ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу непрерывной разливки стали, использующему электромагнитное устройство для перемешивания (EMS).
УРОВЕНЬ ТЕХНИКИ
[0002]
В качестве способа непрерывной разливки стали широко использовался способ введения расплавленной стали в кристаллизатор (форму) погружным стаканом, имеющим два выпускных канала. Расплавленная сталь, выпускаемая из погружного стакана, неизбежно содержит пузырьки, неметаллические частицы и т.п. Представительные примеры пузырьков включают в себя пузырьки газообразного аргона. Аргон вдувается в расплавленную сталь в процессе рафинирования, такого как VOD и AOD, используется в качестве уплотнительного газа для промежуточного разливочного устройства, или преднамеренно добавляется к каналу потока расплавленной стали для предотвращения засорения стакана, но по существу не растворяется в расплавленной стали, и таким образом имеет тенденцию затягиваться в кристаллизатор в виде пузырьков. Неметаллические частицы в основном включают в себя часть таких материалов, как шлак для рафинирования, продукты раскисления, образующиеся в процессе рафинирования, огнеупор в качестве основного материала ковша и разливочного устройства, а также порошок, присутствующий на поверхности расплавленной стали в разливочном устройстве, которые захватываются расплавленной сталью и поступают в кристаллизатор вместе с расплавленной сталью через погружной стакан. Отдельно порошковая засыпка (литейная смесь) добавляется на поверхность расплавленной стали в кристаллизаторе. Порошковая засыпка обычно плавает на поверхности расплавленной стали и покрывает ее поверхность, и имеет такие функции, как смазка между отливкой и кристаллизатором, удержание тепла и предотвращение окисления, а также функцию захвата неметаллических частиц, оказавшихся на поверхности расплавленной стали.
[0003]
Пузырьки и неметаллические частицы, поступающие в расплавленную сталь в кристаллизаторе, плавают в кристаллизаторе вместе с потоком расплавленной стали, и те из них, которые имеют относительно большой размер, имеют тенденцию появляться около поверхности расплавленной стали, и могут быть в некоторых случаях захвачены в затвердевшую оболочку (то есть часть поверхностного слоя отливки), формирующуюся на начальной стадии. Порошковая засыпка на поверхности расплавленной стали также может быть в некоторых случаях захвачена затвердевшей оболочкой на начальной стадии. В следующем описании пузырьки и вещества в расплавленной стали, такие как неметаллические частицы и порошковая засыпка, захваченные затвердевшей оболочкой, а также вещества, захваченные затвердевшей оболочкой, упоминаются как «посторонние примеси». Включение посторонних примесей в затвердевшую оболочку может быть фактором, формирующим дефект (трещину) на поверхности стального листа, получаемого посредством процесса, включающего в себя горячую и холодную прокатку.
[0004]
При непрерывной разливке стали устройство для электромагнитного перемешивания (EMS) является эффективным в качестве меры для подавления включения посторонних примесей в затвердевшую оболочку, и широко использовалось (см., например, Патентный документ 1). Опытным путем было подтверждено, что можно предотвратить захват посторонних примесей затвердевшей оболочкой, заставляя расплавленную сталь около затвердевшей оболочки течь принудительно.
[0005]
В том случае, когда температура поверхности расплавленной стали в кристаллизаторе уменьшается, считается, что начальная затвердевшая оболочка может быть сформирована с неравномерной толщиной благодаря влиянию отвода тепла от поверхности расплавленной стали. Неравномерная начальная затвердевшая оболочка опускается вдоль поверхности кристаллизатора, образуя подобное зобу сечение, и становится фактором, увеличивающим захват посторонних примесей затвердевшей оболочкой. Соответственно, удержание высокой температуры поверхности расплавленной стали также является эффективным для подавления захвата посторонних примесей затвердевшей оболочкой.
[0006]
Патентный документ 2 описывает, что угол выпуска погружного стакана находится в диапазоне от 5 до 30 градусов вверх от горизонтального направления (Патентный документ 2, параграф 0013). В том случае, когда скорость разливки является небольшой, 0,9 м/мин или меньше, обратный поток, направляющийся к погружному стакану от короткой стороны, является небольшим (там же, параграф 0021), и таким образом температура расплавленной стали около мениска не может быть сохранена высокой за счет обычной подачи расплавленной стали. Эта проблема решается путем направления угла выпуска из стакана вверх от горизонтального направления, чтобы облегчить подвод тепла к мениску (там же, параграф 0022). Утверждается, что в том случае, когда расплавленная сталь выпускается вверх из погружного стакана, формируется ее поток, направленный прямо к мениску, посредством чего расплавленная сталь, не охлажденная кристаллизатором, подается к мениску, чтобы увеличить его температуру (там же, параграф 0023).
[0007]
Патентный документ 2 также описывает способ удержания высокой температуры расплавленной стали около мениска путем выполнения электромагнитного перемешивания в том же самом направлении на поверхностях длинных сторон с обоих краев для того, чтобы увеличивать или уменьшать скорость обратного потока от короткой стороны в том случае, когда скорость разливки является большой, приблизительно от 0,9 до 1,3 м/мин или приблизительно 1,3 м/мин или больше (там же, параграфы 0025-0029). В этом случае указывается, что угол выпуска может быть относительно небольшим (там же, параграф 0029), и в примере используется 5° вверх (там же, Таблица 2). При угле выпуска 5° вверх поток, выходящий из погружного стакана, направляется к поверхности короткой стороны, а обратный поток от короткой стороны течет к поверхности расплавленной стали.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0008]
Патентный документ 1: JP-A-2004-98082
Патентный документ 2: JP-A-10-166120
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0009]
В соответствии с описанием Патентного документа 2 утверждается, что отливка с превосходной чистотой поверхности, без поверхностного растрескивания может быть получена таким образом, что при непрерывной разливке угол выпуска расплавленной стали из погружного стакана направлен вверх, и электромагнитное перемешивание выполняется подходящим образом. Однако в результате неоднократных экспериментов со слитками авторами настоящего изобретения было опытным путем найдено, что даже в том случае, когда на стадии отливки получается хорошее состояние поверхности, дефекты поверхности, выявляемые на стадии, когда отливка преобразуется в холоднокатаный стальной лист, не могут быть гарантированно и стабильно уменьшены в значительной степени. Например, в способе, использующем угол выпуска 5° вверх в комбинации с устройством для электромагнитного перемешивания (EMS), даже в том случае, когда скорость разливки является большой, 0,9 м/мин или больше (то есть в том случае, когда выпускаемое количество потока является относительно большим), поверхностные дефекты в холоднокатаном стальном листе, вызванные захватом примесей затвердевшей оболочкой, в некоторых случаях не могут быть в достаточной степени уменьшены, и повышение качества и выхода стального листа не могут быть достигнуты. Кроме того, также было найдено, что даже в том случае, когда угол выпуска погружного стакана увеличивается, например, приблизительно до 30 градусов вверх от горизонтального направления, и одновременно используется устройство для электромагнитного перемешивания (EMS), поверхностные дефекты в холоднокатаном стальном листе, вызванные захватом примесей затвердевшей оболочкой, не могут быть гарантированно и стабильно уменьшены в значительной степени. В частности, в том случае, когда расплавленная сталь представляет собой нержавеющую сталь, еще более трудно обеспечить достаточный эффект улучшения. Лист нержавеющей стали имеет большее количество применений, придающих значение хорошему внешнему виду поверхности, по сравнению с листом обычной стали, и таким образом обычно требует более высокого стандарта для улучшения состояния поверхности. Это считается одним из факторов, затрудняющих достаточный эффект улучшения для нержавеющей стали с использованием только обычных технологий.
[0010]
Одной задачей настоящего изобретения является предложить методику непрерывной разливки, которая была бы способна устойчиво и значительно уменьшать поверхностные дефекты в холоднокатаном стальном листе, вызываемые захватом примесей затвердевшей оболочкой, даже в том случае, когда эта методика используется для непрерывной разливки расплавленной нержавеющей стали.
РЕШЕНИЕ ПРОБЛЕМЫ
[0011]
Известно, что при непрерывной разливке стали предотвращение уменьшения температуры поверхности расплавленной стали в кристаллизаторе обычно является эффективным для уменьшения захвата посторонних примесей затвердевшей оболочкой. Однако при этом трудно достичь вышеупомянутой цели даже при том, что одновременно используется устройство для электромагнитного перемешивания. В результате подробных исследований, проведенных авторами настоящего изобретения, было найдено, что в потоке расплавленной стали, выходящем из погружного стакана в способе выпуска расплавленной стали из погружного стакана непосредственно к поверхности расплавленной стали, строгое ограничение потока расплавленной стали, который направляется к поверхности короткой стороны кристаллизатора, прежде чем достичь поверхности расплавленной стали, является весьма эффективным для подавления захвата посторонних примесей затвердевшей оболочкой. При этом важно управлять условиями выпуска таким образом, чтобы промежуток времени от выпуска потока расплавленной стали из погружного стакана до достижения им поверхности расплавленной стали не был слишком большим, а также использовать устройство для электромагнитного перемешивания (EMS). Кроме того, для обеспечения температуры поверхности расплавленной стали эффективно направлять поток расплавленной стали, выпускаемой из погружного стакана, прямо к поверхности расплавленной стали так, чтобы он сходился, и предотвращать его расширение.
[0012]
Однако при непрерывной разливке стали операцию, при которой направление выпускаемого из погружного стакана потока направлено прямо к поверхности расплавленной стали, трудно выполнить практически в промышленном производстве. Причина этого заключается в том, что такой способ выпуска может сделать поверхность расплавленной стали очень волнистой, что может создавать неблагоприятные эффекты, заключающиеся в том, что толщина сформированной затвердевшей оболочки становится неравномерной, и засыпка захватывается затвердевшей оболочкой. В этом случае волнистость поверхности расплавленной стали может быть подавлена путем уменьшения скорости выпуска. Однако уменьшение скорости выпуска может привести к уменьшению температуры поверхности расплавленной стали, и может также быть фактором, вызывающим ухудшение производительности. Авторы настоящего изобретения нашли меру, способную значительно уменьшать захват примесей затвердевшей оболочкой, предотвращая вышеупомянутые отрицательные эффекты.
[0013]
Следующие изобретения описываются для решения вышеупомянутой задачи.
[1] Задача может быть решена способом непрерывной разливки стали,
при условии, что при непрерывной разливке стали с использованием кристаллизатора, имеющего внутреннюю поверхность кристаллизатора прямоугольной формы, при разрезе в горизонтальной плоскости, каждая из двух поверхностей внутренней стенки кристаллизатора, составляющих длинные стороны прямоугольной формы, называется «поверхностью длинной стороны», каждая из двух поверхностей внутренней стенки кристаллизатора, составляющих ее короткие стороны, называется «поверхностью короткой стороны», горизонтальное направление, параллельное поверхности длинной стороны, называется «направлением длинной стороны», и горизонтальное направление, параллельное поверхности короткой стороны, называется «направлением короткой стороны»,
причем этот способ непрерывной разливки включает в себя: расположение погружного стакана, имеющего два выпускных канала, в центре в направлении длинной стороны и направлении короткой стороны в кристаллизаторе; выпуск расплавленной стали из каждого из выпускных каналов при следующих условиях (A) и (B); и подведение электроэнергии к расплавленной стали в области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм по меньшей мере в положении центра в направлении длинной стороны, так, чтобы вызвать потоки в противоположных направлениях в направлении длинной стороны на обоих краях длинной стороны, выполняя тем самым электромагнитное перемешивание (EMS):
(A) продолженная линия центральной оси выпускаемого потока расплавленной стали у выходного отверстия выпускного канала погружного стакана (именуемая в дальнейшем как «линия продолжения выпуска») пересекает поверхность расплавленной стали в кристаллизаторе в точке P, и расплавленная сталь выпускается из выпускного канала погружного стакана в направлении вверх от горизонтального направления, с положением точки P, удовлетворяющим следующему выражению (1):
0,15≤M/W≤0,45 (1)
в котором W представляет собой расстояние (мм) между короткими сторонами, обращенными друг к другу на уровне поверхности расплавленной стали, а M представляет собой расстояние (мм) в направлении длинной стороны от положения центра в направлении длинной стороны между короткими сторонами, обращенными друг к другу, до точки P; и
(B) расплавленная сталь выпускается из выпускных каналов погружного стакана так, чтобы удовлетворялось следующее выражение (2):
0≤L-0,17Vi≤350 (2)
в котором L представляет собой расстояние (мм) от положения центра выходного отверстия погружного стакана до точки P, и Vi представляет собой скорость выпуска (мм/с) расплавленной стали у выходного отверстия выпускного канала.
[0014]
[2] Способ непрерывной разливки по п. [1], в котором каждый из двух выпускных каналов погружного стакана имеет площадь выходного отверстия, если смотреть в направлении выпуска, от 950 до 3500 мм2.
[0015]
[3] Способ непрерывной разливки по п. [1] или [2], в котором L в выражении (2) составляет 450 мм или меньше.
[0016]
[4] Способ непрерывной разливки по любому из пп. [1] - [3], в котором скорость разливки составляет 0,90 м/мин или больше.
[0017]
[5] Способ непрерывной разливки по любому из пп. [1] - [4], в котором сталь представляет собой нержавеющую сталь, имеющую содержание C 0,12 мас.% или меньше и содержание Cr от 10,5 до 32,0 мас.%.
[0018]
[6] Способ непрерывной разливки по любому из пп. [1] - [4], в котором сталь представляет собой ферритную нержавеющую сталь, содержащую, в мас.%, от 0,001 до 0,080% C, от 0,01 до 1,00% Si, от 0,01 до 1,00% Mn, от 0 до 0,60% Ni, от 10,5 до 32,0% Cr, от 0 до 2,50% Mo, от 0,001 до 0,080% N, от 0 до 1,00% Ti, от 0 до 1,00% Nb, от 0 до 1,00% V, от 0 до 0,80% Zr, от 0 до 0,80% Cu, от 0 до 0,30% Al, от 0 до 0,010% B и остаток из Fe с неизбежными примесями.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0019]
Настоящее изобретение обеспечивает устойчивое и существенное уменьшение захвата примесей затвердевшей оболочкой, который неизбежно происходит при непрерывной разливке стали. В том случае, когда газообразный аргон используется в качестве уплотнительного газа для промежуточного разливочного устройства или в качестве газа для предотвращения засорения стакана, можно в значительной степени предотвратить примешивание пузырьков газообразного аргона в качестве посторонних примесей. Следовательно, в соответствии с настоящим изобретением холоднокатаный стальной лист, имеющий высокое качество и значительно меньшее количество поверхностных дефектов, вызванных посторонними примесями, может быть получен без какой-либо конкретной механической или химической обработки удаления, применяемой к поверхности отливки или горячекатаного стального листа. Способ непрерывной разливки по настоящему изобретению является особенно эффективным при его использовании для нержавеющей стали, для которой желательно иметь хороший внешний вид поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020]
Фиг. 1 представляет собой сечение, схематично показывающее структуру устройства непрерывной разливки, которое может использоваться в настоящем изобретении, разрезанного горизонтальной плоскостью на уровне поверхности расплавленной стали в кристаллизаторе.
Фиг. 2 представляет собой сечение, схематично показывающее структуру устройства непрерывной разливки, которое может использоваться в настоящем изобретении, разрезанного плоскостью, проходящей через положение центра между обращенными друг к другу поверхностями длинной стороны.
Фиг. 3 представляет собой фотографию структуры металла сляба непрерывного литья из ферритной нержавеющей стали в соответствии с настоящим изобретением, полученной с помощью способа, использующего устройство для электромагнитного перемешивания, на поверхности сечения, перпендикулярной к направлению литья.
Фиг. 4 представляет собой фотографию структуры металла сляба непрерывного литья из ферритной нержавеющей стали, полученной с помощью способа, не использующего устройство для электромагнитного перемешивания, на поверхности сечения, перпендикулярной к направлению литья.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0021]
Фиг. 1 представляет собой сечение, схематично показывающее структуру устройства непрерывной разливки, которое может использоваться в настоящем изобретении, разрезанного горизонтальной плоскостью на уровне поверхности расплавленной стали в кристаллизаторе. «Поверхность расплавленной стали» означает уровень расплава расплавленной стали. Слой засыпки обычно формируется на поверхности расплавленной стали. Погружной стакан 30 расположен в центре области, окруженной двумя парами плит (11A и 11B) и (21A и 22B), обращенных друг к другу. У погружного стакана есть два выпускных канала под поверхностью расплавленной стали, и расплавленная сталь 40 непрерывно подается внутрь кристаллизатора для того, чтобы сформировать поверхность расплавленной стали на заданной высоте в кристаллизаторе. Кристаллизатор имеет внутреннюю поверхность стенки прямоугольной формы, разрезанную в горизонтальной плоскости, и на Фиг. 1 «поверхности длинной стороны», составляющие длинные стороны этой прямоугольной формы, обозначены символами 12A и 12B, а «поверхности короткой стороны», составляющие ее короткие стороны, обозначены символами 22A и 22B. Горизонтальное направление, параллельное поверхности длинной стороны, упоминается как «направление длинной стороны», а горизонтальное направление параллельное поверхности короткой стороны, упоминается как «направление короткой стороны». На Фиг. 1 направление длинной стороны показано белой контурной стрелкой 10, а направление короткой стороны показано белой контурной стрелкой 20. На уровне поверхности расплавленной стали расстояние между поверхностями 12A и 12B длинной стороны может составлять, например, от 150 до 300 мм, а расстояние между поверхностями 22A и 22B короткой стороны (которое обозначено как W на Фиг. 2), может составлять, например, от 600 до 2000 мм.
[0022]
Устройства 70A и 70B для электромагнитного перемешивания расположены позади кристаллизаторов 11A и 11B, и тем самым сила потока в направлении длинной стороны может быть приложена к области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм, сформированной по меньшей мере вдоль поверхностей 12A и 12B длинной стороны. «Глубина» в настоящем документе означает глубину от уровня поверхности расплавленной стали. Поверхность расплавленной стали может колебаться во время непрерывной разливки, и в настоящем документе средний уровень поверхности расплавленной стали определяется как положение поверхности расплавленной стали. Область, имеющая глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм, обычно существует в диапазоне глубины 300 мм или меньше от поверхности расплавленной стали в зависимости от скорости разливки и скорости отвода тепла от кристаллизатора. Соответственно, устройства 70A и 70B для электромагнитного перемешивания расположены в положениях, способных к приложению силы потока к расплавленной стали на глубине приблизительно 300 мм от поверхности расплавленной стали.
[0023]
На Фиг. 1 направление потоков расплавленной стали около поверхностей длинной стороны, сформированных посредством электромагнитной силы устройств 70A и 70B для электромагнитного перемешивания в области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм, показаны черными стрелками 60A и 60B соответственно. Направления потока создаются устройством для электромагнитного перемешивания таким образом, что потоки в направлениях, противоположных друг другу, образуются в направлении длинной стороны на обоих краях длинной стороны. В этом случае в области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки приблизительно 10 мм, поток расплавленной стали, контактирующий с затвердевшей оболочкой, образует вихри в кристаллизаторе. Завихряющийся поток можно плавно удерживать без застоя, управляя потоком, выпускаемым из погружного стакана, как будет описано позже, и таким образом эффект вымывания захваченных затвердевшей оболочкой посторонних примесей обратно в расплавленную сталь может быть в значительной степени проявлен по всему направлению длинной стороны и по всему направлению короткой стороны. Таким образом, может быть устойчиво произведен продукт в виде стального листа, имеющий значительно меньше дефектов, вызванных посторонними примесями при литье.
[0024]
Фиг. 2 представляет собой сечение, схематично показывающее структуру устройства непрерывной разливки, которое может использоваться в настоящем изобретении, разрезанного плоскостью, проходящей через положение центра между обращенными друг к другу поверхностями длинной стороны. На Фиг. 2 направление длинной стороны показано белой контурной стрелкой 10. Погружной стакан 30 имеет двусторонне-симметричную структуру относительно положения центра, и поэтому показана часть, включающая погружной стакан 30 и один из кристаллизаторов 21B на стороне короткой стороны. На Фиг. 2 символ W означает расстояние между обращенными друг к другу поверхностями короткой стороны на уровне поверхности расплавленной стали. Расстояние между положением центра погружного стакана и одной из поверхностей короткой стороны 22B равно 0,5W. Погружной стакан 30 имеет выпускные каналы 31 с обеих его сторон в направлении длинной стороны кристаллизатора. Выпускной канал 31 сформирован таким образом, что направление 51 выпуска расплавленной стали направлено вверх от горизонтальной плоскости. Угол θ между горизонтальной плоскостью и направлением 51 выпуска упоминается как угол выпуска. Поток расплавленной стали, выпускаемый из выходного отверстия 32 выпускного канала 31, течет с некоторым расширением в расплавленную сталь 40, и при условии, что центр выпускаемого потока в положении выходного отверстия 32 упоминается как «центральная ось выпускаемого потока», направление, в котором течет расплавленная сталь на центральной оси выпускаемого потока, может быть определено как «направление выпуска». Прямая линия, простирающаяся в направлении выпуска от центральной точки выпускаемого потока в положении выходного отверстия 32 в качестве начальной точки, определяется как «линия продолжения центральной оси выпускаемого потока». В следующем описании линия продолжения центральной оси выпускаемого потока упоминается как «линия продолжения выпуска». На Фиг. 2 линия продолжения выпуска обозначена символом 52. Точка пересечения линии 52 продолжения выпуска и поверхности 41 расплавленной стали упоминается как точка P.
[0025]
В настоящем изобретении расплавленная сталь выпускается из двух выпускных каналов 31 в направлении вверх от горизонтального направления с положением точки пересечения P линии 52 продолжения выпуска и поверхности 41 расплавленной стали, удовлетворяющим следующему выражению (1):
0,15≤M/W≤0,45 (1)
в котором W представляет собой расстояние (мм) между короткими сторонами, обращенными друг к другу на уровне поверхности расплавленной стали, а M представляет собой расстояние (мм) в направлении длинной стороны от положения центра в направлении длинной стороны между короткими сторонами, обращенными друг к другу, до точки P.
[0026]
В том случае, когда выражение (1) удовлетворяется, положение точки P находится в диапазоне значений M от 0,15W до 0,45W на Фиг. 2. В том случае, когда используется такое направление выпуска, тепло выпущенной расплавленной стали может быть эффективно распределено по всей поверхности расплавленной стали, и температура всей поверхности расплавленной стали может быть сохранена высокой. Кроме того, было найдено, что выпускаемый поток, удовлетворяющий выражение (1), практически не препятствует формированию вышеупомянутого завихряющегося потока, формируемого устройством для электромагнитного перемешивания. Соответственно, может быть сохранен плавно завихряющийся поток, и тем самым эффект подавления захвата посторонних примесей затвердевшей оболочкой может быть значительно улучшен. В том случае, когда значение M/W меньше чем 0,15 (то есть M меньше чем 0,15W), промежуток времени, пока выпущенный поток не достигнет поверхности расплавленной стали около поверхности короткой стороны, увеличивается, и температура поверхности расплавленной стали имеет тенденцию к снижению вблизи поверхности короткой стороны. Уменьшение температуры поверхности расплавленной стали может вызвать образование неравномерной начальной затвердевшей оболочки, имеющей подобное зобу сечение, что становится фактором, увеличивающим захват посторонних примесей. С другой стороны, в том случае, когда значение M/W превышает 0,45 (то есть M больше чем 0,45W), не только температура поверхности расплавленной стали около центра в направлении длинной стороны имеет тенденцию к уменьшению, но также и выпускаемый из погружного стакана поток, который направлен к поверхности короткой стороны, но не достигает прямо поверхности расплавленной стали, увеличивается, уменьшая тем самым среднюю температуру всей поверхности расплавленной стали. Кроме того, выпускаемый поток, направленный к поверхности короткой стороны, может быть фактором, возмущающим завихряющийся поток, формируемый устройством для электромагнитного перемешивания. В этом случае поток, формируемый устройством для электромагнитного перемешивания, может быть локально неустойчивым, и захват примесей имеет тенденцию происходить на поверхности затвердевшей оболочки в той части, где имеется стагнирующий поток.
[0027]
Применение условия, удовлетворяющего следующему выражению (1)' вместо выражения (1), является более эффективным.
0,20≤M/W≤0,40 (1)'
[0028]
Важно, чтобы расплавленная сталь выпускалась из обоих выпускных каналов 31 так, чтобы удовлетворять следующему выражению (2):
0≤L-0,17Vi≤350 (2)
в котором L представляет собой расстояние (мм) от положения центра выходного отверстия погружного стакана до точки P, и Vi представляет собой скорость выпуска (мм/с) расплавленной стали у выходного отверстия выпускного канала. Положение центра выходного отверстия является центральной точкой выпускаемого потока в положении выходного отверстия 32, то есть начальной точкой линии продолжения выпуска.
[0029]
L показано на Фиг. 2. Vi может быть значением средней скорости выпуска (мм/с), определяемой путем деления количества (мм3/с) расплавленной стали, выпускаемого из выпускного канала в единицу времени, на площадь (мм2) выходного отверстия, если смотреть в направлении выпуска (то есть в направлении линии продолжения выпуска). Может иметь место случай, когда форма для непрерывной разливки является конической, т.е. когда размер сечения ее внутренних поверхностей немного уменьшается от верхнего конца к нижнему концу, с учетом усадки при затвердевании. В этом случае размер кристаллизатора на уровне поверхности расплавленной стали может без проблем использоваться для получения выпускаемого количества расплавленной стали в единицу времени, исходя из скорости разливки и размера кристаллизатора, для того, чтобы вычислить Vi. Температура расплавленной стали, достигающей поверхности расплавленной стали, уменьшается, когда промежуток времени, требуемый для того, чтобы она достигла поверхности расплавленной стали, увеличивается. Этот промежуток времени обязательно оценивается с учетом уменьшения скорости расплавленной стали в дополнение к расстоянию L между выходным отверстием выпускного канала и поверхностью расплавленной стали, а также скорости выпуска Vi. Член L-0,17Vi в выражении (2) является индексом уменьшения температуры с учетом вышеупомянутых факторов. Авторы настоящего изобретения на основе результатов эксперимента с использованием множества слитков обнаружили, что условие, удовлетворяющее выражению (2), может устойчиво сохранять температуру поверхности расплавленной стали высокой, и захват посторонних примесей затвердевшей оболочкой может быть устойчиво подавлен. При этом направление выпуска, удовлетворяющее выражению (1), является обязательным условием применения выражения (2).
[0030]
Величина L-0,17Vi в выражении (2) должна быть как можно меньше для того, чтобы сохранить температуру поверхности расплавленной стали высокой. Однако в том случае, когда величина L-0,17Vi становится меньше нуля, волнистость поверхности расплавленной стали становится чрезмерной благодаря тому, что выпускаемый поток напрямую достигает поверхности расплавленной стали, и тем самым возможность захвата затвердевшей оболочкой формовой пудры, присутствующей на поверхности расплавленной стали, быстро увеличивается. С другой стороны, состояние, в котором значение L-0,17Vi превышает 350, значительно уменьшает температуру выпускаемого потока до достижения им поверхности расплавленной стали, и эффект подавления захвата посторонних примесей затвердевшей оболочкой за счет сохранения температуры поверхности расплавленной стали высокой ослабляется, даже если направление выпуска удовлетворяет выражению (1).
[0031]
Применение условия, удовлетворяющего следующему выражению (2)' вместо выражения (2), является более эффективным.
20≤L-0,17Vi≤300 (2)'
[0032]
Для того чтобы управлять условием выпуска так, чтобы удовлетворить выражение (1) или выражение (1)', можно управлять углом выпуска погружного стакана и глубиной погружения погружного стакана. Для того чтобы управлять условием выпуска так, чтобы удовлетворить выражение (2) или выражение (2)', можно дополнительно управлять скоростью выпуска Vi. Скорость выпуска Vi зависит от размера выпускного отверстия (то есть от площади выходного отверстия, если смотреть в направлении выпуска), а также от выпускаемого количества расплавленной стали в единицу времени.
[0033]
Размер выходного отверстия выпускного канала погружного стакана влияет не только на скорость выпуска Vi, но также и на режим расширения выпускаемого потока. В соответствии с исследованиями, проведенными авторами изобретения, было обнаружено, что использование погружного стакана, имеющего выпускной канал с выходным отверстием, имеющим небольшой размер, может увеличить скорость выпуска Vi при обеспечении постоянной величины выпускаемого потока, и кроме того является выгодным для подавления расширения выпускаемого потока. При меньшем расширении скорости нагнетаемого потока его взаимодействие с потоком расплавленной стали, создаваемым устройством для электромагнитного перемешивания, может быть предотвращено, и количество электроэнергии, требуемое устройству для электромагнитного перемешивания для создания устойчивого завихряющегося потока, может быть уменьшено. Соответственно, использование погружного стакана с выходным отверстием, имеющим небольшой размер, является весьма эффективным для улучшения степени свободы в настройках устройства для электромагнитного перемешивания. В результате различных исследований было установлено, что использование погружного стакана, имеющего два выпускных канала, каждый из которых имеет площадь выходного отверстия от 950 до 3500 мм2, если смотреть в направлении выпуска (то есть в направлении продолжения линии выпуска), является более предпочтительным. Площадь выходного отверстия может быть более эффективной в диапазоне от 950 до 3000 мм2. В том случае, когда площадь выходного отверстия составляет менее 950, возможны такие проблемы, как забивание стакана и т.п.
[0034]
В том случае, когда значение L в выражении (2) (то есть расстояние от положения центра выходного отверстия выпускного канала погружного стакана до точки P) является большим, влияние расширения выгруженного потока имеет тенденцию к увеличению. В результате различных исследований было найдено, что в том случае, когда расплавленная сталь выпускается при условиях, обеспечивающих L 450 мм или меньше, ее интерференция с завихряющимся потоком, создаваемым устройством для электромагнитного перемешивания, может быть уменьшена так, чтобы улучшить эффект вымывания посторонних примесей потоком, создаваемым устройством для электромагнитного перемешивания, и таким образом образование поверхностных дефектов в холоднокатаном стальном листе может быть дополнительно эффективно подавлено. Однако в том случае, когда значение L слишком мало, степень свободы выбора скорости выпуска Vi для удовлетворения выражения (2) становится малой. Значение L предпочтительно составляет 200 мм или больше. Более эффективно, чтобы использовался погружной стакан с площадью выходного отверстия, управляемой как описано выше, и одновременно величина L составляла 450 мм или меньше.
[0035]
Считается, что в том случае, когда скорость разливки является большой, скорость выпуска также увеличивается, и таким образом трудно увеличить направленный вверх угол выпуска, чтобы направить выпускаемую расплавленную сталь прямо к поверхности расплавленной стали. Однако при условии выпуска, удовлетворяющем выражению (2), достаточное выпускаемое количество может быть обеспечено в таком диапазоне, чтобы поверхность расплавленной стали не становилась сильно волнистой. Соответственно, даже в том случае, когда скорость разливки является большой, захват примесей затвердевшей оболочкой может быть значительно подавлен посредством увеличения значения и повышения однородности температуры поверхности расплавленной стали. В частности, настоящее изобретение может проявить превосходный эффект при скорости разливки 0,90 м/мин или больше. Верхний предел скорости разливки может зависеть от мощности оборудования, и может составлять 1,80 м/мин или меньше, или может быть задан на уровне 1,60 м/мин или меньше.
[0036]
Скорость потока расплавленной стали, создаваемого устройством для электромагнитного перемешивания, может быть такой, которая обеспечивает среднюю скорость потока расплавленной стали в направлении длинной стороны, контактирующей с поверхностью затвердевшей оболочки, например, от 100 до 600 мм/с в области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм в положении центра в направлении длинной стороны. Эта скорость может составлять от 200 до 400 мм/с. Скорость потока расплавленной стали в направлении длинной стороны, контактирующей с поверхностью затвердевшей оболочки, может быть подтверждена путем наблюдения структуры металла произведенной отливки на сечении, перпендикулярном к направлению литья.
[0037]
Фиг. 3 представляет собой фотографию структуры металла сляба непрерывного литья из ферритной нержавеющей стали в соответствии с настоящим изобретением, полученной с помощью способа, использующего устройство для электромагнитного перемешивания, на поверхности сечения, перпендикулярной к направлению литья. Верхняя концевая поверхность на фотографии представляет собой поверхность, полученную посредством контакта с поверхностью длинной стороны кристаллизатора (то есть, поверхностью на конце в направлении толщины сляба литья), а боковое направление на фотографии представляет собой направление длинной стороны. Наблюдаемый образец берется из области около центра в направлении длинной стороны. Одно деление шкалы составляет 1 мм. Известно, что в том случае, когда расплавленный металл течет относительно кристаллизатора, затвердевания кристаллов происходит с уклоном к начальной стороне потока, и угол уклона роста кристаллов увеличивается с увеличением скорости потока. В примере, показанном на Фиг. 3, направление роста столбчатых кристаллов наклонено вправо. Соответственно, из этого следует, что расплавленная сталь, контактирующая с затвердевшей оболочкой, течет справа налево на фотографии. Соотношение между скоростью потока расплавленной стали, контактирующего с затвердевшей оболочкой, и углом уклона роста кристаллов может быть получено, например, с помощью эксперимента по затвердеванию, использующего вращающееся стержнеобразное теплоотводящее тело. Скорость потока расплавленной стали, контактирующего с затвердевшей оболочкой при непрерывной разливке, может быть оценена на основе данных, собранных в предварительных лабораторных экспериментах. В примере, показанном на Фиг. 3, средняя скорость потока расплавленной стали в направлении длинной стороны, контактирующей с поверхностью затвердевшей оболочки в области, обеспечивающей толщину затвердевшей оболочки от 5 до 10 мм, оценивается как приблизительно 300 мм/с по среднему углу уклона столбчатых кристаллов в положении, удаленном от поверхности на величину от 5 до 10 мм. Для нержавеющей аустенитной стали скорость потока расплавленной стали, контактирующего с поверхностью затвердевшей оболочки, может быть оценена по углу уклона первичного участка дендрита.
[0038]
Фиг. 4 представляет собой фотографию структуры металла сляба непрерывного литья из ферритной нержавеющей стали, полученной с помощью способа, не использующего устройство для электромагнитного перемешивания, на поверхности сечения, перпендикулярной к направлению литья. Положение наблюдаемого образца является тем же самым, что и на Фиг. 3. Одно деление шкалы составляет 1 мм. В этом случае нет никакого уклона в направлении роста столбчатых кристаллов. Соответственно, подразумевается, что часть отливки с толщиной затвердевшей оболочки от 5 до 10 мм затвердевает в таком состоянии, когда в расплавленной стали нет никакого потока в направлении длинной стороны.
[0039]
За исключением управления условиями выпуска из погружного стакана так, чтобы они соответствовали вышеупомянутым, а также электромагнитного перемешивания (EMS), выполняемого вышеупомянутым способом, может применяться обычный способ непрерывной разливки. Например, может быть применен способ обеспечения другого устройства для электромагнитного перемешивания в нижней области кристаллизатора для того, чтобы сформировать направленный вертикально вверх поток расплавленной стали. В этом случае может ожидаться эффект дополнительного предотвращения захвата примесей затвердевшей оболочкой.
[0040]
Способ непрерывной разливки по настоящему изобретению является эффективным для различных видов стали, которые производятся с применением способа непрерывной разливки. Способ непрерывной разливки является более эффективным для нержавеющей стали, которая часто обязана иметь хороший внешний вид поверхности. Нержавеющая сталь представляет собой легированную сталь, имеющую содержание C 0,12 мас.% или меньше и содержание Cr 10,5 мас.% или больше, как определено в стандарте JIS G0203:2009, № 3801. Чрезмерное содержание Cr может вызвать ухудшение производительности и увеличение затрат, и таким образом содержание Cr предпочтительно составляет 32,0 мас.% или меньше. Более конкретные примеры стандартных видов нержавеющей стали включают в себя различные виды, перечисленные в стандарте JIS G4305:2012.
[0041]
Конкретные примеры их компонентного состава включают в себя ферритную нержавеющую сталь, содержащую, в мас.%, от 0,001 до 0,080% C, от 0,01 до 1,00% Si, от 0,01 до 1,00% Mn, от 0 до 0,60% Ni, от 10,5 до 32,0% Cr, от 0 до 2,50% Mo, от 0,001 до 0,080% N, от 0 до 1,00% Ti, от 0 до 1,00% Nb, от 0 до 1,00% V, от 0 до 0,80% Zr, от 0 до 0,80% Cu, от 0 до 0,30% Al, от 0 до 0,010% B и остаток из Fe с неизбежными примесями. В вышеупомянутой ферритной нержавеющей стали, в частности, применение настоящего изобретения весьма эффективно для так называемых однофазных разновидностей ферритной стали, в которых содержание C ограничено диапазоном от 0,001 до 0,030 мас.%, а содержание N ограничено диапазоном от 0,001 до 0,025 мас.%. Для ферритной стали с низким содержанием C и низким содержанием N используется такая операция, при которой контакт расплавленной стали в разливочном устройстве с азотным компонентом предотвращается в максимально возможной степени, и в случае выполнения такой операции часть газовой фазы в промежуточном разливочном устройстве герметизируется газообразным аргоном для предотвращения контакта с азотным компонентом, и захват пузырьков газообразного аргона, перенесенных в кристаллизатор, затвердевшей оболочкой может быть эффективно предотвращен.
Примеры
[0042]
Пример 1
Ферритные нержавеющие стали, имеющие химические составы, показанные в Таблице 1, были отлиты с использованием устройства для непрерывной разливки с тем, чтобы произвести отливки (слябы).
[0043]
Таблица 1
[0044]
Размер кристаллизатора для непрерывной разливки на уровне поверхности расплавленной стали был установлен равным 200 мм для короткой стороны и от 700 до 1650 мм для длинной стороны (то есть W на Фиг. 2). Размер на нижнем конце кристаллизатора был немного меньше, чем вышеупомянутый размер с учетом усадки при затвердевании. Скорость разливки устанавливалась в диапазоне от 0,50 до 1,50 м/мин. Устройства для электромагнитного перемешивания были расположены на задних поверхностях обращенных друг к другу длинных сторон кристаллизаторов, и электромагнитное перемешивание выполнялось для придания расплавленной стали силы течения в направлении длинной стороны в области от положения глубины около поверхности расплавленной стали до глубины приблизительно 200 мм в кристаллизаторе. Как показано на Фиг. 1, направления потока на обоих обращенных друг к другу длинных сторонах были противоположны друг другу. Электромагнитная перемешивающая сила была одинаковой во всех примерах. Средняя скорость потока расплавленной стали в направлении длинной стороны, контактирующей с поверхностью затвердевшей оболочки в области, обеспечивающей глубину затвердевшей оболочки от 5 до 10 мм, составляла приблизительно 300 мм/с в положении центра в направлении длинной стороны для обоих краев длинной стороны.
[0045]
Погружной стакан, имеющий два выпускных канала с его обеих сторон в направлении длинной стороны кристаллизатора, был расположен в положении центра в направлении длинной стороны и в направлении короткой стороны кристаллизатора. Погружной стакан имел внешний диаметр 105 мм. Два выпускных канала были расположены симметрично относительно плоскости, проходящей через центр стакана параллельно поверхности короткой стороны. Направление выпуска (то есть θ на Фиг. 2) устанавливалось в диапазон от 5 до 45°. Площадь выходного отверстия одного из выпускных каналов, если смотреть в направлении выпуска, составляла 2304 мм2 (и была одинаковой во всех примерах). Линия продолжения выпуска (обозначенная символом 52 на Фиг. 2) находилась на плоскости, проходящей через положение центра поверхностей длинной стороны, обращенных друг к другу. Радиус от центра погружного стакана до начальной точки линии продолжения выпуска (то есть R на Фиг. 2) составлял 52,5 мм.
[0046]
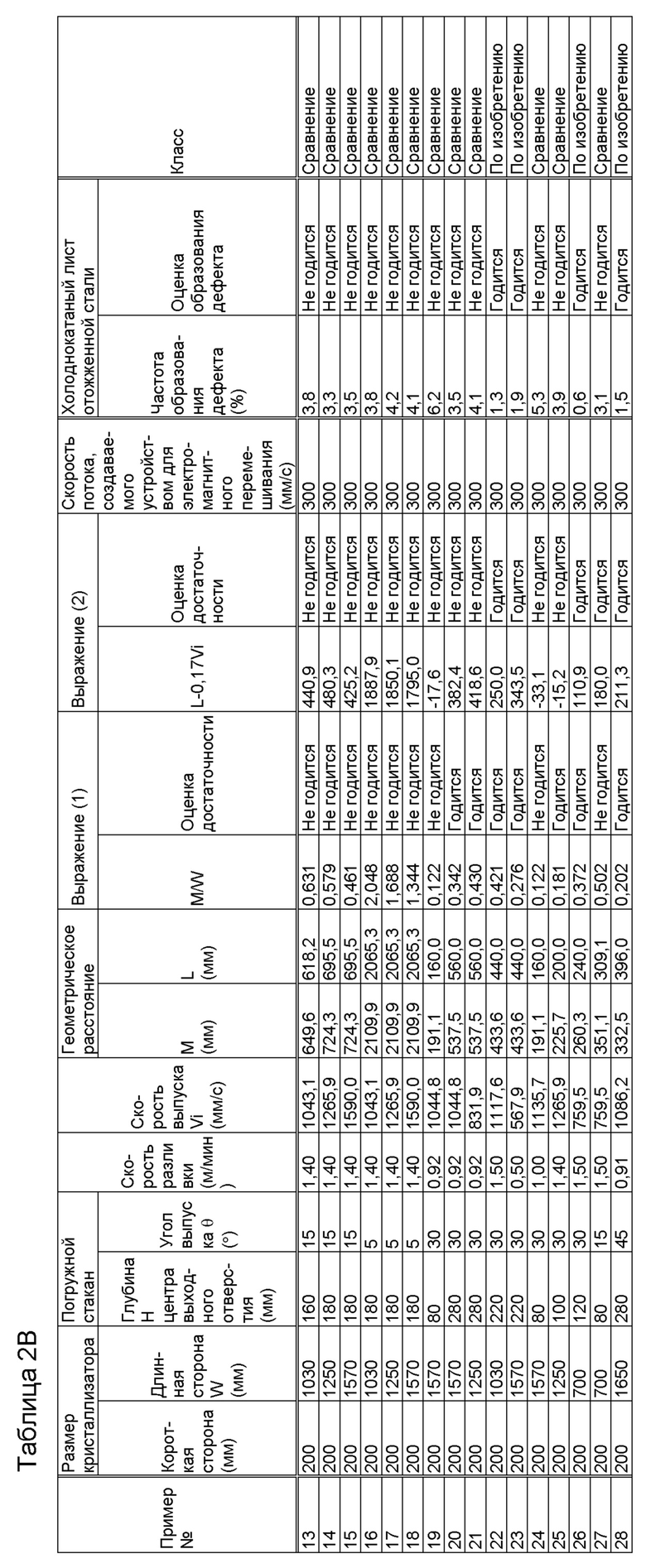
Фиг. 2A и 2B показывают основные условия непрерывной разливки. Номера Примеров в Таблицах 2A и 2B соответствуют номерам сталей в Таблице 1. В настоящем документе показаны рабочие примеры, использующие газообразный аргон в качестве газа уплотнения в части газовой фазы в промежуточном разливочном устройстве (для всех примеров). Глубина выходного отверстия выпускного канала погружного стакана (то есть H на Фиг. 2, глубина положения центра выходного отверстия относительно поверхности расплавленной стали) регулировалась путем изменения глубины погружения погружного стакана. «Размер кристаллизатора» в Таблице 2 означает размер h на уровне поверхности расплавленной стали. «Скорость потока, создаваемого устройством для электромагнитного перемешивания» в Таблицах 2A и 2B означает среднюю скорость потока расплавленной стали в направлении длинной стороны в положении центра в направлении длинной стороны, контактирующей с поверхностью затвердевшей оболочки в области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм.
[0047]
В сравнительных примерах в Таблицах 2A и 2B, имеющих линию продолжения выпуска, которая не пересекает поверхность расплавленной стали, «расстояние в направлении длинной стороны от положения центра в направлении длинной стороны между обращенными друг к другу короткими сторонами до точки пересечения горизонтальной плоскости, включающей в себя поверхность расплавленной стали, и линии продолжения выпуска» показано как геометрическое расстояние M, а «расстояние от положения центра выходного отверстия выпускного канала погружного стакана до горизонтальной плоскости, включающей в себя поверхность расплавленной стали» показано как геометрическое расстояние L. В примерах по настоящему изобретению геометрическое расстояние M в Таблицах 2A и 2B соответствует M на Фиг. 2 (то есть расстоянию в направлении длинной стороны от положения центра в направлении длинной стороны между обращенными друг к другу короткими сторонами до точки P), а геометрическое расстояние L соответствует L на Фиг. 2 (то есть расстоянию от положения центра выходного отверстия выпускного канала погружного стакана до точки P). В Таблицах 2A и 2B результат вычисления выражения (1) и выражения (2) показан как «годится» для случая, когда выражение удовлетворяется, и «не годится» для случая, когда выражение не удовлетворяется. В Таблицах 2A и 2B пример с величиной M/W, превышающей 0,50, означает, что линия продолжения выпуска не пересекает поверхность расплавленной стали.
[0048]
Пример вычисления M/W в выражении (1) и L-0,17Vi в выражении (2) показан на примере № 1 в Таблице 2A. Для удобства может быть сделана ссылка на Фиг. 2.
Пример вычисления M/W в Выражении (1)
В № 1 в Таблице 2A в качестве примера глубина выходного отверстия H=180 мм, а угол выпуска θ=30°C, откуда геометрическое расстояние M вычисляется как R+180/tan θ=52,5+311,8=364,3 мм. Геометрическое расстояние L составляет H/sin θ=180/0,5=360 мм. Расстояние W между обращенными друг к другу короткими сторонами на уровне поверхности расплавленной стали составляет 1250 мм, откуда M/W=364,3/1250=0,291. Это значение удовлетворяет выражению (1).
[0049]
Пример вычисления L-0,17Vi в Выражении (2)
В № 1 в Таблице 2A в качестве примера скорость разливки составляет 1,00 м/мин=16,67 мм/с, размер кристаллизаторана уровне поверхности расплавленной стали составляет 200 мм × 1250 мм=250000 мм2, и количество выходных отверстий равно 2, откуда количество выпускаемой расплавленной стали из одного выпускного канала в единицу времени равно 250000×16,67/2=2083750 мм3/с. Площадь выходного отверстия, если смотреть в направлении выпуска (то есть в направлении линии продолжения выпуска) составляет 2304 мм2, откуда скорость выпуска Vi расплавленной стали у выходного отверстия составляет 2083750/2304=904,2 мм/с. Соответственно, L-0,17Vi=360-0,17×904,2=206,3. Это значение удовлетворяет выражению (2).
[0050]
Каждая из полученных отливок (слябов непрерывного литья) была подвергнута обычному процессу производства ферритной нержавеющей стали (включая горячую прокатку, отжиг, кислотное травление, холодную прокатку, отжиг и кислотное травление), чтобы произвести рулон холоднокатаного листа отожженной стали, имеющего толщину 1 мм. Поверхностный осмотр для всей ширины на одной поверхности выполнялся по всей длине рулона, и каждый из блоков длиной 1 м, полученных путем сегментирования рулона в продольном направлении, был осмотрен на предмет обнаружения поверхностных дефектов в блоке. В том случае, когда по меньшей мере один поверхностный дефект был обнаружен в блоке длиной 1 м, блок определялся как «блок, имеющий поверхностный дефект», и доля «блоков, имеющих поверхностный дефект» в общем количестве блоков во всей длине рулона определялась как частота образования дефекта (%) в этом рулоне. Обнаружение поверхностного дефекта выполнялось с помощью комбинации способа обнаружения нарушения профиля поверхности при облучении всей ширины рулона лазером и визуального наблюдении для всех рулонов с использованием одного и того же стандарта. Эта процедура может обнаруживать поверхностный дефект, вызванный посторонними примесями (такими как неметаллические частицы, пузырьки и порошок), захваченными затвердевшей оболочкой при непрерывной разливке, с высокой точностью. Можно ожидать, что холоднокатаный лист отожженной ферритной нержавеющей стали, который имеет частоту образования дефекта 2,5% или меньше, может обеспечить значительный эффект увеличения выхода продукта даже в случае применения, в котором важен хороший внешний вид поверхности. Соответственно, случай, в котором частота образования дефекта составляла 2,5% или меньше, получал оценку «годится», а все остальные получали оценку «не годится». Результаты показаны в Таблицах 2A и 2B.
[0051]

[0052]
[0053]
В примерах настоящего изобретения, где использовалось устройство для электромагнитного перемешивания (EMS), и расплавленная сталь выпускалась из погружного стакана вверх от горизонтального направления для удовлетворения выражений (1) и (2), частота образования дефекта подавлялась до минимума во всех холоднокатаных отожженных стальных листах, посредством чего был подтвержден эффект существенного подавления, явления, заключающегося в захвате посторонних примесей из расплавленной стали затвердевшей оболочкой при непрерывной разливке.
[0054]
С другой стороны, в примерах №№ 13-18, благодаря направлению выпуска со значением M/W, превышающим 0,45, и слишком большим значением L-0,17Vi, температура поверхности расплавленной стали не сохранялась в достаточной степени высокой. В результате захват посторонних примесей увеличился, приводя к высокой частоте образования дефекта в холоднокатаном листе отожженной стали. В примере № 19 благодаря малой глубине погружения погружного стакана, обеспечивающей направление выпуска со значением M/W меньше чем 0,15, температура поверхности расплавленной стали была в значительной степени уменьшена в положении около короткой стороны. В результате захват посторонних примесей был увеличен. В примерах №№ 20 и 21, благодаря большому значению L с относительно низкой скоростью выпуска Vi, значение L-0,17Vi стало чрезмерным, что не позволило сохранить температуру поверхности расплавленной стали в достаточной степени высокой. В результате захват посторонних примесей был увеличен. В примерах №№ 24 и 25, благодаря малому значению L с относительно высокой скоростью выпуска Vi, поверхность расплавленной стали стала сильно волнистой, что увеличило захват формовой пудры. В примере № 24, благодаря направлению выпуска со значением M/W меньше чем 0,15, неравномерность температуры поверхности расплавленной стали была увеличена, что привело к дополнительному увеличению захвата посторонних примесей. В примере № 27, благодаря направлению выпуска со значением M/W, превышающим 0,45, температура поверхности расплавленной стали не была сохранена в достаточной степени высокой. В результате захват посторонних примесей был увеличен.
[0055]
Пример 2
Влияние устройства для электромагнитного перемешивания на эффект подавления захвата посторонних примесей было исследовано с использованием части слитков, показанных в Таблице 2A. Условия непрерывной разливки и состояние образования дефекта для холоднокатаных листов отожженной стали показаны в Таблице 3. Показанные в таблице столбцы являются теми же самыми, что и в Таблице 2A. Номер примера в Таблице 3 соответствует номеру примера в Таблице 2A, и примеры с одним и тем же номером используют один и тот же слиток. Только условия работы устройства для электромагнитного перемешивания ступенчато изменялись для одного и того же слитка, и рулоны холоднокатаного листа отожженной стали были произведены тем же самым образом, что и в Примере 1, с использованием отливок (слябов непрерывного литья), произведенных при соответствующих условиях работы устройства для электромагнитного перемешивания, и были подвергнуты поверхностному осмотру. Способ осмотра был тем же самым, что и в Примере 1. Примеры со скоростью потока, создаваемого устройством для электромагнитного перемешивания, равной 300 мм/с, в Таблице 3 повторяют примеры, показанные в Таблице 2A. Примеры со скоростью потока, создаваемого устройством для электромагнитного перемешивания, равной 0 мм/с, означают, что никакого электромагнитного перемешивания не выполнялось.
[0056]

[0057]
Понятно, что эффект подавления захвата посторонних примесей недостаточно проявляется в том случае, когда электромагнитное перемешивание не выполняется, даже если используются условия, удовлетворяющее выражениям (1) и (2).
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0058]
10 - направление длинной стороны;
11A, 11B - кристаллизатор;
12A, 12B - поверхность длинной стороны;
20 - направление короткой стороны;
21A, 21B - кристаллизатор;
22A, 22B - поверхность короткой стороны;
30 - погружной стакан;
31 - выпускной канал;
32 - выходное отверстие выпускного канала;
40 - расплавленная сталь;
41 - поверхность расплавленной стали;
42 - затвердевшая оболочка;
51 - направление выпуска;
52 - линия продолжения выпуска;
60A, 60B - направление потока расплавленной стали, создаваемого устройством для электромагнитного перемешивания;
70A, 70B - устройство для электромагнитного перемешивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства стальных отливок путем непрерывной разливки | 1981 |
|
SU1156587A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛЯБА АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2721256C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2500500C1 |
| ПОГРУЖНОЙ РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2009 |
|
RU2433884C1 |
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВАНИЯ ПОТОКА РАСПЛАВЛЕННОГО МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2011 |
|
RU2574556C1 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ, УСТРОЙСТВО УПРАВЛЕНИЯ ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ | 2020 |
|
RU2775264C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2505377C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1997 |
|
RU2196021C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА | 2011 |
|
RU2520891C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2150347C1 |


Изобретение относится к способу непрерывной разливки, включающему выпуск расплавленной стали из выпускных каналов погружного стакана при следующих условиях (A) и (B) и применение устройства для электромагнитного перемешивания (EMS) для создания в расплавленной стали противоположных друг другу потоков в направлении длинной стороны на обоих краях длинной стороны в области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм, по меньшей мере в положении центра в направлении длинной стороны. (A) линия продолжения выпуска из выпускного канала погружного стакана пересекает поверхность расплавленной стали в кристаллизаторе в точке P, и положение точки P удовлетворяет условию 0,15≤M/W≤0,45; и (B) 0≤L-0,17Vi≤350, где L выражается в мм, а Vi представляет собой скорость выпуска (мм/с) расплавленной стали у выходного отверстия. В результате обеспечивается уменьшение поверхностных дефектов в холоднокатаном стальном листе, вызываемых захватом примесей затвердевшей оболочкой. 5 з.п. ф-лы, 3 табл., 2 пр., 4 ил.
1. Способ непрерывной разливки стали, в котором
при непрерывной разливке стали используют кристаллизатор, имеющий внутреннюю поверхность кристаллизатора прямоугольной формы, причем при разрезе в горизонтальной плоскости каждая из двух поверхностей внутренней стенки кристаллизатора, составляющих длинные стороны прямоугольной формы, представляет собой «поверхность длинной стороны», каждая из двух поверхностей внутренней стенки кристаллизатора, составляющих ее короткие стороны, представляет собой «поверхность короткой стороны», горизонтальное направление, параллельное поверхности длинной стороны, представляет собой «направление длинной стороны», и горизонтальное направление, параллельное поверхности короткой стороны, представляет собой «направление короткой стороны»,
причем способ непрерывной разливки включает:
расположение погружного стакана, имеющего два выпускных канала, в центре в направлении длинной стороны и направлении короткой стороны в кристаллизаторе,
выпуск расплавленной стали из каждого из выпускных каналов при следующих условиях (A) и (B) и подведение электроэнергии к расплавленной стали в области, имеющей глубину, обеспечивающую толщину затвердевшей оболочки от 5 до 10 мм по меньшей мере в положении центра в направлении длинной стороны, так чтобы вызвать потоки в противоположных направлениях в направлении длинной стороны на обоих краях длинной стороны, выполняя тем самым электромагнитное перемешивание (EMS):
(A) продолженная линия центральной оси выпускаемого потока расплавленной стали у выходного отверстия выпускного канала погружного стакана, представляющая собой «продолженную линию выпуска», пересекает поверхность расплавленной стали в кристаллизаторе в точке P, и расплавленная сталь выпускается из выпускного канала погружного стакана в направлении вверх от горизонтального направления, с положением точки P, удовлетворяющим следующему выражению (1):
0,15≤M/W≤0,45 (1)
в котором W представляет собой расстояние (мм) между короткими сторонами, обращенными друг к другу на уровне поверхности расплавленной стали, а M представляет собой расстояние (мм) в направлении длинной стороны от положения центра в направлении длинной стороны между короткими сторонами, обращенными друг к другу, до точки P; и
(B) расплавленная сталь выпускается из выпускных каналов погружного стакана так, чтобы удовлетворялось следующее выражение (2):
0 ≤ L-0,17Vi ≤ 350 (2)
в котором L представляет собой расстояние (мм) от положения центра выходного отверстия погружного стакана до точки P, и Vi представляет собой скорость выпуска (мм/с) расплавленной стали у выходного отверстия выпускного канала.
2. Способ по п. 1, в котором каждый из двух выпускных каналов погружного стакана имеет площадь выходного отверстия, если смотреть в направлении выпуска, от 950 до 3500 мм2.
3. Способ по п. 1, в котором L в выражении (2) составляет 450 мм или менее.
4. Способ по п. 1, в котором скорость разливки составляет 0,90 м/мин или более.
5. Способ по любому из пп. 1-4, в котором сталь представляет собой нержавеющую сталь, имеющую содержание C 0,12 мас.% или менее и содержание Cr от 10,5 до 32,0 мас.%.
6. Способ по любому из пп. 1-4, в котором сталь представляет собой ферритную нержавеющую сталь, содержащую, в мас.%, от 0,001 до 0,080% C, от 0,01 до 1,00% Si, от 0,01 до 1,00% Mn, от 0 до 0,60% Ni, от 10,5 до 32,0% Cr, от 0 до 2,50% Mo, от 0,001 до 0,080% N, от 0 до 1,00% Ti, от 0 до 1,00% Nb, от 0 до 1,00% V, от 0 до 0,80% Zr, от 0 до 0,80% Cu, от 0 до 0,30% Al, от 0 до 0,010% B и остальное Fe и неизбежные примеси.
| JP 2008246517 A, 16.10.2008 | |||
| Устройство для двухпроводной путевой блокировочной сигнализации для однопутных железных дорог | 1929 |
|
SU18825A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2184009C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2500500C1 |
| Захватно-сучкорезное устройство | 1979 |
|
SU852549A1 |

