения давления.
Предпочтительно способ включает измерение температуры текучей среды под давлением в месте впрыска и обеспечение устройства, влияющего на температуру, в системе распределения. Устройство, влияющее на температуру, выполнено с возможностью и способно изменять температуру текучей среды под давлением, подаваемой к непрерывному трубчатому стержню или материалу штранга.
Предпочтительно устройство, влияющее на температуру, содержит нагревательный или охлаждающий элемент, более предпочтительно нагревательно-охлаждающий элемент.
Предпочтительно материал штранга содержит ацетилцеллюлозу.
Предпочтительно непрерывный трубчатый стержень представляет собой непрерывную полую ацетатную трубку (HAT).
Способ может дополнительно включать этап нанесения пластификатора на непрерывный материал штранга перед формованием непрерывного трубчатого стержня, в частности, перед нагреванием. Нанесение пластификатора на материал штранга перед формованием материала в стержень влияет на материал стержня. Например, пластификаторы могут улучшать характеристики формования материала штранга, могут повышать стабильность конечного стержня или могут влиять на сопротивление затяжке формованного стержня или давать комбинации этих эффектов.
Способ может дополнительно включать этап разрезания непрерывного трубчатого стержня на отдельные сегменты. Отдельные сегменты могут иметь конечную длину сегмента изделия, генерирующего аэрозоль. Отдельные сегменты также могут иметь длину, составляющую несколько конечных длин, и их можно нарезать до их конечной длины на дополнительном этапе способа в способе изготовления изделий, генерирующих аэрозоль.
Хотя были описаны установка и способ с применением воздуха под давлением для охлаждения, понятно, что воздух под давлением также может использоваться для нагревания, и что также могут использоваться другие газы, подходящие для охлаждения или нагревания. В частности, в альтернативном варианте осуществления или дополнительно можно использовать газы под давлением, которые сжимаются с помощью газового компрессора, например, диоксид углерода или азот под давлением.
Настоящее изобретение также относится к производственной линии для изготовления непрерывного трубчатого стержня. Производственная линия содержит формовочную установку в соответствии с настоящим изобретением, описанную в данном документе. Производственная линия дополнительно содержит устройство для нанесения пластификатора, расположенное ранее по ходу потока от формовочной установки. Устройство для нанесения пластификатора предусмотрено для нанесения пластификатора на непрерывный материал штранга. Производственная линия может дополнительно содержать режущее устройство, расположенное далее по ходу потока от формовочного устройства, для разрезания непрерывного трубчатого стержня на отдельные сегменты стержня.
Настоящее изобретение дополнительно описано относительно вариантов осуществления, которые проиллюстрированы с помощью следующих графических материалов, на которых:
Фиг. 1 представляет собой схематический вид формовочной установки;
Фиг. 2 представляет собой схематический вид формовочной установки с блоком управления температурой;
на Фиг. 3 схематически показана линия изготовления непрерывных стержней;
Фиг. 4 представляет собой схематическое изображение формовочной установки, например, используемой в производственной линии, показанной на Фиг. 3.
на Фиг. 5 показан вид в перспективе формовочной установки, содержащей несколько сегментов трубчатого элемента;
на Фиг. 6 показана формовочная установка с формованной внутренней трубкой в сегментах трубчатого элемента.
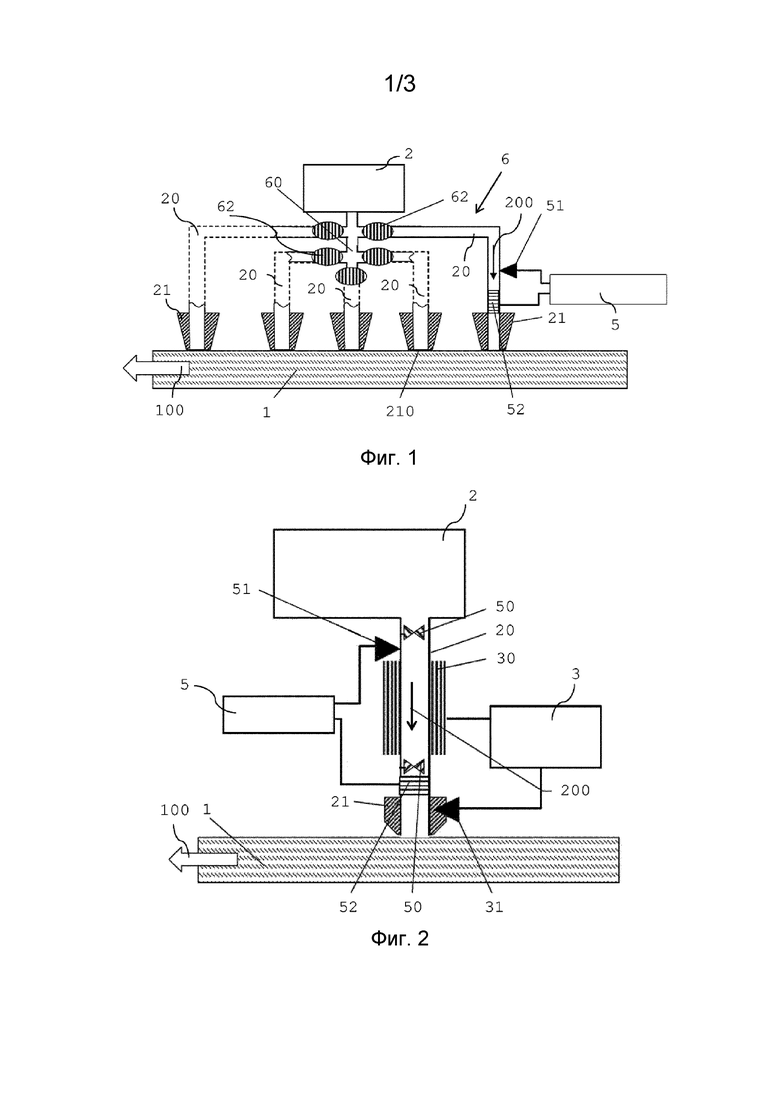
На Фиг. 1 непрерывный материал 1, например, материал штранга, пропитанный пластификатором, например, триацетином, направляется по направлению 100 транспортировки. Непрерывный материал направляют через трубчатый элемент (не показан) и таким образом обрабатывают текучей средой под давлением. Текучая среда под давлением может быть, например, перегретым паром, воздухом под давлением, или и воздухом под давлением, и перегретым паром, предпочтительно в соответствующем порядке для нагревания, а затем охлаждения непрерывного материала штранга, направляемого через трубчатый элемент.
Текучая среда под давлением генерируется компрессором 2 текучей среды и направляется через систему распределения текучей среды 6 к материалу 1 штранга. Таким образом, текучую среду под давлением направляют к трубчатому элементу, по которому пропускают материал 1 штранга с формованием стержня. Направление потока текучей среды под давлением показано стрелкой 200.
Система 6 распределения содержит коллектор 60, распределяющий текучую среду под давлением от компрессора 2 текучей среды во множество отдельных труб 20. Каждая труба 20 содержит клапан 62, что позволяет индивидуально управлять количеством текучей среды под давлением, направляемой в отдельные трубы 20 от компрессора 2 текучей среды, предпочтительно посредством главной системы управления.
Трубы 20 оканчиваются соплами 21, направляющими текучую среду под давлением через места 210 впрыска в трубчатом элементе к материалу 1 штранга. Эта концевая часть системы распределения оборудована блоком 5 управления давлением. Блок 5 управления давлением содержит регулятор давления 52, расположенный в трубе 20, например, клапан. Блок 5 управления давлением также содержит датчик 51 давления, расположенный ранее по ходу потока от регулятора 52 давления. Блок 5 управления давлением также может содержать систему управления данными и систему питания для получения данных от датчика 51 давления и регулятора 52 давления и для подачи питания на регулятор 52 давления, когда это необходимо для создания более высокого давления текучей среды под давлением.
Хотя система распределения 6 и регулятор давления показаны на Фиг. 1 как одна труба 20, оборудованная блоком 5 управления давлением, система распределения 6 содержит по меньшей мере две трубы 20, оборудованные блоком 5 управления давлением. По меньшей мере два блока 5 управления давлением могут быть предусмотрены в соседних трубах 20 или в более отдаленных друг от друга трубах 20. Предпочтительно блок 5 управления давлением расположен в расположенной раньше всего по ходу потока трубе 20 системы распределения, сообщающейся по текучей среде с расположенным раньше всего по ходу потока местом 210 впрыска.
Предпочтительно несколько или все пять труб, показанных на Фиг. 1, оборудованы собственным блоком 5 управления давлением с индивидуальным управлением.
Система управления данными и питания для блока 5 управления давлением предпочтительно интегрированы в главную систему управления, выполненную с возможностью управления формовочной установкой, а также, возможно, дополнительными устройствами, используемыми в процессе изготовления стержней.
На Фиг. 1 компрессор 2 текучей среды может представлять собой газовый компрессор для генерирования воздуха под давлением или парогенератор для генерирования перегретого пара. В этом случае систему 6 распределения текучей среды используют либо как систему распределения воздуха, направляющую воздух под давлением к непрерывному материалу 1 штранга, или как систему распределения пара, направляющую перегретый пар к непрерывному материалу 1 штранга.
В предпочтительном варианте осуществления формовочной установки по Фиг. 1 компрессор 2 текучей среды содержит парогенератор и газовый компрессор. Компрессоры текучей среды соединены с коллектором и системой распределения таким образом, что к по меньшей мере первым двум трубам, если смотреть в направлении 100 транспортировки (две трубы, расположенные раньше всего по ходу потока) подводится перегретый пар, и таким образом, что к по меньшей мере последней трубе, если смотреть в направлении транспортировки 100 (труба, расположенная дальше всего по ходу потока) подводится воздух под давлением для охлаждения.
Давление в других или промежуточных трубах может обеспечиваться перегретым паром или газом под давлением в зависимости от желательных процессов нагревания или охлаждения.
Компрессоры текучей среды могут быть соединены с собственными коллектором и системой распределения, но предпочтительно обеспечивают перегретый пар и воздух под давлением в указанной выше последовательности.
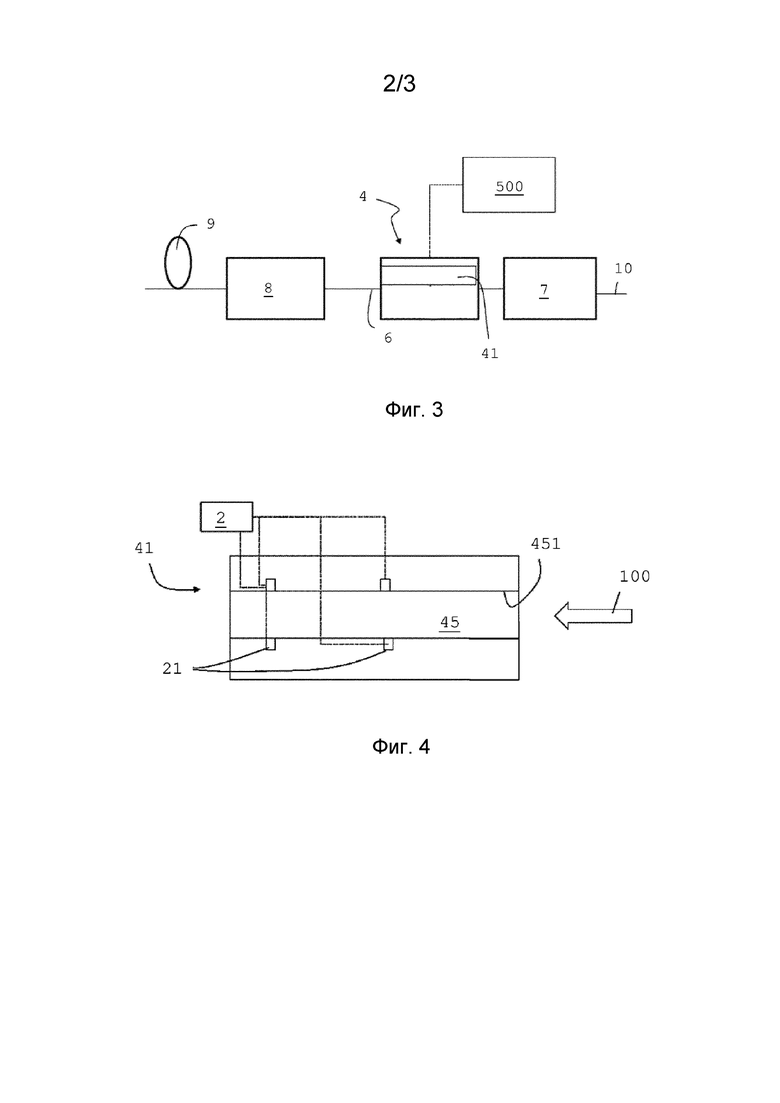
На Фиг. 2 упрощенно показан другой пример формовочной установки. Для одинаковых или аналогичных признаков используются те же или аналогичные номера позиций, что и на Фиг. 1.
Формовочная установка содержит компрессор 2 текучей среды и систему распределения, причем показана только одна труба 20 системы распределения. Труба 20 оборудована блоком 5 управления давлением, установленным в концевой секции системы распределения.
Труба 20 дополнительно оборудована блоком 3 управления температуры.
Непрерывный материал 1 направляют вдоль направления 100 транспортировки и через трубчатый элемент (не показан) и обрабатывают в нем текучей средой под давлением, например, воздухом под давлением, перегретым паром, или и воздухом под давлением, и перегретым паром.
Текучая среда под давлением генерируется компрессором 2 текучей среды и направляется через систему распределения к материалу 1 штранга.
Направление потока текучей среды под давлением показано стрелкой 200.
Показано, что труба 20 оканчивается соплом 21, направляющим текучую среду под давлением к материалу 1 штранга, предпочтительно вкруговую, чтобы воздействовать на всю окружность материала штранга в трубчатом элементе. Концевая часть системы распределения оборудована блоком 3 управления температурой. Блок 3 управления температурой содержит нагревательный элемент 30, например, резистивный нагревательный элемент, окружающий трубу 20. Блок 3 управления температурой также содержит датчик 31 температуры, расположенный в сопле 21. Блок 3 управления температурой также может содержать систему управления данными и систему питания для получения данных от датчика 31 температуры и от нагревательного элемента 30, а также для обеспечения нагревательного элемента 30 питанием для нагревания при необходимости нагревания текучей среды под давлением до более высокой температуры, а также до более высокого давления. Труба 20 изготовлена из материала, способного выдерживать нагрев, создаваемый нагревательным элементом 30.
Система управления данными и система питания для блока 3 управления температурой также могут быть интегрированы в главную систему управления, выполненную с возможностью управления формовочной установкой, в частности, блоками 5 управления давлением, а также, возможно, дополнительными устройствами, используемыми в процессе изготовления стержней.
В некоторых вариантах осуществления нагревательный элемент 3 0 может представлять собой охлаждающий элемент или комбинированный нагревательно-охлаждающий элемент. Это позволяет охлаждать либо нагревать или охлаждать текучую среду под давлением в зависимости от температуры текучей среды под давлением, доставляемой от газового компрессора 2, и температуры текучей среды под давлением, необходимой для обработки непрерывного материала.
Блок 5 управления давлением на Фиг. 2 содержит датчик 51 давления для измерения давления текучей среды под давлением. Датчик давления расположен ранее по ходу потока от нагревательного элемента 30. Блок 5 управления давлением также содержит устройство 50, 52, влияющее на давление. Устройство, влияющее на давление, в показанном варианте осуществления состоит из двух винтов 50 и регулятора 52 давления, например, клапана.
Один из винтов 50 расположен в трубе ранее по ходу потока от датчика 51 давления. Второй винт 50 расположен далее по ходу потока от нагревательного элемента 30, но ранее по ходу потока от регулятора 52 давления, если смотреть в направлении потока текучей среды под давлением. Предпочтительно датчик скорости расположен в положении второго винта для измерения скорости текучей среды под давлением. Поскольку регулятор давления расположен непосредственно ранее по ходу потока от сопла 21, где текучая среда под давлением вводится в трубчатый элемент 41, регулятор давления позволяет очень точно контролировать и корректировать давление текучей среды под давлением, прикладываемое к материалу штранга. В частности, любое повышение давления, которое может иметь место из-за нагревания текучей среды под давлением, может быть уравновешено регулятором 52 давления.
Различные датчики и исполнительные элементы могут измерять давление, температуру и скорость текучей среды под давлением и воздействовать на них.
Как уже упоминалось для варианта осуществления формовочной установки, представленного на Фиг. 1, формовочная установка, показанная на Фиг. 2, также может содержать несколько труб, и некоторое множество или все трубы могут быть оборудованы собственными индивидуально управляемыми блоками 5 управления давлением и собственными индивидуально управляемыми блоками 3 управления температурой.
Блоки 3, 5 управления температурой и давлением позволяют корректировать температуру, давление и скорость текучей среды под давлением после выхода текучей среды под давлением из компрессора 2 и, в целом, на выходе из одной или нескольких труб 20. Последовательное расположение сопел для впрыска и блоков 3, 5 управления температурой и давлением позволяет последовательно получать, предпочтительно независимо, профили температуры и давления в разных точках применения в процессе формования стержня.
Это также работает в случаях, когда одна или более расположенных ранее по ходу потока труб используются для нагревания, а одна или более расположенных далее по ходу потока труб используются для охлаждения, например, путем подведения перегретого пара в расположенной ранее по ходу потока части процесса формования и подведения воздуха под давлением в расположенной далее по ходу потока части процесса. Измерение и регулировка температуры и давления перегретого пара, подаваемого к материалу, позволяют обеспечить контролируемое разжижение и распределение пластификатора в двух материалах. Измерение и корректировка температуры и давления воздуха под давлением, подаваемого к материалу штранга или к уже сформованному, но не полностью стабилизированному стержню, позволяет обеспечить управляемость отверждения и стабилизации формы формуемого стержня. Это преимущество достигается в случае последовательного управления температурой и давлением в процессе нагревания, а также в процессе охлаждения.
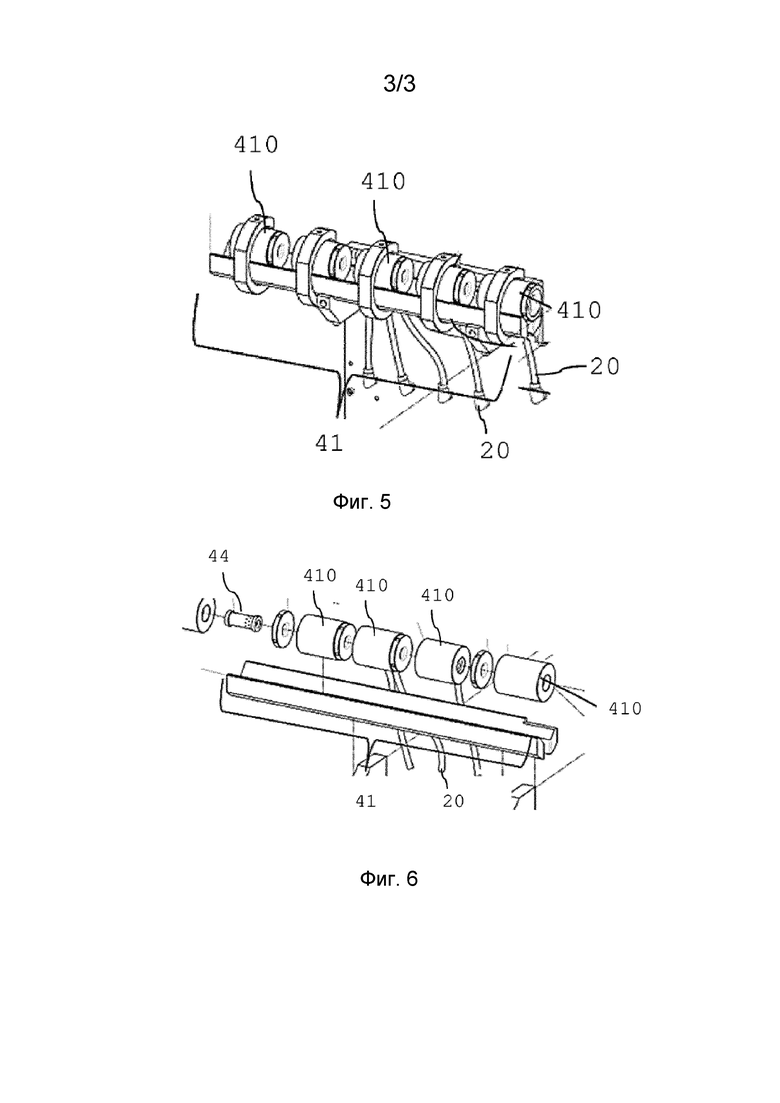
На Фиг. 3 показана производственная линия для изготовления непрерывных стержней или непрерывных компонентов стержней, предпочтительно для изделий, генерирующих аэрозоль. Предпочтительно изготавливают полые стержни из ацетилцеллюлозы, которые разрезают на сегменты. Эти сегменты могут использоваться в устройствах, генерирующих аэрозоль, типа «нагревание без сжигания».
Производственная линия содержит транспортировочное устройство 10 для транспортировки непрерывного материала, например, ацетилцеллюлозного материала штранга, по направлению 100 транспортировки или подачи.
На производственной линии расположен блок 7 подготовки. Транспортировочное устройство 3 подает материал штранга в блок 7 подготовки. Блок 7 подготовки выполнен с возможностью формования непрерывного потока материала штранга, смоченного отверждающей текучей средой или пластификатором, таким как, например, триацетин. В варианте осуществления, представленном на Фиг. 3, блок пластификатора является частью блока 7 подготовки. Блоки пластификатора известны из уровня техники. Блок пластификатора также может быть расположен ранее по ходу потока от блока 7 подготовки. Далее по ходу потока от блока 7 подготовки производственная линия содержит формовочную установку 4, расположенную последовательно с блоком 7 подготовки. Формовочная установка 4 выполнена с возможностью приема потока материала штранга и обеспечения отверждения этого материала с преобразованием материала штранга в непрерывный аксиально жесткий стержень.
Предпочтительно производственная линия дополнительно содержит оберточный блок 8 для заворачивания стержня в оберточную бумагу. Кроме того, производственная линия может содержать режущий блок 9, предпочтительно вращающуюся режущую головку известного типа. Режущий блок 9 расположен далее по ходу потока от формовочной установки 4 и оберточного блока 9 и выполнен с возможностью разрезания стержня на сегменты стержня. Например, желаемую длину сегментов, на которые разрезается стержень, получают с помощью подходящего измерительного устройства (не показано).
Подходящие оберточный блок 8, транспортировочное устройство 10 и режущий блок 9 известны в данной области техники и не будут подробно описаны в дальнейшем.
Производственная линия содержит главную систему 500 управления, выполненную с возможностью приема и отправки сигналов от и к формовочной установке 4. Главная система 500 управления позволяет управлять, например, регуляторами давления, или, если присутствует блок управления температурой, его нагреванием или отсутствием нагревания. Предпочтительно главная система 500 управления также управляет дополнительными блоками производственной линии, например, блоком 7 подготовки и транспортировочным устройством 10. Кроме того, главная система 500 управления может управлять оберточным блоком 8 и режущим блоком 9.
Формовочная установка 4 показана в увеличенном виде на Фиг. 4. Формовочная установка 4 содержит трубчатый элемент 41, выполненный с возможностью приема материала штранга, насыщенного материалом для отверждения. Направление транспортировки транспортировочного устройства 10, а также направление подачи материала штранга в трубчатый элемент 41 формовочной установки 4 показано стрелкой 100.
Трубчатый элемент 41 выполнен с возможностью придания формы материалу штранга с преобразованием его во в целом цилиндрический стержень, например, в заполненный стержень или в полый стержень, и продвижения стержня в направлении 100 подачи к дополнительным компонентам производственной линии.
Трубчатый элемент 41 образует отверстие 45, сквозь которое может проходить материал штранга. Предпочтительно отверстие 45 содержит внутреннюю поверхность 451. Предпочтительно внутренняя поверхность 451 сжимает материал штранга с формованием из материала по существу цилиндрического непрерывного штранга в форме стержня.
Трубчатый элемент 41 может содержать сердечник, расположенный внутри трубчатого элемента. В этом случае непрерывный материал направляют вокруг и вдоль сердечника и внутри внутренней поверхности 451, формуя, таким образом полую трубку из материала штранга.
Формовочная установка 4 дополнительно содержит компрессор 2 текучей среды, сообщающийся по текучей среде с двумя круглыми соплами 21 для впрыскивания текучей среды под давлением во внутреннюю часть трубчатого элемента 41. Текучая среда под давлением либо распределяет, либо отверждает пластификатор, присутствующий в материале штранга, и превращает его в по существу жесткий стержень.
В варианте осуществления по Фиг. 4 трубчатый элемент 41 представляет собой один непрерывный трубчатый элемент, содержащий два места впрыска текучей среды под давлением для воздействия на непрерывный материал. Предпочтительно более двух, например, три-пять сопел 21 присутствуют для впрыска текучей среды под давлением в трех-пяти местах впрыска, расположенных вдоль трубчатого элемента 41.
На Фиг. 5 формовочное устройство содержит трубчатый элемент 41, выполненный в виде множества разделенных элементов, в данном случае, пяти сегментов 410 трубчатого элемента, расположенных последовательно вдоль направления подачи непрерывного материала (справа налево на Фиг. 5).
По меньшей мере труба 20, ведущая к первому из разделенных сегментов 410 элемента (расположенному раньше всего по ходу потока сегменту), оборудована блоком 5 управления давлением и, предпочтительно также блоком 3 управления температурой (не показан). Предпочтительно трубы, ведущие к первому и второму разделенным сегментам 410 элемента, оборудованы блоком 5 управления давлением, и, наиболее предпочтительно также блоком 3 управления температурой. Таким образом, по меньшей мере две расположенные раньше всего по ходу потока трубы 20 изготовлены из материала, устойчивого к нагреванию, обеспечиваемому нагревательным элементом 30.
Предпочтительно последний из раздельных сегментов 410 элемента (расположенный дальше всего по ходу потока сегмент) используют для охлаждения непрерывного стержня, например, путем направления воздуха под давлением во внутреннюю часть сегмента 410 элемента. Для трубы 20, направляющей воздух под давлением к последнему сегменту 410 элемента, не требуется теплостойкость труб с нагревательным элементом и, соответственно, она может быть изготовлена из менее теплостойкого материала, чем трубы, оборудованные нагревательным элементом.
На Фиг. 6 показано, что последний из сегментов 410 трубчатого элемента, если смотреть в направлении транспортировки материала штранга, содержит формованную внутреннюю трубку 44, расположенную в сегменте 410 трубчатого элемента. Штранг, проходящий через сегмент 410 трубчатого элемента, проходит вдоль внутренней поверхности формованной внутренней трубки 44. Таким образом, формованная внутренняя трубка придает свою форму внешней части штранга в процессе формования. Внутренняя поверхность формованной внутренней трубки 44 может представлять внутреннюю поверхность 451 трубчатого элемента, как показано на Фиг. 4.
Предпочтительно формованная внутренняя трубка имеет по существу круглое поперечное сечение. В частности, формованная внутренняя трубка 44 создает ряд канавок по периферии формуемого штранга, например, для прохода воздуха, что является преимуществом. Предпочтительно все сегменты 410 трубчатого элемента в трубчатом элементе 41 содержат внутреннюю трубку 44. Наиболее предпочтительно расположенные ранее по ходу потока сегменты 410 элемента, к которым подводится перегретый пар для нагревания материала штранга, снабжены внутренней трубкой 44.
Мзобретение относится к формовочной установке и способу формования трубчатого стержня из материала штранга. Формовочная установка содержит формовочное устройство с трубчатым элементом, выполненным с возможностью формования непрерывного материала штранга в непрерывный трубчатый стержень. Формовочное устройство содержит компрессор текучей среды для генерирования текучей среды под давлением, причем компрессор текучей среды сообщается по текучей среде с трубчатым элементом для подведения текучей среды под давлением к непрерывному трубчатому стержню для нагревания или охлаждения непрерывного трубчатого стержня. Формовочное устройство дополнительно содержит несколько каналов для текучей среды для подведения текучей среды под давлением от компрессора текучей среды к нескольким местам впрыска, расположенным вдоль пути транспортировки, причем по меньшей мере два канала для текучей среды из нескольких каналов для текучей среды содержат блок управления давлением, содержащий датчик давления и устройство, влияющее на давление. Технический результат - улучшение управления процессом формования для улучшения качества и стабильности формуемых стержней. 3 н. и 11 з.п. ф-лы, 6 ил.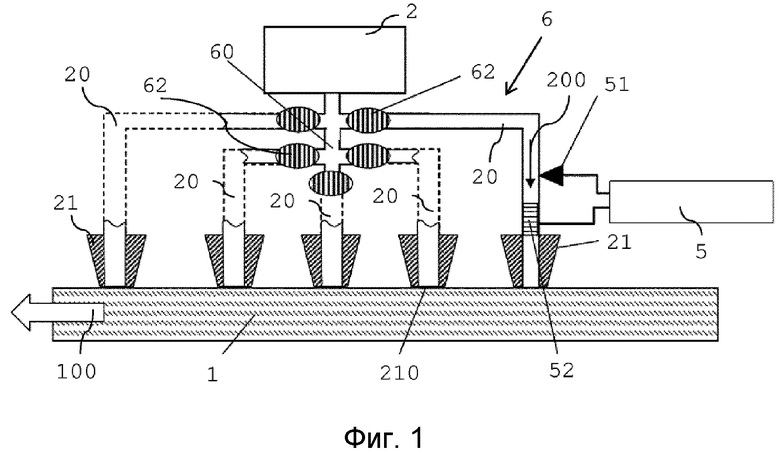
1. Формовочная установка для формования непрерывного трубчатого стержня, содержащая:
путь транспортировки, содержащий путь подачи для непрерывной подачи непрерывного материала штранга по направлению транспортировки пути транспортировки;
формовочное устройство, соединенное с расположенным далее по ходу потока концом пути подачи и выполненное с возможностью формования непрерывного трубчатого стержня из непрерывного материала штранга, причем формовочное устройство содержит: трубчатый элемент, выполненный с возможностью пропускания непрерывного материала штранга через трубчатый элемент с формованием непрерывного трубчатого стержня; компрессор текучей среды, выполненный с возможностью генерирования текучей среды под давлением, причем компрессор текучей среды сообщается по текучей среде с трубчатым элементом для подведения текучей среды под давлением к непрерывному материалу штранга для нагревания или охлаждения непрерывного материала штранга;
при этом формовочное устройство дополнительно содержит несколько каналов для текучей среды для подведения текучей среды под давлением от компрессора текучей среды к нескольким местам впрыска, расположенным вдоль пути транспортировки, причем по меньшей мере два канала для текучей среды из нескольких каналов для текучей среды содержат блок управления давлением, содержащий датчик давления и устройство, влияющее на давление, и при этом блоки управления давлением расположены в концевых секциях по меньшей мере двух каналов для текучей среды в местах впрыска.
2. Формовочная установка по п. 1, отличающаяся тем, что устройства, влияющие на давление, представляют собой регуляторы давления, выполненные с возможностью понижения или повышения давления текучей среды под давлением в по меньшей мере двух каналах для текучей среды.
3. Формовочная установка по любому из предыдущих пунктов, отличающаяся тем, что каждый канал для текучей среды из нескольких каналов для текучей среды содержит блок управления давлением.
4. Формовочная установка по любому из предыдущих пунктов, отличающаяся тем, что по меньшей мере некоторые из нескольких мест впрыска расположены по длине трубчатого элемента.
5. Формовочная установка по любому из предыдущих пунктов, отличающаяся тем, что конец, на котором осуществляется впрыск, по меньшей мере двух каналов для текучей среды содержит сопло.
6. Формовочная установка по любому из предыдущих пунктов, отличающаяся тем, что трубчатый элемент содержит множество сегментов трубчатого элемента, причем каждый сегмент трубчатого элемента содержит место впрыска.
7. Формовочная установка по любому из предыдущих пунктов, отличающаяся тем, что компрессор текучей среды представляет собой парогенератор, выполненный с возможностью генерирования перегретого пара для подведения перегретого пара к непрерывному материалу штранга в трубчатом элементе, или компрессор текучей среды представляет сбой воздушный компрессор, выполненный с возможностью генерирования воздуха под давлением для подведения воздуха под давлением к непрерывному материалу штранга в трубчатом элементе.
8. Формовочная установка по любому из предыдущих пунктов, отличающаяся тем, что по меньшей мере один из каналов для текучей среды из нескольких каналов для текучей среды содержит блок управления температурой, содержащий датчик температуры и устройство, влияющее на температуру.
9. Производственная линия для изготовления непрерывного трубчатого стержня, содержащая формовочную установку по любому из предыдущих пунктов и содержащая устройство для нанесения пластификатора, расположенное ранее по ходу потока от формовочной установки, для нанесения пластификатора на непрерывный материал штранга.
10. Способ формования непрерывного трубчатого стержня из непрерывного материала штранга, включающий:
обеспечение непрерывного материала штранга;
формование непрерывного материала штранга в непрерывный трубчатый стержень в формовочном устройстве;
нагревание или охлаждение непрерывного материала штранга в процессе формования путем подведения текучей среды под давлением от компрессора текучей среды через систему распределения текучей среды к непрерывному материалу штранга, при этом измеряют давление текучей среды под давлением в по меньшей мере двух каналах для текучей среды системы распределения и обеспечивают по меньшей мере два устройства, влияющие на давление, в системе распределения далее по ходу потока от компрессора текучей среды, причем устройства, влияющие на давление, выполнены с возможностью изменения давления текучей среды под давлением, подаваемой от компрессора текучей среды к непрерывному материалу штранга, таким образом измеряя и изменяя давление текучей среды под давлением рядом с местами впрыска текучей среды под давлением.
11. Способ по п. 10, отличающийся тем, что изменение давления текучей среды под давлением, подаваемой от компрессора текучей среды к непрерывному материалу штранга, включает повышение или понижение давления за счет воздействия винта на текучую среду под давлением.
12. Способ по любому из пп. 10 или 11, включающий измерение температуры текучей среды под давлением в месте впрыска и обеспечение устройства, влияющего на температуру, в системе распределения, причем устройство, влияющее на температуру, выполнено с возможностью изменения температуры текучей среды под давлением, подводимой к непрерывному материалу штранга.
13. Способ по п. 12, отличающийся тем, что устройство, влияющее на температуру, содержит нагревательно-охлаждающий элемент.
14. Способ по любому из пп. 10-13, отличающийся тем, что непрерывный материал штранга представляет собой ацетилцеллюлозу, а непрерывный трубчатый стержень представляет собой непрерывную полую ацетатную трубку (HAT).
| WO 2017114871 A1, 06.07.2017 | |||
| WO 2017089514 A1, 01.06.2017 | |||
| WO 2017093131 A1, 08.06.2017 | |||
| EP 3260182 B1, 19.09.2018 | |||
| ПРОИЗВОДСТВО ФИЛЬТРОВ ДЛЯ ТАБАЧНОГО ДЫМА | 2005 |
|
RU2391883C2 |
