Настоящее изобретение относится к железному сердечнику трансформатора, изготовленному из уложенных в стопку листов текстурированной электротехнической стали, и конкретно относится к железному сердечнику трансформатора, магнитострикционная вибрация которого может быть уменьшена для подавления шума трансформатора.
Уровень техники
Традиционно изучались различные методы снижения уровня шума, создаваемого трансформаторами. В частности, железные сердечники являются источниками шума даже в ненагруженном состоянии. Соответственно, для снижения уровня шума был разработан ряд технологий изготовления железных сердечников и листов из текстурированной электротехнической стали, используемых в железных сердечниках.
Основной причиной шума является магнитострикция листов текстурированной электротехнической стали и возникающая в результате нее вибрация железных сердечников. Соответственно, были предложены разнообразные методы подавления вибрации железных сердечников.
Например, в каждом их документов JP 2013-087305 A (PTL 1) и JP 2012-177149 A (PTL 2) предлагается метод подавления вибрации железного сердечника путем прослаивания листов текстурированной электротехнической стали полимером или демпфирующим стальным листом.
В каждом из документов JP H03-204911 A (PTL 3) и JP H04-116809 A (PTL 4) предлагается метод подавления вибрации железного сердечника путем укладки в стопку двух типов стальных листов, имеющих разную магнитострикцию.
В документе JP 2003-077747 A (PTL 5) предлагается метод подавления вибрации железного сердечника посредством скрепления уложенных листов текстурированной электротехнической стали. В документе JP H08-269562 A (PTL 6) предлагается метод уменьшения амплитуды магнитострикции путем создания в стальном листе небольших внутренних напряжений.
Перечень цитируемых документов
Патентная литература
PTL 1: JP 2013-087305 A
PTL 2: JP 2012-177149 A
PTL 3: JP H03-204911 A
PTL 4: JP H04-116809 A
PTL 5: JP 2003-077747 A
PTL 6: JP H08-269562 A
Раскрытие изобретения
Техническая проблема
Способы, описанные в документах PTL 1 – PTL 6, как полагают, обеспечивают определенный эффект уменьшения магнитострикции или уменьшения вибрации железного сердечника, однако имеют ряд недостатков.
При применении способа, заключающегося в прослаивании стальных листов полимером или демпфирующим стальным листом, как предложено в документах PTL 1 и PTL 2, размер железного сердечника увеличивается.
В способе, в котором используются два типа стальных листов, как предложено в документах PTL 3 и PTL 4, необходимо строго контролировать укладываемые в стопку стальные листы. Это усложняет процесс изготовления железного сердечника и снижает производительность.
Процесс скрепления стальных листов между собой, как предложено в документе PTL 5, является времязатратным. Кроме того, существует вероятность приложения неравномерной нагрузки к стальным листам, что может ухудшить магнитные свойства.
С помощью способа, предложенного в документе PTL 6, амплитуда магнитострикции может быть уменьшена, однако магнитострикционная волнообразная деформация увеличивается, что приводит к увеличению шума, вызванного магнитострикционной гармоникой. Таким образом, эффект подавления шума является слабым.
Таким образом, для уменьшения вибрации железного сердечника и уменьшения уровня шума трансформатора является целесообразным использование механизма, отличного от традиционных способов.
Решение проблемы
В результате тщательных исследований авторы настоящего изобретения впервые обнаружили, что при использовании двух или большего количества стальных листов, отличающихся по магнитострикционным свойствам, можно подавить магнитострикционную вибрацию железного сердечника за счет взаимной интерференции и, таким образом уменьшить уровень шума трансформатора.
Настоящее изобретение основано на описанных выше исследованиях. В настоящем изобретении предлагается:
1. Железный сердечник для трансформатора, содержащий множество листов текстурированной электротехнической стали, уложенных в стопку, причем по меньшей мере один из множества листов текстурированной электротехнической стали: (1) имеет область, в которой замыкающие домены формируются в направлении, пересекающем направление прокатки, и область, в которой замыкающие домены не формируются; (2) имеет относительную площадь R, составляющую от 0,10% до 3,0%, где относительная площадь R представляет собой отношение площадей: площадь области, в которой величина сжатия в точке максимальной деформации, когда проводится намагничивание в направлении прокатки, с максимальной магнитной индукцией 1,7 Тл и частотой 50 Гц, по меньшей мере на 2х10-7 меньше, чем величина сжатия в области, в которой не формируются замыкающие домены, к площади всего листа текстурированной электротехнической стали.
2. Железный сердечник трансформатора по п. 1, в котором угол замыкающих доменов относительно направления прокатки составляет от 60° до 90°.
3. Железный сердечник трансформатора по п. 1 или 2, в котором интервал между замыкающими доменами в направлении прокатки составляет от 3 мм до 15 мм.
Благоприятный эффект
Согласно настоящему изобретению, вибрация железного сердечника может быть уменьшена и уровень шума трансформатора может быть снижен за счет использования механизма, отличающегося от традиционных методов.
Краткое описание чертежей
На прилагаемых чертежах:
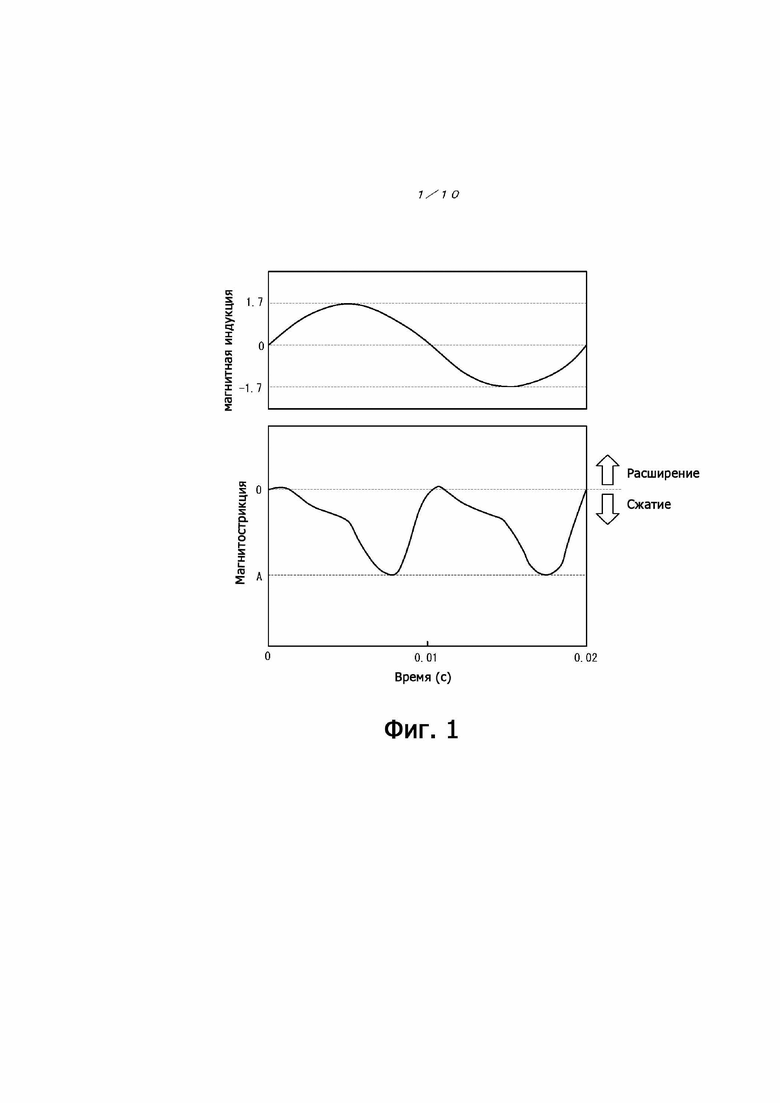
Фиг. 1 – график, иллюстрирующий в качестве примера характер расширения и сжатия листа текстурированной электротехнической стали, намагничиваемого при условиях: максимальная магнитная индукция 1,7 Тл и частота 50 Гц.
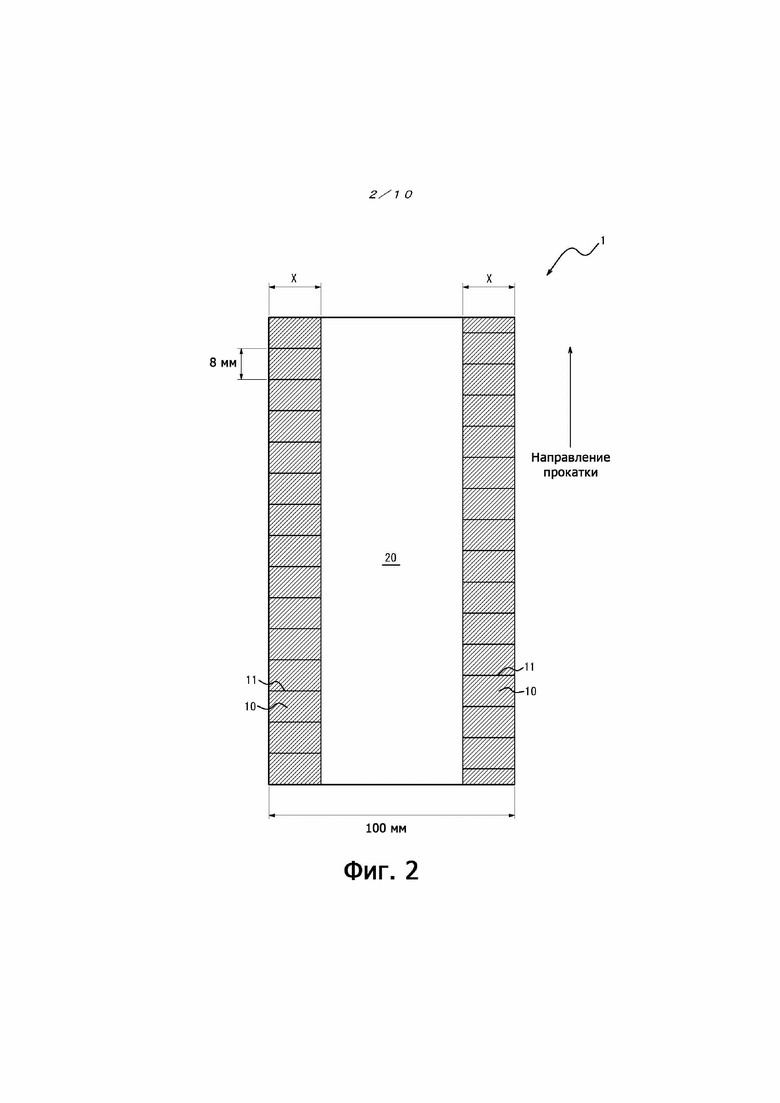
Фиг. 2 – схематическое изображение листа текстурированной электротехнической стали в качестве материала железного сердечника, применяемого в эксперименте 1.
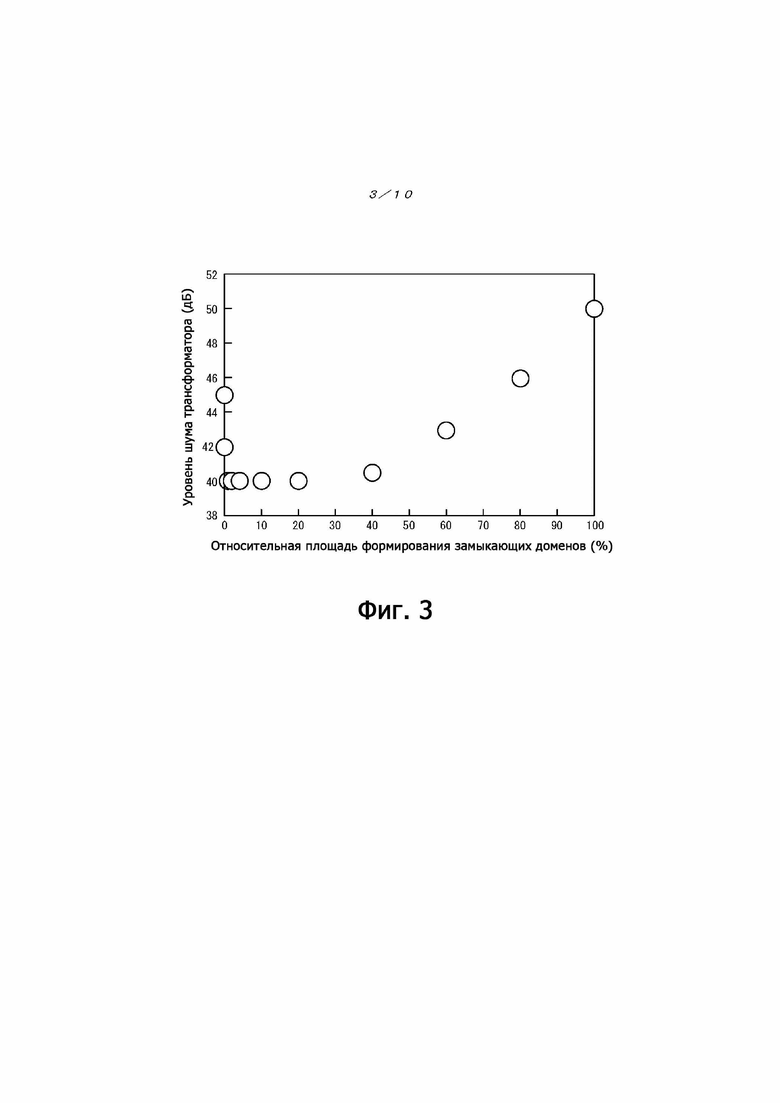
Фиг. 3 – график зависимости уровня шума (дБ) трансформатора от относительной площади (%) области формирования замыкающих доменов (эксперимент 1).
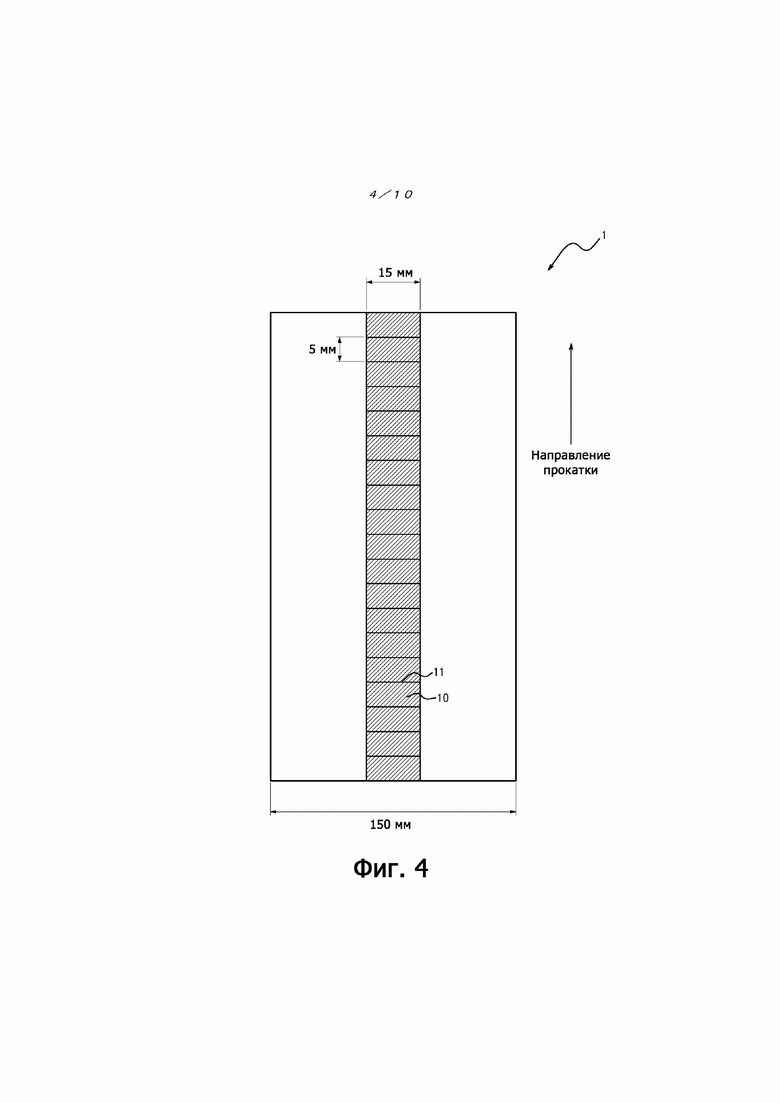
Фиг. 4 – схематическое изображение листа текстурированной электротехнической стали в качестве материала железного сердечника, применяемого в эксперименте 2.
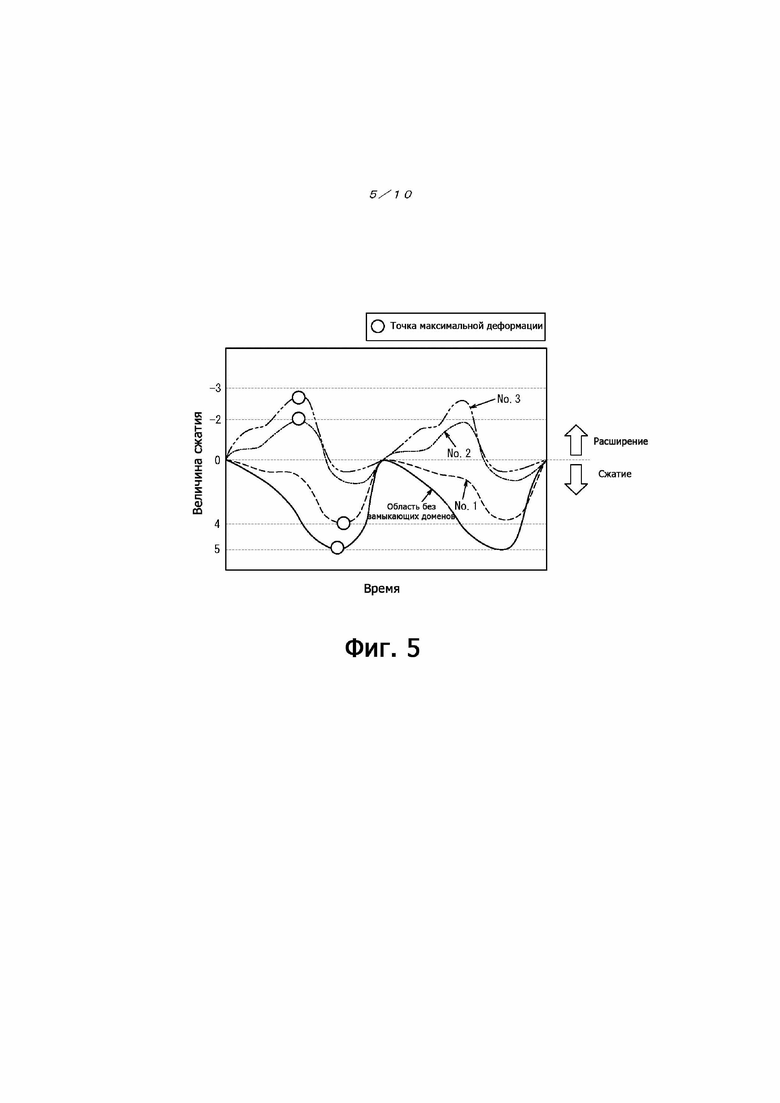
Фиг.5 – график, иллюстрирующий характер расширения и сжатия, когда лист текстурированной электротехнической стали намагничивается при условиях: максимальная магнитная индукция 1,7 Тл и частота 50 Гц (эксперимент 2).
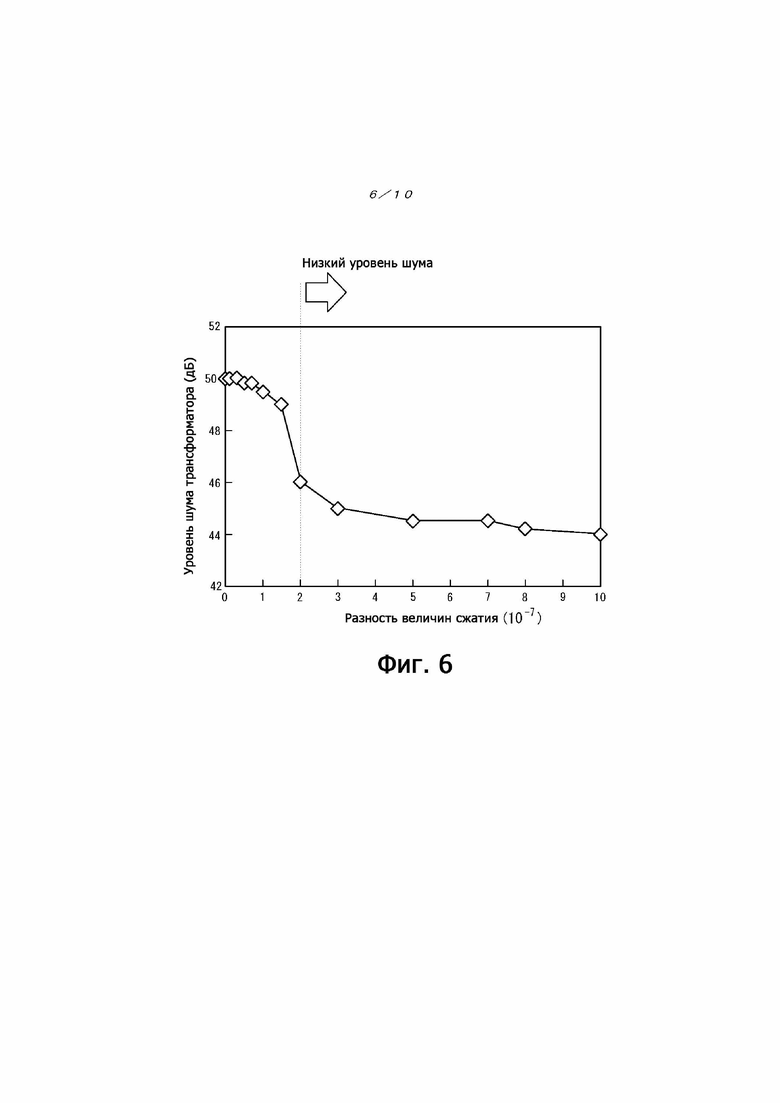
Фиг. 6 – график зависимости уровня шума (дБ) трансформатора от разности величин сжатия (эксперимент 2).
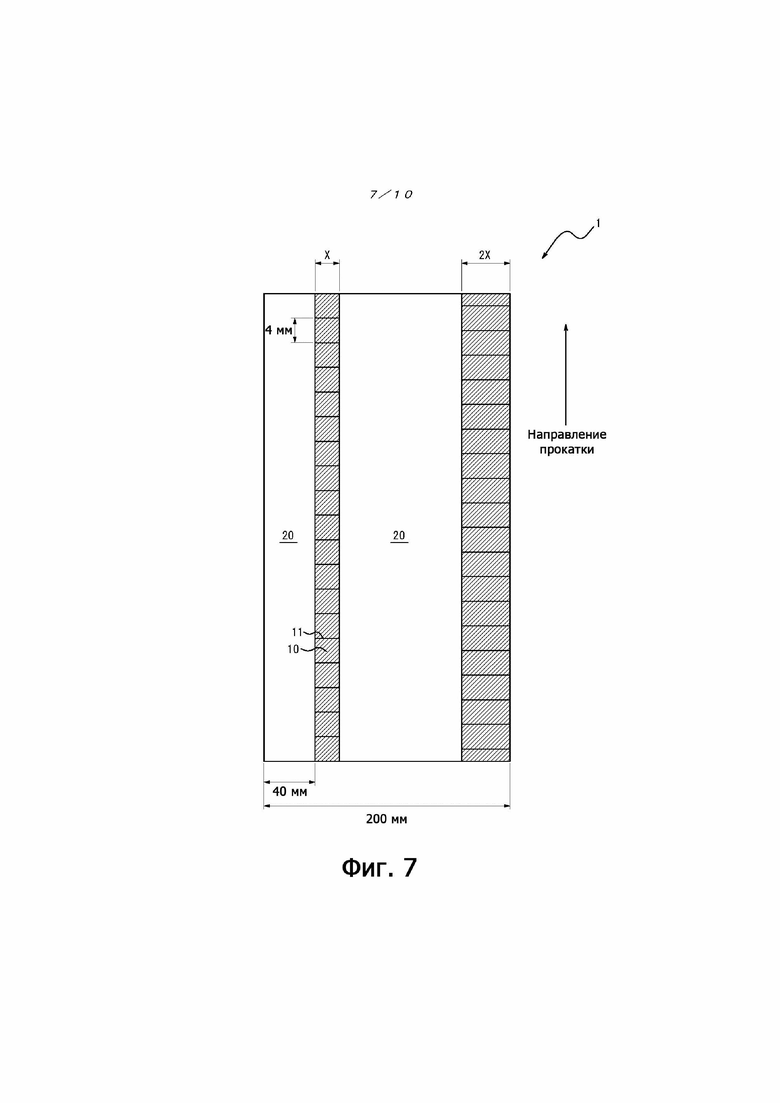
Фиг. 7 – схематическое изображение листа текстурированной электротехнической стали в качестве материала железного сердечника, применяемого в эксперименте 3.
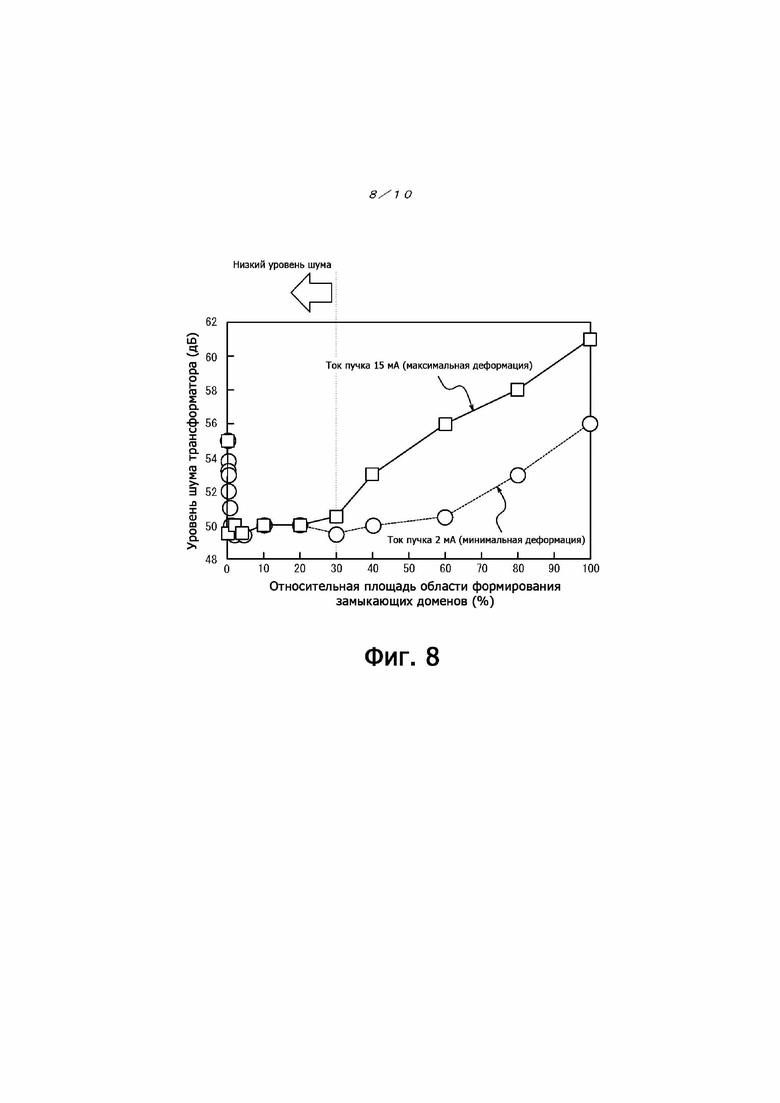
Фиг. 8 – график зависимости уровня шума (дБ) трансформатора от относительной площади (%) области формирования замыкающих доменов, для диапазона от 0% до 100% (эксперимент 3).
Фиг. 9 – график зависимости уровня шума (дБ) трансформатора от относительной площади (%) области формирования замыкающих доменов, для диапазона от 0% до 1% (эксперимент 3).
Фиг. 10 – схематическое изображение вариантов областей формирования замыкающих доменов в листе текстурированной электротехнической стали, применяемом в примерах.
Подробное описание изобретения
Прежде всего, будет описываться магнитострикция листа текстурированной электротехнической стали.
На фиг. 1 представлен график, иллюстрирующий в качестве примера характер расширения и сжатия листа текстурированной электротехнической стали в направлении прокатки, когда лист текстурированной электротехнической стали намагничивается в направлении прокатки при условиях: максимальная магнитная индукция 1,7 Тл и частота 50 Гц.
Расширение и сжатие стального листа обычно вызывается увеличением или уменьшением магнитных доменов, называемых дополнительными магнитными доменами, которые имеют компоненты, вытянутые в направлении, перпендикулярном поверхности стального листа, и имеют самопроизвольную намагниченность в направлении <100><010>. Соответственно, одним из возможных методов уменьшения расширения и сжатия стального листа в направлении прокатки является подавление образования дополнительных магнитных доменов. Образование дополнительных магнитных доменов может быть подавлено уменьшением угла отклонения между направлением прокатки и осью [001]. Тем не менее, существует предел уменьшения угла отклонения.
В связи с этим авторы изучили другой метод подавления расширения и сжатия всего железного сердечника. В частности, по меньшей мере в одном из листов текстурированной электротехнической стали, составляющих железный сердечник, создают области, отличающиеся по магнитострикционным свойствам, чтобы за счет взаимной интерференции между указанными областями подавить расширение и сжатие всего железного сердечника. В качестве средства регулирования магнитострикционных свойств был использован способ формирования замыкающих доменов в направлении, пересекающем направление прокатки. Поскольку замыкающие домены расширяются в направлении, ортогональном направлению прокатки, формирование и исчезновение замыкающих доменов вызывают изменения, то есть сжатие и расширение стального листа в направлении прокатки.
Ниже описываются эксперименты, проведенные для изучения снижения уровня шума трансформатора указанным способом.
Эксперимент 1
Во-первых, было изучено, как замыкающие домены, образованные в листе текстурированной электротехнической стали, влияют на уровень шума трансформатора, изготовленного с применением в железном сердечнике листа текстурированной электротехнической стали.
На фиг. 2 схематически показан лист 1 текстурированной электротехнической стали в качестве материала железного сердечника и расположение замыкающих доменов, сформированных в листе текстурированной электротехнической стали. Полосообразная область 10 формирования замыкающих доменов, простирающаяся от одного конца к другому концу в направлении прокатки листа 1 текстурированной электротехнической стали, была создана на обоих концевых участках листа 1 текстурированной электротехнической стали в направлении ширины (ортогональном направлению прокатки). Область 20 (область без замыкающих доменов), в которой не формировались замыкающие домены, была образована между двумя областями 10 формирования замыкающих доменов.
Лист 1 текстурированной электротехнической стали в качестве материала железного сердечника трансформатора изготавливали согласно следующей процедуре. Сначала типичный лист текстурированной электротехнической стали, имеющий толщину 0,27 мм и не подвергнутый обработке для измельчения магнитных доменов, разрезали для получения ширины 100 мм в направлении, ортогональном направлению прокатки, и затем обрабатывали для скашивания кромок. При срезе листа текстурированной электротехнической стали для получения скошенных кромок, поверхность стального листа облучали лазером на входной стороне линии реза, чтобы создать область 10 формирования замыкающих доменов. Проводили линейное лазерное сканирование в направлении, ортогональном направлению прокатки, как показано на фиг. 2. Лазерное облучение проводили с интервалом (интервал между линиями облучения) 8 мм в направлении прокатки. В результате лазерного облучения в каждом месте, облученном лазером, создавалась линейная деформация 11.
Другие условия лазерного облучения:
- лазер: импульсный лазер с модулированной добротностью;
- мощность: 3,5 мДж/импульс;
- интервал между импульсами (шаговый интервал): 0,24 мм.
Здесь интервал между импульсами обозначает расстояние между центрами соседних точек облучения.
Для исследования факторов, влияющих на магнитострикционные свойства, при изготовлении листов текстурированной электротехнической стали были созданы отдельные области 10 формирования замыкающих доменов в направлении, ортогональном направлению прокатки, имеющие ширину X, варьируемую в диапазоне от 0 мм до 50 мм. При исследовании замыкающих доменов методом Биттера с использованием устройства магнитной визуализации (MV-95, изготовленного Sigma Hi-Chemical, Inc.) было установлено, как и предполагалось, что замыкающие домены формировались на участке, на котором создавалась деформация. То есть линейно вытянутые замыкающие домены образовывались в области 10 формирования замыкающих доменов. Угол замыкающих доменов относительно направления прокатки составлял 90°, а интервал между замыкающими доменами в направлении прокатки составлял 8 мм.
Затем полученные листы 1 текстурированной электротехнической стали укладывали в стопку для формирования железного сердечника, предназначенного для трансформатора номинальной мощности 1000 кВА. Оценивали уровень шума для каждого изготовленного трансформатора, намагничиваемого при условиях: максимальная индукция 1,7 Тл и частота 50 Гц.
На фиг. 3 показан график зависимости уровня шума (дБ) трансформатора от относительной площади (%) области формирования замыкающих доменов. Здесь относительная площадь области формирования замыкающих доменов обозначает отношение площади области 10 формирования замыкающих доменов к общей площади листа 1 текстурированной электротехнической стали.
Результаты, приведенные на фиг. 3, показывают, что уровень шума трансформатора может быть уменьшен путем формирования замыкающих доменов. Результаты, приведенные на фиг. 3, также свидетельствуют о том, что при относительной площади области формирования замыкающих доменов, превышающей заданное значение, шум трансформатора усиливается до уровня, превышающего уровень шума без введения замыкающих доменов.
Причина снижения уровня шума трансформатора за счет введения замыкающих доменов в диапазоне, в котором относительная площадь области формирования замыкающих доменов не превышает заданное значение, раскрывается ниже. В области, в которой формируются замыкающие домены, формирование и исчезновение замыкающих доменов, а также исчезновение и формирование дополнительных магнитных доменов вызывают расширение и сжатие стального листа. Между тем, в области, в которой не формируются замыкающие домены, расширение и сжатие стального листа обусловлено лишь исчезновением и образованием дополнительных магнитных доменов. Таким образом, область формирования замыкающих доменов и область без замыкающих доменов отличаются друг от друга характером расширения и сжатия. Поскольку в одном стальном листе присутствуют области, отличающиеся друг от друга характером расширения и сжатия, эти две области взаимно влияют друг на друга. Следовательно, область с меньшим сжатием приводит к уменьшению величины сжатия области с большим сжатием, в результате чего общее сжатие подавляется и снижается уровень шума. Благодаря наличию областей с разным характером расширения и сжатия даже в небольшой зоне, создается эффект подавления расширения и сжатия и обеспечивается снижение уровня шума.
Причина, по которой уровень шума трансформатора возрастает, когда относительная площадь области формирования замыкающих доменов является чрезмерно большой, раскрывается ниже. При введении замыкающих доменов величина сжатия стального листа уменьшается, и шум, вызванный сжатием, снижается. Однако, при создании чрезмерной деформация, форма магнитострикционной кривой сильно искажается. В диапазоне, в котором относительная площадь области формирования замыкающих доменов является большой, влияние указанного искажения формы магнитострикционной кривой превалирует над эффектом уменьшения величины сжатия за счет введения замыкающих доменов, в результате чего уровень шума возрастает.
Указанные результаты показывают, что уровень шума трансформатора может быть снижен путем формирования в листе текстурированной электротехнической стали двух областей, отличающихся по магнитострикционным свойствам, то есть области формирования замыкающих доменов и области без замыкающих доменов, и за счет соответствующего регулирования относительной площади области формирования замыкающих доменов.
Эксперимент 2
Затем было изучено влияние формы магнитострикционной кривой в области формирования замыкающих доменов на уровень шума трансформатора. В результате изучения различных параметров было установлено, что уровень шума трансформатора может быть эффективно снижен путем ограничения до определенного диапазона величины сжатия в точке максимальной деформации магнитострикционной кривой при 1,7 Тл и 50 Гц. Указанный эксперимент будет описываться ниже.
На фиг. 4 схематически показан лист 1 текстурированной электротехнической стали в качестве материала железного сердечника и расположение замыкающих доменов, сформированных в листе текстурированной электротехнической стали. Область 10 формирования замыкающих доменов, простирающаяся от одного конца до другого конца листа 1 текстурированной электротехнической стали в направлении прокатки, была создана в центральной части листа 1 текстурированной электротехнической стали в направлении ширины (направлении, ортогональном направлению прокатки). Область, отличная от области 10 формирования замыкающих доменов, представляет собой область 20 (область без замыкающих доменов), в которой не формировались замыкающие домены.
Лист 1 текстурированной электротехнической стали в качестве материала железного сердечника трансформатора изготавливали согласно следующей процедуре. Сначала типичный лист текстурированной электротехнической стали, имеющий толщину 0,23 мм и не подвергнутый обработке для измельчения магнитных доменов, разрезали для получения ширины 150 мм в направлении, ортогональном направлению прокатки, и затем обрабатывали для скашивания кромок. При срезе листа текстурированной электротехнической стали для получения скошенных кромок поверхность стального листа облучали лазером с входной стороны линии реза, чтобы создать область 10 формирования замыкающих доменов. Проводили линейное лазерное сканирование в направлении ортогональном направлению прокатки, как показано на фиг. 4. Лазерное облучение проводили с интервалом (интервал между линиями облучения) 5 мм в направлении прокатки. В результате лазерного облучения на каждом участке, облучаемом лазером, создавалась линейная деформация 11. При изменении мощности лазера в диапазоне от 100 Вт до 250 Вт было получено множество листов текстурированной электротехнической стали, отличающихся друг от друга величиной сжатия в области формирования замыкающих доменов.
Другие условия лазерного облучения:
- лазер: одномодовый волоконный лазер;
- скорость отклонения: 5 м/сек;
- мощность: от 100 Вт до 250 Вт (см. табл. 1).
Линейно вытянутые замыкающие домены были сформированы в области 10 формирования замыкающих доменов. Угол замыкающих доменов относительно направления прокатки составлял 90°, а интервал между замыкающими доменами в направлении прокатки составлял 5 мм.
Затем из области формирования замыкающих доменов и области без замыкающих доменов каждого изготовленного листа текстурированной электротехнической стали отбирали образцы и с помощью лазерного доплеровского виброметра измеряли величину сжатия в направлении прокатки при намагничивании при условиях: магнитная индукция 1,7 Тл и частота 50 Гц. В качестве репрезентативных примеров результаты измерения величин сжатия в трех листах текстурированной электротехнической стали показаны на фиг. 5 и представлены в табл. 1.
Таблица 1
(Вт)
(10-7)
(10-7)
На фиг. 5 представлен график, иллюстрирующий характер расширения и сжатия каждого образца, намагничиваемого при условиях: максимальная магнитная индукция 1,7 Тл и частота 50 Гц. Каждая из кривых № 1 – 3 показывает характер расширения и сжатия образца, отобранного из области формирования замыкающих доменов. Сплошная кривая показывает расширение и сжатие образца, отобранного из области без замыкающих доменов, которая была одинаковой в трех листах текстурированной электротехнической стали.
Рассмотрим величину расширения или сжатия в точке максимальной деформации (точка максимальной деформации) согласно характеру расширения или сжатия (именуемому «величиной расширения или сжатия»). Величина сжатия, измеренная в каждом из образцов, представлена в таблице 1. В табл. 1 также приведена «разность величин сжатия» (Δλ = λ0 - λ1), которая определяется как разность между величиной сжатия (λ0) в области без замыкающих доменов и величиной сжатия (λ1) в области формирования замыкающих доменов. Величина сжатия со знаком минус соответствует величине расширения.
Результаты, представленные в табл. 1 и на фиг. 5, показывают, что в области формирования замыкающих доменов величина сжатия в точке максимальной деформации уменьшается с увеличением мощности лазера, то есть с возрастанием введенной деформации.
Далее полученные листы 1 текстурированной электротехнической стали укладывали в стопку для формирования железного сердечника, предназначенного для трансформатора номинальной мощности 1200 кВА. Оценивали уровень шума каждого изготовленного трансформатора, намагничиваемого при условиях: максимальная магнитная индукция 1,7 Тл и частота 50 Гц.
На фиг. 6 представлен график зависимости уровня шума трансформатора от разности величин сжатия (Δλ) в точке максимальной деформации. Как понятно по результатам, представленным на фиг. 6, если Δλ равно 2х10-7 или превышает указанное значение, эффективно снижается уровень шума трансформатора.
Эксперимент 3
Далее изучалось влияние относительной площади области формирования замыкающих доменов на уровень шума трансформатора.
На фиг. 7 схематично показан лист 1 текстурированной электротехнической стали в качестве материала железного сердечника и расположение замыкающих доменов, сформированных в листе 1 текстурированной электротехнической стали. В листе 1 текстурированной электротехнической стали были созданы две области 10 формирования замыкающих доменов, простирающиеся от одного конца до другого конца листа 1 текстурированной электротехнической стали в направлении прокатки. Ширина одной области формирования замыкающих доменов в направлении, ортогональном направлению прокатки, составляла X, а ширина другой области формирования замыкающих доменов в направлении, ортогональном направлению прокатки, составляла 2X. Варьируя величину X, получали листы текстурированной электротехнической стали, отличающиеся по относительной площади области формирования замыкающих доменов (то есть двух областей формирования замыкающих доменов) в диапазоне от 0% до 100%. Области, отличные от областей 10 формирования замыкающих доменов, являлись областями 20 (областями без замыкающих доменов), в которых не формировались замыкающие домены. Если относительная площадь составляет 0%, это означает, что присутствует только область без замыкающих доменов, а область формирования замыкающих доменов отсутствует. Если относительная площадь составляет 100%, это означает, что присутствует только область формирования замыкающих доменов, а область без замыкающих доменов отсутствует.
Лист 1 текстурированной электротехнической стали в качестве материала железного сердечника трансформатора изготавливали согласно следующей процедуре. Сначала типичный лист текстурированной электротехнической стали, имеющий толщину 0,30 мм и не подвергнутый обработке для измельчения магнитных доменов, разрезали для получения ширины 200 мм в направлении, ортогональном направлению прокатки, и затем обрабатывали для скашивания кромок. При срезе листа текстурированной электротехнической стали для получения скошенной кромки поверхность стального листа облучали лазером с входной стороны линии реза, чтобы создать область 10 формирования замыкающих доменов. Проводили линейное лазерное сканирование в направлении, ортогональном направлению прокатки, как показано на фиг. 7. Лазерное облучение проводили с интервалом (интервал между линиями облучения) 4 мм в направлении прокатки. В результате лазерного облучения на каждом участке, облучаемом лазером, создавалась линейная деформация 11.
На основании результатов предварительного исследования задавали ток пучка 2 мА или 15 мА. Как показали результаты эксперимента 2, если разность величин сжатия составляет 2х10-7 или более, уровень шума трансформатора эффективно снижается. Для получения требуемой разности величин сжатия минимальный ток пучка должен составлять 2 мА. При увеличении тока пучка разность величин сжатия дополнительно возрастает. Однако, если облучение проводится при чрезмерной величине тока пучка, деформация стального листа увеличивается, в результате чего стальной лист может стать непригодным в качестве материала железного сердечника. Верхний предел тока пучка, при котором может сохраняться форма стального листа в качестве материала железного сердечника, составляет 15 мА. Следовательно, разность величин сжатия в полученном листе текстурированной электротехнической стали составляет 2х10-7 или более, независимо от того, какое из указанных значений тока пучка используется.
Другие условия облучения электронным пучком:
- ускоряющее напряжение: 60 кВ;
- скорость сканирования: 10 м/с.
Линейно вытянутые замыкающие домены были сформированы в области 10 формирования замыкающих доменов. Угол замыкающих доменов относительно направления прокатки составлял 90°, а интервал между замыкающими доменами в направлении прокатки составлял 4 мм.
Полученные листы 1 текстурированной электротехнической стали укладывали в стопку для формирования железного сердечника, предназначенного для трансформатора 2000 кВА. Оценивали уровень шума каждого изготовленного трансформатора, намагничиваемого при условиях: магнитная индукция 1,7 Тл и частота 50 Гц.
На фиг. 8 представлен график зависимости уровня шума (дБ) трансформатора от относительной площади (%) области формирования замыкающих доменов в диапазоне от 0% до 100%. На фиг. 9 представлен график зависимости уровня шума (дБ) трансформатора от относительной площади (%) области формирования замыкающих доменов в диапазоне от 0% до 1%. То есть на фиг. 9 показан в увеличенном виде участок графика, представленного на фиг. 8. Согласно результатам на фиг. 8 и 9, если создана область формирования замыкающих доменов с разностью величин сжатия, составляющей 2х10-7 или более, и имеющая относительную площадь от 0,10% до 30%, уровень шума трансформатора может быть эффективно снижен независимо от величины тока пучка, то есть независимо от величины введенной деформации.
Ниже подробно описываются технологии, использованные в настоящем изобретении. Следующее описание предназначено для иллюстрации предпочтительных вариантов осуществления настоящего изобретения, которые не следует рассматривать как ограничительные.
Железный сердечник для трансформатора
Железный сердечник для трансформатора согласно одному из раскрытых вариантов осуществления изобретения представляет собой железный сердечник для трансформатора, содержащий множество листов текстурированной электротехнической стали, уложенных в стопку, причем по меньшей мере один из листов текстурированной электротехнической стали удовлетворяет описываемым ниже условиям. Конструкция и прочие характеристики железного сердечника трансформатора не ограничены, то есть сердечник может иметь любую конструкцию и прочие характеристики.
Лист текстурированной электротехнической стали
По меньшей мере один из листов текстурированной электротехнической стали в качестве материала железного сердечника для трансформатора должен иметь область формирования замыкающих доменов и область без замыкающих доменов, которые удовлетворяют описываемым ниже условиям. Область формирования замыкающих доменов и область без замыкающих доменов стального листа отличаются по магнитострикционным свойствам, как упоминалось выше. Если один из листов текстурированной электротехнической стали, используемых в железном сердечнике, имеет участки, отличающиеся друг от друга магнитострикционными свойствами, расширение и сжатие железного сердечника могут быть подавлены, и может быть снижен уровень шума трансформатора. При этом остальные листы текстурированной электротехнической стали в железном сердечнике могут быть любыми.
Лист текстурированной электротехнической стали, применяемый в качестве материала железного сердечника, обрабатывается до требуемого размера. Даже в случае, когда лист текстурированной электротехнической стали (исходный лист) перед обработкой имеет область формирования замыкающих доменов и область без замыкающих доменов, лист текстурированной электротехнической стали может в конечном итоге иметь только одну из областей, а именно область формирования замыкающих домена или область без замыкающих доменов в зависимости от того, из какой части исходного листа вырезан лист текстурированной электротехнической стали в качестве материала железного сердечника. Таким образом, лист текстурированной электротехнической стали в качестве материала железного сердечника должен быть изготовлен в соответствии с описываемыми ниже условиями.
Толщина листа текстурированной электротехнической стали, включенного в железный сердечник согласно настоящему изобретению, не ограничена, и лист может иметь любую толщину. Даже при изменении толщины стального листа количество исчезающих замыкающих доменов и количество сформированных дополнительных магнитных доменов неизменно. Таким образом, эффект снижения шума может быть достигнут независимо от толщины листа. Однако с точки зрения уменьшения потерь в сердечнике желательно, чтобы лист текстурированной электротехнической стали был тонким. Следовательно, толщина листа текстурированной электротехнической стали, предпочтительно, составляет 0,35 мм или менее. Между тем, если лист текстурированной электротехнической стали имеет по меньшей мере заданную толщину, облегчается обращение с ним и улучшается технологичность при изготовлении железного сердечника. Таким образом, предпочтительной является толщина листа текстурированной электротехнической стали 0,15 мм или более.
Замыкающий домен
Замыкающие домены сформированы в направлении, пересекающем направление прокатки листа текстурированной электротехнической стали. Другими словами, замыкающие домены вытянуты в направлении, пересекающем направление прокатки. Обычно замыкающие домены являются линейными. Угол (угол наклона) замыкающих доменов относительно направления прокатки не ограничен, однако, предпочтительно, составляет от 60° до 90°. Здесь угол замыкающих доменов относительно направления прокатки обозначает угол между линейно вытянутыми замыкающими доменами и направлением прокатки листа текстурированной электротехнической стали.
Замыкающие домены, предпочтительно, расположены с интервалом в направлении прокатки листа текстурированной электротехнической стали. Интервал (линейный интервал) между замыкающими доменами в направлении прокатки не ограничен, однако, предпочтительно, составляет от 3 мм до 15 мм. Здесь интервал между замыкающими доменами обозначает расстояние между одним замыкающим доменом и смежным замыкающим доменом. Интервалы между замыкающими доменами могут варьироваться, однако, предпочтительно, интервалы являются равными.
Один лист текстурированной электротехнической стали может включать одну или несколько областей формирования замыкающих доменов. Когда в одном листе текстурированной электротехнической стали имеется несколько областей формирования замыкающих доменов, угол наклона и интервал между замыкающими доменами в каждой области формирования замыкающих доменов могут быть одинаковыми или разными. Если в железном сердечнике используется несколько листов текстурированной электротехнической стали и каждый из них имеет область формирования замыкающих доменов, угол наклона и интервал между замыкающими доменами в области формирования замыкающих доменов в каждом листе текстурированной электрической стали могут быть одинаковыми или разными.
В настоящем изобретении термин «область, в которой сформированы замыкающие домены», означает область, в которой присутствует множество замыкающих доменов, вытянутых в направлении, пересекающем направление прокатки, и расположенных с интервалом в направлении прокатки. Например, если замыкающие домены сформированы последовательно с интервалом от одного конца до другого конца листа 1 текстурированной электротехнической стали в направлении прокатки листа 1 текстурированной электротехнической стали, как показано на фиг. 2, для обозначения полосообразной области (заштрихованного участка), в которой сформирована группа замыкающих доменов, используется термин «область в которой сформированы замыкающие домены». В описании настоящего изобретения термин «область формирования замыкающих доменов» используется наравне с термином «область, в которой сформированы замыкающие домены».
Относительная площадь R: от 0,10% до 30%
По меньшей мере один из листов текстурированной электротехнической стали, используемых в настоящем изобретении, должен иметь область формирования замыкающих доменов и область без замыкающих доменов, как описано выше, при этом относительная площадь R области, в которой величина сжатия по меньшей мере на 2х10-7 меньше, чем величина сжатия в области без замыкающих доменов, должна составлять от 0,10% до 30% всей площади листа текстурированной электротехнической стали,. Другими словами, относительная площадь R области формирования замыкающих доменов, в которой «разность величин сжатия» (Δλ = λ0 - λ1) определяется как разность между величиной сжатия (λ0) в области без замыкающих доменов и величиной сжатия (λ1) в области формирования замыкающих доменов составляет 2х10-7 или более, находится в диапазоне от 0,10% до 30% всей площади листа текстурированной электротехнической стали. Здесь под величиной сжатия подразумевается величина сжатия в точке максимальной деформации, когда проводится намагничивание в направлении прокатки при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц.
Как упоминалось ранее, при намагничивании листа текстурированной электротехнической стали дополнительные магнитные домены расширяются в направлении толщины листа, в результате чего лист текстурированной электротехнической стали сжимается в направлении прокатки. Наряду с этим, присутствующие в стальном листе замыкающие домены расширяются в направлении, ортогональном направлению прокатки, в результате чего стальной лист сжимается в направлении прокатки. Соответственно, когда замыкающие домены исчезают в результате возбуждения, стальной лист расширяется в направлении прокатки. Указанное расширение листа противодействует сжатию, вызванному образованием дополнительных магнитных доменов, следовательно, может быть эффективно уменьшено сжатие листа текстурированной электротехнической стали в направлении прокатки.
Чтобы достичь указанного эффекта подавления шума, относительная площадь R должна составлять 0,10% или более. Для дополнительного усиления указанного эффекта относительная площадь R, предпочтительно, составляет 1,0% или более. Поскольку деформация вводится для уменьшения величины сжатия, при слишком большой относительной площади R искажается форма магнитострикционной кривой, в результате чего усиливается уровень шума. Таким образом, относительная площадь R должна составлять 30% или менее. Предпочтительно, относительная площадь R составляет 20% или менее, предпочтительнее, 15% или менее.
Разность величин сжатия: 2х10-7 или более
Относительная площадь R определяется как относительная площадь области, в которой разность величин сжатия составляет 2х10-7 или более. Если разность величин сжатия составляет менее 2х10-7, вышеуказанный эффект подавления вибрации является низким, и шум трансформатора не может быть уменьшен в достаточной степени. Верхний предел разности величин сжатия не установлен. Однако, если разность величин сжатия является чрезмерно большой, абсолютное значение магнитострикции по меньшей мере в одной из областей будет большим, что может вызвать усиление шума. Кроме того, при слишком большой разности величин сжатия деформация стального листа увеличивается, в результате чего стальной лист может стать непригодным в качестве материала железного сердечника. Таким образом, разность величин сжатия, предпочтительно, составляет 5х10-6 или менее. Соответственно, в одном из раскрытых вариантов осуществления изобретения относительная площадь R области формирования замыкающих доменов, в которой «разность величин сжатия» (Δλ = λ0 - λ1), определяемая как разность между величиной сжатия (λ0) в области без замыкающих доменов и величиной сжатия (λ1) в области формирования замыкающих доменов, составляет 2х10-7 или более и 5х10-6 или менее, предпочтительно, находится в диапазоне от 0,10% до 30% всей площади листа текстурированной электротехнической стали.
Предпочтительно, чтобы в 50% или более области, в которой сформированы замыкающие домены, величина сжатия была по меньшей мере на 2х10-7 меньше, чем в области, в которой не сформированы замыкающие домены. Другими словами, относительная площадь области, в которой величина сжатия по меньшей мере на 2х10-7 меньше величины сжатия в области без замыкающих доменов, предпочтительно, составляет 50% или более всей области формирования замыкающих доменов. Если относительная площадь составляет 50% или более, то есть доля области, которая может оказывать влияние на магнитострикционные свойства, является высокой, может быть достигнут более высокий эффект подавления магнитострикционной вибрации. Относительная площадь, предпочтительно, составляет 75% или более.
По меньшей мере один из листов текстурированной электротехнической стали, составляющих железный сердечник трансформатора, должен удовлетворять вышеуказанным условиям. Если доля листов текстурированной электротехнической стали, удовлетворяющих вышеуказанным условиям, от общего количества листов текстурированной электротехнической стали является высокой, можно дополнительно уменьшить расширение и сжатие всего железного сердечника и, таким образом, достигнуть более высокого эффекта снижения шума. Следовательно, доля, предпочтительно, составляет 50% или более и, предпочтительнее, 75% или более. Здесь доля определяется как отношение массы листов текстурированной электротехнической стали, удовлетворяющих условиям согласно настоящему изобретению, к общей массе всех листов текстурированной электротехнической стали, составляющих железный сердечник трансформатора.
Причина, почему в настоящем изобретении изменение магнитострикции определяется на основе величины сжатия «при намагничивании при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц», заключается в том, что при работе трансформатора магнитная индукция в железном сердечнике из листов текстурированной электротехнической стали обычно составляет около 1,7 Тл. При более низкой магнитной индукции шум является менее проблематичным. Кроме того, в вышеуказанных условиях намагничивания заметно проявляются особенности магнитострикции, обусловленные кристаллической ориентацией и структурой магнитных доменов листа электротехнической стали. Следовательно, величина сжатия в этих условиях является эффективным показателем, отражающим магнитострикционные свойства.
Хотя количество исчезающих замыкающих доменов и количество сформированных дополнительных магнитных доменов изменяется по абсолютной величине в зависимости от магнитной индукции при намагничивании и частоты перемагничивания, их относительная доля неизменна. То есть, если количество исчезающих замыкающих доменов является небольшим, малым является и количество сформированных дополнительных магнитных доменов. Таким образом, эффект подавления расширения и сжатия может быть достигнут независимо от магнитной индукции при намагничивании. Следовательно, условия использования железного сердечника для трансформатора согласно настоящему изобретению не ограничиваются магнитной индукцией 1,7 Тл и частотой 50 Гц и могут быть любыми.
Когда формируются замыкающие домены, потери в сердечнике уменьшаются благодаря эффекту измельчения магнитных доменов. Соответственно, если сформированные замыкающие домены удовлетворяют условиям настоящего изобретения, замыкающие домены будут способствовать уменьшению потерь в сердечнике. Следовательно, настоящее изобретение не ограничено также с точки зрения снижения потерь в сердечнике.
Способ формирования замыкающих доменов
Способ формирования замыкающих доменов не ограничен и может быть любым. Примером способа формирования замыкающих доменов является введение деформации на участках, в которых должны быть сформированы замыкающие домены. Примеры способов введения деформации включают: дробеструйную обработку, водоструйную обработку, лазерную обработку, электроннолучевую обработку и плазменную обработку. Путем введения линейной деформации в направлении, пересекающем направление прокатки, могут быть сформированы замыкающие домены в направлении, пересекающем направление прокатки.
Момент времени формирования замыкающих доменов не ограничен и может быть любым. Например, замыкающие домены могут быть сформированы до или после разрезки листа текстурированной электротехнической стали. В случае формирования замыкающих доменов перед разрезкой необходимо выбрать узкий рулон и отрегулировать позицию реза, чтобы относительная площадь R удовлетворяла вышеуказанным условиям. С точки зрения производительности, предпочтительно, формировать замыкающие домены после резки листа.
Магнитострикционные свойства также могут быть изменены путем изменения ориентации кристаллов или натяжения пленки для контроля состояния образования дополнительных магнитных доменов. Однако частичный контроль с помощью ориентации кристаллов или натяжения пленки очень сложен и неосуществим на промышленном уровне. В настоящем изобретении предлагается весьма простой метод формирования замыкающих доменов в листе текстурированной электротехнической стали, что позволяет эффективно повысить производительность изготовления железных сердечников трансформаторов.
Область формирования замыкающих доменов не обязательно должна простираться от одного конца до другого конца листа в направлении прокатки, как показано на фиг. 2. Форма области формирования замыкающих доменов не ограничивается прямоугольной и может являться любой.
Расположение области формирования замыкающих доменов в плоскости листа текстурированной электротехнической стали не ограничено и может быть любым. Для более эффективного подавления расширения и сжатия предпочтительным является смежное расположение области формирования замыкающих доменов и области без замыкающих доменов в направлении, ортогональном направлению прокатки. Другими словами, предпочтительно, чтобы граница между областью формирования замыкающих доменов и областью без замыкающих доменов, смежной с областью формирования замыкающих доменов, имела компоненту в направлении прокатки.
ПРИМЕРЫ
Были приготовлены три типа листов текстурированной электротехнической стали шириной 160 мм и толщиной 0,23 мм, 0,27 мм и 0,30 мм, при этом каждый из указанных листов текстурированной электротехнической стали облучали электронным пучком для формирования замыкающих доменов. Расположение областей формирования замыкающих доменов, было выбрано из шести вариантов (a) – (f), показанных на фиг. 10. Согласно вариантам (а) и (b), в одном листе текстурированной электротехнической стали имеется одна область формирования замыкающих доменов. Согласно вариантам (c), (e) и (f), в одном листе текстурированной электротехнической стали имеются две области формирования замыкающих доменов. Согласно варианту (d), в одном листе текстурированной электротехнической стали имеются три области формирования замыкающих доменов. В каждом варианте область(области), отличная от области(областей) формирования замыкающих доменов, является областью без замыкающих доменов.
В табл. 2 – 4 приведены относительная площадь областей формирования замыкающих доменов и ток пучка для создания каждой из областей формирования замыкающих доменов, согласно вариантам расположения областей формирования замыкающих доменов. Здесь относительная площадь каждой области формирования замыкающих доменов определяется как отношение (%) площади области формирования замыкающих доменов к площади всего листа текстурированной электротехнической стали.
Другие условия облучения электронным пучком:
- ускоряющее напряжение: 60 кВ;
- скорость сканирования: 32 м/с;
- интервал между линиями облучения: 5 мм.
Количество (объем) введенных замыкающих доменов можно корректировать за счет изменения условий, таких как ускоряющее напряжение, ток пучка, скорость сканирования и интервал формирования. В одном из примеров количество формируемых замыкающих доменов корректировали, изменяя тока пучка. Поскольку характер сжатия стального листа зависит от количества введенных замыкающих доменов, влияние на характер сжатия не меняется до тех пор, пока объем введенных замыкающих доменов остается неизмененным, независимо от регулирующего параметра. Несколько образцов (№ 1, 11 и 20) были сравнительными и не подвергались облучению электронным пучком.
Затем, методом Биттера с использованием устройства магнитной визуализации (MV-95, изготовленного Sigma Hi-Chemical, Inc.), определяли, действительно ли в каждой области, облученной электронным пучком, формировались замыкающие домены. Результаты приведены в табл. 2 – 4. Несмотря на облучение электронным пучком, в некоторых образцах не были сформированы замыкающие домены, что связано с низким током пучка.
Затем оценивали магнитострикционние свойства в каждой области и вычисляли разность величин сжатия, то есть разность между величиной сжатия в области без замыкающих доменов и величиной сжатия в каждой области. Магнитострикционные свойства в каждой области оценивали на образцах шириной 100 мм и длиной 500 мм, вырезанных из листа текстурированной электротехнической стали и облученных электронным пучком при одинаковых условиях облучения. Образцы для проведения экспериментов получали из одинаковых листов текстурированной электротехнической стали. С помощью лазерного доплеровского виброметра измеряли магнитострикцию (расширение и сжатие стального листа), когда образец намагничивали переменным током при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц. Рассчитанная разность величин сжатия приведена в табл. 2 – 4.
В табл. 2 – 4 для образцов, полученных из листов текстурированной электротехнической стали, приведена относительная площадь R (к площади всего листа текстурированной электротехнической стали) области, в которой величина сжатия в точке максимальной деформации, когда проводится намагничивание в направлении прокатки при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц, по меньшей мере на 2х10-7 меньше величины сжатия в точке максимальной деформации в области, в которой не сформированы замыкающие домены, когда проводится намагничивание в направлении прокатки при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц.
Полученный лист текстурированной электротехнической стали затем использовали для изготовления железного сердечника трансформатора. Листы текстурированной электротехнической стали со скошенными кромками, нарезанные из рулона шириной 160 мм, укладывали в стопку для получения «треножного» железного сердечника трехфазного трансформатора. Общие размеры железного сердечника были следующими: ширина 890 мм, высота 800 мм и толщина стопки 244 мм.
Доля (%) листов текстурированной электротехнической стали, полученных согласно вышеописанной процедуре, относительно всего железного сердечника приведена в табл. 2 – 4. Железный сердечник, в котором указанная доля составляла 100%, был изготовлен путем укладки в стопку только листов текстурированной электротехнической стали, облученных электронным пучком согласно вышеуказанной процедуре. Железный сердечник, в котором указанная доля составляла менее 100%, был изготовлен путем укладки в стопку не только одного или нескольких листов текстурированной электротехнической стали, облученных электронным пучком, но также одного или нескольких листов текстурированной электротехнической стали, полученных аналогичным образом, но не облученных электронным пучком.
Затем вокруг полученного железного сердечника наматывали катушку возбуждения, железный сердечник намагничивался при условиях, приведенных в табл. 5 – 7, измеряли уровень шума в разных условиях намагничивания. Намагничивание проводили переменным током с частотой 50 Гц или 60 Гц при трех разных максимальных магнитных индукциях, а именно, 1,3 Тл, 1,5 Тл и 1,7 Тл.
Уровень шума измеряли в шести местах, а именно, спереди и сзади каждой из трех ног железного сердечника. Место замера находилось на высоте 400 мм и на расстоянии 300 мм от поверхности железного сердечника. Среднее значение уровня шума, измеренного в шести местах, приведено в табл. 5 – 7.
По результатам, представленным в табл. 5 – 7, можно сделать вывод, что в каждом железном сердечнике трансформатора, удовлетворяющем условиям настоящего изобретения, уровень шума был меньше, чем в сравнительных примерах.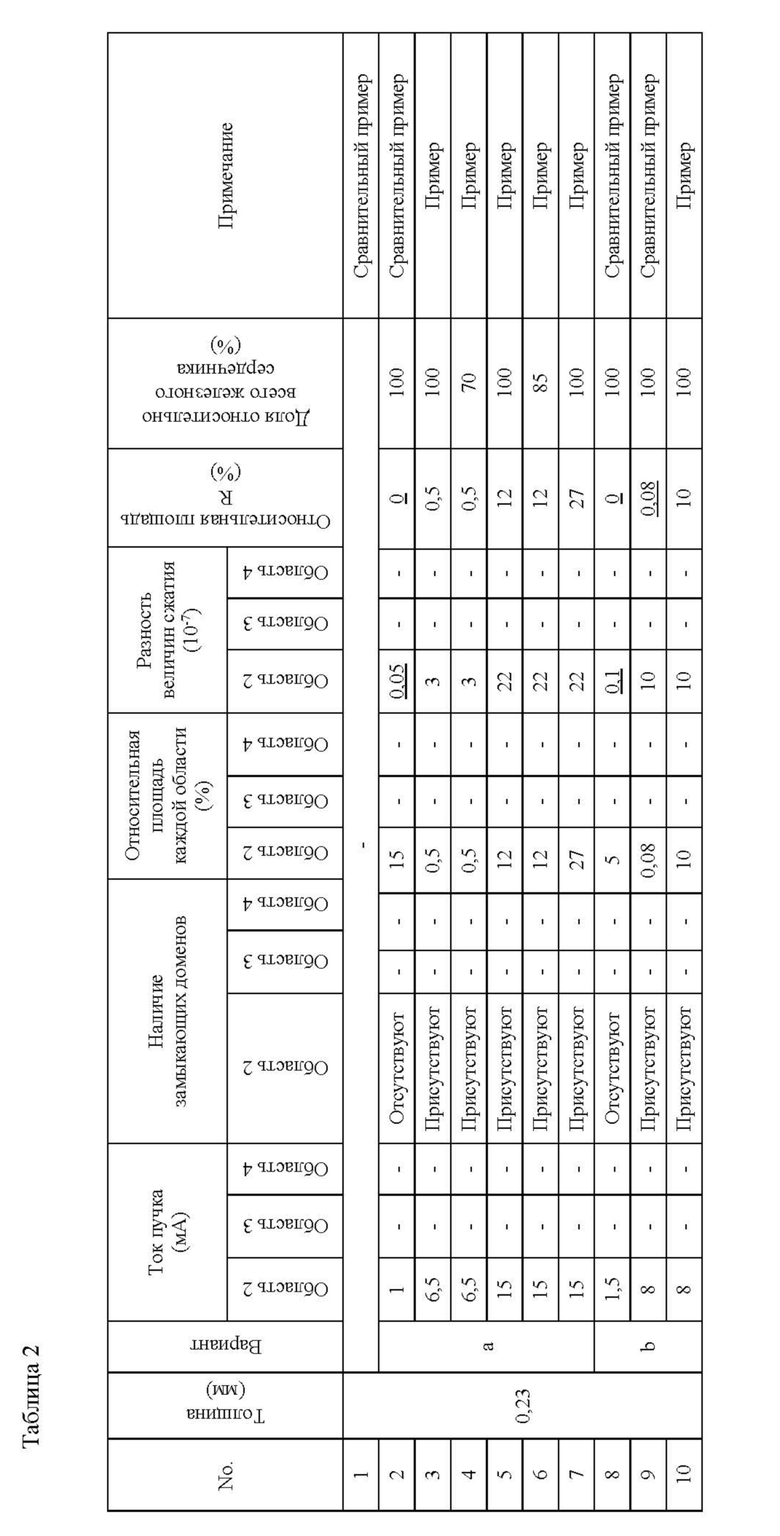
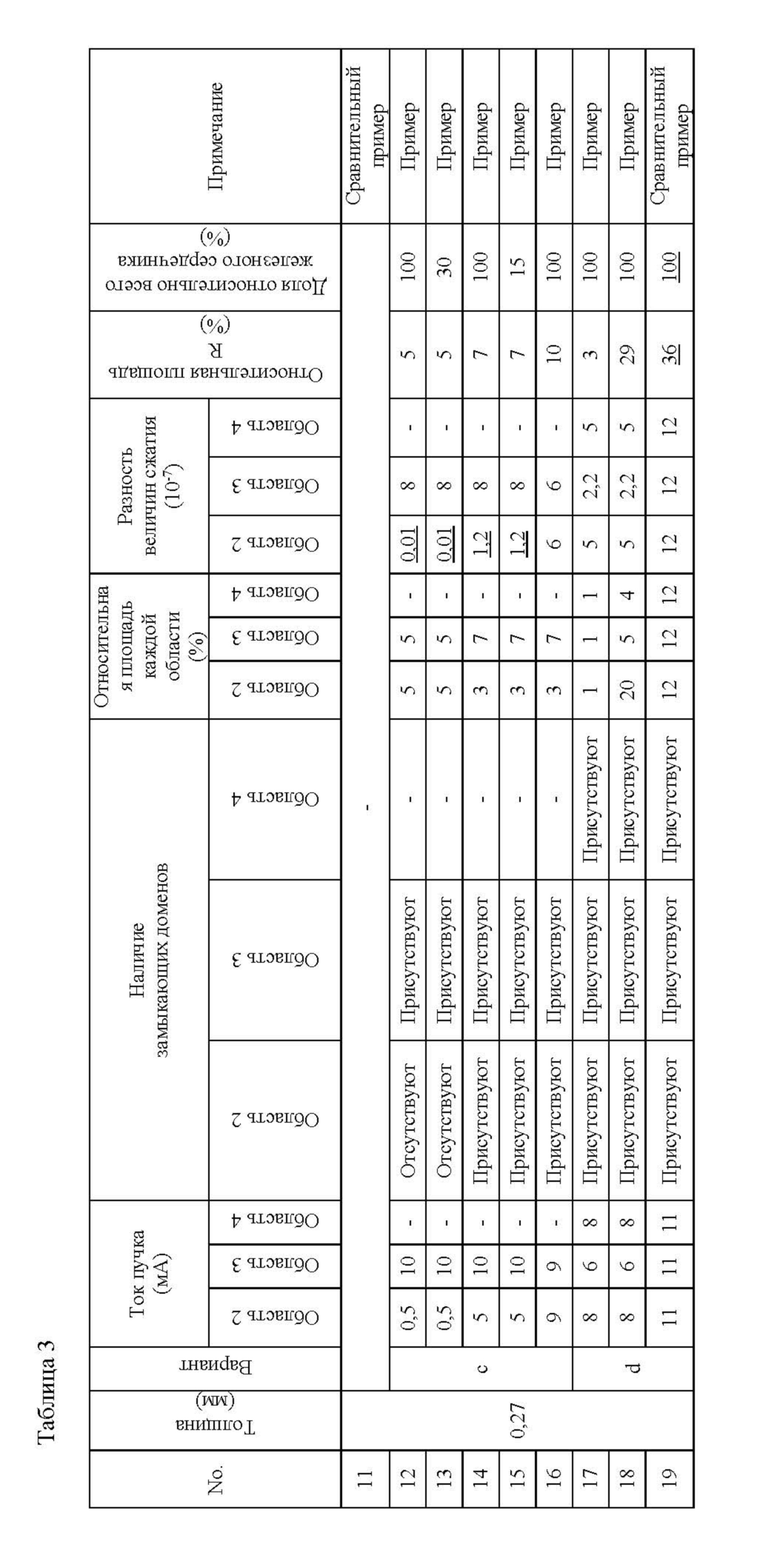
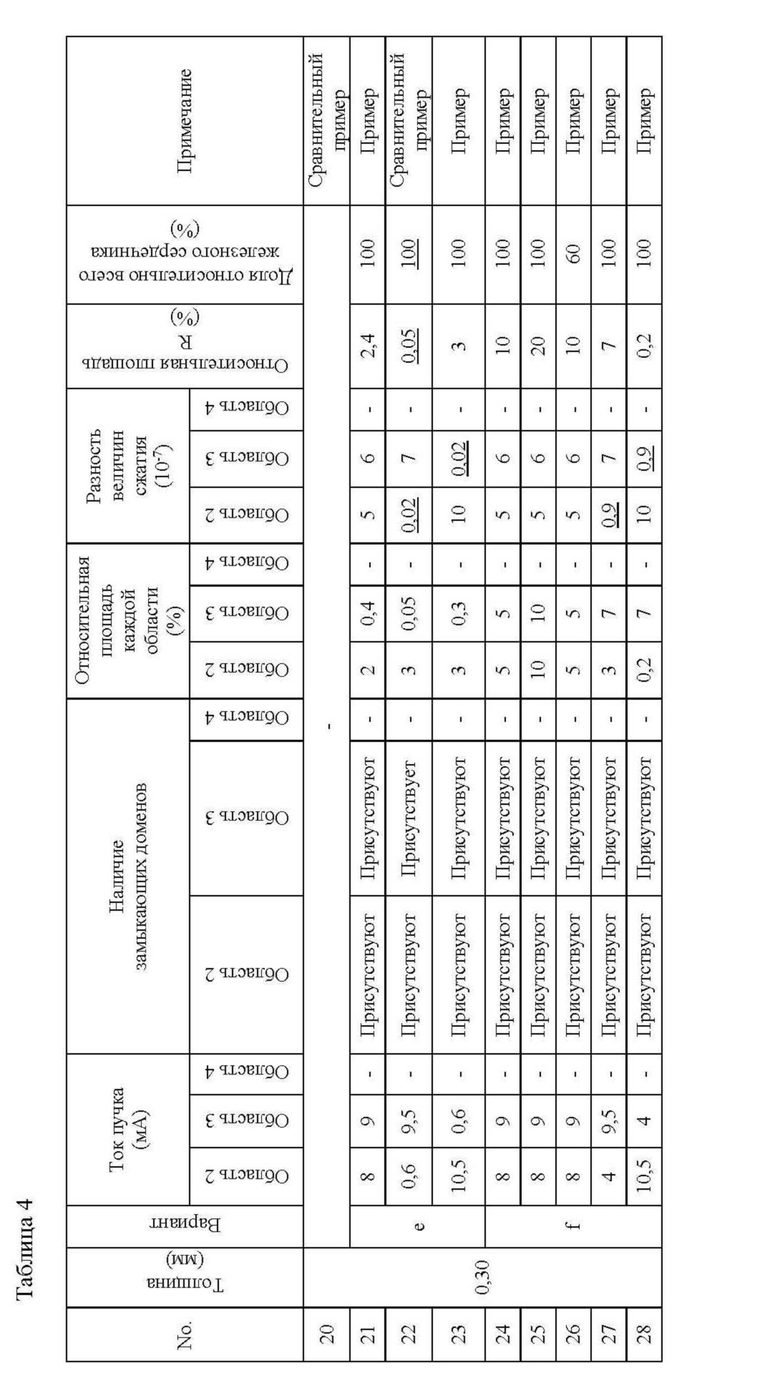
Таблица 5
Таблица 6
Таблица 7
Список ссылочных позиций
1 – лист текстурированной электротехнической стали;
10 – область формирования замыкающих доменов;
11 – линейная деформация;
20 – область без замыкающих доменов
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕЛЕЗНЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА | 2019 |
|
RU2746430C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2803297C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2570250C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ ДЛЯ ЖЕЛЕЗНОГО СЕРДЕЧНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2597190C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2572636C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ТАКОГО ЛИСТА | 2017 |
|
RU2710496C1 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2018 |
|
RU2717034C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2575271C1 |
| СЕРДЕЧНИК ТРАНСФОРМАТОРА | 2018 |
|
RU2724649C1 |


Изобретение относится к электротехнике. Технический результат состоит в уменьшении уровня шума и вибрации железного сердечника трансформатора. Железный сердечник для трансформатора содержит множество листов текстурированной электротехнической стали, уложенных в стопку. По меньшей мере один из множества листов текстурированной электротехнической стали имеет область, в которой замыкающие домены формируются в направлении, пересекающем направление прокатки, и область, в которой замыкающие домены не формируются. Относительная площадь R, составляет от 0,10 до 30%, где относительная площадь R представляет собой отношение площади области, в которой величина сжатия в точке максимальной деформации, при намагничивании в направлении прокатки при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц, по меньшей мере на 2х10-7 меньше, чем величина сжатия в области, в которой не формируются замыкающие домены, к общей площади листа текстурированной электротехнической стали. 2 з.п. ф-лы, 10 ил., 7 табл.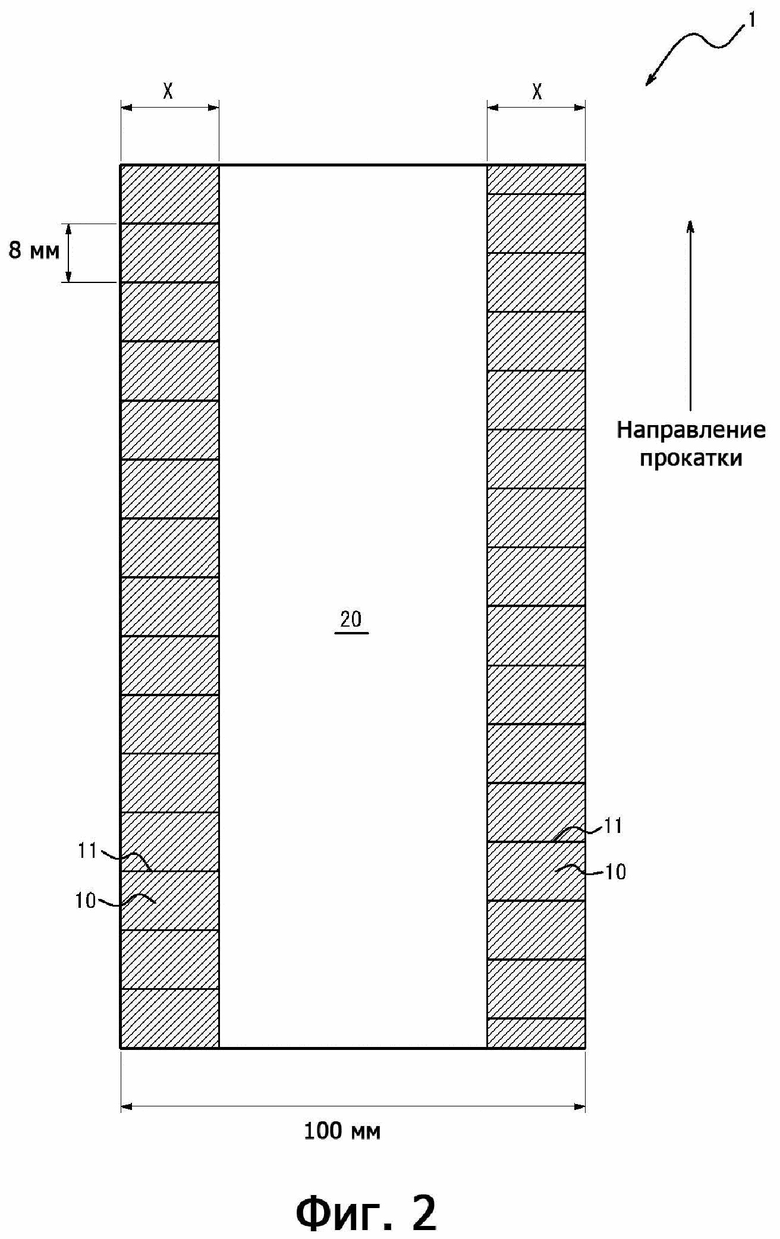
1. Железный сердечник для трансформатора, содержащий
множество листов текстурированной электротехнической стали, уложенных в стопку,
причем по меньшей мере один из множества листов текстурированной электротехнической стали:
(1) имеет область, в которой замыкающие домены формируются в направлении, пересекающем направление прокатки, и область, в которой замыкающие домены не формируются;
(2) имеет относительную площадь R, составляющую от 0,10 до 30%, где относительная площадь R представляет собой отношение площади области, в которой величина сжатия в точке максимальной деформации, при намагничивании в направлении прокатки при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц, по меньшей мере на 2х10-7 меньше, чем величина сжатия в области, в которой не формируются замыкающие домены, к общей площади листа текстурированной электротехнической стали.
2. Железный сердечник для трансформатора по п. 1, в котором угол замыкающих доменов относительно направления прокатки составляет от 60 до 90°.
3. Железный сердечник для трансформатора по п. 1 или 2, в котором интервал между замыкающими доменами в направлении прокатки составляет от 3 до 15 мм.
| JP 2003034822 A, 07.02.2003 | |||
| JPS 60114519 A, 21.06.1985 | |||
| JP 2013087305 A, 13.05.2013 | |||
| JPH 03204911 A, 06.09.1991 | |||
| JP 2003077747 A, 14.03.2013 | |||
| ЛИСТ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, БОЛЕЕ СОВЕРШЕННЫЙ ПО ПОТЕРЯМ МОЩНОСТИ | 2007 |
|
RU2400542C1 |

