Область техники, к которой относится изобретение
Изобретение относится к текстурированной электротехнической листовой стали и способу ее производства, а, говоря более конкретно, к текстурированной электротехнической листовой стали, подходящей для использования в качестве материала сердечника трансформатора, и способу ее производства.
Уровень техники
От трансформаторов, в которых используются текстурированные электротехнические листовые стали, требуется демонстрация характеристик низких потерь в сердечнике и низкого шума. В данном случае при уменьшении потерь в сердечнике для трансформатора эффективным является уменьшение потерь в сердечнике для самой текстурированной электротехнической листовой стали, и одна из методик для этого включает измельчение магнитных доменов в результате облучения поверхности листовой стали при использовании лазерного пучка, плазменного пучка, электронного пучка и тому подобного. Например, в публикации JPS57-2252B (ИПЛ 1) предлагается методика уменьшения потерь в сердечнике для листовой стали в результате облучения листовой стали после окончательного отжига при использовании лазерного пучка, введения на поверхность листовой стали области, характеризующейся высокой плотностью дислокаций, и сужения ширины магнитного домена. Кроме того, в публикации JP2012-036450A (ИПЛ 2) описывается методика уменьшения потерь в сердечнике для текстурированной электротехнической листовой стали в результате оптимизирования интервала между точками облучения и энергии облучения при введении термической деформации по варианту с последовательным чередованием точек в результате облучения при использовании электронного пучка в направлении, пересекающемся с направлением прокатки текстурированной электротехнической листовой стали. В данной методике уменьшают потери в сердечнике в результате не только измельчения основных магнитных доменов, но также и формирования внутри листовой стали дополнительной структуры из магнитных доменов, называемой замыкающими доменами.
Однако, по мере увеличения замыкающих доменов внутри листовой стали проблемой становится возникновение шума при введении такой листовой стали в трансформатор. Причина заключается в том, что вследствие ориентирования магнитного момента замыкающих доменов в плоскости, ортогональной направлению прокатки, возникает магнитострикция по мере изменения ориентирования в сторону направления прокатки в ходе технологического процесса намагничивания текстурированной электротехнической листовой стали. Поэтому в целях достижения как низких потерь в сердечнике, так и низкого шума необходимым является оптимизирование замыкающих доменов, вновь сформированных в результате измельчения магнитных доменов.
В данном отношении в публикации JP2012-172191A (ИПЛ 3) излагается методика получения текстурированной электротехнической листовой стали, демонстрирующей превосходные характеристики потерь в сердечнике и шумовые эксплуатационные характеристики, в результате корректирования, в случае проведения обработки для измельчения магнитных доменов в результате облучения при использовании электронного пучка в точечной форме, взаимосвязи между временем выдержки t в каждой точке облучения и интервалом Х между точками облучения в соответствии с выходной мощностью электронного пучка. В публикации JP2012-036445A (ИПЛ 4) описывается методика оптимизирования взаимосвязи между диаметром А областей введения термической деформации и шагом облучения В при обработке для измельчения магнитных доменов в результате облучения при использовании электронного пучка. Кроме того, в публикации WO2014/068962 (ИПЛ 5) описывается методика оптимизирования, в соответствии со способом использования электронного пучка, ширины в направлении прокатки, толщины в направлении толщины и интервала введения замыкающих доменов в направлении прокатки.
Перечень цитирования
Источники патентной литературы:
ИПЛ 1: JPS57-2252B.
ИПЛ 2: JP2012-036450A.
ИПЛ 3: JP2012-172191A.
ИПЛ 4: JP2012-036445A.
ИПЛ 5: WO2014/068962.
ИПЛ 6: WO2015/111434.
Раскрытие сущности изобретения
Техническая проблема.
В случае проведения облучения на поверхности листовой стали при использовании высокоэнергетических пучков, таких как вышеупомянутые лазерный пучок и электронный пучок, скорость сканирования пучка и ширина сканирования пучка ограничиваются различными факторами, что делает затруднительным проведение обработки для измельчения магнитных доменов на всей поверхности рулона при использовании одного устройства. В данном случае в поперечном направлении листа в рулоне соединяют множество устройств для облучения таким образом, чтобы облучение при использовании пучка от каждого устройства было бы соединено в поперечном направлении листа в рулоне, в результате чего достигается облучение при использовании пучка по всей ширине рулона. Однако, в случае использования множества устройств для облучения данным образом на границе между областями облучения, покрываемыми соответствующими устройствами для облучения при использовании пучка, будут формироваться «дискретные области» замыкающих доменов. В данном случае при перекрывании областей облучения соседних электронных пучков данные области будут иметь вид непрерывного замыкающего домена. Однако, вследствие отличия количества подведенной энергии в области перекрывания от соответствующего количества на участке, непрерывно облучаемом при использовании одной электронной пушки, непрерывность структуры замыкающего домена прерывается. Поэтому в соответствии с использованием в настоящем документе часть замыкающего домена, где области облучения при использовании соседних электронных пучков перекрываются, также определяется как «дискретная область» совместно с той частью, где замыкающие домены непосредственно не перекрываются.
Поскольку структура магнитного домена листовой стали в окрестности данной дискретной области становится неоднородной, становится более затруднительным достижение как низких потерь в сердечнике, так и низкого шума трансформатора. Кроме того, все методики, относящиеся к замыкающему домену, описанному выше, концентрируются на областях, отличных от дискретных областей, и данные методики не могут быть непосредственно использованы в отношении периферии дискретных областей.
В данном отношении в публикации WO2015/111434 (ИПЛ 6) излагается методика, концентрирующаяся на периферии дискретных областей. В публикации ИПЛ 6 описывается методика получения листовой стали, демонстрирующей характеристики низких потерь в сердечнике, в результате оптимизирования ширины перекрывания в направлении ПпН (поперечном направлении листа) дискретных областей. Однако, несмотря на достижение в методике из публикации ИПЛ 6 низких потерь в сердечнике для листовой стали контролирование обеспечивается только в направлении, в котором площадь облучения каждой электронной пушки перекрывается с соответствующей площадью другой электронной пушки, ширина перекрывания не изменяется на поверхности, подвергшейся облучению при использовании электронной пушки, и на поверхности, не подвергшейся облучению, и, таким образом, магнитострикционные свойства, которые являются более чувствительными к воздействию деформации, ухудшаются более серьезно, чем в области, не включающей дискретную область. Помимо этого, несмотря на подавление ухудшения потерь в сердечнике все еще остается проблема, заключающаяся в том, что характеристики потерь в сердечнике не всегда являются идентичными в каждой области, не включающей дискретную область.
Таким образом, подходящим для использования было бы, в частности, предложение текстурированной электротехнической листовой стали, подавляющей как потери в сердечнике, так и ухудшение магнитострикционных свойств в дискретных областях, которые были бы неизбежно сформированными в случае проведения обработки для измельчения магнитных доменов при использовании множества устройств для облучения, и способа ее производства.
Решение проблемы.
Распределение деформации, введенной в листовую сталь в результате облучения при использовании пучка, как это известно, оказывает воздействие на потери в сердечнике и магнитострикционные свойства. Как это установили изобретатели, в качестве показателя оценки данного распределения деформации подходящим для использования является сопоставление дискретных областей магнитных доменов на поверхности листовой стали, подвергшейся облучению при использовании пучка, и на тыльной поверхности, не подвергшейся облучению при использовании пучка. Как это также установили изобретатели, надлежащее состояние замыкающих доменов различается между периферией дискретных областей и другим участком, то есть, надлежащие условия облучения при использовании пучка различаются между периферией дискретных областей и другим участком, и данное различие приводит к появлению различия по виду между замыкающими доменами в направлении толщины.
В следующем далее изложении предлагается описание конфигурации, требуемой для придании характеристикам потерь в сердечнике и магнитострикционным свойствам на периферии дискретных областей сопоставимости с соответствующими параметрами в областях, которые не являются дискретными областями, (то есть, в непрерывных областях).
1) текстурированная электротехническая листовая сталь, в которой дискретные области замыкающих доменов присутствуют в направлении ПпН, которое является направлением, ортогональным направлению прокатки, и краевые зоны перекрывания в направлении ПпН замыкающих доменов на поверхности, подвергшейся облучению при использовании пучка, и на поверхности, не подвергшейся облучению при использовании пучка, удовлетворяют соотношениям:
0,5 ≤ α ≤ 5,0 (1)
0,2α ≤ β ≤ 0,8α (2)
В данном случае α представляет собой ширину перекрывания длин в направлении ПпН для соседних замыкающих доменов на поверхности, подвергшейся облучению при использовании пучка, (ниже в настоящем документе единица измерения для α представляет собой миллиметры [мм]), а β представляет собой ширину перекрывания длин в направлении ПпН для соседних замыкающих доменов на поверхности, не подвергшейся облучению при использовании пучка, (ниже в настоящем документе единица измерения для β представляет собой миллиметры [мм]).
2) При подведении тепловой энергии на поверхность листовой стали в результате установки множества устройств для облучения при использовании высокоэнергетического пучка (множества устройств для облучения при использовании лазерного пучка или множества устройств для облучения при использовании электронного пучка) контролирование состояния замыкающих доменов на поверхности, подвергшейся облучению при использовании пучка/поверхности, не подвергшейся облучению при использовании пучка, осуществляют в результате изменения, по меньшей мере, одного из параметров в целях корректирования фокуса пучка каждого устройства для облучения в соответствии с отклонением пучка.
3) Вместо позиции 2) или в дополнение к позиции 2) при подведении тепловой энергии на поверхность листовой стали в результате установки множества устройств для облучения при использовании высокоэнергетического пучка контролирование состояния замыкающих доменов на поверхности, подвергшейся облучению при использовании пучка, и поверхности, не подвергшейся облучению при использовании пучка, осуществляют в результате корректирования, по меньшей мере, одного из параметров для корректирования выходной мощности пучка каждого устройства для облучения в соответствии с отклонением пучка.
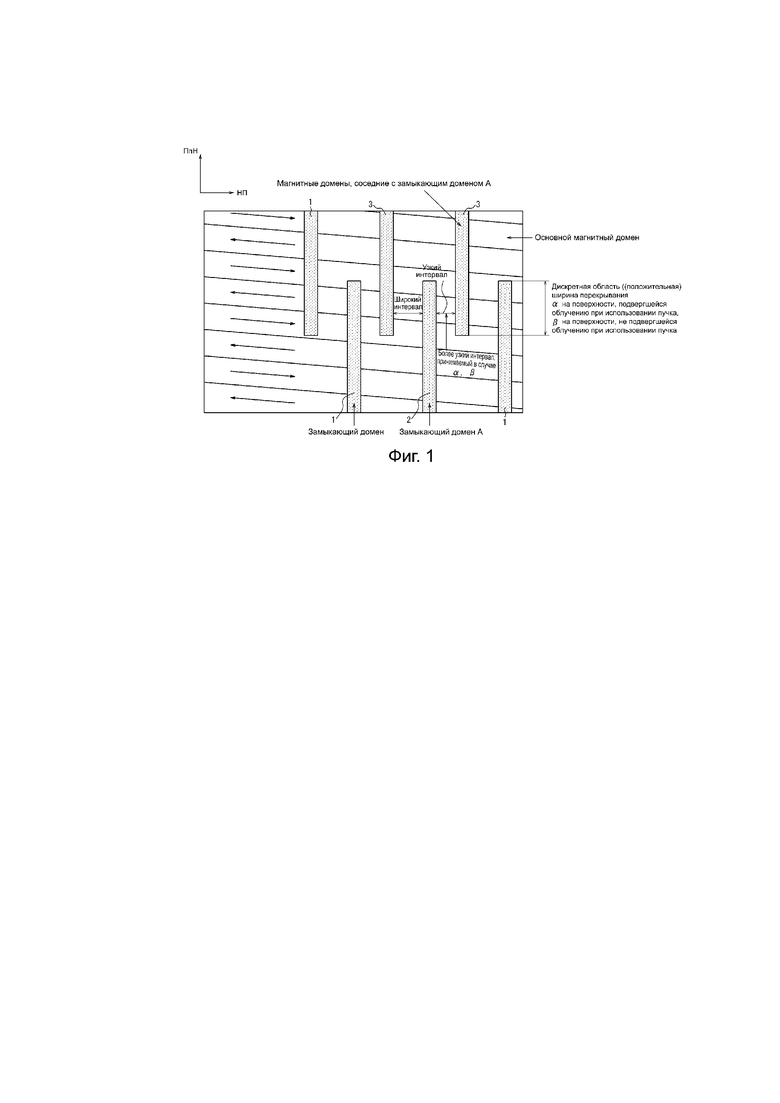
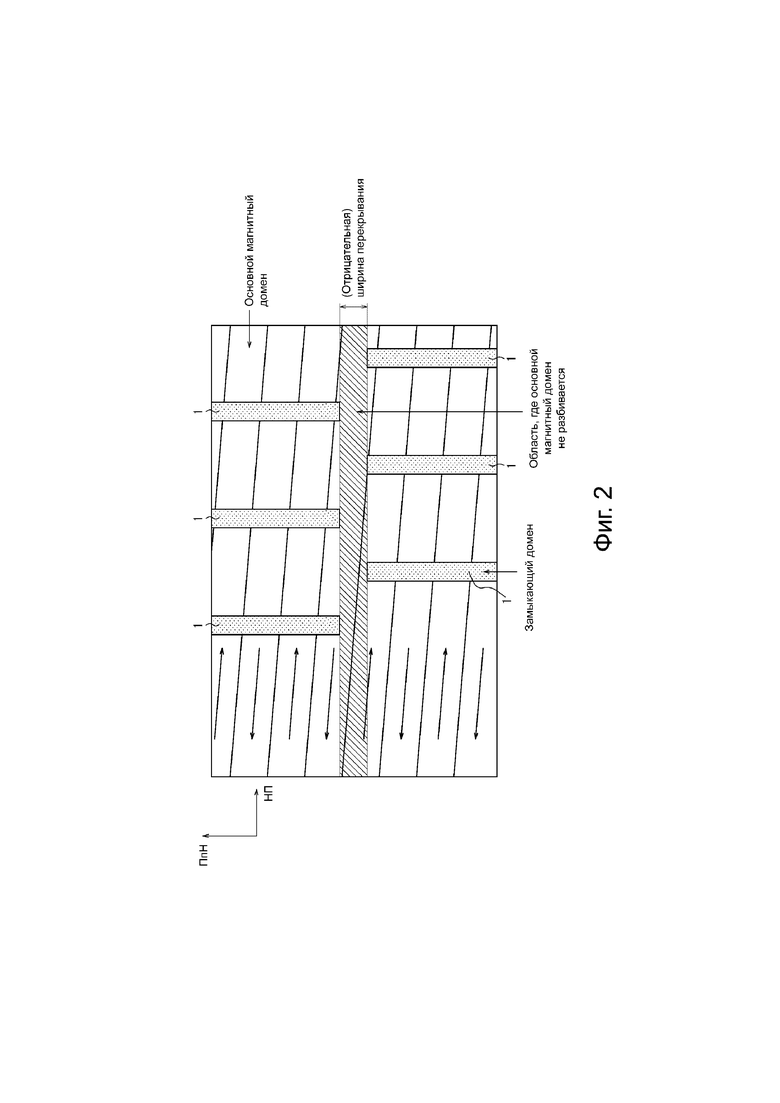
Вышеупомянутые параметры α и β могут быть определены при использовании детектора магнитного поля, способного визуализировать узор магнитных доменов при использовании магнитного коллоида. Фигуры 1 и 2 представляют собой схематические изображения результатов по наблюдению магнитных доменов. В соответствии с использованием в настоящем документе область, расположенная таким образом, чтобы разбивать основные магнитные домены, определяется как замыкающий домен (на который указывают ссылочные позиции от 1 до 3 на фигуре 1). Кроме того, замыкающие домены, сформированные в соседних областях, подвергшихся облучению при использовании электронного пучка, определяются как соседние замыкающие домены (на которые указывают ссылочные позиции 2 и 3 на фигуре 1). Как это проиллюстрировано на ФИГУРЕ 1, при положительной ширине соседних замыкающих доменов (то есть, при наличии перекрывания соседних замыкающих доменов) это будет означать отсутствие какой-либо области, где основной магнитный домен не разбивается замыкающими доменами. В соответствии с иллюстрированием на ФИГУРЕ 2, при отрицательной ширине перекрывания соседних замыкающих доменов (то есть, при отсутствии перекрывания соседних замыкающих доменов) это будет указывать на наличие области, в которой основной магнитный домен не разбивается замыкающими доменами. Кроме того, в соответствии с использованием в настоящем документе ширина перекрывания α обозначает длину в поперечном направлении (направлении, ортогональном направлению прокатки) для участка перекрывания соседних магнитных доменов на поверхности, подвергшейся облучению, (также обозначаемой в настоящем документе термином «одна поверхность») листовой стали в соответствии с определением параметрами α и β на фигуре 1. В соответствии с использованием в настоящем документе ширина перекрывания β обозначает длину в поперечном направлении для участка перекрывания на поверхности, не подвергшейся облучению, (также обозначаемой в настоящем документе термином «другая поверхность») листовой стали, соответствующей вышеупомянутому параметру α. В данном случае как α, так и β представляют собой длину в поперечном направлении для участка перекрывания в отношениили более близких (расположенных с более узким интервалом друг от друга) соседних магнитных доменов. Также при нахождении соседних магнитных доменов в близком соседстве при одной и той же ширине естественным образом будут использовать данную величину.
Далее будут подробно описываться предпосылки настоящего раскрытия изобретения.
Эксперимент 1
Прежде всего, используя множество устройств для облучения при использовании электронного пучка, проводили обработку для измельчения магнитных доменов в отношении доступной на коммерческих условиях текстурированной электротехнической листовой стали (с толщиной в 0,25 мм) в условиях облучения от № 1 (ток пучка: 4 мА) до № 9 (ток пучка: 20 мА), включающих интервал между линиями облучения: 4,0 мм, ускоряющее напряжение: 100 кВ, скорость сканирования: 70 м/с, силу тока для пучка: при ее изменении на 2 мА в диапазоне от 4 мА до 20 мА.
Из данного рулона, соответственно, отбирали материал для испытаний с шириной в 100 мм и с длиной в 300 мм, включающий дискретные области, и материал для испытаний с шириной в 100 мм и с длиной в 300 мм, не включающий дискретные области, для оценки магнитных свойств, используя метод измерения магнитных свойств при использовании устройства для испытания одного листа, указанного в документе JIS C 2556. Еще одно важное свойство, представляющее собой магнитострикцию, оценивали в результате измерения сжатия каждой листовой стали, используя допплеровский лазерный виброметр при использовании показателя, называемого уровнем ускорения магнитострикционной вибрации в соответствии с методом, описанным в публикации Kawasaki Steel Technical Report Vol. 29 No. 3 pp. 164-168 (1997). В данном случае интегрировали компоненты гармоник магнитрострикции в диапазоне от 100 Гц до 2000 Гц и максимальную плотность магнитного потока во время измерения магнитострикции устанавливали на уровне 1,5 Тл, что, как это считается, демонстрирует наивысшую корреляцию с шумом трансформатора при максимальной плотности магнитного потока в диапазоне от 1,3 Тл до 1,8 Тл.
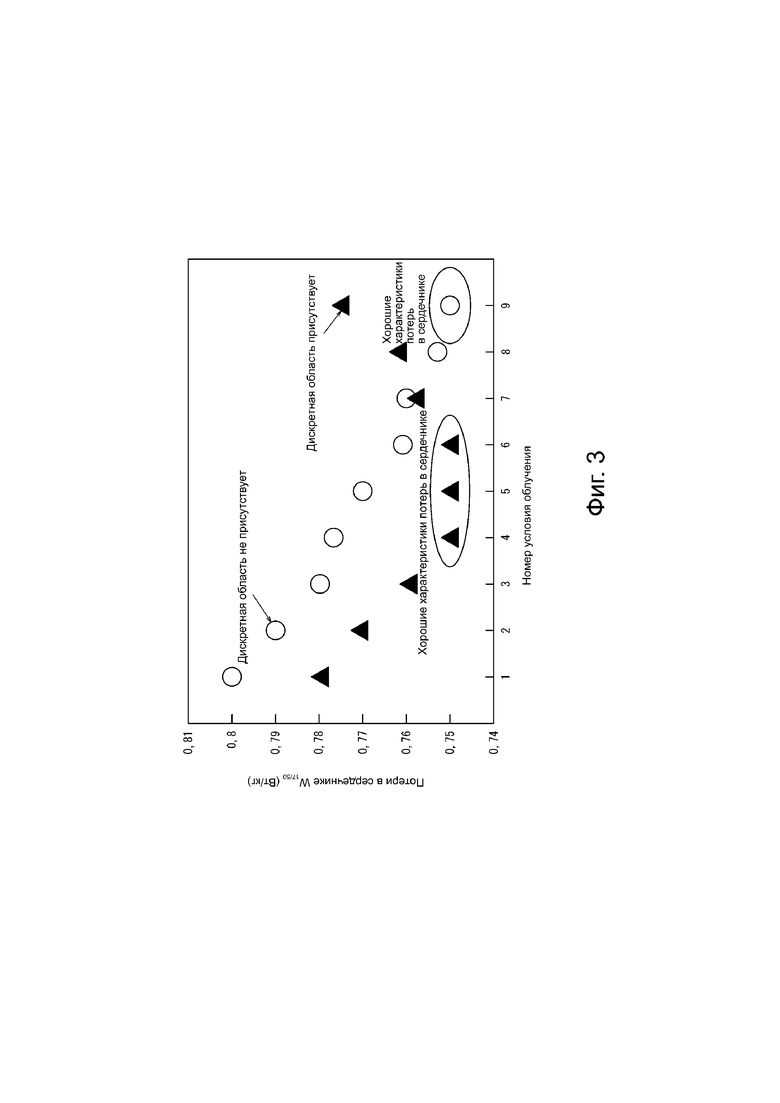
Результаты по оценке характеристик потерь в сердечнике иллюстрируются на фигуре 3. Кроме того, на фигуре 4 иллюстрируются результаты по оценке магнитострикционных свойств.
Как это проиллюстрировано на фигуре 3, в материалах для испытаний, включающих и не включающих дискретные области, условия облучения, демонстрирующие хорошие характеристики потерь в сердечнике, различаются, но уровни потерь в сердечнике, полученные в соответствующих условиях облучения, демонстрирующих хорошие характеристики потерь в сердечнике, были почти что идентичными. Кроме того, как это проиллюстрировано на фигуре 4, в том, что касается магнитострикционных свойств, то тенденция к ухудшению свойств по мере увеличения номера условий облучения была идентичной в материалах для испытаний, включающих и не включающих дискретных областей. Магнитострикционные свойства, как это известно, являются в высшей степени тензочувствительными. То есть, исходя из результатов на фигуре 4, как это считается, способность введения деформации при каждых условиях облучения увеличивается по мере увеличения номера условий облучения, то есть, по мере увеличения силы тока для пучка. В частности, в материалах для испытаний, включающих дискретные области, магнитострикционное свойство ухудшалось более серьезно, чем в материалах для испытаний, не включающих дискретные области, в зависимости от условий. Как это было выявлено исходя из фигур 3 и 4, не все условия обязательно демонстрируют хорошие магнитострикционные свойства даже в условиях, демонстрирующих хорошие характеристики потерь в сердечнике, и условия, при которых потери в сердечнике и магнитострикционные свойства являются совместимыми, являются в большей степени ограниченными, чем соответствующие условия, демонстрирующие хорошие характеристики потерь в сердечнике.
Далее, в материалах для испытаний, включающих дискретные области, поведение в отношении изменения силы тока для пучка применительно как к потерям в сердечнике, так и к магнитострикционным свойствам отличалось от поведения в материалах для испытаний, не включающих дискретные области. После этого в целях исследования причины проводили наблюдение за замыкающими доменами на каждой поверхности, выбираемой из поверхности, подвергшейся облучению при использовании электронного пучка, (передней поверхности) и поверхности, не подвергшейся облучению при использовании электронного пучка, (тыльной поверхности), в отношении материалов для испытаний, включающих дискретные области. То есть, исследовали, соответственно, величины α и β.
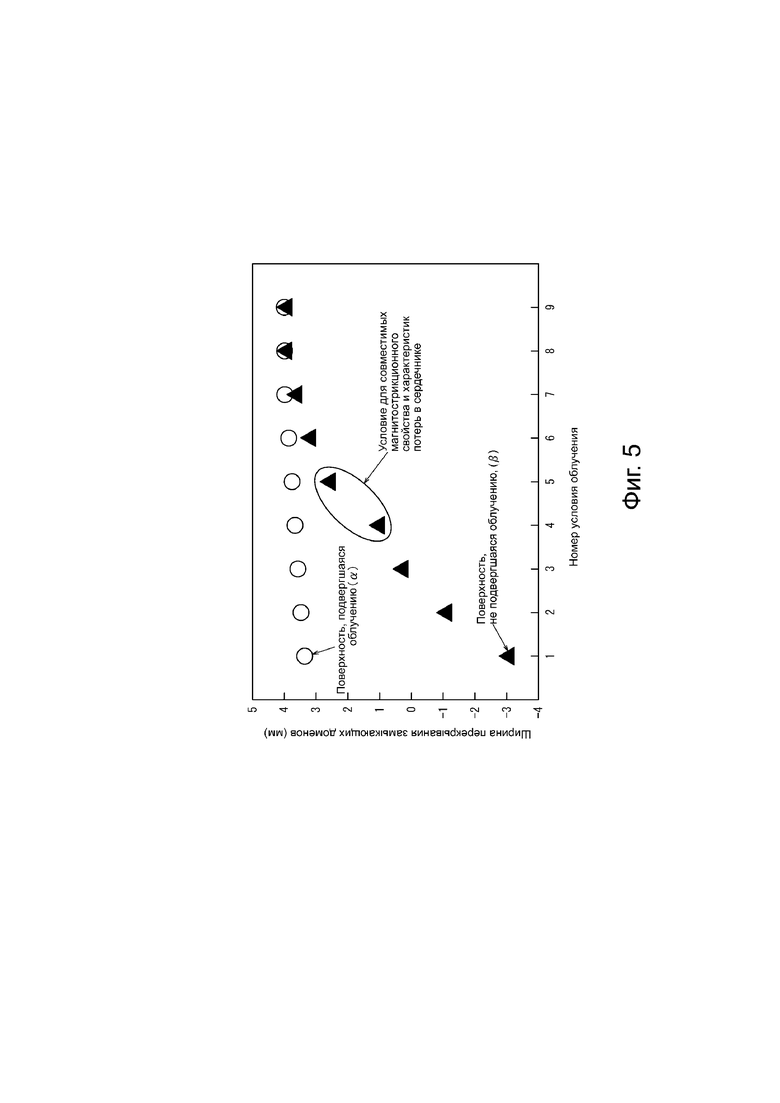
На фигуре 5 иллюстрируются ширины перекрывания α и β для замыкающих доменов.
Наблюдение на поверхности, подвергшейся обучению, не обнаружило какой-либо значительной разницы в зависимости от условий облучения, но на поверхности, не подвергшейся облучению, результат значительно различался в зависимости от условий облучения. В данном случае вследствие формирования замыкающего домена при использовании деформации в листовой стали большое различие в ширине перекрывания замыкающих доменов между поверхностью, подвергшейся облучению, и поверхностью, не подвергшейся облучению, означает то, что величина деформации в значительной степени различается между поверхностью, подвергшейся облучению, и поверхностью, не подвергшейся облучению.
Ширина перекрывания для поверхности, не подвергшейся облучению, уменьшалась во множестве условий облучения, поскольку деформация, введенная от поверхности облучения, вряд ли распространяется в направлении толщины.
Исходя из данных результатов поведение материалов для испытаний, включающих дискретные области на фигуре 3, может быть описано следующим далее образом.
В области, в которой замыкающие домены перекрываются, интервал облучения в направлении прокатки является более узким, чем в области, не включающей дискретные области, поскольку облучающие пучки от различных устройств для облучения при использовании пучка отклоняются друг от друга в направлении прокатки. Таким образом, как это считается, условия облучения №№ 7, 8 и 9, обладающие высокой способностью введения деформации, вводили деформацию в степени, большей, чем это необходимо, потери на гистерезис в значительной степени ухудшались, а потери в сердечнике увеличивались. Как это следует отметить, условия облучения №№ 4, 5 и 6 продемонстрировали надлежащую величину деформации в области, в которой интервал между пучками облучения был узким. Как это также считается, в условиях облучения №№ 1, 2 и 3 величина введения деформации была низкой, и величина деформации была недостаточной, а достаточный эффект измельчения магнитных доменов не мог быть получен, что вызывает ухудшение потерь в сердечнике. Что касается магнитострикционных свойств, то, как это считается, на надлежащий диапазон условия введения деформации накладывают ограничения в большей степени, чем в случае потерь в сердечнике, поскольку магнитострикционные свойства являются в высшей степени тензочувствительными.
Исходя из вышеупомянутых результатов важным является контролирование трехмерного распределения деформации (то есть, распределения деформации, включающего направление толщины) в целях контролирования свойств материала в окрестности дискретных областей в хорошем состоянии. Как это можно видеть, подходящим для использования является применение не только одной лишь ширины перекрывания замыкающих доменов на поверхности, подвергшейся облучению, но и в комбинации с ней ширины перекрывания замыкающих доменов на поверхности, не подвергшейся облучению, в качестве контрольных параметров.
Эксперимент 2
Как это посчитали изобретатели исходя из результатов эксперимента 1, в целях получения надлежащего распределения деформации в направлении толщины для дискретных областей предпочтительным является контролирование ширин перекрывания замыкающих доменов на передней и задней сторонах листовой стали в качестве параметров. Прежде всего, проводили обработку для измельчения магнитных доменов в отношении известной текстурированной электротехнической листовой стали (с толщиной в 0,30 мм) при использовании четырех электронных пушек. Условия облучения включали ускоряющее напряжение: 150 кВ, скорость сканирования: 64 м/с, силу тока для пучка: 5,0 мА, интервал для линий облучения в направлении НП (направлении прокатки): 4,5 мм, площадь облучения каждой электронной пушки: распределение равным образом, и ширина перекрывания замыкающих доменов (ширина перекрывания для расстояния поляризации пучка): от 0,1 мм до 10,0 мм.
В данный момент времени в целях контролирования ширин перекрывания замыкающих доменов на поверхности, подвергшейся облучению при использовании пучка, и на поверхности, не подвергшейся облучению при использовании пучка, величину силы тока для фокусирующей катушки, контролирующей фокусирование, изменяли в соответствии с позицией отклонения. В дополнение к этому, величину силы тока для фокусирующей катушки устанавливали таким образом, чтобы достичь истинного фокусирования в областях, отличных от дискретных областей, и величину силы тока для фокусирующей катушки изменяли таким образом, чтобы удовлетворить различным условиям фокусирования в дискретных областях. В соответствии с использованием в настоящем документе термин «фокусирование» относится к фокусу пучка, а термин «истинное фокусирование» относится к фокусу пучка, находящегося в состоянии, в котором деформация вводится наиболее легко, говоря конкретно, в котором пучок сходится на листовой стали в наибольшей степени.
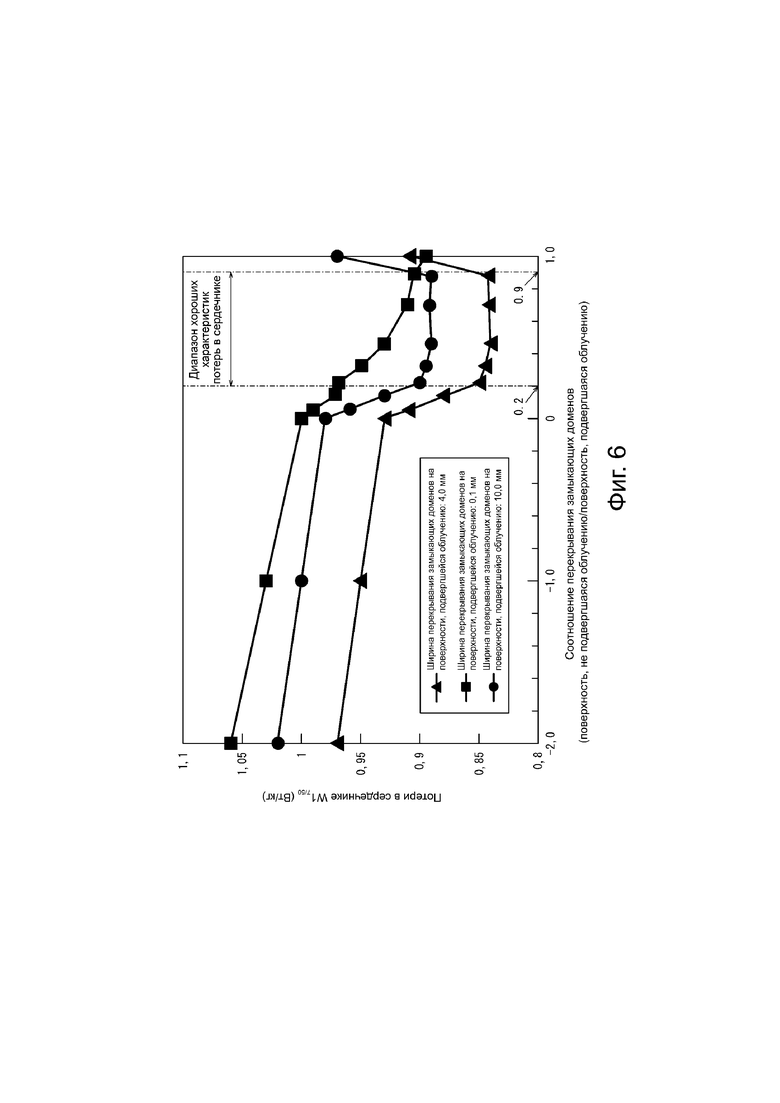
На фигуре 6 иллюстрируется взаимосвязь между потерями в сердечнике и степенью перекрывания замыкающих доменов (β/α) при изменении ширины перекрывания замыкающих доменов. Как это следует отметить, в том, что касается горизонтальной оси на фигуре 6, точка, в которой соотношение перекрывания составляет «– 1» или «– 2», обозначает отсутствие перекрывания (отрицательное значение) на поверхности, не подвергшейся облучению, и перекрывание (положительное значение) на поверхности, подвергшейся облучению. Как это было установлено, в особенности хорошие характеристики потерь в сердечнике были продемонстрированы при соотношении между поверхностью, подвергшейся облучению, и поверхностью, не подвергшейся облучению, в диапазоне от 0,2 до 0,9 в случае ширины перекрывания замыкающих доменов 4,0 мм. Характеристики потерь в сердечнике были сопоставимыми с соответствующими характеристиками не включающего дискретные области материала для испытаний, оцениваемого в качестве эталона.
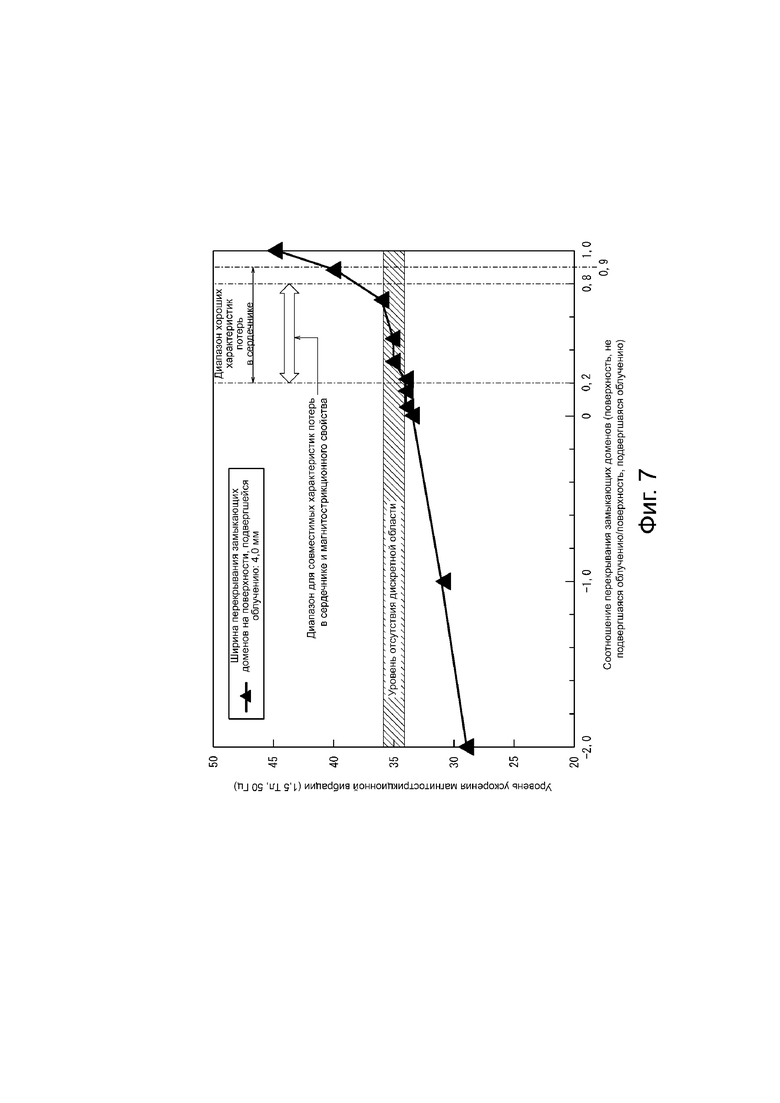
Далее проводили оценку магнитострикционных свойств материала для испытаний, характеризующегося шириной перекрывания замыкающих доменов 4,0 мм, для которого наблюдали хороший диапазон характеристик потерь в сердечнике. Результаты по оценке иллюстрируются на фигуре 7. Как это было установлено, совместимость между характеристиками потерь в сердечнике и магнитострикционными свойствами может быть получена в случае соотношения β/α между шириной перекрывания α на поверхности, подвергшейся облучению, и шириной перекрывания β на поверхности, не подвергшейся облучению, в диапазоне от 0,2 до 0,8, что представляет собой еще более ограниченный диапазон, чем при условии, демонстрирующем хорошие характеристики потерь в сердечнике.
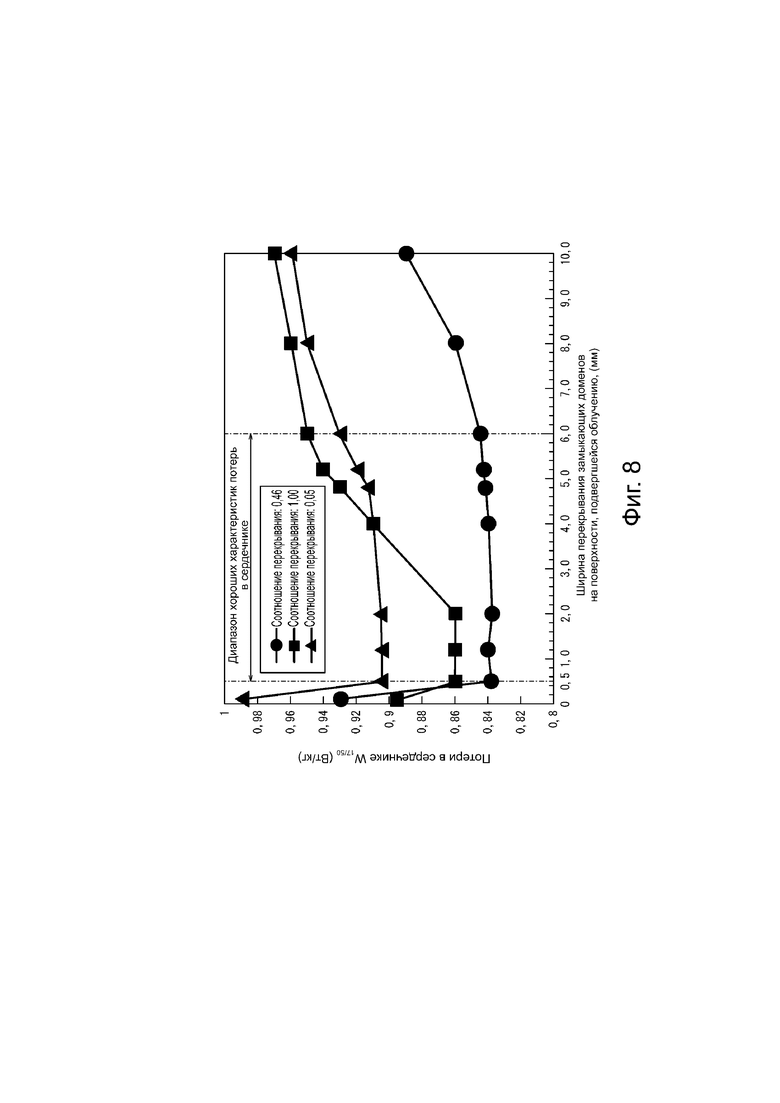
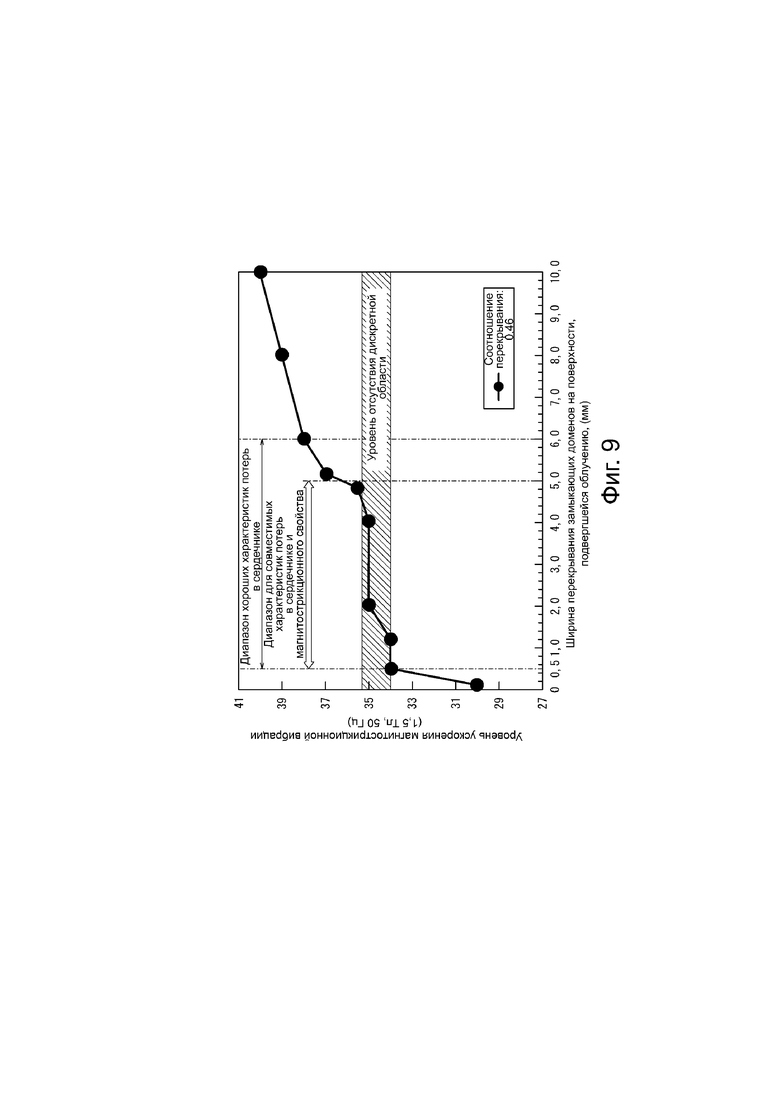
Кроме того, исследовали взаимосвязь между шириной перекрывания замыкающих доменов на поверхности, подвергшейся облучению, и потерями в сердечнике. Результаты иллюстрируются на фигуре 8. Как это было установлено, хорошие свойства (сопоставимые с соответствующими свойствами образца, не включающего дискретные области) обнаруживаются в случае, в котором ширина перекрывания на поверхности, подвергшейся облучению, находится в диапазоне от 0,5 мм до 6,0 мм. Как это также было установлено, материал для испытаний, характеризующийся степенью перекрывания замыкающих доменов (β/α) 0,46, находится в пределах диапазона, в котором характеристики потерь в сердечнике и магнитострикционные свойства являются совместимыми согласно определению на основании результатов с фигур 6 и 7. В отношении данного материала для испытаний исследовали магнитострикционные свойства, и результат проиллюстрирован на фигуре 9. В числе образцов, иллюстрирующих хорошие характеристики потерь в сердечнике, как это было установлено, соответствующие образцы, характеризующиеся шириной перекрывания в диапазоне от 0,5 мм до 5,0 мм, демонстрируют магнитострикционные свойства того же самого уровня, что и образцы, не включающие дискретные области, и, таким образом, обеспечивают достижение совместимости между характеристиками потерь в сердечнике и магнитострикционными свойствами.
Исходя из вышеупомянутых результатов стали ясными следующие далее моменты. То есть, как это было выявлено, в отношении материала для испытаний, включающего дискретные области, контролирование распределения деформации в листовой стали является недостаточным при контролировании только ширины сканирования пучка и ширины перекрывания замыкающих доменов на поверхности, подвергшейся облучению. Как это также было выявлено, в качестве оценочного показателя ширин перекрывания замыкающих доменов на поверхности, подвергшейся облучению, и поверхности, не подвергшейся облучению, важным является рассмотрение распределения деформации в направлении толщины листовой стали.
Настоящее раскрытие изобретения имеет в своей основе вышеупомянутые новые открытия, и основные его признаки могут быть обобщенно представлены следующим далее образом.
1. Текстурированная электротехническая листовая сталь, включающая: замыкающие домены, при этом каждый из них включает дискретную область на своей части и простирается под углом в пределах 30° по отношению к поперечному направлению листовой стали, где участок перекрывания замыкающих доменов в дискретной области на одной поверхности листовой стали имеет длину α в поперечном направлении, которая является большей, чем длина β в поперечном направлении для участка перекрывания замыкающих доменов на другой поверхности листовой стали, и длина α удовлетворяет следующему далее выражению (1), а длина β удовлетворяет следующему далее выражению (2):
0,5 ≤ α ≤ 5,0 (1)
0,2α ≤ β ≤ 0,8α (2).
2. Способ производства текстурированной электротехнической листовой стали, включающий: облучение листовой стали при использовании высокоэнергетического пучка от каждого из множества устройств для облучения при использовании высокоэнергетического пучка для формирования замыкающих доменов, при этом каждый из них включает дискретную область на своей части и простирается под углом в пределах 30° по отношению к поперечному направлению листовой стали, где в отношении каждого из устройств для облучения при использовании высокоэнергетического пучка корректируют, по меньшей мере, один из параметров, выбираемых из фокусирования и выходной мощности высокоэнергетического пучка, таким образом, чтобы участок перекрывания замыкающих доменов в дискретной области на подвергшейся облучению поверхности листовой стали имел бы длину α в поперечном направлении, которая является большей, чем длина β в поперечном направлении для участка перекрывания замыкающих доменов на не подвергшейся облучению поверхности листовой стали, и длина α удовлетворяет следующему далее выражению (1), а длина β удовлетворяет следующему далее выражению (2):
0,5 ≤ α ≤ 5,0 (1)
0,2α ≤ β ≤ 0,8α (2).
3. Способ производства текстурированной электротехнической листовой стали, соответствующей представленной выше позиции 2., где высокоэнергетический пучок является лазерным пучком или электронным пучком.
Технический результат.
В соответствии с настоящим раскрытием изобретения является возможным предложение, в частности, текстурированной электротехнической листовой стали, для которой ухудшение характеристик потерь в сердечнике и магнитострикционных свойств эффективно подавляется в дискретных областях, которые были бы неизбежно сформированными в случае проведения обработки для измельчения магнитных доменов при использовании множества устройств для облучения, и способа ее производства.
Краткое описание чертежей
На приложенных чертежах:
Фигура 1 представляет собой схематическое изображение, иллюстрирующее результаты по наблюдению магнитных доменов;
Фигура 2 представляет собой еще одно схематическое изображение, иллюстрирующее результаты по наблюдению магнитных доменов;
Фигура 3 представляет собой график, иллюстрирующий результаты по оценке характеристик потерь в сердечнике;
Фигура 4 представляет собой график, иллюстрирующий результаты по оценке магнитострикционных свойств;
Фигура 5 представляет собой график, иллюстрирующий результаты по измерению ширин перекрывания замыкающих доменов;
Фигура 6 представляет собой график, иллюстрирующий взаимосвязь между потерями в сердечнике и соотношением перекрывания замыкающих доменов при изменении ширины перекрывания замыкающих доменов на поверхности, подвергшейся облучению;
Фигура 7 представляет собой график, иллюстрирующий взаимосвязь между магнитострикционными свойствами и соотношением перекрывания замыкающих доменов;
Фигура 8 представляет собой график, иллюстрирующий взаимосвязь между потерями в сердечнике и шириной перекрывания замыкающих доменов на поверхности, подвергшейся облучению, при изменении соотношения перекрывания замыкающих доменов для поверхности, подвергшейся облучению; и
Фигура 9 представляет собой график, иллюстрирующий взаимосвязь между магнитострикционными свойствами и шириной перекрывания замыкающих доменов на поверхности, подвергшейся облучению.
Осуществление изобретения
Ниже конкретно будет описываться текстурированная электротехническая листовая сталь, соответствующая настоящему раскрытию изобретения.
Химический состав.
В настоящем раскрытии изобретения химический состав сляба для текстурированной электротехнической листовой стали может быть любым химическим составом до тех пор, пока он будет вызывать вторичную рекристаллизацию. В дополнение к этому, в случае использования ингибитора, например, ингибитора на основе AlN, Al и N могут содержаться, соответственно, в надлежащем количестве, в то время как в случае использования ингибитора на основе MnS/MnSe в надлежащем количестве могут содержаться, соответственно, Mn и Se и/или S. Само собой разумеется, оба ингибитора могут быть использованы в комбинации. В случае использования ингибиторов в соответствии с представленным выше описанием изобретения уровни содержания Al, N, S и Se предпочтительно будут представлять собой, соответственно, Al: от 0,01% (масс.) до 0,065% (масс.), N: от 0,005% (масс.) до 0,012 % (масс.), S: от 0,005% (масс.) до 0,03% (масс.) и Se: от 0,005% (масс.) до 0,03% (масс.). Как это следует отметить, при окончательном отжиге происходит очистка от Al, N, S и Se, и их уровни содержания в листовой продукции уменьшаются до значения для неизбежных примесей.
Настоящее раскрытие изобретения также может быть применено и для текстурированной электротехнической листовой стали, не использующей какого-либо ингибитора и характеризующейся ограниченными уровнями содержания Al, N, S и Se. В данном случае на уровни содержания Al, N, S и Se предпочтительно накладывают ограничения значениями, соответственно, Al: 100 ч./млн. (масс.) и менее, N: 50 ч./млн. (масс.) и менее, S: 50 ч./млн. (масс.) и менее и Se: 50 ч./млн. (масс.) и менее.
Конкретные примеры основных компонентов и необязательных компонентов сляба для текстурированной электротехнической листовой стали представляют собой нижеследующее.
С: 0,08% (масс.) и менее
С добавляют для улучшения микроструктуры горячекатаного листа. Однако, в случае превышения уровнем содержания значения в 0,08% (масс.) станет затруднительным уменьшение количества С до значения, составляющего 50 ч./млн. (масс.) и менее, когда в ходе технологического процесса изготовления не происходит магнитное старение. Поэтому уровень содержания С предпочтительно составляет 0,08% (масс.) и менее. Как это следует отметить, отсутствует необходимость установления конкретного нижнего предельного значения для уровня содержания С, поскольку в материале, не содержащем С, имеется возможность вторичной рекристаллизации. В дополнение к этому, уровень содержания С уменьшается во время обезуглероживающего отжига, когда его уменьшают до значения для неизбежной примеси в листовой продукции.
Si: от 2,0% (масс.) до 8,0% (масс.)
Si представляет собой элемент, эффективный для улучшения электрического сопротивления стали и улучшения характеристик потерь в сердечнике. Однако, в случае уровня содержания, составляющего менее, чем 2,0% (масс.), достаточный эффект уменьшения потерь в сердечнике получен быть не может. С другой стороны, в случае превышения уровнем содержания величины в 8,0% (масс.) значительно ухудшится обрабатываемость, а также уменьшится плотность магнитного потока. Поэтому уровень содержания Si предпочтительно находится в диапазоне от 2,0% (масс.) до 8,0% (масс.).
Mn: от 0,005% (масс.) до 1,0% (масс.)
Mn представляет собой элемент, необходимый для улучшения обрабатываемости в горячем состоянии. Однако, в случае уровня содержания, составляющего менее, чем 0,005% (масс.), эффект от добавления будет неудовлетворительным. С другой стороны, в случае превышения уровнем содержания величины в 1,0% (масс.) плотность магнитного потока для листовой продукции уменьшится. Поэтому уровень содержания Mn предпочтительно находится в диапазоне от 0,005% (масс.) до 1,0% (масс.).
В дополнение к вышеупомянутым основным компонентам надлежащим образом могут содержаться следующие далее элементы в качестве компонентов для улучшения магнитных свойств:
по меньшей мере, один представитель, выбираемый из Ni: от 0,03% (масс.) до 1,50% (масс.), Sn: от 0,01% (масс.) до 1,50% (масс.), Sb: от 0,005% (масс.) до 1,50% (масс.), Cu: от 0,03% (масс.) до 3,0% (масс.), P: от 0,03% (масс.) до 0,50% (масс.), Mo: от 0,005% (масс.) до 0,10% (масс.) и Cr: от 0,03% (масс.) до 1,50% (масс.).
Ni представляет собой элемент, подходящий для использования при улучшении микроструктуры горячекатаного листа и улучшении магнитных свойств. Однако, в случае уровня содержания, составляющего менее, чем 0,03% (масс.), эффект улучшения магнитных свойств будет маленьким. С другой стороны, в случае превышения уровнем содержания величины в 1,50% (масс.) вторичная рекристаллизация станет нестабильной, и магнитные свойства ухудшатся. Поэтому уровень содержания Ni предпочтительно находится в диапазоне от 0,03% (масс.) до 1,50% (масс.).
Кроме того, Sn, Sb, Cu, P, Mo и Cr представляют собой элементы, подходящие для использования при улучшении магнитных свойств, тем не менее, в случае уровня содержания каждого добавленного элемента, меньшего, чем описанное выше нижнее предельное значение, эффект улучшения магнитных свойств будет маленьким. С другой стороны, в случае превышения верхнего предельного значения для каждого компонента, описанного выше, развитие зерен, подвергшихся вторичной рекристаллизации, будет ингибировано. Поэтому уровень содержания каждого добавленного элемента предпочтительно находится в описанном выше диапазоне.
Остаток, отличный от вышеупомянутых компонентов, представляют собой Fe и неизбежные примеси, примешанные в ходе технологического процесса изготовления.
Далее ниже будет описываться способ производства текстурированной электротехнической листовой стали, соответствующей настоящему раскрытию изобретения.
Нагрев
Сляб, характеризующийся описанным выше химическим составом, нагревают в соответствии с обычным способом. Температура нагревания предпочтительно находится в диапазоне от 1150°С до 1450°С.
Горячая прокатка
После нагревания проводят горячую прокатку. Горячая прокатка может быть проведена непосредственно после разливки без нагревания. В случае тонкого сляба или утонченной стальной отливки горячая прокатка может быть проведена или опущена. В случае проведения горячей прокатки предпочтительным является установление температуры прокатки при окончательном проходе черновой прокатки составляющей 900°С или более, а температуры прокатки при окончательном проходе чистовой прокатки составляющей 700°С или более.
Отжиг горячей полосы
После этого необязательно проводят отжиг горячей полосы. В данный момент времени в целях развития текстуры Госса в листовой продукции температуру отжига горячей полосы предпочтительно устанавливают в диапазоне от 800°С до 1100°С. В случае температуры отжига горячей полосы, составляющей менее, чем 800°С, сохранится текстура полосы, получающаяся в результате горячей прокатки, что делает затруднительным получение текстуры первичной рекристаллизации при зернах однородного размера и препятствует нарастанию вторичной рекристаллизации. С другой стороны, в случае превышения температурой отжига горячей полосы значения в 1100°С размер зерна после отжига горячей полосы будет избыточно укрупняться, что делает чрезвычайно затруднительным получение текстуры первичной рекристаллизации при зернах с однородным размером.
Холодная прокатка
После этого один раз или два раза, или более раз проводят холодную прокатку при проведении промежуточного отжига в промежутке между ними. Температура промежуточного отжига предпочтительно находится в диапазоне от 800°С или более до 1150°С и менее. Время промежуточного отжига предпочтительно приблизительно находится в диапазоне от 10 секунд до 100 секунд.
Обезуглероживающий отжиг
После этого проводят обезуглероживающий отжиг. Обезуглероживающий отжиг предпочтительно проводят в диапазоне температуры отжига: от 750°С до 900°С, атмосферной окисляемости РН2О/РН2: от 0,25 до 0,60 и времени отжига: от приблизительно 50 секунд до приблизительно 300 секунд.
Нанесение отжигового сепаратора
После этого наносят отжиговый сепаратор. В данном случае отжиговый сепаратор предпочтительно содержит MgO в качестве основного компонента, и количество материала покрытия приблизительно находится в диапазоне от 8 г/м2 до 15 г/м2.
Окончательный отжиг
После этого в целях вторичной рекристаллизации и формирования форстеритной пленки используют окончательный отжиг. Температуру отжига предпочтительно устанавливают составляющей 1100°С или более, а время отжига предпочтительно устанавливают составляющим 30 минут или более.
Правильная обработка и изолирующее покрытие
После окончательного отжига эффективным является проведение правильного отжига для корректирования профиля. Правильный отжиг предпочтительно проводят при температуре отжига в диапазоне от 750°С до 950°С на протяжении времени отжига от приблизительно 10 секунд до приблизительно 200 секунд.
В соответствии с настоящим раскрытием изобретения на поверхность листовой стали до или после правильного отжига наносят изолирующее покрытие. В соответствии с использованием в настоящем документе термин «изолирующее покрытие» обозначает покрытие (покрытие, прикладывающее растяжение), которое прикладывает натяжение к листовой стали для уменьшения потерь в сердечнике. Примеры покрытия, прикладывающего натяжение, включают покрытие, сформированное в результате нанесения и спекания неорганического покрытия, содержащего диоксид кремния, и покрытие, сформированное в результате формирования керамического покрытия при использовании способа физического осаждения из паровой фазы, способа химического осаждения из паровой фазы и тому подобного.
Обработка для измельчения магнитных доменов
В отношении текстурированной электротехнической листовой стали, полученной таким образом, проводят обработку для измельчения магнитных доменов, которая представляет собой один из признаков настоящего раскрытия изобретения. Существуют два типа обработки для измельчения магнитных доменов: тип с введением деформации и тип с формированием канавок. В настоящем раскрытии изобретения используют обработку для измельчения магнитных доменов, относящуюся к типу с введением деформации. Предпочтительные условия для данного типа с введением деформации будут описываться ниже.
Обработка для измельчения магнитных доменов, относящаяся к типу с введением деформации
В настоящем раскрытии изобретения в качестве устройства для введения деформации используют устройство для облучения при использовании высокоэнергетического пучка. Примеры устройства для облучения при использовании высокоэнергетического пучка включают устройство для облучения при использовании лазерного пучка или устройство для облучения при использовании электронного пучка. Данные устройства уже широко используются, и в настоящем раскрытии изобретения надлежащим образом может быть использовано устройство для облучения общего назначения. Кроме того, в качестве источника света для лазера подходящим для использования образом могут быть применены любые моды генерации лазера, лазер, работающий в непрерывном режиме, или лазер, работающий в импульсном режиме, а лазерная активная среда может быть использована вне зависимости от типа таким образом, как в случае YAG-лазера или СО2-лазера. В частности, вследствие демонстрации электронным пучком высокой способности прохождения через вещество возможным является значительное изменение величины деформации, вводимой в направлении толщины. Поэтому в случае трехмерного контролирования распределения деформации, как это имеет место в настоящем раскрытии изобретения, контролирование распределения деформации в пределах подходящего для использования диапазона будет легким, что является предпочтительным.
Количество устройств
На скорость сканирования пучка и ширину сканирования пучка накладывают ограничения различными факторами, и зачастую затруднительно применить обработку для измельчения магнитных доменов ко всей поверхности рулона при использовании только лишь одного устройства. В данном случае облучение при использовании пучка на всей поверхности рулона проводят при использовании множества устройств для облучения в поперечном направлении листа. Вследствие разрешения в настоящем раскрытии изобретения вышеупомянутых проблем, которые в противном случае имели бы место при использовании множества таких устройств для облучения, при обработке для измельчения магнитных доменов, раскрытой в настоящем документе, предпочтительно могут использовать два или более устройства. Однако, в случае дискретного облучения также применимым является и одно устройство.
Способ контролирования распределения введения деформации
Как это установлено, в качестве способа трехмерного восприятия распределения введения деформации в окрестности дискретных областей в настоящем раскрытии изобретения эффективным является использование соотношения перекрывания замыкающих доменов для поверхности, подвергшейся облучению, и поверхности, не подвергшейся облучению. То есть, в целях придания характеристикам потерь в сердечнике и магнитострикционным свойствам в окрестности дискретных областей сопоставимости с соответствующими параметрами в областях, не включающих дискретные области, важным является контролирование соотношения перекрывания замыкающих доменов для поверхности, подвергшейся облучению, и поверхности, не подвергшейся облучению, и ширины перекрывания замыкающих доменов на поверхности, подвергшейся облучению, то есть, α и β, таким образом, чтобы удовлетворить следующим далее выражениям (1) и (2):
0,5 ≤ α ≤ 5,0 (1)
2α ≤ β ≤ 0,8α (2),
где α обозначает ширину перекрывания (в миллиметрах) длин в поперечном направлении в отношении расположенных с более узким интервалом друг от друга (более близких) соседних замыкающих доменов, сформированных, используя различные устройства для облучения при использовании высокоэнергетического пучка, или длину (в миллиметрах) в поперечном направлении для участка перекрывания сформированных замыкающих доменов на поверхности, подвергшейся облучению при использовании высокоэнергетического пучка.
С другой стороны, β обозначает длину (в миллиметрах) в поперечном направлении для участка перекрывания, соответствующего вышеупомянутому параметру α для перекрывающихся по соседству или перекрывающихся замыкающих доменов, сформированных, используя различные устройства для облучения при использовании высокоэнергетического пучка, на поверхности, не подвергшейся облучению при использовании высокоэнергетического пучка.
В случае использования трех или более устройств для облучения при использовании высокоэнергетического пучка параметры α и β, соответственно, формируются во множестве местоположений в поперечном направлении листовой стали. Однако, β определяют как ширину участка перекрывания на поверхности, не подвергшейся облучению, генерированного в результате формирования α. Ширина перекрывания α на поверхности, подвергшейся облучению, является большей, чем ширина перекрывания β на поверхности, не подвергшейся облучению.
В данном случае ширину перекрывания α, соответствующую настоящему раскрытию изобретения, предпочтительно устанавливают составляющей 1,0 мм или более.
В качестве способа контролирования ширины перекрывания таким образом, чтобы удовлетворить выражениям (1) и (2), предпочтительным является изменение параметров для контролирования фокусирования в соответствии с позицией отклонения пучка. Говоря конкретно, параметры могут быть изменены таким образом, чтобы добиться достижения истинного фокусирования при исключении окрестности дискретных областей, и таким образом, чтобы удовлетворить описанному выше диапазону контролирования ширины перекрывания в окрестности дискретных областей. На параметры для контролирования фокусирования конкретных ограничений не накладывают, тем не менее, например, в случае облучения при использовании электронного пучка могут быть изменены величина силы тока для фокусирующей катушки или величина силы тока для стигматической измерительной катушки, а в случае облучения при использовании лазера может быть изменена позиция линзы с динамическим фокусированием.
Величина силы тока и тому подобное для описанной выше стигматической измерительной катушки представляют собой не параметры для контролирования схождения электронного пучка, но параметры для изменения профиля пучка. Однако, с учетом непреложности того, что изменение аспектного соотношения для профиля пучка изменяет величину деформации, введенной в листовую сталь (для более эффективного введения деформации предпочтительным является приближение профиля пучка к безупречному кругу), данные параметры могут рассматриваться в качестве параметров для корректирования фокусирования. В качестве еще одного способа эффективным также является изменение выходной мощности пучка в соответствии с позицией отклонения. Говоря конкретно, ширины перекрывания замыкающих доменов в поперечном направлении на поверхности, подвергшейся облучению, и поверхности, не подвергшейся облучению, (то есть, ширина перекрывания частей, подвергшихся тепловому воздействию) контролируют в результате корректирования условий облучения при использовании пучка таким образом, чтобы в областях, отличных от дискретных областей, облучение при использовании пучка было бы проведено при такой выходной мощности, чтобы добиться достижения достаточного измельчения магнитных доменов, в то время как в окрестности дискретных областей выходную мощность пучка изменяют в меньшую сторону. В данный момент времени на параметры контролирования выходной мощности пучка конкретных ограничений не накладывают, тем не менее, например, в случае облучения при использовании электронного пучка примеры включают ускоряющее напряжение и силу тока для пучка, а в случае облучения при использовании лазера примеры включают величину электрической команды, использующуюся для контролирования лазерного генератора.
Другие условия
На среднюю мощность Р для облучения при использовании лазера листовой стали, скорость сканирования V лазерного пучка, диаметр лазерного пучка d и тому подобное конкретных ограничений не накладывают, и они могут быть объединены таким образом, чтобы удовлетворить вышеупомянутым параметрам, соответствующим настоящему раскрытию изобретения. Однако, в целях получения достаточной энергии предпочтительным является поступление тепловой энергии P/V при расчете на единицу длины для сканирования лазерного пучка, составляющее более, чем 10 Вт⋅с/м.
В дополнение к этому, облучение при использовании лазера листовой стали может быть непрерывно проведено линейным образом или может быть проведено по варианту с последовательным чередованием точек. В данном случае при проведении импульсного облучения по варианту с последовательным чередованием точек предпочтительный интервал между импульсами будет находиться в диапазоне от 0,01 мм до 1,00 мм. В дополнение к этому, в случае проведения импульсного облучения по варианту с последовательным чередованием точек из множества последовательно чередующихся точек, сформированного таким образом, сформируется один замыкающий домен. Как это следует отметить, направление метки от облучения, сформированной при использовании лазерного пучка, является направлением, образующим угол, составляющий 30° и менее, по отношению к поперечному направлению листовой стали.
С другой стороны, в случае облучения при использовании электронного пучка, на ускоряющее напряжение Е, силу тока для пучка I и скорость прохождения пучка V конкретных ограничений не накладывают, и они могут быть объединены таким образом, чтобы удовлетворить вышеупомянутым параметрам, соответствующим настоящему раскрытию изобретения. Однако, в целях получения достаточного эффекта измельчения магнитных доменов предпочтительным является поступление тепловой энергии (E × I/V) пари расчете на единицу длины для сканирования пучка, составляющее более, чем 10 Вт⋅с/м. Степень вакуумирования во время облучения при использовании электронного пучка в желательном случае составляет 2 Па и менее. В случае степени вакуумирования, худшей, чем данная, (составляющей более, чем 2 Па) качество электронного пучка ухудшится вследствие присутствия остаточного газа, находящегося между электронной пушкой и листовой сталью, и энергия, вводимая в листовую сталь, станет меньшей, что сделает невозможным получение желательного эффекта измельчения магнитных доменов.
Как это следует отметить, направление метки от облучения, сформированной при использовании электронного пучка, является направлением, образующим угол, составляющий 30° и менее, по отношению к поперечному направлению листовой стали.
Диаметр пятна лазерного пучка и электронного пучка предпочтительно приблизительно находится в диапазоне от 0,01 мм до 0,3 мм, интервал повторения в направлении прокатки предпочтительно приблизительно находится в диапазоне от 3 мм до 15 мм для каждого устройства, и направление облучения является направлением, образующим угол предпочтительно в диапазоне от 60° до 120°, более предпочтительно от 85° до 95°, по отношению к направлению прокатки листовой стали. Как это следует отметить, глубина деформации, введенной в листовую сталь, предпочтительно приблизительно находится в диапазоне от 10 мкм до 40 мкм.
Условия изготовления, отличные от соответствующих условий, описанных выше, могут соответствовать общему способу производства текстурированной электротехнической листовой стали.
Примеры
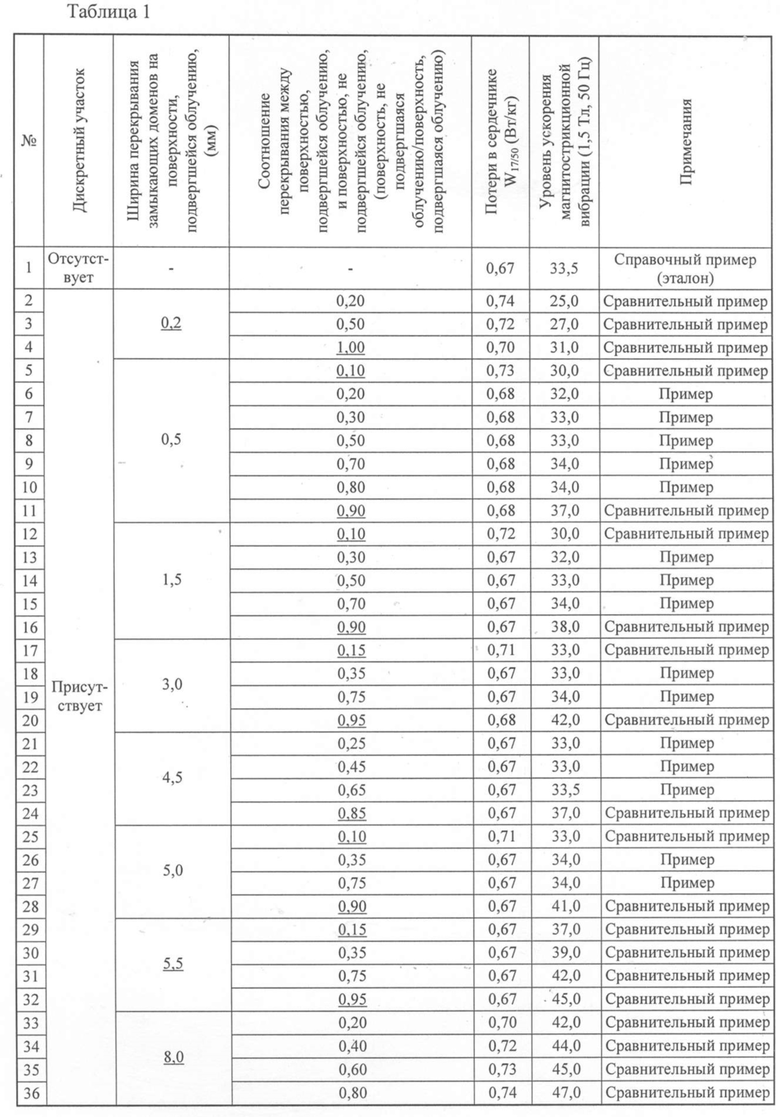
Пример 1
Стальной сляб, характеризующийся химическим составом, содержащим С: 0,04% (масс.), Si: 3,8% (масс.), Mn: 0,1% (масс.), Ni: 0,1% (масс.), Al: 280 ч./млн. (масс.), N: 100 ч./млн. (масс.), Se: 120 ч./млн. (масс.) и S: 5 ч./млн. (масс.), при этом остаток представляют собой Fe и неизбежные примеси, получали в результате непрерывной разливки, нагревали до 1430°С, а после этого подвергали горячей прокатке для получения горячекатаного листа с толщиной в 2,0 мм и вслед за этим отжигу горячей полосы при 1100°С на протяжении 20 секунд. После этого каждую листовую сталь подвергали холодной прокатке для получения промежуточной толщины листа 0,40 мм, а вслед за этим промежуточному отжигу в следующих далее условиях: атмосферная окисляемость РН2О/РН2 = 0,40, температура = 100°С и продолжительность = 70 секунд. Впоследствии каждую листовую сталь подвергали травлению при использовании хлористо-водородной кислоты для удаления с поверхности подслойной окалины со следующей далее еще раз холодной прокаткой для получения в результате чистовой прокатки холоднокатаного листа, характеризующегося толщиной листа 0,18 мм.
После этого проводили обезуглероживающий отжиг, при котором каждую листовую сталь выдерживали при температуре томления 820°С на протяжении 300 секунд при атмосферной окисляемости РН2О/РН2 0,44, вслед за этим на листовую сталь наносили отжиговый сепаратор, содержащий MgO в качестве основного компонента, а после этого проводили окончательный отжиг в целях вторичной рекристаллизации, формирования форстеритной пленки и очистки в условиях выдержки при 1160°С на протяжении 10 часов. Вслед за этим наносили и спекали при 850°С изолирующее покрытие, изготовленное из 60%-ного коллоидального диоксида кремния и фосфата алюминия. Данный технологический процесс нанесения покрытия также исполняет функцию и правильного отжига. После этого проводили облучение при использовании лазерного пучка под прямым углом к направлению прокатки в целях проведения обработки для измельчения нетермостойких магнитных доменов. Условия обработки для измельчения нетермостойких магнитных доменов представляли собой нижеследующее: шесть устройств для облучения при использовании лазера использовали для ширины рулона в 1200 мм (где дистанция отклонения была распределена равным образом), источник лазерного излучения представлял собой лазер, работающий в непрерывном режиме, средняя мощность составляла 150 Вт, диаметр пучка составлял 200 мкм, скорость сканирования составляла 10 м/с, а интервал между линиями облучения составлял 3,5 мм.
Величину деформации, введенную на периферии дискретных областей, контролировали в результате динамического изменения позиции фокусирующей катушки в соответствии с позицией отклонения (позицией облучения (в поперечном направлении листа) пучка), то есть, в результате непрерывного изменения позиции фокусирующей катушки в соответствии с местоположением облучения, что, тем самым, изменяет фокусирование. Говоря более конкретно, условия фокусирования определяли предварительно в соответствии с местоположениями облучения листовой стали на протяжении 200 мм в направлении ширины, и фокусирование в каждом местоположении облучения последовательно изменяли до определенных условий в соответствии с пучком, непрерывно отклоняемым в направлении ширины. В областях, отличных от дискретных областей, позицию фокусирующей катушки контролировали для достижения «истинного фокусирования». С другой стороны, на периферии дискретных областей позицию, устанавливающую фокусирующую катушку, изменяли для достижения различных условий фокусирования, в том числе «недофокусирования» (которое представляет собой состояние, в котором место, в котором устанавливают фокальную точку, (позиция схождения) располагается выше листовой стали в направлении толщины, и в котором пучок является расфокусированным в позиции, в которой располагается листовая сталь, (то есть, деформация вводится едва ли)), «истинного фокусирования» и «перефокусирования» (которое представляет собой состояние, в котором место, в котором устанавливают фокальную точку, (позиция схождения) располагается ниже листовой стали в направлении толщины, и в котором пучок является расфокусированным в позиции, в которой располагается листовая сталь, (то есть, деформация вводится едва ли)). Данным образом получали материалы для испытаний, характеризующиеся различными величинами введения деформации (распределением деформации) на периферии дискретных областей. После этого отбирали материалы для испытаний с шириной в 100 мм, включающие дискретные области, и образцы с шириной в 100 мм, не включающие дискретные области, и оценивали характеристики потерь в сердечнике при 1,7 Тл и 50 Гц и уровни ускорения магнитострикционной вибрации при 1,5 Тл и 50 Гц.
В таблице 1 перечисляются ширина перекрывания замыкающих доменов (в направлении ПпН) на поверхности, подвергшейся облучению при использовании пучка, соотношение перекрывания замыкающих доменов между поверхностью, подвергшейся облучению, и поверхностью, не подвергшейся облучению, характеристики потерь в сердечнике и магнитострикционные свойства. Для каждого образца, включающего дискретные области, контролируемые в объеме настоящего раскрытия изобретения, получали характеристики потерь в сердечнике и магнитострикционные свойства, сопоставимые или превосходящие в сравнении с тем, что имело место для соответствующих характеристик образцов, не включающих дискретные области. Как это можно видеть исходя из вышеизложенного, характеристики потерь в сердечнике и магнитострикционные свойства были совместимыми для данных образцов. В противоположность этому, для №№ 11, 16, 20, 24, 28 и от 29 до 36 контролирование величины введения деформации было недостаточным, и магнитострикционные свойства, которые являются в высшей степени тензочувствительными, не могли быть надлежащим образом проконтролированы, хотя характеристики потерь в сердечнике и были хорошими. Как это можно видеть исходя из вышеизложенного, характеристики потерь в сердечнике и магнитострикционные свойства были несовместимыми для данных образцов.
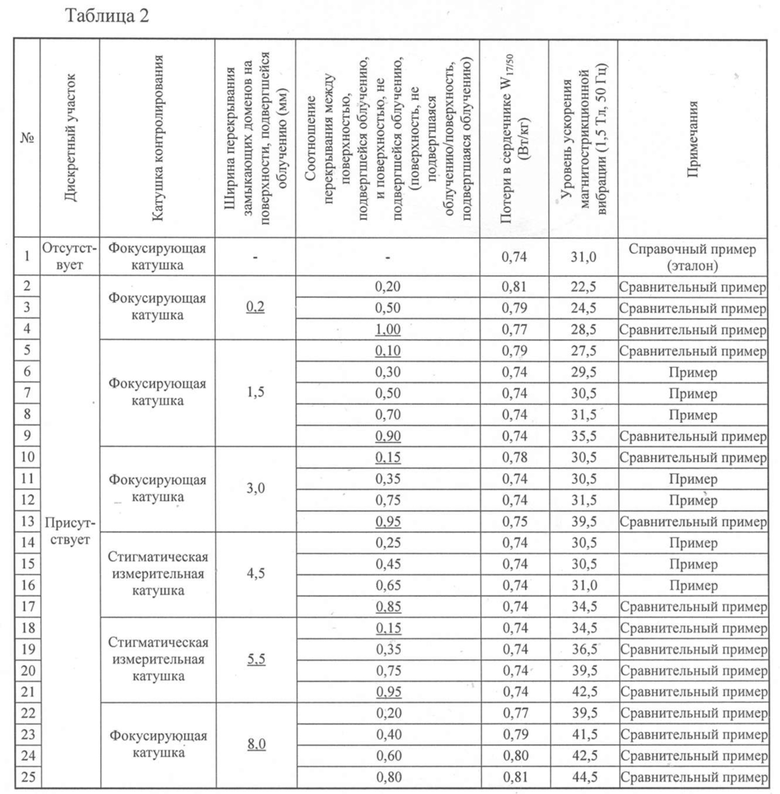
Пример 2
Стальной сляб, характеризующийся химическим составом, содержащим С: 0,05% (масс.), Si: 3,0% (масс.), Mn: 0,5% (масс.), Ni: 0,01% (масс.), Al: 60 ч./млн. (масс.), N: 33 ч./млн. (масс.), Se: 10 ч./млн. (масс.) и S: 5 ч./млн. (масс.), при этом остаток представляют собой Fe и неизбежные примеси, получали в результате непрерывной разливки, нагревали до 1200°С, а после этого подвергали горячей прокатке для получения горячекатаного листа с толщиной в 2,7 мм и вслед за этим отжигу горячей полосы, при котором горячекатаный лист выдерживали при 950°С на протяжении 180 секунд. После этого его подвергали холодной прокатке для получения холоднокатаного листа с толщиной в 0,23 мм.
Вслед за этим проводили обезуглероживающий отжиг, при котором каждую листовую сталь выдерживали при температуре томления 820°С на протяжении 300 секунд при атмосферной окисляемости РН2О/РН2 0,58, после этого на листовую сталь наносили отжиговый сепаратор, содержащий MgO в качестве основного компонента, а вслед за этим проводили окончательный отжиг в целях вторичной рекристаллизации, формирования форстеритной пленки и очистки в условиях выдержки при 1250°С на протяжении 100 часов. После этого наносили и спекали при 800°С изолирующее покрытие, изготовленное из 60%-ного коллоидального диоксида кремния и фосфата алюминия. Данный технологический процесс нанесения покрытия также исполняет функцию и правильного отжига. Вслед за этим проводили облучение при использовании электронного пучка под прямым углом к направлению прокатки в целях проведения обработки для измельчения нетермостойких магнитных доменов. Условия обработки для измельчения нетермостойких магнитных доменов представляли собой нижеследующее: восемь устройств для облучения при использовании электронного пучка использовали для ширины рулона в 1200 мм (где дистанция отклонения была распределена равным образом), ускоряющее напряжение составляло 200 кВ, сила тока для пучка составляла 9 мА, диаметр пучка составлял 80 мкм, скорость сканирования составляла 100 м/с, а интервал между линиями облучения составлял 5,5 мм.
Величину деформации, введенную на периферии дискретных областей, контролировали в результате динамического изменения величины силы тока для фокусирующей катушки или для стигматической измерительной катушки, то есть, в результате непрерывного изменения величины силы тока для фокусирующей катушки в целях контролирования в соответствии с местоположением облучения, что, тем самым, изменяет фокусирование. В областях, отличных от дискретных областей, величину силы тока устанавливали таким образом, чтобы достичь истинного фокусирования (условия, при котором деформация вводится наиболее легко), а на периферии дискретных областей различные величины силы тока устанавливали в целях изменения условий введения деформации, не ограничиваясь условием истинного фокусирования. После этого отбирали материалы для испытаний с шириной в 100 мм, включающие дискретные области, и материалы для испытаний с шириной в 100 мм, не включающие дискретные области, и оценивали характеристики потерь в сердечнике при 1,7 Тл и 50 Гц и уровни ускорения магнитострикционной вибрации при 1,5 Тл и 50 Гц.
В таблице 2 перечисляются ширина перекрывания замыкающих доменов (в направлении ПпН) на поверхности, подвергшейся облучению при использовании пучка, соотношение перекрывания замыкающих доменов между поверхностью, подвергшейся облучению, и поверхностью, не подвергшейся облучению, характеристики потерь в сердечнике и магнитострикционные свойства. Для каждого образца, включающего дискретные области, контролируемые в объеме настоящего раскрытия изобретения, получали характеристики потерь в сердечнике и магнитострикционные свойства, сопоставимые или превосходящие в сравнении с тем, что имело место для соответствующих характеристик образцов, не включающих дискретные области. Как это можно видеть исходя из вышеизложенного, характеристики потерь в сердечнике и магнитострикционные свойства были совместимыми для данных образцов. В противоположность этому, для №№ 9, 13, 17 и от 18 до 21 контролирование величины введения деформации было недостаточным, и магнитострикционные свойства, которые являются в высшей степени тензочувствительными, не могли быть надлежащим образом проконтролированы, хотя характеристики потерь в сердечнике и были хорошими. Как это можно видеть исходя из вышеизложенного, характеристики потерь в сердечнике и магнитострикционные свойства были несовместимыми для данных образцов.
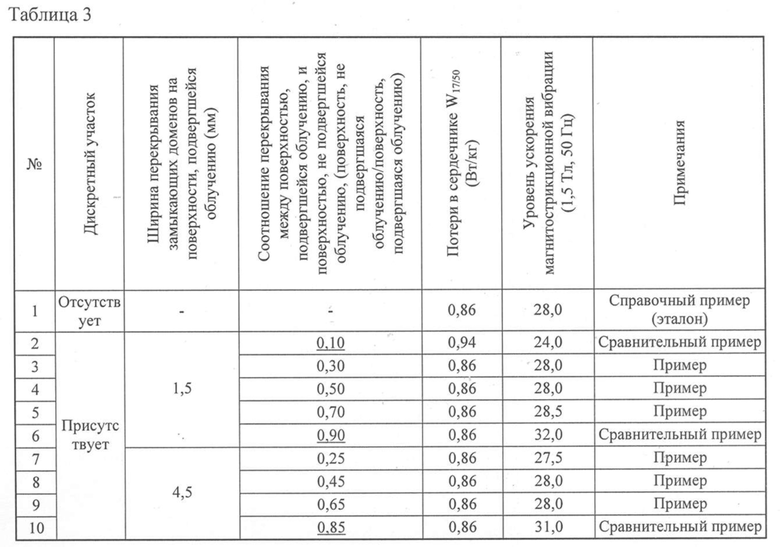
Пример 3
Стальной сляб, характеризующийся химическим составом, содержащим С: 0,01% (масс.), Si: 3,5% (масс.), Mn: 0,15% (масс.), Ni: 0,05% (масс.), Al: 270 ч./млн. (масс.), N: 100 ч./млн. (масс.), Se: 5 ч./млн. (масс.) и S: 60 ч./млн. (масс.), при этом остаток представляют собой Fe и неизбежные примеси, получали в результате непрерывной разливки, нагревали до 1380°С, а после этого подвергали горячей прокатке для получения горячекатаного листа с толщиной в 1,8 мм и вслед за этим отжигу горячей полосы, при котором горячекатаный лист выдерживали при 1100°С на протяжении 180 секунд. После этого его подвергали холодной прокатке для получения холоднокатаного листа с толщиной в 0,27 мм.
Вслед за этим проводили обезуглероживающий отжиг, при котором каждую листовую сталь выдерживали при температуре томления 860°С на протяжении 100 секунд при атмосферной окисляемости РН2О/РН2 0,45, после этого на листовую сталь наносили отжиговый сепаратор, содержащий MgO в качестве основного компонента, а вслед за этим проводили окончательный отжиг в целях вторичной рекристаллизации, формирования форстеритной пленки и очистки в условиях выдержки при 1200°С на протяжении 60 часов. После этого наносили и спекали при 820°С изолирующее покрытие, изготовленное из 40%-ного коллоидального диоксида кремния и фосфата алюминия. Данный технологический процесс нанесения покрытия также исполняет функцию и правильного отжига. Вслед за этим проводили облучение при использовании электронного пучка под прямым углом к направлению прокатки в целях проведения обработки для измельчения нетермостойких магнитных доменов. Условия обработки для измельчения нетермостойких магнитных доменов представляли собой нижеследующее: восемь устройств для облучения при использовании электронного пучка использовали для ширины рулона в 1200 мм (где дистанция отклонения была распределена равным образом), ускоряющее напряжение составляло 60 кВ, диаметр пучка составлял 300 мкм, скорость сканирования составляла 20 м/с, а интервал между линиями облучения составлял 8 мм.
Величину деформации, введенную на периферии дискретных областей, контролировали в результате динамического изменения силы тока для пучка в соответствии с позицией отклонения. Говоря конкретно, силу тока для пучка устанавливали составляющей 6 мА в областях, отличных от дискретных областей. На периферии дискретных областей величину силы тока для пучка контролировали таким образом, чтобы величину силы тока для пучка установить составляющей величину на краю отклонения, и при достижении участка перекрывания (участка перекрывания замыкающих доменов) ее линейно изменяли от величины силы тока, установленной для областей, отличных от дискретных областей, до силы тока для пучка на краю отклонения. В результате различного изменения силы тока для пучка на краю отклонения является возможным изменение распределения деформации на периферии дискретных областей. После этого отбирали материалы для испытаний с шириной в 100 мм, включающие дискретные области, и материалы для испытаний с шириной в 100 мм, не включающие дискретные области, и оценивали характеристики потерь в сердечнике при 1,7 Тл и 50 Гц и уровни ускорения магнитострикционной вибрации при 1,5 Тл и 50 Гц.
В таблице 3 перечисляются ширина перекрывания замыкающих доменов (в направлении ПпН) на поверхности, подвергшейся облучению при использовании пучка, соотношение перекрывания замыкающих доменов между поверхностью, подвергшейся облучению, и поверхностью, не подвергшейся облучению, характеристики потерь в сердечнике и магнитострикционные свойства. Для каждого образца, включающего дискретные области, контролируемые в объеме настоящего раскрытия изобретения, получали характеристики потерь в сердечнике и магнитострикционные свойства, сопоставимые или превосходящие в сравнении с тем, что имело место для соответствующих характеристик образцов, не включающих дискретные области. Как это можно видеть исходя из вышеизложенного, характеристики потерь в сердечнике и магнитострикционные свойства были совместимыми для данных образцов.
Перечень ссылочных позиций
1 Замыкающий домен
2 Замыкающий домен А
3 Замыкающий домен, соседний для замыкающего домена А
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕКСТУРИРОВАННАЯ ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2661696C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2803297C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2570250C1 |
| ЖЕЛЕЗНЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА | 2019 |
|
RU2746430C1 |
| ТЕКСТУРИРОВАННАЯ КРЕМНИСТАЯ СТАЛЬ, ИМЕЮЩАЯ ЖАРОСТОЙКИЙ МАГНИТНЫЙ ДОМЕН, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2757364C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
| ЖЕЛЕЗНЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА | 2019 |
|
RU2744690C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ТАКОГО ЛИСТА | 2017 |
|
RU2710496C1 |
| ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2016 |
|
RU2679812C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2572636C1 |

Изобретение относится к области металлургии, в частности получению текстурированной электротехнической листовой стали. Для снижения потерь в сердечнике и магнитострикционных свойств в дискретных областях листовая сталь содержит замыкающие домены, при этом каждый из них включает дискретную область на своей части и простирается под углом в пределах 30° по отношению к поперечному направлению листовой стали, где участок перекрывания замыкающих доменов в дискретной области на одной поверхности листовой стали имеет длину α в поперечном направлении, которая является большей, чем длина β в поперечном направлении для участка перекрывания замыкающих доменов на другой поверхности листовой стали, и длина α удовлетворяет выражению 0,5 ≤ α ≤ 5,0, а длина β удовлетворяет выражению 0,2α ≤ β ≤ 0,8α. 2 н. и 1 з.п. ф-лы, 9 ил., 3 табл., 3 пр.
1. Текстурированная электротехническая листовая сталь, содержащая замыкающие домены, каждый из которых включает дискретную область на своей части и простирается под углом в пределах 30° по отношению к поперечному направлению листовой стали, при этом участок перекрывания замыкающих доменов в дискретной области на одной поверхности листовой стали имеет длину α в миллиметрах (мм) в поперечном направлении, которая является большей, чем длина β, мм, в поперечном направлении для участка перекрывания замыкающих доменов на другой поверхности листовой стали, при этом длина α, мм, удовлетворяет следующему далее выражению (1) и длина β, мм, удовлетворяет следующему далее выражению (2):
0,5 мм ≤ α мм ≤ 5,0 мм (1);
0,2α мм ≤ β мм ≤ 0,8α мм (2).
2. Способ получения текстурированной электротехнической листовой стали, включающий в себя облучение листовой стали высокоэнергетическим пучком от каждого из множества устройств для облучения высокоэнергетическим пучком для формирования замыкающих доменов, каждый из которых включает дискретную область на своей части и простирается под углом в пределах 30° по отношению к поперечному направлению листовой стали, при этом
корректируют по меньшей мере один из параметров, выбранных из фокусирования и выходной мощности высокоэнергетического пучка каждого из устройств для облучения высокоэнергетическим пучком таким образом, чтобы участок перекрывания замыкающих доменов в дискретной области на подвергшейся облучению поверхности листовой стали имел бы длину α в миллиметрах (мм) в поперечном направлении, которая является большей, чем длина β, мм, в поперечном направлении для участка перекрывания замыкающих доменов на не подвергшейся облучению поверхности листовой стали, при этом длина α, мм, удовлетворяет следующему далее выражению (1) и длина β, мм, удовлетворяет следующему далее выражению (2):
0,5 мм ≤ α мм ≤ 5,0 мм (1);
0,2α мм ≤ β мм ≤ 0,8α мм (2).
3. Способ по п. 2, в котором высокоэнергетический пучок является лазерным пучком или электронным пучком.
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2570591C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2570250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННЫХ СТАЛЬНЫХ ЛЕНТ ИЛИ ЛИСТОВ ДЛЯ ПРИМЕНЕНИЯ В ЭЛЕКТРОТЕХНИКЕ | 2012 |
|
RU2572919C2 |
| JP 201552144 A, 19.03.2015. | |||

