Область техники
Настоящее изобретение относится к листу из текстурированной электротехнической стали, подходящему в качестве материала железного сердечника для трансформаторов и т.п., и к способу изготовления листа из текстурированной электротехнической стали.
Уровень техники
Листы из текстурированной электротехнической стали используются, например, в качестве материала для железных сердечников трансформаторов. Требуется подавить потери энергии и шум в трансформаторах, а на потери энергии трансформатора и шум трансформатора влияют потери в железе листа из текстурированной электротехнической стали и магнитострикционные свойства текстурированной электротехнической стали соответственно. В последние годы существует острая потребность в снижении потерь энергии в трансформаторе и шума во время работы трансформатора из-за энергосбережения и экологических норм. Поэтому очень важно разработать лист из текстурированной электротехнической стали, обладающий подходящими магнитострикционными свойствами и потерями в железе.
Потери в железе листа из текстурированной электротехнической стали в основном состоят из потерь на гистерезис и потерь на вихревые токи. Методы, которые были разработаны для улучшения потерь на гистерезис, включают метод сильного упорядочения ориентации (110) [001], которая называется ориентацией Госса, в направлении прокатки стального листа, и метод уменьшения количества примесей в стальном листе. Кроме того, методы, которые были разработаны для улучшения потерь на вихревые токи, включают способ увеличения электрического сопротивления стального листа путём добавления Si и способ придания натяжения плёнке в направлении прокатки стального листа. Однако эти способы имеют производственные ограничения в достижении ещё более низких потерь в железе листов из текстурированной электротехнической стали.
В результате была разработана технология измельчения магнитных доменов как способ достижения ещё более низких потерь в железе листа из текстурированной электротехнической стали. Технология измельчения магнитных доменов представляет собой метод введения неоднородности магнитного потока с помощью физического метода, такого как формирование канавок или локальное введение деформации, в стальной лист после окончательного отжига или после прокаливания изолирующего покрытия или т.п., чтобы уменьшить ширину 180° магнитного домена (основной магнитный домен), сформированного в направлении прокатки, тем самым уменьшая потери в железе, особенно потери на вихревые токи листа из текстурированной электротехнической стали.
Например, JPH0622179B (PTL 1) предлагает способ снижения потерь в железе с 0,80 Вт/кг или более до 0,70 Вт/кг или менее путём создания линейной канавки, имеющей ширину 300 мкм или менее и глубину 100 мкм или менее на поверхности стального листа.
Кроме того, JPH07192891A (PTL 2) предлагает способ применения плазменного факела в поперечном направлении листа на поверхности стального листа после вторичной рекристаллизации для локального создания термической деформации, тем самым снижая потери в железе (W17/50) при возбуждении при максимальной плотности магнитного потока 1,7 Тл и частоте 50 Гц до 0,680 Вт/кг в случае, когда плотность магнитного потока (В8) стального листа при возбуждении намагничивающей силой 800 А/м составляет 1,935 Тл.
В целом, способ формирования линейной канавки, описанный в PTL 1, относится к термостойкому измельчению магнитных доменов, поскольку эффект измельчения магнитных доменов не исчезает, даже если отжиг для снятия внутреннего напряжения выполняется после формирований железного сердечника. С другой стороны, способ создания термической деформации, описанный в PTL 2, называется нетермостойким измельчением магнитных доменов, поскольку эффект создания термической деформации исчезает из-за отжига для снятия внутреннего напряжения.
Список цитированных источников
Патентная литература
PTL 1: JPH0622179B
PTL 2: JPH07192891A
Раскрытие сущности изобретения
Техническая проблема
При нетермостойком измельчении магнитных доменов потери на вихревые токи могут быть значительно снижены за счёт создания локального напряжения в стальном листе. С другой стороны, известно, что нетермостойкое измельчение магнитных доменов приводит к ухудшению потерь на гистерезис и ухудшению магнитострикции из-за создания деформации. Следовательно, необходимо оптимизировать схему создания деформации при нетермостойком измельчении магнитных доменов, чтобы можно было разработать лист из текстурированной электротехнической стали с улучшенными потерями в железе и магнитострикционными свойствами, чем у обычных листов, и, в итоге, трансформатор с улучшенными потерями энергии и шумовыми характеристиками, по сравнению с обычными трансформаторами.
Таким образом, может оказаться полезным создать лист из текстурированной электротехнической стали, обладающий как низкими потерями в железе, так и подходящими магнитострикционными свойствами, из которого может быть изготовлен трансформатор с подходящими свойствами. Также полезно предложить способ изготовления листа из текстурированной электротехнической стали.
Решение проблемы
Как описано выше, нетермостойкое измельчение магнитных доменов представляет собой метод создания напряжения в стальном листе и формирования локального поля напряжения для контроля магнитных доменов. Чтобы разработать лист из текстурированной электротехнической стали с низкими потерями в железе и подходящими магнитострикционными свойствами, из которого можно создать трансформатор с более низкими потерями энергии и более низкими шумовыми характеристиками, чем у обычных трансформаторов, мы сосредоточились на деформациях, которые должны быть созданы в стальном листе, и распределении напряжения и исследовали их влияние на магнитные свойства.
При нетермостойком измельчении магнитных доменов термическую деформацию локально создают путём применения энергетического пучка на поверхности стального листа после окончательного отжига или после прокаливания изолирующего покрытия или т.п. (далее может называться просто «стальной лист» или в совокупности как «лист из текстурированной электротехнической стали до создания деформации») в направлении, пересекающем направление прокатки, например. В этом случае напряжение сжатия остаётся по отношению к направлению прокатки в месте, где энергетический пучок был применён в направлении, пересекающем направление прокатки. В листе из текстурированной электротехнической стали, в котором в направлении прокатки накапливаются кристаллические зёрна, имеющие ориентацию по Госсу (110)[001], служащую осью лёгкого намагничивания, напряжение сжатия действует в направлении прокатки за счёт создания термической деформация, а затем из-за магнитоупругого эффекта формируется магнитный домен (замыкающий домен), имеющий направление намагниченности в поперечном направлении листа (то есть направление, ортогональное направлению прокатки).
Магнитоупругий эффект представляет собой эффект, заключающийся в том, что при приложении напряжения растяжения к листу из текстурированной электротехнической стали направление напряжения растяжения становится энергетически стабильным, а при приложении напряжения сжатия к листу из текстурированной электротехнической стали в направлении ортогонально к напряжению сжатия становится энергетически устойчивым.
Формирование замыкающего домена способствует эффекту улучшения потерь на вихревые токи листа из текстурированной электротехнической стали. С другой стороны, известно, что характеристики потерь на гистерезис листа из текстурированной электротехнической стали ухудшаются из-за того, что движение стенки магнитного домена, вызванное намагничиванием, удерживается привнесённой деформацией, и, кроме того, шумовые характеристики изготовленного трансформатора ухудшаются из-за образования области, в которой была создана деформация.
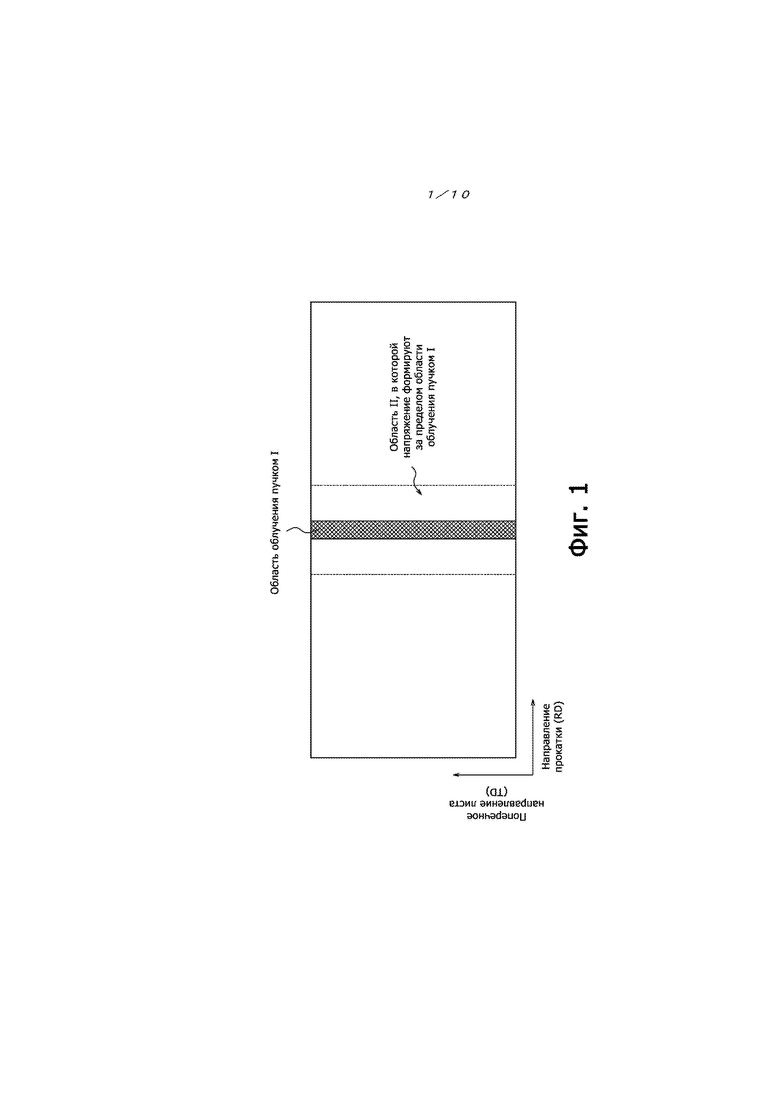
Для дальнейшего изучения замыкающего домена мы подробно исследовали распределение деформации в листе из текстурированной электротехнической стали, изготовленном традиционным способом. В результате мы установили, что, как показано на фиг. 1, имеется область II вне области I, облучаемой энергетическим пучком (или может называться «областью облучения энергетическим пучком I»), а в области II деформация, имеющая напряжение сжатия в направлении прокатки, формируется на более широкой площади, чем деформация, образованная в области I облучением пучком, то есть на более широкой площади, чем область облучения I, где формируется замыкающий домен.
В соответствии с общеизвестными фактами считается, что, поскольку формируется замыкающий домен с той же шириной в направлении прокатки, что и ширина облучения в направлении прокатки энергетическим пучком, деформация, вносимая излучением энергетическим пучком, также формируется в области, соответствующей области I облучения пучка.
Однако мы недавно обнаружили, что деформация, имеющая напряжение сжатия в направлении прокатки стального листа, формируется в более широкой области, чем область облучения энергетическим пучком I в направлении прокатки. Кроме того, мы предположили, основываясь на этих данных, что создание чрезмерной деформации может оказать неблагоприятное влияние на магнитные свойства листа из текстурированной электротехнической стали.
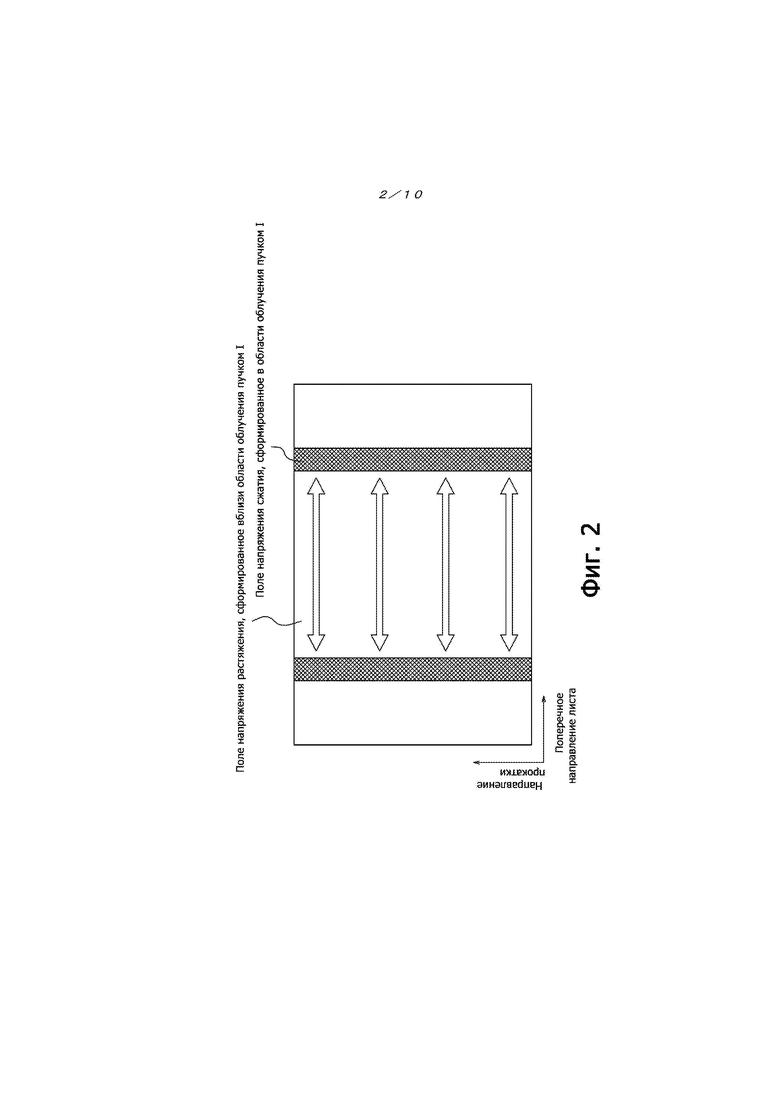
Для дальнейшего исследования влияния создания чрезмерной деформации мы сравнили потери в железе и магнитострикционные свойства листа из текстурированной электротехнической стали, где в стальном листе была создана линейная деформация при различных условиях облучения энергетическим пучком. В результате было обнаружено, что в листе из текстурированной электротехнической стали с улучшенными потерями в железе и магнитострикционными свойствами существует распределение напряжений, при котором напряжение растяжения в направлении прокатки формируется вблизи области облучения пучком I, как схематично показано на фиг. 2. Как описано выше, когда напряжение растяжения (растяжение) действует в направлении прокатки листа из текстурированной электротехнической стали, магнитный домен, ориентированный в направлении прокатки, является более стабильным из-за магнитоупругого эффекта, действующего на магнитный домен. Мы предположили, что напряжение растяжения, сформированное в стальном листе, может уменьшить количество вспомогательных магнитных доменов, имеющих направление намагниченности, перпендикулярное направлению прокатки, что приводит к дальнейшему измельчению магнитных доменов и снижению потерь в железе.
Основываясь на этих данных, мы обнаружили, что можно получить лист из текстурированной электротехнической стали, который обеспечивает как низкие потери в железе, так и соответствующие магнитострикционные свойства, и можно создать трансформатор с низкими потерями энергии и низкими шумовыми характеристиками за счёт напряжения сжатия в направлении прокатки в области линейной деформации, созданной в направлении, пересекающем направление прокатки, и напряжения растяжения в направлении прокатки в области, прилегающей к направлению прокатки в области напряжения сжатия (далее может обозначаться просто как «прилегающая область»), тем самым завершая настоящее раскрытие.
Мы также исследовали, когда область линейной деформации формируется путём облучения энергетическим пучком, влияние длины области линейной деформации в направлении прокатки по отношению к ширине облучения энергетическим пучком в направлении прокатки, в условиях описанного выше распределения напряжений в листе из текстурированной электротехнической стали. То есть ширина облучения энергетическим пучком (А) в направлении прокатки и длина (В) в направлении прокатки области линейной деформации, созданной в листе из текстурированной электротехнической стали, связаны, как схематически показано на фиг. 3, так, что область длины (В) выходит за пределы области ширины облучения (А). После исследования листов из текстурированной электротехнической стали с различными значениями B/A мы установили, что как потери в железе, так и магнитострикционные свойства дополнительно улучшаются в листе из текстурированной электротехнической стали, где значение B/A равно 2 или менее, то есть длина (B) в два раза больше ширины облучения (A) или менее.
Далее описываются экспериментальные результаты, которые привели к настоящему раскрытию.
Эксперимент 1
Сначала стальную полосу (стальной лист в форме полосы) толщиной 0,23 мм, изготовленную известным способом, облучают электронным пучком с различной шириной облучения (А) 150 мкм, 200 мкм и 300 мкм в направлении, пересекающимся с направлением прокатки, для изготовления образца листа из текстурированной электротехнической стали, имеющего область линейной деформации. При использовании электронного пучка с каждой шириной облучения (А) стальную полосу пропускают выпуклостью вверх по роликам различного диаметра, при этом электронный пучок направляют на самую верхнюю часть стальной полосы с различной кривизной, соответствующей радиусу кривизны ролика, тем самым регулируя длину (В) в направлении прокатки области линейной деформации, которая должна быть создана в стальной полосе. Мы исследовали влияние длины (B) области линейной деформации в направлении прокатки по отношению к ширине облучения (A) в направлении прокатки на потери в железе и максимальное значение напряжения листа из текстурированной электротехнической стали и шумовые характеристики трансформатора.
При этом плотность магнитного потока В8 стальной полосы составляет 1,92 Тл, а плотность магнитного потока В8 листа из текстурированной электротехнической стали, в котором была создана область линейной деформации, также составляет 1,92 Тл.
Условия облучения электронным пучком следующие: ускоряющее напряжение: 60 кВ, ток пучка: 10 мА, степень разрежения в области облучения пучком: 0,3 Па, направление облучения: около 90° по отношению к направлению прокатки, форма облучения: непрерывная линейная форма и радиус кривизны используемого ролика составляет 100 - 300 мм.
Следует отметить, что максимальное значение напряжения в листе из текстурированной электротехнической стали измеряют методом сканирования деформации, описанным ниже.
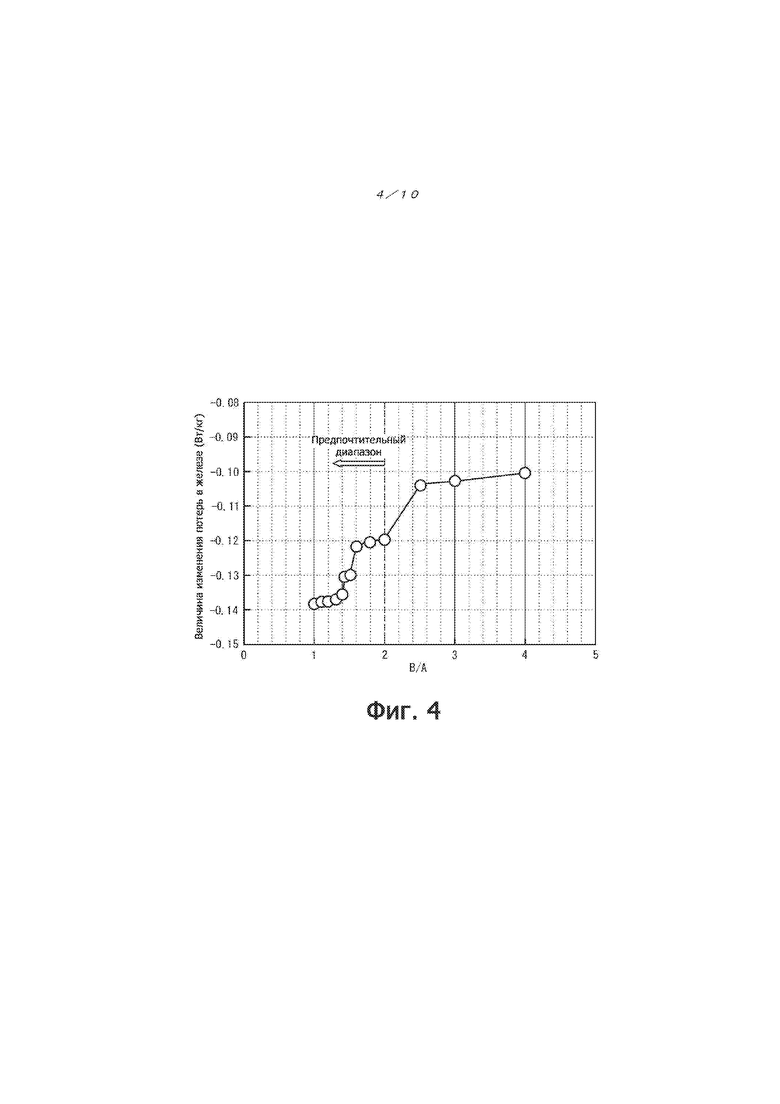
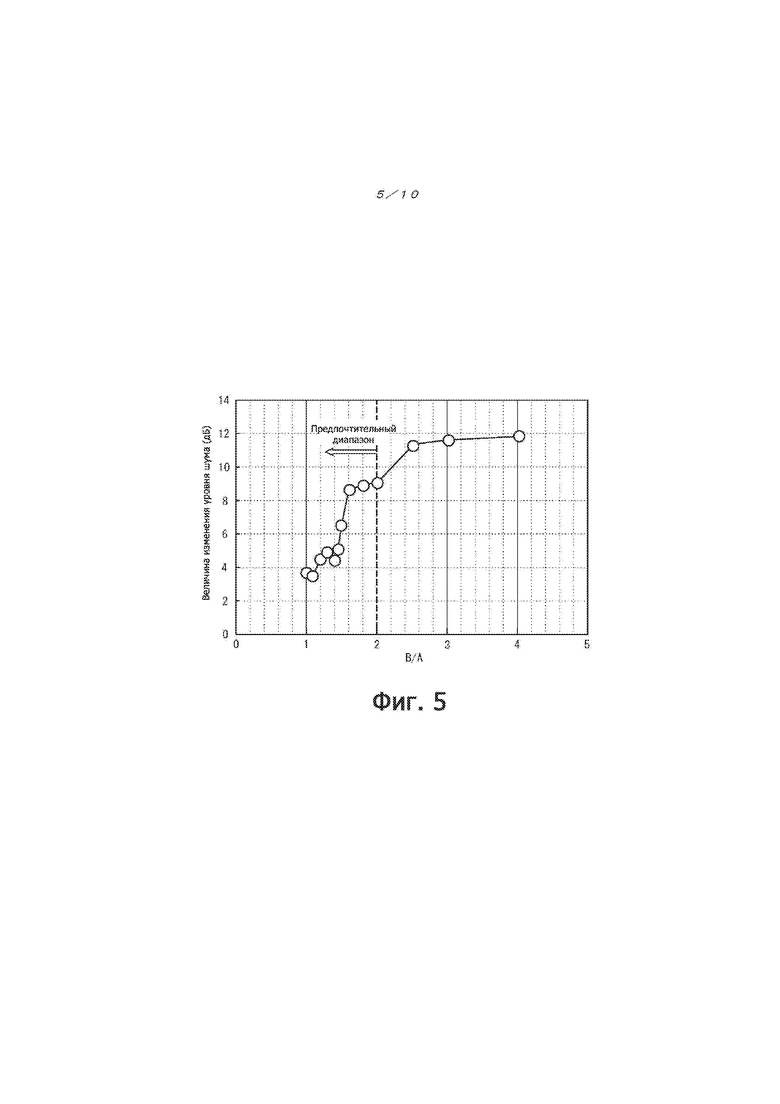
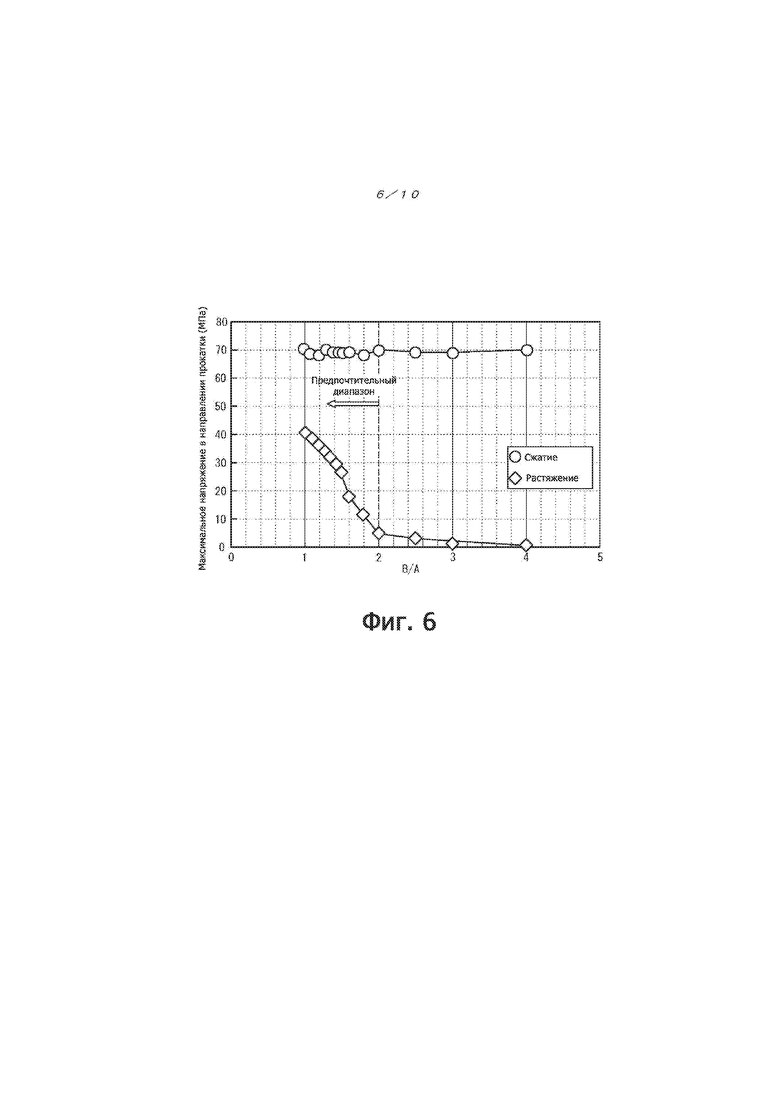
Величина изменения потерь в железе в зависимости от величины B/A показана на фиг. 4, величина изменения шума по отношению к значению B/A показана на фиг. 5, и максимальные значения напряжения сжатия и напряжения растяжения в направлении прокатки в зависимости от величины B/A показаны на фиг. 6. Величина изменения потерь в железе и величина изменения шума представляют собой величину изменения потерь в железе и величину изменения шума после облучения электронным пучком по сравнению со значениями до облучения электронным пучком (значение после облучения - значение до облучения). Как для величины изменения потерь в железе, так и для величины изменения шума, чем она ниже, указана на фиг. (чем меньше значение величины изменения), тем лучше потери в железе и шумовые характеристики.
Кроме того, фиг. 4 и 5 показывают, что по мере уменьшения значения B/A потери в железе уменьшаются, а увеличение шума подавляется. В частности, было подтверждено, что соответствующие эффекты низких потерь в железе и низкого уровня шума, очевидно, могут быть получены, когда значение B/A равно 2 или менее, более конкретно, когда значение B/A равно 1,6 или менее.
Что касается взаимосвязи между значением B/A и максимальными значениями напряжения сжатия и напряжения растяжения в направлении прокатки, на фиг. 6 показано, что при уменьшении значения B/A в направлении прокатки формируется составляющая напряжения растяжения, и особенно когда значение B/A равно 2 или менее, максимальное значение напряжения растяжения в направлении прокатки значительно увеличивается.
Причина, по которой напряжение растяжения в направлении прокатки увеличивается по мере уменьшения значения B/A, не ясна. Однако мы предполагаем, что причина в следующем. Когда значение B/A уменьшается, напряжение сжатия в направлении прокатки, которое должно быть сформировано в области, большей, чем ширина (A) облучения энергетическим пучком в направлении прокатки, уменьшается. В результате напряжение сжатия действует локально только на область облучения пучком, а окружающие области, прилегающие к области облучения, стягиваются к области облучения.
С другой стороны, причина улучшения потерь в железе рассматривается следующим образом. Формирование напряжения растяжения в направлении прокатки уменьшает деформацию напряжением сжатия, которая затрудняет движение стенок магнитных доменов. В результате подавляется ухудшение потерь в железе, особенно потерь на гистерезис.
Причина снижения шума состоит в следующем. Формирование напряжения растяжения в направлении прокатки уменьшает область, в которой формируется деформация из-за теплового эффекта облучения энергетическим пучком.
Эксперимент 2
Затем при значении B/A, установленном на уровне 1,5, стальную полосу толщиной 0,23 мм, изготовленную известным способом, облучают в направлении, пересекающем направление прокатки, путём изменения мощности электронного пучка (ускоряющее напряжение: 60 - 300 кВ, ток пучка: 10 - 20 мА) для изготовления образца листа из текстурированной электротехнической стали, имеющего область линейной деформации. При применении электронного пучка стальную полосу пропускают выпуклостью вверх по ролику, при этом электронный пучок направляется на самую верхнюю часть стальной полосы с кривизной, соответствующей радиусу кривизны ролика, как в эксперименте 1, описанном выше. Трансформатор изготавливают с использованием образца листа из текстурированной электротехнической стали, который был облучён электронным пучком, как в примерах, описанных ниже. Мы исследовали влияние максимальной величины напряжения в направлении прокатки в области линейной деформации на потери в железе листа из текстурированной электротехнической стали и шумовые характеристики трансформатора.
При этом плотность магнитного потока В8 стальной полосы составляет 1,92 Тл, а плотность магнитного потока В8 листа из текстурированной электротехнической стали, в котором создана область линейной деформации, также составляет 1,92 Тл.
Условия облучения электронным пучком следующие: степень разрежения в области облучения пучком: 0,3 Па, направление облучения: около 90° по отношению к направлению прокатки, форма облучения: непрерывная линейная форма, радиус кривизны используемого ролика составляет 200 мм.
Следует отметить, что максимальное значение напряжения листа из текстурированной электротехнической стали измеряют методом сканирования деформации, описанным ниже.
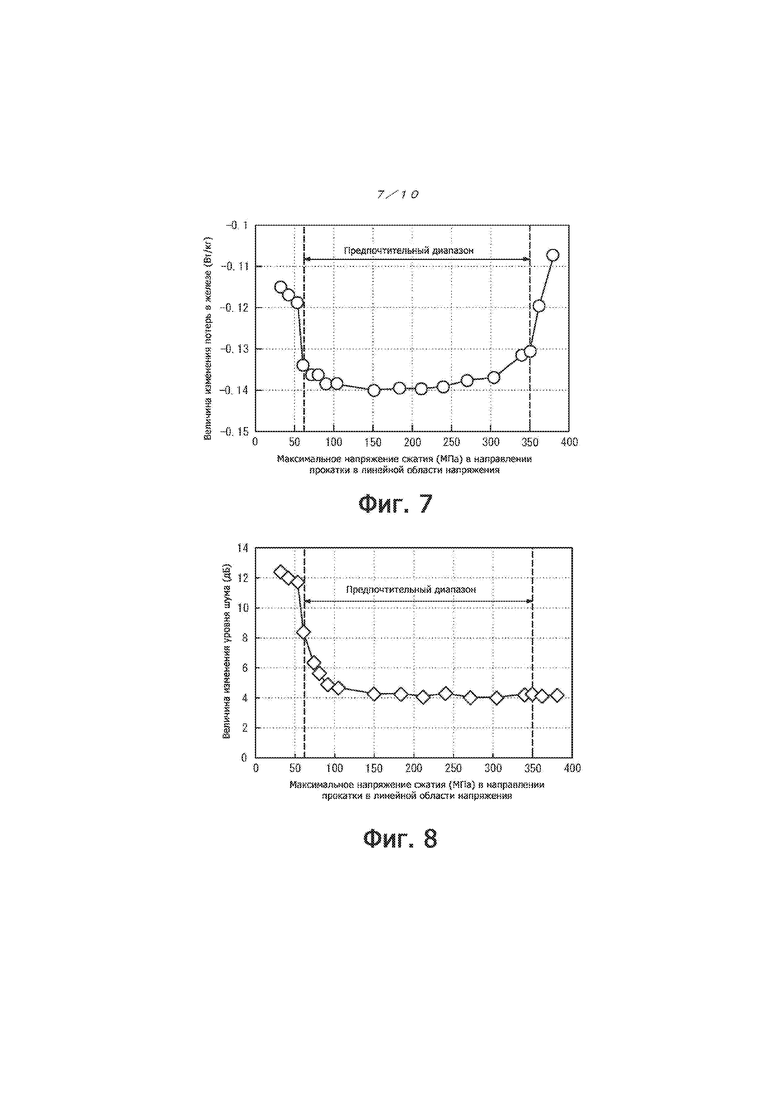
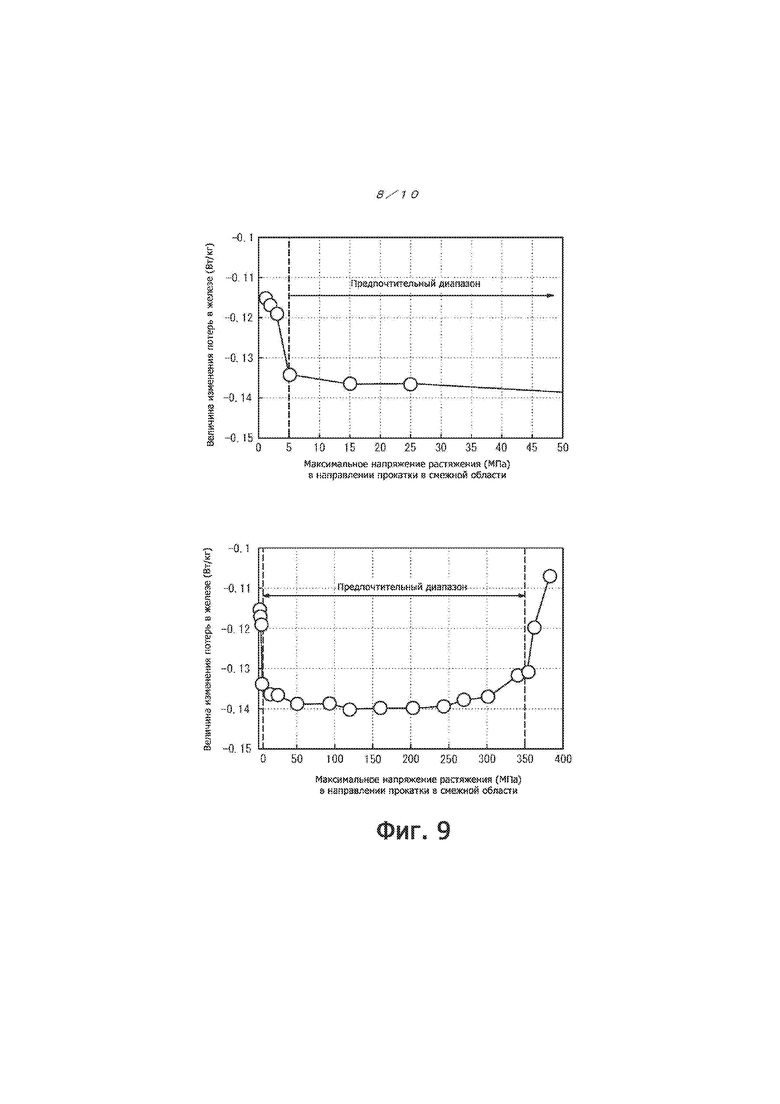
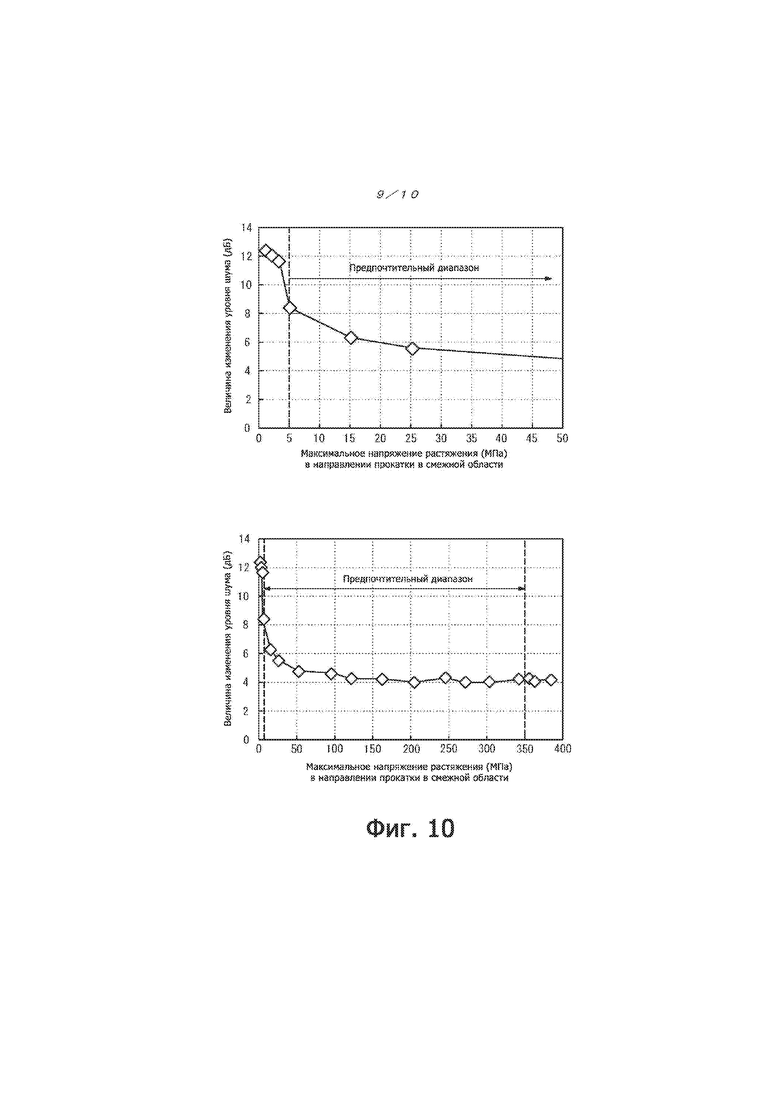
Величина изменения потерь в железе по отношению к максимальному значению напряжения сжатия в направлении прокатки в области линейной деформации показана на фиг. 7, а величина изменения шума по отношению к максимальному значению напряжения сжатия в направлении прокатки в области линейной деформации показана на фиг. 8. Величина изменения потерь в железе по отношению к максимальному значению напряжения растяжения в направлении прокатки в смежной области, расположенной рядом с областью линейной деформации, показана на фиг. 9, а величина изменения шума по отношению к максимальному значению напряжения растяжения в направлении прокатки в смежной области, расположенной рядом с областью линейной деформации, показана на фиг. 10. Как для величины изменения потерь в железе, так и для величины изменения шума, чем меньше она указана на фиг. (чем меньше значение величины изменения), тем лучше потери в железе и шумовые характеристики.
Следует отметить, что предел текучести листа из текстурированной электротехнической стали, используемой в эксперименте, составляет 350 МПа в каждом случае.
Согласно фиг. 7 и 8, было подтверждено, что соответствующие эффекты низких потерь в железе и низкого уровня шума могут быть получены, когда максимальное значение напряжения сжатия в направлении прокатки в области линейной деформации составляет 60 МПа или более и 350 МПа или менее, более конкретно 300 МПа или менее.
Согласно фиг. 9 и 10, было подтверждено, что соответствующие эффекты низких потерь в железе и низкого уровня шума, очевидно, могут быть получены, когда максимальное значение напряжения растяжения в направлении прокатки в смежной области составляет 5 МПа или более и 350 МПа или менее, более конкретно300 МПа или менее.
Механизм улучшения потерь в железе состоит в следующем. Чем больше напряжение сжатия в направлении прокатки в области линейной деформации, тем более устойчив замыкающий домен. В результате эффект измельчения магнитных доменов может сохраняться даже в более высоких полях возбуждения. Кроме того, считается, что чем больше напряжение растяжения в направлении прокатки в смежной области, расположенной вблизи к области с напряжением сжатия, чем стабильнее магнитный домен, ориентированный в направлении прокатки, тем выше эффект измельчения магнитного домена.
С другой стороны, когда напряжение сжатия и напряжение растяжения в направлении прокатки превышают 350 МПа, что является пределом текучести листа из текстурированной электротехнической стали, потери в железе резко возрастают и ухудшаются. Причина состоит в следующем. При увеличении площади пластической деформации в листе из текстурированной электротехнической стали, в котором была создана деформация, превышающая предел текучести, движение стенки магнитного домена блокируется, и гистерезисные потери значительно ухудшаются.
Механизм подавления ухудшения шума представляется следующим образом. То есть считается, что увеличение напряжения растяжения в направлении прокатки в смежной области, расположенной рядом с областью облучения, уменьшает количество дополнительных магнитных доменов в необлученной области и подавляет увеличение шума.
С другой стороны, увеличение напряжения сжатия в области линейной деформации, включая область облучения, означает увеличение количества замыкающих доменов, что обычно вызывает ухудшение шумовых характеристик. Однако, как указано в эксперименте 2 настоящего раскрытия, неожиданно было обнаружено, что по мере увеличения напряжения сжатия в направлении прокатки, например, примерно до 60 МПа, шум снижается. Причина состоит в следующем. В настоящем изобретении по мере того, как напряжение сжатия в направлении прокатки области линейной деформации увеличивается, напряжение растяжения в направлении прокатки смежной области (не облучаемой области) также увеличивается, и количество дополнительных магнитных доменов в не облучаемой области уменьшается. В результате шум снижается.
Таким образом, мы предлагаем следующее.
(1) Лист из текстурированной электротехнической стали, имеющий область линейной деформации, линейно проходящую в направлении, пересекающем направление прокатки стального листа, в котором
область линейной деформации имеет область, имеющую напряжение сжатия в направлении прокатки, которое представлено в виде поля напряжения сжатия, и
область смежная в направлении прокатки с областью, имеющей напряжение сжатия, имеет область, имеющую напряжение растяжения в направлении прокатки, которое представлено в виде поля напряжения растяжения.
Как описано выше, в настоящем раскрытии «направление, пересекающее направление прокатки» означает направление 45° или более и 135° или менее вдоль поверхности стального листа по отношению к направлению прокатки стального листа. Кроме того, «линейный/линейность» может быть либо непрерывной линейной формой, либо прерывистой линейной формой, а линейная форма может быть прямой линией, криволинейной линией, волнистой линией, прерывистой линией или пунктирной линией.
Кроме того, как описано выше, «область деформации» в настоящем описании относится к области, где напряжение сжатия остаётся в направлении прокатки при распределении напряжения, полученном с помощью описанного ниже способа сканирования деформации.
(2) Лист из текстурированной электротехнической стали в соответствии с (1), в котором область линейной деформации включает область, облучаемую энергетическим пучком,
и длина в направлении прокатки области линейной деформации в два раза или менее превышает ширину облучения энергетическим пучком в направлении прокатки.
Используемый в описании термин «ширина облучения» относится к полной ширине на половине максимума пространственного профиля энергетического пучка, полученного щелевым методом с использованием щели шириной 30 мкм.
(3) Лист из текстурированной электротехнической стали в соответствии с (1) или (2), в котором
максимальное значение напряжения сжатия составляет 60 МПа или более и предел текучести листа из текстурированной электротехнической стали или менее, и
максимальное значение напряжения растяжения составляет 5 МПа или более и предел текучести листа из текстурированной электротехнической стали или менее.
(4) Лист из текстурированной электротехнической стали в соответствии с (1)-(3), в котором плотность магнитного потока В8 составляет 1,94 Тл или более.
В настоящем описании «плотность магнитного потока B8» относится к плотности магнитного потока при возбуждении силой намагничивания 800 А/м.
(5) Способ изготовления листа из текстурированной электротехнической стали, который представляет собой способ изготовления листа из текстурированной электротехнической стали в соответствии с (1)- (4), включающий
облучение энергетическим пучком в направлении, пересекающем направление прокатки стального листа, с образованием области линейной деформации, при этом
облучение осуществляют на отрезке в направлении прокатки области линейной деформации, вдвое или менее превышающем ширину облучения энергетическим пучком в направлении прокатки.
(6) Способ изготовления листа из текстурированной электротехнической стали в соответствии с (5), в котором плотность магнитного потока В8 стального листа составляет 1,94 Тл или более.
Положительный эффект
В соответствии с настоящим изобретением можно получить лист из текстурированной электротехнической стали, который может снизить потери энергии и шум трансформатора, а также способ его изготовления.
Краткое описание чертежей
На прилагаемых чертежах:
Фиг. 1 схематически иллюстрирует распределение деформации в листе из текстурированной электротехнической стали, полученном обычным способом;
Фиг. 2 схематически иллюстрирует распределение деформации в листе из текстурированной электротехнической стали согласно одному осуществлению настоящего изобретения;
Фиг. 3 схематически иллюстрирует взаимосвязь между длиной (В) в направлении прокатки области линейной деформации и шириной облучения (А) энергетическим пучком в направлении прокатки;
Фиг. 4 представляет график, который иллюстрирует взаимосвязь между значением B/A и величиной изменения потерь в железе в листе из текстурированной электротехнической стали согласно одному осуществлению настоящего изобретения;
Фиг. 5 представляет график, который иллюстрирует взаимосвязь между значением B/A и величиной изменения шума трансформатора с использованием листа из текстурированной электротехнической стали в соответствии с одним осуществлением настоящего изобретения;
Фиг. 6 представляет график, который иллюстрирует взаимосвязь между значением B/A и максимальным значением напряжения в направлении прокатки в листе из текстурированной электротехнической стали согласно одному осуществлению настоящего изобретения;
Фиг. 7 представляет график, который иллюстрирует взаимосвязь между максимальным значением напряжения сжатия по отношению к направлению прокатки и величиной изменения потерь в железе в листе из текстурированной электротехнической стали согласно одному осуществлению настоящего изобретения;
Фиг. 8 представляет график, который иллюстрирует взаимосвязь между максимальным значением напряжения сжатия по отношению к направлению прокатки и величиной изменения шума трансформатора с использованием листа из текстурированной электротехнической стали в соответствии с одним осуществлением настоящего изобретения;
Фиг. 9 представляет график, который иллюстрирует взаимосвязь между максимальным значением напряжения растяжения в направлении прокатки и величиной изменения потерь в железе в листе из текстурированной электротехнической стали согласно одному осуществлению настоящего изобретения;
Фиг. 10 представляет график, который иллюстрирует взаимосвязь между максимальным значением напряжения растяжения по отношению к направлению прокатки и величиной изменения шума трансформатора с использованием листа из текстурированной электротехнической стали согласно одному осуществлению настоящего изобретения; и
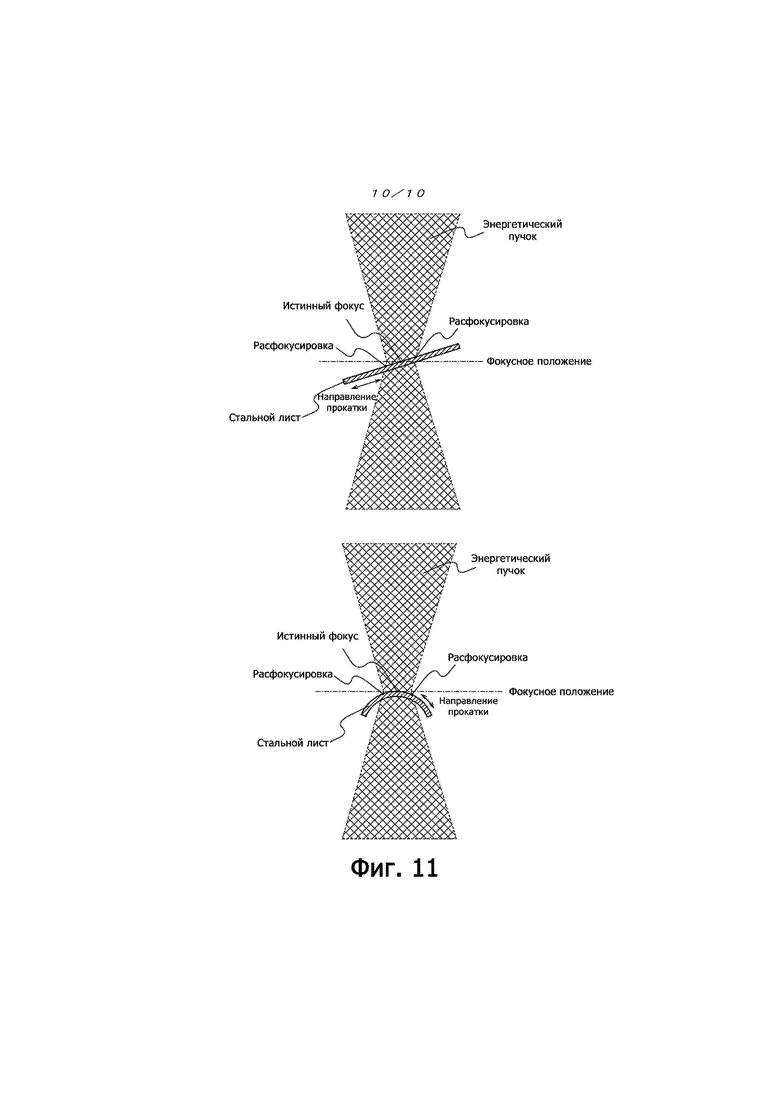
Фиг. 11 схематически иллюстрирует пример способа расфокусировки и облучения пучком.
Осуществление изобретения
Нижеследующее подробно описывает осуществления настоящего раскрытия.
Следующие осуществления просто представляют собой предпочтительные примеры, и настоящее изобретение не ограничивается этими примерами.
Лист из текстурированной электротехнической стали
Лист из текстурированной электротехнической стали по настоящему изобретению имеет область линейной деформации, которая проходит линейно в направлении, пересекающем направление прокатки, и имеет область с напряжением сжатия в направлении прокатки, и смежную область, примыкающую к направлению прокатки в области с напряжением сжатия. В соответствии с использованием в описании область линейной деформации, по меньшей мере, частично имеет напряжение сжатия в направлении прокатки и предпочтительно имеет напряжение сжатия в направлении прокатки по всей области. С другой стороны, смежная область имеет напряжение растяжения в направлении прокатки.
Лист из текстурированной электротехнической стали по настоящему изобретению может быть получен соответствующим образом, например, с помощью способа изготовления листа из текстурированной электротехнической стали по настоящему изобретению.
Когда лист из текстурированной электротехнической стали имеет область с напряжением сжатия в направлении прокатки в заданном направлении и имеет область с напряжением растяжения в направлении прокатки, примыкающую в направлении прокатки к области с напряжением сжатия, можно достичь как низких потерь в железе, так и подходящих магнитострикционных свойств. Кроме того, с использованием такого листа из текстурированной электротехнической стали может быть изготовлен трансформатор с низкими потерями энергии и низкими шумовыми характеристиками.
Область линейной деформации и прилегающая область
Несколько областей линейной деформации может быть создано, например, путём облучения пучком энергии в направлении, пересекающем направление прокатки, на стальном листе, изготовленным известным способом.
Направление, пересекающее направление прокатки, предпочтительно составляет 60° или более вдоль поверхности стального листа по отношению к направлению прокатки стального листа. Предпочтительно он составляет 120° или менее вдоль поверхности стального листа по отношению к направлению прокатки стального листа. Более предпочтительно он находится в диапазоне от 60° до 120° вдоль поверхности стального листа по отношению к направлению прокатки стального листа. Направление, пересекающее направление прокатки, более предпочтительно составляет 80° или более по отношению к направлению прокатки стального листа. Более предпочтительно оно составляет 100° или менее по отношению к направлению прокатки стального листа. Ещё более предпочтительно оно составляет 90° по отношению к направлению прокатки стального листа, то есть вдоль поперечного направления листа. Это связано с тем, что, когда область линейной деформации распространяется в указанном выше направлении, площадь области линейной деформации (т.е. степень деформации) созданной в листе из текстурированной электротехнической стали, может быть ограничена от чрезмерного увеличения, что дополнительно подавляет ухудшение магнитострикционных свойств.
Используемый в описании термин «область линейной деформации» представляет собой область, в которой напряжение сжатия остаётся в направлении прокатки, по меньшей мере, в части области распределения напряжения, рассчитанного с помощью метода сканирования деформации (ссылка: Transactions of the JSME (A) Vol.71, No.711, 2005, pp.1530-1537) вдоль направления прокатки стального листа, где напряжение сжатия может сохраняться в направлении прокатки по всей области. Области в области линейной деформации, отличные от области, в которой остаётся напряжение сжатия, включают область без напряжения.
С другой стороны, примыкающая область представляет собой область, прямо или косвенно примыкающую к области в направлении прокатки, где напряжение сжатия сохраняется, как описано выше, и это область, где напряжение растяжения сохраняется в направлении прокатки в распределении напряжения, полученном методом сканирования деформации, описанным выше. Напряжение сжатия в направлении прокатки в смежной области отсутствует.
Нижеследующее более подробно описывает способ измерения напряжения с помощью метода сканирования деформации.
Измерение дифракции рентгеновских лучей (XRD) выполняется с использованием рентгеновских лучей высокой интенсивности, а компонент деформации измеряется по изменению значения d (межплоскостные расстояния решётки) между точкой отсутствия деформации (точкой отсчёта) и точкой измерения. Это измеряется в трёх направлениях: направление прокатки (RD), поперечное направление листа (TD) и направление по толщине (ND). Значения напряжения в направлении прокатки, поперечном направлении листа и направлении по толщине рассчитываются с использованием полученного измеренного значения деформации и значений свойств материала, таких как модуль Юнга.
Таким образом, в профиле остаточного напряжения вдоль направления прокатки лист из текстурированной электротехнической стали согласно настоящему изобретению демонстрирует распределение напряжения, при котором напряжение изменяется непрерывно от сжатия к растяжению в зависимости от положения в направлении прокатки. Таким образом, может быть подтверждено присутствие области линейной деформации и прилегающей к ней области листа из текстурированной электротехнической стали по настоящему изобретению.
В профиле остаточного напряжения максимальное значение составляющей сжатия представляет собой «максимальное значение напряжения сжатия в направлении прокатки», а максимальное значение составляющей растяжения представляет собой «максимальное значение напряжения растяжения в направлении прокатки».
Значение B/A
Предпочтительно, чтобы область линейной деформации листа из текстурированной электротехнической стали по настоящему изобретению, включала область облучения энергетическим пучком, и чтобы длина (В) в направлении прокатки области линейной деформации была в два раза больше или менее ширины облучения энергетическим пучком в направлении прокатки. Более предпочтительно в 1,6 раза или менее, и ещё предпочтительнее в 1,5 раза или менее. Другими словами, значение B/A предпочтительно составляет 2 или менее, более предпочтительно 1,6 или менее и ещё более предпочтительно 1,5 или менее. Нижний предел значения B/A обычно равен 1.
Когда длина (В) в два раза превышает ширину облучения (А) или менее, то есть значение В/А равно 2 или менее в листе из текстурированной электротехнической стали, потери в железе и магнитострикционные свойства листа из текстурированной электротехнической стали могут быть дополнительно улучшены. Кроме того, когда такой лист из текстурированной электротехнической стали используется для изготовления трансформатора, потери энергии и шумовые характеристики трансформатора могут быть дополнительно улучшены.
Максимальное значение напряжения
В листе из текстурированной электротехнической стали по настоящему изобретению максимальное значение напряжения сжатия в направлении прокатки в области линейной деформации предпочтительно составляет 60 МПа или более, и более предпочтительно 80 МПа или более. Кроме того, предпочтительным является предел текучести или менее, который составляет 350 МПа или менее в случае листа из текстурированной электротехнической стали, использованного в эксперименте и примерах, описанных ниже. Более предпочтительно оно составляет 300 МПа или менее и ещё более предпочтительно 250 МПа или менее. Максимальное значение напряжения сжатия более предпочтительно составляет 60 МПа или более и предел текучести или менее составляет 60 МПа или более и 350 МПа или менее в случае листа из текстурированной электротехнической стали, использованного в эксперименте и примерах, описанных ниже.
В листе из текстурированной электротехнической стали по настоящему изобретению максимальное значение напряжения растяжения в направлении прокатки прилегающей области предпочтительно составляет 5 МПа или более и более предпочтительно 20 МПа или более. Кроме того, предпочтительным является предел текучести или менее, который составляет 350 МПа или менее в случае листа из текстурированной электротехнической стали, использованного в эксперименте и примерах, описанных ниже. Более предпочтительно оно составляет 300 МПа или менее и ещё более предпочтительно 150 МПа или менее. Максимальное значение напряжения растяжения более предпочтительно составляет 5 МПа или более и предел текучести или менее составляет 5 МПа или более и 350 МПа или менее в случае листа из текстурированной электротехнической стали, использованного в эксперименте и примерах, описанных ниже.
Когда максимальное значение напряжения сжатия и максимальное значение напряжения растяжения находятся в вышеуказанных диапазонах, потери в железе листа из текстурированной электротехнической стали могут быть дополнительно улучшены. Кроме того, когда трансформатор изготавливается с использованием такого листа из текстурированной электротехнической стали потери энергии трансформатора могут быть дополнительно улучшены.
Плотность магнитного потока B8
Лист из текстурированной электротехнической стали согласно настоящему изобретению предпочтительно имеет плотность магнитного потока В8 1,92 Тл или более, и более предпочтительно имеет плотность магнитного потока В8 1,94 Тл или более.
Когда B8 листа из текстурированной электротехнической стали имеет вышеуказанное значение или более, потери в железе и магнитострикционные свойства листа из текстурированной электротехнической стали могут быть дополнительно улучшены. Кроме того, когда трансформатор изготавливается с использованием такого листа из текстурированной электротехнической стали, потери энергии и шумовые характеристики трансформатора могут быть дополнительно улучшены.
Способ изготовления листа из текстурированной электротехнической стали
Способ изготовления листа из текстурированной электротехнической стали по настоящему изобретению представляет собой способ изготовления листа из текстурированной электротехнической стали, который имеет область линейной деформации, которая проходит линейно в направлении, пересекающем направление прокатки, и имеет область с напряжением сжатия в направлении прокатки, и область, примыкающую к направлению прокатки с напряжением сжатия и с напряжением растяжения в направлении прокатки. В способе изготовления листа из текстурированной электротехнической стали согласно настоящему изобретению, когда энергетический пучок применяют в направлении, пересекающем направление прокатки стального листа, для формирования области линейной деформации, облучение проводят по длине в направление прокатки области линейной деформации в два раза больше ширины облучения в направлении прокатки энергетического пучка или менее.
Различные признаки листа из текстурированной электротехнической стали, изготовленного с использованием способа изготовления согласно настоящему изобретению, являются такими же, как признаки листа из текстурированной электротехнической стали согласно настоящему изобретению, описанного выше.
Плотность магнитного потока B8 стального листа
Стальной лист (лист из текстурированной электротехнической стали до создания деформации), используемый в способе изготовления по настоящему изобретению, предпочтительно имеет плотность магнитного потока B8 1,92 Тл или более и, более предпочтительно имеет плотность магнитного потока B8 1,94 Тл или более.
Чем выше плотность магнитного потока В8 стального листа, или, другими словами, чем выше ориентировка кристаллов стального листа, тем больше магнитоупругий эффект при создании деформации. Поэтому замыкающий домен легко образуется даже при слабом создаваемом напряжении. Другими словами, по мере увеличения плотности магнитного потока B8 стального листа как материала эффект снижения потерь в железе и эффект снижения шума могут быть дополнительно улучшены.
Условия облучения энергетическим пучком
Энергетический пучок, применяемый для формирования области линейной деформации в стальном листе, конкретно не ограничивается, и его примеры включают электронный пучок, лазер, плазменный факел и любой другой источник пучка, способного создавать термическую деформацию. Любой из этих типов энергетических пучков можно использовать для достижения того же эффекта.
Таким образом, известное устройство для облучения электронным пучком, устройство для лазерного облучения, устройство для облучения плазменным факелом и т.п. можно соответствующим образом использовать, например, для формирования области линейной деформации в стальном листе.
Среди вышеперечисленного энергетический пучок предпочтительно представляет собой электронный пучок, и предпочтительно использовать устройство для облучения электронным пучком с точки зрения простоты локального создания деформации. Далее в качестве примера описан случай, когда энергетический пучок представляет собой электронный пучок, но настоящее изобретение не ограничивается этим примером.
При облучении электронным пучком, например, одна или несколько областей линейной деформации могут быть сформированы с использованием одной или нескольких электронных пушек или устройств для облучения электронным пучком для применения пучка однократно или несколько раз в направлении, пересекающем направление прокатки стального листа. Предпочтительно создавать множество областей линейной деформации, чтобы придать достаточное напряжение растяжения листу текстурированной электротехнической стали.
Направление излучения
Направление сканирования при применении пучка предпочтительно составляет 60° или более вдоль поверхности стального листа по отношению к направлению прокатки стального листа. Предпочтительно он составляет 120° или менее вдоль поверхности стального листа по отношению к направлению прокатки стального листа. Более предпочтительно он находится в диапазоне 60 - 120° вдоль поверхности стального листа по отношению к направлению прокатки стального листа. Направление сканирования пучка более предпочтительно составляет 80° или более по отношению к направлению прокатки стального листа. Более предпочтительно он составляет 100° или менее по отношению к направлению прокатки стального листа. Ещё более предпочтительно он составляет 90° по отношению к направлению прокатки стального листа, то есть вдоль поперечного направления листа. Когда отклонение направления сканирования пучка от поперечного направления листа увеличивается, величина напряжения, создаваемого в стальном листе, чрезмерно возрастает, это приводит к ухудшению магнитострикционных свойств.
Форма облучения
Форма излучения пучка может быть непрерывным излучением, при котором пучок непрерывно направляется вдоль направления сканирования, или точечным излучением, при котором пучок многократно останавливается и перемещается. Обе формы облучения могут улучшить потери в железе и магнитострикционные свойства.
Ускоряющее напряжение
По мере увеличения ускоряющего напряжения электронного пучка электроны движутся все более и более прямолинейно, а тепловое воздействие вне области облучения пучком уменьшается. Поэтому ускоряющее напряжение предпочтительно должно быть, как можно выше. С этой точки зрения ускоряющее напряжение предпочтительно составляет 60 кВ или более, более предпочтительно 90 кВ или более и ещё более предпочтительно 120 кВ или более.
С другой стороны, слишком высокое ускоряющее напряжение затрудняет экранирование рентгеновских лучей, образующихся при облучении электронным пучком. Следовательно, с практической точки зрения ускоряющее напряжение предпочтительно составляет 300 кВ или менее и более предпочтительно 200 кВ или менее.
Диаметр пятна (ширина облучения A)
При применении электронного пучка диаметр пятна в направлении прокатки электронного пучка обычно соответствует «ширине облучения (А) в направлении прокатки энергетическим пучком». По мере уменьшения диаметра пятна легче локально создавать деформацию. Поэтому диаметр пятна предпочтительно должен быть как можно меньше. С этой точки зрения диаметр пятна электронного пучка предпочтительно составляет 300 мкм или менее, более предпочтительно 280 мкм или менее и ещё более предпочтительно 260 мкм или менее.
Кроме того, с практической точки зрения диаметр пятна может составлять 30 мкм или более.
Используемый в описании термин «диаметр пятна» относится к полной ширине на половине максимума профиля пучка, полученного щелевым методом с использованием щели шириной 30 мкм. «Диаметр гало», описанный ниже, относится к ширине с интенсивностью, при которой максимальная интенсивность составляет 1% или более в профиле пучка, полученном с помощью того же метода, что и выше.
Ток пучка
С точки зрения уменьшения диаметра пятна также предпочтительнее иметь малый ток пучка. Это связано с тем, что по мере увеличения тока диаметр пятна имеет тенденцию к увеличению из-за кулоновского отталкивания, что затрудняет локальное создание деформации. С этой точки зрения ток пучка предпочтительно составляет 40 мА или менее.
С другой стороны, слишком малый ток пучка не может обеспечить достаточную энергию для формирования деформации, так что ток пучка предпочтительно составляет 0,5 мА или более.
Степень разрежения в области облучения
При рассеянии электронного пучка молекулами газа диаметр пятна и диаметр гало увеличиваются, а энергия уменьшается. Поэтому степень разрежения в области облучения пучком предпочтительно должна быть как можно более высокой, и предпочтительно устанавливать степень разрежения на уровне давления 3 Па или менее.
Нижний предел степени разрежения особо не ограничивается. Однако слишком низкая степень разрежения увеличивает стоимость вакуумной системы, такой как вакуумный насос. С этой точки зрения на практике предпочтительно устанавливать степень разрежения до давления 10-5 Па и более.
Способ регулировки длины B
Как описано выше, желательно уменьшить длину (В) в направлении прокатки области линейной деформации, чтобы подавить появление деформации за пределами области облучения пучком. Способ регулировки длины (В) конкретно не ограничен, и его примеры включают способ, в котором пучок расфокусирован и применяется с наклоном в направлении прокатки стального листа по отношению к направляемому лучу (верхняя часть фиг. 11) или с наличием кривизны стального листа в направлении прокатки по отношению к пучку (нижняя часть фиг. 11).
В вышеописанном способе регулировки легче регулировать длинный или короткий путь пучка по мере увеличения расстояния от центра пучка вдоль направления прокатки стального листа. Путём намеренного смещения фокуса пучка, как описано выше, можно снизить эффективность подвода тепла пучком и предотвратить образование области деформации за пределами искомой области.
Другие способы регулировки длины (В) включают, например, способ обеспечения физических препятствий, таких как шторки и щели, на пути пучка. В этом методе регулировки пучок, который распространяется шире, чем диаметр пятна (гало), может быть обрезан щелью или другим способом, чтобы ограничить область, в которой должно быть создано напряжение.
Среди вышеуказанных способов подходящим способом регулировки для достижения более подходящего распределения напряжения, то есть более подходящего напряжения сжатия и напряжения растяжения, является способ применения пучка с наличием кривизны, создаваемой в направлении прокатки стального листа. Более конкретно, это метод, при котором стальной лист проходит вдоль ролика, имеющего определенную кривизну (не показана на рисунке), при этом на самой верхней выступающей части стального листа, соответствующей кривизне ролика, как показано в нижней части фиг. 11.
С точки зрения более подходящего контроля распределения напряжений, образующихся в стальном листе, радиус кривизны ролика предпочтительно составляет 50 мм или более. Кроме того, она предпочтительно составляет 600 мм или менее, более предпочтительно 400 мм или менее и ещё более предпочтительно 200 мм или менее.
Примеры
Нижеследующее описывает настоящее раскрытие подробно на основе примеров. Следует обратить внимание, что следующие примеры просто представляют собой предпочтительные примеры, и настоящее раскрытие не ограничивается этими примерами. Также можно выполнить следующие примеры путём внесения модификаций, не выходя за рамки объёма притязаний и сущности настоящего раскрытия, и такие способы также входят в технический объём настоящего раскрытия.
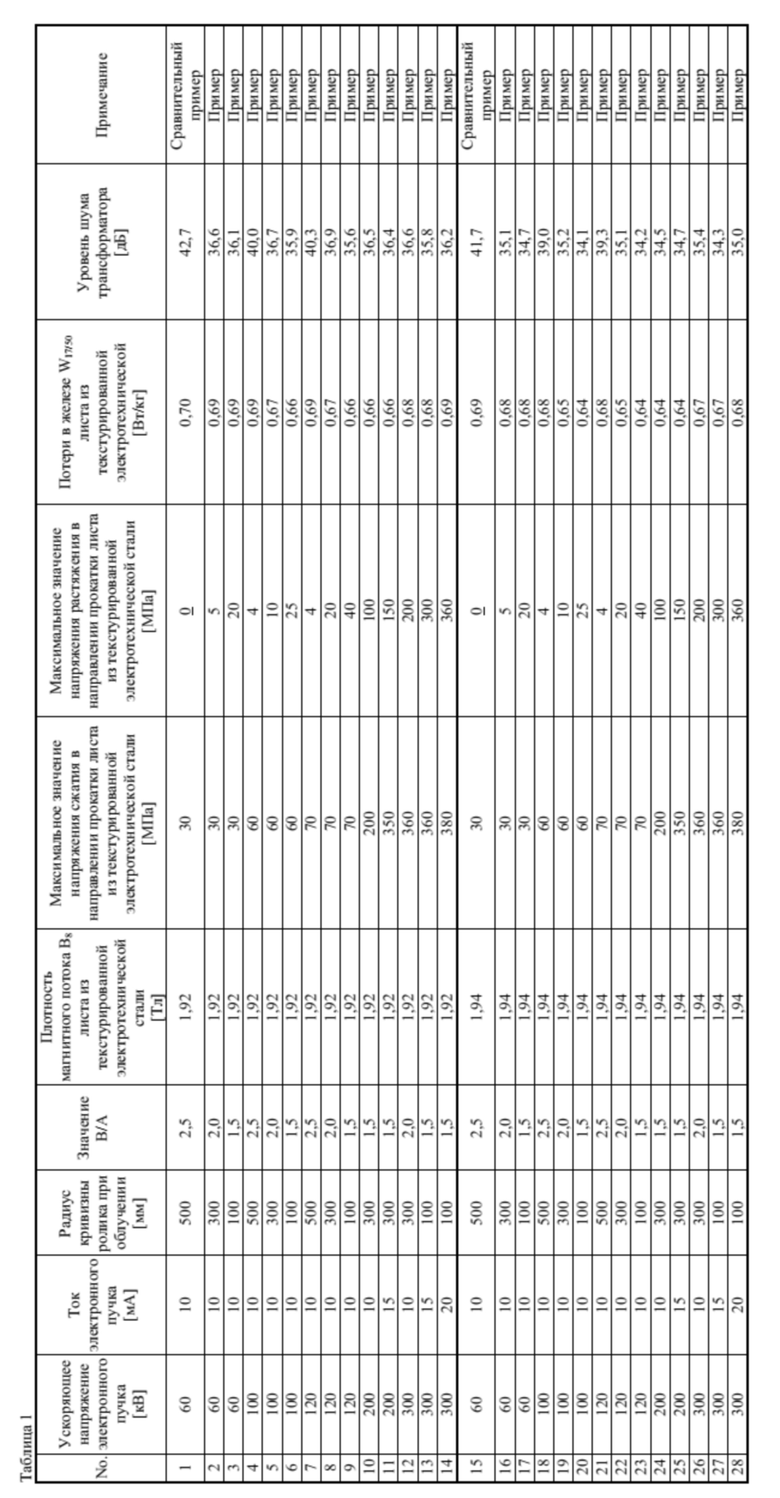
Электронный пучок в качестве энергетического пучка непрерывно и линейно облучает поверхность стального листа с плотностью магнитного потока B8 1,92 Тл и стального листа с плотностью магнитного потока B8 1,94 Тл соответственно, причём стальные листы изготовлены известным способом, и электронный пучок применяют в направлении, пересекающем направление прокатки стального листа. При применении электронного пучка происходит измельчение магнитных доменов, при изменении мощности пучка, как указано в таблице 1, и готовят образцы листа из текстурированной электротехнической стали, в которых созданы напряжения различной степени.
Условия облучения электронным пучком следующие: степень разрежения в области облучения пучком: 0,3 Па, направление облучения: около 90° по отношению к направлению прокатки, мощность пучка: 0,6 - 6 кВт (ускоряющее напряжение: 60 - 300 кВ, ток пучка: 10 - 20 мА).
Во время облучения пучком стальной лист пропускают вдоль ролика, имеющего радиус кривизны, указанный в таблице 1, при облучении пучком, где отношение длины B в направлении прокатки области линейной деформации к ширине облучения А в направлении прокатки энергетическим пучком (диаметр пятна электронного пучка: 200 мкм), т.е. контролируется величина В/А.
Плотность магнитного потока B8, потери в железе W17/50 и распределение деформации измеряют для образцов листа из текстурированной электротехнической стали, подвергшихся измельчению магнитных доменов, как описано выше, и распределение напряжения, включая максимальное значение напряжения сжатия и максимальное значение напряжения растяжения в направлении прокатки рассчитывают по измеренному распределению деформации.
Используемая в описании плотность магнитного потока B8 представляет собой плотность магнитного потока (Тл), измеренную при возбуждении силой намагничивания 800 А/м.
Потери в железе W17/50 представляли собой значение потерь в железе (Вт/кг), измеренное при воздействии магнитного поля с частотой 50 Гц и плотностью магнитного потока 1,7 Тл с использованием устройства для измерения магнитных свойств.
Распределение напряжения получают путём определения компонентов деформации в каждом направлении с помощью измерения XRD, как описано выше, и последующего преобразования в величины напряжения (МПа) с использованием значений физических свойств, таких как модуль упругости. В соответствии с распределением напряжений было подтверждено, что лист из текстурированной электротехнической стали имеет область линейной деформации, которая проходит в направлении, пересекающем направление прокатки, и имеет область с напряжением сжатия в направлении прокатки, и примыкающую к ней область в направлении прокатки с напряжением сжатия и имеет напряжение растяжения в направлении прокатки.
Кроме того, изготавливают модель трёхфазного трансформатора для трансформатора с использованием образца листа из текстурированной электротехнической стали, подвергнутого измельчению магнитных доменов, как описано выше. Модель трансформатора возбуждают в звукоизолированном помещении в условиях максимальной плотности магнитного потока Bm 1,7 Тл и частоты 50 Гц, и уровень шума (дБА) измеряют с помощью измерителя уровня шумов.
Результаты приведены в таблице 1. Таблица 1 показывает, что потери в железе листа из текстурированной электротехнической стали являются высокими в сравнительных примерах №1 и №15, которые не имели заданного как напряжения сжатия, так и напряжения растяжения, а трансформатор, изготовленный из листа из текстурированной электротехнической стали, также имел высокий уровень шума. Другими словами, подразумевается, что, когда лист из текстурированной электротехнической стали представляет собой пример, имеющий область линейной деформации, которая проходит в направлении, пересекающем направление прокатки, и имеет область с напряжением сжатия в направлении прокатки, и примыкающую область в направлении прокатки с напряжением сжатия и имеет напряжения растяжения в направлении прокатки, можно получить лист из текстурированной электротехнической стали, обладающий как низкими потерями в железе, так и соответствующими магнитострикционными свойствами и пригодный для изготовления трансформаторов с низкими энергетическими потерями и низким уровнем шума.
Кроме того, подтверждено, что лист из текстурированной электротехнической стали со значением В/А, равным 2 или менее, имеет более подходящее напряжение растяжения в направлении прокатки.
Кроме того, также подтверждено, что низкий шумовой эффект трансформатора может быть дополнительно улучшен за счёт использования листа из текстурированной электротехнической стали с более высокой плотностью магнитного потока B8.
Индустриальная применимость
В соответствии с настоящим раскрытием возможно изготовить лист из текстурированной электротехнической стали, который может снижать потери энергии и шума трансформатора, и предложен способ его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2575271C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ ДЛЯ ЖЕЛЕЗНОГО СЕРДЕЧНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2597190C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2572636C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2570250C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2570591C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
| ТЕКСТУРИРОВАННАЯ ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2661696C1 |
| ЖЕЛЕЗНЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА | 2019 |
|
RU2746430C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2572935C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ТАКОГО ЛИСТА | 2017 |
|
RU2710496C1 |

Изобретение относится к области металлургии, а именно к листу из текстурированной электротехнической стали, используемому в качестве материала железных сердечников трансформаторов. Лист имеет область линейной деформации, простирающуюся линейно в направлении, пересекающем направление прокатки стального листа. Область линейной деформации содержит область, имеющую напряжение сжатия в направлении прокатки, и включает в себя область, подвергнутую облучению энергетическим пучком. Длина в направлении прокатки области линейной деформации в два раза или менее превышает ширину облучения энергетическим пучком в направлении прокатки. В области, смежной в направлении прокатки с областью, имеющей напряжение сжатия, имеется область, имеющая напряжение растяжения в направлении прокатки. Обеспечиваются низкие потери в железе и требуемые магнитострикционные свойства. 2 н. и 3 з.п. ф-лы, 11 ил., 1 табл.
1. Лист из текстурированной электротехнической стали, содержащий область линейной деформации, простирающуюся линейно в направлении, пересекающем направление прокатки стального листа,
при этом область линейной деформации имеет область, имеющую напряжение сжатия в направлении прокатки, и включает в себя область, подвергнутую облучению энергетическим пучком,
при этом длина в направлении прокатки области линейной деформации в два раза или менее превышает ширину облучения энергетическим пучком в направлении прокатки,
при этом в области, смежной в направлении прокатки с областью, имеющей напряжение сжатия, имеется область, имеющая напряжение растяжения в направлении прокатки.
2. Лист по п. 1, в котором максимальное значение напряжения сжатия составляет от 60 МПа или более до предела текучести листа из текстурированной электротехнической стали или менее, а максимальное значение напряжения растяжения составляет от 5 МПа или более до предела текучести листа из текстурированной электротехнической стали или менее.
3. Лист по п. 1 или 2, в котором плотность магнитного потока В8 составляет 1,94 Тл или более.
4. Способ изготовления листа из текстурированной электротехнической стали по любому из пп. 1-3, включающий:
облучение энергетическим пучком в направлении, пересекающем направление прокатки стального листа, для формирования области линейной деформации, при этом
облучение осуществляют с длиной в направлении прокатки области линейной деформации, вдвое или менее превышающей ширину облучения энергетическим пучком в направлении прокатки.
5. Способ по п. 4, в котором плотность магнитного потока В8 стального листа составляет 1,94 Тл или более.
| ЛИСТ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, БОЛЕЕ СОВЕРШЕННЫЙ ПО ПОТЕРЯМ МОЩНОСТИ | 2007 |
|
RU2400542C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2570591C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2575271C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СТАЛЬНОЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, В КОТОРОМ ОН ИСПОЛЬЗУЕТСЯ | 2014 |
|
RU2620833C1 |
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА СТЕРЖНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2565239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
