Область техники
Настоящее изобретение относится к системе питателя для использования в процессах литья металла, выполняемых путем литья в форму.
Уровень техники
В типичном способе литья в форму расплавленный металл заливают в полость ранее изготовленной литейной формы, которая определяет форму литой детали. Что касается, создания полости в форме, известны так называемые постоянные (литейные) формы, которые можно использовать неоднократно, или так называемые разовые (литейные) формы, которые можно использовать только один раз.
В случае разовых форм, литейную модель для литой детали и все возможные используемые питатели и литниковые каналы окружают формовочным песком (песок, в который добавлено связующее вещество (часто кварцевый песок или специальный плавленый глинозем)), и формовочный песок уплотняют. При этом литейная модель в качестве необязательного варианта может содержать центрирующие штыри для питателей и/или литниковых каналов. После уплотнения формовочного песка литейную модель удаляют. Литейную форму часто создают из двух полуформ (упомянем также литейные ящики или основания форм). В случае горизонтального литья имеются нижняя полуформа и верхняя полуформа, в случае вертикального литья - левая и правая полуформы. Тогда литейную модель часто разделяют на две части в направлении наибольшего размера, и части этой литейной модели связывают с каждой из полуформ. То, что направление наибольшего размера литейной модели лежит в плоскости разделения литейной формы на полуформы, при реализации этой формы в виде двух частей, позволяет легко удалять части литейной модели. Литейную форму получают путем объединения полуформ. В этой ситуации возможно как горизонтальное, так и вертикальное расположение полуформ. Также известно создание литейной модели из материала, который сгорает при контакте с расплавленным металлом. Тогда литейную модель можно оставить в литейной форме, и нет необходимости открывать эту форму. После уплотнения формовочного песка в литейной форме создают систему вырезов (также называемую литниковой системой), например, путем фрезерования, для подачи расплавленного металла, и, если требуется, создают каналы удаления воздуха. Пространство, занятое литейной моделью, соответственно, определяет форму литой детали. Описанная выше литейная форма может состоять из одной или более частей, которые могут быть созданы, например, с использованием одной или более литейных моделей. Автоматическое производство таких литейных форм описано, например, в документе WO 2012/172154, А1. Известным методом задания полостей в литой детали является помещение песочных стержней в готовую форму перед литьем. Эти стержни состоят из песка, в который добавлено связующее вещество. В результате воздействия тепла расплавленного металла песочный стержень после литья разрушается с возникновением сыпучего песка, который можно удалить. Песочные стержни также можно использовать, чтобы сделать возможным получение литых деталей с поднутрениями на их поверхности.
Вне зависимости от того, используется ли постоянная (литейная) форма или разовая (литейная) форма, после кристаллизации происходит усадка металла, что приводит к созданию усадочных раковин, это, в свою очередь, может привести к возникновению неприемлемых дефектов в готовой литой детали. Это является хорошо известной проблемой в литейной промышленности, с которой борются путем использования питателей (в виде стаканов), которые встраивают в литейную форму во время ее создания. Питатель представляет собой емкость, имеющую с литейной моделью связь, обеспечивающую протекание текучей среды, и во время литья он наполняется расплавленным металлом.
Чтобы гарантировать исполнение питателем своей функции, его "модуль кристаллизации" (отношение объема к поверхности, на которой происходит выделение тепла) необходимо выбирать таким образом, чтобы расплавленный металл, находящийся в питателе, кристаллизовался только после расплавленного металла в отливаемой детали. Для этого сначала необходимо вычислить модуль кристаллизации отливаемой детали. Соответственно, отливаемую деталь в качестве необязательного варианта можно подразделить на ее наиболее важные части. После этого модуль кристаллизации питателя нужно выбрать таким образом, чтобы он по меньшей мере был равен модулю кристаллизации отливаемой детали, и еще лучше - превышал его в 1,2 раза.
Однако недостаточно учитывать только модуль кристаллизации питателя. В действительности, также надо учитывать объемы, то есть, расстояния, на которые должен перемещаться расплавленный металл в отливаемую деталь, и проходные диаметры, имеющиеся для этой цели. Это может означать, что в результате необходимо обеспечить множество питателей разного размера. Также необходимо учитывать ориентацию питателей в литейной форме.
И, наконец, также играет роль ферростатическое давление, то есть, фактическая высота расплавленного металла в питателе над выпуском, находящимся в контакте с отливаемой деталью.
Пример расчета необходимых питателей описан в разделе "The calculation of feeder dimensions" ("Вычисление размеров питателей") в 10-м издании книги "Foseco Foundryman's Handbook" ("Руководство литейщика от компании Foseco), John R. Brown, опубликованной Butterworth-Heinemann (ISBN 0 7506 1939 2). Дополнительные подробности по этому вопросу можно найти в разделах 12 и 13 книги "Foseco Foundryman's Handbook" ("Руководство литейщика от компании Foseco), опубликованной Butterworth-Heinemann в 2000 году (ISBN 0 7506 4284 X).
Чтобы предотвратить преждевременную кристаллизацию расплавленного металла, отобранного питателем, стенку питателя часто изготавливают из огнеупорного и изолирующего материала. Также известно изготовление стенки питателя из экзотермического материала, который воспламеняется при контакте с расплавленным металлом и, соответственно, поставляет дополнительную энергию в расплавленный металл. Как правило, плотность материала, используемого для стенки питателя, составляет от 0,5 г/см3 до 1,5 г/см3.
Питатели часто состоят из нескольких частей, а именно, тела питателя, которое обеспечивает действующий объем, и крышки питателя или шейки питателя, которая приходит в контакт с отливаемой деталью. Одной причиной такой реализации из двух частей является то, что при высокой степени уплотнения формовочного песка может играть роль адаптация продольного размера питателя за счет телескопического складывания, чтобы также обеспечить уплотнение формовочного песка, находящегося между питателем и литейной моделью. Такой телескопически складываемый питатель известен из документа CN 203972771 U. Еще одной причиной реализации из двух частей является то, что необходимо избежать контакта экзотермического материала с отливаемой деталью, если необходимо получить высокое качество поверхности. Такой питатель известен, например, из документа CN 201102058 Y. Также необходимо, чтобы, площадь контакта с отливаемой деталью была как можно меньше, чтобы минимизировать затраты, связанные с очисткой литой детали после литья. Кроме того, реализация из двух частей облегчает создание пережима.
Пережим часто представляет собой диск из огнеупорного материала (обычно, из песка, связанного полимером, или керамики, либо из материала стакана питателя) с отверстием в середине, который находится между полостью литейной формы и стаканом питателя. Диаметр отверстия в пережиме выбирают таким образом, чтобы он был меньше диаметра внутренней полости стакана питателя (который необязательно должен быть сужающимся), в результате чего отламывание происходит в пережиме, поблизости от поверхности литой детали.
Иногда питатели также объединяют с впуском для расплавленного металла в литейной форме. Один пример такого впуска-питателя известен из патентного документа 10 2015 101 913.
При использовании питателей возникает проблема, заключающаяся в том, что используемый питатель необходимо хорошо приспособить к соответствующему месту использования.
Если питатель выбирается слишком маленьким, есть вероятность того, что он не сможет отобрать достаточно расплавленного металла для заполнения пространства, возникающего при усадке металла во время кристаллизации.
В отличие от этого, если питатель выбирается слишком большим, имеется опасность того, что формовочный песок, окружающий питатель, нельзя будет достаточно уплотнить, и необходимо будет расплавлять необоснованно большое количество металла.
Это означает, что в литейном цехе на складе должно храниться большое количество разных питателей, что увеличивает объем логистики и, соответственно, затраты.
Кроме того, в случае питателей из нескольких частей, возникает проблема, заключающаяся в том, что необходимо фиксировать относительное расположение отдельных частей при помощи склеивания, что повышает трудозатраты.
Задачей настоящего изобретения является предложить усовершенствованную систему питателя, которую можно использовать в процессе литья в форму, и которая устраняет одну или более проблем, возникающих в случае известных систем питателя.
Сущность изобретения
Согласно вариантам реализации настоящего изобретения, система питателя содержит нижнюю часть и по меньшей мере одну верхнюю часть в виде цельного элемента, отдельную, от нижней части. Здесь "отдельная" означает, что нижняя часть и упомянутая по меньшей мере одна верхняя часть не соединены друг с другом на постоянной основе. Нижняя часть имеет первый конец, на котором создано отверстие питателя. Кроме того, нижняя часть имеет второй конец, противоположный первому концу, на котором эта часть имеет форму первого кольца. На своем конце, обращенном к нижней части, верхняя часть имеет форму второго кольца. При этом первое кольцо и второе кольцо являются круглыми, овальными или многоугольными. При этом внутренние диаметры первого и второго кольца различаются менее чем на 10%, или не более чем на 2%. В качестве альтернативы или в дополнение, внешние диаметры первого и второго кольца различаются менее чем на 10%, или не более чем на 2%. Это различие, согласно одному варианту, измеряется в радиальном направлении. В случае неплавных форм, например, многоугольной, различие, согласно одному варианту, определяется на основе соответствующих описанных кривых. Рядом с первым кольцом, находящимся на нижней части, и/или рядом со вторым кольцом, находящимся на упомянутой по меньшей мере одной верхней части, созданы по меньшей мере три выступа, находящиеся на расстоянии друг от друга, если смотреть в окружном направлении, которые проходят, относительно соответствующего первого или второго кольца, как в радиальном, так и в осевом направлениях и, соответственно, в направлении, перпендикулярном поверхности, заданной кольцом. При этом выступы могут быть выполнены на соответствующем первом или втором кольце снаружи или внутри него, если смотреть в радиальном направлении.
Выступы, выполненные на нижней части и/или упомянутой по меньшей мере одной верхней части, препятствуют относительному перемещению этих частей в направлении, поперечном прохождению выступов, когда эти части расположены одна над другой. Соответственно, можно получить модульные питатели с различными внутренними объемами и модулями кристаллизации при установке нижней части и одной или более верхних частей одна над другой. Так как для этой цели необходимо скомбинировать только одну нижнюю часть с одной или более верхними частями, больше нет необходимости хранить большое количество разных питателей на складе в литейном цехе, что позволяет уменьшить объем логистики и, соответственно, затраты. Кроме того, так как нет необходимости препятствовать относительному перемещению нижней части и верхней части за счет приклеивания нижней части к упомянутой по меньшей мере одной верхней части, создание питателя упрощается. Таким образом, соответствующий питатель хорошо подходит для использования при литье металла.
Согласно одному варианту, упомянутые по меньшей мере три выступа равномерно распределены в окружном направлении соответствующего первого или второго кольца. Если первое и второе кольца имеют круглую форму, создано по одному выступу на 120°. При равномерном распределении выступов положение нижней части и упомянутой по меньшей мере одной верхней части друг относительно друга можно задавать особенно надежным образом. Кроме того, можно избежать избыточности в системе и, соответственно, нежелательных помех при сборке.
Согласно одному варианту, поверхность упомянутых по меньшей мере трех выступов, проходящая в осевом направлении, образует, в каждом случае - с соответствующим первым или вторым кольцом, тупой угол, угол от 91° до 110° или угол от 95° до 100°. Как следствие, выступы выравнивают нижнюю часть и упомянутую по меньшей мере одну верхнюю часть друг относительно друга и, соответственно, обеспечивают самоцентрирование.
Согласно альтернативным вариантам, которые также могут быть скомбинированы с описанным выше вариантом, предлагается система питателя, которая также содержит нижнюю часть и по меньшей мере одну верхнюю часть в виде цельного элемента, отдельного от нижней части. Здесь также нижняя часть имеет первый конец, на котором создано отверстие питателя, и второй конец, противоположный первому концу, на котором эта часть имеет форму первого кольца. Здесь также на своем конце, обращенном к нижней части, верхняя часть имеет форму второго кольца, при этом первое кольцо и второе кольцо являются круглыми, овальными или многоугольными. Кроме того, здесь также внутренние диаметры первого и второго кольца различаются менее чем на 10%, или не более чем на 2%, и/или внешние диаметры первого и второго кольца различаются менее чем на 10%, или не более чем на 2%. Однако в этих вариантах первое кольцо нижней части имеет по меньшей мере одну канавку, которая проходит в окружном направлении по всему этому кольцу, а второе кольцо упомянутой по меньшей мере одной верхней части содержит по меньшей мере один выступ с формой, комплементарной форме упомянутой по меньшей мере одной канавки, образовнаной на первом кольце нижней части. Таким образом, выступ на втором кольце может приходить в сопряжение с канавкой в первом кольце. В качестве альтернативы или: в дополнение, первое кольцо нижней части содержит по меньшей мере один выступ, который проходит в окружном направлении по всему этому кольцу, а второе кольцо упомянутой по меньшей мере одной верхней части имеет по меньшей мере одну канавку с формой, комплементарной форме упомянутого по меньшей мере одного выступа, созданного на первом кольце нижней части.
Соответственно, в этом варианте предотвращается относительное перемещение нижней части и упомянутой по меньшей мере одной верхней части, так как выступ, созданный на одной части, приходит в сопряжение с канавкой, созданной на другой части.
Согласно одному варианту, нижняя часть и/или, верхняя часть в каждом случае содержат боковую стенку, проходящую в их окружном и осевом направлении, для заключения внутри некоторого объема расплавленного металла.
Согласно одному варианту, нижняя часть создана в области отверстия питателя как пережим, или нижняя часть содержит встроенный пережим в области отверстия питателя.
Согласно вариантам, упомянутая по меньшей мере одна верхняя часть имеет форму третьего кольца на ее конце, обращенном в противоположную от нижней части сторону, причем третье кольцо аналогичным образом является круглым, овальным или многоугольным. При этом внутренний диаметр второго кольца верхней части отличается менее чем на 10%, или не более чем на 2% от внутреннего диаметра третьего кольца этой части. В дополнение или в качестве альтернативы, внешний диаметр второго кольца верхней части отличается менее чем на 10%, или не более чем на 2% от внешнего диаметра третьего кольца этой части.
Согласно одному варианту, рядом с третьим кольцом на упомянутой по меньшей мере одной верхней части созданы по меньшей мере три выступа, находящиеся на расстоянии друг от друга, если смотреть в окружном направлении, которые проходят относительно этого кольца как в радиальном, так и в осевом направлениях и, таким образом, в направлении, перпендикулярном поверхности, заданной этим кольцом. Соответственно, упомянутые по меньшей мере три выступа могут быть расположены на конце верхней части, который обращен к нижней части, и/или на конце верхней части, который обращен в противоположную от нижней части сторону.
Согласно альтернативному варианту, который также может быть скомбинирован с предшествующим вариантом, третье кольцо упомянутой по меньшей мере одной верхней части имеет по меньшей мере одну канавку, которая проходит в окружном направлении по всему этому кольцу, а второе кольцо упомянутой по меньшей мере одной верхней части содержит по меньшей мере один выступ с формой, комплементарной форме упомянутой по меньшей мере одной канавки, реализованной на третьем кольце этой части.
Согласно альтернативному варианту, который также может быть скомбинирован с предшествующим вариантом, третье кольцо упомянутой по меньшей мере одной верхней части содержит по меньшей мере один выступ, который проходит в окружном направлении по всему этому кольцу, а второе кольцо упомянутой по меньшей мере одной верхней части имеет по меньшей мере одну канавку с формой, комплементарной форме упомянутого по меньшей мере одного выступа, реализованного на третьем кольце этой части.
Согласно одному варианту. по меньшей мере в одной верхней части второе кольцо находится на осевом расстоянии 50 мм или 100 мм от третьего кольца, созданного на этой части. Поэтапное изменение длины верхней части с шагом 50 мм оказалось выгодным в плане объема питателя и модуля кристаллизации.
Согласно одному варианту, разница между внутренним и внешним диаметрами третьего кольца составляет от 20 мм до 100 мм, от 30 мм до 90 м, либо 60 мм. В результате получается соответствующая толщина стенки упомянутой по меньшей мере одной верхней части, измеряемая в радиальном направлении.
Согласно альтернативному варианту, упомянутая по меньшей мере одна верхняя часть на своем конце, обращенном в противоположную от нижней части сторону, имеет форму диска, и диск является круглым, овальным или многоугольным. Соответственно, верхняя часть может быть создана в форме горшка или банки и одновременно может обеспечивать крышку для питателя.
Согласно одному варианту, тогда верхняя часть содержит клин Вильямса, который ориентирован в направлении второго кольца, созданного на этой части. Согласно одному варианту, тогда верхняя часть, в дополнение или в качестве альтернативы, содержит полосу Вильямса, которая ориентирована в направлении второго кольца, созданного на этой части. Клин Вильямса и полоса Вильямса, в каждом случае, предотвращают преждевременное образование литейной корки в верхней части питателя. Клин Вильямса или полоса Вильямса могут быть созданы на диске верхней части. Дополнительные подробности по конструкции клина Вильямса или полосы Вильямса можно найти в уже упомянутой книге "Foseco Ferrous Foundryman's Handbook" (ISBN 0 7506 4-284 X) или в одиннадцатом издании книги "Foseco Non-Ferrous Foundryman's Handbook" (ISBN 0 7506 4286 6), опубликованной Butterworth-Heinemann в 1999 году. Соответствующие материалы также можно найти в патентном документе ЕР 2 489 450 В1. Эти материалы включены сюда как ссылочные.
Согласно одному варианту, тогда верхняя часть имеет в центральной области диска углубление в форме конуса или усеченного конуса, которое ориентировано в направлении второго кольца, созданного на этой части. Это углубление может работать вместе с центрирующим штырем литейной модели.
Согласно одному варианту, тогда диск находится на осевом расстоянии 100 мм или 160 мм от второго кольца, созданного на верхней части. Соответственно, пространство внутри верхней части имеет в общем высоту 100 мм или 160 мм.
Согласно одному варианту, внутренний диаметр первого кольца составляет 80 мм, 100 мм, 120 мм или 140 мм. Согласно одному варианту, внешний диаметр первого кольца составляет 140 мм, 160 мм, 180 мм или 200 мм. Было обнаружено, что такие размеры при подготовке литейной формы благоприятствуют уплотнению формовочного песка, окружающего питатель.,
Согласно одному варианту, разница между внутренним и внешним диаметрами второго кольца составляет от 20 мм до 100 мм, от 30 мм до 90 мм, либо 60 мм. Соответственно, для верхней части получается толщина стенки от 10 мм до 50 мм и, в частности, 30 мм.
Согласно одному варианту, отверстие питателя находится на осевом расстоянии 100 мм, 110 мм, 120 мм или 130 мм от первого кольца, созданного на нижней части. В результате получается соответствующая высота нижней части, измеряемая в осевом направлении.
Согласно одному варианту, система питателя дополнительно содержит крышку в форме диска. При этом диск может быть круглым, овальным или многоугольным. Кроме того, на крышке созданы по меньшей мере три выступа, находящихся на расстоянии друг от друга, если смотреть в окружном направлении, которые проходят относительно этого диска как в радиальном, так и в осевом направлениях и, таким образом, перпендикулярно диску.
Согласно одному варианту, упомянутые по меньшей мере три выступа равномерно распределены в окружном направлении диска.
Согласно одному варианту, упомянутые по меньшей мере три выступа смещены внутрь от окружной поверхности диска, если смотреть в радиальном направлении, и расположены по окружности первого или второго кольца. Таким образом, выступы приходят в сопряжение с внутренней стороной соседней нижней части или соседней верхней части. Согласно альтернативному варианту, который также может быть скомбинирован с предшествующим вариантом, упомянутые по меньшей мере три выступа проходят в радиальном направлении только снаружи диска. Таким образом, эти выступы приходят в сопряжение с внешней стороной соседней нижней части или соседней верхней части.
Согласно одному варианту, тогда в каждом случае поверхность каждого из упомянутых по меньшей мере трех выступов, проходящая в осевом направлении, образует с диском тупой угол, угол от 91° до 110° или угол от 95° до 100°. Такая поверхность, наклоненная относительно диска, облегчает выравнивание и самоцентрирование крышки относительно соседних нижней части или верхней части.
Согласно альтернативному варианту, который также может быть скомбинирован с предшествующим вариантом, система питателя дополнительно содержит крышку в виде круглого, овального или многоугольного диска. Соответственно, крышка имеет канавку, которая проходит в окружном направлении по всему диску и создана с формой, комплементарной форме упомянутого по меньшей мере одного выступа, созданного на первом кольце нижней части и/или третьем кольце верхней части. В качестве альтернативы или в дополнение, крышка содержит по меньшей мере один выступ, который проходит в окружном направлении по всему диску и создан с формой, комплементарной форме упомянутой по меньшей мере одной канавки, созданной на первом кольце нижней части и/или третьем кольце верхней части.
Согласно одному варианту, крышка также создана как одна деталь.
Согласно одному варианту, крышка содержит клин, Вильямса, расположенный на той же стороне диска, что и упомянутые по меньшей мере три выступа, упомянутая по меньшей мере одна канавка или упомянутый по меньшей мере один выступ. В качестве альтернативы или в дополнение, крышка содержит полосу Вильямса, расположенную на той же стороне диска, что и упомянутые по меньшей мере три выступа, упомянутая по меньшей мере одна канавка или упомянутый по меньшей мере один выступ. В качестве альтернативы или в дополнение, крышка имеет углубление в форме конуса или усеченного конуса в центральной области диска, расположенное на той же стороне диска, что и упомянутые по меньшей мере три выступа, упомянутая по меньшей мере одна канавка или упомянутый по меньшей мере один выступ. Это углубление работает вместе с центрирующим штырем литейной модели.
Согласно одному варианту, нижняя часть и/или упомянутая по меньшей мере одна верхняя часть и/или крышка выполнены из изолирующего материала, экзотермического материала, либо изолирующего экзотермического материала.
Согласно одному варианту, нижняя часть и/или упомянутая по меньшей мере одна верхняя часть и/или крышка изготовлены из смеси огнеупорных наполнителей с низкой или высокой плотностью, которые выбирают из группы, содержащей кварцевый песок, оливин, полые сферы и микроволокна из алюмосиликата, обожженный до спекания шамот, глину, пемзу, перлит и вермикулит, со связующими веществами.
Согласно одному варианту, нижняя часть с внешней стороны в общем имеет форму сферического купола, параболоида вращения или усеченного конуса.
Согласно одному варианту, верхняя часть с внешней стороны в общем имеет форму цилиндра или правильного многоугольника.
В различных вариантах нижняя часть, которая может использоваться в описанной выше системе питателя, имеет первый конец, на котором создано отверстие питателя, и второй конец, противоположный первому концу, на котором эта часть имеет форму кольца. При этом кольцо может быть круглым, овальным или многоугольным. Рядом с кольцом на нижней части созданы по меньшей мере три выступа, находящиеся на расстоянии друг от друга, если смотреть в окружном направлении, которые проходят относительно этого кольца как в радиальном, так и в осевом направлениях и, таким образом, перпендикулярно поверхности, заданной этим кольцом. Благодаря выступам, соответствующим образом созданная нижняя часть хорошо подходит для предотвращения смещения установленных на ней верхней части или крышки.
В различных альтернативных вариантах нижняя часть, которая может использоваться в описанной выше системе питателя, также имеет первый конец, на котором создано отверстие питателя, и второй конец, противоположный первому концу, на котором эта часть имеет форму кольца. Здесь также кольцо может быть круглым, овальным или многоугольным. Кроме того, кольцо нижней части имеет по меньшей мере одну канавку и/или по меньшей мере один выступ, которые проходят в окружном направлении по всему кольцу. Эта нижняя часть также хорошо подходит для предотвращения скольжения установленных на ней верхней части или крышки, имеющих выступ с формой, комплементарной форме канавки, или канавку с формой, комплементарной форме выступа.
В различных вариантах верхняя часть, которая может использоваться в описанной выше системе питателя, на одном конце имеет форму первого кольца, которое может быть круглым, овальным или многоугольным. Кроме того, рядом с первым кольцом на верхней части созданы по меньшей мере три выступа, находящиеся на расстоянии друг от друга, если смотреть в окружном направлении, которые проходят относительно этого кольца как в радиальном, так и в осевом направлениях и, таким образом, перпендикулярно поверхности, заданной этим кольцом. Соответственно, предотвращается скольжение верхней части при ее установке на нижней части. В качестве альтернативы, верхняя часть может служить опорой для дополнительных верхних частей, скольжение которых также предотвращается таким же образом.
В различных альтернативных вариантах верхняя часть, которая может использоваться в описанной выше системе питателя, на одном конце также имеет форму первого кольца, которое может быть круглым, овальным или многоугольным. При этом первое кольцо верхней части имеет по меньшей мере одну канавку или по меньшей мере один выступ, которые проходят в окружном направлении по всему кольцу. Этот вариант также позволяет предотвращать скольжение верхней части на нижней части или другой верхней части, при условии, что на этих нижней части или другой верхней части создан выступ с формой, комплементарной форме канавки, или канавка с формой, комплементарной форме выступа.
Согласно одному варианту, на своем конце, обращенном в противоположную от первого кольца сторону, верхняя часть имеет форму второго кольца, являющегося круглым, овальным или многоугольным. Кроме того, внутренний диаметр и внешний диаметр первого и второго колец верхней части, соответственно, различаются менее чем на 10%, или не более чем на 2%. Таким образом, толщина стенки верхней части изменяется очень незначительно.
Согласно одному варианту, на упомянутой по меньшей мере одной верхней части рядом со вторым кольцом созданы по меньшей мере три выступа, находящиеся на расстоянии друг от друга, которые проходят относительно этого кольца как в радиальном, так и в осевом направлениях и, таким образом, перпендикулярно поверхности, заданной этим кольцом. Таким образом, выступы могут быть выполнены на выбор на первом кольце, втором кольце или обеих этих кольцах. Соответственно, выступы могут быть расположены на выбор внутри первого или второго кольца, либо снаружи этих колец, если смотреть в радиальном направлении.
Также возможны гибридные формы. Например, выступы могут быть расположены внутри первого кольца и снаружи второго кольца, если смотреть в радиальном направлении.
Согласно альтернативному варианту, второе кольцо упомянутой по меньшей мере одной верхней части имеет по меньшей мере одну канавку, которая проходит в окружном направлении по всему этому кольцу, а первое кольцо упомянутой по меньшей мере одной верхней части содержит по меньшей мере один выступ с формой, комплементарной форме упомянутой по меньшей мере одной канавки, созданной на втором кольце этой части, либо второе кольцо упомянутой по меньшей мере одной верхней части содержит по меньшей мере один выступ, который проходит в окружном направлении по всему этому кольцу, а первое кольцо упомянутой по меньшей мере одной верхней части имеет по меньшей мере одну канавку с формой, комплементарной форме упомянутого по меньшей мере одного выступа, созданного на втором кольце этой части. Верхние части, созданные таким образом, можно легко устанавливать одну над другой, и при этом предотвращается их скольжение.
Согласно одному варианту, верхняя часть на конце, обращенном в противоположную от первого кольца сторону, имеет форму диска, и диск является круглым, овальным или многоугольным. Таким образом, верхняя часть может быть создана в форме горшка.
При этом отметим, что термины "содержать", "обеспечивать", "иметь", "включать" и "с" и их измененные грамматические формы, использованные в настоящем описании и формуле изобретения при перечислении особенностей, должны пониматься в общем как не накладывающие ограничений при таком перечислении, например, этапов способов, устройств, областей, размеров и т.п., и ни в коем случае не исключают наличия других или дополнительных особенностей, либо совокупностей других или дополнительных особенностей.
Дополнительные особенности изобретения указаны в приведенном далее описании примерных вариантов его реализации, а также в формуле изобретения и на чертежах. На чертежах идентичные или похожие элементы обозначены идентичными или похожими ссылочными номерами. Отметим, что изобретение не ограничивается описанными примерными вариантами его реализации, но определено объемом приложенной формулы изобретения. В частности, отдельные особенности в вариантах реализации изобретения могут быть воплощены в количестве и комбинациях, отличающихся от приведенных ниже примеров. При последующем рассмотрении примерного варианта реализации изобретения делается ссылка на приложенные чертежи, из которых:
на Фиг. 1А приведен схематичный общий вид системы питателя, соответствующей первому варианту;
на Фиг. 1В приведен схематичный разрез системы питателя, показанной на Фиг. 1, при сечении плоскостью А-А, показанной на Фиг. 1С;
на Фиг. 1С приведен схематичный вид сбоку системы питателя, показанной на Фиг. 1А, где поверхности сделаны прозрачными;
на Фиг. 2А приведен схематичный разрез нижней части, представляющей собой первый вариант, которая может использоваться в системе питателя, показанной на Фиг. 1А, этот разрез получен при сечении плоскостью А-А, показанной на Фиг. 2В;
на Фиг. 2В приведен схематичный вид сверху нижней части, показанной на Фиг. 2А;
на Фиг. 2С приведен схематичный общий вид нижней части, показанной на Фиг. 2А, где поверхности сделаны прозрачными;
на Фиг. 3А приведен схематичный разрез верхней части, представляющей собой первый вариант, которая может использоваться в системе питателя, показанной на Фиг. 1А, этот разрез получен при сечении плоскостью А-А, показанной на Фиг. 3В;
на Фиг. 3В приведен схематичный вид сверху верхней части, показанной на Фиг. 3А;
на Фиг. 3С приведен схематичный общий вид верхней части, показанной на Фиг. 3А, где поверхности сделаны прозрачными;
на Фиг. 4А приведен схематичный разрез верхней части, представляющей собой второй вариант, которая может использоваться в системе питателя, показанной на Фиг. 1А, этот разрез получен при сечении плоскостью А-А, показанной на Фиг. 4В;
на Фиг. 4В приведен схематичный вид сверху верхней части, показанной на Фиг. 4А;
на Фиг. 4С приведен схематичный общий вид верхней части, показанной на Фиг. 4А, где поверхности сделаны прозрачными;
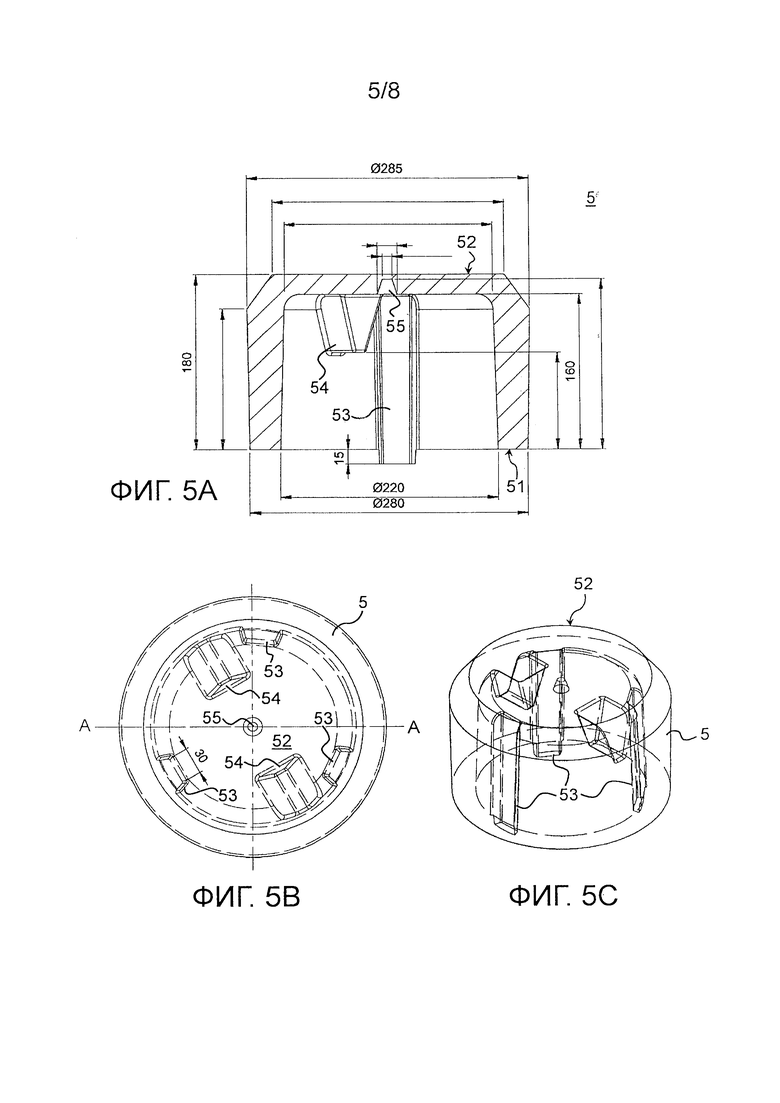
на Фиг. 5А приведен схематичный разрез верхней части, представляющей собой третий вариант, которая может использоваться в системе питателя, показанной на Фиг. 1А, этот разрез получен при сечении плоскостью А-А, показанной на Фиг. 5 В;
на Фиг. 5В приведен схематичный вид сверху верхней части, показанной на Фиг. 5А;
на Фиг. 5С приведен схематичный общий вид верхней части, показанной на Фиг. 5А, где поверхности сделаны прозрачными;
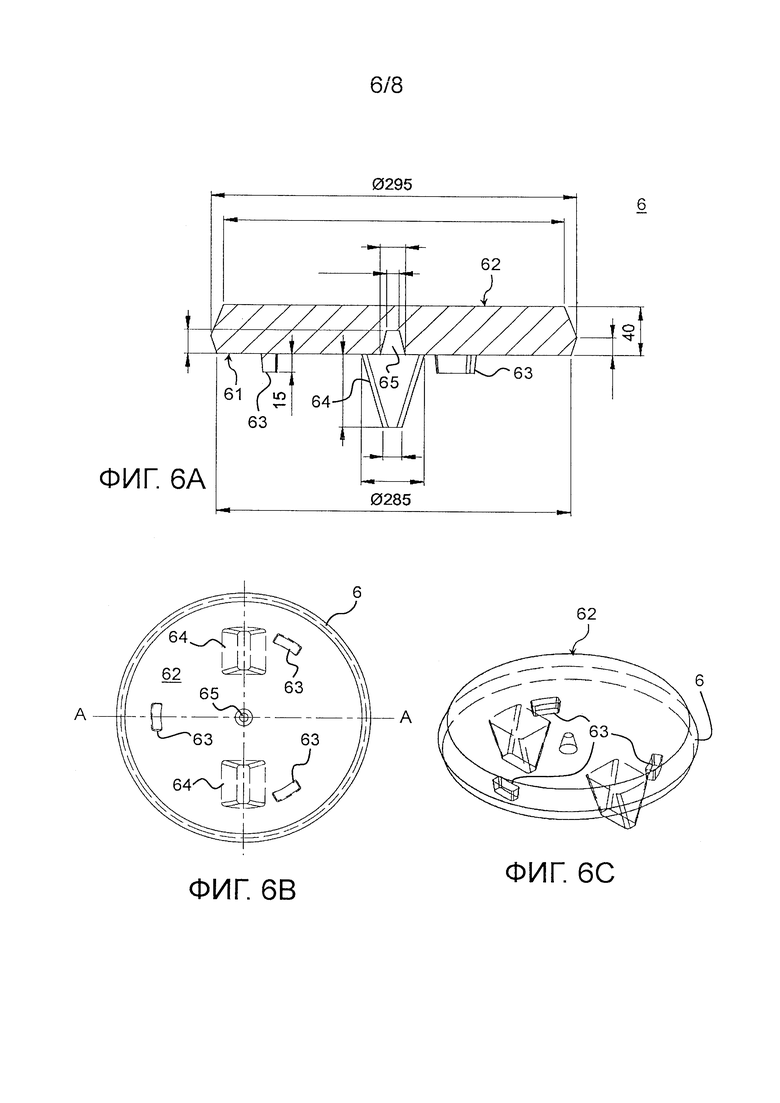
на Фиг. 6А приведен схематичный разрез крышки, представляющей собой первый вариант, которая может использоваться в системе питателя, показанной на Фиг. 1А, этот разрез получен при сечении плоскостью А-А, показанной на Фиг. 6В;
на Фиг. 6В приведен схематичный вид сверху крышки, показанной на Фиг. 6А;
на Фиг. 6С приведен схематичный общий вид крышки, показанной на Фиг. 6А, где поверхности сделаны прозрачными;
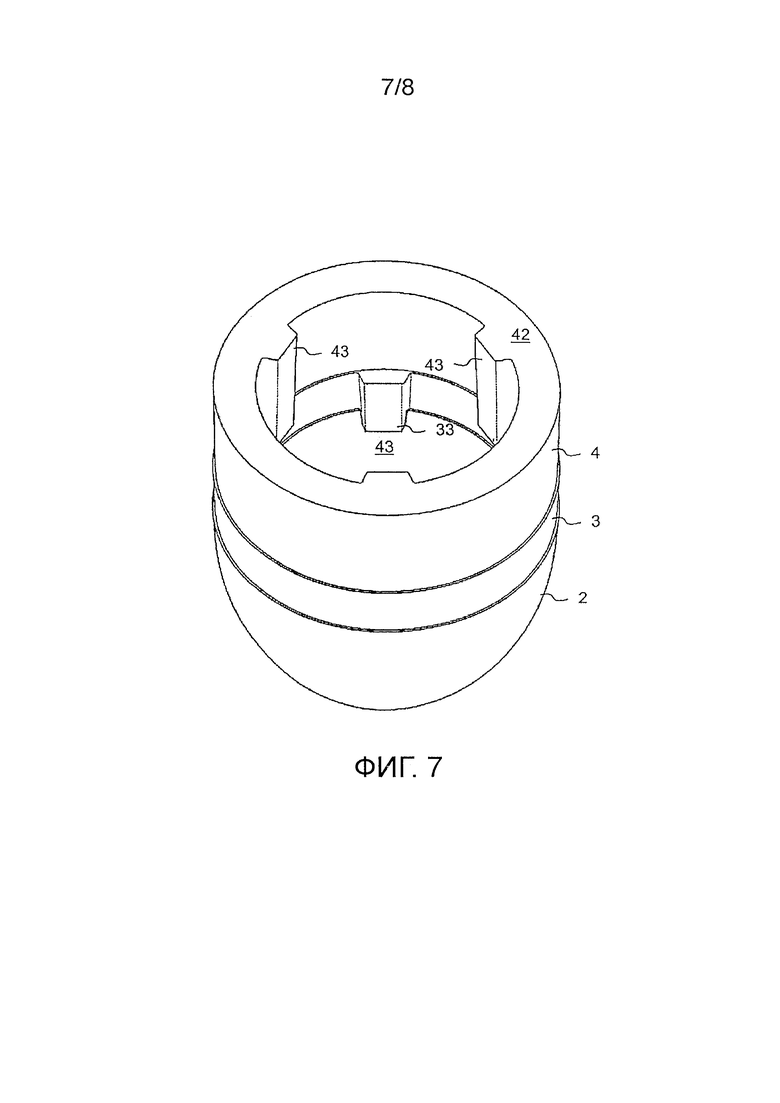
на Фиг. 7 приведен схематичный общий вид системы питателя, соответствующей первому варианту, в частично собранном состоянии;
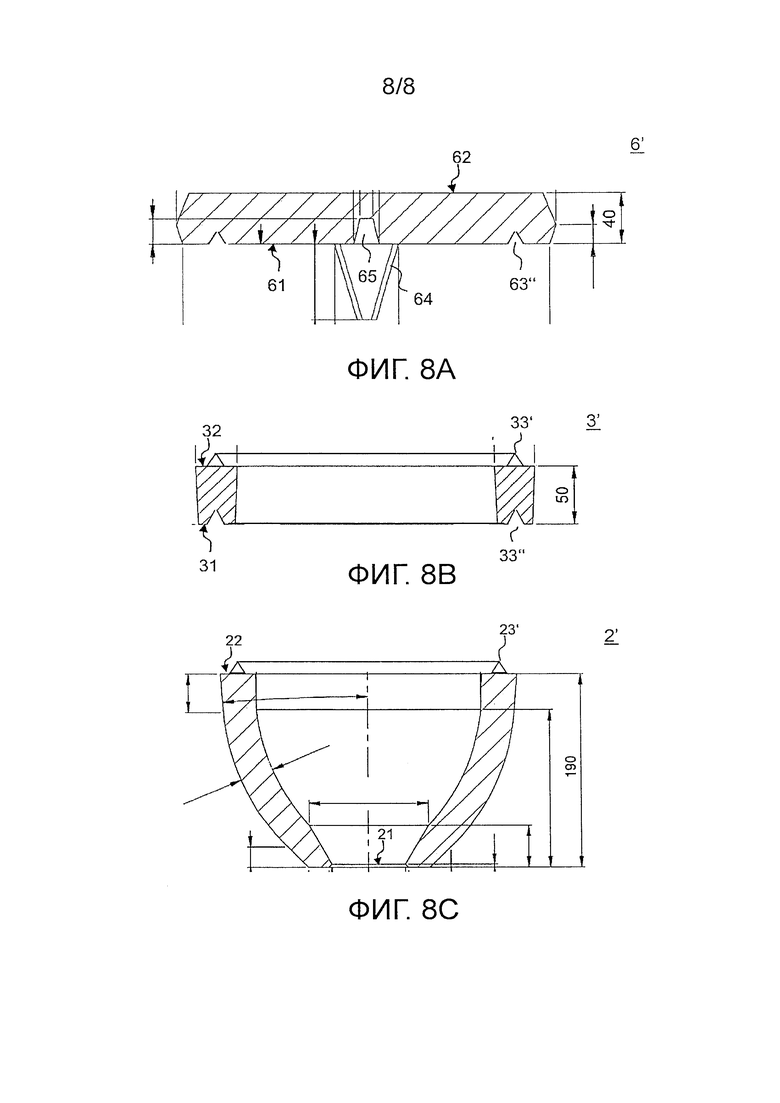
на Фиг. 8А приведен схематичный разрез крышки, представляющей собой второй вариант, которая может использоваться в системе питателя, соответствующей второму варианту;
на Фиг. 8В приведен схематичный разрез верхней части, представляющей собой четвертый вариант, которая может использоваться в системе питателя, соответствующей второму варианту; и
на Фиг. 8С приведен схематичный разрез нижней части, представляющей собой второй вариант, которая может использоваться в системе питателя, соответствующей второму варианту.
Далее со ссылкой на Фиг. 1А - Фиг. 7 описана система питателя, соответствующая первому примерному варианту.
Как хорошо видно при совместном рассмотрении Фиг. 1А, 1В и 1С, система 1 питателя, соответствующая первому примерному варианту, состоит из являющихся модулями нижней части 2, первой верхней части 3, второй верхней части 4 и третьей верхней части 5.
Соответственно, нижняя часть 2 и первая - третья верхние части 3, 4, 5 представляют собой отдельные элементы, каждый' из которых изготовлен в виде цельного элемента из смеси полых микросфер алюмосиликата с вермикулитом и связующими веществами и поэтому имеет изолирующие свойства.
Однако настоящее изобретение не ограничивается этими материалами или обеспечением изолирующих свойств. В действительности, некоторые или всех из этих элементов могут также иметь экзотермические свойства, либо изолирующие и экзотермические свойства.
Нижняя часть 2, более подробно показанная на Фиг. 2А - Фиг. 2С, в целом имеет форму параболоида вращения с большой длиной, на ее первом конце, со стороны вершины эллипсоида вращения, создано отверстие 21 питателя, имеющее диаметр 70 мм. Отверстие 21 питателя в данном случае создано таким образом, чтобы оно одновременно служило пережимом. Соответственно, в окружном направлении нижняя часть 2 создает непрерывную боковую стенку для заключения внутри некоторого объема расплавленного металла. На ее конце, противоположном отверстию 21 питателя, нижняя часть 2 имеет форму первого круглого кольца 22 с внутренним диаметром 216 мм и внешним диаметром 284 мм. Высота нижней части 2 в этом варианте составляет 190 мм, в результате чего первое круглое кольцо 22 находится на соответствующем расстоянии от отверстия 21 питателя. Настоящее изобретение не ограничивается приведенной совокупностью размеров.
Соответственно, например, в качестве альтернативы, при остальных идентичных размерах нижней части диаметр отверстия питателя может составлять, например, 40 мм, 50 мм или 60 мм. Кроме того, настоящее изобретение не ограничивается нижней частью, имеющей круглое поперечное сечение. В качестве альтернативы, нижняя часть может иметь, например, овальное поперечное сечение.
Первая и вторая верхние части 3, 4, более подробно показанные на Фиг. 3А - Фиг. 4С, в целом имеют (в каждом случае - снаружи) форму цилиндрической стенки. Третья верхняя часть 5, более, подробно показанная на Фиг. 5А - Фиг. 5С, в целом имеет снаружи форму горшка. Соответственно, каждая из верхних частей 3, 4, 5 в окружном направлении создает непрерывную боковую стенку для заключения внутри некоторого объема расплавленного металла. Настоящая модель не ограничивается верхними частями, имеющими круглое поперечное сечение. В качестве альтернативы, верхние части могут иметь, например, овальное поперечное сечение.
Первая - третья верхние части 3, 4, 5 на одном конце все имеют форму второго круглого кольца 31, 41, 51, внутренний диаметр которого составляет 200 мм, и внешний диаметр которого составляет 280 мм. Соответственно, внутренний диаметр второго круглого кольца 31, 41, 51, созданного на первой - третьей верхних частях 3, 4, 5, отличается на 4 мм и, таким образом, на 1,9% от внутреннего диаметра первого круглого кольца 22, созданного на нижней части 2. Кроме того, внешний диаметр второго круглого кольца 31, 41, 51, созданного на первой - третьей верхних частях 3, 4, 5, отличается на 4 мм и, таким образом, на 1,4% от внешнего диаметра первого круглого кольца 22, созданного на нижней части 2. Таким образом, первое круглое кольцо 22 нижней части 2 и вторые круглые кольца 31, 41, 51 первой - третьей верхних частей 3, 4, 5 хорошо подходят друг другу. Это позволяет расположить первую - третью верхние части 3, 4, 5 рядом с нижней частью 2 для создания модульной системы 1 питателя.
Чтобы предотвратить скольжение первой - третьей верхних частей 3, 4, 5 в радиальном направлении относительно нижней части 2, каждая из верхних частей 3, 4, 5 содержит рядом с ее вторым круглым кольцом 31, 41, 51 три выступа 33, 43, 53, находящиеся на расстоянии друг от друга, если смотреть в окружном направлении, которые проходят относительно соответствующего второго кольца 31, 41, 51 как в радиальном, так и в осевом направлениях. В проиллюстрированном здесь варианте выступы 33, 43, 53 равномерно распределены в окружном направлении соответствующего второго круглого кольца 31, 41, 51, и расположены внутри этого кольца.
Однако настоящее изобретение не ограничивается точно 3 выступами или равномерным распределением выступов по соответствующему второму кольцу верхней части. В действительности, может быть выполнено больше или меньше выступов, и они также могут быть распределены неравномерно. Кроме того, в дополнение или в качестве альтернативы, выступы также могут быть расположены снаружи соответствующего второго кольца, если смотреть в радиальном направлении. Помимо этого, определенное число выступов также может быть расположено рядом с первым круглым кольцом, созданным на нижней части.
Чтобы обеспечить самоцентрирование верхних частей 3, 4, 5 друг относительно друга и относительно нижней части 2, в каждом случае поверхность каждого из выступов 33, 43, 53, смежная соответствующему второму круглому кольцу 31, 41, 51, проходит в осевом направлении и образует с этим кольцом 31, 41 или 51 в каждом случае тупой угол 96°.
На своем конце, обращенном в противоположную от второго круглого кольца 31, 41 или 51 сторону, первая и вторая верхние части 3, 4 имеют форму третьего круглого кольца 32, 42, внешний диаметр которого, составляющий 284 мм, и внутренний диаметр которого, составляющий 216 мм, соответствуют внешнему и внутреннему диаметру первого круглого кольца 22, созданного на нижней части 2. Соответственно, третье круглое кольцо 32, 42 этих верхних частей 3, 4 хорошо подходит второму круглому кольцу 31, 41, 51 верхних частей 3, 4, 5, что позволяет расположить несколько верхних частей 3, 4, 5 следующими одна за другой.
Даже если это не показано на чертежах, одна или более верхних частей могут содержать выступы, находящиеся на расстоянии друг от друга, если смотреть в окружном направлении, которые проходят относительно соответствующего третьего круглого кольца как в радиальном, так и в осевом направлениях.
Первая верхняя часть 3, показанная на Фиг. 3А - Фиг. 3С, отличается от второй верхней части 4, показанной на Фиг. 4А - Фиг. 4С, только тем, что высота первой верхней части 3 и, соответственно, осевое расстояние между вторым и третьим круглыми кольцами 31, 32 в ней составляет только 50 мм, в то время как высота второй верхней части 4 и, соответственно, осевое расстояние между вторым и третьим круглыми кольцами,41, 42 в ней в два раза больше, а именно, 100 мм.
Третья верхняя часть 5, показанная на Фиг. 5А - Фиг. 5С, отличается от первой и второй верхних частей 3, 4 тем, что третья верхняя часть 5 имеет форму круглого диска 52 на ее конце, обращенном в противоположную от второго круглого кольца 51 сторону, который находится от этого кольца на осевом расстоянии 160 мм. Таким образом, третья верхняя часть 5 одновременно выполняет функцию крышки в системе 1 питателя.
Чтобы предотвратить преждевременное образование литейной корки в третьей верхней части 5, на круглом диске 52 созданы два клина 54 Уильямса, которые ориентированы в направлении второго круглого кольца 51, созданного в этой части. Кроме того, в круглом диске 52 создано центральное центрирующее отверстие 55, которое может приходить в сопряжение с центрирующим штырем литейной модели.
На Фиг. 6А - Фиг. 6С показана крышка 6, которая может использоваться в системе 1 питателя, показанной на Фиг. 1А - Фиг. 1С вместо третьей верхней части 5.
Крышка имеет форму круглого диска и также изготовлена как одна деталь из изолирующего огнеупорного материала. Чтобы предотвратить скольжение крышки 6 в радиальном направлении относительно нижней части 2 или, соответственно, верхней части 3 или 4, эта крышка снабжена тремя выступами 63, равномерно распределенными в окружном направлении, которые проходят относительно диска 62 как в радиальном, так и в осевом направлениях. В данном случае также выступы 63 расположены внутри диска 62, и поверхность каждого из этих выступов, обращенная в радиальном направлении наружу, образует тупой угол 96° с диском 62. Кроме того, на диске 62 крышки 6 выполнены два клина 64 Уильямса и углубление в виде центрального центрирующего отверстия 65. Центрирующее отверстие 65 может работать вместе с центрирующим штырем литейной модели.
На Фиг. 7 приведен схематичный общий вид питателя, в котором нижняя часть 2 и первая и вторая верхние части 3, 4 расположены одна над другой.
Далее со ссылкой на Фиг. 8А - Фиг. 8С описан альтернативный вариант системы питателя. Чтобы избежать повторения, здесь будут рассмотрены только отличия от описанного выше первого варианта системы питателя, в остальном необходимо обратиться к рассмотрению первого варианта.
Второй вариант системы питателя отличается от предшествующего первого вариант только тем, что внутри или снаружи соответствующей стенки, если смотреть в радиальном направлении, отсутствуют выступы, обеспечивающие самоцентрирование нижней части 2' относительно упомянутых верхней части 3' или крышки 6' и, соответственно, не предотвращается скольжение в радиальном направлении при помощи них. В отличие от этого, первое круглое кольцо 22, созданное на нижней части 2', содержит выступ 23' кольцевой формы с треугольным поперечным сечением, а второе круглое кольцо 31, созданное на первой верхней части 3', снабжено канавкой 33" комплементарной формы. Соответственно, третье круглое кольцо 32, созданное на первой верхней части 3', содержит выступ 33' кольцевой формы с треугольным поперечным сечением, а крышка 6' снабжена канавкой 63" комплементарной формы.
Разумеется, в качестве альтернативы можно поменять местами канавку и выступ в их соответствующих парах, в результате чего первое круглое кольцо, созданное на нижней части, будет иметь канавку кольцевой формы с треугольным поперечным сечением, а на втором круглом кольце, созданном на верхней части или крышке, будет располагаться выступ комплементарной кольцевой формы с треугольным поперечным сечением.
Хотя выше только в качестве примера были рассмотрены примерные варианты реализации настоящего изобретения, специалисту в данной области техники будет очевидно, что возможны многочисленные модификации, дополнения и замены, не выходящие за пределы объема защиты и сущности изобретения, определенных в пунктах приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАТЕЛЬНАЯ СИСТЕМА | 2015 |
|
RU2684522C2 |
| СИСТЕМА ПИТАТЕЛЯ | 2015 |
|
RU2682731C2 |
| ПИТАЮЩАЯ СИСТЕМА | 2021 |
|
RU2826644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, ПОДКРЕПЛЕННОЙ КЕРАМИЧЕСКИМИ ВОЛОКНАМИ | 2009 |
|
RU2499076C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, УСИЛЕННОЙ КЕРАМИЧЕСКИМИ ВОЛОКНАМИ | 2008 |
|
RU2477762C2 |
| ПИТАЮЩАЯ СИСТЕМА | 2020 |
|
RU2827081C2 |
| РАЗЪЕМНАЯ МУФТА | 2007 |
|
RU2455537C2 |
| СОКОВЫЖИМАЛКА | 2007 |
|
RU2399361C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЛИТЬЯ МЕТАЛЛОВ И ИХ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2238819C1 |
| Устройство и способ для подачи сыпучего твердого криогенного вещества в поток сжатого воздуха | 2023 |
|
RU2813440C1 |
Изобретение относится к системе питателя для литья металла в форму. Система питателя содержит нижнюю часть и по меньшей мере одну верхнюю часть в виде цельного элемента, отдельного от нижней части. Нижняя часть имеет первый конец, на котором создано отверстие питателя. Кроме того, нижняя часть имеет второй конец, противоположный первому концу, на котором эта часть имеет форму первого кольца. На своем конце, обращенном к нижней части, верхняя часть имеет форму второго кольца. При этом первое кольцо и второе кольцо являются круглыми, овальными или многоугольными. При этом внутренние диаметры первого кольца и второго кольца различаются менее чем на 10% или не более чем на 2%. В качестве альтернативы или в дополнение внешние диаметры первого кольца и второго кольца различаются менее чем на 10% или не более чем на 2%. В результате обеспечивается повышение качества литья металла в форму. 6 н. и 28 з.п. ф-лы, 8 ил.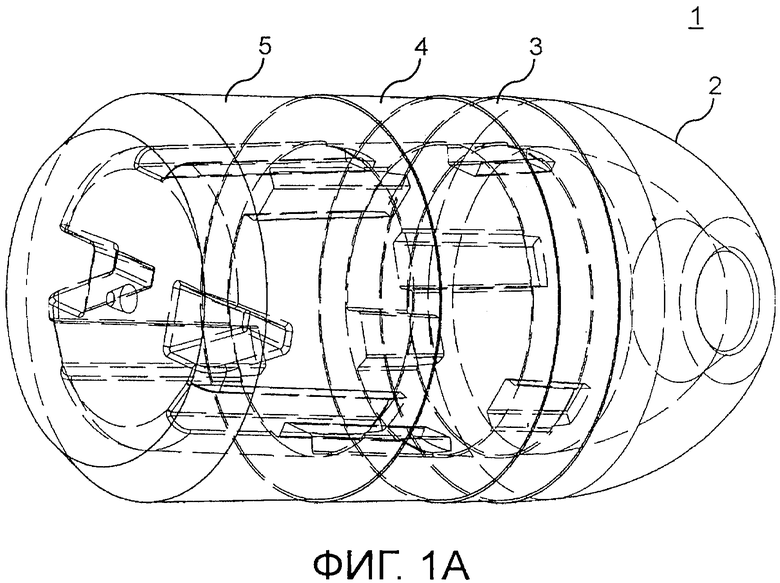
1. Система (1) питателя для литья металла в форму, содержащая
нижнюю часть (2) и
по меньшей мере одну верхнюю часть (3, 4, 5), отдельную от нижней части (2) и являющуюся частью в виде цельного элемента,
причем нижняя часть (2) имеет первый конец, на котором выполнено отверстие (21) питателя, и противоположный первому концу второй конец, на котором нижняя часть (2) имеет форму первого кольца (22),
причем верхняя часть (3, 4, 5) имеет форму второго кольца (31, 41, 51) на конце, обращенном к нижней части (2),
причем форма сечения первого кольца (22) и второго кольца (31, 41, 51) является круглой, или овальной, или многоугольной,
причем внутренний диаметр первого кольца (22) отличается от внутреннего диаметра второго кольца (31, 41, 51) менее чем на 10% или не более чем на 2% и/или внешний диаметр первого кольца (22) отличается от внешнего диаметра второго кольца (31, 41, 51) менее чем на 10% или не более чем на 2%,
причем на нижней части (2) рядом с первым кольцом (22) и/или на упомянутой по меньшей мере одной верхней части (3, 4, 5) рядом со вторым кольцом (31, 41, 51) образованы по меньшей мере три выступа (33, 43, 53), расположенных на расстоянии друг от друга по окружности и проходящих относительно соответствующего первого или второго кольца (22, 31, 41, 51) как в радиальном, так и в осевом направлениях.
2. Система (1) питателя по п. 1, в которой упомянутые по меньшей мере три выступа (33, 43, 53) равномерно распределены по окружности соответствующего первого или второго кольца (22, 31, 41, 51).
3. Система (1) питателя по п. 1 или 2, в которой поверхность упомянутых по меньшей мере трех выступов (33, 43, 53), проходящая в осевом направлении, образует тупой угол или угол от 91° до 110° или угол от 95° до 100° с соответствующим первым или вторым кольцом (22, 31, 41, 51).
4. Система питателя для литья металла в форму, содержащая
нижнюю часть (2’) и
по меньшей мере одну верхнюю часть (3’), отдельную от нижней части (2’) и являющуюся частью в виде цельного элемента,
причем нижняя часть (2’) имеет первый конец, на котором выполнено отверстие (21) питателя, и противоположный первому концу второй конец, на котором нижняя часть (2’) имеет форму первого кольца (22),
причем верхняя часть (3’) имеет форму второго кольца (31) на конце, обращенном к нижней части (2’),
причем форма сечения первого кольца (22) и второго кольца (31) является круглой, или овальной, или многоугольной,
причем внутренний диаметр первого кольца (22) отличается от внутреннего диаметра второго кольца (31) менее чем на 10% или не более чем на 2% и/или внешний диаметр первого кольца (22) отличается от внешнего диаметра второго кольца (31) менее чем на 10% или не более чем на 2%,
при этом первое кольцо нижней части имеет по меньшей мере одну канавку, которая проходит по окружности всего первого кольца, а второе кольцо упомянутой по меньшей мере одной верхней части содержит по меньшей мере один выступ с формой, комплементарной форме упомянутой по меньшей мере одной канавки, образованной на первом кольце нижней части, и/или
первое кольцо (22) нижней части (2’) содержит по меньшей мере один выступ (23’), который проходит по окружности всего первого кольца (22), а второе кольцо (31) упомянутой по меньшей мере одной верхней части (3’) имеет по меньшей мере одну канавку (33”) с формой, комплементарной форме упомянутого по меньшей мере одного выступа (23’), образованного на первом кольце (22) нижней части (2’).
5. Система (1) питателя по любому из пп. 1-4, в которой нижняя часть (2; 2’) и/или упомянутая по меньшей мере одна верхняя часть (3, 4, 5; 3’) содержат непрерывную боковую стенку для заключения внутри объема расплавленного металла.
6. Система (1) питателя по любому из пп. 1-5, в которой в области отверстия (21) питателя нижняя часть (2; 2’) выполнена в виде пережима или содержит встроенный пережим.
7. Система (1) питателя по любому из пп. 1-6, в которой
упомянутая по меньшей мере одна верхняя часть (3, 4; 3’) имеет форму третьего кольца (32, 42) на ее конце, обращенном в противоположную от нижней части (2; 2’) сторону,
причем форма сечения третьего кольца (32, 42) является круглой, или овальной, или многоугольной,
причем внутренний диаметр второго кольца (31, 41) верхней части (3; 3’) отличается от внутреннего диаметра третьего кольца (32, 42, 52) верхней части (3; 3’) менее чем на 10% или не более чем на 2% и/или внешний диаметр второго кольца (31, 41, 51) верхней части (3; 3’) отличается от внешнего диаметра третьего кольца (32, 42, 52) верхней части (3; 3’) менее чем на 10% или не более чем на 2%.
8. Система (1) питателя по п. 7, в которой рядом с третьим кольцом (32, 42) на упомянутой по меньшей мере одной верхней части (3) образовано по меньшей мере три выступа (33, 43), расположенных на расстоянии друг от друга по окружности и проходящих относительно соответствующего третьего кольца (32, 42) как в радиальном, так и в осевом направлениях.
9. Система (1) питателя по п. 7, в которой
третье кольцо упомянутой по меньшей мере одной верхней части имеет по меньшей мере одну канавку, проходящую по окружности всего третьего кольца, а второе кольцо упомянутой по меньшей мере одной верхней части содержит по меньшей мере один выступ с формой, комплементарной форме упомянутой по меньшей мере одной канавки, образованной на третьем кольце верхней части, и/или
третье кольцо (32) упомянутой по меньшей мере одной верхней части (3’) содержит по меньшей мере один выступ (33’), проходящий по окружности всего третьего кольца (32), а второе кольцо (31) упомянутой по меньшей мере одной верхней части (3’) имеет по меньшей мере одну канавку с формой, комплементарной форме упомянутого по меньшей мере одного выступа (33’), образованного на третьем кольце (32) верхней части (3’).
10. Система (1) питателя по любому из пп. 7-9, в которой по меньшей мере в одной верхней части (3, 4; 3’) второе кольцо (31, 41) находится от третьего кольца (32, 42), образованного на соответствующей верхней части (3, 4; 3’), на осевом расстоянии 50 мм или 100 мм.
11. Система (1) питателя по любому из пп. 7-10, в которой разница между внутренним и внешним диаметрами третьего кольца (32, 42) составляет от 20 мм до 100 мм, или от 30 мм до 90 мм, или 60 мм.
12. Система (1) питателя по любому из пп. 1-6, в которой
упомянутая по меньшей мере одна верхняя часть (5) на своем конце, обращенном в противоположную от нижней части (2) сторону, имеет форму диска (52), причем
периметр диска (52) имеет круглую форму, или овальную форму, или многоугольную форму.
13. Система (1) питателя по п. 12, в которой
верхняя часть (5) содержит по меньшей мере один клин (54) Вильямса, который ориентирован в направлении второго кольца (51), выполненного на верхней части (5), и/или верхняя часть содержит полосу Вильямса, которая ориентирована в направлении второго кольца, выполненного на верхней части, и/или
верхняя часть (5) имеет в центральной области диска (52) углубление (55) в форме конуса или усеченного конуса, которое ориентировано в направлении второго кольца (51), выполненного на верхней части (5).
14. Система (1) питателя по п. 12 или 13, в которой диск (52) находится от второго кольца (51), выполненного на верхней части (5), на осевом расстоянии 100 мм или 160 мм.
15. Система (1) питателя по любому из пп. 1-14, в которой внутренний диаметр первого кольца (22) или второго кольца (31, 41, 51) составляет 80 мм, или 100 мм, или 120 мм, или 140 мм и/или внешний диаметр первого кольца (22) или второго кольца (31, 41, 51) составляет 120 мм, 160 мм, 180 мм или 200 мм.
16. Система (1) питателя по любому из пп. 1-15, в которой разница между внутренним и внешним диаметрами первого кольца (22) или второго кольца (31, 41, 51) составляет от 20 мм до 100 мм, или от 30 мм до 90 мм, или 60 мм.
17. Система (1) питателя по любому из пп. 1-16, в которой отверстие (21) питателя находится от первого кольца (22), образованного на нижней части (2, 2”), на осевом расстоянии 100 мм или 110 мм, или 120 мм, или 130 мм.
18. Система (1) питателя по любому из пп. 1-17, которая дополнительно содержит крышку (6),
причем крышка (6) имеет форму диска (62),
периметр диска (62) имеет круглую форму, или овальную форму, или многоугольную форму, и
причем на крышке (6) выполнены по меньшей мере три выступа (63), расположенных на расстоянии друг от друга по окружности и проходящих относительно диска (62) как в радиальном, так и в осевом направлениях.
19. Система (1) питателя по п. 18, в которой упомянутые по меньшей мере три выступа (63) равномерно распределены по окружности диска (62).
20. Система (1) питателя по п. 18 или 19, в которой
упомянутые по меньшей мере три выступа (63) смещены внутрь в радиальном направлении от периметра диска (62) на ширину первого или второго кольца (22, 31, 41, 51) или
упомянутые по меньшей мере три выступа (63) проходят в радиальном направлении только снаружи диска (62).
21. Система (1) питателя по любому из пп. 18-20, в которой поверхность упомянутых по меньшей мере трех выступов (63), проходящая в осевом направлении, образует с диском (62) тупой угол, или угол от 91° до 110°, или угол от 95° до 100°.
22. Система (1) питателя по любому из пп. 7-17, которая дополнительно содержит крышку (6’),
причем крышка (6’) имеет форму диска (62),
периметр диска (62) имеет круглую форму, или овальную форму, или многоугольную форму, и
причем крышка (6’) имеет по меньшей мере одну канавку (63”), проходящую по окружности всего диска (62), и имеет форму, комплементарную форме упомянутого по меньшей мере одного выступа (23’), образованного на первом кольце (22) нижней части (2’), и/или упомянутого по меньшей мере одного выступа (33’), образованного на третьем кольце (32) верхней части (3’), и/или
крышка содержит по меньшей мере один выступ, проходящий по окружности всего диска, и имеет форму, комплементарную форме упомянутой по меньшей мере одной канавки, образованной на первом кольце нижней части, и/или упомянутой по меньшей мере одной канавки, образованной на третьем кольце верхней части.
23. Система (1) питателя по любому из пп. 18-22, в которой крышка (6; 6’) выполнена как часть в виде цельного элемента.
24. Система (1) питателя по любому из пп. 18-23, в которой
крышка (6; 6’) содержит клин (64) Вильямса, расположенный на той же стороне диска (62), что и упомянутые по меньшей мере три выступа (63), или упомянутая по меньшей мере одна канавка (63”), или упомянутый по меньшей мере один выступ, и/или
крышка содержит полосу Вильямса, расположенную на той же стороне диска, что и упомянутые по меньшей мере три выступа, или упомянутая по меньшей мере одна канавка, или упомянутый по меньшей мере один выступ, и/или
крышка (6; 6’) имеет в центральной области диска (62) углубление (65) в форме конуса или усеченного конуса, расположенное на той же стороне диска (62), что и упомянутые по меньшей мере три выступа (63), или упомянутая по меньшей мере одна канавка (63”), или упомянутый по меньшей мере один выступ.
25. Система (1) питателя по любому из пп. 1-24, в которой
нижняя часть (2; 2’) и/или упомянутая по меньшей мере одна верхняя часть (3, 4, 5; 3’) и/или крышка (6; 6’) выполнены из изолирующего материала, экзотермического материала либо изолирующего экзотермического материала, и/или
нижняя часть (2; 2’) и/или упомянутая по меньшей мере одна верхняя часть (3, 4, 5; 3’) и/или крышка (6; 6’) выполнены из связующих веществ и смеси огнеупорных наполнителей с низкой или высокой плотностью, которые выбраны из группы, состоящей из кварцевого песка, оливина, полых микросфер и микроволокон из алюмосиликата, шамота, оксида алюминия, пемзы, перлита, вермикулита.
26. Система (1) питателя по любому из пп. 1-25, в которой
нижняя часть (2; 2’) с внешней стороны, в общем, имеет форму сферического купола, параболоида вращения или прямого усеченного конуса, и/или
верхняя часть (3, 4; 3’), в общем, имеет форму цилиндра или правильного многоугольника.
27. Нижняя часть системы (1) питателя для литья металла в форму по любому из пп. 1-26, характеризующаяся тем, что
она имеет первый конец, на котором выполнено отверстие питателя, и противоположный первому концу второй конец, на котором нижняя часть имеет форму кольца,
при этом форма сечения кольца является круглой, или овальной, или многоугольной,
причем рядом с кольцом на нижней части образовано по меньшей мере три выступа, расположенных на расстоянии друг от друга по окружности и проходящих относительно соответствующего кольца как в радиальном, так и в осевом направлениях.
28. Нижняя часть (2’) системы (1) питателя для литья металла в форму по любому из пп. 1-26, характеризующаяся тем, что
она имеет первый конец, на котором выполнено отверстие (21) питателя, и противоположный первому концу второй конец, на котором нижняя часть (2’) имеет форму кольца (22),
при этом форма сечения кольца (22) является круглой, или овальной, или многоугольной,
причем кольцо нижней части имеет по меньшей мере одну канавку, проходящую по окружности всего кольца, и/или
кольцо (22) нижней части (2’) содержит по меньшей мере один выступ (23’), проходящий по окружности всего кольца (22).
29. Верхняя часть (3, 4, 5) системы (1) питателя для литья металла в форму по любому из пп. 1-26, характеризующаяся тем, что
верхняя часть (3, 4, 5) на одном конце имеет форму сечения первого кольца (31, 41, 51), которая является круглой, или овальной, или многоугольной, и
на верхней части (3, 4, 5) рядом с первым кольцом (31, 41, 51) образованы по меньшей мере три выступа (33, 43, 53), расположенных на расстоянии друг от друга по окружности и проходящих относительно соответствующего первого кольца (31, 41, 51) как в радиальном, так и в осевом направлениях.
30. Верхняя часть (3’) системы (1) питателя для литья металла в форму по любому из пп. 1-26, характеризующаяся тем, что
верхняя часть (3’) на одном конце имеет форму сечения первого кольца (31), которая является круглой, или овальной, или многоугольной, при этом первое кольцо (31) верхней части (3’) имеет по меньшей мере одну канавку (33’), проходящую по окружности всего первого кольца, и/или
первое кольцо верхней части содержит по меньшей мере один выступ, проходящий по окружности всего первого кольца.
31. Верхняя часть (3, 4; 3’) по п. 29 или 30, которая
имеет форму второго кольца (32, 42) на конце, обращенном в противоположную от первого кольца (31, 41) сторону,
причем форма сечения второго кольца (32, 42) является круглой, или овальной, или многоугольной, при этом внутренний диаметр первого кольца (31, 41) верхней части (3; 3’) отличается от внутреннего диаметра второго кольца (32, 42) менее чем на 10% или не более чем на 2%, и/или
внешний диаметр первого кольца (31, 41) верхней части (3; 3’) отличается от внешнего диаметра второго кольца (32, 42) верхней части (3; 3’) менее чем на 10% или не более чем на 2%.
32. Верхняя часть по п. 31, на которой рядом со вторым кольцом образованы по меньшей мере три выступа, расположенных на расстоянии друг от друга и проходящих относительно соответствующего второго кольца как в радиальном, так и в осевом направлениях.
33. Верхняя часть (3’) по п. 31, в которой
второе кольцо верхней части имеет по меньшей мере одну канавку, проходящую по окружности всего второго кольца, а первое кольцо верхней части содержит по меньшей мере один выступ с формой, комплементарной форме упомянутой по меньшей мере одной канавки, образованной на втором кольце верхней части, или
второе кольцо (32) верхней части (3’) содержит по меньшей мере один выступ (33’), проходящий по окружности всего второго кольца (32), а первое кольцо (31) верхней части (3’) имеет по меньшей мере одну канавку (33”) с формой, комплементарной форме упомянутого по меньшей мере одного выступа (33’), образованного на втором кольце (32) верхней части (3’).
34. Верхняя часть по п. 29 или 30, которая
имеет форму диска (52) на конце, обращенном в противоположную от первого кольца (51) сторону, и
форма сечения диска (52) является круглой, или овальной, или многоугольной.
| CN 201102058 Y, 20.08.2008 | |||
| ПИТАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2004 |
|
RU2379152C2 |
| Устройство для формирования балансного троичного кода | 1983 |
|
SU1184104A1 |
| Молотилка для льна | 1928 |
|
SU14660A1 |
| WO 2005051568 A1, 09.06.2005 | |||
| DE 102007012117 A1, 18.09.2008. | |||

