Изобретение относится к проверке качества кольцевых сварных соединений трубопроводов в полевых условиях.
Одной из важных характеристик о состоянии сварных швов трубопроводов является положение этих проконтролированных соединений в пространстве.
Известны способы, когда информация о положении проконтролированного сварного соединения определяется с помощью сигналов спутниковой системы навигации.
В заявке US 20140207862, публ. 24.07.2014, МПК G01N 23/04 в системе неразрушающего контроля предлагается использовать сигналы спутниковой системы навигации GPS для определения местоположения проверяемого оборудования.
В заявке WO 2015124870, публ. 27.08.2015, МПК G01N - 023/04 относящейся к способу проверки сварного шва с помощью радиографии описана система записи уникального идентификатора сварному шву перед проверкой, - запись уникального буквенно-цифрового идентификатора. Одной из важных характеристик такого идентификатора является информация о геолокации, связанной со сварным швом. Определение положения сварного шва производится с помощью модуля GPS, который транслирует координаты в идентификатор сварного шва.
Наиболее близким решение является способ по заявке CN 109100376, публ. 28.12.2018, МПК F17D - 005/00, G01N - 023/04. В заявке описан способ, в котором при контроле качества кольцевого шва трубопровода позиционирование сварного соединения производится с помощью спутниковой системы навигации GPS или Beidou.
Однако существует необходимость в увеличении точности определения местоположении кольцевого шва трубопровода при расположении приемника сигналов спутниковой системы навигации на аппаратуре, которая осуществляет контроль сварного шва, обходя трубопровод по образующей трубы.
Техническим результатом заявляемого изобретения является повышение эффективности контроля трубопровода за счет повышения точности определения положения кольцевого шва трубопровода в пространстве и упрощение обслуживания аппаратуры контроля.
Способ контроля кольцевого шва трубопровода с помощью аппаратуры, установленной на направляющих, охватывающих трубу трубопровода, характеризуется тем, что локализуют положение исследуемого сварного шва на местности и записывают результаты локализации на носителе, фиксирующем результаты контроля сварного шва. При этом первоначально закрепляют приемник сигналов спутниковой системы навигации на аппаратуре, которая осуществляет контроль сварного шва, обходя трубопровод по образующей трубы. Принимают сигналы от спутниковой системы навигации в течение всего времени контроля. Затем первоначально усредняют попарно значения координат, полученных при нахождении приемника сигналов спутниковой системы навигации в точках образующей трубы диаметрально противоположных друг другу. А затем усредняют все полученные средние значения координат между собой и далее записывают результаты локализации. Нахождение аппаратуры на образующей трубы определяют с помощью сигналов от датчика угла наклона к горизонту.
Особенностью данного способа является то обстоятельство, что приемник сигналов спутниковой системы навигации устанавливается на аппаратуре контроля сварного шва, осуществляющей контроль, обходя трубопровод по образующей трубы. При этом получают сигналы от спутниковой системы навигации в течение всего времени, пока аппаратура совершает обход сварного шва вокруг трубы. Все полученные сигналы в точках образующей трубы диаметрально противоположных друг другу сначала усредняют попарно, а затем определяют среднее всех полученных значений координат. Такой способ позволяет получить значения координаты нахождения сварного шва трубы, как наиболее достоверного. Это значение записывают на носителе, фиксирующем результаты контроля сварного шва.
Такой способ позволяет повысить точность определения положения кольцевого шва трубопровода в пространстве и одновременно упростить обслуживание аппаратуры контроля. Упрощение обслуживания происходит потому, что определение точных координат происходит автоматически, одновременно с контролем сварного шва.
В частном случае использования способа принимают сигналы от спутниковой системы навигации ГЛОНАСС.
В другом частном случае, принимают сигналы от спутниковой системы навигации GPS.
Изобретение поясняется рисунками.
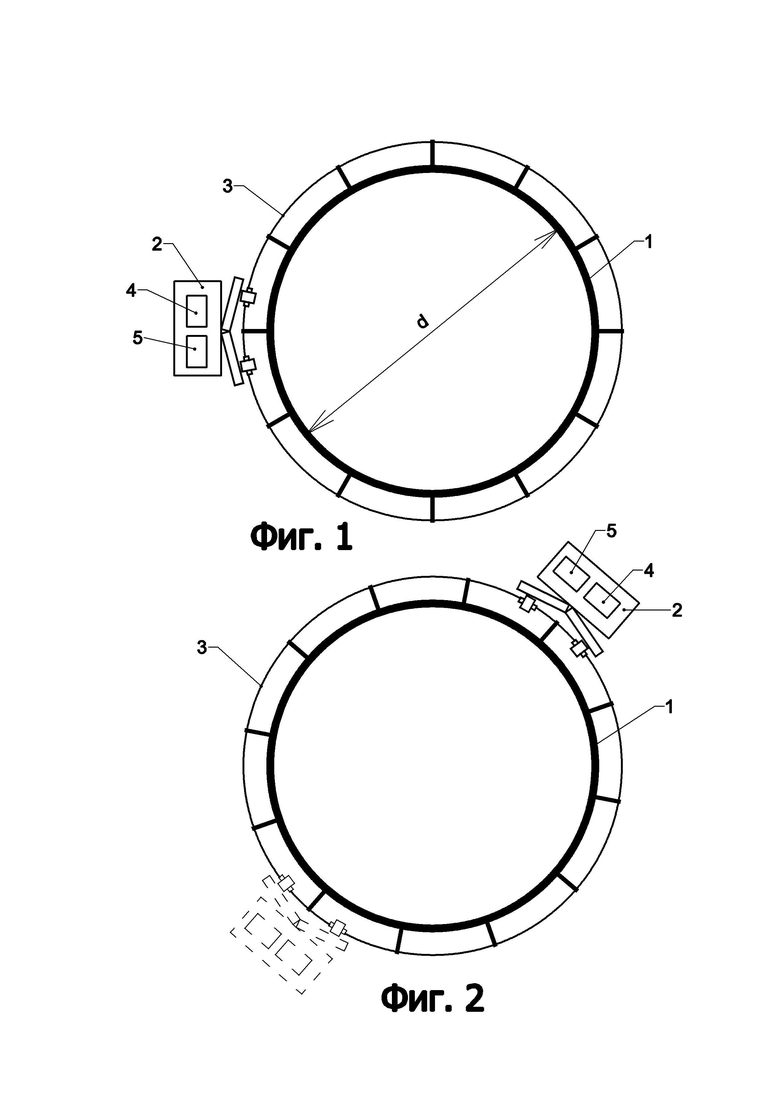
На Фиг. 1 приведена схема расположения аппаратуры контроля на трубе трубопровода
На Фиг. 2 приведена сема, поясняющая этапы попарного усреднения значений координат, полученных от спутниковой системы навигации.
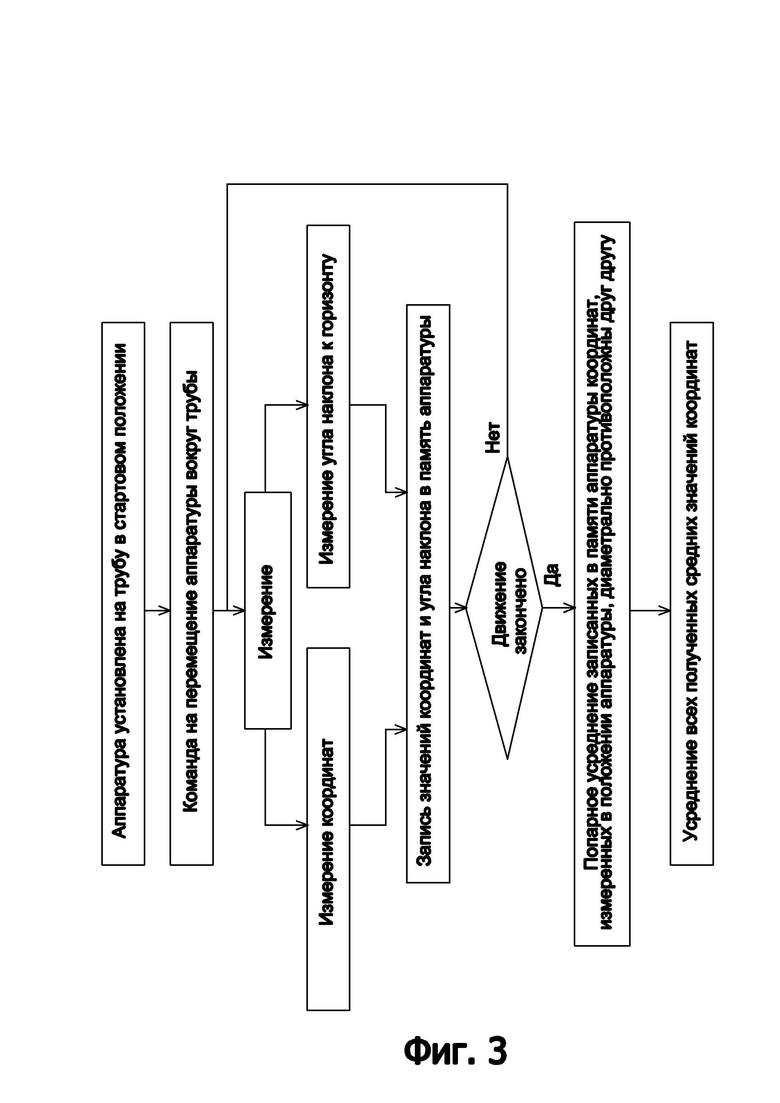
На Фиг 3 приведена блок схема последовательности выполнения способа.
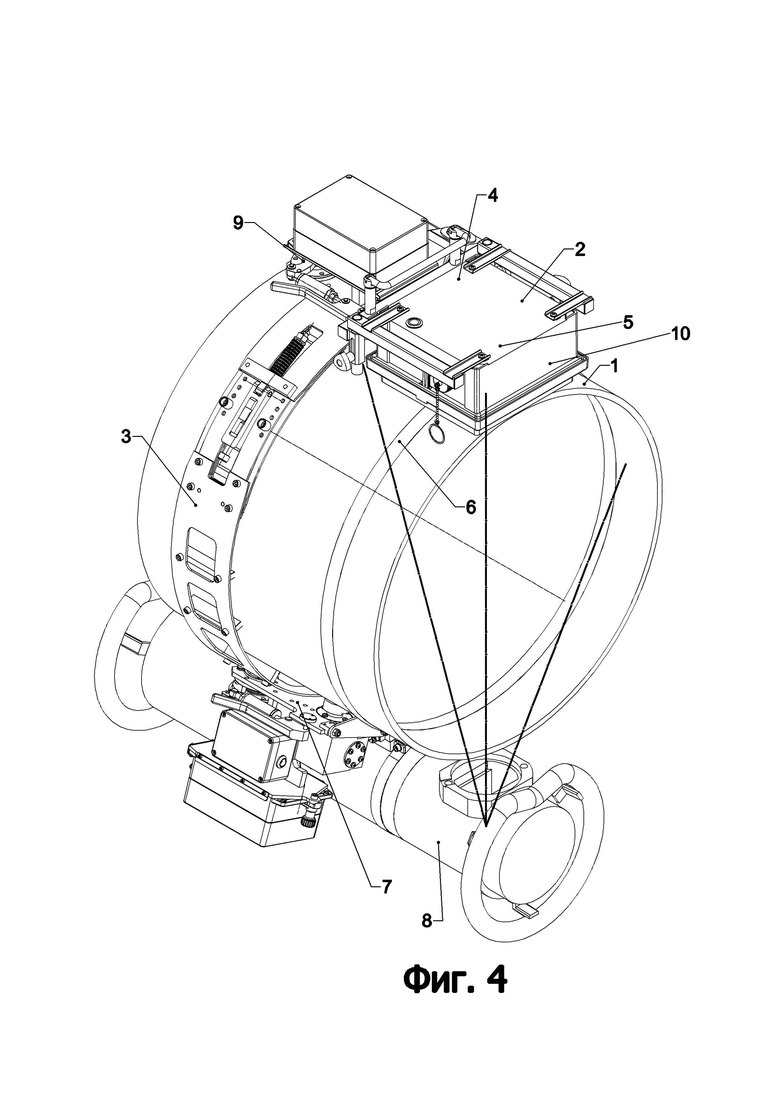
На Фиг. 4 приведен рисунок, поясняющий вариант выполнения способа.
Способ контроля кольцевого шва трубопровода выполняют (Фиг. 1) с помощью аппаратуры 2, установленной на направляющих 3, охватывающих трубу 1 трубопровода.
Неразрушающий контроль трубопровода используется для проверки качества кольцевых сварных соединений. Как правило, кольцевые сварные соединения, подлежащие контролю, находятся близи места их окончательного монтажа вдоль трассы трубопровода. Контроль сварных швов трубопровода может производится подряд. Могут также проверяться все, не проверенные ранее сварные соединения. Известно общее количество кольцевых сварных соединений, подлежащих контролю, в рамках одного участка трубопровода. В случае ошибки оператора в поиске сварного соединения, подлежащего контролю, контроль некоторых сварных соединений может быть произведен повторно, а некоторые сварные соединения могут остаться не проконтролированными. Избежать таких ошибок позволяет знание координат каждого сварного шва.
Расстояние между сварными соединениями как правило составляет около 12 м, что соответствует длине стандартного отрезка трубы большого диаметра. В некоторых случаях, расстояние между сварными соединениями может быть менее 12 м (например, при монтаже отводов, тройников, запорных элементов трубопровода).
Погрешность одиночного определения горизонтальных географических координат известными приемниками сигналов спутниковых систем навигации, не имеющими специальной привязки к базовой точке с известными координатами, может составлять от 2 до 13 метров. При определении координат двух соседних сварных соединений такая погрешность может оказаться слишком высокой.
Значительная часть погрешности определения координат с помощью сигналов от спутниковой системы навигации носит случайный характер. Поэтому погрешность определения координаты может быть сокращена путем выполнения многократных последовательных измерений в одном и том же месте.
За время контроля аппаратура перемещается вокруг кольцевого сварного соединения. При этом аппаратура перемещается на расстояние до 1.5 м по горизонтали и вертикали, что соответствует обходу трубы наибольшего диаметра d (Фиг. 1).
При расчете среднего значения координат необходимо исключить также влияние перемещения оборудования вокруг трубы.
Заявленный способ позволяет исключить влияние на определение координат сварного шва как случайных ошибок, так и ошибок, связанных с определением координат при обходе трубы, в том числе трубы большого диаметра.
Способ выполняется следующим образом.
Первоначально закрепляют приемник 4 сигналов спутниковой системы навигации на аппаратуре 2, которая осуществляет контроль сварного шва, обходя по направляющему поясу 3 трубопровод по образующей трубы 1. Аппаратура 2, с помощью которой определяют состояние трубы может быть, в частности, как аппаратурой радиационного, так и ультразвукового контроля. Принимают сигналы приемником 4 от спутниковой системы навигации (Глонасс, GPS, или другой системы навигации) в течение всего времени контроля состояния сварного шва. При этом нахождение аппаратуры 2 на образующей трубы 1 определяют с помощью сигналов от датчика 5 угла наклона к горизонту, установленного на аппаратуре 2.
Затем усредняют попарно значения координат, полученных при нахождении приемника 4 сигналов спутниковой системы навигации в точках образующей трубы диаметрально противоположных друг другу (Фиг. 2). Таким образом устраняют ошибку измерения, которая появляется из-за измерения в разных точках пространства, обусловленных положением приемника в разных точках на образующей трубы.
Затем усредняют все полученные средние значения координат между собой, тем самым исключая и случайные ошибки, которые связаны с нестабильностью работы генератора, задержками в бортовой аппаратуре спутников, неопределенностью пространственного положения спутников, шумовой ошибкой приемника 4 и др.
Последовательность действий аппаратуры, связанная с определением координат, и обработка данных от приемника 4 сигналов спутниковой системы навигации и датчика 5 угла наклона к горизонту может производится как отдельным вычислительным устройством (на Фиг. не показан), так и вычислительным комплексом аппаратуры 2 (Фиг. 3).
Далее записывают результаты локализации исследуемого сварного шва на местности на носителе. В качестве носителя этих данных может, в частности, служить память аппаратуры 2, в которой также записываются данные о результатах контроля трубы.
На Фиг. 4 приведен вид системы пошагового контроля кольцевого шва 6 трубопровода с источником 8 рентгеновского излучения и с детектором 10 рентгеновского излучения.
Система пошагового контроля кольцевого шва трубопровода 1 включает направляющий пояс 3, на котором устанавливается каретка 7 с источником 8 рентгеновского излучения и каретка 9 с аппаратурой 2, включающей плоскопанельный детектор 10 рентгеновского излучения, приемник 4 сигналов спутниковой системы навигации и датчик 5 угла наклона к горизонту. Каждая из кареток 7, 9 снабжена двигателем, обеспечивающим передвижение каретки.
Нахождение оборудования на сварном соединении гарантированно включает в себя все время контроля, от 2 до 60 минут в зависимости от схемы контроля, диаметра и толщины стенки трубы, требований к качеству контроля.
Способ, в подавляющем большинстве случаев, обеспечит погрешность измерения горизонтальных географических координат не более, чем 6 м, что исключает наложение координат сварных соединений, расположенных на расстоянии 12 метров друг от друга.
Реализация предложенного способа не исчерпывается рассмотренными вариантами, он может быть реализован на различном оборудовании проверки трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ОТСЛЕЖИВАНИЯ ТРАЕКТОРИИ ДВИЖЕНИЯ ВНУТРИТРУБНОГО СНАРЯДА | 2013 |
|
RU2574698C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛОКАЛЬНЫХ СМЕЩЕНИЙ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2001 |
|
RU2206871C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОГРАФИЧЕСКИХ КООРДИНАТ ПОДВОДНОГО ОБЪЕКТА | 2019 |
|
RU2717578C1 |
| Способ и система швартовки судна | 2020 |
|
RU2747521C1 |
| Способ и система для навигационного обеспечения судовождения и определения координат | 2021 |
|
RU2773497C1 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ МЕСТООПРЕДЕЛЕНИЯ НАЗЕМНОГО ПОДВИЖНОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2638358C2 |
| СИСТЕМА СПУТНИКОВОГО МОНИТОРИНГА СМЕЩЕНИЙ ИНЖЕНЕРНЫХ СООРУЖЕНИЙ С ИСПОЛЬЗОВАНИЕМ СПУТНИКОВЫХ НАВИГАЦИОННЫХ СИСТЕМ ГЛОНАСС/GPS | 2011 |
|
RU2467298C1 |
| КОРАБЛЬ ГИДРОГРАФИЧЕСКОЙ И ПАТРУЛЬНОЙ СЛУЖБЫ | 2010 |
|
RU2459738C2 |
| Способ приема и передачи топопривязчиком дифференциальных поправок | 2017 |
|
RU2657337C1 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТ УСТАНОВКИ НАСОСНЫХ СТАНЦИЙ НА ТРАССЕ СБОРНО-РАЗБОРНОГО НЕФТЕПРОДУКТОПРОВОДА | 2017 |
|
RU2664871C1 |
Использование: для контроля кольцевого шва трубопровода. Сущность изобретения заключается в том, что локализуют положение исследуемого сварного шва на местности и записывают результаты локализации на носителе, фиксирующем результаты контроля сварного шва, при этом первоначально закрепляют приемник сигналов спутниковой системы навигации на аппаратуре, которая осуществляет контроль сварного шва, обходя трубопровод по образующей трубы, принимают сигналы от спутниковой системы навигации в течение всего времени контроля, затем первоначально усредняют попарно значения координат, полученных при нахождении приемника сигналов спутниковой системы навигации в точках образующей трубы, диаметрально противоположных друг другу, а затем усредняют все полученные средние значения координат между собой и далее записывают результаты локализации, а нахождение аппаратуры на образующей трубы определяют с помощью сигналов от датчика угла наклона к горизонту. Технический результат: повышение точности определения положения кольцевого шва в пространстве и упрощение обслуживания аппаратуры контроля. 2 з.п. ф-лы, 4 ил.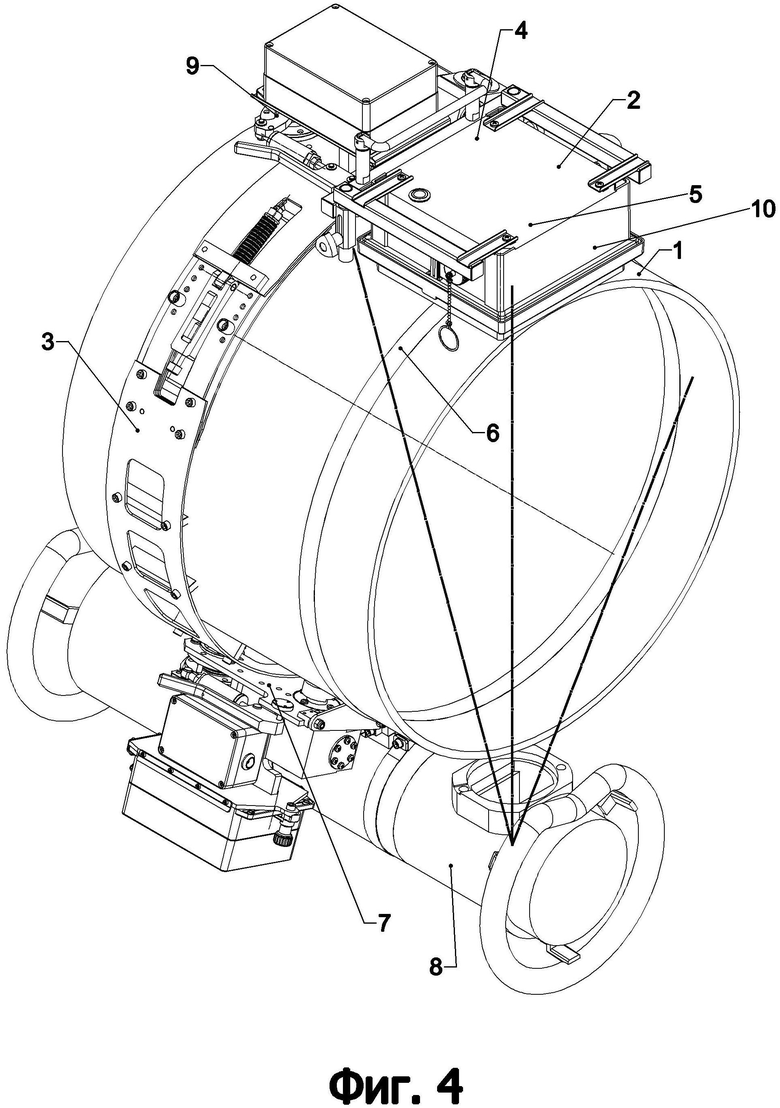
1. Способ контроля кольцевого шва трубопровода с помощью аппаратуры, установленной на направляющих, охватывающих трубу трубопровода, характеризующийся тем, что локализуют положение исследуемого сварного шва на местности и записывают результаты локализации на носителе, фиксирующем результаты контроля сварного шва, при этом первоначально закрепляют приемник сигналов спутниковой системы навигации на аппаратуре, которая осуществляет контроль сварного шва, обходя трубопровод по образующей трубы, принимают сигналы от спутниковой системы навигации в течение всего времени контроля, затем первоначально усредняют попарно значения координат, полученных при нахождении приемника сигналов спутниковой системы навигации в точках образующей трубы, диаметрально противоположных друг другу, а затем усредняют все полученные средние значения координат между собой и далее записывают результаты локализации, а нахождение аппаратуры на образующей трубы определяют с помощью сигналов от датчика угла наклона к горизонту.
2. Способ по п. 1, характеризующийся тем, что принимают сигналы от спутниковой системы навигации ГЛОНАСС.
3. Способ по п. 1, характеризующийся тем, что принимают сигналы от спутниковой системы навигации GPS.
| CN 109100376 A, 28.12.2018 | |||
| WO 2015124870 A1, 27.08.2015 | |||
| US 20140207862 A1, 24.07.2014 | |||
| US 2006288756 A1, 28.12.2006 | |||
| ПОДВОДНЫЙ РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС | 2010 |
|
RU2446983C2 |
| RU 2015123501 A, 10.01.2017. | |||

