Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированной электротехнической листовой стали и способу производства текстурированной электротехнической листовой стали.
Уровень техники
Текстурированные электротехнические листовые стали представляют собой магнитно-мягкие материалы, использующиеся в качестве материалов для железных сердечников трансформаторов, генераторов и тому подобного. Текстурированные электротехнические листовые стали характеризуются наличием кристаллической структуры, в которой ориентация <001>, которая соответствует оси легкого намагничивания железа, является с высокой точностью выровненной в соответствии с направлением прокатки листовой стали. Текстура, соответствующая описанной выше, образуется в результате чистового отжига технологического процесса изготовления текстурированной электротехнической листовой стали, где данный чистовой отжиг делает возможным предпочтительный рост до гигантского размера кристаллических зерен при ориентации {110}<001>, имеющей обозначение так называемой «ориентации Госса». От текстурированных электротехнических листовых сталей в качестве продукции требуется наличие таких магнитных свойств, как высокая магнитная индукция и низкие потери в сердечнике.
Магнитные свойства текстурированной электротехнической листовой стали улучшаются в результате приложения к поверхности листовой стали напряжения растяжения (натяжения). В качестве одной широко известной методики приложения к листовой стали напряжения растяжения обычно используют методику, в которой на поверхности листовой стали формируют покрытие из форстерита, имеющее толщину, составляющую приблизительно 2 мкм, а на покрытии из форстерита формируют еще одно покрытие, имеющее толщину, составляющую приблизительно 2 мкм, и образованное, в первую очередь, из силикофосфата.
Говоря более конкретно, покрытие из силикофосфата, характеризующееся более низким коэффициентом теплового расширения, чем соответствующий коэффициент для листовой стали, формируют при высокой температуре и охлаждают до комнатной температуры, в результате чего при использовании разницы коэффициентов теплового расширения между листовой сталью и покрытием из силикофосфата к листовой стали прикладывают напряжение растяжения.
Данное покрытие из силикофосфата также исполняет функцию и изолирующего покрытия, без которого невозможно обойтись для текстурированной электротехнической листовой стали. Вследствие наличия изоляции в листовой стали предотвращается образование локальных вихревых токов.
Поверхность текстурированной электротехнической листовой стали, подвергнутой чистовому отжигу, сглаживают в результате химического полирования или электролитического полирования, а после этого при использовании покрытия поверх листовой стали прикладывают напряжение растяжения, в результате чего ощутимо могут быть уменьшены потери в сердечнике.
Между тем, покрытие из форстерита между листовой сталью и покрытием из силикофосфата пристает к листовой стали вследствие анкерного эффекта. Поэтому гладкость поверхности листовой стали неизбежно ухудшается. Адгезия между силикофосфатом и металлом является настолько низкой, что покрытие из силикофосфата не может быть сформировано непосредственно на отделанной до зеркального блеска поверхности листовой стали. Таким образом, в структуре покрытия обычной текстурированной электротехнической листовой стали (листовой стали/покрытия из форстерита/покрытия из силикофосфата) поверхность листовой стали не может быть сглажена.
В источнике патентной литературы 1 в целях сохранения гладкости поверхности листовой стали, а также приложения к листовой стали большого напряжения растяжения на листовой стали при использовании способа CVD или способа PVD формируют керамическое покрытие, образованное, например, из TiN. В данный момент времени вследствие пропорциональности напряжения растяжения, прикладываемого к листовой стали, толщине керамического покрытия керамическое покрытие формируют имеющим толщину, составляющую, по меньшей мере, 1 мкм.
Однако способы CVD и способы PVD приводят к получению высоких издержек на изготовление, и, в соответствии с этим, желательными являются покрытия, имеющие маленькую толщину в наибольшей степени, что, в свою очередь, в результате приводит к уменьшению напряжения растяжения, прикладываемого к листовой стали.
В источнике патентной литературы 2 для компенсирования уменьшения натяжения вследствие такой маленькой толщины покрытия или для приложения к листовой стали намного более высокого натяжения на керамическом покрытии, имеющем толщину, составляющую 1 мкм и менее, формируют изоляционное придающее натяжение покрытие, образованное из силикофосфата.
Перечень цитирования
Источники патентной литературы:
Источник патентной литературы 1: JP 01-176034 A
Источник патентной литературы 2: JP 64-068425 A
Раскрытие сущности изобретения
Техническая проблема
Изобретатели настоящего изобретения исследовали текстурированную электротехническую листовую сталь, у которой на керамическом покрытии формировали изоляционное придающее натяжение покрытие. В результате, как это было установлено, в случае проведения потребителем и так далее для текстурированной электротехнической листовой стали отжига для снятия напряжений это иногда будет вызывать отслаивание керамического покрытия от соответствующей листовой стали или приводить в результате к получению неудовлетворительных магнитных свойств текстурированной электротехнической листовой стали.
Настоящее изобретение было сделано с учетом вышеизложенного и имеет своей целью предложение текстурированной электротехнической листовой стали, характеризующейся превосходными адгезионной способностью покрытия и магнитными свойствами после отжига для снятия напряжений, а также способа ее производства.
Решение проблемы
Изобретатели настоящего изобретения провели интенсивное исследование для достижения вышеизложенных целей и в результате установили то, что в случае использования для керамического покрытия и изоляционного придающего натяжение покрытия конкретных структур покрытий как адгезионная способность покрытия, так и магнитные свойства будут превосходными даже после отжига для снятия напряжений. Таким образом, было совершено данное изобретение.
Говоря конкретно, в настоящем изобретении предлагаются следующие далее позиции от [1] до [12].
[1] Текстурированная электротехническая листовая сталь, включающая:
листовую сталь;
металлическое покрытие, содержащее металлический элемент и расположенное на листовой стали;
слой покрытия А, которым является керамическое покрытие, содержащее оксид в количестве, составляющем менее, чем 30% (масс.), и расположенное на металлическом покрытии; и
слой покрытия В, которым является изоляционное придающее натяжение покрытие, содержащее оксид и расположенное на слое покрытия А,
где металлическое покрытие имеет толщину в диапазоне от 1,0 до 10,0 нм, и
где металлический элемент характеризуется степенью атомного радиуса, составляющей 10% или более, при этом степень атомного радиуса описывается формулой (1):
(|RFe – RA|/RFe) × 100, ... (1)
где RFe обозначает атомный радиус железа, а RA обозначает атомный радиус металлического элемента.
[2] Текстурированная электротехническая листовая сталь, соответствующая представленной выше позиции [1],
где металлический элемент является, по меньшей мере, одним элементом, выбираемым из группы, состоящей из Ti, Y, Zr, Nb, Mo, Hf, Ta, W и С.
[3] Текстурированная электротехническая листовая сталь, соответствующая представленным выше позициям [1] или [2],
где металлический элемент представляет собой Ta или W.
[4] Текстурированная электротехническая листовая сталь, соответствующая любой одной из представленных выше позиций от [1] до [3],
где слой покрытия А имеет толщину, составляющую не менее, чем 0,01 мкм.
[5] Текстурированная электротехническая листовая сталь, соответствующая любой одной из представленных выше позиций от [1] до [4],
где слой покрытия А имеет толщину, составляющую не более, чем 0,40 мкм.
[6] Текстурированная электротехническая листовая сталь, соответствующая любой одной из представленных выше позиций от [1] до [5],
где слой покрытия В имеет толщину, составляющую не менее, чем 1,0 мкм.
[7] Текстурированная электротехническая листовая сталь, соответствующая любой одной из представленных выше позиций от [1] до [6],
где слой покрытия В имеет толщину, составляющую не более, чем 10,0 мкм.
[8] Текстурированная электротехническая листовая сталь, соответствующая любой одной из представленных выше позиций от [1] до [7],
где слой покрытия А содержит нитрид или карбонитрид.
[9] Способ производства текстурированной электротехнической листовой стали для производства текстурированной электротехнической листовой стали, соответствующей любой одной из представленных выше позиций от [1] до [8],
где металлическое покрытие формируют в результате облучения листовой стали при использовании ионов металла для прикрепления ионов металла к листовой стали или в результате прикреплении к листовой стали металлического элемента, эжектируемого из нити накаливания во время облучения листовой стали при использовании ионов инертного газа.
[10] Способ производства текстурированной электротехнической листовой стали, соответствующий представленной выше позиции [9],
где материал нити накаливания представляет собой W или Та.
[11] Способ производства текстурированной электротехнической листовой стали, соответствующий представленным выше позициям [9] или [10],
где слой покрытия А формируют при использовании способа химического осаждения из паровой фазы или способа физического осаждения из паровой фазы.
[12] Способ производства текстурированной электротехнической листовой стали, соответствующий любой одной из представленных выше позиций от [9] до [11],
где слой покрытия В формируют в результате нанесения химического раствора для получения покрытия на слой покрытия А при использовании валика для нанесения покрытия со следующим далее спеканием в азотной атмосфере.
Выгодные эффекты от изобретения.
В настоящем изобретении могут быть предложены текстурированная электротехническая листовая сталь, характеризующаяся превосходными адгезионной способностью покрытия и магнитными свойствами после отжига для снятия напряжений, а также способ ее производства.
Краткое описание чертежей
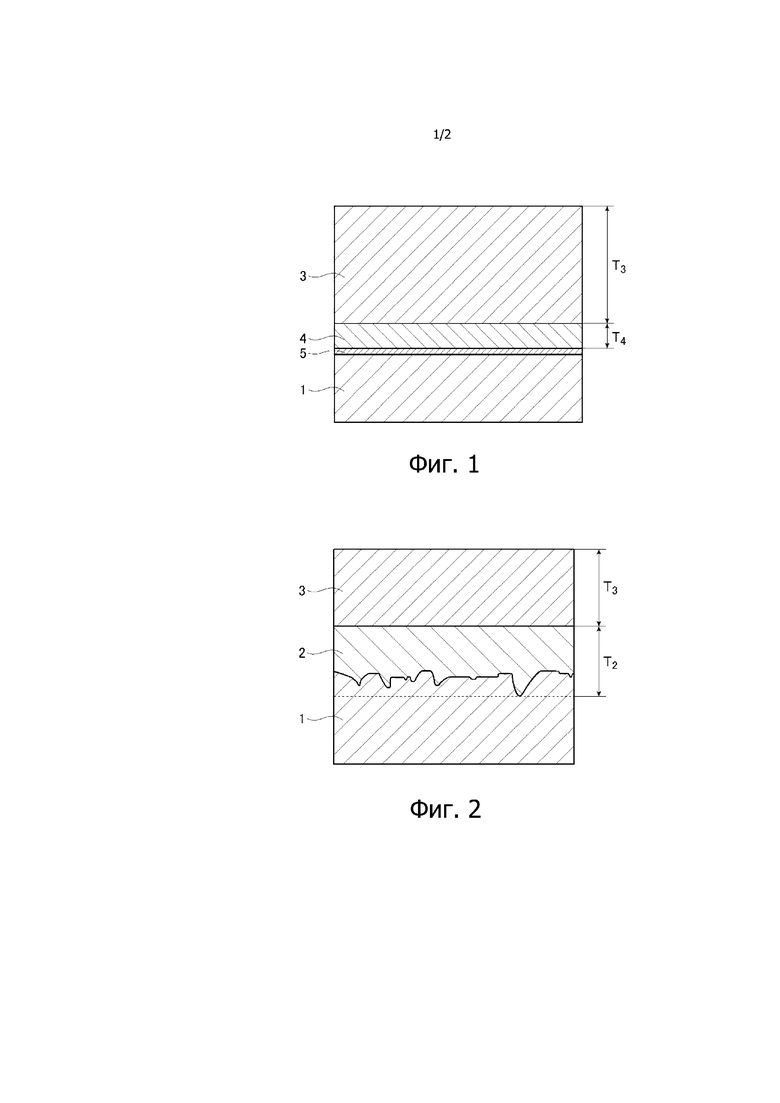
Фигура 1 представляет собой вид в поперечном сечении, схематически демонстрирующий один предпочтительный вариант осуществления текстурированной электротехнической листовой стали изобретения.
Фигура 2 представляет собой вид в поперечном сечении, схематически демонстрирующий обычную текстурированную электротехническую листовую сталь.
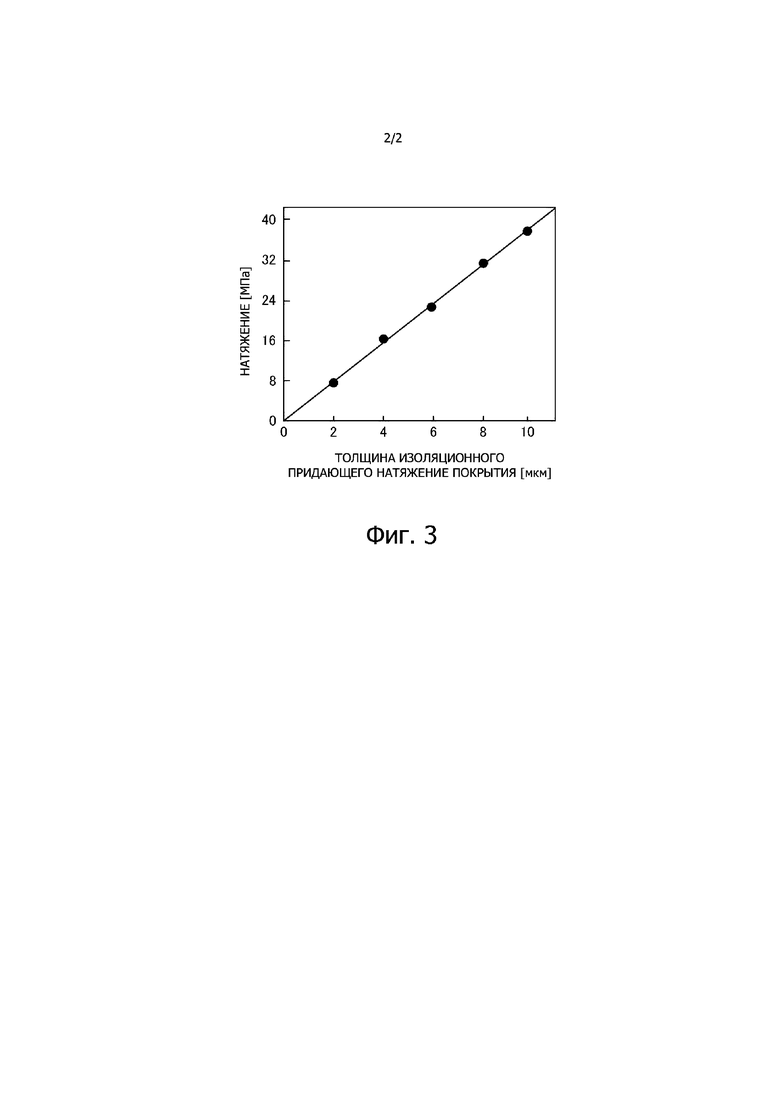
Фигура 3 представляет собой график, демонстрирующий взаимосвязь между толщиной изоляционного придающего натяжение покрытия и натяжением, которое изоляционное придающее натяжение покрытие, имеющее соответственную толщину, прикладывает к соответствующей листовой стали.
Осуществление изобретения
Открытия, полученные изобретателями
На листовой стали формировали керамическое покрытие, имеющее толщину, составляющую не более, чем 1,00 мкм (например, 0,30 мкм), а на нем формировали изоляционное придающее натяжение покрытие, изготовленное из силикофосфата; в случае проведения для получающейся в результате листовой стали отжига для снятия напряжений керамическое покрытие в некоторых случаях от листовой стали отслаивалось (то есть, адгезионная способность покрытия ухудшалась). Изобретатели настоящего изобретения провели множество экспериментов для выяснения того, почему это происходило, и теперь имеют следующие далее идеи.
Использование в качестве материала изоляционного придающего натяжение покрытия силикофосфата, характеризующегося низким коэффициентом теплового расширения, является выгодным в отношении увеличения напряжения растяжения, прикладываемого при использовании изоляционного придающего натяжение покрытия к соответствующей листовой стали, и, тем самым, улучшения магнитных свойств, в то время как компоненты в изоляционном придающем натяжение покрытии окисляют керамическое покрытие в высокотемпературной среде, приводя, таким образом, к образованию продуктов реакции.
Впоследствии продукты реакции во время отжига для снятия напряжений при 800°С на протяжении 3 часов диффундируют в керамическое покрытие с поверхности раздела между изоляционным придающим натяжение покрытием и керамическим покрытием в направлении листовой стали; при дальнейшем диффундировании продуктов реакции и достижении ими поверхности раздела между керамическим покрытием и листовой сталью они вступают в реакцию с Fe листовой стали и образуют выделения.
После этого во время технологического процесса охлаждения при отжиге для снятия напряжений, то есть, в начале приложения напряжения к поверхности раздела между листовой сталью и керамическим покрытием вследствие разницы коэффициентов теплового расширения, выделения не могут полностью воспринимать напряжение и, следовательно, отслаиваются от листовой стали. Таким образом, керамическое покрытие отслаивается от листовой стали. Говоря другими словами, адгезионная способность покрытия ухудшается.
Для устранения данной проблемы изобретатели настоящего изобретения рассмотрели формирование металлического покрытия на поверхности листовой стали в целях подавления образования выделений, которые оказывают неблагоприятное воздействие на адгезионную способность покрытия.
Для данной цели должно быть эффективным формирование металлического покрытия, характеризующегося низкой реакционной способностью. Однако, в случае растворения металлического покрытия в листовой стали с образованием твердого раствора образование выделений не может быть подавлено в достаточной степени. Для избегания появления высоких издержек металлическое покрытие, само собой разумеется, должно быть тонким, и добавление других технологических процессов, таких как плакирование, также является неблагоприятным.
Как это установили изобретатели настоящего изобретения, в случае прикрепления к поверхности листовой стали металлического элемента, характеризующегося степенью атомного радиуса, составляющей 10% или более, в результате ионного облучения на листовой стали может быть сформировано металлическое покрытие при отсутствии его растворения в листовой стали и без какого-либо увеличения издержек, при этом степень атомного радиуса описывается формулой (1):
(|RFe – RA|/RFe) × 100, ... (1)
где RFe обозначает атомный радиус железа, а RA обозначает атомный радиус металлического элемента, прикрепленного к поверхности листовой стали.
Как это установили изобретатели настоящего изобретения, в результате выбора в качестве металлического элемента в металлическом покрытии элемента, характеризующегося увеличенной постоянной кристаллической решетки, увеличивается натяжение, прикладываемое керамическим покрытием, сформированным на листовой стали.
В дополнение к этому, как это установили изобретатели настоящего изобретения, в случае прикрепления к поверхности листовой стали элемента, эжектируемого из нити накаливания во время облучения при использовании ионов инертного газа, потери в сердечнике могут быть дополнительно уменьшены в сопоставлении с тем, что имеет место для облучения при использовании ионов металла.
Фигура 1 представляет собой вид в поперечном сечении, схематически демонстрирующий один предпочтительный вариант осуществления текстурированной электротехнической листовой стали изобретения. Фигура 2 представляет собой вид в поперечном сечении, схематически демонстрирующий обычную текстурированную электротехническую листовую сталь.
Прежде всего, как это продемонстрировано на Фигуре 2, типичную текстурированную электротехническую листовую сталь обычно конфигурируют таким образом, чтобы покрытие из форстерита 2 было бы расположено на листовой стали 1, а изоляционное придающее натяжение покрытие 3 было бы сформировано на покрытии из форстерита. На Фигуре 2 толщина Т2 покрытия из форстерита 2 составляет приблизительно 2 мкм, и толщина Т3 изоляционного придающего натяжение покрытия 3 составляет приблизительно 2 мкм.
С другой стороны, на Фигуре 1 покрытие из форстерита 2 в обычном случае (смотрите Фигуру 2) заменяют на керамическое покрытие 4. Говоря более конкретно, на поверхности листовой стали 1, сглаженной при использовании химического полирования, электролитического полирования или другого способа, формируют металлическое покрытие 5, а на поверхности металлического покрытия 5 при использовании способа CVD или способа PVD формируют керамическое покрытие 4. Поскольку на Фигуре 1 толщина Т4 керамического покрытия 4 составляет не более, чем, например, 1,00 мкм, даже в случае увеличения толщины Т3 изоляционного придающего натяжение покрытия 3 до толщины, составляющей 2,0 мкм или более, эффективный объем листовой стали (коэффициент заполнения пакета сердечника) для текстурированной электротехнической листовой стали при использовании в качестве трансформатора не уменьшится.
Вследствие наличия обычно пропорциональности натяжения, прикладываемого при использовании покрытия к листовой стали, толщине покрытия увеличение толщины изоляционного придающего натяжение покрытия должно быть эффективным в отношении улучшения магнитных свойств.
Как это установили изобретатели настоящего изобретения, в результате подстраивания скорости вращения валика для нанесения покрытия, относительной плотности химического раствора для получения покрытия или других факторов и, тем самым, увеличения толщины получающегося в результате изоляционного придающего натяжение покрытия увеличивается натяжение, прикладываемое к соответствующей листовой стали, и, таким образом, получающаяся в результате текстурированная электротехническая листовая сталь может приобрести улучшенные магнитные свойства.
Текстурированная электротехническая листовая сталь и способ ее производства
Ниже еще раз описывается текстурированная электротехническая листовая сталь изобретения.
Текстурированная электротехническая листовая сталь изобретения является текстурированной электротехнической листовой сталью, включающей листовую сталь; металлическое покрытие, содержащее металлический элемент и расположенное на листовой стали; слой покрытия А, который представляет собой керамическое покрытие, содержащее оксид в количестве, составляющем менее, чем 30% (масс.), и расположенное на металлическом покрытии; и слой покрытия В, который представляет собой изоляционное придающее натяжение покрытие, содержащее оксид и расположенное на слое покрытия А, где металлическое покрытие имеет толщину в диапазоне от 1,0 до 10,0 нм, и металлический элемент характеризуется степенью атомного радиуса, составляющей 10% или более, при этом степень атомного радиуса описывается формулой (1):
(|RFe – RA|/RFe) × 100, ... (1)
где RFe обозначает атомный радиус железа, а RA обозначает атомный радиус металлического элемента.
Текстурированная электротехническая листовая сталь изобретения является превосходной в отношении адгезионной способности покрытия после отжига для снятия напряжений (ниже в настоящем документе также просто называемой «адгезионной способностью покрытия»), а также в отношении магнитных свойств после отжига для снятия напряжений (ниже в настоящем документе также просто называемых «магнитными свойствами»).
Текстурированная электротехническая листовая сталь изобретения ниже описывается более подробно. Следующее далее описание изобретения также охватывает и способ производства текстурированной электротехнической листовой стали, соответствующей настоящему изобретению.
Листовая сталь
На тип листовой стали конкретного ограничения не накладывают, и листовая сталь, описанная ниже, представляет собой один пример.
В качестве слитка, который формирует листовую сталь, ради магнитных свойств предпочтительно используют слиток, содержащий в качестве компонентов в стали при выражении через уровни массового процентного содержания С в количестве в диапазоне от 0,002% до 0,10%, Si в количестве в диапазоне от 2,5% до 4,0% и Mn в количестве в диапазоне от 0,005% до 0,50%, а также содержащий Al в количестве в диапазоне от 0,010% до 0,050% и N в количестве в диапазоне от 0,003% до 0,020% или Al в количестве в диапазоне от 0,010% до 0,050%, N в количестве в диапазоне от 0,003% до 0,020%, Se в количестве в диапазоне от 0,003% до 0,030% и/или S в количестве в диапазоне от 0,002% до 0,03%, при этом остаток представляет собой неизбежные примеси и Fe. Однако, на слиток для данного использования этим ограничения не накладывают.
Такой слиток подвергают горячей прокатке, а после этого несколько раз холодной прокатке при проведении нескольких раз отжига в промежутке между ними для получения, тем самым, конечной холоднокатаной листовой стали, которую, в свою очередь, подвергают обезуглероживающему отжигу и чистовому отжигу для обеспечения развития подвергнутых вторичной рекристаллизации зерен, характеризующихся ориентацией Госса. Таким образом, получают листовую сталь. В данном технологическом процессе количество раз холодной прокатки предпочтительно доходит вплоть до двух раз в целях достижения баланса между магнитными свойствами и издержками.
В числе вышеупомянутых компонентов в стали С удаляют в результате обезуглероживающего отжига, а очищение от Al, N, Se и S проводят в результате чистового отжига таким образом, что данные компоненты должны содержаться в листовой стали, подвергнутой чистовому отжигу, в следовых количествах, которые рассматриваются в качестве количества неизбежных примесей.
После этого покрытие из форстерита на поверхности листовой стали удаляют в результате травления или при использовании другого способа.
Таким образом, исходя из аспекта изготовления в соответствии с обычным проведением технологического процесса предпочитается покрытие из форстерита формировать на поверхности листовой стали, а после этого его удалять в результате травления. Несмотря на благоприятность формирования покрытия из форстерита для обезуглероживания листовой стали в случае использования другого способа обезуглероживания формирование покрытия из форстерита не является обязательным.
После удаления покрытия из форстерита с поверхности листовой стали поверхность листовой стали сглаживают при использовании такого способа, как химическое полирование или электролитическое полирование.
Обычно по мере увеличения шероховатости состояния поверхности листовой стали адгезионная способность покрытия дополнительно улучшается вследствие анкерного эффекта. В противоположность этому, по мере увеличения гладкости состояния поверхности листовой стали магнитный домен легче перемещается, и, в соответствии с этим, возрастает величина улучшения магнитных свойств при приложении напряжения натяжения.
В настоящем изобретении даже при использовании листовой стали, подвергнутой химическому полированию, которое в наибольшей степени может сглаживать поверхность листовой стали, слой покрытия А (керамическое покрытие) после отжига для снятия напряжений не отслаивается, и, таким образом, может быть сохранена превосходная адгезионная способность покрытия. Поэтому предпочтительным является сглаживание поверхности листовой стали в степени, возможной при использовании химического полирования или электролитического полирования, в целях достижения среднеарифметической шероховатости Ra, составляющей не более, чем 0,4 мкм.
Металлическое покрытие
Текстурированная электротехническая листовая сталь изобретения включает металлическое покрытие, содержащее металлический элемент и расположенное на поверхности листовой стали, соответствующей вышеупомянутой.
Металлический элемент
Металлическим элементом, содержащимся в металлическом покрытии, (ниже в настоящем документе также обозначаемым термином «металлический элемент А») является элемент, характеризующийся степенью атомного радиуса, составляющей 10% или более, при этом степень атомного радиуса, описывающаяся формулой (1), (ниже в настоящем документе также просто называемая «степенью атомного радиуса») соответствует правилам Юма-Розери:
(|RFe – RA|/RFe) × 100, ... (1)
где RFe обозначает атомный радиус железа, а RA обозначает атомный радиус металлического элемента.
В случае расположения металлического покрытия, соответствующего вышеупомянутому, между листовой сталью и слоем покрытия А (керамическим покрытием) адгезионная способность покрытия может быть улучшена при отсутствии растворения металла в листовой стали. Магнитные свойства также являются превосходными.
Степень атомного радиуса металлического элемента А предпочтительно составляет 20% или более. На ее верхнее предельное значение конкретного ограничения не накладывают, и оно составляет, например, 40% и менее.
В качестве металлического элемента А предпочтительными являются элементы, характеризующиеся большой постоянной кристаллической решетки. При наличии данного условия постоянная кристаллической решетки для керамического покрытия, сформированного на металлическом покрытии, должна быть большой, что, таким образом, приводит к увеличению натяжения, обусловленного рассогласованием параметров кристаллической решетки по отношению к листовой стали.
Одним предпочтительным примером металлического элемента А, соответствующего вышеупомянутому, является, по меньшей мере, один элемент, выбираемый из группы, состоящей из Ti, Y, Zr, Nb, Mo, Hf, Ta, W и С; в их числе предпочтительными являются Ta или W, поскольку адгезионная способность покрытия и магнитные свойства становятся в большей степени превосходными.
С (углерод), который представлен в перечне для металлического элемента А, обычно не считается металлическим элементом, но должен рассматриваться в качестве металлического элемента до тех пор, пока он будет содержаться в металлическом покрытии.
Уровень содержания металлического элемента А в металлическом покрытии предпочтительно составляет не менее, чем 95% (масс.), а более предпочтительно не менее, чем 98% (масс.); еще более предпочтительно металлическое покрытие по существу образовано из металлического элемента А.
Как это предполагается в настоящем изобретении, в случае формирования металлического покрытия при использовании способа 1 или 2, которые будут описываться ниже, уровень содержания металлического элемента А в получающемся в результате металлическом покрытии будет попадать в пределы вышеупомянутого диапазона.
Толщина
Металлическое покрытие имеет толщину в диапазоне от 1,0 до 10,0 нм.
Металлическое покрытие, будучи чрезмерно толстым, может в результате привести к получению недостаточных адгезионной способности покрытия и магнитных свойств, в то время как металлическое покрытие, будучи чрезмерно тонким, может в результате привести к получению недостаточных магнитных свойств. В случае попадания толщины металлического покрытия в пределы вышеупомянутого диапазона как адгезионная способность покрытия, так и магнитные свойства будут превосходными.
Для определения толщины металлического покрытия при использовании устройства ПЭМ (просвечивающего электронного микроскопа) наблюдают чешуйку (поперечное сечение), срезанную при использовании пучка ФИП (фокусированного ионного пучка), и получают среднее значение для результатов измерения в заданных десяти местах.
Способ формирования покрытия
Примеры способов формирования металлического покрытия на листовой стали включают: способ, включающий облучение при использовании ионов металла, (способ 1); и способ, включающий облучение при использовании ионов инертного газа, (способ 2).
Говоря более конкретно, способом 1 является способ, включающий сублимирование и ионизирование металлической мишени при использовании дугового разряда и облучение листовой стали при использовании ионизированного металла (ионов металла) для прикрепления металла к листовой стали.
В способе 1 листовую сталь облучают при использовании ионов описанного выше металлического элемента А, используя металлическую мишень из металлического элемента А. Таким образом, на листовой стали формируют металлическое покрытие, содержащее металлический элемент А.
Еслили более конкретно описывать способ 2, то, прежде всего, в вакуумную камеру вводят инертный газ (например, Ar в газообразном состоянии, Kr в газообразном состоянии, Xe в газообразном состоянии) и от внешнего источника питания на нить накаливания, расположенную в вакуумной камере, подают электрический ток. Следовательно, нить накаливания раскаляется и высвобождает термоионы. Атомы инертного газа сталкиваются с термоионами и, тем самым, ионизируются. В случае приложения к листовой стали отрицательного напряжения ионизированный инертный газ (ионы инертного газа) будут прикрепляться к листовой стали таким образом, что поверхность листовой стали будет подвергаться воздействию газа. В ходе данного воздействия к поверхности листовой стали прикрепляется металлический элемент, эжектируемый из нити накаливания.
В способе 2 при использовании металлического элемента А в качестве элемента для материала нити накаливания на листовой стали формируют металлическое покрытие, содержащее металлический элемент А.
В качестве элемента для материала нити накаливания предпочтительными являются W или Та. Данные элементы демонстрируют высокие температуры плавления и, таким образом, являются подходящими для использования в качестве материала нити накаливания и, в дополнение к этому, не растворяются в железе и характеризуются большой постоянной кристаллической решетки; поэтому использование данных элементов делает возможным достижение в большей степени превосходных адгезионной способности покрытия и магнитных свойств.
Исходя из сопоставления способов 1 и 2 способ 2 является предпочтительным, поскольку он легче может предотвратить избыточное прикрепление металлического покрытия, и, таким образом, гладкость поверхности листовой стали может быть дополнительно улучшена.
При использовании любого из способов ионы, эжектируемые в направлении листовой стали, (эжектируемые ионы) ускоряются под воздействием напряжения, приложенного к листовой стали. Абсолютное значение данного напряжения предпочтительно составляет не менее, чем 300 В. Чрезмерно низкое напряжение приводит к получению низкой кинетической энергии эжектируемых ионов, что может в результате привести к их избыточному прикреплению к листовой стали; в случае попадания напряжения в пределы вышеупомянутого диапазона величина прикрепления к листовой стали должна быть надлежащей.
Абсолютное значение напряжения более предпочтительно составляет не менее, чем 500 В, но не более, чем 1000 В. В случае попадания напряжения в пределы данного диапазона эжектируемые ионы должны обладать надлежащей кинетической энергией таким образом, что может быть предотвращено избыточное увеличение шероховатости поверхности листовой стали, что, таким образом, в результате приводит к получению в еще большей степени превосходных адгезионной способности покрытия и магнитных свойств.
В целях достижения низких издержек и надлежащей величины прикрепления металлического покрытия время ионного облучения предпочтительно составляет не более, чем 10 минут.
Слой покрытия А: Керамическое покрытие
Текстурированная электротехническая листовая сталь изобретения включает слой покрытия А, который представляет собой керамическое покрытие, расположенное на поверхности металлического покрытия, соответствующей вышеупомянутому.
Состав
Оксид
Количество оксида в слое покрытия А (керамическом покрытии) составляет менее, чем 30% (масс.), предпочтительно не более, чем 15% (масс.), более предпочтительно не более, чем 5% (масс.), а еще более предпочтительно не более, чем 2% (масс.).
Количество оксида в керамическом покрытии может быть измерено при использовании рентгеновской флуоресценции, используя стандартный лист, характеризующийся известной композицией.
Примеры элементов в оксиде, отличных от атома кислорода (О), включают соответствующие элементы перечисленные в качестве элементов в неоксиде, отличных от С и N, что описывается ниже.
Неоксид
Компонентом (компонентом, отличным от оксида), содержащимся в слое покрытия А (керамическом покрытии), является, по меньшей мере, компонент, выбираемый из группы, состоящей, например, из карбида, нитрида и карбонитрида.
В случае содержания в керамическом покрытии нитрида или карбонитрида адгезионная способность покрытия дополнительно улучшится.
В случае неоксида, являющегося, по меньшей мере, неоксидом, выбираемым из группы, состоящей из карбида, нитрида и карбонитрида, одним примером элемента в неоксиде, отличным от С и N, является, по меньшей мере, элемент, выбираемый из группы, состоящей из Cr, Ti, Al, Si, Zr, Mo, Y, Nb, W, Fe, Mn, Ta, Ge и Hf, и в их числе предпочтительным является, по меньшей мере, элемент, выбираемый из группы, состоящей из Cr, Ti, Al, Si, Zr, Mo, Y, Nb и W.
В качестве неоксида предпочтительными являются нитрид или карбонитрид, обладающие структурой каменной соли.
Неоксид предпочтительно представляет собой компонент, вносящий свой вклад в по возможности наибольшее улучшение стойкости к окислению нитрида и тому подобного в керамическом покрытии. В соответствии с графиком Аррениуса, составленным авторами Р. Panjan et al. (P. Panjan et al. Thin Solid Films, 281-282, (1996), 298) добавление Ti и тому подобного к Cr-содержащему нитриду может приводить к получению увеличенной стойкости к окислению. В соответствии с этим, в благоприятном случае также может быть использован и неоксид, такой как неоксид, содержащий три или более элементов, например, TiCrN и AlCrN.
Количество неоксида в керамическом покрытии предпочтительно составляет не менее, чем 70% (масс.). Более предпочтительным является, чтобы керамическое покрытие было бы по существу образовано из неоксида.
В настоящем изобретении в качестве количества неоксида в керамическом покрытии может быть рассмотрена величина, полученная в результате вычитания количества оксида из совокупной массы керамического покрытия.
Толщина
Ради подавления увеличения издержек толщина слоя покрытия А (керамического покрытия) предпочтительно составляет не более, чем 1,00 мкм, более предпочтительно не более, чем 0,40 мкм, а еще более предпочтительно не более, чем 0,30 мкм.
С другой стороны, толщина керамического покрытия предпочтительно составляет не менее, чем 0,01 мкм, поскольку адгезионная способность покрытия становится в большей степени превосходной.
Для определения толщины керамического покрытия при использовании устройства ПЭМ (просвечивающего электронного микроскопа) наблюдают чешуйку (поперечное сечение), срезанную при использовании пучка ФИП (фокусированного ионного пучка), и получают среднее значение для результатов измерения в заданных десяти местах.
Способ формирования покрытия
Способом формирования слоя покрытия А (керамического покрытия) предпочтительно являются способ CVD (химического осаждения из паровой фазы) или способ PVD (физического осаждения из паровой фазы).
Одним предпочтительным способом CVD является термический способ CVD. Температура формирования покрытия предпочтительно находится в диапазоне от 900°С до 1100°С. Несмотря на возможность формирования покрытия при атмосферном давлении предпочтительным будет уменьшение давления для формирования однородного покрытия, и таким образом, по причинам изготовления давление во время формирования покрытия более предпочтительно находится в диапазоне от 10 до 1000 Па.
Одним предпочтительным способом PVD является способ ионного плакирования. По причинам изготовления температура формирования покрытия предпочтительно находится в диапазоне от 300°С до 600°С. Давление во время формирования покрытия предпочтительно является пониженным, а более предпочтительно находится в диапазоне от 0,1 до 100 Па. Во время формирования покрытия предпочтительно прикладывают напряжение смещения в диапазоне от -10 до -100 В при исполнении листовой сталью функции катода. Для ионизирования материала исходного сырья предпочтительно используют плазму, поскольку это в результате приводит к получению увеличенной скорости формирования покрытия.
В случае формирования керамического покрытия, содержащего три или более элементов, такого как TiAlN или TiCrN, предпочтительным способом формирования покрытия будет любой способ PVD, при этом более предпочтительным является способ ионного плакирования. В случае использования способа CVD, использующего для формирования покрытия термодинамическую реакцию, получение желательной композиции иногда будет затруднительным; поскольку в способе PVD обеспечивают ионизирование легирующего материала и получение когерентных выделений данного материала желательная состав может быть получена легко.
Слой покрытия В: Изоляционное придающее натяжение покрытие.
Текстурированная электротехническая листовая сталь изобретения включает слой покрытия В, который представляет собой изоляционное придающее натяжение покрытие, содержащее оксид и расположенное на слое покрытия А (керамическом покрытии).
Состав
Слой покрытия В (изоляционное придающее натяжение покрытие) содержит оксид.
Оксид, содержащийся в изоляционном придающем натяжение покрытии, надлежащим образом определяют в соответствии с композицией используемого химического раствора для получения покрытия, и на него конкретного ограничения не накладывают. Его примеры включают: оксид фосфора (Р2О5); диоксид кремния (SiO2); и оксиды элементов, отличных от Р и Si, такие как MgO, CaO, SrO, BaO, Al2O3, Y2O3, Cr2O3, TiO2, ZrO2, MnO2, Nb2O5, V2O5 и WO3.
В настоящем описании изобретения оксиды, соответствующие вышеупомянутым, в изоляционном придающем натяжение покрытии иногда коллективно называют «силикофосфатным стеклом» или «силикофосфатом».
Количество оксида (силикофосфатного стекла) в изоляционном придающем натяжение покрытии предпочтительно составляет не менее, чем 85% (масс.), а более предпочтительно не менее, чем 95% (масс.). Еще более предпочтительно изоляционное придающее натяжение покрытие по существу образовано из силикофосфатного стекла.
Количество вышеупомянутого оксида в изоляционном придающем натяжение покрытии может быть измерено при использовании рентгеновской флуоресцентной спектрометрии, используя стандартный лист для известной композиции, включенной в изоляционное придающее натяжение покрытие.
Толщина
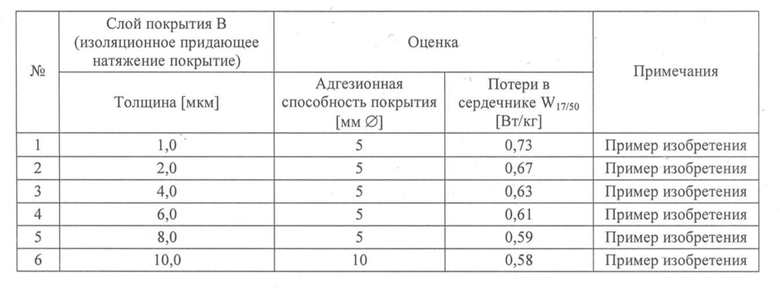
Фигура 3 представляет собой график, демонстрирующий взаимосвязь между толщиной изоляционного придающего натяжение покрытия и натяжением, которое изоляционное придающее натяжение покрытие, имеющее соответственную толщину, прикладывает к соответствующей листовой стали. Как это продемонстрировано на Фигуре 3, при увеличении толщины изоляционного придающего натяжение покрытия увеличивается натяжение (напряжение натяжения), прикладываемое к листовой стали, и в результате текстурированная электротехническая листовая сталь может обладать превосходными магнитными свойствами (уменьшенные потери в сердечнике).
Толщина изоляционного придающего натяжение покрытия предпочтительно составляет не менее, чем 1,0 мкм, поскольку текстурированная электротехническая листовая сталь может обладать в большей степени превосходными магнитными свойствами.
Однако, в случае чрезмерно толстого изоляционного придающего натяжение покрытия это приведет к уменьшению эффективного объема листовой стали для текстурированной электротехнической листовой стали при использовании в качестве трансформатора, а также насытится эффект уменьшения потерь в сердечнике, создаваемый напряжением натяжения, таким образом, что свойства трансформатора могут до некоторой степени ухудшиться. Таким образом, изоляционное придающее натяжение покрытие имеет толщину, составляющую предпочтительно не более, чем 10,0 мкм, а более предпочтительно не более, чем 5,0 мкм.
Для определения толщины изоляционного придающего натяжение покрытия при использовании устройства ПЭМ (просвечивающего электронного микроскопа) наблюдают поперечное сечение в целях измерения толщины и получают среднее значение для результатов измерения в заданных десяти местах.
Способ формирования покрытия
На способ формирования изоляционного придающего натяжение покрытия конкретного ограничения не накладывают, и его предпочтительные примеры включают способ, включающий нанесение на керамическое покрытие химического раствора для получения покрытия со следующими далее необязательным высушиванием и после этого спеканием в азотной атмосфере. Данный способ берется в качестве примера и описывается ниже.
Химический раствор для получения покрытия
Химический раствор для получения покрытия предпочтительно содержит фосфат и коллоидальный диоксид кремния.
Примеры типов металлов в фосфате, которые могут быть предпочтительно использованы, включают Mg, Ca, Sr, Ba, Al и Mn.
Что касается фосфата, то предпочтительным является фосфат, характеризующийся низким коэффициентом теплового расширения, такой как фосфат магния или фосфат алюминия, поскольку это приводит к более легкому формированию фазы кристалла.
В качестве фосфата с точки зрения доступности в выгодном случае используют первичный фосфат (бифосфат).
Количество фосфата в химическом растворе для получения покрытия предпочтительно составляет не менее, чем 20% (масс.) по отношению к совокупному твердому веществу химического раствора для получения покрытия.
Коллоидальный диоксид кремния, содержащийся в химическом растворе для получения покрытия, характеризуется средним размером частиц в диапазоне предпочтительно от 5 до 200 нм, а более предпочтительно от 10 до 100 нм. Уровень содержания коллоидального диоксида кремния предпочтительно находится в диапазоне от 50 до 150 массовых частей по отношению к 100 массовым частям фосфата применительно к уровню содержания твердого вещества.
Химический раствор для получения покрытия может, кроме того, содержать хромовый ангидрид и/или бихромат, и их количество предпочтительно находится в диапазоне от 10 до 50 массовых частей по отношению к 100 массовым частям фосфата применительно к уровню содержания твердого вещества (уровню содержания высушенного продукта).
В химический раствор для получения покрытия могут быть, кроме того, добавлены частицы неорганического минерала, такие как порошкообразный диоксид кремния или порошкообразный оксид алюминия, и их количество предпочтительно находится в диапазоне от 0,1 до 10 массовых частей по отношению к 100 массовым частям фосфата применительно к уровню содержания твердого вещества.
Химический раствор для получения покрытия вместо фосфата (или в дополнение к нему) может содержать фосфорную кислоту и в данном случае может, кроме того, содержать соединение металла, такое как оксид металла.
Условия формирования покрытия
На способ нанесения химического раствора для получения покрытия, соответствующего вышеупомянутому, на слой покрытия А (керамическое покрытие) конкретного ограничения не накладывают, и по причинам издержек на изготовление предпочтительно в нем используют валик для нанесения покрытия.
Температура спекания и время спекания, соответственно, предпочтительно находятся в диапазонах от 700°С до 900°С и от 10 до 30 секунд по следующим далее причинам.
При использовании температуры спекания, доходящей вплоть до 900°С, и/или времени спекания, доходящего вплоть до 30 секунд, может быть дополнительно подавлено прохождение реакции, при которой образуются выделения, которые вызывают получение неудовлетворительной адгезионной способности покрытия между керамическим покрытием и изоляционным придающим натяжение покрытием, что в результате приводит к получению еще в большей степени превосходной адгезионной способности покрытия.
На первой стадии формирования изоляционного придающего натяжение покрытия химический раствор для получения покрытия высушивают. При использовании температуры спекания, составляющей не менее, чем 700°С, и/или времени спекания, составляющего не менее, чем 10 секунд, высушивание химического раствора для получения покрытия протекает в достаточной степени таким образом, что влага, включенная в химический раствор для получения покрытия, может быть надлежащим образом удалена, что, тем самым, дополнительно улучшает напряжение натяжения, прикладываемое при использовании изоляционного придающего натяжение покрытия к листовой стали. В дополнение к этому, во время отжига для снятия напряжений может быть подавлено окисление керамического покрытия, обусловленное присутствием влаги.
Атмосфера спекания предпочтительно является азотной атмосферой.
В случае атмосферы спекания, являющейся воздушной атмосферой, керамическое покрытие легко может окисляться вследствие присутствия влаги, кислорода и тому подобного, что содержится в воздухе; однако, в азотной атмосфере окисление керамического покрытия подавляется, что в результате приводит к получению в еще большей степени превосходной адгезионной способности покрытия.
Отжиг для снятия напряжений
Текстурированная электротехническая листовая сталь изобретения потребителем и так далее иногда может быть подвергнута отжигу для снятия напряжений. На условия проведения отжига для снятия напряжений конкретного ограничения не накладывают и, например, отжиг проводят в азотной или другой атмосфере при температуре в диапазоне от 700°С до 900°С на протяжении от 2 до 4 часов.
Еще одна позиция
Для дополнительного улучшения магнитных свойств текстурированной электротехнической листовой стали изобретения может быть использована методика измельчения магнитных доменов текстурированной электротехнической листовой стали в результате формирования канавки поблизости от поверхности листовой стали таким образом, чтобы канавка простиралась бы поперек направления прокатки текстурированной электротехнической листовой стали, или введения деформации в результате лазерного облучения или облучения при использовании пучка электронов.
В то время, как эффект измельчения магнитных доменов, придаваемый в результате формирования канавок, сохраняется даже после отжига, степень деформации, введенная в результате лазерного облучения или облучения при использовании пучка электронов, уменьшается вследствие отжига для снятия напряжений, проводимого потребителем и так далее, таким образом, что получающаяся в результате текстурированная электротехническая листовая сталь иногда является ненадлежащей, например, для области применения спирального ленточного сердечника.
Однако текстурированная электротехническая листовая сталь изобретения является превосходной в отношении адгезионной способности покрытия и магнитных свойств даже и без проведения какого-либо отжига для снятия напряжений (например, в случае текстурированной электротехнической листовой стали, предназначенной для пакетных железных сердечников). Поэтому в настоящем изобретении без проведения какого-либо отжига для снятия напряжений магнитные свойства могут быть дополнительно улучшены при использовании методики измельчения магнитных доменов в результате введения деформации.
Примеры
Настоящее изобретение будет конкретно описываться ниже при обращении к примерам. Однако на настоящее изобретение этим конкретного ограничения не накладывают.
Тестовый пример 1
Производство текстурированной электротехнической листовой стали
На листовой стали формировали металлическое покрытие, слой покрытия А (керамическое покрытие) и слой покрытия В (изоляционное придающее натяжение покрытие) в данном порядке в соответствии с представленным ниже описанием изобретения для получения, тем самым, текстурированной электротехнической листовой стали.
Листовая сталь
Использовали слиток, содержащий в качестве компонентов в стали при выражении через уровни массового процентного содержания С в количестве 0,05%, Si в количестве 3,2%, Mn в количестве 0,05%, Al в количестве 0,03%, N в количестве 0,005% и Se в количестве 0,01%, при этом остаток представляют собой неизбежные примеси и Fe.
Слиток подвергали горячей прокатке, отжигу и два раза холодной прокатке при проведении промежуточного отжига в промежутке между ними для получения, тем самым, конечной холоднокатаной листовой стали, имеющей толщину 0,23 мм, которую, в свою очередь, подвергали обезуглероживающему отжигу и чистовому отжигу для обеспечения развития подвергнутых вторичной рекристаллизации зерен, характеризующихся ориентацией Госса. Таким образом, получали листовую сталь, имеющую покрытие из форстерита.
Впоследствии с полученной листовой стали, имеющей покрытие из форстерита, в результате травления удаляли покрытие из форстерита на поверхности листовой стали, после чего поверхность сглаживали в результате химического полирования при использовании фтористо-водородной кислоты. Таким образом, получали листовую сталь. Толщина листовой стали после химического полирования составляла 0,22 мм.
Металлическое покрытие
После этого на листовой стали формировали металлическое покрытие из Ti (степень атомного радиуса: 13%), имеющее толщину, продемонстрированную в представленной ниже таблице 1. Используя в качестве способа формирования покрытия описанный выше способ 1, листовую сталь облучали при использовании ионов металла Ti при напряжении (абсолютном значении) и времени облучения (указанного под обозначением «время» в представленной ниже таблице 1), соответствующих тому, что продемонстрировано в представленной ниже таблице 1.
Слой покрытия А: Керамическое покрытие
После этого на металлическом покрытии при использовании способа PVD формировали керамическое покрытие из TiN, имеющее толщину 0,20 мкм. Количество оксида в керамическом покрытии составляло не более, чем 2% (масс.) в каждом случае. В качестве способа PVD использовали способ ионного плакирования и формирование покрытия проводили в условиях при 450°С, 3 Па и напряжении смещения -20 В.
Слой покрытия В: Изоляционное придающее натяжение покрытие
После этого при использовании валика для нанесения покрытия на керамическое покрытие наносили химический раствор для получения покрытия, который высушивали, а после этого спекали в азотной атмосфере при 850°С на протяжении 15 секунд. Таким образом, формировали изоляционное придающее натяжение покрытие, имеющее толщину 2,0 мкм.
В качестве химического раствора для получения покрытия использовали химический раствор для получения покрытия, содержащий 100 массовых частей фосфата магния (одноосновного фосфата магния), 80 массовых частей коллоидального диоксида кремния (АТ-30, производства компании ADEKA Corporation; средний размер частиц 10 нм) и 20 массовых частей хромового ангидрида, (тот же самый раствор также использовали и в тестовых примерах от 2 до 4, описанных ниже).
Оценка
Каждую из полученных текстурированных электротехнических листовых сталей подвергали отжигу для снятия напряжений в азотной атмосфере при 800°С на протяжении 3 часов. После этого проводили оценку следующим далее образом.
Адгезионная способность покрытия
Текстурированную электротехническую листовую сталь, подвергнутую отжигу для снятия напряжений, наматывали вокруг круглых прутков, имеющих различные диаметры, кратные 5 миллиметрам, то есть, диаметры 5 мм, 10 мм, ..., (но при включении круглого прутка, имеющего диаметр 3 мм), для определения минимального диаметра (единица измерения: мм) из числа диаметров, в случае которых керамическое покрытие не отслаивалось. Результаты продемонстрированы в представленной ниже таблице 1. По мере уменьшения минимального диаметра из числа диаметров, в случае которых покрытие не отслаивается, (то есть, диаметра отсутствия отслаивания) адгезионная способность покрытия после отжига для снятия напряжений может быть классифицирована как в большей степени превосходная, и благоприятным является диаметр отсутствия отслаивания, составляющий менее, чем 30 мм.
Потери в сердечнике W17/50
Для текстурированной электротехнической листовой стали, подвергнутой отжигу для снятия напряжений, измеряли потери в сердечнике W17/50. Результаты продемонстрированы в представленной ниже таблице 1. В случае потерь в сердечнике W17/50 (единица измерения: Вт/кг), составляющих менее, чем 0,80, магнитные свойства после отжига для снятия напряжений могут быть классифицированы как превосходные.
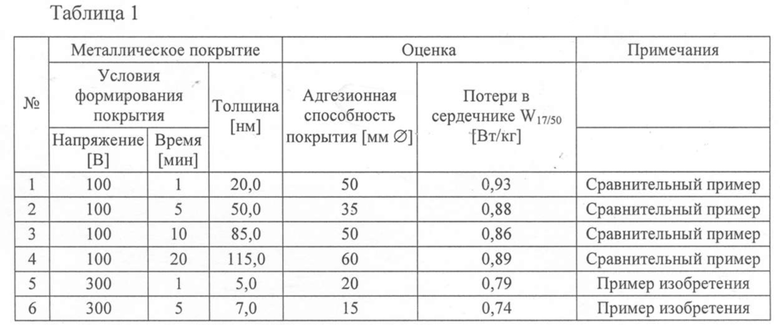
Как это можно видеть в представленной выше таблице 1, при использовании текстурированных электротехнических листовых сталей из примеров изобретения, у каждой из которых толщина металлического покрытия из Ti (степень атомного радиуса: 13%) находится в диапазоне от 1,0 до 10,0 нм, диаметр отсутствия отслаивания доходит вплоть до 20 мм и, таким образом, является маленьким, что означает превосходную адгезионную способность покрытия, и потери в сердечнике W17/50 составляют менее, чем 0,80, что означает превосходные магнитные свойства.
Тестовый пример 2
Производство текстурированной электротехнической листовой стали
На листовой стали формировали металлическое покрытие, слой покрытия А (керамическое покрытие) и слой покрытия В (изоляционное придающее натяжение покрытие) в данном порядке в соответствии с представленным ниже описанием изобретения для получения, тем самым, текстурированной электротехнической листовой стали.
Листовая сталь
Использовали слиток, содержащий в качестве компонентов в стали при выражении через уровни массового процентного содержания С в количестве 0,05%, Si в количестве 3,2%, Mn в количестве 0,05%, Al в количестве 0,03%, N в количестве 0,005% и Se в количестве 0,01%, при этом остаток представляют собой неизбежные примеси и Fe.
Слиток подвергали горячей прокатке, отжигу и два раза холодной прокатке при проведении промежуточного отжига в промежутке между ними для получения, тем самым, конечной холоднокатаной листовой стали, имеющей толщину 0,23 мм, которую, в свою очередь, подвергали обезуглероживающему отжигу и чистовому отжигу для обеспечения развития подвергнутых вторичной рекристаллизации зерен, характеризующихся ориентацией Госса. Таким образом, получали листовую сталь, имеющую покрытие из форстерита.
Впоследствии с полученной листовой стали, имеющей покрытие из форстерита, в результате травления удаляли покрытие из форстерита на поверхности листовой стали, после чего поверхность сглаживали в результате химического полирования при использовании фтористо-водородной кислоты. Таким образом, получали листовую сталь. Толщина листовой стали после химического полирования составляла 0,22 мм.
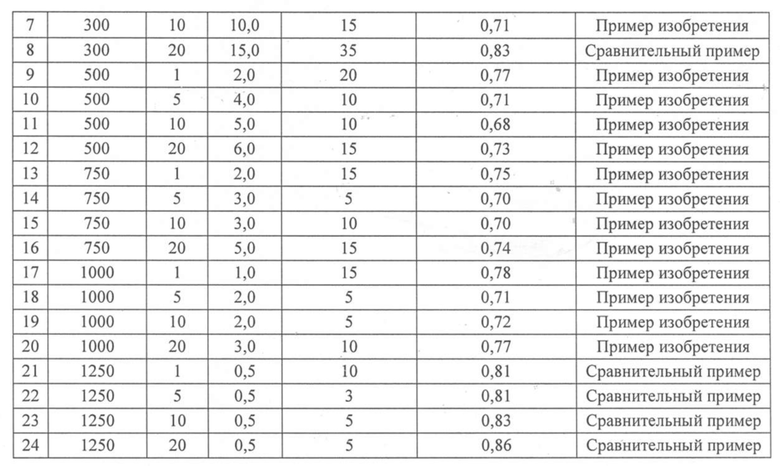
Металлическое покрытие
После этого на листовой стали формировали металлическое покрытие из металлического элемента, продемонстрированного в представленной ниже таблице 2. Толщина металлического покрытия в каждом случае составляла 3,0 нм.
Используя в качестве способа формирования покрытия описанный выше способ 1, в №№ от 1 до 17 листовую сталь облучали при использовании ионов металлов эжектируемых видов ионов, продемонстрированных в представленной ниже таблице 2.
Используя в качестве способа формирования покрытия описанный выше способ 2, в №№ от 18 до 23 при посредстве материала нити накаливания, продемонстрированного в представленной ниже таблице 2, листовую сталь облучали при использовании ионов инертных газов эжектируемых видов ионов, продемонстрированных в представленной ниже таблице 2.
В любом из способов абсолютное значение напряжения составляло 750 В, а время ионного облучения составляло 5 минут.
Слой покрытия А: Керамическое покрытие
После этого на металлическом покрытии при использовании способа PVD формировали керамическое покрытие из TiN, имеющее толщину 0,20 мкм. Количество оксида в керамическом покрытии составляло не более, чем 2% (масс.) в каждом случае. В качестве способа PVD использовали способ ионного плакирования и формирование покрытия проводили в условиях при 450°С, 3 Па и напряжении смещения -20 В.
Слой покрытия В: Изоляционное придающее натяжение покрытие
После этого при использовании валика для нанесения покрытия на керамическое покрытие наносили химический раствор для получения покрытия, который высушивали, а после этого спекали в азотной атмосфере при 850°С на протяжении 15 секунд. Таким образом, формировали изоляционное придающее натяжение покрытие, имеющее толщину 2,0 мкм.
Оценка
Каждую из полученных текстурированных электротехнических листовых сталей подвергали отжигу для снятия напряжений в азотной атмосфере при 800°С на протяжении 3 часов, а после этого оценивали на предмет адгезионной способности покрытия и магнитных свойств после отжига для снятия напряжений тем же самым образом, как и в тестовом примере 1. Результаты продемонстрированы в представленной ниже таблице 2.
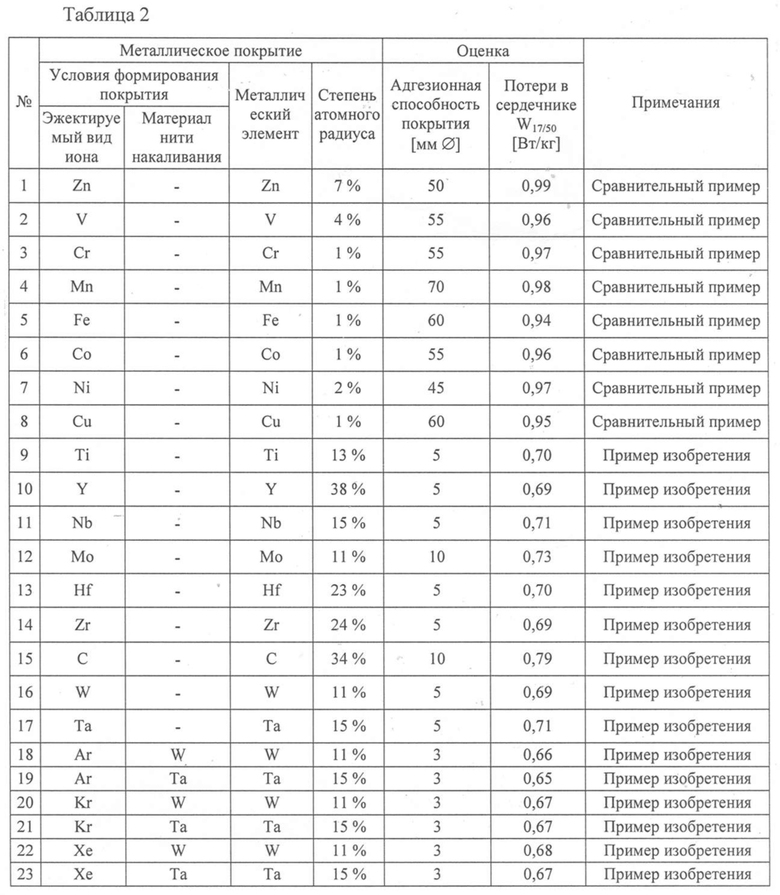
Как это можно видеть в представленной выше таблице 2, при использовании текстурированных электротехнических листовых сталей из примеров изобретения, в каждом из которых металлическое покрытие характеризуется степенью атомного радиуса, составляющей не менее, чем 10%, диаметр отсутствия отслаивания доходит вплоть до 20 мм и, таким образом, является маленьким, что означает превосходную адгезионную способность покрытия, и потери в сердечнике W17/50 составляют менее, чем 0,80, что означает превосходные магнитные свойства.
Исходя из сопоставления примеров изобретения в большей степени превосходной адгезионной способностью покрытия характеризуются те примеры изобретения, в каждом из которых металлический элемент металлического покрытия представляет собой Та или W.
Тестовый пример 3
Производство текстурированной электротехнической листовой стали
На листовой стали формировали металлическое покрытие, слой покрытия А (керамическое покрытие) и слой покрытия В (изоляционное придающее натяжение покрытие) в данном порядке в соответствии с представленным ниже описанием изобретения для получения, тем самым, текстурированной электротехнической листовой стали.
Листовая сталь
Использовали слиток, содержащий в качестве компонентов в стали при выражении через уровни массового процентного содержания С в количестве 0,05%, Si в количестве 3,2%, Mn в количестве 0,05%, Al в количестве 0,03%, N в количестве 0,005% и Se в количестве 0,01%, при этом остаток представляют собой неизбежные примеси и Fe.
Слиток подвергали горячей прокатке, отжигу и два раза холодной прокатке при проведении промежуточного отжига в промежутке между ними для получения, тем самым, конечной холоднокатаной листовой стали, имеющей толщину 0,23 мм, которую, в свою очередь, подвергали обезуглероживающему отжигу и чистовому отжигу для обеспечения развития подвергнутых вторичной рекристаллизации зерен, характеризующихся ориентацией Госса. Таким образом, получали листовую сталь, имеющую покрытие из форстерита.
Впоследствии с полученной листовой стали, имеющей покрытие из форстерита, в результате травления удаляли покрытие из форстерита на поверхности листовой стали, после чего поверхность сглаживали в результате химического полирования при использовании фтористо-водородной кислоты. Таким образом, получали листовую сталь. Толщина листовой стали после химического полирования составляла 0,22 мм.
Металлическое покрытие
После этого на листовой стали формировали металлическое покрытие из W (степень атомного радиуса: 11%). Толщина металлического покрытия в каждом случае составляла 3,0 нм.
Используя в качестве способа формирования покрытия описанный выше способ 2, при посредстве W в качестве материала нити накаливания листовую сталь облучали при использовании Ar в газообразном состоянии. Абсолютное значение напряжения составляло 750 В, а время ионного облучения составляло 5 минут.
Слой покрытия А: Керамическое покрытие
После этого на листовой стали при использовании способа CVD или способа PVD формировали керамическое покрытие, характеризующееся композицией, продемонстрированной в представленной ниже таблице 3, до получения толщины, продемонстрированной в представленной ниже таблице 2. Количество оксида в керамическом покрытии в каждом случае составляло не более, чем 2% (масс.).
В качестве способа CVD использовали термический способ CVD и формирование покрытия проводили в условиях при 1050°С и 1000 Па. В качестве способа PVD использовали способ ионного плакирования и формирование покрытия проводили в условиях при 450°С, 3 Па и напряжении смещения -20 В.
Слой покрытия В: Изоляционное придающее натяжение покрытие
После этого при использовании валика для нанесения покрытия на керамическое покрытие наносили химический раствор для получения покрытия, который высушивали, а после этого спекали в азотной атмосфере при 850°С на протяжении 15 секунд. Таким образом, формировали изоляционное придающее натяжение покрытие, имеющее толщину 2,0 мкм.
Оценка
Каждую из полученных текстурированных электротехнических листовых сталей подвергали отжигу для снятия напряжений в азотной атмосфере при 800°С на протяжении 3 часов, а после этого оценивали на предмет адгезионной способности покрытия и магнитных свойств после отжига для снятия напряжений тем же самым образом, как и в тестовом примере 1. Результаты продемонстрированы в представленной ниже таблице 3.
Таблица 3
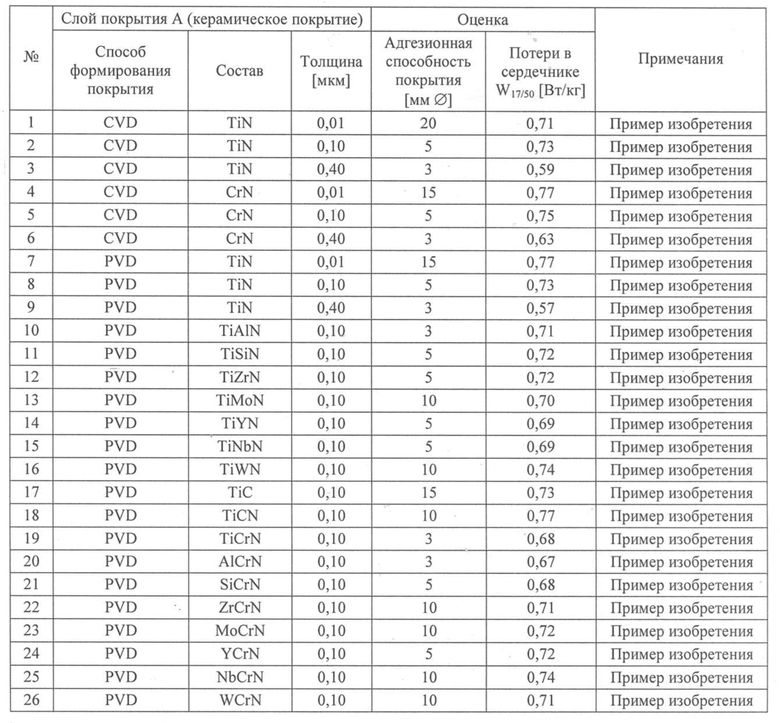
Как это можно видеть в представленной выше таблице 3, при использовании текстурированных электротехнических листовых сталей из примеров изобретения диаметр отсутствия отслаивания составляет менее, чем 30 мм, что означает превосходную адгезионную способность покрытия, и потери в сердечнике W17/50 составляют менее, чем 0,80, что означает превосходные магнитные свойства.
В представленной выше таблице 2 исходя из сопоставления примеров изобретения, включающих керамические покрытия, имеющие толщину 0,10 мкм, те примеры изобретения, в каждом из которых керамическое покрытие характеризуется любой из композиций TiCrN и AlCrN, демонстрируют в еще большей степени превосходные адгезионную способность покрытия и магнитные свойства.
Тестовый пример 4
Производство текстурированной электротехнической листовой стали
На листовой стали формировали металлическое покрытие, слой покрытия А (керамическое покрытие) и слой покрытия В (изоляционное придающее натяжение покрытие) в данном порядке в соответствии с представленным ниже описанием изобретения для получения, тем самым, текстурированной электротехнической листовой стали.
Листовая сталь
Использовали слиток, содержащий в качестве компонентов в стали при выражении через уровни массового процентного содержания С в количестве 0,05%, Si в количестве 3,2%, Mn в количестве 0,05%, Al в количестве 0,03%, N в количестве 0,005% и Se в количестве 0,01%, при этом остаток представляют собой неизбежные примеси и Fe.
Слиток подвергали горячей прокатке, отжигу и два раза холодной прокатке при проведении промежуточного отжига в промежутке между ними для получения, тем самым, конечной холоднокатаной листовой стали, имеющей толщину 0,23 мм, которую, в свою очередь, подвергали обезуглероживающему отжигу и чистовому отжигу для обеспечения развития подвергнутых вторичной рекристаллизации зерен, характеризующихся ориентацией Госса. Таким образом, получали листовую сталь, имеющую покрытие из форстерита.
Впоследствии с полученной листовой стали, имеющей покрытие из форстерита, в результате травления удаляли покрытие из форстерита на поверхности листовой стали, после чего поверхность сглаживали в результате химического полирования при использовании фтористо-водородной кислоты. Таким образом, получали листовую сталь. Толщина листовой стали после химического полирования составляла 0,22 мм.
Металлическое покрытие
После этого на листовой стали формировали металлическое покрытие из W (степень атомного радиуса: 11%). Толщина металлического покрытия в каждом случае составляла 3,0 нм.
Используя в качестве способа формирования покрытия описанный выше способ 2, при посредстве W в качестве материала нити накаливания листовую сталь облучали при использовании Ar в газообразном состоянии. Абсолютное значение напряжения составляло 750 В, а время ионного облучения составляло 5 минут.
Слой покрытия А: Керамическое покрытие
После этого на металлическом покрытии при использовании способа PVD формировали керамическое покрытие из TiN, имеющее толщину 0,10 мкм. Количество оксида в керамическом покрытии в каждом случае составляло не более, чем 2% (масс.). В качестве способа PVD использовали способ ионного плакирования и формирование покрытия проводили в условиях при 450°С, 3 Па и напряжении смещения -20 В.
Слой покрытия В: Изоляционное придающее натяжение покрытие
После этого при использовании валика для нанесения покрытия на керамическое покрытие наносили химический раствор для получения покрытия, который высушивали, а после этого спекали в азотной атмосфере при 850°С на протяжении 15 секунд. Таким образом, формировали изоляционное придающее натяжение покрытие, имеющее толщину, продемонстрированную в представленной ниже таблице 4.
Оценка
Каждую из полученных текстурированных электротехнических листовых сталей подвергали отжигу для снятия напряжений в азотной атмосфере при 800°С на протяжении 3 часов, а после этого оценивали на предмет адгезионной способности покрытия и магнитных свойств после отжига для снятия напряжений тем же самым образом, как и в тестовом примере 1. Результаты продемонстрированы в представленной ниже таблице 4.
Таблица 4
Как это можно видеть в представленной выше таблице 4, при использовании текстурированных электротехнических листовых сталей из примеров изобретения диаметр отсутствия отслаивания составляет менее, чем 30 мм, что означает превосходную адгезионную способность покрытия, и потери в сердечнике W17/50 составляют менее, чем 0,80, что означает превосходные магнитные свойства.
В представленной выше таблице 4 сопоставление примеров изобретения выявляет то, что имеет место тенденция, согласно которой по мере увеличения толщины изоляционного придающего натяжения покрытия магнитные свойства становятся в большей степени превосходными.
Перечень ссылочных позиций
1: листовая сталь
2: покрытие из форстерита
3: изоляционное придающее натяжение покрытие
4: керамическое покрытие
5: металлическое покрытие
Т2: толщина покрытия из форстерита
Т3: толщина изоляционного придающего натяжение покрытия
Т4: толщина керамического покрытия
Изобретение относится к текстурированной электротехнической листовой стали и способу производства текстурированной электротехнической листовой стали. Текстурированная электротехническая листовая сталь включает листовую сталь, покрытие, которое располагается на листовой стали и содержит элемент, слой покрытия А, которым является керамическое покрытие, характеризующееся уровнем содержания оксида, составляющим менее чем 30% (мас.), и слой покрытия В, которым является изоляционное придающее натяжение покрытие, содержащее оксид, и который располагается на слое покрытия А, где покрытие имеет толщину в диапазоне 1,0-10,0 нм, и в покрытии степень атомного радиуса, описывающаяся формулой (1), составляет по меньшей мере 10% при обозначении атомного радиуса железа символом RFe, а атомного радиуса указанного элемента символом RA. Формула (1): (|RFe – RA|/RFe) × 100. Изобретение демонстрирует превосходные магнитные характеристики и превосходные адгезионные свойства после отжига для снятия напряжений. 2 н. и 16 з.п. ф-лы, 3 табл., 3 ил.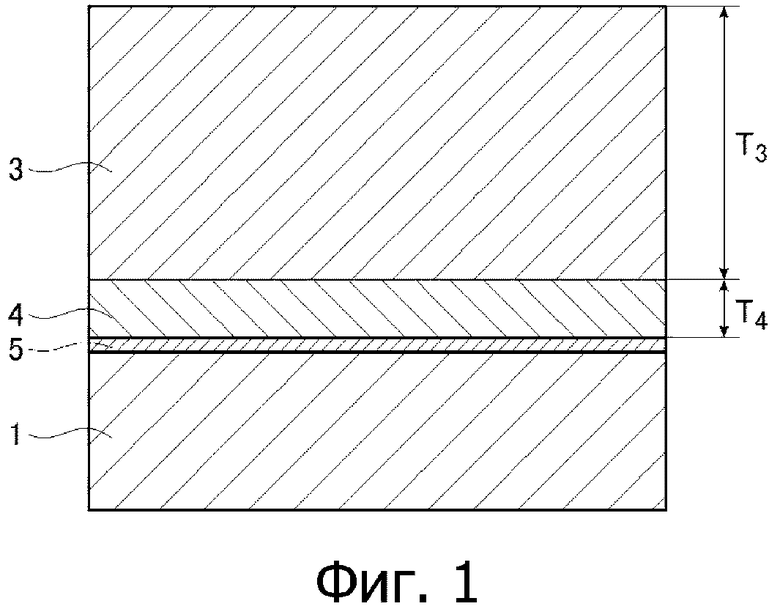
1. Текстурированная электротехническая листовая сталь, содержащая:
листовую сталь;
покрытие, расположенное на листовой стали и содержащее элемент; и
слой покрытия А, являющийся керамическим покрытием, содержащим оксид в количестве, составляющем менее чем 30% (мас.), и расположенным на покрытии; и
слой покрытия В, являющийся изоляционным придающим натяжение покрытием, содержащим оксид и расположенным на слое покрытия А,
при этом покрытие имеет толщину в диапазоне от 1,0 до 10,0 нм,
причем указанный элемент характеризуется степенью атомного радиуса, составляющей 10% или более, при этом степень атомного радиуса описывается формулой (1)
(|RFe – RA|/RFe) × 100, (1)
где RFe обозначает атомный радиус железа, а RA обозначает атомный радиус указанного элемента.
2. Листовая сталь по п. 1, в которой указанный элемент является по меньшей мере одним элементом, выбранным из группы, состоящей из Ti, Y, Zr, Nb, Mo, Hf, Ta, W и С.
3. Листовая сталь по п. 1, в которой указанный элемент представляет собой Ta или W.
4. Листовая сталь по любому из пп. 1-3, в которой слой покрытия А имеет толщину, составляющую не менее чем 0,01 мкм, и в которой слой покрытия А имеет толщину, составляющую не более чем 0,40 мкм.
5. Листовая сталь по любому из пп. 1-3, в которой слой покрытия В имеет толщину, составляющую не менее чем 1,0 мкм, и в которой слой покрытия В имеет толщину, составляющую не более чем 10,0 мкм.
6. Листовая сталь по любому из пп. 1-3, в которой слой покрытия А содержит нитрид или карбонитрид.
7. Листовая сталь по п. 4, в которой слой покрытия В имеет толщину, составляющую не менее чем 1,0 мкм, и в которой слой покрытия В имеет толщину, составляющую не более чем 10,0 мкм.
8. Листовая сталь по п. 4, в которой слой покрытия А содержит нитрид или карбонитрид.
9. Листовая сталь по п. 5, в которой слой покрытия А содержит нитрид или карбонитрид.
10. Листовая сталь по п. 7, в которой слой покрытия А содержит нитрид или карбонитрид.
11. Способ получения текстурированной электротехнической листовой стали по любому из пп. 1-3, в котором покрытие формируют посредством облучения листовой стали ионами для прикрепления указанных ионов к листовой стали или посредством прикрепления к листовой стали элемента, эжектируемого из нити накаливания во время облучения листовой стали ионами инертного газа.
12. Способ по п. 11, в котором материал нити накаливания представляет собой W или Та.
13. Способ по п. 11, в котором слой покрытия А формируют посредством химического осаждения из паровой фазы или физического осаждения из паровой фазы.
14. Способ по п. 11, в котором слой покрытия В формируют посредством нанесения химического раствора для получения покрытия на слой покрытия А при использовании валика для нанесения покрытия со следующим далее спеканием в азотной атмосфере.
15. Способ по п. 12, в котором слой покрытия А формируют посредством химического осаждения из паровой фазы или физического осаждения из паровой фазы.
16. Способ по п. 12, в котором слой покрытия В формируют посредством нанесения химического раствора для получения покрытия на слой покрытия А при использовании валика для нанесения покрытия со следующим далее спеканием в азотной атмосфере.
17. Способ по п. 13, в котором слой покрытия В формируют посредством нанесения химического раствора для получения покрытия на слой покрытия А при использовании валика для нанесения покрытия со следующим далее спеканием в азотной атмосфере.
18. Способ по п. 15, в котором слой покрытия В формируют посредством нанесения химического раствора для получения покрытия на слой покрытия А при использовании валика для нанесения покрытия со следующим далее спеканием в азотной атмосфере.
| JP 2002080959 A, 22.03.2002 | |||
| Парашют | 1945 |
|
SU67527A1 |
| JP 2004099998 A, 02.04.2004 | |||
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНОЙ АДГЕЗИЕЙ ПОКРЫТИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2405842C1 |

