(Л
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования длины дуги при сварке плавлением | 1974 |
|
SU561641A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Способ регулирования сварочной дуги в процессе автоматизированной сварки или наплавки с использованием сварочного манипулятора | 2021 |
|
RU2760143C1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| Способ экстремального регулирования мощности сварочной дуги и устройство для его осуществления | 1984 |
|
SU1201081A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| Способ автоматического регулирования глубины проплавления | 1980 |
|
SU984756A1 |
| Способ автоматического регулирования длины дуги при сварке плавлением (его варианты) | 1982 |
|
SU1063554A1 |
СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ ПРИ ЭЛЕКТРОДУГОВОЙ СВАРКЕ И РЕЗКЕ, при котором измеряют интенсивность излучения дуги, полученный сигнал сравнивают с заданным, и сигнал рассогласования используют для управления приводом, влияющим на изменение длины дуги, отличающийся тем, что, с целью повышения точности регулирования, измеряют интенсивность электромагнитного излучения дуги в диапазоне 1-20 мГц.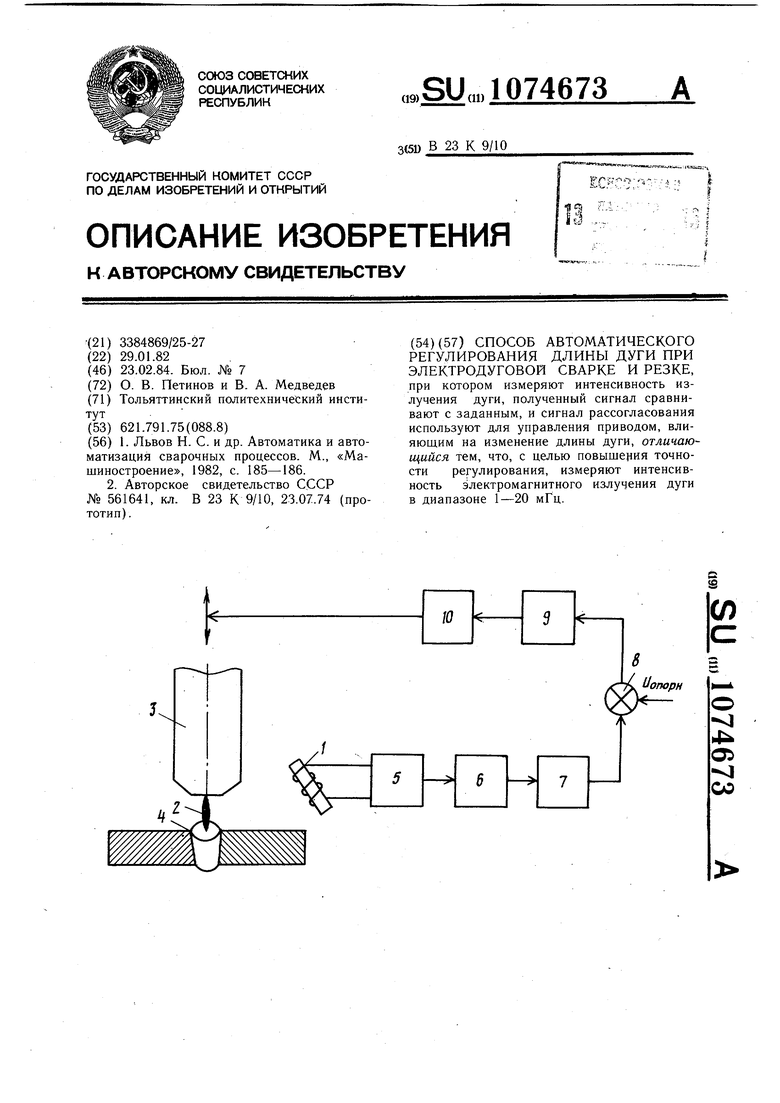
Uonot
IPH
vl
4;;
05
GO Изобретение относится к автоматизации сварочного производства, в частности к способам, регулирующим устойчивость электрической дуги и качество технологического процесса. Иавестен способ автоматического регулирования длины дуги при электродуговой сварке, основанный на использовании пневматических датчиков, и реализуемый на универсальных элементах пневматики 1. К недостаткам способа следует отнести малое быстродействие его реализующих устройств, ведущее к понижению точности в динамических режимах работы. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ регулирования длины дуги, при котором регистрируют интенсивность светового потока излучения сварочной дуги с последующим использованием результата регистрации для управления приводом вертикального перемещения горелки 2. Однако известный способ имеет ряд недостатков, снижающих точность регулирования длины дуги, в частности существенная зависимость интенсивности излучения от сварочного тока, загрязнение фотодатчика, ведущее к сниженной точности, непостоянство оптической плотности среды и нестабильность пространственной ориента-. ции дуги. Цель изобретения - повыщение точности регулирования длины дуги, ведущее к повышению качества сварного шва. Поставленная цель достигается тем, что согласно способу автоматического регулирования длины дуги при электродуговой сварке и резке, при котором измеряют интенсивность излучения дуги, полученный сигнал сравнивают с заданным и сигнал рассогласования используют для управления приводом, влияющим на измерение длины, дуги, измеряют интенсивность электромагнитного излучения дуги в диапазоне 1-20 мГц. На чертеже представлена схема устройства, реализующего предлагаемый способ. Способ регулирования длины дуги основан на том, что электродуговой разряд представляет собой источник электромагнитных колебаний весьма широкого спектра частот. Интенсивность излучения и диапазон частот, в котором оно происходит, зависят от условий существования электрической дуги. Эксперименты, проведенные на электродуговой установке на постоянном и переменном токе показывают, что при любых режимах горения электрической дуги интенсивность излучения в диапазоне 1 - 20 мГц зависит от длины дуги и пропорциональна ей. Устройство, реализующее способ содержит датчик 1 электромагнитного излучения дуги 2, возбужденной между электродом 3 и сварочной ванной 4. Датчик 1 связан через последовательно включенные усилитель 5, низкочастотный фильтр 6 и детектор 7 с одним из входов элемента 8 сравнения. На второй вход элемента 8 сравнения поступает опорное напряжение UoootВыход элемента 8 сравнения через усилитель 9 управляющего сигнала поступает на исполнительный механизм 10 вертикального перемещения электрода. Устройство работает следующим образом. Электромагнитное высокочастотное излучение электрической дуги 2 возбуждает в катушке датчика 1 ЭДС величина, которой пропорциональна длине дуги. ЭДС усиливается усилителем 5 и подается на низкочастотный фильтр 6, отфильтровывающий частоту, равную частоте сварочного тока. Детектором 7 формируется сигнал огибающей высокочастотных колебаний, пропорциональной длине дуги. Этот сигнал поступает на элемент 8 сравнения, где сравнивается с опорным напряжением Циор. При отклонении длины дуги от установленного значения элемент 8 сравнения вырабатывает сигнал рассогласования, который усиливается усилителем 9 и поступает на исполнительный механизм 10, который изменяет длину дуги. Использование предлагаемого способа автоматического регулирования длины дуги позволяет в сравнении с известными способами повысить точность регулирования, так как регистрируемый электромагнитным датчиком сигнал не зависит ни от пространственного положения электрической дуги, ни от оптической плотности среды и определяется только отклонением регулируемого параметра.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Львов Н | |||
| С | |||
| и др | |||
| Автоматика и автоматизация сварочных процессов | |||
| М., «Машиностроение, 1982, с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ автоматического регулирования длины дуги при сварке плавлением | 1974 |
|
SU561641A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
