Изобретение относится к области аддитивных технологий, а точнее к трехмерной печати объектов по цифровой модели методом послойного нанесения расплавленного полимерного материала.
Данная технология заключается в построении (синтезировании) объекта с помощью послойного нанесения расплавленного полимерного материала на рабочий стол через экструдер. В общем виде экструдер представляет собой устройство, состоящее из двух основных компонент. Первой компонентой является горячая часть экструдера, заканчивающаяся соплом, через которое происходит истечение жидкого материала, а также один или несколько нагревательных элементов, обеспечивающих достаточную для плавления полимерного материала температуру сопла. Второй компонентой является механизм, подающий полимерный материал в горячую часть экструдера. Экструдер перемещается в плоскости параллельной рабочему столу с помощью мобильного элемента, на которую он крепится. После нанесения первого слоя материала в плоскости рабочего стола головка поднимается по нормали к плоскости печати на высоту необходимую для нанесения следующего слоя. Предыдущий слой к этому моменту отвердевает. Построение объекта может осуществляться в среде с контролируемыми температурными параметрами для уменьшения внутренних температурных деформаций и напряжений печатного объекта. Среда заданной температуры в таком случае формируется за счет того, что рабочая область 3D-принтера находится внутри герметичной камеры, которая препятствует рассеиванию теплоты, вырабатываемой различными нагревательными элементами, из рабочей области 3D-принтера в окружающую среду.
Известные аналоги
Из современного уровня техники известен способ трехмерной печати с использованием дополнительного позиционера конвейерного типа (конвейерной ленты), применяемого в качестве передвигающейся платформы построения, что обеспечивает возможность последовательной печати нескольких объектов без вмешательства оператора. В частности устройство, реализующее такой способ описан в патенте US 8,668,859 В2 Automated 3D Build Process.
Данный способ отличается тем, что для поддержки основания печатаемой модели в процессе печати вместо неподвижного рабочего стола используется движущаяся лента, конструктивно реализуемая в виде позиционера конвейерного типа. Такое решение позволяет увеличить эффективную полезную площадь печати и обеспечить последовательную печать нескольких объектов без участия оператора
Основными отличиями от заявленного изобретения является то, что движущаяся лента не используется для поддержки нависающих элементов модели, а также то, что конструкция позиционера не изменяет свою геометрию в процессе функционирования
Кроме того, известен способ трехмерной печати на платформе построения, расположенной под углом 90 градусов к вертикальной оси 3D принтера (в плоскости осей Y, Z), что обеспечивает возможность печати объектов с направлением слоев под углом 90 градусов (параллельно плоскости осей X, Z) относительно стандартного. Способ описан в патенте US 2023/0219285 A1 Near Net Shape Additive Manufacturing
Данный способ отличается тем, что расположение слоев под углом 90 градусов позволяет осуществлять печать объектов без поддержек, поскольку при повороте плоскости построения изменяется относительный угол нависания (по отношению к плоскости построения), а также позволяет при печати в плоскости осей Y, Z использовать в качестве поддержки основной рабочий стол принтера, расположенный в плоскости осей X, Y
Основными отличиями от заявленного изобретения является то, что описанная в патенте конструкция не содержит элементов с изменяемой геометрией, в качестве поддержки используется основной рабочий стол принтера, что ограничивает перемещение рабочего узла (печатной головы) 3D принтера по оси Z в одном из направлений (перемещение рабочего узла в непосредственной близости к рабочему столу невозможно). Такое ограничение приводит к значительному усложнению рабочего узла принтера (в частности - применение изогнутых сопел) для обеспечения доступности печати в зоне, близкой к поверхности рабочего стола.
Также, из документа CN 111168993 А (кл. В29С 64/118, опубл. 19.05.2020) (D1) известен способ пространственной поддержки объектов в процессе трехмерной печати (реферат), в котором поддерживающие элементы не являются частью печатаемого объекта, не выполнены из материала печати, а представляют собой дополнительные механически перемещаемые конструктивные элементы. Кроме того, описываемый механизм поддержки находится в рабочем объеме принтера и ограничивает перемещение печатного узла принтера в процессе работы.
Основными отличиями от заявленного изобретения является то, что описанная в патенте конструкция находится внутри рабочего объема принтера, и предназначена для эффективной поддержки нависающих элементов, имеющих цилиндрическую поверхность прилегания, а использование радиального механизма поддержки не позволяет обеспечить поддержку протяженных нависающих элементов но причине ограниченности длины поддерживающих элементов, кроме того, описываемая конструкция обеспечивает лишь точечную поддержку в области соприкосновения поддерживающего элемента и печатаемого объекта.
Наиболее близким аналогом к заявляемому изобретению является способ трехмерной печати, и устройство его реализующее, описываемые в патенте WO 2023/088007 А1 3D Printing Conveying Platform and 3D Printer.
Данный способ является совмещением предыдущих описанных вариантов, и отличается тем, что для поддержки основания печатаемой модели вместо неподвижного рабочего стола используется движущаяся лента, аналогично способу описанному в патенте US 8,668,859 В2 Automated 3D Build Process, при этом плоскость печати отличается от стандартной (в плоскости осей X,Y, в направлении оси Z), и развернута на 45 градусов относительно оси Y. Это позволяет осуществлять печать объектов без поддержек за счет изменения относительного угла нависания.
От заявленного изобретения описываемый способ отличается тем, что конструкция не содержит элементов с изменяемой геометрией, и ограничивает перемещение рабочего узла в непосредственной близости к движущейся ленте, используемой вместо неподвижного рабочего стола, что в свою очередь ограничивает возможность печати в соответствующей зоне.
Технический результат заявляемого решения заключается в способе формирования поддерживающих структур переменной геометрии, предназначенных для минимизации механических напряжений и предотвращения деформации неотвержденного полимера в процессе трехмерной печати нависающих структур.
Технический результат достигается за счет того, что 3D принтер содержит дополнительные механические элементы, находящиеся вне зоны построения объекта, не являющиеся частью печатаемого объекта и не выполненные из материала печати, выполненные в виде отдельных конструктивных узлов, перемещающиеся и/или изменяющие свою геометрию в процессе печати таким образом, что минимизируется расстояние между нависающими структурами печатаемого объекта и вышеупомянутыми механическими элементами конструкции 3D принтера, обеспечивая механическую поддержку в плоскости печати или под заданным углом к плоскости печати, что, в свою очередь, препятствует деформации горячего неотвержденного полимера нависающих структур в процессе его остывания.
Дополнительные механические элементы конструкции могут быть установлены в плоскости, перпендикулярной ожидаемому направлению деформации нависающих структур, либо под любым углом к этом направлению, достаточным для обеспечения поддерживающего эффекта. В большинстве случаев оптимальной является плоскость установки, соответствующая осям XY 3D принтера, при этом обеспечивается максимальный поддерживающий эффект для деформаций, обусловленных силой тяжести, действующей в направлении оси Z 3D принтера.
Наиболее эффективной предлагаемая конструкция является при осуществлении трехмерной печати под углами, значительно отличными от 0 градусов (углу 0 градусов соответствует послойная трехмерная печать в плоскости XY в направлении оси Z), в частности - печать под углами 45 градусов и 90 градусов (углу 90 градусов соответствует послойная трехмерная печать в плоскости XZ в направлении оси X). В этом случае весь печатаемый объект находится в нависающем положении и требует обязательной поддержки для успешного завершения печати.
Для обеспечения поддержки нависающих структур во всей зоне печати 3D принтера дополнительные механические элементы конструкции выполняются свободно перемещающимися и/или свободно изменяющими свою геометрию в плоскости установки.
Возможными вариантами реализации являются в том числе:
а) использование перемещающихся элементов постоянной геометрии, обеспечивающих поддержку нависающих структур в нескольких точках, число которых равно числу элементов
б) использование сдвижных/складывающихся элементов, обеспечивающих формирование единой поддерживающей структуры изменяемой площади
в) использование перехлестывающихся элементов, обеспечивающих формирование единой поддерживающей структуры изменяемой площади
г) использование скручивающихся элементов, обеспечивающих формирование единой поддерживающей структуры изменяемой площади
Для улучшения степени поддержки нависающих структур, механические элементы могут иметь дополнительные степени свободы, обеспечивающие оптимальную позицию механического элемента непосредственно под поддерживаемой структурой (например - при плоскости поддержки XY дополнительная регулировка может быть обеспечена за счет индивидуального привода каждого из элементов поддержки по оси Z
Для предотвращения столкновения печатного узла (головы) 3D принтера поддерживающие структуры должны перемещаться в процессе печати таким образом, чтобы механические элементы поддерживающих структур не входили в зону перемещения печатного узла. Для трехмерной печати в плоскости XZ безопасная зона перемещения печатного узла определяется исходя из текущей координаты печатного узла по оси Y и его геометрических размеров в направлении оси Y.
Возможным вариантом реализации предотвращения столкновений является синхронизация перемещения поддерживающих структур и печатного узла (головы) 3D принтера таким образом, что перемещение поддерживающих структур вдоль соответствующей оси (например оси Y при печати в плоскости XZ) производится одновременно и в том же направлении, что и перемещение печатного узла, с поправкой на его геометрический размер в направлении оси Y
Перемещение механических элементов поддерживающих структур может осуществляться следующим образом:
а) активно, за счет индивидуального привода/приводов обеспечивающих движение каждой структуры, и подключаемых к общему управляющему контроллеру
б) полуактивно, за счет привода/приводов обеспечивающих движение одного или нескольких элементов поддерживающей структуры, подключаемого к общему управляющему контроллеру, а также наличия механической связи произвольного типа с остальными элементами.
в) пассивно, только за счет наличия механической связи произвольного типа с имеющимися кинематическими элементами 3D принтера
Изобретение поясняется чертежами фиг. 1-4:
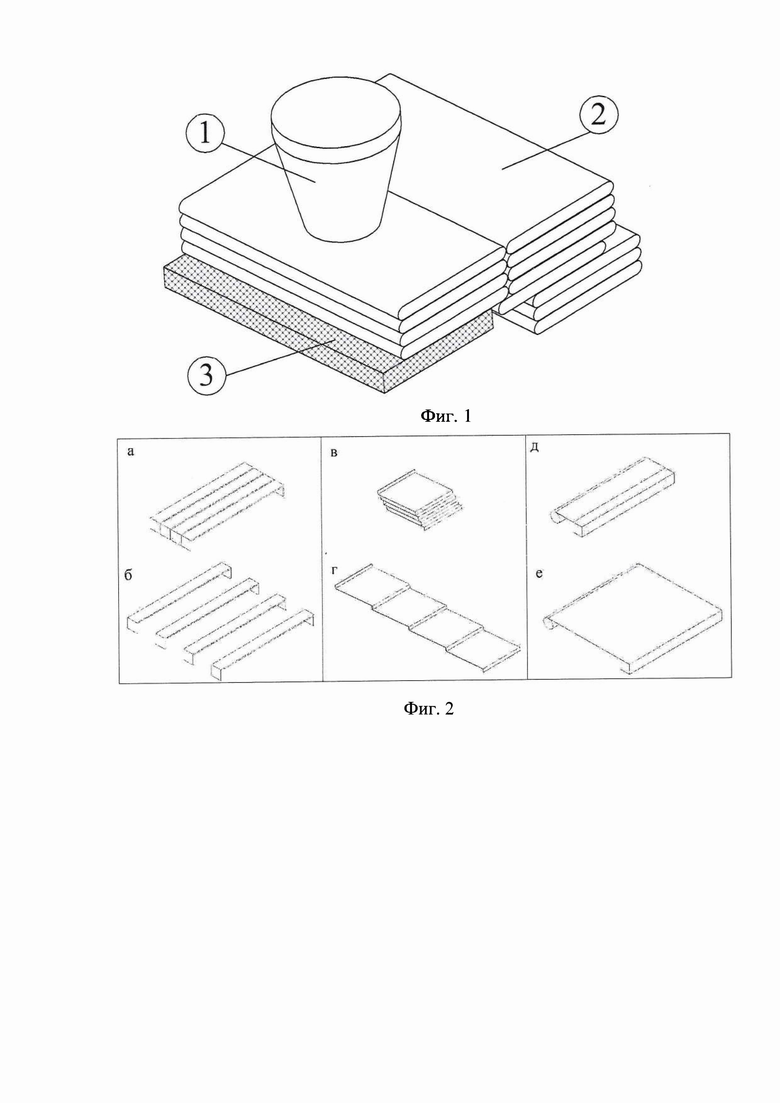
на фиг. 1 показан процесс послойной трехмерной печати при помощи печатного узла (1) (головы), выполняющего послойную укладку материала (2), в том числе с нависающими элементами, а также поддерживающая структура (3), обеспечивающая поддержку нависающих элементов от провисания.
на фиг. 2 показаны различные возможные варианты реализации поддерживающих структур: перемещающиеся структуры в сложенном (а) и разложенном (б) состояниях, складывающихся структур в сложенном (в) и разложенном (г) состояниях, скручивающихся структур в свернутом (д) и развернутом (е) состояниях
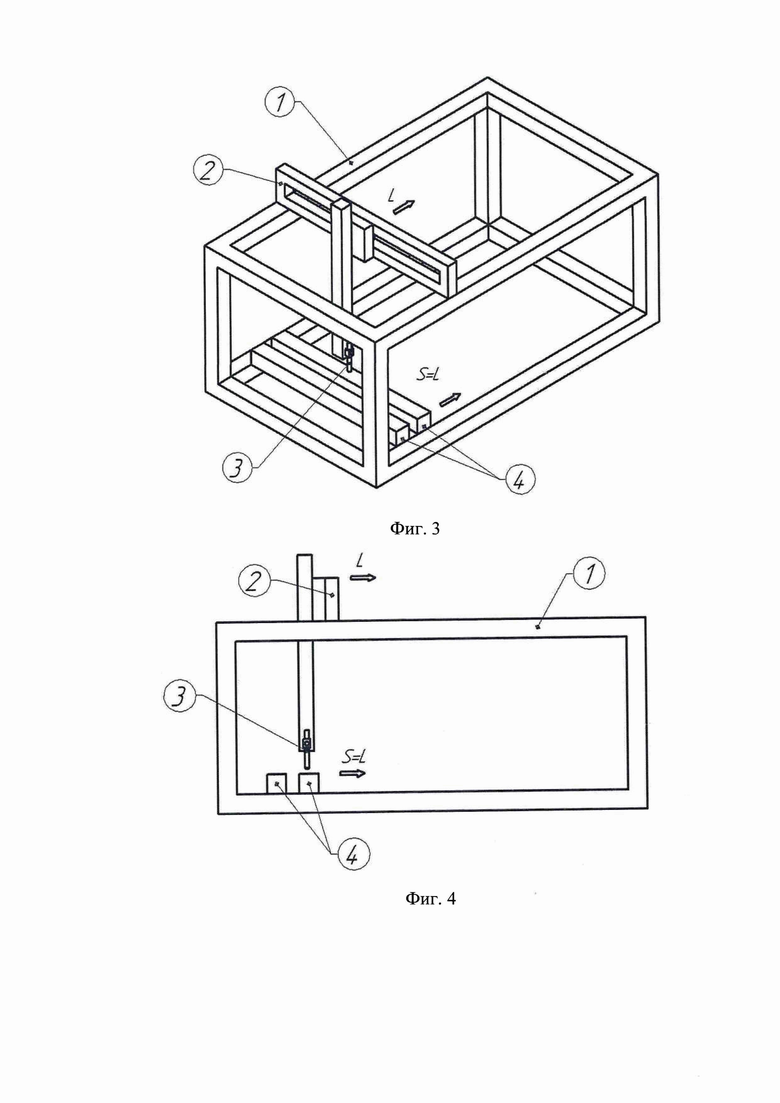
на фиг. 3 показан изометрический вид, на фиг. 4 показан вид сбоку, иллюстрирующие один из возможных вариантов реализации предлагаемого способа в реальном 3D принтере. Иллюстрация состоит из кинематической конструкции портального типа (1), включающей в себя портал оси X (2), печатный узел (3) и перемещающиеся поддерживающие структуры (4). При этом перемещение поддерживающих структур (4) синхронизировано с движением портала (2) так, что поддерживающие структуры (4) не мешают перемещению печатного узла (3) в рабочей плоскости осей XZ
Способ осуществляется следующим образом:
1. Анализируется имеющаяся кинематическая схема 3D принтера. Определяются ожидаемые направления послойной печати, а также ожидаемые направления провисания неподдерживаемых нависающих структур.
2. Определяется желаемое направление или направления (при необходимости обеспечить поддержку с нескольких сторон) перемещения поддерживающих структур, обеспечивающие оптимальный поддерживающий эффект.
3. Определяется вариант реализации поддерживающих структур из представленных на фиг. 2.
4. Определяется способ перемещения поддерживающих структур (активный, полуактивный, пассивный).
5. Производится интеграция механизма поддерживающих структур в конструкцию 3D принтера.
6. Производится интеграция дополнительных приводов (при их наличии) с имеющимся контроллером 3D принтера с целью обеспечения единого числового программного управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2706244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2717274C1 |
| 3D-принтер | 2022 |
|
RU2800191C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Способ формирования изделий путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука | 2017 |
|
RU2676989C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
Изобретение относится к области аддитивных технологий, а точнее к трехмерной печати объектов по цифровой модели методом послойного нанесения расплавленного полимерного материала. Предложен способ пространственной поддержки объектов в процессе трехмерной печати, в котором поддерживающие элементы не являются частью печатаемого объекта, не выполнены из материала печати, представляют собой дополнительные механически перемещаемые конструктивные элементы, обеспечивающие поддержку нависающих элементов печатаемого объекта непосредственно в процессе печати таким образом, что поддержка не препятствует перемещению рабочего узла аддитивной установки, при этом изменение геометрии поддерживающих элементов осуществляется за счет нахлеста либо сворачивания, при этом изменение геометрии может выполняться за счет механической связи с имеющимися кинематическими элементами оборудования, за счет использования отдельных приводных механизмов, смешанным способом. Изобретение обеспечивает минимизацию механических напряжений и предотвращение деформации неотвержденного полимера в процессе трехмерной печати нависающих структур. 4 ил.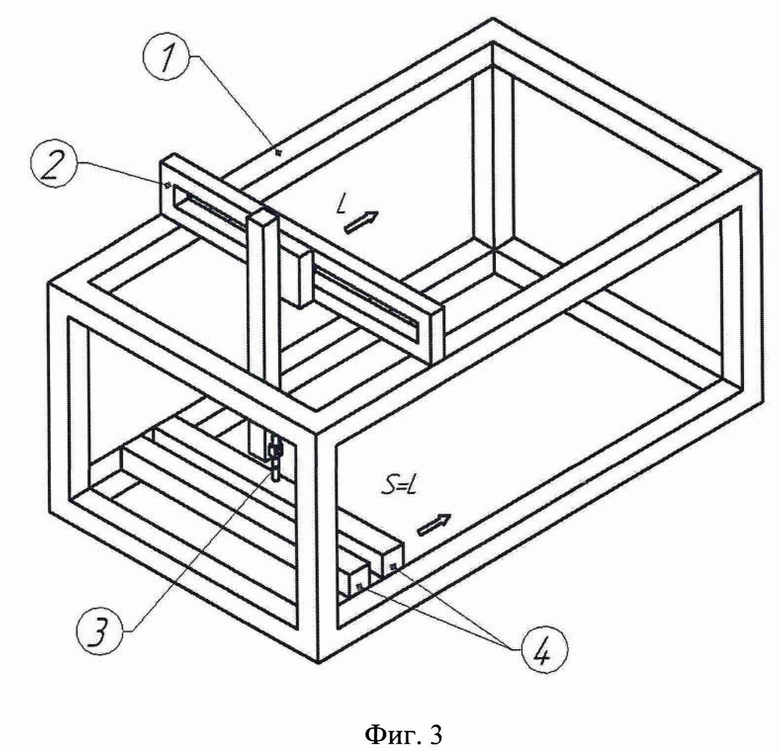
Способ пространственной поддержки объектов в процессе трехмерной печати, отличающийся тем, что поддерживающие элементы не являются частью печатаемого объекта, не выполнены из материала печати, представляют собой дополнительные механически перемещаемые конструктивные элементы, обеспечивающие поддержку нависающих элементов печатаемого объекта непосредственно в процессе печати таким образом, что поддержка не препятствует перемещению рабочего узла аддитивной установки, при этом изменение геометрии поддерживающих элементов осуществляется за счет нахлеста либо сворачивания, при этом изменение геометрии может выполняться за счет механической связи с имеющимися кинематическими элементами оборудования, за счет использования отдельных приводных механизмов, смешанным способом.
| CN 111168993 A, 19.05.2020 | |||
| US 2018281305 A1, 04.10.2018 | |||
| US 11745260 B2, 05.09.2023 | |||
| DE 102018219096 A1, 14.05.2020 | |||
| CN 111347675 A, 30.06.2020 | |||
| US 2018154589 A1, 07.06.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2717274C1 |

