Изобретение относится к транспортному машиностроению, в частности к внедорожной транспортной технике, и может быть использовано в качестве способа изготовления спиралей шнека шнекового движителя в креслах-колясках для преодоления лестничных маршей общего пользования.
Известен способ изготовления спиралей шнека /см., например, пат. №2347654 (кл. B23K 15/00, B23K 31/00) от 26.04.2007/, заключающийся в скручивании заготовки из листового материала вокруг продольной оси.
Известный способ изготовления шнеков включает установку на вал-трубу с замковыми соединениями, жестко связанными с концами вала-трубы, дополнительную трубу и винтовую спираль из листового материала. Винтовую спираль устанавливают на вал-трубу и растягивают до необходимых размеров. Затем вал-трубу закручивают в направлении, противоположном навивке винтовой спирали в пределах упругой деформации кручения материала. После этого внутрь вала-трубы устанавливают дополнительную трубу, которую закручивают аналогичным образом, но в направлении навивки винтовой спирали, а ее концы жестко соединяют с замковыми соединениями. Затем приваривают к предварительно напряженной конструкции вала-трубы винтовую спираль.
Известный способ неоправданно усложняет технологию производства шнеков для шнековых движителей, которые могут быть использованы в качестве шасси для кресел-колясок с целью преодоления последними лестничных маршей общего пользования.
Для упрощения технологии производства шнеков для шнековых движителей, которые могут быть использованы в качестве шасси для кресел-колясок с целью преодоления последними лестничных маршей общего пользования, в способе изготовления спиралей шнека, заключающимся в скручивании заготовки из листового материала вокруг продольной оси, сборка листового материала формуется из нечетного числа примыкающих друг к другу слоев упругих элементов, образующих в поперечном сечении ромб, с отверстиями на концах для вращения в противоположные стороны вокруг продольной оси сборки и фиксации скрученной сборки - шнека в технологически оправданном положении на жестком валу. При этом между слоями упругих элементов могут быть армирующие металлические и/или кевларовые слои поперечным сечением меньшим, чем примыкающие слои упругих элементов.
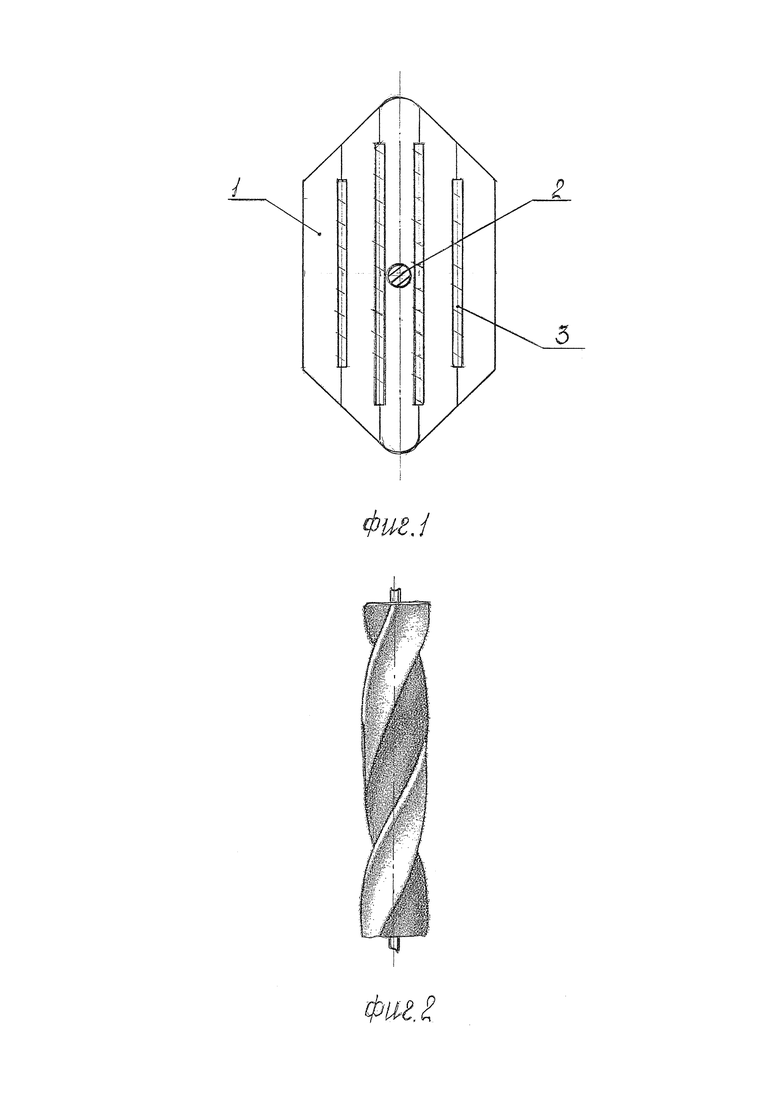
Предлагаемое изобретением техническое решение иллюстрируется фиг. 1 (пример поперечного сечения сборки листовых материалов) и фиг. 2 (пример скрученной сборки - шнека в уменьшенном масштабе).
В предлагаемом изобретением способе изготовления спиралей шнека, заключающимся в скручивании заготовки из листового материала вокруг продольной оси, сборка листового материала формуется из нечетного числа примыкающих друг к другу слоев упругих элементов 1, образующих в поперечном сечении ромб, с отверстиями на концах для вращения в противоположные стороны вокруг продольной оси сборки и фиксации скрученной сборки - шнека в технологически оправданном положении на жестком валу 2. При этом между слоями упругих элементов 1 могут быть армирующие металлические и/или кевларовые слои 3 поперечным сечением меньшим, чем примыкающие слои упругих элементов 1.
Кресло-коляска, снабженное с бортов шнековыми движителями по предлагаемому способу изготовления спиралей шнека, способно двигаться вперед - назад при встречно или в разные стороны вращающихся с одинаковыми скоростями шнеках, способно поворачиваться (разворачиваться) при вращающихся в одну сторону с разными скоростями шнеках, т.е. способно повторять все движения кресел-колясок на колесном, гусеничном и колесно-гусеничном ходу.
Дополнительно кресло-коляска, снабженное с бортов шнековыми движителями по предлагаемому способу изготовления спиралей шнека, способно двигаться вправо-влево (даже на лестничных маршах общего пользования) при вращающихся в одну сторону с одинаковыми скоростями шнеках, тем самым расширяя функциональные возможности кресел-колясок для инвалидов.
Таким образом, предлагаемое техническое решение, по мнению заявителя, является новым, имеет изобретательский уровень и промышленно применимо, упрощает технологию изготовления шнековых движителей малых тиражей с разнотипными спиралями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиралей шнека | 2022 |
|
RU2787403C1 |
| Шнековый движитель | 2018 |
|
RU2681383C1 |
| Шнековый движитель | 2020 |
|
RU2740225C1 |
| Шнековый движитель | 2023 |
|
RU2794377C1 |
| Шасси кресла-коляски Н.П. Дядченко | 2020 |
|
RU2743599C1 |
| Шнековый движитель | 2020 |
|
RU2749199C1 |
| Шнековый движитель | 2018 |
|
RU2676589C1 |
| Шнековый движитель | 2019 |
|
RU2701071C1 |
| Шнековый движитель | 2020 |
|
RU2724432C1 |
| Шнековый движитель | 2019 |
|
RU2703242C1 |
Изобретение относится к изготовлению спиралей шнека. Осуществляют скручивание заготовки из листового материала вокруг продольной оси. Сборку листового материала формуют из нечетного числа примыкающих друг к другу слоев упругих элементов, образующих в поперечном сечении ромб, с отверстиями на концах для вращения в противоположные стороны вокруг продольной оси сборки и фиксации скрученной сборки на жестком валу. В результате упрощается технология производства шнеков. 1 з.п. ф-лы, 2 ил.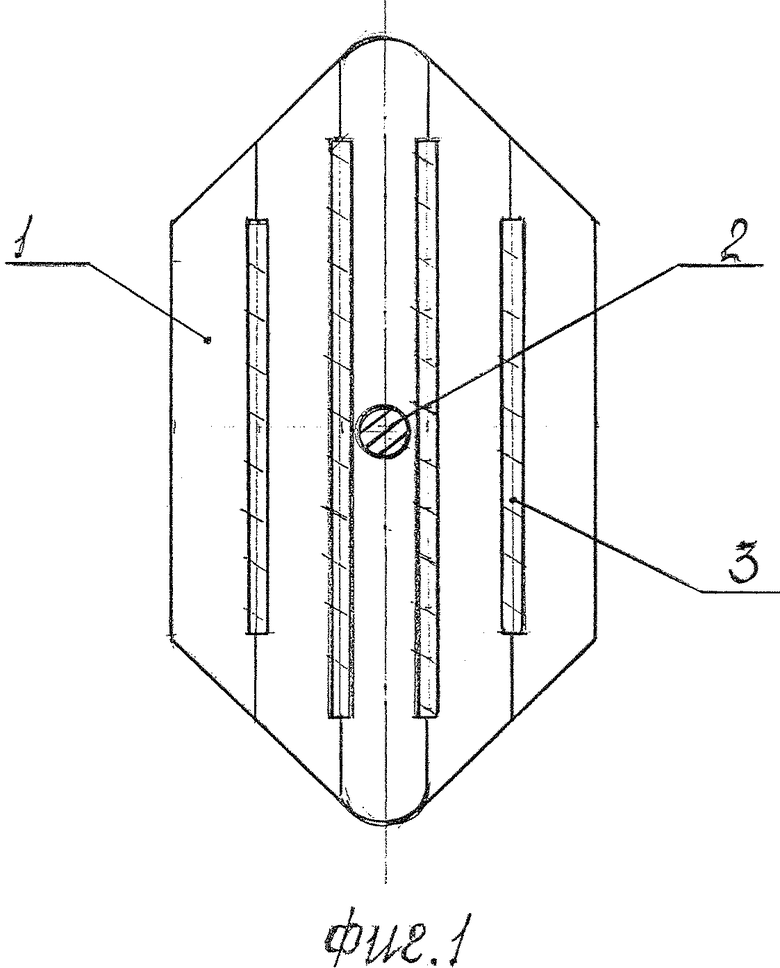
1. Способ изготовления спиралей шнека, включающий скручивание заготовки из листового материала вокруг продольной оси, отличающийся тем, что формуют сборку листового материала из нечетного числа примыкающих друг к другу слоев упругих элементов, образующих в поперечном сечении ромб, имеющих отверстия на концах для вращения в противоположные стороны вокруг продольной оси сборки и фиксации скрученной сборки шнека в технологическом положении на жестком валу.
2. Способ изготовления спиралей шнека по п. 1, отличающийся тем, что между слоями упругих элементов размещены армирующие металлические и/или кевларовые слои, имеющие поперечное сечение, меньшее, чем примыкающие слои упругих элементов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКОВ | 2007 |
|
RU2347654C1 |
| Способ изготовления спиралей шнека и устройство для осуществления способа | 1976 |
|
SU648304A1 |
| Способ изготовления спиралей шнеков | 1974 |
|
SU546139A1 |
| US 6443040 B1, 03.09.2002. | |||

