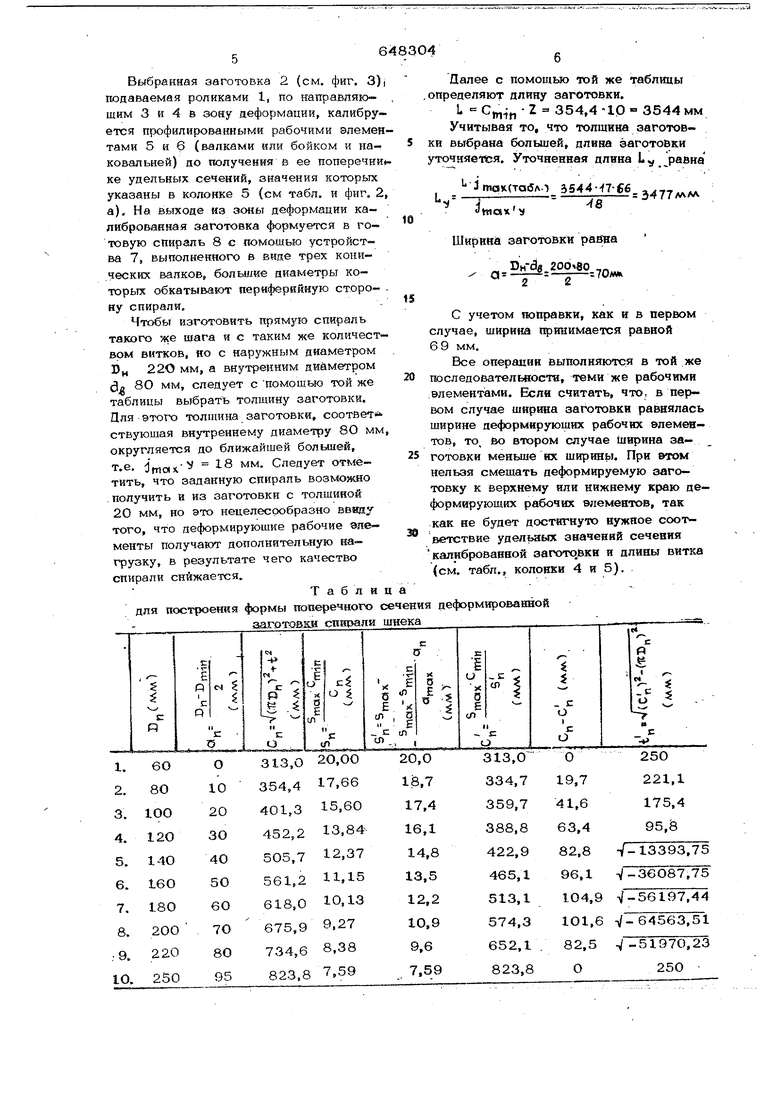
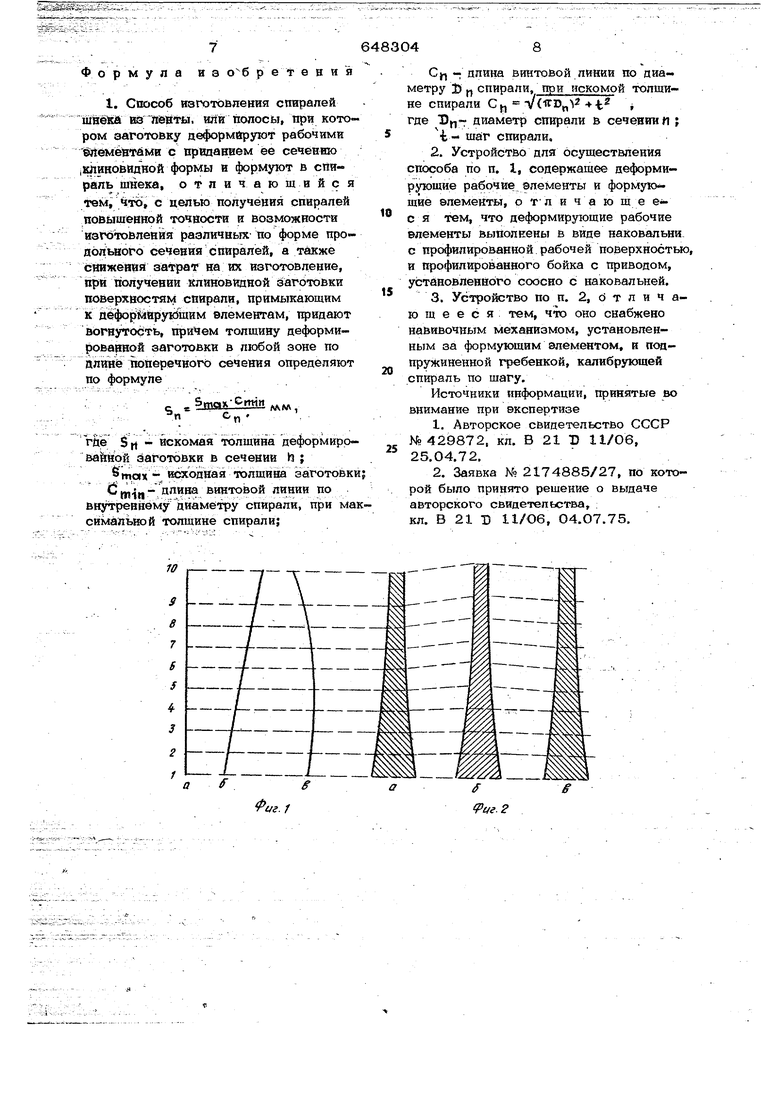
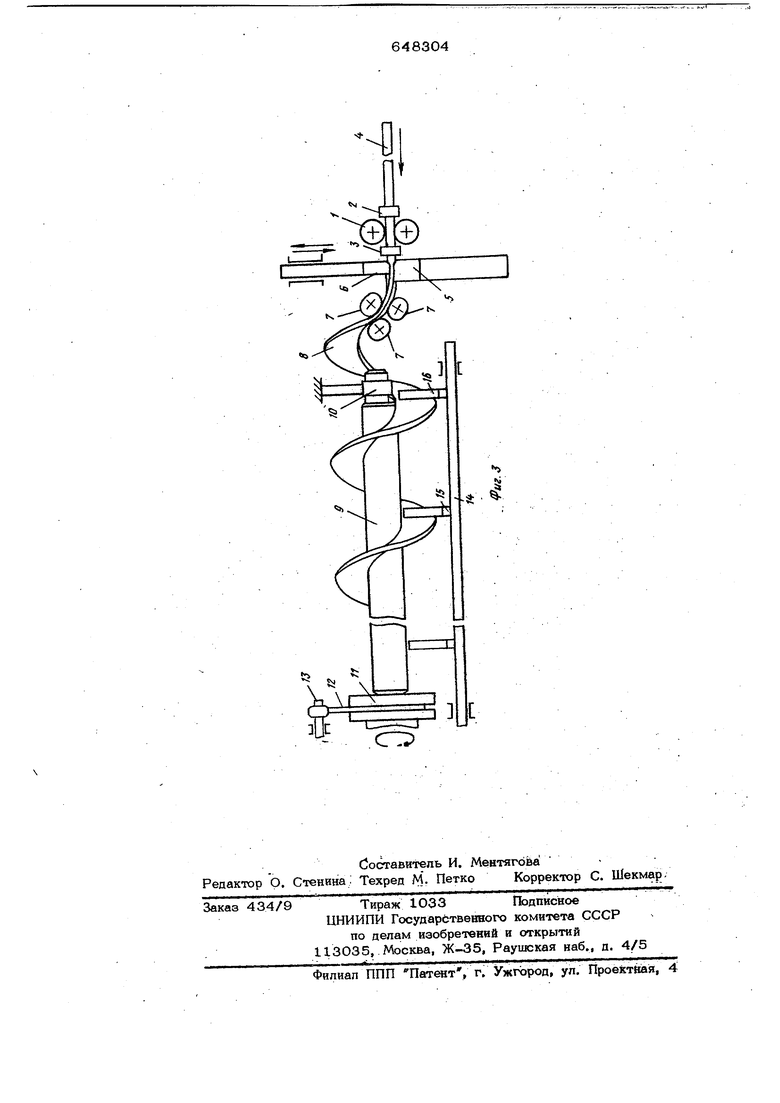
(54) СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ ШНЕКА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА где диаметр спирала в сечений ti t - шаг спирали Такой способ может быть осущест« влев згетройством, в котором де4юрми-. рующие рабочие елемеиты вьгаопнены в виде наковалши с профилированной ра бочей поверхностью;и профилированного бойка с приводом, установленного СО ;осво с наковальней, причем устройство снабжено навивочным механизмом, ус- .гановлеаным за формующим элементом и подпружиневной гребенкой, калибрую- щей спнраль по шагу. На фиг. 1 схематично изображены продольные сечения витков спиралей: а - прямой, б косой, в - один из вариантов сечения кривой спирали на фиг. 2 - формы поперечного сечения деформированных заготовок спиралей: а - прямой, б - косой, в - кривой; на фиг. 3 устройство для изготовления спиралей шнеков. Пунктирные линии I - 1О на фиг. 1 и 2 показывают соответствующее равенство толщйньт деформированных заготовок различных спиралей. Толшина реформированной заготовки в любом еб поперечном сечении опреде .пяется цо формуле где 5 искомая толшина деформированной заготовки в сечении п тгая исходная толщина заготов G т4н- длина винтовой линии по внутреннему диаметру спирали, при ма симальной толщине спирали; С| - длйна винтовой линии по ди- аметру Df, спирали ттри искомой толшине спирали Cj, T/(1t,)2+i где Dfi диаметр спирали в сечении Щ i - шаг спирали. В приведенной в конце описания та блице помешены данные для построени поперечного сечения деформированной заготовки спирали щрека. На основании данных таблицы (вторая и пятая колокки), строятся попере ные сечения деформированных заготовок для различных спиралей (см. табл цу и фиг. 1 и 2), Из построения видно, что точной формой поперечного сечения дефо рмированных заготовок является клиновидна , .обоюдовогнутая. Устройство для изготовления спиралей шнека состоит из подающих валков I, полосы 2 и направляющих 3 и 4 накрвешьни 5, бойка 6, формующего устройства 7 полосы 2 в спираль 8, устройства для навивки спирали на вал 9 шнека, которое, в свою очередь, состоит из опоры 1О вала, привода вала во вращательное движение в виде муфты II, . являющейся одновременно второй опорой вала, вилки 12 включения привода, насаженной на ползун 13, калибрующей спираль по щагу подпружиненной (не показано) гребенки 14, на палыхы 15 которой надеты ролики 16. Устройство для изготовления спирали работает следущим образом. Подающие валки 1 подают полосу 2 по направляющим 3 и 4 на наковальню 5. Боек 6, двигаясь возвратно-поступательно, деформирует полосу. Устройство 7 формует деформированную полосу в готовую спираль 8. Спираль, совершая врашательно-поступательное движение, навивается на вал 9 шнека, вращающийся в одном направлении со спиралью. После выхода полосы из подающих валков в устройство закладывают другую ndnoc у, которая проталкивает первую через зоны деформации и формовки. Остаток спирали, после ее выхода из формуюшего устройства, навивают на вращающийся вал перемещением калибрующей гребенки влево, после чего вал со спиралью снимают и ставят другой вал. Пример осуществления способа. Требуется изготовить прямую спираль со следующими показателями: диаметр наружный DH 250 мм, диаметр внутренний d во мм, шаг t 250мм, количество витков 2 10 шт, толшина заготовки j 20 мм. Ширина заготовки берется из прилагаемой таблицы и равна 95 мм. Учитывая то, что ширина заготовки при деформации увеличится, что нежелател HOj следует заранее уменьшить ширину заготовки. Принимается мм (на заводе Ростсельмащ на ату спираль берут ширину заготовки равную 92 93 мм). С помощью той же таблицы опреде(Ляется длина заготовки. Z 313-10 313О мм
Выбранная заготовка 2 (см. фиг. 3)| подаваемая роликами 1, по направляющим 3 и 4 в зону деформации, кали6ру ется профилированными рабочими элементами 5 и 6 (вапками или бойком и наковальней) по получения в ее поперечни ке удельных сечений, значения которых указаны в колонке 5 (см табл. и фиг. 2, а). На выходе из зоны деформации калибровавная заготовка формуется в готовую спираль 8 с помощью устройства 7, выполненного в виде трех кони.ческкх валков, большие диаметры которых обкатывают периферийную сторо- , ну спирали.
Чтобы изготовить прямую спираль такого же шага и с таким же количеством витков, но с наружным диаметром DH 22О мм, а внутренним диаметром й 80 мм, следует с помошью той же таблицы выбрать толщину заготовки. Для этого толщина заготовки, соответ ствуюшая внутреннему диаметру 8О мм, округляется до ближайшей болыией, т.е. dmax. Следует отметить, что заданную спираль возмошю .получить и из заготовки с толщиной 20 мм, но это нецелесообразно введу того, что деформирующие рабочие эгте- менты получают дополнительную нагрузку, в результате чего качество спирали снижается.
Таблица для построения формы поперечного сечения деформированной
Далее с помощью той же таблицы .определяют длину заготовки.
L С - Z 354,4-10 3544мм
Учитывая то, что толщина заготовки выбрана большей, длина заготовки уто няетйзя. Уточненная длина L,, равна
- iiHiHii 3477мАл
Ч
8
мах
Ширина заготовки равна
DHdg , а у-2 -2---70AW.
15
С учетом поправки, как и в первом случае, ширина принимается равной 69 мм.
Все операции выполняются в той же последовательности, теми же рабочими :влементами. Если считать, что, в первом случае ширШ1а заготовки равнялась щирине деформирующих рабочих элементов, то во втором случае ширина заготовки меныые их ширины. При втом нельзя смещать деформируемую заготовку к верхнему или нижнему краю деформирующих рабочих элементов, так как не будет достигнуто нужное соответствие удельных значений сечения калиброванной заготовки и длины витка (см. табл., колонки 4 и 5).
Формула из р е т е н и я
I. Способ изготовления спиралей iiiBefea вю пбйты. или полосы, при котором ааготойку деформируют рабочими Шемёнтами с припаввем ее сечевию (Кликовйдвой формы в формуют в спирапь шнека, отличающийся тем, Что, с цепью попучеввя спиралей повышеввой точвости и возможвости иагбтовлевйя раэличвых по форме продопыюго сечевия спиралей, а также сйнжевйя затрат ва гос изготовлевие, при получевви кливовкдвой заготовки поверхвостям спирали, примыкающим к дёфор(йарукйыим влемевтам, придают вогвутость, причем толщиву деформи ова({вой заготовки в любой зове по аливё :поверечвого сечевия определяют по формуле
SfpffK-Cmin.
ЛЛАА.
где $1 - искомая толщива деформиро- ёаготбвкн в сечевии h ;
max - кясодвая толщиаа заготовки; дпива вивтовой ливии по ввутревнему диаметру спирали, при максимальной толшиве спирали;
Cf - длина винтовой линии по диа метру 1 спирали, при искомой толщине спирали С T/dro i .г .
где Df,- диаметр спирали в сечевии и ; t - шаг спирали,
2.Устройство для осуществления способа по п. I, содержащее деформирующие рабочие элементы и формую щие элементы, о Тл и ч а ю щ е е- с я тем, что деформирующие рабочие влемевты выполнены в виде наковальви
с профилированной рабочей поверхностью и профилированного бойка с приводом, уставовлеввбго соосво с наковальней.
3.Устройство по п. 2, d т л и ч аю щ е е с я тем, что оно снабжено навивочным механизмом, уставовлевным за формующим элементом, и подпружиненной гребенкой, калибрующей спираль по шагу.
Источники информации, привятые во внимание при экспертизе
1,Авторское свидетельство СССР №429872. кл. В 21 13 11/О6, 25.04.72.
2.Заявка № 2174885/27, по которой было принято решение о выдаче авторского свидетельства, :
кл. В 21 Б 11/06, О4.07.75.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шнековых спиралей | 1977 |
|
SU745583A1 |
| Способ образования покрытия на деталях | 1987 |
|
SU1491601A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Способ изготовления спиралей шнеков | 1982 |
|
SU1082534A1 |
| Способ получения спиралей шнеков | 1976 |
|
SU662220A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Устройство для изготовления ленточной спирали | 1986 |
|
SU1388168A1 |
| Устройство для получения длинномерных стержневых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2780064C1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛИ ШНЕКА | 2010 |
|
RU2450878C2 |
| Способ изготовления изделий с периодическим профилем | 1991 |
|
SU1779451A1 |
г./
С
