Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированной электротехнической листовой стали и способу производства текстурированной электротехнической листовой стали.
Уровень техники
Текстурированные электротехнические листовые стали используются в качестве материала для железного сердечника, расположенного в трансформаторе, и от них требовалась демонстрация низких потерь в сердечнике для улучшения эффективности использования энергии в трансформаторе.
Для достижения низких потерь в сердечнике из текстурированной электротехнической листовой стали существуют известные способы, такие как в дополнение к сужению ориентации зерен кристаллов до ориентации Госса, увеличению натяжения для покрытия и утончению способ, включающий переработку поверхности листовой стали.
Помимо этого, в источнике патентной литературы 1, например, описывается то, что сглаживание поверхности листовой стали приводит к получению превосходных магнитных свойств. Несмотря на то, что конкретный его механизм все еще остается неясным во многих отношениях, данное явление, вероятно, происходит вследствие подавления потери энергии, связанной с перемещением границ доменов, в результате уменьшения шероховатости поверхности листовой стали, что приводит к получению уменьшенных гистерезисных потерь, увеличивая, таким образом, магнитную проницаемость. Например, возможным является достижение магнитной индукции В8, доходящей вплоть до 1,96 Тл или около того.
Однако, в случае использования данного способа несмотря на уменьшение гистерезисных потерь, которые представляют собой часть совокупных потерь в сердечнике, потери на вихревые токи в достаточной степени не уменьшаются.
Между тем, как это известно, в случае приложения к листовой стали напряжения растяжения потери на вихревые токи могут быть уменьшены в большей мере в сопоставлении со случаем приложения напряжения растяжения с той же самой величиной к листовой стали, характеризующейся высокой шероховатостью.
В дополнение к этому, в случае приложения еще более высокого напряжения растяжения могут быть достигнуты намного меньшие потери в сердечнике в сопоставлении с тем, что имеет место в обычных случаях. В соответствии с этим, в целях придания листовой стали, имеющей сглаженную поверхность, высокого натяжения разработали покрытие, придающее высокое натяжение.
Широко было известно придающее высокое натяжение покрытие на фосфатной основе, сформированное в результате высушивания неорганического рабочего раствора. Однако, даже в случае осуществления попытки формирования такого покрытия, придающего высокое натяжение, на листовой стали, имеющей сглаженную поверхность, покрытие иногда не будет хорошо прикрепляться. Это возникает, вероятно, вследствие демонстрации придающим высокое натяжение покрытием на фосфатной основе меньшего коэффициента термического расширения в сопоставлении с соответствующим коэффициентом листовой стали, и поэтому даже несмотря на формирование в результате высушивания при высокой температуре покрытие не подвергается усадке в соответствии с усадкой листовой стали во время охлаждения и, таким образом, отслаивается.
Как это было установлено, одна методика формирования покрытия, придающего высокое натяжение, на сглаженной листовой стали заключается в формировании керамического покрытия, такого как покрытие из TiN, и, как это было раскрыто, могут быть использованы способы, такие как способы PVD (физического осаждения из паровой фазы) или способы CVD (химического осаждения из паровой фазы), (смотрите, например, источник патентной литературы 2).
Перечень цитирования
Источники патентной литературы
Источник патентной литературы 1: JP 52-24499 B
Источник патентной литературы 2: JP 4192818 B
Раскрытие сущности изобретения
Техническая проблема
Формированию керамического покрытия свойственны следующие далее проблемы.
Одна проблема заключается в высокой стоимости формирования покрытия. В ходе формирования покрытия при использовании способа PVD или CVD стоимость металлического элемента, исполняющего функцию источника испарения, (например, Ti в случае формирования покрытия из TiN) является высокой, в то время как выход при формировании покрытия является низким, и, таким образом, стоимость формирования покрытия увеличивается при увеличении степени формирования покрытия.
В соответствии с этим, желательно изготовить керамическое покрытие по возможности наиболее тонким, что, в свою очередь, делает затруднительным достижение низких потерь в сердечнике.
Еще одна проблема относится к обрабатываемости. Керамические покрытия, соответствующие вышеупомянутым, обычно характеризуются высокой твердостью, такой что резальная машина серьезно изнашивается в ходе технологического процесса резания для отрезания материала, имеющего скошенную кромку для железного сердечника трансформатора, от листовой стали, что в результате приводит к получению низкой производительности. В дополнение к этому, в случае проведения работы при использовании изношенной резальной машины на материале железного сердечника формируются заусенцы и тому подобное, что может ухудшить характеристики трансформатора.
Однако, как это продемонстрировали результаты экспериментов, проведенных изобретателями настоящего изобретения, модуль Юнга склонен уменьшаться при уменьшении твердости керамического покрытия. Твердость керамического покрытия предположительно зависит от того, насколько много изъянов и тому подобного присутствует в покрытии, и легко можно прийти к заключению о том, что большее количество изъянов приводит к получению меньшей твердости и меньшего модуля Юнга. Модуль Юнга для покрытия должен быть пропорциональным величине натяжения, придаваемого листовой стали, и поэтому исходя из аспекта потерь в сердечнике уменьшение модуля Юнга в принципе является неблагоприятным.
В связи с вышеизложенными проблемами изобретатели настоящего изобретения обсудили то, как достичь как эффекта придания листовой стали высокого натяжения, так и высокой жаростойкости при одновременном изготовлении в максимальной степени тонкого керамического покрытия. В случае тонкого керамического покрытия количество керамического покрытия, разрушаемого при резке, соответственно, будет маленьким, что, таким образом, улучшит обрабатываемость.
Говоря конкретно, изобретатели настоящего изобретения исследовали структуру нового покрытия. Говоря более конкретно, керамическое покрытие на листовой стали делают по возможности наиболее тонким; поскольку данная конфигурация уменьшает эффект придания керамическим покрытием натяжения листовой стали, на керамическом покрытии формируют растягивающее изоляционное покрытие в целях компенсирования уменьшенного эффекта. Растягивающее изоляционное покрытие в данном случае является изоляционным придающим натяжение оксидным покрытием на фосфатной основе, которое формируют в результате высушивания неорганического рабочего раствора при меньшей стоимости, чем стоимость формирования керамического покрытия.
Изобретатели настоящего изобретения провели интенсивное исследование и в результате установили то, что вышеупомянутой структуре покрытия свойственны следующие далее проблемы.
Во-первых, даже в случае формирования на сверхтонком керамическом покрытии изоляционного придающего натяжение оксидного покрытия в известных условиях листовой стали иногда высокое натяжение не придается. В данном случае невозможно добиться достижения превосходных магнитных свойств, таких как низкие потери в сердечнике.
В дополнение к этому, после отжига, такого как отжиг для снятия напряжений, керамическое покрытие иногда отслаивается. Говоря другими словами, адгезионная способность покрытия после отжига иногда становится неудовлетворительной. Данное явление будет заметно наблюдаться в случае тонкого керамического покрытия.
Настоящее изобретение было сделано с учетом вышеизложенного и имеет своей целью предложение текстурированной электротехнической листовой стали, характеризующейся превосходными адгезионной способностью покрытия и магнитными свойствами, а также способа ее производства.
Разрешение проблемы
Как это установили изобретатели настоящего изобретения в результате проведения обстоятельного исследования, использование конфигурации, описанной ниже, делает возможным достижение вышеупомянутых целей. Таким образом, было совершено данное изобретение.
Говоря конкретно, настоящее изобретение предлагает следующие далее позиции от [1] до [7].
[1] Текстурированная электротехническая листовая сталь, включающая листовую сталь, керамическое покрытие, расположенное на листовой стали, и изоляционное придающее натяжение оксидное покрытие, расположенное на керамическом покрытии,
где керамическое покрытие содержит нитрид и оксид,
где нитрид содержит, по меньшей мере, один элемент, выбираемый из группы, состоящей из элементов Cr, Ti, Zr, Mo, Nb, Si, Al, Ta, Hf, W и Y,
где оксид обладает структурой кристалла, относящейся к корундовому типу,
где модуль Юнга для керамического покрытия согласно измерению при использовании метода наноиндентирования составляет не менее, чем 230 ГПа,
где керамическое покрытие характеризуется средней толщиной покрытия, составляющей не менее, чем 0,01 мкм, но не более, чем 0,30 мкм, и
где изоляционное придающее натяжение оксидное покрытие характеризуется натяжением, составляющим не менее, чем 10 МПа.
[2] Текстурированная электротехническая листовая сталь, соответствующая представленной выше позиции [1],
где керамическое покрытие содержит оксид в своем поверхностном слое на стороне изоляционного придающего натяжение оксидного покрытия.
[3] Текстурированная электротехническая листовая сталь, соответствующая представленным выше позициям [1] или [2],
где нитрид обладает структурой кристалла, относящейся к кубической сингонии.
[4] Текстурированная электротехническая листовая сталь, соответствующая любой одной из представленных выше позиций от [1] до [3],
где нитрид содержит два или более элемента.
[5] Текстурированная электротехническая листовая сталь, соответствующая любой одной из представленных выше позиций от [1] до [4],
где ориентация кристаллов нитрида накапливается в одной из ориентаций {111}, {100} и {110}.
[6] Способ производства текстурированной электротехнической листовой стали, соответствующей любой одной из представленных выше позиций от [1] до [5],
где керамическое покрытие формируют при использовании способа ионно-дугового осаждения.
[7] Способ производства текстурированной электротехнической листовой стали, соответствующий представленный выше позиции [6],
где при формировании изоляционного придающего натяжение оксидного покрытия используют устройство для нанесения покрытия валиком.
Технический результат.
В настоящем изобретении могут предложить текстурированную электротехническую листовую сталь, характеризующуюся превосходными адгезионной способностью покрытия и магнитными свойствами, а также способ ее производства.
Краткое описание чертежей
Фиг. 1 представляет собой график, демонстрирующий величину изменения потерь в сердечнике после формирования изоляционного придающего натяжение оксидного покрытия по отношению к тому, что имеет место до данного формирования.
Фиг. 2 представляет собой график, демонстрирующий результаты оценки адгезионной способности покрытия для керамических покрытий согласно определению при использовании метода наматывания на круглый пруток.
Фиг. 3 представляет собой график, демонстрирующий глубины проникновения кислорода в керамические покрытия.
Фиг. 4 представляет собой график, демонстрирующий потери в сердечнике после формирования и отжига покрытия (1 час и 6 часов) по отношению к тому, что имеет место до данных технологических процессов.
Фиг. 5 представляет собой график, демонстрирующий величины уменьшения потерь в сердечнике при формировании керамических покрытий.
Фиг. 6 представляет собой график, демонстрирующий взаимозависимость между модулем Юнга для керамического покрытия и величиной уменьшения потерь в сердечнике.
Фиг. 7 представляет собой график, демонстрирующий взаимосвязь между минимальным диаметром изгиба, который представляет собой показатель адгезионной способности покрытия, и соотношением между интенсивностями дифракции (Ipeak1/Ipeak2) для керамического покрытия согласно измерению при использовании метода рентгеноструктурного анализа.
Осуществление изобретения
Открытия, сделанные изобретателями
Фиг. 1 представляет собой график, демонстрирующий величину изменения потерь в сердечнике после формирования изоляционного придающего натяжение оксидного покрытия по отношению к тому, что имеет место до формирования. Говоря более конкретно, один материал получали в результате формирования покрытия из TiN при 0,20 мкм на сглаженной листовой стали при использовании способа PVD, а именно, способа ионного осаждения при разряде ЭРПК (электрическом разряде с полым катодом); а еще один материал, представляющий собой промежуточный продукт для обычной текстурированной электротехнической листовой стали, получали в результате формирования покрытия из форстерита на листовой стали. На каждый из таким образом полученных материалов наносили рабочий раствор в результате нанесения покрытия валиком, который высушивали при 820°С при формировании, тем самым, изоляционного придающего натяжение оксидного покрытия на фосфатной основе. Величину, полученную в результате вычитания потерь в сердечнике W17/50 до формирования покрытия из потерь в сердечнике W17/50 после формирования покрытия, определяли как величину изменения потерь в сердечнике ΔW17/50 (единица измерения: Вт/кг).
Как это продемонстрировано на графике фиг. 1, в случае формирования на покрытии из форстерита изоляционного придающего натяжение оксидного покрытия потери в сердечнике уменьшались на приблизительно 0,15 Вт/кг, в то время как в случае формирования его же на TiN эффект уменьшения потерь в сердечнике отсутствовал, и скорее потери в сердечнике увеличивались. Были рассмотрены детали потерь на вихревые токи и гистерезисных потерь в потерях в сердечнике (совокупных потерях в сердечнике), и, как это было установлено, в случае формирования покрытия на TiN не уменьшались ни потери на вихревые токи, ни гистерезисные потери.
Для исследования данного явления изобретатели настоящего изобретения провели дополнительные эксперименты и сделали следующие далее открытия от 1) до 4) в отношении изоляционного придающего натяжение оксидного покрытия, спеченного на TiN.
1) В результате наблюдения поверхности при использовании устройства СЭМ (сканирующего электронного микроскопа) в изоляционном придающем натяжение оксидном покрытии непосредственно после высушивания было замечено множество отверстий, имеющих в диаметре несколько микрометров, которые, по-видимому, представляли собой воздушные пузырьки. Присутствие отверстий, вероятно, привело для изоляционного придающего натяжение оксидного покрытия к получению меньшего эффекта придания натяжения.
2) При использовании рентгеноструктурного анализа тонкого покрытия в изоляционном придающем натяжение оксидном покрытии наблюдали кристаллы, считающиеся оксидом Ti и фосфидом железа. Данные кристаллы не наблюдались до формирования изоляционного придающего натяжение оксидного покрытия.
3) При оценке адгезионной способности покрытия при использовании метода наматывания на круглый пруток адгезионная способность покрытия для керамического покрытия ухудшалась после формирования изоляционного придающего натяжение оксидного покрытия, чем до формирования изоляционного придающего натяжение оксидного покрытия. Это происходило, вероятно, вследствие оказания формированием оксида Ti и фосфида железа, соответствующим представленному выше описанию изобретения, определенного типа воздействия на керамическое покрытие, что, таким образом, ухудшает адгезионную способность покрытия.
4) В случае отжига листовой стали, включающей покрытие из TiN при 0,20 мкм, сформированное на ней, в атмосфере Ar при профиле распределения температур, использующемся для высушивания изоляционного придающего натяжение оксидного покрытия, без формирования изоляционного придающего натяжение оксидного покрытия степени увеличения потерь в сердечнике и уменьшения адгезионной способности покрытия были меньшими, чем соответствующие степени в случае формирования изоляционного придающего натяжение оксидного покрытия. Как это предполагалось исходя из вышеизложенного результата, увеличение потерь в сердечнике и ухудшение адгезионной способности покрытия вследствие формирования изоляционного придающего натяжение оксидного покрытия в основном обуславливались реакцией между изоляционным придающим натяжение оксидным покрытием и покрытием из TiN. Кроме того, как это предполагалось, вышеупомянутое явление имело место, вероятно, потому что реакция между фосфорной кислотой (покрытие) и TiN в изоляционном придающем натяжение оксидном покрытии и железом обуславливала образование оксида Ti, фосфида железа и азота.
Изобретатели настоящего изобретения исходя из вышеизложенных результатов посчитали то, что в случае возможности подавления реакции между изоляционным придающим натяжение оксидным покрытием и покрытием из TiN должно быть возможным обеспечение демонстрации изоляционным придающим натяжение оксидным покрытием превосходного эффекта придания натяжения, а также превосходной адгезионной способности, и, в соответствии с этим, рассмотрели изменение композиции керамического покрытия.
Известны различные способы PVD, такие как паро-фазное осаждение, напыление и ионное осаждение. В случае использования способа с разрядом ЭРПК, который является одним способом ионного осаждения, широко использовавшимся до сих пор, типы формируемых покрытий будут ограничиваться вариантами TiN, CrN и тому подобного. Между тем, как это известно, в случае использования способа напыления могут быть сформированы покрытие из AlN и другие различные оксидные покрытия. В последние годы использование таких методик, как способ ИДО (ионно-дугового осаждения), который является одним способом ионного осаждения, способа напыления и тому подобного, сделало возможным формирование керамических покрытий, содержащих множество металлов, таких как TiAlN и AlCrN. В экспериментах, описанных ниже, нитридные покрытия формировали при использовании способа ИДО, в то время как оксидные покрытия формировали при использовании способа напыления.
Фиг. 2 представляет собой график, демонстрирующий результаты оценки адгезионной способности покрытия для керамических покрытий согласно определению при использовании метода наматывания на круглый пруток. Говоря более конкретно, нитридные покрытия, продемонстрированные на фиг. 2, формировали при использовании способа ИДО, в то время как оксидные покрытия формировали при использовании способа напыления, и их адгезионную способность покрытия оценивали при использовании метода наматывания на круглый пруток.
Метод наматывания на круглый пруток представляет собой нижеследующее: листовая сталь при 30 мм в ширину × 280 мм в длину в направлении прокатки наматывают вокруг круглого прутка, имеющего в диаметре несколько десятков миллиметров, в результате чего внутри листовой стали возникает внутреннее напряжение; после этого рассматривают то, имеет место или нет возникновение в покрытии трещины, и наиболее тонкий круглый пруток из числа круглых прутков, при использовании которых какой-либо трещины не возникает, определяют в качестве показателя оценки адгезии. В случае минимального диаметра изгиба, составляющего не более, чем 10 мм, оценочная величина диаметра изгиба должна составлять 10 мм.
Как это выявили результаты, продемонстрированные на графике с фиг. 2, нитридные покрытия характеризовались в большей мере превосходной адгезией, чем оксидные покрытия.
В общем случае нитриды легко окисляются; поэтому в случае формирования нитридного покрытия, например, при использовании способа PVD, должно быть затруднительным подавление реакции, включающей образование оксида во время высокотемпературного отжига. Как это считают изобретатели настоящего изобретения исходя из данного предположения, в результате уменьшения скорости реакции между керамическим покрытием, полученным из нитрида, и изоляционным придающим натяжение оксидным покрытием до минимума может быть подавлено ухудшение эффекта уменьшения потерь в сердечнике и адгезионной способности покрытия.
Фиг. 3 представляет собой график, демонстрирующий глубины проникновения кислорода в керамические покрытия. Говоря более конкретно, листовые стали, на которых сформировали различные керамические покрытия при использовании способа ИДО, выдерживали в атмосфере при 800°С на протяжении 5 минут, после чего измеряли профиль концентрации кислорода для каждого случая при использовании метода ОЭС (Оже-электронной спектроскопии) в направлении в глубину соответствующего керамического покрытия от его поверхности. Глубину, на которой обнаруженная концентрация кислорода составляет 5% по отношению к обнаруженной концентрации азота, определили как глубину проникновения кислорода (единица измерения: нм).
Как это выявили результаты, продемонстрированные на графике с фиг. 3, в случае формирования керамического покрытия из CrN или AlCrN, глубина проникновения кислорода была относительно маленькой.
В данный момент времени при использовании метода рентгеноструктурного анализа наблюдали оксид, образованный в керамическом покрытии после отжига (который моделировал отжиг для снятия напряжений), при котором листовую сталь выдерживали в атмосфере азота при 820°С на протяжении 3 часов.
Как это выявило наблюдение, в TiN образовывались TiO, TiO2 или Ti2O3 с кубической сингонией, в CrN – Сr2O3 (корундового типа), в AlN – Al2O3 (в основном с кубической сингонией), в TiAlN – TiO2 (с кубической сингонией) и в AlCrN – Al2O3 (в основном корундового типа). Дифракционные пики Cr2O3 и Al2O3 были в высшей степени более низкими, чем соответствующие пики других соединений.
Как это предполагалось исходя из вышеизложенных результатов, в случае формирования в поверхностном слое нитридного покрытия на стороне изоляционного придающего натяжение оксидного покрытия оксида, относящегося к корундовому типу, изоляционное придающее натяжение оксидное покрытие и нитридное покрытие физически изолировались одно от другого, что, таким образом, предотвращает дальнейшее прохождение окисления нитридного покрытия.
Фиг. 4 представляет собой график, демонстрирующий потери в сердечнике после формирования и отжига покрытия (1 час и 6 часов) по отношению к тому, что имеет место до данных технологических процессов. Говоря более конкретно, сначала измеряли потери в сердечнике W17/50 (единица измерения: Вт/кг) для текстурированной электротехнической листовой стали при 0,2 мм, имеющей сглаженную поверхность. После этого на данной текстурированной электротехнической листовой стали при использовании способа ИДО формировали покрытие из AlCrN при 0,10 мкм, а на нем формировали изоляционное придающее натяжение оксидное покрытие. Впоследствии получающуюся в результате текстурированную электротехническую листовую сталь подвергали томлению в азотной атмосфере при 820°С на протяжении 1 часа или 6 часов в целях моделирования отжига для снятия напряжений и измеряли потери в сердечнике W17/50 (единица измерения: Вт/кг) для листовой стали.
Как это продемонстрировано на графике с фиг. 4, конечные потери в сердечнике при 6-часовом отжиге были большими, чем при 1-часовом отжиге. Поверхность изоляционного придающего натяжение оксидного покрытия наблюдали при использовании устройства СЭМ и в результате в покрытии, подвергнутом 6-часовому отжигу, заметили большее количество отверстий, имеющих в диаметре несколько микрометров, которые, по-видимому, представляли собой воздушные пузырьки. Как это предполагалось исходя из вышеизложенных результатов, при 6-часовом отжиге дальнейшее прохождение реакции между покрытием из AlCrN и изоляционным придающим натяжение оксидным покрытием привело к получению меньшего эффекта придания натяжения для изоляционного придающего натяжение оксидного покрытия.
Фиг. 5 представляет собой график, демонстрирующий величины уменьшения потерь в сердечнике при формировании керамических покрытий. Говоря более конкретно, при использовании способа ИДО формировали керамическое покрытие из AlCrN, CrN или TiN (толщина покрытия: 0,10 мкм) и получали величину уменьшения потерь в сердечнике.
Как это продемонстрировано на графике с фиг. 5, несмотря на толщину покрытия, составляющую только 0,10 мкм, потери в сердечнике ощутимо уменьшались в случае формирования покрытия из AlCrN в сопоставлении со случаем формирования покрытия из CrN.
Поскольку физические свойства керамического покрытия, которые оказывают воздействие на величину уменьшения потерь в сердечнике, должны представлять собой постоянная кристаллической решетки и модуль Юнга, данные свойства измеряли.
В случае получения при использовании метода рентгеноструктурного анализа величин d, соответствующих кристаллографической плоскости {220} для керамических покрытий, результаты представляли собой «1,4568 Å» для покрытия из AlCrN, «1,4755 Å» для покрытия из CrN и «1,5074 Å» для покрытия из TiN.
Модули Юнга для керамических покрытий получали при использовании метода наноиндентирования, и результаты представляли собой «330 ГПа» для покрытия из AlCrN, «260 ГПа» для покрытия из CrN и «302 ГПа» для покрытия из TiN.
Фиг. 6 представляет собой график, демонстрирующий взаимосвязь между модулем Юнга для керамического покрытия и величиной уменьшения потерь в сердечнике. Говоря более конкретно, при использовании способа ИДО формировали различные керамические покрытия, при использовании метода наноиндентирования получали модули Юнга (единица измерения: ГПа) для керамических покрытий и получали величины уменьшения потерь в сердечнике.
В качестве керамических покрытий в дополнение к трем типам керамических покрытий (AlCrN, CrN и TiN) формировали керамические покрытия из TiCN, TiAlN и TiCrN, а также формировали керамическое покрытие из TiN при другом напряжении смещения (модуль Юнга: 333 ГПа).
Как это продемонстрировано на графике с фиг. 6, была заметна тенденция, при которой величина уменьшения потерь в сердечнике увеличивалась при увеличении модуля Юнга для керамического покрытия. Хотя механизм этого и является неясным, предположительно по мере увеличения модулей Юнга деформация растяжения для листовой стали реализуется легче при формировании керамического покрытия, и, таким образом, образуется остаточное напряжение растяжения.
Как это установили изобретатели настоящего изобретения в соответствии с представленным выше описанием изобретения, в случае формирования нитридного покрытия в виде сверхтонкого керамического покрытия и формирования на нем изоляционного придающего натяжение оксидного покрытия в результате высушивания при высокой температуре при формировании в керамическом покрытии оксида, относящегося к корундовому типу, изоляционное придающее натяжение оксидное покрытие сохранит свой превосходный эффект придания натяжения даже после высушивания.
Для дополнительного увеличения эффекта уменьшения потерь в сердечнике и улучшения адгезионной способности покрытия важным является не только простое окисление нитрида для получения оксида в керамическом покрытии, но также и сохранение неокисленного нитрида в окрестности поверхности керамического покрытия на стороне листовой стали.
Один беспрецедентный способ также представляет собой и использование высушивания изоляционного придающего натяжение оксидного покрытия для окисления нитридного покрытия.
Текстурированная электротехническая листовая сталь и способ ее производства.
Ниже еще раз описывается текстурированная электротехническая листовая сталь изобретения.
Текстурированная электротехническая листовая сталь изобретения является текстурированной электротехнической листовой сталью, включающей листовую сталь, керамическое покрытие, расположенное на листовой стали, и изоляционное придающее натяжение оксидное покрытие, расположенное на керамическом покрытии, где: керамическое покрытие включает нитрид и оксид; нитрид содержит, по меньшей мере, один элемент, выбираемый из группы, состоящей из Cr, Ti, Zr, Mo, Nb, Si, Al, Ta, Hf, W и Y; оксид обладает структурой кристалла, относящейся к корундовому типу; модуль Юнга для керамического покрытия согласно измерению при использовании метода наноиндентирования составляет не менее, чем 230 ГПа; керамическое покрытие характеризуется средней толщиной покрытия, составляющей не менее, чем 0,01 мкм, но не более, чем 0,30 мкм; и изоляционное придающее натяжение оксидное покрытие характеризуется натяжением, составляющим не менее, чем 10 МПа.
Текстурированная электротехническая листовая сталь изобретения характеризуется превосходными магнитными свойствами, такими как потери в сердечнике, а также адгезионной способностью покрытия.
Следующее далее описание изобретения также охватывает и способ производства текстурированной электротехнической листовой стали, соответствующей изобретению.
Листовая сталь.
Предпочтительные примеры листовой стали, использующейся в настоящем изобретении, включают: листовую сталь, полученную в результате удаления покрытия из форстерита с текстурированной электротехнической листовой стали, включающей покрытие из форстерита, (стального листа, подвергнутого вторичной рекристаллизации), (вариант осуществления А); и текстурированную электротехническую листовую сталь, произведенную без формирования покрытия из форстерита, (вариант осуществления В).
В любом из вариантов осуществления поверхность листовой стали, на которой должно быть сформировано керамическое покрытие, предпочтительно является гладкой, а более предпочтительно по возможности наиболее свободной от примесей, таких как оксиды.
На способ производства текстурированной электротехнической листовой стали, включающей покрытие из форстерита, конкретных ограничений не накладывают, и могут быть использованы широко известные способы. Говоря конкретно, например, слиток, характеризующийся предварительно определенной композицией стали, подвергают горячей прокатке, а после этого несколько раз (например, самое большее, два раза) холодной прокатке при проведении несколько раз отжига в промежутке между ними для получения, тем самым, конечной холоднокатаной листовой стали, которую, в свою очередь, подвергают обезуглероживающему отжигу и чистовому отжигу для обеспечения развития образования зерен, подвергнутых вторичной рекристаллизации и характеризующихся ориентацией Госса. Таким образом, получают текстурированную электротехническую листовую сталь, включающую покрытие из форстерита, (стальной лист, подвергнутый вторичной рекристаллизации).
В случае варианта осуществления А покрытие из форстерита может быть удалено при использовании широко известного способа, и примеры способов, которые могут быть использованы, включают механическое полирование, химическое полирование и электролитическое полирование.
При механическом полировании в листовую сталь в результате полирования вводят деформацию, и поэтому предпочтительным является дополнительное проведение химического полирования после механического полирования в целях устранения деформации.
При химическом полировании, например, могут быть использованы смесь из хлористо-водородной кислоты и фтористого водорода, азотная кислота и/или смешанный водный раствор из водного раствора фтористого водорода и водного раствора перекиси водорода, и могут быть одновременно отполированы покрытие из форстерита и листовая сталь.
При электролитическом полировании в качестве электролитического раствора может быть использован, например, водный раствор NaCl.
После полирования среднеарифметическая шероховатость Ra для поверхности листовой стали предпочтительно доходит вплоть до 0,3 мкм, а более предпочтительно доходит вплоть до 0,1 мкм. Однако, поскольку избыточное полирование может в результате привести к получению низкого выхода листовых сталей, степень полирования листовой стали после удаления покрытия из форстерита предпочтительно доходит вплоть до 5% от листовой стали до полирования.
Также и в случае варианта осуществления В во время отжига вторичной рекристаллизации и тому подобного на поверхности листовой стали могут образоваться неизбежные примеси, и поэтому каждый из верхнего и нижнего поверхностных слоев листовой стали предпочтительно удаляют на приблизительно несколько микрометров. В данном случае вследствие маленькой степени полирования подстраивание величины Ra является затруднительным; поэтому предпочтительным является проведение подстраивания для достижения желательной шероховатости в результате, например, предварительного уменьшения шероховатости валков в технологическом процессе прокатки.
Листовая сталь предпочтительно характеризуется композицией стали, содержащей в уровнях массового процентного содержания С в количестве, составляющем 30 ч./млн. и менее (0,003% и менее), Si в количестве в диапазоне от 1% до 7%, Р в количестве, составляющем 0,1% и менее, Mn в количестве, составляющем 0,1% и менее, S в количестве, составляющем менее, чем 10 ч./млн. (менее, чем 0,001%), и N в количестве, составляющем 20 ч./млн. и менее (0,002% и менее).
В случае избыточного содержания С потери в сердечнике могут увеличиться вследствие магнитного старения, таким образом, уровень содержания С предпочтительно составляет 30 ч./млн. и менее.
Si предпочтительно содержится в количестве, составляющем 1% или более, в целях увеличения удельного сопротивления и, тем самым, уменьшения потерь в сердечнике, но избыточный уровень содержания Si может ухудшить производительность, и поэтому уровень содержания Si предпочтительно составляет 7% и менее.
Р может содержаться вследствие его использования для увеличения удельного сопротивления; однако, присутствие Р может уменьшить магнитную индукцию насыщения при одновременном уменьшении производительности. Поэтому уровень содержания Р предпочтительно составляет 0,1% и менее.
В случае избыточного содержания Mn и S может образоваться выделение, такое как MnS, действие которого направлено на ухудшение потерь в сердечнике. Поэтому уровень содержания Mn и уровень содержания S предпочтительно составляют, соответственно, 0,1% и менее и менее, чем 10 ч./млн.
В случае содержания N при отжиге для снятия напряжений могут быть осаждены нитрид кремния и тому подобное, действие которых направлено на ухудшение потерь в сердечнике. Поэтому предпочтительным является по возможности наибольшее уменьшение уровня содержания N.
Могут быть добавлены и другие компоненты для сужения ориентации кристаллов после вторичной рекристаллизации до ориентации Госса на основании общепризнанных открытий; однако, в случае формирования покрытия из форстерита вследствие наличия у Cr действия, направленного на развитие якорного эффекта уровень содержания Cr предпочтительно является по возможности наименьшим, а более предпочтительно составляет 0,1% и менее.
Ti, Nb, V, Zr и Та могут образовывать карбид или нитрид, и, таким образом, их действие направлено на ухудшение потерь в сердечнике; поэтому они предпочтительно содержатся в количестве, составляющем 0,01% и менее в совокупности.
Листовая сталь предпочтительно характеризуется кристаллографической текстурой, включающей ориентации кристаллов, накапливающиеся в окрестности ориентации Госса. При средней ориентации кристаллов β, что представляет собой угол, образованный между осью <100> для подвергнутых вторичной рекристаллизации зерен, простирающейся в направлении прокатки листовой стали, и ее поверхностью проката, предпочтительно доходит вплоть до 3°. Это обуславливается тем, что в случае маленького угла β эффект уменьшения потерь в сердечнике ощутимо увеличится. Угол α предпочтительно доходит вплоть до 4°.
В частности, в случае непроведения для поверхности листовой стали измельчения магнитных доменов, которое включает формирование канавки или локальное введение деформации при использовании лазерного луча или электронного пучка и тому подобного, средний угол β более предпочтительно составит не менее, чем 1°, но не более, чем 3°. Это обуславливается тем, что в случае близости угла β к 0° ощутимо увеличатся потери на вихревые токи.
Листовая сталь предпочтительно характеризуется средним размером зерен, составляющим 5 мм или более. В случае чрезмерно маленького среднего размера зерен несмотря на уменьшение потерь на вихревые токи гистерезисные потери увеличатся больше этого уменьшения, и, таким образом, это является невыгодным применительно к совокупным потерям в сердечнике.
Листовая сталь предпочтительно характеризуется толщиной листа в диапазоне от 0,10 до 0,30 мм, поскольку несмотря на увеличение эффекта уменьшения потерь в сердечнике, произведенного в результате формирования изоляционного придающего натяжение оксидного покрытия, при меньшей толщине листа избыточно маленькая толщина листа делает затруднительным достижение желательного угла β.
Обработка до формирования керамического покрытия.
Предпочитается, чтобы на поверхности листовой стали, на которой должно быть сформировано керамическое покрытие, визуально распознаваемая ржавчина бы не присутствовала. В случае визуального распознавания ржавчины ржавчину предпочтительно удаляют в результате травления при использовании хлористо-водородной кислоты, азотной кислоты или другой кислоты.
Однако, вследствие неизбежного формирования на поверхности листовой стали оксида микронного размера его предпочтительно удаляют в результате ионного очищения в вакууме при 10 Па и менее до формирования керамического покрытия. Ионное очищение проводят в результате, например, приложения к листовой стали на протяжении, по меньшей мере, 10 секунд отрицательного напряжения смещения, составляющего не более, чем -300 В, для ускорения ионов и стимулирования столкновения ускоренных ионов с листовой сталью. Напряжение смещения предпочтительно составляет не более, чем -500 В, а более предпочтительно не более, чем -800 В. При использовании данного напряжения смещения увеличивается кинетическая энергия ионов, в результате чего увеличивается очищающая способность, что, тем самым, сокращает необходимое время и улучшает производительность. С другой стороны, в случае избыточно низкого напряжения смещения листовой стали будет придана деформация, и это может привести к получению увеличенных потерь в сердечнике; поэтому нижнее предельное значение напряжения смещения предпочтительно составляет -2000 В.
Время очищения предпочтительно доходит вплоть до 5 минут, а более предпочтительно вплоть до 2 минут.
Керамическое покрытие.
Текстурированная электротехническая листовая сталь изобретения включает на листовой стали в соответствии с вышеизложенным керамическое покрытие, содержащее нитрид и оксид.
Для керамического покрытия, например, предпочтительно используют следующие далее два варианта осуществления.
Вариант осуществления 1: в качестве керамического покрытия формируют нитридное покрытие, а впоследствии часть нитридного покрытия окисляется с образованием оксида при высушивании для формирования изоляционного придающего натяжение оксидного покрытия, что будет описываться ниже; таким образом, керамическое покрытие содержит оксид в дополнение к нитриду.
Вариант осуществления 2: керамическое покрытие содержит как нитрид, так и оксид с самого начала (до формирования изоляционного придающего натяжение оксидного покрытия).
В любом из вариантов осуществления оксид в керамическом покрытии обладает структурой кристалла, относящейся к корундовому типу. При наличии данной конфигурации даже в случае дополнительного проведения для текстурированной электротехнической листовой стали изобретения отжига, такого как отжиг для снятия напряжений, будет предотвращено дальнейшее окисление керамического покрытия (то есть, нитрида в нем), и будет подавлено прохождение реакции между керамическим покрытием и изоляционным придающим натяжение оксидным покрытием, таким образом, изоляционное придающее натяжение оксидное покрытие может продемонстрировать превосходный эффект придания натяжения, тем самым, обеспечивая достижение низких потерь в сердечнике и превосходной адгезионной способности покрытия.
В случае представленного выше варианта осуществления 1 предпочтительным является окисление только поверхностного слоя (области от поверхности до толщины, доходящей вплоть до 10 нм) в керамическом покрытии на стороне изоляционного придающего натяжение оксидного покрытия в целях достижения дополнительных превосходных магнитных свойств и адгезионной способности покрытия. В данном случае поверхность керамического покрытия на стороне листовой стали не окисляется и содержит нитрид.
Нитрид.
Нитрид, содержащийся в керамическом покрытии, содержит, по меньшей мере, один элемент, выбираемый из группы, состоящей из Cr, Ti, Zr, Mo, Nb, Si, Al, Ta, Hf, W и Y.
Конкретные примеры нитрида включают AlCrN, CrN, TiN, TiCN, TiAlN и TiCrN. В частности, предпочитается нитрид, содержащий, по меньшей мере, один элемент, выбираемый из группы, состоящей из Al и Cr, в соответствии с иллюстрацией на примерах AlCrN и CrN.
Нитрид в керамическом покрытии может содержать два или более вышеупомянутых элементов и может представлять собой твердый раствор.
В случае нитрида в керамическом покрытии, представляющего собой, например, AlCrN, соотношение в композиции между Al и Cr необязательно будет составлять 50 : 50, и AlCrN может принимать форму, в которой Cr растворяется в AlN в количестве в диапазоне от нескольких процентов до нескольких десятков процентов. Одним примером является Al0,7Cr0,3N. В настоящем описании изобретения такой вариант осуществления для удобства также имеет обозначение «AlCrN».
В целях увеличения модуля Юнга для керамического покрытия в AlCrN могут быть растворены Si и тому подобное в количестве, доходящем вплоть до нескольких процентов. Ниже в настоящем документе это для удобства также имеет обозначение «AlSiCrN».
Нитрид в керамическом покрытии предпочтительно обладает структурой кристалла, относящейся к кубической сингонии (типу каменной соли). Например, в качестве структуры кристалла AlN известны гексагональная сингония и кубическая сингония (тип каменной соли). В случае кубической сингонии оксид, образовавшийся при окислении нитрида, имеет тенденцию к отнесению к корундовому типу, характеризующемуся увеличенным модулем Юнга.
В случае представленного выше варианта осуществления 1 керамическое покрытие до формирования изоляционного придающего натяжение оксидного покрытия содержит нитрид в количестве, составляющем предпочтительно не менее, чем 85% (масс.), а более предпочтительно не менее, чем 95% (масс.) и еще более предпочтительно образованном из практически только нитрида.
Оксид.
В соответствии с представленным выше описанием изобретения оксид в керамическом покрытии обладает структурой кристалла, относящейся к корундовому типу. Факт обладания оксидом в керамическом покрытии структурой кристалла, относящейся к корундовому типу, может наблюдаться, например, при использовании электронографического метода.
На тип элемента, включенный в оксид в керамическом покрытии, конкретных ограничений не накладывают; однако, в случае представленного выше варианта осуществления 1 оксид образуется при окислении нитрида и поэтому содержит тот же самый элемент, который содержался в нитриде.
На уровень содержания оксида в керамическом покрытии конкретных ограничений не накладывают. Например, совокупное количество оксида и нитрида, описанных выше, составляет предпочтительно не менее, чем 85% (масс.), а более предпочтительно не менее, чем 95% (масс.), в керамическом покрытии.
В случае представленного выше варианта осуществления 1 керамическое покрытие предпочтительно будет содержать оксид в своем поверхностном слое (области в интервале от поверхности до толщины, доходящей вплоть до 10 нм) на стороне изоляционного придающего натяжение оксидного покрытия, а более предпочтительным является образование оксида только в пределах данного поверхностного слоя.
Модуль Юнга.
Модуль Юнга для керамического покрытия имеет тенденцию, при которой больший модуль Юнга приводит к получению большей степени уменьшения потерь в сердечнике в соответствии с представленным выше описанием изобретения и поэтому составляет, по меньшей мере, 230 ГПа, а предпочтительно не менее, чем 300 ГПа. На его верхнее предельное значение конкретных ограничений не накладывают, и оно составляет, например, не более, чем 500 ГПа.
Модуль Юнга для керамического покрытия измеряют при использовании метода наноиндентирования. При данном измерении модуль Юнга (EIT) определяют при использовании метода наноиндентирования, используя следующую далее формулу, при этом керамическое покрытие используют в качестве образца, характеризующегося коэффициентом Пуассона (ν) 0,3.
Математическая формула 1.
Er: составной модуль Юнга для образца и материала индентора (алмаз)
Ei: модуль Юнга для материала индентора (алмаза) (= 1141 ГПа)
ν: коэффициент Пуассона для образца
νi: коэффициент Пуассона для материала индентора (алмаза) (= 0,070)
Модуль Юнга для керамического покрытия может быть измерен после формирования изоляционного придающего натяжение оксидного покрытия. В данном случае модуль Юнга для керамического покрытия может быть измерен после удаления изоляционного придающего натяжение оксидного покрытия в соответствии с представленным ниже описанием изобретения для получения обнаженного керамического покрытия.
Толщина покрытия.
Керамическое покрытие характеризуется средней толщиной покрытия, составляющей не менее, чем 0,01 мкм, но не более, чем 0,30 мкм.
Для уменьшения производственной себестоимости предпочтительной является меньшая толщина покрытия, и верхнее предельное значение устанавливают равным 0,30 мкм.
С другой стороны, избыточно маленькая толщина покрытия в результате приводит к ухудшению адгезионной способности покрытия для изоляционного придающего натяжение оксидного покрытия, и поэтому нижнее предельное значение устанавливают равным 0,01 мкм. Средняя толщина покрытия более предпочтительно составляет не менее, чем 0,03 мкм, но не более, чем 0,10 мкм.
В настоящем изобретении среднюю толщину покрытия для керамического покрытия определяют следующим далее образом: используют стандартный лист, характеризующийся известной прежде толщиной покрытия в связи с каждой композицией, измеряют толщину покрытия при использовании рентгеновской флуоресценции в заданных трех местах и результаты измерений усредняют.
Ориентация кристалла и другие факторы.
Ориентация кристалла для нитрида, содержащегося в керамическом покрытии, предпочтительно накапливается в одной из ориентаций {111}, {100} (то же самое, что и {200}) и {110} (то же самое, что и {220}).
Фиг. 7 представляет собой график, демонстрирующий взаимосвязь между минимальным диаметром изгиба, который представляет собой показатель адгезионной способности покрытия, и соотношением между интенсивностями дифракции (Ipeak1/Ipeak2) для керамического покрытия согласно измерению при использовании метода рентгеноструктурного анализа.
Керамическое покрытие в данном случае являлось покрытием CrN, характеризующимся толщиной покрытия 0,10 мкм и сформированным при использовании способа ИДО в различных условиях по напряжению смещения. После формирования изоляционного придающего натяжение оксидного покрытия и впоследствии проведения отжига в нитридной атмосфере при 800°С на протяжении 30 минут измеряли минимальный диаметр изгиба.
При использовании метода рентгеноструктурного анализа измеряли интенсивности (имп./сек) дифракционных пиков, соответствующих ориентациям {111}, {200} и {220} для покрытия из CrN; максимальное значение из числа результатов измерения определяли как «Ipeak1», а второе по величине максимальное значение – как «Ipeak2». Величину «Ipeak1/Ipeak2» использовали в качестве простого показателя накапливания одной ориентации для керамического покрытия.
Как это можно видеть исходя из графика с фиг. 7, по мере нарастания величины «Ipeak1/Ipeak2», то есть, по мере более плотного накапливания в керамическом покрытии одной ориентации, минимальный диаметр изгиба уменьшается, и адгезионная способность покрытия становится в большей мере превосходной.
С учетом того, что обычные текстурированные электротехнические листовые стали характеризуются минимальным диаметром изгиба, составляющим не более, чем 30 мм, предпочтительной является величина «Ipeak1/Ipeak2», составляющая не менее, чем 1,5. На способ производства для достижения этого конкретных ограничений не накладывают; в случае формирования покрытия при использовании способа ИДО напряжение смещения для формирования покрытия может быть надлежащим образом подстроено в диапазоне от -50 до 500 В.
Формирование керамического покрытия.
Для формирования керамического покрытия используют способы CVD или PVD или другие способы; однако, например, в термическом способе CVD используют высокую температуру формирования покрытия, таким образом, текстура покрытия имеет тенденцию к росту и размягчению. Таким образом, предпочтительно используют способы PVD.
Несмотря на существование множества типов способов PVD в сопоставлении с другими способами более предпочтительным является способ, включающий предварительное ионизирование материала, а после этого формирование покрытия на целевом объекте, такой как способ ИДО (ионно-дугового осаждения). Это обуславливается тем, что способ имеет тенденцию не только к стимулированию получения в большей мере превосходной адгезионной способности покрытия, чем то, что имеет место в случаях использования других способов, но также и к обеспечению увеличения модуля Юнга для керамического покрытия в результате подстраивания напряжения смещения.
Способ ИДО будет описан для общего случая. Сначала в качестве катода принимается испаряемый металл (источник испарения), в то время как в качестве анода принимается вакуумная камера. От источника мощности дуги между анодом и катодом прикладывают напряжение постоянного тока для генерирования дугового разряда. Активированный катод нагревают до высокой температуры, испаряют и ионизируют. Таким образом испаренные ионы металлов также используют для сохранения плазмы. К подложке (например, листовой стали) прикладывают отрицательное напряжение смещения, и, тем самым, она притягивает ионы металла в плазме. В случае формирования покрытия из нитрида, такого как TiN, будут вводить газообразный азот. Подложку обычно нагревают в целях улучшения адгезии между сформированным покрытием и подложкой. Поскольку подложку нагревают в вакууме, в качестве способа нагревания в основном используют радиационное нагревание, индукционное нагревание и тому подобное.
Способ ИДО является выгодным в том смысле, что при использовании сплава в качестве мишени (источника испарения) легко может быть получен сложный нитрид, такой как AlCrN. Таким образом, способ ИДО более предпочтительно используют при формировании покрытия из AlCrN и тому подобного. Однако, предпочтительным является подстраивание катода в целях недопущения обеспечения появления капли. Дефект, подобный появлению капли, не является благоприятным, поскольку это может индуцировать диффундирование кислорода (О) из изоляционного придающего натяжение оксидного покрытия, что, тем самым, вызывает преобразование керамического покрытия. Для увеличения адгезии по отношению к листовой стали степень ионизирования элемента формирования покрытия предпочтительно устанавливают равной 50% или более.
Температура формирования покрытия во время формирования керамического покрытия предпочтительно составляет не менее, чем 300°С, но не более, чем 600°С. Избыточно низкая температура формирования покрытия может приводить к получению уменьшенной скорости формирования покрытия. С другой стороны, в случае избыточно высокой температуры формирования покрытия могут увеличиться время и издержки, требуемые для нагревания.
Скорость формирования керамического покрытия составляет предпочтительно 0,3 нм/сек или более, а более предпочтительно 2,0 нм/сек или более. В способе ИДО скорость формирования покрытия может быть увеличена в результате увеличения энергии плазмы или источника испарения.
В соответствии с представленным выше описанием изобретения способ ИДО включает приложение к листовой стали отрицательного напряжения смещения для ускорения ионов источника испарения и, тем самым, стимулирования столкновения ионов с листовой сталью. В данный момент времени напряжение смещения предпочтительно доходит вплоть до -50 В. При наличии данной конфигурации сформированное керамическое покрытие вероятно будет характеризоваться плотной текстурой, что, таким образом, обеспечивает достижение превосходной адгезионной способности покрытия. Как это известно, по мере уменьшения напряжения смещения ориентация кристаллов покрытия имеет тенденцию к накапливанию в одном направлении; однако, избыточно низкое напряжение смещения может привести к получению ощутимо низкой эффективности формирования покрытия, и поэтому нижнее предельное значение предпочтительно составляет -500 В.
Расход газообразного азота, требуемый для формирования керамического покрытия из нитрида, и степень вакуума в камере для формирования покрытия могут подходящим для использования образом быть выбраны из широко известных значений.
В случае использования вакуумной аппаратуры для перепускания листов аппаратура предпочтительно имеет конструкцию с перепадом давления, включающую, по меньшей мере, две ступени. Листовая сталь, подвергаемая осаждению из паровой фазы, содержит влагу, адсорбированную на ней, и вышеупомянутая конструкция делает возможным удаление влаги в вакуумной камере первой ступени. Более предпочтительной является трехступенчатая конструкция с перепадом давления. В случае присутствия влаги в керамическом покрытии могут возникать дефекты, которые приводят к получению пониженной твердости, что, таким образом, в результате приводит к получению пониженной адгезионной способности покрытия.
Для стабилизации качества источник испарения (также обозначаемый термином «мишень»), который является источником для керамического покрытия, располагают таким образом, чтобы керамическое покрытие могло бы быть однородно сформировано поверх всей листовой стали при отсутствии неравномерности.
Длина печи может быть предварительно определена таким образом, чтобы добиться достижения желательного времени очищения, скорости формирования покрытия и тому подобного.
Изоляционное придающее натяжение оксидное покрытие.
Текстурированная электротехническая листовая сталь изобретения включает на керамическом покрытии, соответствующем вышеизложенному, изоляционное придающее натяжение оксидное покрытие. Изоляционное придающее натяжение оксидное покрытие является оксидным покрытием, а также изоляционным покрытием, поскольку листовую сталь используют в качестве железного сердечника трансформатора.
Изоляционное придающее натяжение оксидное покрытие содержит оксид. Данный оксид, например, производят из фосфата, включенного в рабочий раствор, описываемый ниже, и одним его конкретным примером является силикофосфатное стекло.
Изоляционное придающее натяжение оксидное покрытие содержит такой оксид в количестве, составляющем предпочтительно не менее, чем 85% (масс.), а более предпочтительно не менее, чем 95% (масс.), и еще более предпочтительно образовано из практически только оксида.
Натяжение.
Изоляционное придающее натяжение оксидное покрытие характеризуется натяжением, составляющим, по меньшей мере, 10 МПа.
Метод оценки (метод измерения) натяжения для изоляционного придающего натяжение оксидного покрытия представляет собой нижеследующее: сначала формируют керамическое покрытие и изоляционное придающее натяжение оксидное покрытие в данном порядке на каждой стороне листовой стали (не имеющей покрытия из форстерита), получая, таким образом, образец (направление прокатки, 280 мм; направление, перпендикулярное направлению прокатки, 30 мм) без отклонения. На всей поверхности одной стороны полученного образца прикрепляют липкую ленту для противокоррозионной защиты. Впоследствии образец, имеющий прикрепленную на нем липкую ленту для противокоррозионной защиты, погружают в водный раствор гидроксида натрия при приблизительно 110°С на протяжении приблизительно 10 минут для удаления, тем самым, изоляционного придающего натяжение оксидного покрытия на стороне, не включающей на ней липкой ленты для противокоррозионной защиты. Поскольку листовая сталь не включает на одной стороне изоляционного придающего натяжение оксидного покрытия в плоскости направления прокатки в направлении толщины листа возникает кривизна (отклонение) листовой стали. В результате удаления липкой ленты для противокоррозионной защиты определяют радиус кривизны R для листовой стали. Натяжение σ для изоляционного придающего натяжение оксидного покрытия представляется при использовании формулы «σ = Ed/3R», где Е представляет собой модуль Юнга для листовой стали в направлении прокатки, а d представляет собой толщину покрытия для покрытия на одной стороне.
На верхнее предельное значение натяжения для изоляционного придающего натяжение оксидного покрытия конкретных ограничений не накладывают, и натяжение для изоляционного придающего натяжение оксидного покрытия составляет предпочтительно 50 МПа и менее, более предпочтительно 40 МПа и менее, а еще более предпочтительно 30 МПа и менее.
Толщина покрытия.
Толщина покрытия для изоляционного придающего натяжение оксидного покрытия на одной стороне составляет предпочтительно не менее, чем 1,0 мкм, а более предпочтительно не менее, чем 2,0 мкм, поскольку легко может быть получено высокое натяжение.
Применительно к коэффициенту заполнения пакета сердечника толщина покрытия для изоляционного придающего натяжение оксидного покрытия на одной стороне составляет предпочтительно не более, чем 10,0 мкм, а более предпочтительно не более, чем 4,0 мкм.
Формирование изоляционного придающего натяжение оксидного покрытия.
На способ формирования изоляционного придающего натяжение оксидного покрытия конкретных ограничений не накладывают, и применительно к издержкам выгодным является способ формирования, включающий нанесение рабочего раствора, описываемого ниже, при использовании устройства для нанесения покрытия валиком со следующим далее высушиванием.
Несмотря на обычное проведение высушивания при высокой температуре, составляющей, по меньшей мере, 600°С, предел текучести для листовой стали в данный момент времени уменьшается, в результате этого вследствие линейного натяжения в листовую сталь может быть введена излишняя деформация. Для подавления данного явления температуру высушивания устанавливают равной 1000°С и менее, а линейное натяжение во время высушивания устанавливают равным 20 МПа и менее.
Атмосфера для высушивания является, например, азотной атмосферой.
В случае проведения ионного облучения при высоком ускоряющем напряжении во время формирования керамического покрытия в листовой стали могут слегка возникать деформации. Предпочитается устранить или уменьшить такие деформации в результате высушивания при температуре, составляющей 750°С или более, на протяжении, по меньшей мере, 15 секунд.
Рабочий раствор, использующийся для формирования изоляционного придающего натяжение оксидного покрытия, предпочтительно содержит, по меньшей мере, фосфат. Одним примером типа металла в фосфате является, по меньшей мере, один металл, выбираемый из группы, состоящей из Mg, Al, Ca, Sr, Fe, Cu, Mn и Zn. В качестве фосфата с точки зрения доступности в выгодном случае используют первичный фосфат (бифосфат).
Рабочий раствор предпочтительно содержит коллоидальный диоксид кремния. Коллоидальный диоксид кремния предпочтительно характеризуется средним размером частиц в диапазоне от 5 до 200 нм. Уровень содержания коллоидального диоксида кремния предпочтительно находится в диапазоне от 50 до 150 массовых частей по отношению к 100 массовым частям фосфата применительно к твердому содержимому.
Рабочий раствор может, кроме того, содержать хромовый ангидрид и/или бихромат, и их количество предпочтительно находится в диапазоне от 10 до 50 массовых частей по отношению к 100 массовым частям фосфата применительно к твердому содержимому (уровню содержания высушенного продукта).
К рабочему раствору могут быть, кроме того, добавлены неорганические минеральные частицы, такие как порошкообразный диоксид кремния или порошкообразный оксид алюминия, и их количество предпочтительно находится в диапазоне от 0,1 до 10 массовых частей по отношению к 100 массовым частям фосфата применительно к твердому содержимому.
Измельчение магнитных доменов.
Измельчение магнитных доменов может быть проведено в результате формирования канавок на поверхности листовой стали. В данном случае при формировании канавок после формирования керамического покрытия будут возникать дополнительные издержки для удаления керамического покрытия, и, таким образом, канавки предпочтительно формируют до формирования керамического покрытия.
В случае проведения измельчения магнитных доменов, относящегося к нежаростойкому типу, в результате облучения при использовании пучка электронов или лазерного луча измельчение предпочтительно будут проводить после формирования изоляционного придающего натяжение оксидного покрытия. Это обуславливается тем, что некоторые типы изоляционных придающих натяжение оксидных покрытий должны быть сформированы при высоких температурах, составляющих 700°С или более, а в случае введения деформаций при использовании пучка электронов и тому подобного до формирования такого изоляционного придающего натяжение оксидного покрытия введенные деформации будут исчезать во время формирования изоляционного придающего натяжение оксидного покрытия, таким образом, эффект измельчения магнитных доменов уменьшится.
В случае использования в качестве способа измельчения магнитных доменов, относящегося к нежаростойкому типу, лазерного облучения лазерный луч может быть отражен сглаженной поверхностью листовой стали, что в результате приводит к получению пониженной эффективности энергетического облучения. Поэтому облучение при использовании пучка электронов является более предпочтительным, чем лазерное облучение.
Отжиг.
В случае использования текстурированной электротехнической листовой стали изобретения в качестве железного сердечника трансформатора и тому подобного текстурированная электротехническая листовая сталь изобретения может быть подвергнута отжигу, помимо прочего, в целях устранения деформаций.
Температура во время отжига предпочтительно составляет не менее, чем 700°С, но не более, чем 900°С. Температура, составляющая менее, чем 700°С, может сделать затруднительным устранение деформаций. С другой стороны, температура, составляющая более, чем 900°С, имеет тенденцию к ухудшению адгезионной способности покрытия.
Время томления при отжиге предпочтительно находится в диапазоне от 0,2 до 3 часов. В случае времени томления, составляющего менее, чем 0,2 часа, деформации могут быть удалены неполностью. С другой стороны, в случае превышения временем томления 3 часов может ухудшиться адгезионная способность покрытия, что в результате приводит к получению увеличенных потерь в сердечнике.
Примеры
Настоящее изобретение будет конкретно описываться ниже при обращении к примерам. Однако, настоящее изобретение не должно восприниматься как ограниченное следующими далее примерами.
Тестовый пример 1: Покрытие, содержащее ZrSiN, и изоляционное придающее натяжение оксидное покрытие (измельчение магнитных доменов, относящееся к нежаростойкому типу).
Производство текстурированной электротехнической листовой стали.
Получали подвергнутый вторичной рекристаллизации стальной лист, включающий покрытие из форстерита и характеризующийся композицией стали, содержащей в уровнях массового процентного содержания С в количестве 20 ч./млн. и Si в количестве 3,4% (толщина листа 0,23 мм; средний размер зерен в диапазоне от 28 до 35 мм; средний угол β 2,0°).
Покрытие из форстерита у полученного стального листа, подвергнутого вторичной рекристаллизации, удаляли при использовании смеси из хлористо-водородной кислоты, фтористого водорода и азотной кислоты; впоследствии проводили химическое полирование при использовании водного раствора, полученного в результате смешивания водного раствора фтористого водорода (47%) и водного раствора перекиси водорода (34,5%) при соотношении 1 : 20, что, тем самым, уменьшало толщину листа до 0,20 мм; и поверхность сглаживали до значения Ra, составляющего 0,1 мкм и менее. Таким образом, получали листовую сталь.
После сглаживания листовую сталь незамедлительно помещали в вакуумный резервуар, а после этого стимулировали столкновение ионов Ti, ускоренных при использовании напряжения смещения -1000 В, с верхней и нижней поверхностями листовой стали на протяжении 1 минуты для удаления с поверхностей оксида, неизбежно образовывавшегося после химического полирования.
Впоследствии на верхней поверхности листовой стали при использовании способа ИДО в условиях напряжения смещения -150 В и скорости формирования покрытия 1,0 нм/сек формировали керамическое покрытие, характеризующееся средней толщиной покрытия 0,05 мкм и содержащее ZrSiN в качестве нитрида.
После этого поверх керамического покрытия при использовании устройства для нанесения покрытия валиком наносили рабочий раствор, который высушивали в азотной атмосфере при 900°С на протяжении 60 секунд для получения, тем самым, изоляционного придающего натяжение оксидного покрытия на фосфатной основе. В данном технологическом процессе устанавливали линейное натяжение равным 10 МПа. Изоляционное придающее натяжение оксидное покрытие характеризовалось толщиной покрытия 3,6 мкм на одной стороне. Натяжение для изоляционного придающего натяжение оксидного покрытия продемонстрировано в приведенной ниже таблице 1.
В качестве рабочего раствора использовали рабочий раствор, содержащий 100 массовых частей фосфата магния (одноосновного фосфата магния), 80 массовых частей коллоидального диоксида кремния (АТ-30, производства компании ADEKA Corporation; средний размер частиц 10 нм) и 20 массовых частей хромового ангидрида (где данный раствор также использовали в описанных ниже тестовых примерах от 2 до 6).
Таким образом, производили текстурированную электротехническую листовую сталь, образованную из листовой стали, керамического покрытия и изоляционного придающего натяжение оксидного покрытия. Впоследствии текстурированную электротехническую листовую сталь облучали при использовании пучка электронов для проведения измельчения магнитных доменов.
Оценка.
Модуль Юнга для керамического покрытия составлял 350 ГПа.
Согласно наблюдению при использовании метода рентгеноструктурного анализа соединение ZrSiN керамического покрытия обладало структурой кристалла, подобной тому, что имеет место для ZrN с кубической сингонией, и наивысший дифракционный пик соответствовал ориентации {220}. Величина «Ipeak1/Ipeak2» составляла 1,5.
Как это выявил элементный анализ при использовании метода СПЭМ-ЭДРСА (микроскопия для сканирующего просвечивающего электронного микроскопа – энергодисперсионный рентгеноспектральный анализ), только лишь поверхностный слой в керамическом покрытии на стороне изоляционного придающего натяжение оксидного покрытия окислялся (то есть, оксид образовывался в поверхностном слое). Образовавшийся оксид не мог быть идентифицирован при использовании метода рентгеноструктурного анализа и тому подобного, но, как это было определено при использовании электронографического метода, обладал структурой кристалла, относящейся к корундовому типу.
Для полученной текстурированной электротехнической листовой стали в качестве ее магнитных свойств измеряли магнитную индукцию В8 (единица измерения: Тл) и потери в сердечнике W17/50 (единица измерения: Вт/кг). Кроме того, при использовании метода наматывания на круглый пруток измеряли минимальный диаметр изгиба (единица измерения: мм) для оценки адгезионной способности покрытия. Результаты продемонстрированы в приведенной ниже таблице 1.
Таблица 1
Тестовый пример 2: Керамическое покрытие, содержащее CrSiMN, и изоляционное придающее натяжение оксидное покрытие (измельчение магнитных доменов, относящееся к нежаростойкому типу).
Производство текстурированной электротехнической листовой стали.
Получали подвергнутый вторичной рекристаллизации стальной лист, включающий покрытие из форстерита и характеризующийся композицией стали, содержащей в уровнях массового процентного содержания С в количестве 20 ч./млн. и Si в количестве 3,4% (толщина листа 0,23 мм; средний размер зерен в диапазоне от 28 до 35 мм; средний угол β 2,0°).
Покрытие из форстерита у полученного листа, подвергнутого вторичной рекристаллизации, удаляли при использовании смеси из хлористо-водородной кислоты, фтористого водорода и азотной кислоты; впоследствии проводили химическое полирование при использовании водного раствора, полученного в результате смешивания водного раствора фтористого водорода (47%) и водного раствора перекиси водорода (34,5%) при соотношении 1 : 20, что, тем самым, уменьшало толщину листа до 0,20 мм; и поверхность сглаживали до значения Ra, составляющего 0,1 мкм и менее. Таким образом, получали листовую сталь.
После сглаживания листовую сталь незамедлительно помещали в вакуумный резервуар, а после этого стимулировали столкновение ионов Ti, ускоренных при использовании напряжения смещения -800 В, с верхней и нижней поверхностями листовой стали на протяжении 1 минуты для удаления с поверхностей оксида, неизбежно образовывавшегося после химического полирования.
Впоследствии на верхней поверхности листовой стали при использовании способа ИДО в условиях напряжения смещения -200 В и скорости формирования покрытия 0,5 нм/сек формировали керамическое покрытие, характеризующееся средней толщиной покрытия в диапазоне от 0,07 до 0,15 мкм и содержащее CrSiMN в качестве нитрида. «М» в данном случае обозначает один элемент из числа Mo, Nb, Ta, Hf, W и Y (смотрите приведенную ниже таблицу 2). М изменяли в результате изменения типа легированной стали, использованной в качестве мишени.
После этого поверх керамического покрытия при использовании устройства для нанесения покрытия валиком наносили рабочий раствор, который высушивали в азотной атмосфере при 900°С на протяжении 60 секунд для получения, тем самым, изоляционного придающего натяжение оксидного покрытия на фосфатной основе. В данном технологическом процессе устанавливали линейное натяжение равным 10 МПа. Изоляционное придающее натяжение оксидное покрытие характеризовалось толщиной покрытия 3,6 мкм на одной стороне. Натяжение для изоляционного придающего натяжение оксидного покрытия продемонстрировано в приведенной ниже таблице 2.
Таким образом, производили текстурированную электротехническую листовую сталь, образованную из листовой стали, керамического покрытия и изоляционного придающего натяжение оксидного покрытия. Впоследствии текстурированную электротехническую листовую сталь облучали при использовании пучка электронов для проведения измельчения магнитных доменов.
Оценка.
Модуль Юнга для керамического покрытия составлял 330 ГПа в каждом случае.
Согласно наблюдению при использовании метода рентгеноструктурного анализа соединение CrSiMN керамического покрытия обладало структурой кристалла, подобной тому, что имеет место для CrN с кубической сингонией. Величина «Ipeak1/Ipeak2» составляла 1,5.
Как это выявил элементный анализ при использовании метода СПЭМ-ЭДРСА, только лишь поверхностный слой в керамическом покрытии на стороне изоляционного придающего натяжение оксидного покрытия окислялся (то есть, оксид образовывался в поверхностном слое). Образовавшийся оксид, как это было определено при использовании электронографического метода, обладал структурой кристалла, относящейся к корундовому типу.
Для полученной текстурированной электротехнической листовой стали в качестве ее магнитных свойств измеряли магнитную индукцию В8 (единица измерения: Тл) и потери в сердечнике W17/50 (единица измерения: Вт/кг). Кроме того, при использовании метода наматывания на круглый пруток измеряли минимальный диаметр изгиба (единица измерения: мм) для оценки адгезионной способности покрытия. Результаты продемонстрированы в приведенной ниже таблице 2.
Таблица 2
Тестовый пример 3: Керамическое покрытие, содержащее AlCrN, и изоляционное придающее натяжение оксидное покрытие (измельчение магнитных доменов, относящееся к нежаростойкому типу).
Производство текстурированной электротехнической листовой стали.
Получали подвергнутый вторичной рекристаллизации лист, включающий покрытие из форстерита и характеризующийся композицией стали, содержащей в уровнях массового процентного содержания С в количестве 20 ч./млн. и Si в количестве 3,4% (толщина листа 0,23 мм; средний размер зерен в диапазоне от 28 до 35 мм; средний угол β 2,0°).
Покрытие из форстерита у полученного листа, подвергнутого вторичной рекристаллизации, удаляли при использовании смеси из хлористо-водородной кислоты, фтористого водорода и азотной кислоты; впоследствии проводили химическое полирование при использовании водного раствора, полученного в результате смешивания водного раствора фтористого водорода (47%) и водного раствора перекиси водорода (34,5%) при соотношении 1 : 20, что, тем самым, уменьшало толщину листа до 0,20 мм; и поверхность сглаживали до значения Ra, составляющего 0,1 мкм и менее. Таким образом, получали листовую сталь.
После сглаживания листовую сталь незамедлительно помещали в вакуумный резервуар, а после этого стимулировали столкновение ионов Ti, ускоренных при использовании напряжения смещения -1000 В, с верхней и нижней поверхностями листовой стали на протяжении 1 минуты для удаления с поверхностей оксида, неизбежно образовывавшегося после химического полирования.
Впоследствии на верхней поверхности листовой стали при использовании способа ИДО в условиях напряжения смещения -150 В и скорости формирования покрытия 1,0 нм/сек формировали керамическое покрытие, характеризующееся средней толщиной покрытия 0,15 мкм и содержащее AlCrN в качестве нитрида.
После этого поверх керамического покрытия при использовании устройства для нанесения покрытия валиком наносили рабочий раствор, который высушивали в азотной атмосфере при 900°С на протяжении 60 секунд для получения, тем самым, изоляционного придающего натяжение оксидного покрытия на фосфатной основе. В данном технологическом процессе устанавливали линейное натяжение равным 10 МПа. Изоляционное придающее натяжение оксидное покрытие характеризовалось толщиной покрытия 3,6 мкм на одной стороне. Натяжение для изоляционного придающего натяжение оксидного покрытия продемонстрировано в приведенной ниже таблице 3.
Таким образом, производили текстурированную электротехническую листовую сталь, образованную из листовой стали, керамического покрытия и изоляционного придающего натяжение оксидного покрытия. Впоследствии текстурированную электротехническую листовую сталь облучали при использовании пучка электронов для проведения измельчения магнитных доменов.
Оценка.
Модуль Юнга для керамического покрытия составлял 320 ГПа.
Согласно наблюдению в результате измерения при использовании метода рентгеноструктурного анализа соединение AlCrN керамического покрытия обладало структурой кристалла, подобной тому, что имеет место для AlN с кубической сингонией, и наивысший дифракционный пик соответствовал ориентации {111}. Величина «Ipeak1/Ipeak2» составляла 2,0.
Как это выявил элементный анализ при использовании метода СПЭМ-ЭДРСА, только лишь поверхностный слой в керамическом покрытии на стороне изоляционного придающего натяжение оксидного покрытия окислялся (то есть, оксид образовывался в поверхностном слое). Образовавшийся оксид не мог быть идентифицирован при использовании метода рентгеноструктурного анализа и тому подобного, но, как это было определено при использовании электронографического метода, обладал структурой кристалла, относящейся к корундовому типу.
Для полученной текстурированной электротехнической листовой стали в качестве ее магнитных свойств измеряли магнитную индукцию В8 (единица измерения: Тл) и потери в сердечнике W17/50 (единица измерения: Вт/кг). Кроме того, при использовании метода наматывания на круглый пруток измеряли минимальный диаметр изгиба (единица измерения: мм) для оценки адгезионной способности покрытия. Результаты продемонстрированы в приведенной ниже таблице 3.
Таблица 3
Тестовый пример 4: Керамическое покрытие, содержащее AlSiCrN, и изоляционное придающее натяжение оксидное покрытие (измельчение магнитных доменов, относящееся к жаростойкому типу).
Производство текстурированной электротехнической листовой стали.
Получали подвергнутый вторичной рекристаллизации лист, включающий покрытие из форстерита, характеризующийся композицией стали, содержащей в уровнях массового процентного содержания С в количестве 20 ч./млн. и Si в количестве 3,4% (толщина листа 0,23 мм; средний размер зерен 30 мм; средний угол β 2,0°), а также имеющий канавки глубиной 30 мкм, которые простираются в направлении ширины листа, и которые скомпонованы в направлении прокатки с регулярными интервалами 3 мм.
Покрытие из форстерита у полученного листа, подвергнутого вторичной рекристаллизации, удаляли при использовании смеси из хлористо-водородной кислоты, фтористого водорода и азотной кислоты, что уменьшало толщину листа до 0,210 мм; после этого проводили электролитическое полирование при использовании водного раствора NaCl в качестве электролитического раствора, что уменьшало толщину листа до 0,200 мм; и поверхность сглаживали до значения Ra, составляющего 0,1 мкм и менее. Таким образом, получали листовую сталь.
После сглаживания листовую сталь незамедлительно помещали в вакуумный резервуар, а после этого стимулировали столкновение ионов Ti, ускоренных при использовании напряжения смещения -800 В, с верхней и нижней поверхностями листовой стали на протяжении 3 минут для удаления с поверхностей оксида, неизбежно образовывавшегося после химического полирования.
Впоследствии на верхней поверхности листовой стали при использовании способа ИДО в условиях напряжения смещения -250 В и скорости формирования покрытия 1,0 нм/сек формировали керамическое покрытие, характеризующееся средней толщиной покрытия 0,10 мкм и содержащее AlSiCrN в качестве нитрида.
После этого поверх керамического покрытия при использовании устройства для нанесения покрытия валиком наносили рабочий раствор, который высушивали в азотной атмосфере при 900°С на протяжении 60 секунд для получения, тем самым, изоляционного придающего натяжение оксидного покрытия. В данном технологическом процессе устанавливали линейное натяжение равным 10 МПа. Изоляционное придающее натяжение оксидное покрытие характеризовалось толщиной покрытия 1,0 мкм или 3,0 мкм на одной стороне (смотрите приведенную ниже таблицу 4). Натяжение для изоляционного придающего натяжение оксидного покрытия продемонстрировано в приведенной ниже таблице 4.
Таким образом, производили текстурированную электротехническую листовую сталь, образованную из листовой стали, керамического покрытия и изоляционного придающего натяжение оксидного покрытия. После этого получающуюся в результате текстурированную электротехническую листовую сталь подвергали отжигу, который моделирует отжиг для снятия напряжений, при 800°С на протяжении 3 часов в азотной атмосфере.
Оценка
Модуль Юнга для керамического покрытия составлял 330 ГПа.
Согласно наблюдению в результате измерения при использовании метода рентгеноструктурного анализа соединение AlSiCrN керамического покрытия обладало структурой кристалла, подобной тому, что имеет место для AlN с кубической сингонией, и наивысший дифракционный пик соответствовал ориентации {200}. Величина «Ipeak1/Ipeak2» составляла 6,1.
Как это выявил элементный анализ при использовании метода СПЭМ-ЭДРСА, только лишь поверхностный слой в керамическом покрытии на стороне изоляционного придающего натяжение оксидного покрытия окислялся (то есть, оксид образовывался в поверхностном слое). Образовавшийся оксид, как это было определено при использовании электронографического метода, обладал структурой кристалла, относящейся к корундовому типу.
Для полученной текстурированной электротехнической листовой стали в качестве ее магнитных свойств измеряли магнитную индукцию В8 (единица измерения: Тл) и потери в сердечнике W17/50 (единица измерения: Вт/кг). Кроме того, при использовании метода наматывания на круглый пруток измеряли минимальный диаметр изгиба (единица измерения: мм) для оценки адгезионной способности покрытия. Результаты продемонстрированы в приведенной ниже таблице 4.
Таблица 4
Тестовый пример 5: Керамическое покрытие, содержащее TiN, и изоляционное придающее натяжение оксидное покрытие (измельчение магнитных доменов, относящееся к нежаростойкому типу).
Производство текстурированной электротехнической листовой стали.
Получали подвергнутый вторичной рекристаллизации лист, включающий покрытие из форстерита и характеризующийся композицией стали, содержащей в уровнях массового процентного содержания С в количестве 20 ч./млн. и Si в количестве 3,4% (толщина листа 0,23 мм; средний размер зерен в диапазоне от 28 до 35 мм; средний угол β 2,0°).
Покрытие из форстерита у полученного листа, подвергнутого вторичной рекристаллизации, удаляли при использовании смеси из хлористо-водородной кислоты, фтористого водорода и азотной кислоты; впоследствии проводили химическое полирование при использовании водного раствора, полученного в результате смешивания водного раствора фтористого водорода (47%) и водного раствора перекиси водорода (34,5%) при соотношении 1 : 20, что, тем самым, уменьшало толщину листа до 0,20 мм; и поверхность сглаживали до значения Ra, составляющего 0,1 мкм и менее. Таким образом, получали листовую сталь.
После сглаживания листовую сталь незамедлительно помещали в вакуумный резервуар, а после этого стимулировали столкновение ионов Ti, ускоренных при использовании напряжения смещения -1000 В, с верхней и нижней поверхностями листовой стали на протяжении 1 минуты для удаления с поверхностей оксида, неизбежно образовывавшегося после химического полирования.
Впоследствии на верхней поверхности листовой стали при использовании способа ИДО в условиях напряжения смещения -300 В и скорости формирования покрытия 1,0 нм/сек формировали керамическое покрытие, характеризующееся средней толщиной покрытия 0,10 мкм и содержащее TiN в качестве нитрида.
После этого при использовании устройства для нанесения покрытия валиком наносили покрытие из TiN при использовании рабочего раствора, который высушивали в азотной атмосфере при 900°С на протяжении 60 секунд для получения, тем самым, изоляционного придающего натяжение оксидного покрытия на фосфатной основе. В данном технологическом процессе устанавливали линейное натяжение равным 10 МПа. Изоляционное придающее натяжение оксидное покрытие характеризовалось толщиной покрытия 3,6 мкм на одной стороне. Натяжение для изоляционного придающего натяжение оксидного покрытия продемонстрировано в приведенной ниже таблице 5.
Таким образом, производили текстурированную электротехническую листовую сталь, образованную из листовой стали, керамического покрытия и изоляционного придающего натяжение оксидного покрытия. Впоследствии текстурированную электротехническую листовую сталь облучали при использовании пучка электронов для проведения измельчения магнитных доменов.
Оценка
Модуль Юнга для керамического покрытия составлял 300 ГПа.
Согласно наблюдению при использовании метода рентгеноструктурного анализа соединение TiN керамического покрытия обладало структурой кристалла, подобной тому, что имеет место для TiN с кубической сингонией, и наивысший дифракционный пик соответствовал ориентации {200}. Величина «Ipeak1/Ipeak2» составляла 6,4.
Как это выявил элементный анализ при использовании метода СПЭМ-ЭДРСА, только лишь поверхностный слой в керамическом покрытии на стороне изоляционного придающего натяжение оксидного покрытия окислялся (то есть, оксид образовывался в поверхностном слое). Образовавшийся оксид, как это было определено при использовании электронографического метода, не обладал структурой кристалла, относящейся к корундовому типу.
Для полученной текстурированной электротехнической листовой стали в качестве ее магнитных свойств измеряли магнитную индукцию В8 (единица измерения: Тл) и потери в сердечнике W17/50 (единица измерения: Вт/кг). Кроме того, при использовании метода наматывания на круглый пруток измеряли минимальный диаметр изгиба (единица измерения: мм) для оценки адгезионной способности покрытия. Результаты продемонстрированы в приведенной ниже таблице 5.
Таблица 5
Тестовый пример 6: Керамическое покрытие, содержащее CrN, и изоляционное придающее натяжение оксидное покрытие (измельчение магнитных доменов, относящееся к нежаростойкому типу).
Производство текстурированной электротехнической листовой стали.
Получали подвергнутый вторичной рекристаллизации стальной лист, включающий покрытие из форстерита и характеризующийся средним углом β 3,3° или 2,1° (смотрите приведенную ниже таблицу 6) и композицией стали, содержащей в уровнях массового процентного содержания С в количестве 20 ч./млн. и Si в количестве 3,4% (толщина листа 0,23 мм; средний размер зерен в диапазоне от 28 до 35 мм).
Покрытие из форстерита у полученного листа, подвергнутого вторичной рекристаллизации, удаляли при использовании смеси из хлористо-водородной кислоты, фтористого водорода и азотной кислоты; впоследствии проводили химическое полирование при использовании водного раствора, полученного в результате смешивания водного раствора фтористого водорода (47%) и водного раствора перекиси водорода (34,5%) при соотношении 1 : 20, что, тем самым, уменьшало толщину листа до 0,20 мм; и поверхность сглаживали до значения Ra, составляющего 0,1 мкм и менее. Таким образом, получали листовую сталь.
После сглаживания листовую сталь незамедлительно помещали в вакуумный резервуар, а после этого стимулировали столкновение ионов Ti, ускоренных при использовании напряжения смещения -1000 В, с верхней и нижней поверхностями листовой стали на протяжении 1 минуты для удаления с поверхностей оксида, неизбежно образовывавшегося после химического полирования.
Впоследствии на верхней поверхности листовой стали при использовании способа ИДО в условиях напряжения смещения -60 В и скорости формирования покрытия 1,0 нм/сек формировали керамическое покрытие, характеризующееся средней толщиной покрытия 0,20 мкм и содержащее CrN в качестве нитрида.
После этого поверх керамического покрытия при использовании устройства для нанесения покрытия валиком наносили рабочий раствор, который высушивали в азотной атмосфере при 900°С на протяжении 60 секунд для получения, тем самым, изоляционного придающего натяжение оксидного покрытия на фосфатной основе. В данном технологическом процессе устанавливали линейное натяжение равным 10 МПа. Изоляционное придающее натяжение оксидное покрытие характеризовалось толщиной покрытия 3,6 мкм на одной стороне. Натяжение для изоляционного придающего натяжение оксидного покрытия продемонстрировано в приведенной ниже таблице 6.
Таким образом, производили текстурированную электротехническую листовую сталь, образованную из листовой стали, керамического покрытия и изоляционного придающего натяжение оксидного покрытия. Впоследствии текстурированную электротехническую листовую сталь облучали при использовании пучка электронов для проведения измельчения магнитных доменов.
Оценка.
Модуль Юнга для керамического покрытия составлял 280 ГПа.
Согласно наблюдению при использовании метода рентгеноструктурного анализа соединение CrN керамического покрытия обладало структурой кристалла, подобной тому, что имеет место для CrN с кубической сингонией, и наивысший дифракционный пик соответствовал ориентации {111}. Величина «Ipeak1/Ipeak2» составляла 1,8.
Как это выявил элементный анализ при использовании метода СПЭМ-ЭДРСА, только лишь поверхностный слой в керамическом покрытии на стороне изоляционного придающего натяжение оксидного покрытия окислялся (то есть, оксид образовывался в поверхностном слое). Образовавшийся оксид, как это было определено при использовании электронографического метода, обладал структурой кристалла, относящейся к корундовому типу.
Для полученной текстурированной электротехнической листовой стали в качестве ее магнитных свойств измеряли магнитную индукцию В8 (единица измерения: Тл) и потери в сердечнике W17/50 (единица измерения: Вт/кг). Кроме того, при использовании метода наматывания на круглый пруток измеряли минимальный диаметр изгиба (единица измерения: мм) для оценки адгезионной способности покрытия. Результаты продемонстрированы в приведенной ниже таблице 6.
Таблица 6
Как это выявили результаты для тестовых примеров от 1 до 6 (таблиц от 1 до 6), текстурированные электротехнические листовые стали №№ от 1 до 8, 10 и от 12 до 13 (примеры изобретения) характеризовались меньшими потерями в сердечнике W17/50 и, таким образом, в большей степени превосходными магнитными свойствами, а также меньшими минимальными диаметрами изгиба и, таким образом, в большей степени превосходной адгезионной способностью покрытия, чем текстурированные электротехнические листовые стали №№ 9 и 11 (сравнительные примеры).
Исходя из сопоставления текстурированных электротехнических листовых сталей №№ от 1 до 8, 10 и от 12 до 13 текстурированные электротехнические листовые стали, у которых нитрид в керамическом покрытии представлял собой AlCrN (№ 8), AlSiCrN (№ 10) или CrN (№№ от 12 до 13), продемонстрировали дополнительно уменьшенный минимальный диаметр изгиба, что, таким образом, обеспечило достижение еще в большей мере превосходной адгезионной способности покрытия.
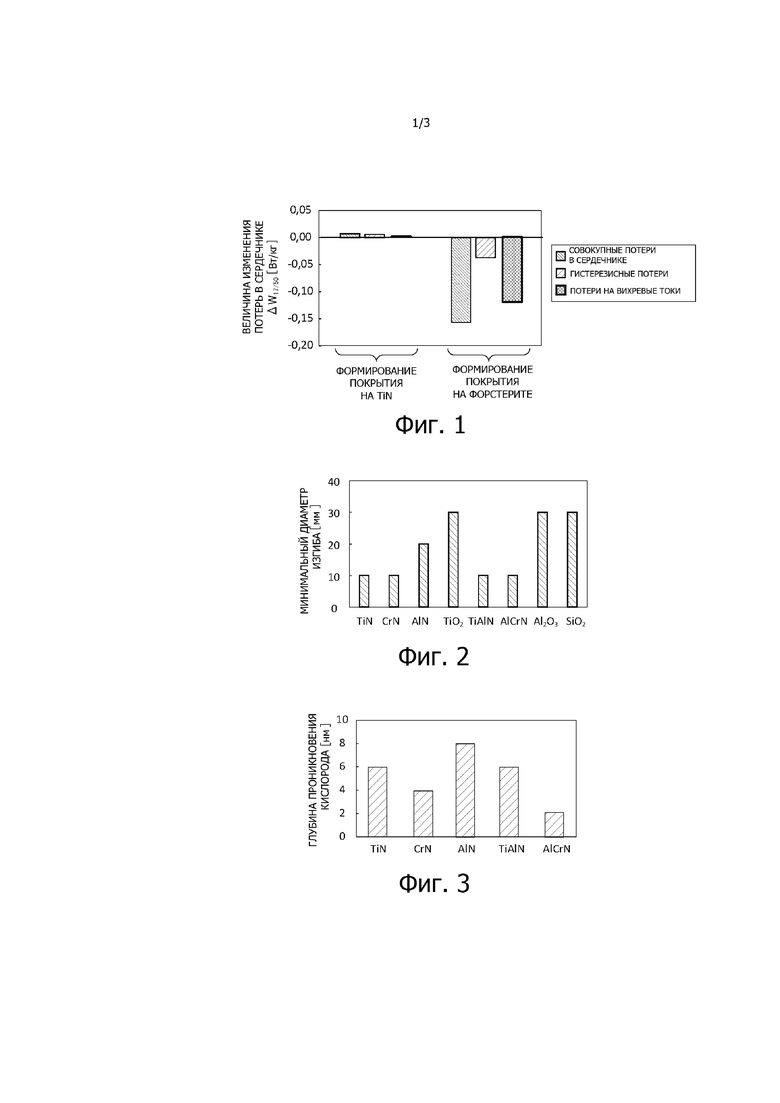
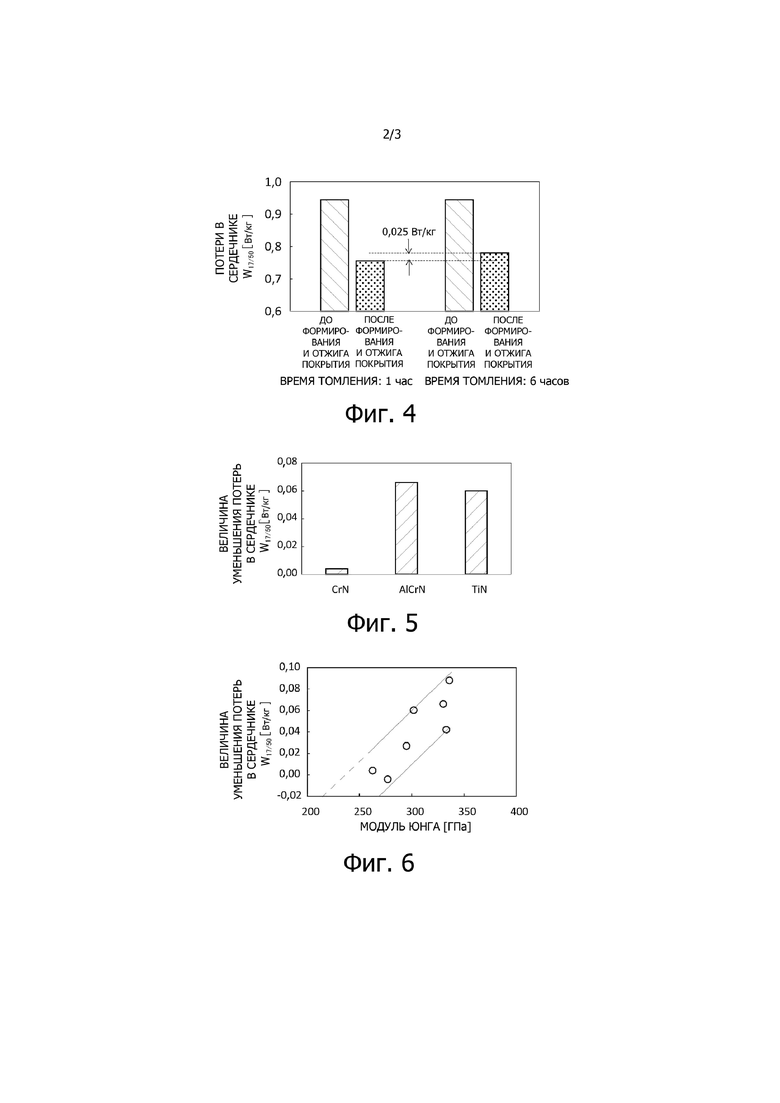
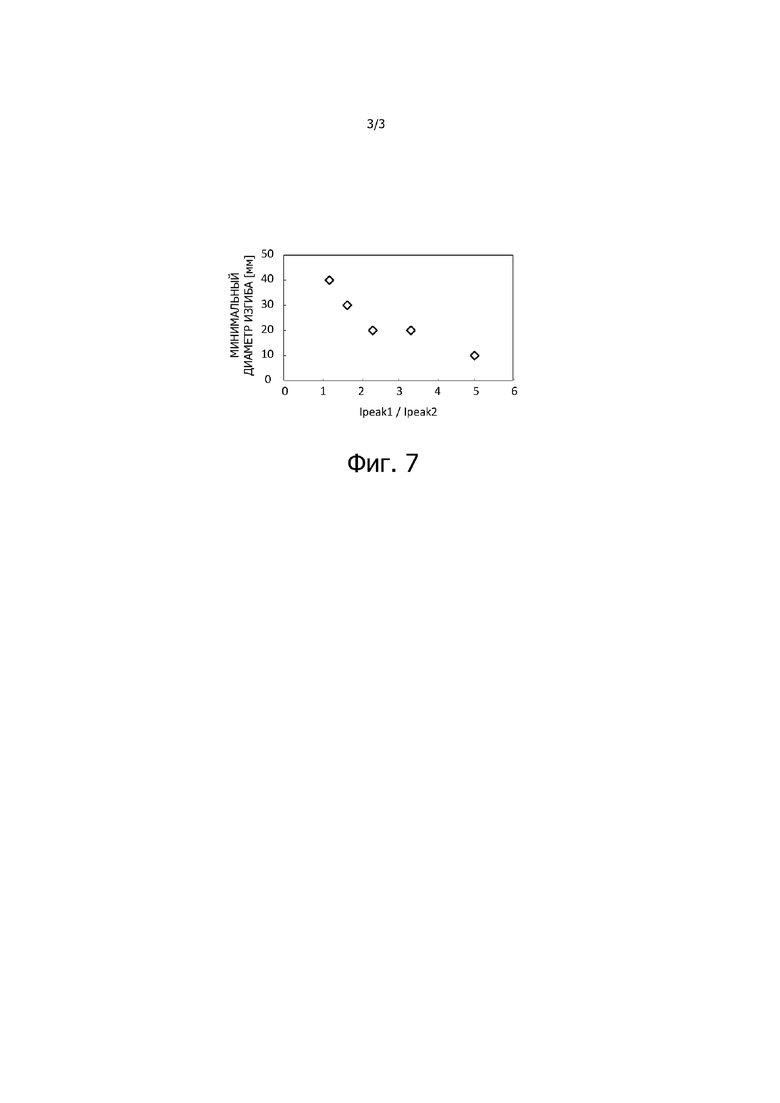
Изобретение относится к текстурированной электротехнической листовой стали и способу ее производства. Указанная сталь содержит листовую сталь, керамическое покрытие, расположенное на листовой стали, и изоляционное придающее натяжение оксидное покрытие, расположенное на керамическом покрытии. Керамическое покрытие содержит нитрид и оксид. Нитрид содержит по меньшей мере один элемент, выбранный из группы, состоящей из Cr, Ti, Zr, Mo, Nb, Si, Al, Ta, Hf, W и Y. Оксид обладает структурой кристалла, относящейся к корундовому типу. Модуль Юнга для керамического покрытия согласно измерению при использовании метода наноиндентирования составляет не менее чем 230 ГПа. Керамическое покрытие характеризуется средней толщиной покрытия, составляющей не менее чем 0,01 мкм и не более чем 0,30 мкм. Изоляционное придающее натяжение оксидное покрытие характеризуется натяжением, составляющим не менее чем 10 МПа. При осуществлении способа керамическое покрытие формируют посредством ионно-дугового осаждения. Обеспечивается получение текстурированной электромагнитной листовой стали с улучшенной адгезией пленки покрытия и магнитными характеристиками. 5 н. и 11 з.п. ф-лы, 7 ил., 6 табл.
1. Текстурированная электротехническая листовая сталь, содержащая листовую сталь, керамическое покрытие, расположенное на листовой стали, и изоляционное придающее натяжение оксидное покрытие, расположенное на керамическом покрытии,
при этом керамическое покрытие содержит нитрид и оксид,
при этом нитрид содержит по меньшей мере один элемент, выбранный из группы, состоящей из Cr, Ti, Zr, Mo, Nb, Si, Al, Ta, Hf, W и Y,
при этом оксид обладает структурой кристалла, относящейся к корундовому типу,
при этом модуль Юнга для керамического покрытия согласно измерению при использовании метода наноиндентирования составляет не менее чем 230 ГПа,
при этом керамическое покрытие характеризуется средней толщиной покрытия, составляющей не менее чем 0,01 мкм и не более чем 0,30 мкм, и
при этом изоляционное придающее натяжение оксидное покрытие характеризуется натяжением, составляющим не менее чем 10 МПа.
2. Листовая сталь по п. 1, в которой керамическое покрытие содержит оксид в своем поверхностном слое на стороне изоляционного придающего натяжение оксидного покрытия.
3. Листовая сталь по п. 1 или 2, в которой нитрид обладает структурой кристалла, относящейся к кубической сингонии.
4. Листовая сталь по п. 1 или 2, в которой нитрид содержит два или более элемента.
5. Листовая сталь по п. 3, в которой нитрид содержит два или более элемента.
6. Листовая сталь по п. 1 или 2, в которой ориентация кристаллов нитрида представляет собой одну из ориентаций {111}, {100} или {110}.
7. Листовая сталь по п. 3, в которой ориентация кристаллов нитрида представляет собой одну из ориентаций {111}, {100} или {110}.
8. Листовая сталь по п. 5, в которой ориентация кристаллов нитрида представляет собой одну из ориентаций {111}, {100} или {110}.
9. Способ получения текстурированной электротехнической листовой стали по п. 1 или 2, в котором керамическое покрытие формируют путем ионно-дугового осаждения.
10. Способ по п. 9, в котором при формировании изоляционного придающего натяжение оксидного покрытия используют устройство для нанесения покрытия валиком.
11. Способ получения текстурированной электротехнической листовой стали по п. 4, в котором керамическое покрытие формируют путем ионно-дугового осаждения.
12. Способ по п. 11, в котором при формировании изоляционного придающего натяжение оксидного покрытия используют устройство для нанесения покрытия валиком.
13. Способ получения текстурированной электротехнической листовой стали по п. 5, в котором керамическое покрытие формируют посредством ионно-дугового осаждения.
14. Способ по п. 13, в котором при формировании изоляционного придающего натяжение оксидного покрытия используют устройство для нанесения покрытия валиком.
15. Способ получения текстурированной электротехнической листовой стали по п. 8, в котором керамическое покрытие формируют посредством ионно-дугового осаждения.
16. Способ по п. 15, в котором при формировании изоляционного придающего натяжение оксидного покрытия используют устройство для нанесения покрытия валиком.
| JP 2005240157 A, 08.09.2005 | |||
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ТЕКСТУРОВАННАЯ ЛИСТОВАЯ СТАЛЬ С ЭЛЕКТРОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ И СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ ЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2288297C2 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
| JP 2005264236 A1, 29.09.2005. | |||

