Изобретение относится к области изготовления преформ-заготовок изделий из полимерных композиционных материалов (ПКМ). Изобретение может быть использовано в базовых отраслях промышленности, таких как авиастроение, космическая отрасль, энергетика, судо- и автомобилестроение для производства деталей из ПКМ, которые могут выдерживать экстремальные механические нагрузки, обеспечивая при этом возможность значительной экономии в весе.
Детали и их компоненты из ПКМ изготавливаются на основе преформы после укладки необходимого количества слоев армирующих волокон на несущий слой, помещения заготовки в оснастку, пропитки связующим материалом, например, полиэфирной смолой, эпоксидной смолой или им подобной, и последующего отверждения. При этом зафиксированная направленность армирующих волокон имеет решающее влияние на жесткость и прочность целевого изделия.
Одним из возможных путей обеспечения предъявляемым требованиям к ориентации волокон в соответствии с силовой нагрузкой является TFP-технология (Tailored Fiber Placement - направленная укладка волокна). TFP-технология включает в себя укладку волокнистых прядей для механического армирования ("пучки" волокон), которые, в свою очередь, формируются из множества отдельных армирующих волокон, проходящих параллельно друг другу по требуемой, как правило криволинейной, траектории, и их крепление с помощью фиксирующей нити на несущем слое. Следствием этого является направленная ориентация отдельных волокнистых прядей, которая оптимальным образом соответствует направлению нагрузки, действующей на целевое изделие.
TFP-технология является одним из современных и перспективных способов создания предварительных заготовок изделий из ПКМ, отличающаяся повышенной производительностью, высокой точностью и воспроизводимостью процесса. Готовая преформа, как правило, имеет конечную конфигурацию соответствующего изделия. Изготовление волокнистых преформ с использованием TFP-технологии выполняется на обычных автоматических швейных и вышивальных машинах с ЧПУ, которые используются в текстильной промышленности. В качестве несущей основы для нашивки в настоящее время используются тканые армирующие материалы (угле-, стеклоткань) и термопластичная пленка.
Однако из-за наличия фиксирующей нити и несущего слоя TFP-технология вводит в волокнистую заготовку компоненты, которые в последующем уже не выполняют никакой функции. В конкретном плане несущий слой создает трудности при реализации оптимальной последовательности слоев в заготовке и составляет достаточно заметную часть в общем весе, в частности, если несколько волокнистых заготовок помещены друг на друга. Несмотря на то, что несущий слой тоже может быть сформирован с помощью армирующей ткани, например из стеклянных или углеродных волокон, в этом случае, по меньшей мере, некоторые из армирующих волокон имеют ориентацию, не соответствующую направлению нагрузки. Кроме того, армирующая ткань из-за проникновения швейной нити во время TFP-процесса повреждается, а следовательно, характеристики материала могут ухудшаться.
В патенте РФ №2401740 описан способ изготовления одно- или многослойной волокнистой заготовки согласно TFP-технологии. Способ включает в себя следующие операции: укладка и закрепление волокнистых прядей на гибком и эластичном основании, в частности, эластомерном основании посредством фиксирующей нити, пропущенной через швейную головку, и снятие сформированной волокнистой заготовки с основания.
В патенте ЕР 1907195 В1 описано, что между несущей основой и волокнистой преформой помещают разделительный слой. Наличие разделительного слоя облегчает удаление подложки после изготовления преформы. В описании также указано, что фиксирующие нити плавятся при нагреве, который осуществляют перед этапом пропитки и сшивания.
В патенте RU 2406607 указано, что в качестве разделительного слоя между слоями преформы и несущей основой используется неприлипающий материал - тонкослойная политетрафторэлитеновая пленка.
В заявке US 2005/0164578 описан полупродукт для композиционного материала - заготовки, который имеет по меньшей мере один слой из многослойного нетканого полотна из армирующих волокон и у которого в, по меньшей мере, один слой встроены волокна, которые стабилизируют преформу, когда ее подвергают воздействию повышенной температуры и которые растворяются в применяемой позже для получения комплексного конструктивного элемента матричной смоле.
В патенте RU 2272051 описаны структуры из армирующих волокон для заготовок - преформ, при этом они содержат эластичные полимерные элементы, которые, например, в виде волокон вносят между армирующими волокнами или которые в качестве швейной нити соединяют армирующие волокна друг с другом. Гибкие полимерные элементы, входящие в том числе в состав подложек, состоят из материала, растворимого в отверждаемом матричном материале.
В патенте US 7942993, выбранным в качестве прототипа, предложен способ, с помощью которого можно легко по TFP-технологии изготавливать заготовки из многослойного адаптированного волокна любой толщины без вмешательства фиксирующих волокон или промежуточных слоев. С этой целью по изобретению армирующие волокна пришивают к опоре фиксирующими нитями, в результате чего образуется заданная структура преформы из армирующего волокна. Затем фиксирующие нити в волокнистой заготовке химически растворяют или термически расплавляют и тем самым происходит отделение преформы от несущей тканой основы.
Во всех представленных в разделе «уровень техники», включая прототип, технических решениях существует опасность повреждения и изменения конфигурации волокнистой структуры при отделении пришитого основания. Кроме того, это может привести к нарушению целостности слоев и их расслоению.
Технической задачей изобретения является устранение возможности повреждения и изменения конфигурации волокнистой структуры преформы при отделении пришитого основания.
Технический результат достигается применением водорастворимой подложки при нашивке преформ изделий из ПКМ по TFP-технологии. В качестве материала подложки предлагается использовать флизелин (или другой материал на водорастворимой основе), где в качестве носителя-стабилизатора применяют 100% поливиниловый спирт.
Флизелин- бумагоподобный нетканый материал, белого цвета на основе модифицированных целлюлозных волокон. За счет модификации волокон и их химической сшивки при формовке конечного продукта флизелины обладают большей, чем обычные целлюлозные волокна, прочностью на разрыв, стойкостью к истиранию, жесткостью и негорючестью. В рассматриваемом случае для придания требуемых свойств материалу изготовитель обработал матрицу (аппретирование) 100% поливиниловым спиртом (ПВС, международное название: PVA - искусственный, водорастворимый, термопластичный полимер). Под водорастворимым флизелином на основе поливинилового спирта в заявке понимается вышеобозначенный материал.
Преимуществом в использовании флизелина в заявляемой функции является, кроме всего прочего, его бюджетная стоимость. Авторы заявки с практически одинаковым результатом экспериментировали с целым рядом водорастворимых материалов на основе поливинилового спирта отечественных и зарубежных производителей, в основном типа Н и G (фирмы Allbiz, Westtext, Aurora и др.).
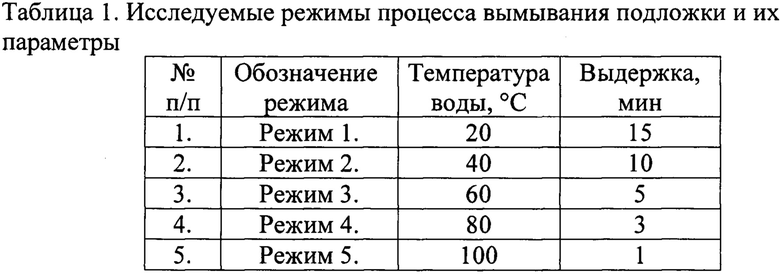
Сущность заявляемого изобретения состоит в следующем. Согласно рекомендациям производителей водорастворимые флизелины (поверхностная плотность порядка 35-40 г/м2) растворяются при t воды = 20-40°С за 0,5-3 и более минут. Однако, вследствие того, что подобные материалы никогда ранее не применялись при изготовлении преформ для изделий из композиционных материалов, авторами был выполнен ряд экспериментов, в результате которых был выбран оптимальный режим процесса вымывания подложки из волокнистой структуры преформы.
Авторы изобретения процесс вымывания подложек из преформ, изготовленных по TFP-технологии с использованием в качестве армирующих волокон углеродные волокна в виде ровинга, а в качестве фиксирующих нитей - арамидные волокна, материал водорастворимой подложки на основе PVA - флизелин реализовали на практике пошагово следующим образом:
- нагревают воду до заданной температуры;
- помещают преформы с подложкой в отдельные герметичные емкости для вымывания;
- заливают каждую из емкостей с образцами по отдельности водой, нагретой до указанной температуры до полного заполнения;
- выдерживают преформы в емкостях в течение определенного времени до полного растворения подложки;
- извлекают щипцами образцы преформ из емкостей и тщательно промывают под проточной водой;
- выдерживают при первоначальной температуре до полного высыхания.
Проведенные опыты показали, что качественное и тщательное вымывание преформы оказывает положительное влияние на прочностные характеристики конечных изделий.
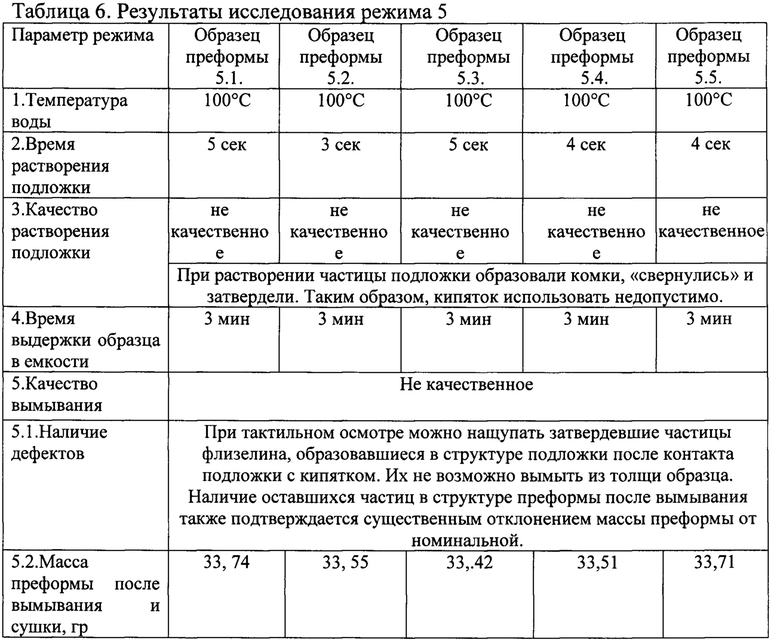
Авторами исследовались различные режимы процесса вымывания подложки из флизелина (фирма Aurora (Китай), 40 г/м2, мк) из образцов преформ водой: от комнатной температуры до кипения (табл. 1).
Для исследований были изготовлены по TFP-технологии опытные образцы преформ лопаток компрессора газотурбинного двигателя (ГТД) с подложкой в количестве 25 шт.: по 5 шт преформ для каждого из пяти режимов вымывания. Номинальный вес преформы лопатки компрессора без подложки составлял 33 г. Также все опытные образцы преформ имели идентичные характеристики и параметры нашивки при их изготовлении: размер, схему укладки, плотность укладки (преимущественно 2,85-3,00 мм) и шаг прошивки (преимущественно 7,0-10,0 мм). После изготовления опытные образцы были вырезаны с общей подложки по отдельности с одним и тем же припуском в 10 мм, чтобы обеспечить одинаковое содержание материала подложки во всех образцах.
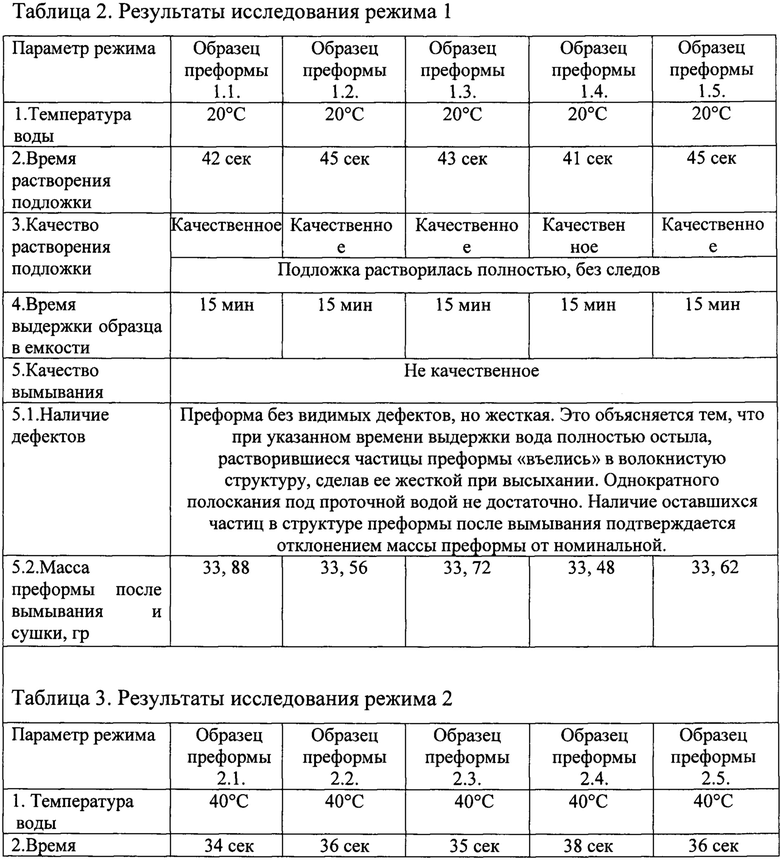
Определяемыми показателями в исследованиях являлись время растворения подложки, качество растворения и качество вымывания.
Время растворения подложки измерялось с момента контакта преформы с водой до полного растворения подложки.
Качество растворения подложки определялось визуальным способом: процесс считался качественным, если подложка растворилась полностью, без следов, без изменения цвета воды, образования каких-либо комков и т.д.
Критериями оценки качества вымывания являлись наличие/отсутствие визуально-диагностируемых дефектов преформы после вымывания (повреждения волокон и их рассыпание, мягкость/жесткость преформы), а также контроль массы преформы. Жесткость образцов преформ свидетельствует о неподходящих параметрах растворения и недостаточно тщательном вымывании. Растворившиеся частицы подложки при некачественном вымывании въедаются в текстильную структуру преформы и «склеивают» ее (делают жесткой) при высыхании.
Результаты исследований приведены в таблицах 2-6.
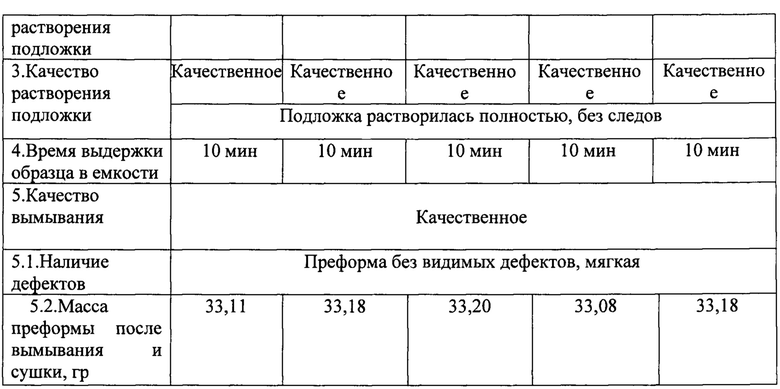
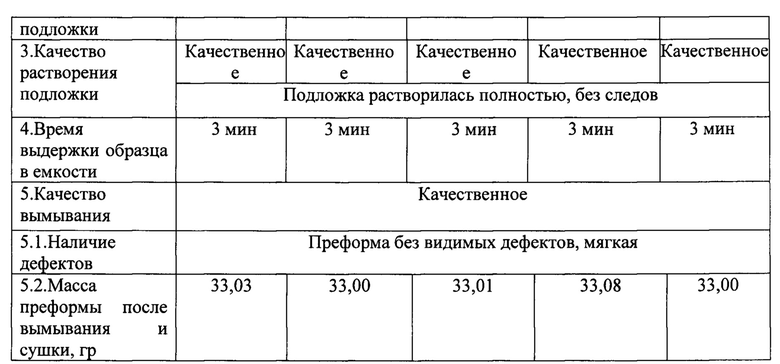
Т.о. анализ полученных данных показывает, что оптимальными параметрами процесса растворения подложки из преформы являются:
температура воды - 80°С, время растворения подложки - не более 20 сек; и время выдержки - 3 минуты. Затем при температуре 80°С проводят сушку преформы до полного высыхания.
При этом необходимо отметить, что к преимуществам заявленного решения поставленной технической задачи при изготовлении преформ по технологии направленной укладки волокна за счет использования для подложек водорастворимого флизелина на основе PVA, относится следующее:
- проведение процесса отделения пришитого основания в «мягких» условиях водной среды минимизирует опасность повреждения волокнистой структуры преформы;
- сохранение цельной, взаимосвязанной структуры преформы изделий за счет того, что фиксирующие нити остаются в преформе, не растворяясь в воде;
- высокая стабилизация вышивки без смещения траектории нашивки, обеспечивающая получение преформы с конечными размерами будущего изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
| Способ изготовления волокнистых заготовок плоской формы | 2019 |
|
RU2718789C1 |
| Способ нашивки объемных преформ | 2019 |
|
RU2722494C1 |
| Способ изготовления многослойной волокнистой заготовки плоской формы | 2019 |
|
RU2736367C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА СТРОИТЕЛЬНОЙ БАЛКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542294C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ФИКСИРУЮЩАЯ НИТЬ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2370368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2012 |
|
RU2609168C2 |
| УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ КИНЕТИКИ ПРОПИТКИ ВОЛОКНИСТЫХ НАПОЛНИТЕЛЕЙ ПОЛИМЕРНЫМИ СВЯЗУЮЩИМИ | 2013 |
|
RU2530575C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
| Способ изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2018 |
|
RU2681907C1 |
Изобретение относится к способу изготовления преформы на основе водорастворимой подложки. Техническим результатом является устранение возможности повреждения и изменения конфигурации волокнистой структуры преформы при отделении пришитого основания в процессе изготовления изделия. Технический результат достигается способом изготовления преформы на основе водорастворимой подложки для лопаток компрессора, который включает автоматизированную нашивку армирующего волокна на подложку по TFP-технологии с последующим удалением элементов подложки. При этом в качестве материала подложки используют водорастворимый материал на основе поливинилового спирта - флизелин, а процесс удаления элементов подложки проводят при контроле качества образца преформы до полного растворения и вымывания водой частиц флизелина. 2 з.п. ф-лы, 6 табл., 25 пр.
1. Способ изготовления преформы на основе водорастворимой подложки для лопаток компрессора, состоящий в автоматизированной нашивке армирующего волокна на подложку по TFP-технологии и последующего удаления элементов подложки, отличающийся тем, что в качестве материала подложки используют водорастворимый материал на основе поливинилового спирта - флизелин, а процесс удаления элементов подложки проводят при контроле качества образца преформы до полного растворения и вымывания водой частиц флизелина.
2. Способ по п. 1, отличающийся тем, что процесс удаления подложки проводят в герметичной емкости при первоначальной температуре 80°С и выдержке преформы в течение 3-х минут.
3. Способ по п. 2, отличающийся тем, что после удаления подложки преформу промывают проточной водой и затем выдерживают при температуре 80°С до полного высыхания.
| US 7942993 B2, 17.05.2011 | |||
| ЭЛАСТИЧНЫЙ ПОЛИМЕРНЫЙ ЭЛЕМЕНТ, ПОДЛОЖКА ОТВЕРЖДАЮЩЕЙСЯ КОМПОЗИЦИИ, ОТВЕРЖДАЮЩАЯСЯ КОМПОЗИЦИЯ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, СПОСОБ ОТВЕРЖДЕНИЯ, ИЗДЕЛИЯ | 2001 |
|
RU2272051C2 |
| DE 19534836 A1, 27.03.1997 | |||
| US 20050164578 A1, 28.07.2005 | |||
| DE 102005034395 A1, 01.02.2007 | |||
| JP 2001269941 A1, 02.10.2001. | |||

