Область техники, к которой относится изобретение
Данное изобретение относится к текстурированной листовой электротехнической стали, в частности, к текстурированной листовой электротехнической стали для сердечника трансформатора, демонстрирующей удивительно пониженные характеристики потерь в сердечнике трансформатора. Данное раскрытие изобретения также относится к способу изготовления текстурированной листовой электротехнической стали.
Уровень техники
Текстурированные листовые электротехнические стали в основном используются, например, для железных сердечников трансформаторов, и от них требуются превосходные магнитные свойства, в частности, низкие потери в железе.
Для улучшения магнитных свойств текстурированных листовых электротехнических сталей был предложен широкий спектр способов, в том числе: улучшение ориентации кристаллических зерен, составляющих листовую сталь, в целях достижения высокого соответствия кристаллических зерен ориентации Госса (а именно, увеличение частоты кристаллических зерен, характеризующихся ориентацией Госса); нанесение на листовую сталь покрытия, придающего натяжение, для увеличения натяжения, приданного ей; и использование для поверхности стали рафинирования магнитных доменов в результате введения деформации или формирования бороздок на ее поверхности.
Например, в публикации JP4192399B описывается получение придающего натяжение покрытия, характеризующегося чрезвычайно высоким натяжением, доходящим вплоть до 39,3 МПа, в целях подавления потерь в железе для текстурированной листовой электротехнической стали при возбуждении при максимальной плотности магнитного потока при 1,7 Тл и частоте 50 Гц (W17/50) до менее чем 0,80 Вт/кг.
Другие обычные методики уменьшения потерь в железе в результате введения деформации включают облучение плазменным факелом, облучение лазером, облучение электронным пучком и тому подобное. Например, как это описывается в публикации JP2011246782A, в результате облучения листовой стали после вторичной рекристаллизации плазменной дугой потери в железе W17/50 могут быть уменьшены от 0,80 Вт/кг в наименьшем случае до облучения до 0,65 Вт/кг или менее.
В публикации JP201252230A описывается текстурированная листовая электротехническая сталь для трансформатора, характеризующаяся низкими как потерями в железе, так и шумом, которую получают в результате оптимизирования толщины пленки форстерита, а также средней ширины дискретных участков магнитных доменов, сформированных на листовой стали в результате облучения электронным пучком.
Как это описывается в публикации JP2012172191A, потери в железе для текстурированной листовой электротехнической стали уменьшают в результате оптимизирования выходной мощности и времени облучения для электронного пучка.
Как это описывалось выше, промотируется улучшение потерь в железе для текстурированных листовых электротехнических сталей. Однако, даже в случае изготовления трансформаторов при использовании в их железных сердечниках текстурированных листовых электротехнических сталей, характеризующихся низкими потерями в железе, это необязательно будет приводить к уменьшению потерь в железе для получающихся в результате трансформаторов (потерь в сердечнике трансформатора). Это обуславливается тем, что при оценке потерь в железе для самой текстурированной листовой электротехнической стали имеют место компоненты магнитного потока возбуждения только лишь в направлении прокатки, в то время как при фактическом использовании листовой стали в качестве железного сердечника трансформатора компоненты магнитного потока возбуждения присутствуют не только в направлении прокатки, но также и в поперечном направлении (направлении, ортогональном направлению прокатки).
Показатель, который обычно используется для представления разницы потерь в железе между самой листовой заготовкой и трансформатором, полученным из листовой заготовки, представляет собой билдинг-фактор (БФ), который определяется в виде соотношения между потерями в железе для трансформатора и потерями в железе для листовой заготовки. В случае значения БФ, составляющего 1 или более, это будет значить то, что потери в железе для трансформатора являются большими в сопоставлении с потерями в железе для листовой заготовки. Поскольку текстурированные листовые электротехнические стали представляют собой материал, который демонстрирует наименьшие потери в железе при намагничивании в направлении прокатки, потери в железе для текстурированной листовой электротехнической стали увеличатся при включении листовой стали в трансформатор, который является намагниченным в направлениях, отличных от направления прокатки, в случае чего значение БФ увеличится за пределы 1. В целях улучшения для трансформатора коэффициента полезного действия по энергии необходимо не только уменьшить потери в железе для листовой заготовки, но также и свести к минимуму значение БФ, то есть, уменьшить значение БФ, приблизив его к 1.
Например, в публикации JP201231498A описывается методика улучшения значения БФ в результате оптимизирования совокупного натяжения, приложенного к листовой стали при использовании пленки форстерита и покрытия, придающего натяжение, даже в случае уменьшения качества покрытия в результате облучения лазером или облучения электронным пучком.
Кроме того, в публикации JP201236450A описывается методика достижения хороших характеристик потерь в сердечнике трансформатора в результате оптимизирования интервала между точками, полученными в результате проведения облучения электронным пучком в виде последовательности точек.
Как это описывается в публикации IEEE TRANS. MAGN. VOL. MAG-20, NO. 5, P. 1557, хорошее значение БФ может быть получено в результате проведения облучения лазером под наклоном по отношению к направлению прокатки.
C другой стороны, при фокусировании на замыкающих доменах, которые формируются во время рафинирования магнитных доменов при использовании облучения лазером, также были предложены методики уменьшения потерь в железе в результате оптимизирования формы и размеров для замыкающих доменов (смотрите публикации JP3482340B и JP4091749B).
Раскрытие сущности изобретения
Техническая проблема
Однако, несмотря на возможность в некоторой степени улучшения в методике, описанной в публикации JP201231498A, значения БФ при ухудшении качества покрытия в документе JP201231498A не излагается методика, которая может улучшить значение БФ в результате проведения обработки для рафинирования магнитных доменов без повреждения покрытия в результате облучения электронным пучком.
В методике из публикации JP201236450A не только имеет место низкая скорость переработки электронным пучком, но также и избыточно продолжительное время облучения может повредить покрытие. В дополнение к этому, в соответствии с методикой из публикации IEEE TRANS. MAGN. VOL. MAG-20, NO. 5, P. 1557 наклонное облучение электронным пучком создает проблемы, связанные с продленной длиной развертки на листовых сталях, что делает управление более трудным и вызывает трудности при уменьшении потерь в железе для одиночного листа.
В данном отношении, как это полагается, поскольку замыкающие домены ориентируются в направлениях, отличных от направления прокатки, возможным является улучшение значения БФ при использовании других методик управления замыкающими доменами в соответствии с описанием изобретений в публикациях JP3482340B и JP4091749B. Однако в публикациях JP3482340B и JP4091749B рассматриваются только потери в железе для одиночного листа, тем не менее, с точки зрения потерь в сердечнике трансформатора исследования не проводили.
В дополнение к вышеизложенному, методикам из публикаций JP3482340B и JP4091749B свойственны проблемы, связанные с необходимостью увеличения выходной мощности пучка или времени облучения пучком, что может повреждать покрытие, полученное на поверхности листовой стали вследствие облучения пучком, или уменьшать эффективность переработки.
Например, в методике из публикации JP4091749B лазером облучают как переднюю, так и заднюю поверхности листовой стали для получения замыкающих доменов, проходящих через листовую сталь в направлении толщины стали. Поэтому требуется приблизительно двукратное технологическое время в сопоставлении с тем, что имеет место при обычной обработке для рафинирования магнитных доменов, при которой листовую сталь облучают лазером с одной стороны, и производительность является низкой.
Кроме того, как это полагается в соответствии с методикой из публикации JP3482340B, поскольку лазер имеет эллиптическую форму пятна облучения, как это разъясняется ниже, повреждение покрытия в некоторой степени уменьшается. Однако в публикации JP3482340B не сообщается о том, будет ли подавляться повреждение покрытия. Для проверки этого заявители провели эксперименты и обнаружили повреждение покрытия замыкающими доменами, сформированными на больших глубинах.
С другой стороны, известные методики уменьшения повреждения покрытия без ухудшения проведения рафинирования магнитных доменов включают придание пятну облучения лазером эллиптической формы (JPH10298654A) и увеличение ускоряющего напряжения электронного пучка (WO2013046716A).
Однако для формирования замыкающих доменов глубоко в направлении толщины листа, что необходимо для улучшения значения БФ, требуется высокая энергия облучения, и обычные методики характеризуются ограниченной глубиной, до которой может быть проведено рафинирование магнитных доменов без повреждения покрытия.
Например, в случае использования лазерного пучка коэффициент поглощения лазерного излучения покрытием в диапазоне длин волн для лазера, обычно использующегося при рафинировании магнитных доменов, будет высоким. В соответствии с этим, даже при использовании эллиптической формы пятна облучения пучком все еще имеют место ограничения в отношении глубины в направлении толщины листа, на которой рафинирование магнитных доменов может быть проведено без повреждения покрытия на облученных участках.
В случае использования электронного пучка несмотря на более легкое прохождение пучка через покрытие по мере увеличения ускоряющего напряжения при увеличении выходной мощности пучка и времени облучения для формирования замыкающих доменов на более значительных глубинах стальная подложка будет претерпевать большее термическое расширение, в покрытие будет введено напряжение, и, соответственно, покрытие повредится.
Таким образом, для листовых сталей, использующихся в качестве железных сердечников трансформаторов, важным является подавление повреждения покрытия. В случае повреждения покрытия для обеспечения получения изоляционных и антикоррозионных свойств требуется повторное нанесение покрытия поверх поврежденного покрытия. Это приводит к уменьшению объемной доли (коэффициента заполнения сердечника) для стальной подложки, которая образует листовую сталь совместно с покрытием, таким образом, к уменьшению плотности магнитного потока для листовой стали при использовании ее в качестве железного сердечника трансформатора в сопоставлении с тем, что имеет место в случае непроведения повторного нанесения покрытия. В альтернативном варианте, в случае дополнительного увеличения силы тока возбуждения для гарантированного получения плотности магнитного потока увеличатся потери в железе.
Таким образом, было бы полезным предложить текстурированную листовую электротехническую сталь, которая характеризуется очень низкими потерями в сердечнике трансформатора, и которая характеризуется очень низким значением БФ, в которой замыкающие домены формируются без повреждения покрытия.
Полезным также могло бы быть и предложение способа изготовления описанной выше текстурированной листовой электротехнической стали, характеризующейся очень низким значением БФ.
Разрешение проблемы
Заявители провели обширное исследование для разрешения вышеупомянутых проблем и в результате обнаружили то, что является возможным формирование замыкающих доменов при одновременном подавлении повреждения покрытия в результате проведения обработки для рафинирования магнитных доменов при надлежащем объединении эллиптичности формы пучка и увеличения ускоряющего напряжения электронного пучка.
Однако обычным методикам облучения электронным пучком свойственна проблема, связанная со значительным варьированием формы пучка в позициях облучения вследствие воздействия аберрации и тому подобного. Несмотря на возможность придания диаметру пучка однородности при использовании технологии динамического фокусирования и тому подобного при облучении листовой стали электронным пучком с одновременной разверткой пучка вдоль направления ширины чрезвычайно трудным является точное управление пучком для принятия им желательной эллиптической формы.
В одном примере методик коррекции формы пучка используют стигматоры (устройства для коррекции астигматизма), которые широко используют в электронных микроскопах и тому подобном. Однако обычные стигматоры обеспечивают получение такого управления, когда коррекция становится эффективной только в пределах узкого диапазона в направлении ширины листовой стали. Таким образом, в случае отклонения пучка по мере его прохождения через всю ширину листовой стали достаточный эффект получен быть не может.
Поэтому заявители провели дополнительное рассмотрение и в результате обнаружили то, что в результате динамического управления стигматором в соответствии с отклонением пучка может быть сформирован эллиптический пучок, характеризующийся согласованностью формы по всей ширине листовой стали.
Заявители также исследовали и воздействие на значение БФ интервала между областями линейной деформации, сформированными в результате облучения пучком, и выявили оптимальные интервалы исходя из задач уменьшения потерь в железе для сердечников трансформаторов.
На основании вышеупомянутых открытий заявители оптимизировали интервал, с которым в листовую сталь вводят деформацию, форму и размер для замыкающих доменов, способы облучения электронным пучком и тому подобное и завершили раскрытие изобретения.
Говоря конкретно, основные признаки данного раскрытия изобретения соответствуют представленному ниже описанию изобретения.
(1) Текстурированная листовая электротехническая сталь, содержащая: листовую сталь; и придающее натяжение покрытие, полученное на поверхности листовой стали, где текстурированная листовая электротехническая сталь характеризуется силой межслойного тока, согласно измерению при использовании испытания на межслойное сопротивление составляющей 0,15 А или менее, листовая сталь включает множество областей линейной деформации, простирающихся в направлении, поперечном направлению прокатки, множество областей линейной деформации формируют с линейными интервалами в направлении прокатки, составляющими 15 мм или менее, и каждая из множества областей линейной деформации включает замыкающие домены, сформированные в ней, при этом каждый из замыкающих доменов имеет длину d вдоль направления толщины листа, составляющую 65 мкм или более, и длину w вдоль направления прокатки, составляющую 250 мкм или менее.
(2) Текстурированная листовая электротехническая сталь, содержащая: листовую сталь; и придающее натяжение покрытие, полученное на поверхности листовой стали, где текстурированная листовая электротехническая сталь характеризуется силой межслойного тока, согласно измерению при использовании испытания на межслойное сопротивление составляющей 0,15 А или менее, листовая сталь включает множество областей линейной деформации, простирающихся в направлении, поперечном направлению прокатки, при этом множество областей линейной деформации формируют в результате облучения листовой стали электронным пучком, множество областей линейной деформации формируют с линейными интервалами в направлении прокатки, составляющими 15 мм или менее, и каждая из множества областей линейной деформации включает замыкающие домены, при этом каждый из замыкающих доменов имеет длину d вдоль направления толщины листа, составляющую 50 мкм или более, и длину w вдоль направления прокатки, составляющую 250 мкм или менее.
(3) Текстурированная листовая электротехническая сталь, соответствующая позициям (1) или (2), где множество областей линейной деформации формируют с линейными интервалами в направлении прокатки, составляющими 4 мм или более.
(4) Способ изготовления текстурированной листовой электротехнической стали, при этом способ включает: получение покрытия, придающего натяжение, на поверхности листовой стали; и непрерывное облучение одной стороны листовой стали, имеющей покрытие, придающее натяжение, сфокусированным электронным пучком в направлении ширины листовой стали при одновременной развертке сфокусированного электронного пучка вдоль направления, поперечного направлению прокатки, где в результате облучения электронным пучком формируют множество областей линейной деформации, простирающихся в направлении, ортогональном направлению прокатки, по меньшей мере, на поверхностном участке листовой стали, электронный пучок характеризуется ускоряющим напряжением в диапазоне от 60 кВ или более до 300 кВ или менее, электронный пучок имеет диаметр пучка в направлении, ортогональном направлению развертки, составляющий 300 мкм или менее, и электронный пучок имеет диаметр пучка в направлении развертки, который является, по меньшей мере, в 1,2 раза большим в сопоставлении с диаметром пучка в направлении, ортогональном направлению развертки.
(5) Способ, соответствующий позиции (4), где электронный пучок характеризуется ускоряющим напряжением, составляющим 120 кВ или более.
Технический результат
В соответствии с раскрытием изобретения потери в сердечнике трансформатора и значение БФ для текстурированных листовых электротехнических сталей могут быть удивительно улучшены без повреждения покрытия, придающего натяжение. Отсутствие повреждения покрытия, придающего натяжение, исключает потребность в повторном нанесении покрытия после облучения пучком. В соответствии с раскрытием изобретения отсутствует какая-либо потребность в излишнем уменьшении линейных интервалов при обработке для рафинирования магнитных доменов. Поэтому настоящее раскрытие изобретения делает возможным изготовление листовых электротехнических сталей с чрезвычайно высокой эффективностью.
Краткое описание чертежей
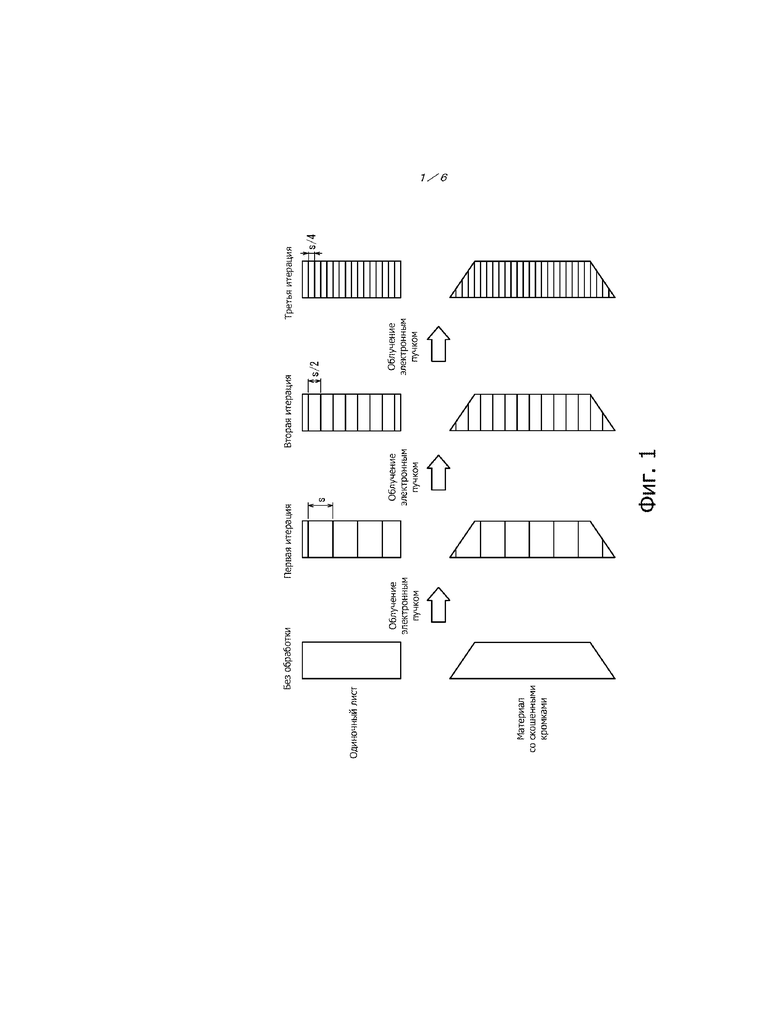
Фиг. 1 представляет собой схематическое изображение, иллюстрирующее то, как формируют области линейной деформации в эксперименте по оценке воздействия линейного интервала облучения;
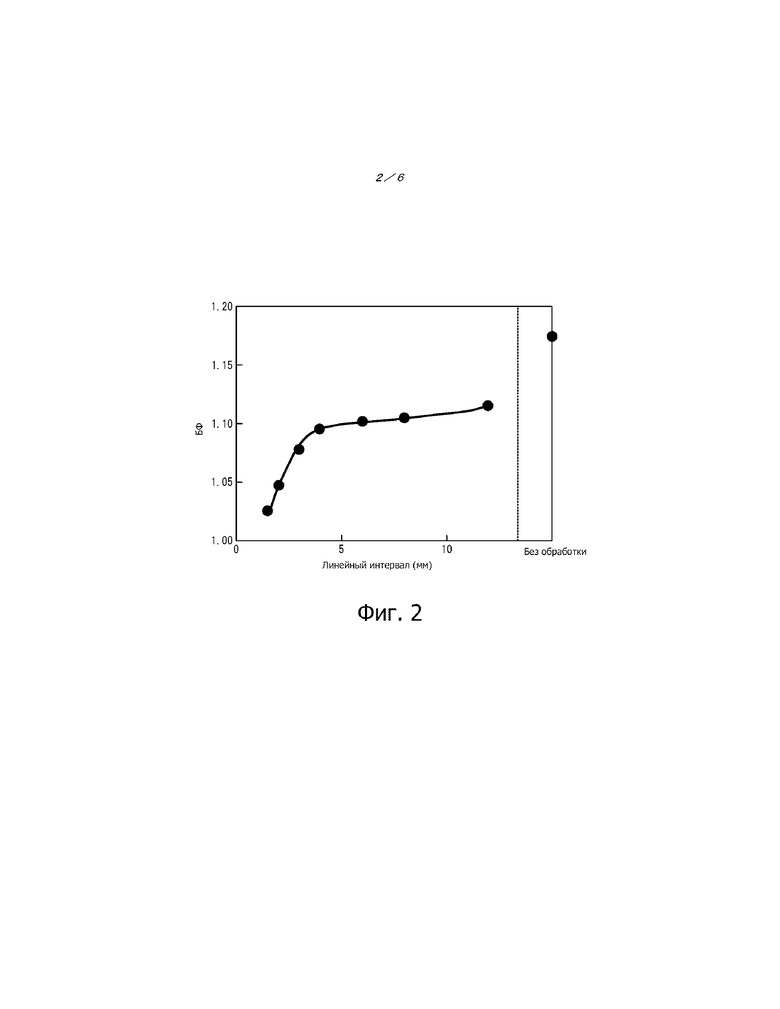
фиг. 2 представляет собой график, иллюстрирующий воздействие линейных интервалов облучения на билдинг-факторы;
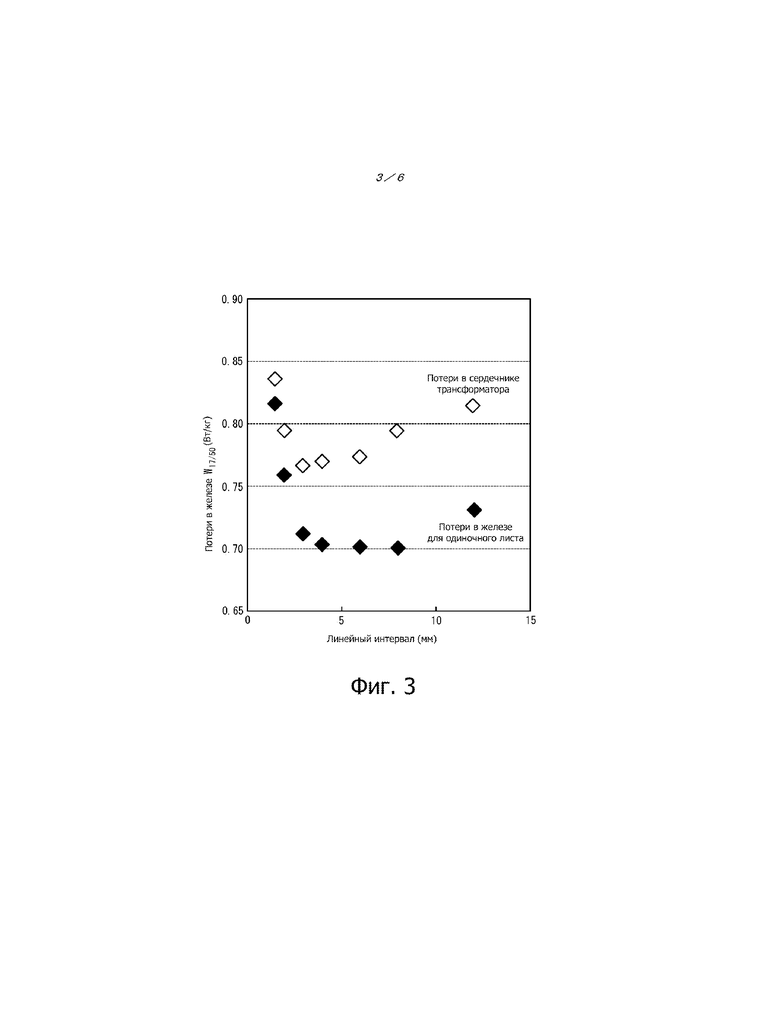
фиг. 3 представляет собой график, демонстрирующий воздействие линейных интервалов облучения на потери в сердечнике трансформатора и потери в железе для одиночного листа;
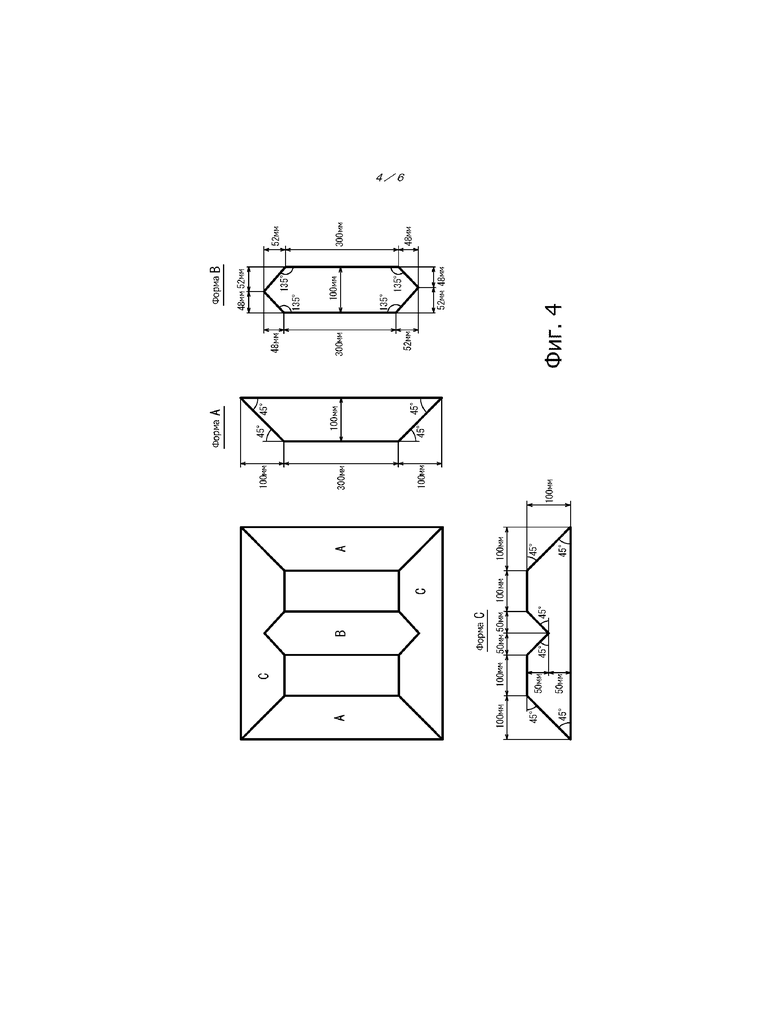
фиг. 4 является схематическим представлением сердечника, использующегося для измерения потерь в сердечнике трансформатора;
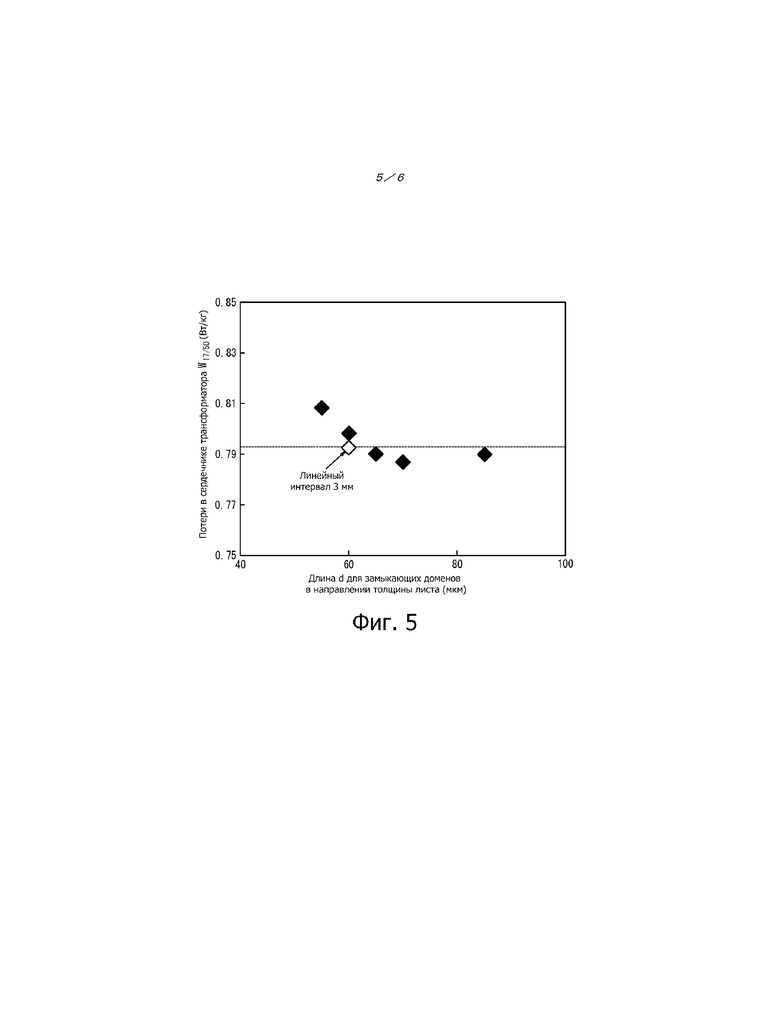
фиг. 5 представляет собой график, иллюстрирующий воздействие длины d вдоль направления толщины листа для замыкающих доменов на потери в сердечнике трансформатора; и
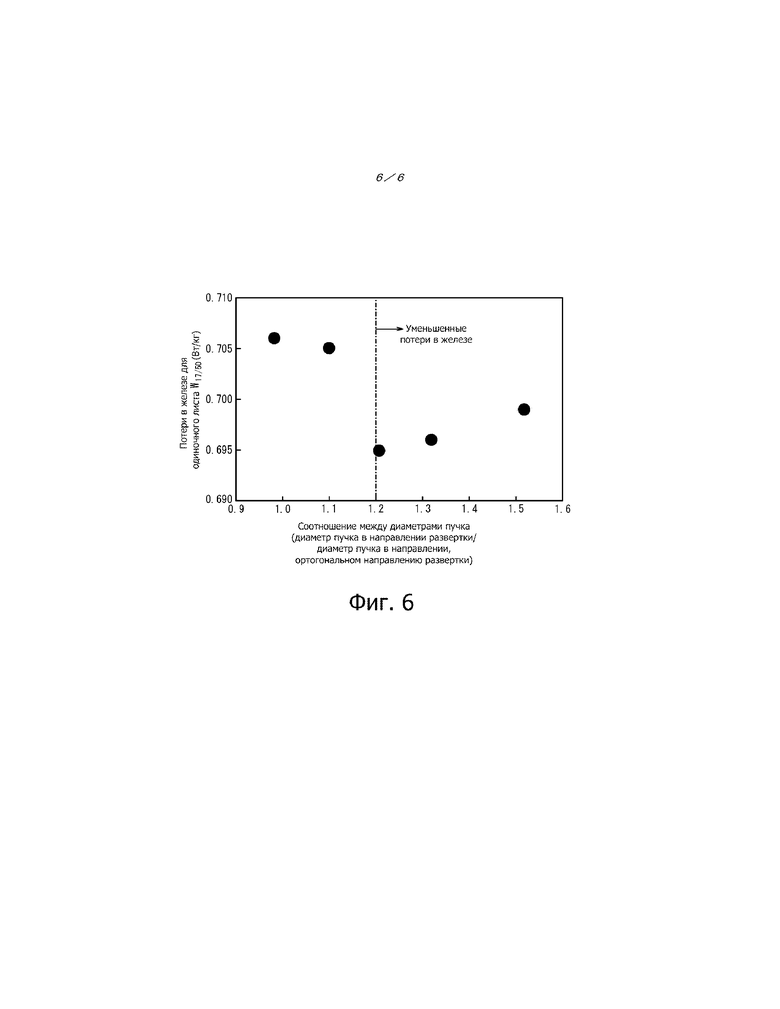
фиг. 6 представляет собой график, иллюстрирующий воздействие соотношения между диаметрами пучка в направлении развертки и диаметрами пучка в направлении, ортогональном направлению развертки, на потери в железе для одиночного листа.
Осуществление изобретения
Настоящее изобретение теперь будет конкретно описано ниже.
• Текстурированная листовая электротехническая сталь
Текстурированная листовая электротехническая сталь, соответствующая раскрытию изобретения, имеет покрытие, придающее натяжение, и ее поверхность облучают пучком энергетического излучения для формирования множества областей линейной деформации. Отсутствует какое-либо конкретное ограничение, накладываемое на тип текстурированных листовых электротехнических сталей, использующихся в качестве материала основы, и могут быть использованы различные типы известных текстурированных листовых электротехнических сталей.
• Покрытие, придающее натяжение
Текстурированная листовая электротехническая сталь, использующаяся в изобретении, имеет на своей поверхности покрытие, придающее натяжение. Отсутствует какое-либо конкретное ограничение, накладываемое на тип покрытия, придающего натяжение. В качестве покрытия, придающего натяжение, возможным является, например, использование двухслойного покрытия, которое образуют пленка форстерита, которая получается при конечном отжиге и содержит Mg2SiO4 в качестве основного компонента, и придающее натяжение покрытие на фосфатной основе, полученное на пленке форстерита. В дополнение к этому, на поверхности листовой стали, не имеющей пленки форстерита, может быть непосредственно получено прикладывающее натяжение изолирующее покрытие на фосфатной основе. Прикладывающее натяжение изолирующее покрытие на фосфатной основе может быть получено, например, в результате нанесения покрытия на поверхность листовой стали при использовании водного раствора, содержащего фосфат металла и диоксид кремния в качестве основных компонентов, и спекания покрытия на поверхности.
В соответствии с изобретением, поскольку покрытие, придающее натяжение, не повреждается в результате облучения пучком, отсутствует необходимость в проведении повторного нанесения покрытия для ремонта после облучения пучком. Таким образом, отсутствует какая-либо потребность в излишнем увеличении толщины покрытия, и, таким образом, возможным является увеличение коэффициента заполнения сердечника для железных сердечников трансформатора, собранных из листовых сталей. Например, возможным является достижение коэффициента заполнения сердечника, доходящего вплоть до 96,5% или более при использовании листовых сталей, имеющих толщину, составляющую 0,23 мм или менее, и доходящего вплоть до 97,5% или более при использовании листовых сталей, имеющих толщину, составляющую 0,24 мм или более.
• Сила межслойного тока: 0,15 А или менее
В соответствии с использованием в настоящем документе «силу межслойного тока» определяют как совокупную силу тока, протекающего через место контакта согласно измерению при использовании метода А, который представляет собой один из методов измерения в испытании на межслойное сопротивление, указанном в документе JIS-C2550 (методы испытания для определения поверхностного изоляционного сопротивления). Чем меньшей будет сила межслойного тока, тем лучшими будут изоляционные свойства листовой стали. В раскрытии изобретения, поскольку покрытие, придающее натяжение, не повреждается в результате облучения пучком, может быть достигнута сила межслойного тока, составляющая всего лишь 0,15 А или менее, без нанесения повторного покрытия для ремонта после облучения пучком. Одна предпочтительная сила межслойного тока составляет 0,05 А или менее.
• Множество областей линейной деформации
В текстурированной листовой электротехнической стали, соответствующей раскрытию изобретения, формируют множество областей линейной деформации, простирающихся в направлении, поперечном направлению прокатки. Каждой области деформации свойственна функция разделения магнитных доменов и уменьшения потерь в железе. Во множестве областей линейной деформации они являются параллельными друг другу и сформированными с предварительно определенными интервалами в соответствии с представленным ниже описанием изобретения.
• Облучение пучком высокоэнергетического излучения
Множество областей линейной деформации может быть сформировано в результате облучения поверхности листовой стали, имеющей покрытие придающее натяжение, сфокусированным пучком высокоэнергетического излучения. Отсутствует какое-либо конкретное ограничение, накладываемое на тип пучка высокоэнергетического излучения, тем не менее, предпочтительным является электронный пучок, поскольку он демонстрирует такие характеристики, как подавление повреждения покрытия, получающегося в результате использования увеличенного ускоряющего напряжения, что делает возможным высокоскоростное управление пучком и тому подобное.
Облучение пучком высокоэнергетического излучения проводят при одновременной развертке пучка от одного края к другому в направлении ширины листовой стали при использовании одного или нескольких облучательных устройств (например, электронной пушки (пушек)). Направление развертки пучка предпочтительно наклоняют под углом в диапазоне от 60° до 120° по отношению к направлению прокатки, а более предпочтительно под углом 90°, то есть, более предпочтительно оно является перпендикулярным направлению прокатки. По мере того, как отклонение от 90° будет становиться большим, может избыточно увеличиваться объем участков с введенной деформацией, что в результате приведет к получению увеличенных потерь при гистерезисе.
• Линейный интервал облучения: от 4 мм до 15 мм
Множество областей линейной деформации формируют с постоянными интервалами в направлении прокатки, где данные интервалы в настоящем документе обозначают терминами «линейные интервалы облучения» или «линейные интервалы». В целях определения оптимальных линейных интервалов для уменьшения значения БФ и потерь в сердечнике трансформатора заявители провели следующий далее эксперимент.
Текстурированные листовые электротехнические стали получали в виде образцов для испытаний. Поверхность каждого образца для испытаний облучали электронным пучком для формирования множества областей линейной деформации. Облучение электронным пучком проводили при одновременной развертке электронного пучка при постоянной скорости вдоль направления ширины каждой листовой стали. В данный момент формирование областей линейной деформации проводили несколько раз в соответствии с иллюстрацией на фиг. 1. Пусть s представляет собой линейный интервал облучения, с которым сформировали области деформации на первой итерации, дополнительные области линейной деформации формировали с линейными интервалами облучения s/2 на второй итерации и s/4 на третьей итерации. На каждой ступени области линейной деформации формировали с равными интервалами. Другие условия представляли собой то же самое, что и в примерах, описанных ниже.
К настоящему моменту времени было сделано несколько отчетов в отношении воздействия условий проведения рафинирования магнитных доменов на значение БФ. В данных отчетах значения БФ сопоставляют между образцами для испытаний в результате варьирования условий облучения пучком. Однако, значения БФ, как это известно, находятся под воздействием различных факторов, таких как ориентация кристаллов и размер зерен для листовой заготовки. Поэтому в экспериментах, использующих несколько образцов для испытаний, соответствующих представленному выше описанию изобретения, невозможным является полное исключение воздействия вариации характеристик образцов для испытаний, и существует возможность того, что воздействие условий проведения обработки для рафинирования магнитных доменов на значение БФ не может быть точно оценено.
Таким образом, заявители провели вышеупомянутый эксперимент для более точной оценки воздействия условий проведения рафинирования магнитных доменов на значение БФ. В эксперименте заявителей обработку для рафинирования магнитных доменов проводят в отношении одного образца для испытаний таким образом, чтобы постепенно уменьшать линейный интервал облучения. Вследствие использования на каждой ступени одного и того же образца для испытаний может быть точно оценено именно воздействие линейных интервалов при отсутствии влияния на оценку вариаций, например, уровня содержания Si, диаметра зерен, ориентации кристаллов и тому подобного, что в противном случае оказало бы воздействие на результаты при использовании на различных ступенях в качестве образцов для испытаний различных листовых сталей.
Облучение электронным пучком проводили на семи ступенях и на соответствующих ступенях осуществляли измерение значения БФ, потерь в сердечнике трансформатора и потерь в железе для одиночного листа. Сначала задавали линейный интервал облучения s для первой итерации, составляющий 12 мм, и способ формирования дополнительных областей деформации повторяли для четвертой итерации в соответствии с вышеупомянутым изложением таким образом, чтобы линейный интервал был бы уменьшен наполовину во время каждой последовательной итерации. На каждой итерации проводили измерение. После этого для устранения деформации, введенной в результате вышеупомянутого облучения электронным пучком, проводили отжиг для снятия деформации. Кроме того, при задании линейного интервала облучения s для первой итерации, составляющего 8 мм, способ получения деформации повторяли для третьей итерации и на каждой итерации проводили измерение. Полученные результаты перечисляются на фиг. 2 и 3. Фиг. 2 представляет соотношение между линейными интервалами облучения и измеренными значениями БФ. При любых линейных интервалах значение БФ улучшалось согласно сопоставлению с соответствующими значениями, полученными при использовании образцов для испытаний, не облученных электронным пучком (образцов для испытаний, не подвергнутых обработке). Как также можно видеть, значение БФ становится более близким к 1 по мере того, как линейный интервал становится меньшим.
Фиг. 3 представляет собой график результатов измерений потерь в сердечнике трансформатора и потерь в железе для одиночного листа, графически отображенных в виде зависимости от линейного интервала облучения. Потери в железе для одиночного листа сводили к минимуму при нахождении линейного интервала в диапазоне от 6 мм до 8 мм, в то время как потери в сердечнике трансформатора сводили к минимуму при линейном интервале, составляющем приблизительно 3 мм. Как можно видеть исходя из этого, потери в сердечнике трансформатора и значение БФ могут быть в достаточной степени уменьшены в случае уменьшения линейного интервала до приблизительно 3 мм.
Однако для уменьшения линейного интервала необходимо увеличить количество сформированных областей линейной деформации, и в результате время, требуемое при обработке для рафинирования магнитных доменов, увеличивается. Например, ополовинивание линейного интервала требует почти что удваивания технологического времени. Такое уменьшение производственной эффективности вследствие увеличения технологического времени является неблагоприятным исходя из задач промышленности.
Поэтому в настоящем раскрытии изобретения линейный интервал облучения составляет 15 мм или менее при рассмотрении как уменьшения значения БФ и потерь в сердечнике трансформатора, так и улучшения производительности. В случае превышения линейным интервалом 15 мм количество кристаллических зерен, которые не облучаются пучком, увеличится, и достаточный эффект рафинирования магнитных доменов получен быть не может. Линейный интервал предпочтительно составляет 12 мм или менее.
С другой стороны, линейный интервал предпочтительно составляет 4 мм или более в соответствии с раскрытием изобретения. Задание линейного интервала, составляющего 4 мм или более, может привести к укорачиванию технологического времени и увеличению производственной эффективности, а также может предотвратить формирование в стали областей избыточно большой деформации, что могло бы привести к получению увеличенных потерь при гистерезисе и магнитострикции. Более предпочтительно линейный интервал составляет 5 мм или более.
• Длина d вдоль направления толщины листа для замыкающих доменов: 65 мкм или более
На участках, облученных электронным пучком, формируются замыкающие домены, отличающиеся от основных магнитных доменов. Как это полагается, длина d вдоль направления толщины листа для замыкающих доменов (также обозначаемая термином «глубина для замыкающих доменов») оказывает воздействие на потери в железе. Поэтому заявители провели следующий далее эксперимент и исследовали соотношение между значением d и потерями в сердечнике трансформатора.
Облучение электронным пучком проводили в отношении листовых сталей в различных условиях для получения текстурированных листовых электротехнических сталей с различными значениями d. Значение d измеряли в результате наблюдения поперечного сечения вдоль направления толщины листа при использовании микроскопического эффекта Керра. Во всех образцах задавали длину w для замыкающих доменов в направлении прокатки, составляющую приблизительно одно и то же значение в диапазоне от 240 мкм до 250 мкм.
При использовании таким образом полученных листовых сталей получали железные сердечники трансформаторов. Каждый железный сердечник относился к типу трехфазного трипода при укладке в стопку, имеющему прямоугольную форму 500 мм х 500 мм, образованную листовыми сталями при 100 мм в ширину в соответствии с иллюстрацией на фиг. 4. Каждый железный сердечник изготавливали при использовании стопки листовых сталей, которые разрезали для получения скошенных кромок в соответствии с иллюстрацией на фиг. 4, таким образом, чтобы продольное направление совпадало бы с направлением прокатки при толщине стопки, составляющей приблизительно 15 мм, и массе железного сердечника, составляющей приблизительно 20 кг. В методике наслаивания наборы из двух листовых сталей укладывали в стопку внахлест с пятью уступами и компоновали в виде конфигурации соединения внахлест с уступами. Компоненты железных сердечников укладывали в стопку плоско на плоскости и сдавливали между прижимными планками из бакелита под давлением, составляющим приблизительно 0,1 МПа.
После этого измеряли потери в сердечнике трансформатора для каждого железного сердечника. Условия возбуждения при измерении представляли собой разность фаз 120°, максимальная плотность магнитного потока 1,7 Тл и частота 50 Гц. Результаты измерений продемонстрированы на фиг. 5. Незакрашенный ромб на фигуре представляет результат при линейном интервале 3 мм, в то время как другие закрашенные ромбы представляют результаты при линейном интервале 5 мм. Как можно видеть исходя из данных результатов, потери в сердечнике трансформатора могут быть уменьшены в результате увеличения значения d. В частности, в результате задания значения d, составляющего 65 мкм или более, при линейном интервале 5 мм возможным является получение характеристик потерь в сердечнике трансформатора, сопоставимых с соответствующими характеристиками, полученными при линейном интервале 3 мм. Таким образом, для раскрытия изобретения важным является задание длины d вдоль направления толщины для замыкающих доменов, составляющей 65 мкм или более. Более предпочтительно значение d составляет 70 мкм или более. С другой стороны, несмотря на отсутствие какого-либо верхнего предельного значения, устанавливаемого в отношении значения d, в случае избыточного увеличения значения d покрытие может быть повреждено в результате облучения пучком. Поэтому значение d предпочтительно составляет 110 мкм или менее, а более предпочтительно 90 мкм или менее.
• Длина w вдоль направления прокатки для замыкающих доменов: 250 мкм или менее
Для улучшения значения БФ предпочтительным является увеличение объема замыкающих доменов. Увеличение длины w для замыкающих доменов в направлении прокатки (также обозначаемой термином «ширина для замыкающих доменов») приводит к увеличению объема замыкающих доменов и уменьшению значения БФ, тем не менее, также может приводить и к увеличенным потерям при гистерезисе. Поэтому для раскрытия изобретения важным является задание значения w, составляющего 250 мкм или менее, при одновременном увеличении объема замыкающих доменов в результате увеличения значения d. Отсутствует какое-либо нижнее предельное значение, устанавливаемое в отношении значения w, тем не менее, значение w предпочтительно составляет 160 мкм или более, а более предпочтительно 180 мкм или более. В данном случае значение w измеряют от поверхности облучения пучком листовой стали в результате наблюдения магнитных доменов в соответствии с методом Биттера и тому подобным.
В следующем далее изложении предлагаются подробности в отношении условий, в которых в результате облучения электронным пучком проводят обработку для рафинирования магнитных доменов, соответствующую раскрытию изобретения.
• Ускоряющее напряжение Va: от 60 кВ или более до 300 кВ или менее
Более предпочтительными являются повышенные ускоряющие напряжения для электронного пучка. Это обуславливается тем, что чем большим будет ускоряющее напряжение, тем большей будет проницаемость материала для электронного пучка. Достаточно высокое ускоряющее напряжение делает возможным легкое прохождение электронного пучка через покрытие, придающее натяжение, что подавляет повреждение покрытия. В дополнение к этому, более высокое ускоряющее напряжение смещает центр тепловыделения в стальной подложке к позиции, более удаленной (более глубокой) по отношению к поверхности листовой стали, и, таким образом, делает возможным увеличение длины d вдоль направления толщины листа для замыкающих доменов. Кроме того, в случае высокого ускоряющего напряжения диаметр пучка может быть легче уменьшен. Для получения данных эффектов в настоящем раскрытии изобретения ускоряющее напряжение составляет 60 кВ или более. Ускоряющее напряжение предпочтительно составляет 90 кВ или более, а более предпочтительно 120 кВ или более.
Однако, в случае избыточно высокого ускоряющего напряжения будет трудно обеспечить экранирование от рентгеновского излучения, испускаемого листовой сталью, облученной электронным пучком. Поэтому с практической точки зрения ускоряющее напряжение составляет 300 кВ или менее. Ускоряющее напряжение составляет предпочтительно 250 кВ или менее, а более предпочтительно 200 кВ или менее.
• Диаметр пучка
С точки зрения улучшения характеристик потерь в железе для одиночного листа более выгодным является меньший диаметр пучка в направлении, ортогональном направлению развертки пучка. Поэтому диаметр пучка в направлении, ортогональном направлению развертки, в настоящем раскрытии изобретения составляет 300 мкм или менее. В соответствии с использованием в настоящем документе «диаметр пучка» определяют как полуширину профиля пучка согласно измерению при использовании щелевого метода (ширина щели: 0,03 мм). Диаметр пучка в направлении, ортогональном направлению развертки, составляет предпочтительно 280 мкм или менее, а более предпочтительно 260 мкм или менее.
С другой стороны, отсутствует какое-либо нижнее предельное значение, устанавливаемое в отношении диаметра пучка в направлении, ортогональном направлению развертки, тем не менее, предпочтительное нижнее предельное значение составляет 10 мкм или более. В случае диаметра пучка в направлении, ортогональном направлению развертки, меньшего, чем 10 мкм, рабочее расстояние должно быть чрезвычайно малым, и диапазон, который может быть покрыт одним источником электронного пучка при облучении c отклонением, значительно уменьшится. В случае диаметра пучка в направлении, ортогональном направлению развертки, составляющего 10 мкм или более, возможным является облучение широкого диапазона при использовании одного источника электронного пучка. Диаметр пучка в направлении, ортогональном направлению развертки, составляет предпочтительно 80 мкм или более, а более предпочтительно 120 мкм или более.
Кроме того, в раскрытии изобретения диаметр пучка в направлении развертки является, по меньшей мере, в 1,2 раза большим в сопоставлении с диаметром пучка в направлении, ортогональном направлению развертки. Эллиптизация электронного пучка может быть проведена при использовании стигматора. Однако, вследствие природы стигматора в случае увеличения диаметра пучка в одном направлении диаметр в ортогональном направлении будет иметь тенденцию к уменьшению. Поэтому в результате увеличения диаметра пучка в направлении развертки может быть уменьшена длина для замыкающих доменов в направлении, ортогональном направлению развертки, а именно, в направлении прокатки. Кроме того, в результате увеличения диаметра пучка в направлении развертки в соответствии с представленным выше описанием изобретения время, в течение которого пучком облучается определенная точка на листовой стали, через которую проходит пучок, увеличивается в 1,2 раза или более. В результате деформация вводится на более значительных глубинах в направлении толщины листа вследствие эффекта теплопроводности. В соответствии с иллюстрацией на фиг. 6 эксперимент заявителей продемонстрировал то, что потери в железе для одиночного листа улучшаются при соотношении между диаметрами пучка, составляющем 1,2 или более. Поэтому задают нижнее предельное значение для соотношения между диаметрами пучка, составляющее 1,2. В вышеупомянутом эксперименте ускоряющее напряжение составило 90 кВ, а линейный интервал составил 5 мм. Листовые стали характеризовались эквивалентными значениями БФ, составляющими приблизительно 1,15. Отсутствует какое-либо верхнее предельное значение, устанавливаемое в отношении диаметра пучка в направлении развертки. Однако, поскольку избыточное увеличение диаметра усложняет контроль условий облучения пучком, диаметр пучка в направлении развертки составляет предпочтительно 1200 мкм или менее, а более предпочтительно 500 мкм или менее.
• Сила тока пучка: от 0,5 мА до 30 мА
Исходя из задач уменьшения диаметра пучка сила тока пучка предпочтительно является по возможности наименьшей. В случае избыточно большой силы тока пучка фокусированию пучка будут создаваться препятствия в результате кулоновского отталкивания между электронами. Поэтому в раскрытии изобретения сила тока пучка предпочтительно составляет 30 мА или менее. Более предпочтительно сила тока пучка составляет 20 мА или менее. С другой стороны, в случае избыточно малой силы тока пучка области деформации, необходимые для получения достаточного эффекта рафинирования магнитных доменов, сформированы быть не могут. Поэтому в раскрытии изобретения сила тока пучка предпочтительно составляет 0,5 мА или более. Более предпочтительно сила тока пучка составляет 1 мА или более, а еще более предпочтительно 2 мА или более.
• Давление в области облучения пучком
Электронный пучок увеличивается в диаметре при рассеивании молекулами газа. Для подавления рассеивания предпочтительно задают давление в области облучения пучком, составляющее 3 Па или менее. Несмотря на отсутствие какого-либо нижнего предельного значения, устанавливаемого в отношении давления, избыточное уменьшение давления в результате приводит к увеличению стоимости вакуумной системы, такой как вакуумный насос. Поэтому на практике давление предпочтительно составляет 10– 5 Па или более.
• WD (рабочее расстояние): 1000 мм или менее
Расстояние между катушкой, использующейся для фокусирования электронного пучка, и поверхностью листовой стали обозначают термином «рабочее расстояние (WD)». Значение WD, как это известно, оказывает значительное воздействие на диаметр пучка. В случае уменьшения значения WD траектория пучка укорачивается, и сходимости пучка добиваются легче. Поэтому в раскрытии изобретения значение WD предпочтительно составляет 1000 мм или менее. Кроме того, в случае использования пучка, имеющего небольшой диаметр, составляющий 100 мкм или менее, значение WD предпочтительно составит 500 мм или менее. С другой стороны, отсутствует какое-либо нижнее предельное значение, устанавливаемое в отношении значения WD, тем не менее, предпочтительное нижнее предельное значение составляет 300 мм или более, а более предпочтительно 400 мм или более.
• Скорость развертки
Скорость развертки пучка предпочтительно составляет 30 м/сек или более. В соответствии с использованием в настоящем документе термин «скорость развертки» относится к средней скорости развертки во время облучения пучком при одновременной развертке пучка от одного края до другого вдоль направления ширины листовой стали. В случае скорости развертки, меньшей, чем 30 м/сек, технологическое время будет увеличено, и производительность уменьшится. Скорость развертки более предпочтительно составляет 60 м/сек или более.
Преимущественно используют квадрупольные и октупольные стигматоры, которые также могут быть использованы и в данном раскрытии изобретения. Поскольку коррекция эллиптической формы пучка зависит от величины тока, протекающего через стигматор, важным является изменение величины тока, протекающего через стигматор, при одновременной развертке пучка по листовой стали таким образом, чтобы форма пучка все время оставалась бы однородной в направлении ширины листовой стали.
Примеры
Наша продукция и способы будут описываться подробно ниже. Следующие далее примеры являются предпочтительными примерами раскрытия изобретения, и раскрытие изобретения совершенно не ограничивается раскрытыми примерами. Возможным также является осуществление раскрытия изобретения в результате проведения модифицирований без отклонения от объема и сущности раскрытия изобретения, и такие режимы также охватываются техническим объемом раскрытия изобретения.
Холоднокатаные листовые стали подвергали отжигу первичной рекристаллизации. После этого для поверхности каждой листовой стали использовали отжиговый сепаратор, содержащий MgO в качестве основного компонента. Затем каждую листовую сталь подвергали конечному отжигу для получения текстурированной листовой электротехнической стали, имеющей пленку форстерита. После этого наносили композицию для получения придающего натяжение покрытия, которая содержала коллоидальный диоксид кремния и фосфат магния, которую спекали на поверхности пленки форстерита для получения придающего натяжение покрытия на фосфатной основе. Толщина каждой полученной текстурированной листовой электротехнической стали составляла 0,23 мм.
Поверхность каждой текстурированной листовой электротехнической стали облучали электронным пучком для формирования множества областей линейной деформации, простирающихся в направлении, поперечном направлению прокатки. Задавали среднюю скорость развертки электронного пучка, составляющую 90 м/сек, и задавали давление в технологической камере, использующейся для облучения электронным пучком, составляющее 0,1 Па. Задавали угол областей линейной деформации по отношению к направлению прокатки (линейный угол), составляющий 90°. Другие технологические условия соответствуют перечислению в таблице 1.
После этого проводили измерение размеров для замыкающих доменов, силы межслойного тока, значений БФ, потерь в железе для одиночного листа и потерь в сердечнике трансформатора для текстурированных листовых электротехнических сталей, полученных при использовании описанного выше облучения электронным пучком. Метод измерения представляет собой нижеследующее.
• Размеры для замыкающих доменов
Длину d вдоль направления толщины листа для замыкающих доменов измеряли в результате наблюдения поперечного сечения вдоль направления толщины листа при использовании микроскопического эффекта Керра. Длину w для замыкающих доменов в направлении прокатки измеряли в результате расположения системы для наблюдения за магнитом, содержащей раствор магнитного коллоида, на поверхности листовой стали, облученной электронным пучком, и наблюдения рисунка магнитных доменов, передаваемого системе для наблюдения за магнитом.
• Сила межслойного тока
Силу межслойного тока измеряли в соответствии с методом А, который представляет собой один из методов измерения в испытании на межслойное сопротивление, указанном в документе JIS-C2550. При измерении межслойного сопротивления в качестве силы межслойного тока использовали совокупную силу тока, протекающего через место контакта.
• Потери в железе для одиночного листа, потери в сердечнике трансформатора и значения БФ
Потери в железе для одиночного листа, потери в сердечнике трансформатора и значения БФ измеряли в соответствии с вышеупомянутым методом. Железные сердечники, использующиеся для измерения потерь в сердечнике трансформатора, соответствуют иллюстрации на фиг. 4.
Результаты измерения соответствуют перечислению в таблице 1. В любом из примеров заявителей, которые удовлетворяют условиям раскрытия изобретения, потери в железе, значения БФ и силу межслойного тока в достаточной степени уменьшались, и все примеры заявителей продемонстрировали подходящие для использования характеристики железных сердечников трансформаторов. В противоположность этому, в сравнительных примерах, которые не удовлетворяют условиям раскрытия изобретения, либо потери в сердечнике трансформатора, либо сила межслойного тока были более значительными в сопоставлении с соответствующими характеристиками из примеров заявителей, и все сравнительные примеры продемонстрировали неудовлетворительные характеристики.
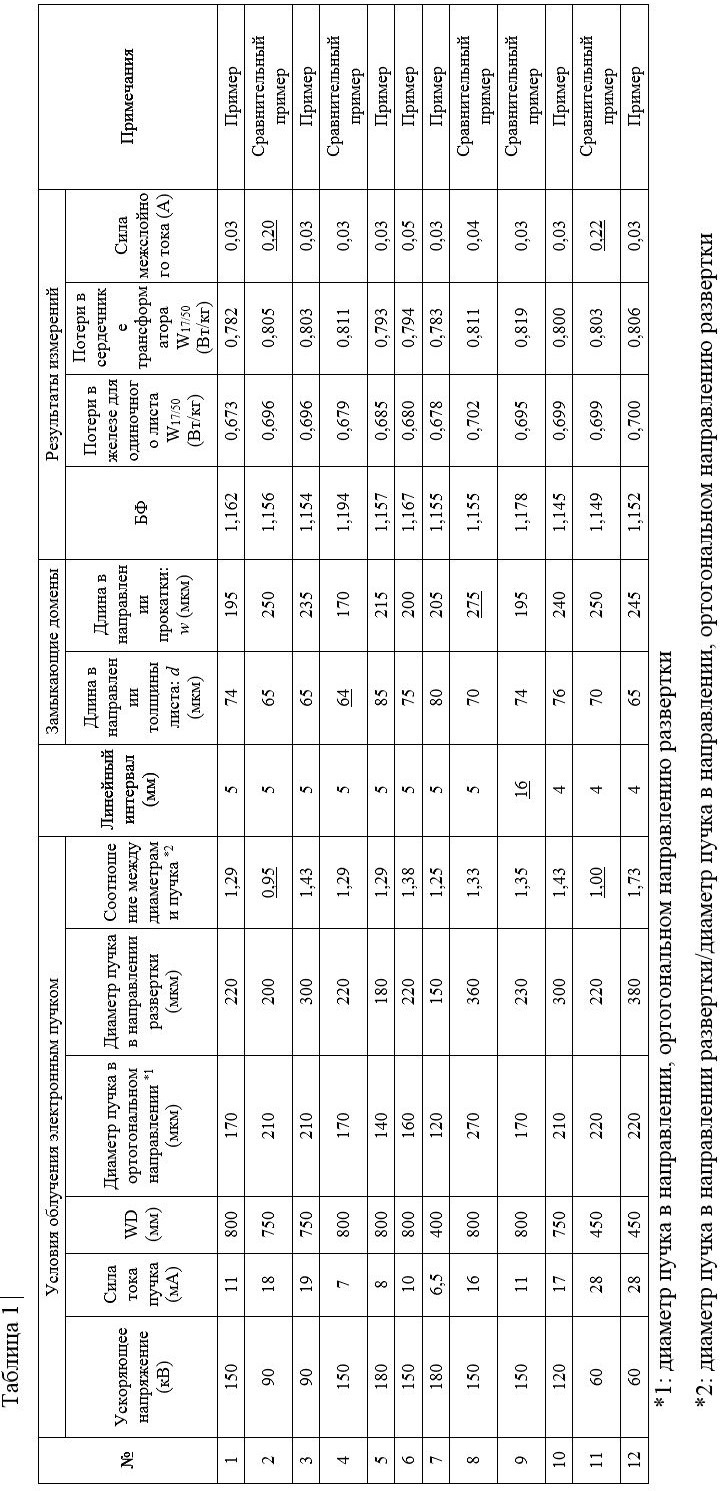
Например, в сравнительном примере № 2, в котором соотношение между диаметром пучка в направлении развертки и диаметром пучка в направлении, ортогональном направлению развертки, являлось меньшим, чем 1,2, величина тока пучка, необходимого для достаточного уменьшения потерь в железе в одиночном листе, избыточно увеличивалась, и повреждение покрытия, придающего натяжение, не подавлялось в достаточной степени, что в результате приводило к получению увеличенной силы межслойного тока. С другой стороны, в примере № 3, который подвергали обработке по существу в тех же самых условиях за исключением силы тока пучка и соотношения между диаметрами пучка, сила межслойного тока была достаточно низкой, и для эквивалентных потерь в железе получали хорошие изоляционные характеристики.
Несмотря на демонстрацию в сравнительном примере № 4, в котором длина d вдоль направления толщины для замыкающих доменов была меньшей в сопоставлении с соответствующей характеристикой, указанной в раскрытии изобретения, потерь в железе для одиночного листа, эквивалентных соответствующим характеристикам в примере № 1, потери в сердечнике трансформатора не могли быть уменьшены в достаточной степени, и, соответственно, значение БФ было высоким.
В примере № 7 диаметр пучка делали очень маленьким в результате уменьшения значения WD. В данном примере длина d вдоль направления толщины листа для замыкающих доменов была большой, а длина w для замыкающих доменов в направлении прокатки подавлялась до относительно малой величины. В сравнительном примере № 8 несмотря на достижение ускоряющим напряжением вплоть до 150 кВ состояние фокусирования изменяли для незначительного увеличения диаметра пучка. Данный сравнительный пример характеризовался избыточно большим значением w и был неудовлетворительным по потерям в железе для одиночного листа и потерям в сердечнике трансформатора. В сравнительном примере № 9, в котором линейный интервал увеличивали вплоть до 16 мм, значение БФ было большим, и потери в железе для одиночного листа были относительно высокими в сопоставлении с тем, что имеет место в примере № 1.
Изобретение относится к области металлургии. Раскрывается текстурированная листовая электротехническая сталь, которая демонстрирует улучшение значений билдинг-фактора (БФ) без повреждения покрытия, придающего натяжение. Листовая электротехническая сталь имеет покрытие, придающее натяжение, силу межслойного тока, составляющего 0,15 А или менее, множество сформированных областей линейной деформации, простирающихся в направлении, ортогональном направлению прокатки. Области деформации формируют с линейными интервалами в направлении прокатки, составляющими 15 мм или менее, каждая из областей деформации включает замыкающие домены, сформированные в ней, и каждый из замыкающих доменов имеет длину d вдоль направления толщины листа, составляющую 65 мкм или более, и длину w вдоль направления прокатки, составляющую 250 мкм или менее. 3 н. и 2 з.п. ф-лы, 1 табл., 6 ил.
1. Текстурированная листовая электротехническая сталь, содержащая:
листовую сталь и
придающее натяжение покрытие, образованное на поверхности листовой стали,
при этом
текстурированная листовая электротехническая сталь имеет силу межслойного тока, измеренную посредством испытания на межслойное сопротивление, составляющую 0,15 А или менее,
множество областей линейной деформации, простирающихся в направлении, поперечном направлению прокатки, образованных с линейными интервалами в направлении прокатки, составляющими 15 мм или менее, причем
каждая из областей линейных деформаций включает образованные в ней замыкающие домены, каждый из которых имеет длину d вдоль направления толщины листа, составляющую 65 мкм или более, и длину w вдоль направления прокатки, составляющую 250 мкм или менее.
2. Текстурированная листовая электротехническая сталь, содержащая:
листовую сталь и
придающее натяжение покрытие, образованное на поверхности листовой стали,
при этом
текстурированная листовая электротехническая сталь имеет силу межслойного тока, измеренную посредством испытания на межслойное сопротивление, составляющую 0,15 А или менее,
множество областей линейной деформации, простирающихся в направлении, поперечном направлению прокатки, причем области линейной деформации образованы с линейными интервалами в направлении прокатки, составляющими 15 мм или менее посредством облучения листовой стали электронным пучком, а
каждая из областей линейных деформаций включает замыкающие домены, каждый из которых имеет длину d вдоль направления толщины листа, составляющую 65 мкм или более, и длину w вдоль направления прокатки, составляющую 250 мкм или менее.
3. Листовая сталь по п. 1 или 2, в которой области линейных деформаций образованы с линейными интервалами в направлении прокатки, составляющими 4 мм или более.
4. Способ изготовления текстурированной листовой электротехнической стали, включающий
формирование покрытия, придающего натяжение, на поверхности листовой стали и
непрерывное облучение одной стороны листовой стали, имеющей покрытие, придающее натяжение, сфокусированным электронным пучком в направлении ширины листовой стали при одновременной развертке сфокусированного электронного пучка вдоль направления, поперечного направлению прокатки, обеспечивающего
формирование множества областей линейной деформации, простирающихся в направлении, ортогональном направлению прокатки на по меньшей мере поверхностном участке листовой стали,
при этом электронный пучок имеет ускоряющее напряжение от 60 кВ или более до 300 кВ или менее,
причем электронный пучок имеет диаметр в направлении, ортогональном направлению развертки, составляющий 300 мкм или менее, а
диаметр электронного пучка в направлении развертки составляет по меньшей мере в 1,2 раза больше в сравнении с диаметром пучка в направлении, ортогональном направлению развертки.
5. Способ по п. 4, в котором электронный пучок имеет ускоряющее напряжение, составляющее 120 кВ или более.
| WO 2014068962 A1, 08.05.2014 | |||
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ ЭЛЕКТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2301839C2 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2524026C1 |
| JP 4362139 A, 15.12.1992 | |||
| JP 57152423 A, 20.09.1982. | |||

