Область техники, к которой относится изобретение
Изобретение относится к способу изготовления одно- или многослойной волокнистой заготовки посредством TFP-технологии ("Tailored Fibre Placement" -"Специальное размещение волокон") из волокнистых прядей, ориентированных по направлению действия нагрузки, уложенных, по меньшей мере, на один опорный слой и закрепленных, по меньшей мере, одной фиксирующей нитью, причем волокнистая заготовка имеет по существу любую толщину материала.
Изобретение также относится к фиксирующей нити и к опорному слою для осуществления способа.
Уровень техники
В облегченных конструкциях, в частности в самолетостроении, все больше и больше используются композитные компоненты, изготавливаемые из армированных волокнами пластиков, которые могут выдерживать экстремальные механические нагрузки, обеспечивая при этом возможность значительной экономии в весе. Эти компоненты изготавливаются с использованием армирующих волокон, которые с целью формирования конечного компонента впоследствии насыщаются или пропитываются отверждаемым полимерным материалом, например, полиэфирной смолой, эпоксидной смолой или им подобной.
Ориентация (направленность) армирующих волокон в компоненте этого типа имеет решающее влияние на его жесткость и прочность. Для достижения оптимальных механических свойств армирующие волокна должны, если это возможно, соответствовать направлению нагрузки и не иметь никаких образований волн. Кроме того, желательно, чтобы каждое отдельное армирующее волокно подвергалось равномерной загрузке.
С помощью обычных полуфабрикатных изделий, таких, например, как плетеные или уложенные волокнистые ткани для армирования полимерного материала, не могут быть реализованы все возможные ориентации волокон, поскольку армирующие ткани обычно прокладываются с конкретной, фиксированной ориентацией. Хотя уложенные волокнистые ткани можно "драпировать", иными словами, плоско укладывать без образования складок, формируя, например, сегменты круглого кольца, армирующие волокна обычно невозможно расположить вдоль траектории, которой следуют более сложные линии действия нагрузки.
Одним из возможных путей соответствия требованиям в отношении направления волокон в соответствии с нагрузкой является известная TFP-технология. Она включает в себя укладку волокнистых прядей для механического армирования ("пучки"), которые, в свою очередь, формируются из множества отдельных армирующих волокон, проходящих параллельно друг другу вдоль какой-либо желаемой криволинейной траектории, и их закрепление с помощью фиксирующей нити на опорном слое для формирования волокнистой заготовки ("заготовки"), вследствие чего ориентация (направленность) отдельных волокнистых прядей может быть фактически оптимальным образом приспособлена к тем силам, которые действуют на конечный композитный компонент. Фиксация выполняется верхней фиксирующей нитью и нижней фиксирующей нитью, которые связываются между собой под опорным слоем в соответствии с традиционными способами шитья. Крепление волокнистых прядей предпочтительно выполняется зигзагообразными стежками. Оптимальное использование механической несущей способности волокнистых прядей, которое достигается таким путем, может минимизировать их количество, следовательно, и вес. Кроме того, поперечное сечение компонента может быть идеальным образом приспособлено к соответствующим локальным нагрузкам. Более того, путем укладки дополнительных волокнистых прядей могут быть сформированы специальные участки усиления (армирования) тех зон, которые подвергаются особому нагружению, например, таких как зоны, в которых приложена сила и т.п. В качестве отдельных армирующих волокон могут выступать, например, стеклянные волокна, углеродные волокна, арамидные волокна или им подобные.
Изготовление волокнистых заготовок посредством TFP-технологии выполняется на обычных автоматических швейных и вышивальных машинах с ЧПУ, которые используются, например, в текстильной промышленности. После того как все требуемые слои с волокнистыми прядями уложены, законченная волокнистая заготовка, которая, как правило, уже имеет желаемый окончательный контур, помещается в закрывающуюся форму и пропитывается отверждаемым полимерным материалом, а затем отверждается с тем, чтобы сформировать конечный композитный компонент. Здесь могут комбинироваться друг с другом несколько волокнистых заготовок, выполненных согласно TFP-технологии, и/или слоев армирующих тканей. Многослойные волокнистые заготовки формируются путем установки нескольких (одиночных, однослойных) волокнистых заготовок друг на друга с тем, чтобы создавать большие толщины материала, которые в противном случае было бы невозможно получить по причине ограниченной длины иглы в автоматических швейных или вышивальных машинах, которые используются для осуществления TFP-технологии. Соответственно, многослойные волокнистые заготовки имеют, по меньшей мере, два опорных слоя, проходящих в пределах многослойной волокнистой заготовки приблизительно параллельно друг другу.
Пропитка волокнистых заготовок отверждаемым полимерным материалом может быть выполнена, например, посредством известной RTM-технологии ("Resin Transfer Molding" - "Трансферного Формования Пластмасс") в закрывающейся форме, сконструированной соответствующим образом.
Однако с фиксирующей нитью и опорным слоем ТFР-технология вводит в волокнистую заготовку два элемента, которые в последующем композитном компоненте уже больше не выполняют никакой функции, в частности опорной функции. Скорее можно сказать, что как опорный слой, так и фиксирующие нити вызывают проблемы в плане реализации идеальной последовательности слоев, а, кроме того, представляют собой достаточно заметную часть в общем весе, особенно если несколько волокнистых форм устанавливаются друг на друга, или если однослойные волокнистые заготовки большой толщины материала образованы множеством волокнистых прядей, лежащих одна поверх другой. Хотя и сам опорный слой может быть образован тканым армирующим материалом, например, материалом из тканых стеклянных или углеродных волокон, даже и в этом случае, по меньшей мере, некоторые из армирующих волокон имеют направление, не соответствующее нагрузке. Более того, тканый армирующий материал повреждается от протыкания швейной иглой во время осуществления TFP-технологии, поэтому характеристики материала могут ухудшиться. Во избежание упомянутых трудностей фиксирующие нити могут быть сформированы, например, из легкоплавкого материала, однако, это приводит к тому, что в волокнистую заготовку проникает неопределенное количество материала, что может ухудшить механические свойства матрицы, формируемой посредством пропитки отверждаемым полимерным материалом в последующем композитном компоненте.
Раскрытие изобретения
Задача изобретения заключается в создании способа, с помощью которого одно- или многослойные волокнистые заготовки с фактически любой желаемой толщиной материала могут быть изготовлены без повреждающего воздействия фиксирующей нити, которая обычно необходима для осуществления TFP-технологии, и/или без опорного слоя, необходимого в традиционных решениях.
В соответствии с изобретением задача решается с помощью способа, имеющего признаки отличительной части пункта 1 формулы изобретения.
Тот факт, что для фиксации положения волокнистых прядей в пределах волокнистой заготовки после завершения TFP-технологии в фиксирующее устройство вводится, по меньшей мере, одна волокнистая заготовка, и что фиксирующая нить или фиксирующие нити и/или опорный слой или опорные слои, по меньшей мере, частично удаляются, делает возможным посредством способа по изобретению удалять из волокнистой заготовки в идеальном случае все фиксирующие нити и опорные слои, которые в последующем композитном компоненте больше не выполняют никакой функции.
Благодаря этому волокнистая заготовка, изготовленная с помощью способа по изобретению, имеет фактически идеальные, "квази-изотропные" свойства. В частности, устраняются дефекты в волокнистой заготовке, возникающие в результате некачественного сшивания волокнистых прядей фиксирующими нитями, которое может приводить к волнистости волокнистых нитей и т.п., а также неоднородности в волокнистой заготовке вследствие образования узлов и петель между верхней фиксирующей нитью и нижней фиксирующей нитью. Соответствующим образом, удаление опорных слоев имеет полезный эффект, поскольку эти слои представляют собой области преимущественного отслаивания в последующем композитном компоненте. Кроме того, удаление фиксирующей нити и опорного слоя создает значительную экономию в весе. Вышеупомянутые полезные эффекты становятся еще более заметными, в частности, в случае многослойных волокнистых заготовок.
Фиксирующее устройство предпочтительно выполнено таким образом, чтобы оно надежно защищало слой волокнистых прядей волокнистых заготовок относительно друг друга во время удаления фиксирующих нитей и/или опорных слоев, и в то же время придавало волокнистой заготовке геометрическую форму, которая как можно точнее соответствовала бы композитному компоненту, который должен быть изготовлен из волокнистой заготовки посредством пропитки смолой.
В соответствии с полезным усовершенствованием способа по изобретению, фиксирующая нить или фиксирующие нити и/или опорный слой или опорные слои выполнены из материала, который может быть удален химическим или физическим путем, в частности из материала, который может быть растворен.
Благодаря этому простым способом из волокнистой заготовки могут быть удалены как фиксирующая нить, так и опорные слои.
В соответствии с дополнительным полезным усовершенствованием предусматривается, что фиксирующая нить или фиксирующие нити и/или опорный слой или опорные слои удаляются при помощи растворения и вымывания, причем через фиксирующее устройство пропускают растворитель, в частности воду, выступающую в качестве растворителя.
Удаление фиксирующих нитей и/или опорного слоя в случае однослойной волокнистой заготовки или опорных слоев в случае многослойной волокнистой заготовки с помощью подходящего растворителя, в частности воды, с последующим вымыванием материала растворенной фиксирующей нити и опорного слоя делает возможным фактически полное удаление фиксирующих нитей и/или опорного слоя или опорных слоев. Вода, выступающая, в частности, в качестве растворителя имеет то преимущество, что взаимодействие с армирующими волокнами в волокнистой заготовке, которое может приводить к ухудшению механических свойств, обычно не происходит. В частности, вода, выступающая в качестве растворителя, по существу, не оказывает влияния на размер, который обычно должны иметь армирующие волокна, чтобы улучшить их сцепление со смолистой матрицей. Кроме того, вода как растворитель может быть быстро выведена из волокнистой заготовки безо всякого остатка с помощью подачи тепла. Помимо этого, с водой, выступающей в качестве растворителя, можно легко и безопасно обращаться. Предпочтительно, чтобы фиксирующая нить или фиксирующие нити и/или опорный слой или опорные слои были выполнены из водорастворимого полимерного материала. В качестве водорастворимых фиксирующих нитей могут использоваться, например, нити, реализуемые под товарными знаками SOLVRON® Sewing Thread SX 100Т/1×3 и SOLVRON® SF62dtex компании NITIVY Co. LTD. Токио, Япония. С другой стороны, если фиксирующие нити и/или опорные слои формируются из нерастворимого в воде материала, то вместо воды необходимо использовать другие растворители.
В соответствии с дополнительным полезным усовершенствованием способа по изобретению, волокнистая заготовка в фиксирующем устройстве высушивается при помощи подачи тепла после удаления фиксирующей нити или фиксирующих нитей и/или удаления опорного слоя или опорных слоев.
Благодаря этому растворитель, который используется для растворения и вымывания фиксирующих нитей и/или опорных слоев, может удаляться из волокнистой заготовки, предпочтительно, полностью, поэтому ухудшение свойств волокнистой заготовки в значительной степени исключается.
В соответствии с дополнительным полезным усовершенствованием способа, для изготовления конечного композитного компонента пропитка волокнистой заготовки выполняется в фиксирующем устройстве отверждаемым полимерным материалом, в частности, в соответствии с RTM-технологией, с помощью эпоксидной смолы, полиэфирной смолы или им подобной.
Благодаря этому фиксирующее устройство может одновременно использоваться и в качестве закрывающихся форм для изготовления конечного композитного компонента посредством RTM-технологии. Это является преимуществом особенно потому, что закрывающиеся формы, которые используются для RTM-технологии, обычно имеют нагревательное устройство, которое впоследствии может одновременно использоваться для сушки волокнистой заготовки. Кроме того, формы, которые используются для RTM-технологии, дополнительно имеют вакуумное устройство, с помощью которого можно ускорить процесс сушки.
Дополнительный вариант способа по изобретению предусматривает размещение, по меньшей мере, двух волокнистых заготовок в фиксирующем устройстве для формирования многослойной волокнистой заготовки.
В результате установки нескольких (одиночных, однослойных) волокнистых заготовок так называемые многослойные волокнистые заготовки могут формироваться с большей толщиной материала. Таким образом, многослойные волокнистые заготовки имеют несколько опорных слоев и несколько фиксирующих нитей.
За счет того, что фиксирующая нить выполнена из материала, который может удаляться химическим и/или физическим путем, в частности, из водорастворимого материала, ее можно простым способом, предпочтительно полностью, удалить из волокнистой заготовки. Предпочтительно, чтобы фиксирующая нить была выполнена из быстрорастворимого в воде полимерного материала. В качестве водорастворимых фиксирующих нитей могут использоваться, например, нити, реализуемые по товарными знаками SOLVRON® Sewing Thread SX 100Т/1×3 и SOLVRON® SF62dtex компании NITIVY Co. LTD. Токио, Япония.
Опорный слой предпочтительно выполнен из материала, который может удаляться химическим и/или физическим путем, в частности, из водорастворимого материала, поэтому его можно простым способом полностью удалить из волокнистой заготовки. В особо предпочтительном варианте опорный слой или опорные слои выполнены из быстрорастворимого в воде полимерного материала. Аналогичным образом, для формирования опорного слоя могут использоваться нити SOLVRON® Sewing Thread SX 100 Т/1×3 и SOLVRON® SF 62dtex компании NITIVY Co. LTD. Токио, Япония.
Краткое описание чертежей
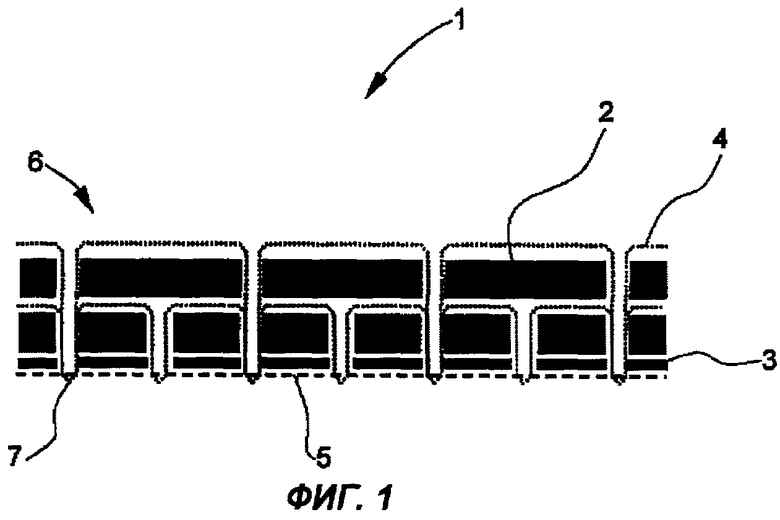
Фигура 1 показывает схематическое изображение поперечного сечения однослойной волокнистой заготовки; и
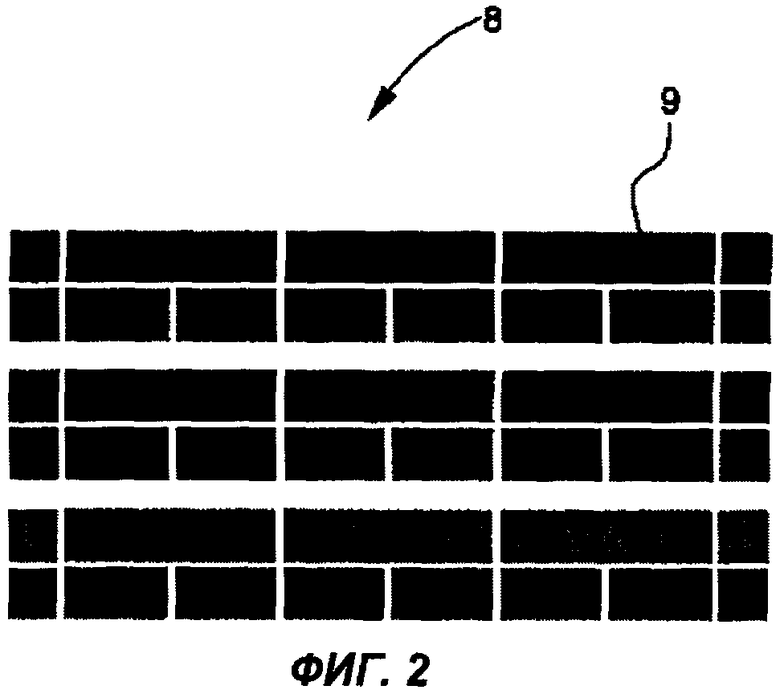
Фигура 2 показывает схематическое изображение поперечного сечения многослойной волокнистой заготовки, в которой фиксирующие нити и опорные слои полностью вымыты посредством способа по изобретению.
Осуществление изобретения
Далее, на основании Фигуры 1 и Фигуры 2 приводится объяснение способа по изобретению.
Фигура 1 показывает схематическое изображение поперечного сечения базовой конструкции однослойной волокнистой заготовки 1. Волокнистая заготовка 1 имеет множество волокнистых прядей 2, лишь одна из которых в качестве «представителя» других прядей снабжена ссылочным номером. Волокнистые пряди, в свою очередь, сформированы множеством армирующих волокон, которые, по аналогии, более подробно не обозначены и проходят, по существу, перпендикулярно плоскости чертежа. В качестве армирующих волокон рассматриваются, например, стеклянные волокна, углеродные волокна или арамидные волокна.
На первой ступени способа волокнистые пряди сначала укладываются на опорном слое 3 посредством известной TFP-технологии ("Tailored Fibre Placement" - "Специальное размещение волокон") предпочтительно таким образом, чтобы они имели ориентацию, соответствующую направлению действия нагрузки, и крепятся верхней фиксирующей нитью 4 и нижней фиксирующей нитью 5 в качестве фиксирующих нитей 6. Верхняя фиксирующая нить 4 образует под опорным слоем 3 петли, лишь одна из которых в целях лучшей читаемости чертежа снабжена ссылочным номером 7. Нижняя фиксирующая нить 5 проходит через все петли, включая петлю 7, с целью надежного закрепления волокнистых заготовок на опорном слое для препятствия их перемещениям. Укладка и закрепление волокнистых прядей выполняется посредством известных автоматических швейных и вышивальных машин с ЧПУ, с помощью которых на опорном слое 3 могут быть получены фактически любые желаемые кривые укладки волокнистых прядей. Направление подлежащих укладке волокнистых прядей и их закрепление на опорном слое 3 осуществляются посредством не изображенной здесь швейной иглы, работа которой управляется с помощью компьютера, по меньшей мере, в двух пространственных направлениях и которая может позиционироваться с помощью швейной и вышивальной машины.
В качестве альтернативы волокнистая заготовка 1 может также укладываться и прошиваться посредством так называемой технологии "простегивания". В этом случае используется только верхняя фиксирующая нить 4, которая непосредственно фиксируется в надлежащим образом выбранном опорном слое 3 посредством зажима в нем. Нижняя фиксирующая нить 5 для фиксирования верхней фиксирующей нити 4 под опорным слоем 3 путем связывания или образования петли с верхней фиксирующей нитью 4 и направление нижней фиксирующей нити, следовательно, становится излишней. В качестве опорного слоя 3 используется, например, гибкий и эластичный резиновый лист, пенопласт и т.п., в который, по меньшей мере, в поверхность которого вводится игла. Петли верхней фиксирующей нити, которые образуются в резиновом листе после удаления иглы, крепко удерживаются внутри резинового листа и в результате фиксируются.
Эта процедура имеет, в частности, то преимущество, что опорный слой 3 не приходится растворять посредством способа, соответствующего изобретению, поскольку его можно отделять от волокнистой заготовки 1 в фиксирующем устройстве перед растворением и вымыванием фиксирующих нитей 6 без сколько-нибудь заметного повреждения армирующих волокон.
Когда необходимо сформировать так называемые многослойные заготовки для изготовления композитных компонентов с большей толщиной материала, которую по-другому, при помощи TFP-технологии, из-за ограниченной длины иглы изготовить нельзя, также возможна установка нескольких волокнистых заготовок 1 по фиг.1 поверх друг друга.
Посредством TFP-технологии волокнистая заготовка 1 собирается на опорном слое 3 из нескольких слоев, по меньшей мере, с помощью растворимых фиксирующих волокон 6, то есть, в частности, с помощью растворимого верхнего фиксирующего волокна 4 и растворимого нижнего фиксирующего волокна 5. Кроме того, для формирования опорного слоя также можно использовать такой материал, который можно удалить путем его растворения. В частности, в этой связи рассматриваются водорастворимые материалы, которые позволяют легко вымывать водой материал растворенных фиксирующих волокон 6 и/или опорного слоя 3 и при этом быстро и полностью сушить с помощью подаваемого тепла. Помимо этого вода, выступающая в качестве растворителя, имеет преимущество, которое заключается в том, что ухудшения свойств армирующих волокон в волокнистой пряди обычно не происходит. В частности, отсутствует влияние на размер, который обычно имеют армирующие волокна в целях улучшения их механического сцепления с окружающей смолистой матрицей последующего конечного композитного компонента.
Фигура 2 показывает схематическое изображение поперечного сечения многослойной волокнистой заготовки 8, в которой как фиксирующие нити, так и опорные слои были полностью удалены в подходящем фиксирующем устройстве во время осуществления второй ступени способа. Удаление фиксирующих нитей и фиксирующих слоев выполняется путем растворения фиксирующих нитей и опорных слоев посредством надлежащего растворителя и последующего, предпочтительно полного, вымывания материала растворенной фиксирующей нити и опорного слоя с помощью растворителя.
Расстояния между волокнистыми прядями на Фигуре 2 увеличены в целях лучшей общей читаемости чертежа. Фиксирующие нити проходят с узкими вертикальными и горизонтальными промежуточными интервалами, в то время как опорные слои расположены с широкими горизонтальными промежуточными интервалами. На самом деле, волокнистые пряди после удаления фиксирующих нитей и/или опорных слоев путем растворения и вымывания лежат непосредственно рядом друг с другом, безо всяких промежутков, так что в конечном композитном компоненте получается очень высокая доля волокон по объему (50% и выше). Для лучшего чтения чертежа из множества волокнистых прядей выбрана только одна волокнистая прядь 9, которая, являясь «представителем» остальных волокнистых прядей, снабжена ссылочным номером.
Волокнистая заготовка 8 собрана в многослойную форму, а именно состоит из трех волокнистых заготовок, соответствующих волокнистой заготовке 1 и установленных поверх друг друга, - в каждом случае с двумя слоями волокнистых прядей с армирующими волокнами, причем все фиксирующие нити и опорные слои были удалены путем вымывания с помощью растворителя.
Благодаря этому волокнистая заготовка 8 имеет фактически оптимальные механические, квази-изотропные свойства. В частности, отсутствует волнообразование волокнистых прядей, которое обычно возникает при их закреплении на опорных слоях посредством фиксирующих нитей. Более того, дефекты расположения волокон волокнистой заготовки 8 полностью устраняются путем вымывания, поскольку узлы и петли, образующиеся между верхними фиксирующими нитями и нижними фиксирующими нитями, также как и опорные слои, попросту растворяются.
Для обеспечения полного растворения и вымывания фиксирующих нитей и/или опорных слоев предпочтительно их изготавливать из материалов, которые можно легко удалить химическим и/или физическим путем, в частности, из полимерных материалов, или им подобных, которые могут легко и быстро растворяться и вымываться подходящими растворителями. Для формирования фиксирующих нитей и/или опорных слоев предпочтительно использовать водорастворимые полимерные материалы, которые в качестве растворителя позволяют использовать воду. В качестве водорастворимых фиксирующих нитей могут использоваться, например, нити, реализуемые под товарными знаками SOLVRON® Sewing Thread SX 100Т/1×3 и SOLVRON® SF62dtex компании NITIVY Co. LTD. Токио, Япония.
В качестве альтернативы, в зависимости от материала, использованного для фиксирующих нитей и/или опорного слоя, могут использоваться и другие растворители, например, такие как органические растворители, хлорированные углеводороды и им подобные.
Растворение и последующее вымывание фиксирующих нитей и/или опорных слоев выполняется в фиксирующем устройстве, которое здесь не представлено. С одной стороны, фиксирующее устройство, по существу, служит для поддержания формы волокнистой заготовки 8 в ходе процесса вымывания, предотвращая таким образом дальнейшее перемещение волокнистых прядей. С другой стороны, фиксирующее устройство предназначено для обеспечения того, чтобы поток растворителя был как можно более равномерным и проникал во все зоны волокнистой заготовки.
Для обеспечения растворения и вымывания волокнистых нитей и/или опорных слоев фиксирующее устройство имеет, например, по меньшей мере, один впуск и, по меньшей мере, один выпуск для воды, которая предпочтительно используется в качестве растворителя. Растворитель может использоваться также в замкнутом контуре, который обычно требует фильтрации частиц фиксирующих нитей и/или опорного слоя из растворенного материала. Во избежание попадания в волокнистую заготовку 8 инородного вещества, в частности, в форме растворенных минералов и т.п., в качестве растворителя может оказаться необходимым использовать дистиллированную воду.
Для последующей сушки волокнистой заготовки 8 на третьей ступени способа, она предпочтительно остается в фиксирующем устройстве, которое далее с целью высушивания волокнистой заготовки 8 нагревается посредством нагревательного устройства. Посредством нагревательного устройства воду, которая используется, например, в качестве растворителя, можно полностью удалить из волокнистой заготовки 8. Чтобы дополнительно ускорить процесс сушки, на фиксирующем устройстве может быть создано отрицательное давление.
На четвертой ступени способа для изготовления конечного композитного компонента высушенная волокнистая заготовка 8 пропитывается или насыщается отверждаемым полимерным материалом, например, эпоксидной смолой, полиэфирной смолой, бис-малеимидной смолой или им подобной, например, посредством известной RTM-технологии ("Resin Transfer Molding" - "Трансферного Формования Пластмасс"). Особо предпочтительным образом, эта ступень способа может быть выполнена также в пределах фиксирующего устройства, которое затем служит (или одновременно формируется в рамках RTM-технологии) в качестве закрывающейся формы, так что, помимо прочего, в значительной степени удается избежать неопределенных деформаций волокнистой заготовки 8, которые могут ухудшить стабильность размеров конечного композитного компонента.
Эта процедура дополнительно имеет, в частности, полезный эффект, который заключается в том, что закрывающиеся формы для осуществления RTM-технологии обычно имеют нагревательное устройство, которое одновременно может использоваться для сушки волокнистой заготовки 8 после вымывания на третьей ступени способа. Соответственным образом, вакуумное устройство, которое обычно присутствует при осуществлении RTM-технологии, также может служить для дополнительного ускорения процесса сушки волокнистой заготовки 8.
Композитные компоненты, которые изготавливаются из волокнистой заготовки, формируемой в соответствии со способом по изобретению, имеют фактически оптимальную направленность армирующих волокон, другими словами, волокна ориентированы фактически по направлению действия нагрузки, не имеют дефектов в виде узлов, петель и волнообразований, следовательно, их физические свойства могут рассматриваться как «квази-изотропные». Кроме того, композитные компоненты можно изготавливать фактически с любой толщиной материала, без нежелательных опорных слоев.
Таким образом, изобретение предлагает способ изготовления одно- или многослойной волокнистой заготовки 1, 8 посредством TFP-технологии из волокнистых прядей 2, 9, ориентированных по существу по направлению действия нагрузки, уложенных, по меньшей мере, на одном опорном слое 3 и закрепленных, по меньшей мере, одной фиксирующей нитью 6, причем волокнистая заготовка 1, 8 имеет по существу любую требуемую толщину материала. После завершения TFP-технологии вводят, по меньшей мере, одну волокнистую заготовку 1, 8 в фиксирующее устройство для фиксации положения волокнистых прядей 2, 9 в пределах волокнистой заготовки 1, 8, и удаляют, по меньшей мере, частично, фиксирующую нить 6 или фиксирующие нити 6 и/или опорный слой 3 или опорные слои 3.
Фиксирующая нить 6 или фиксирующие нити 6 и/или опорный слой 3 или опорные слои 3 выполнены из материала, который может быть удален химическим и/или физическим путем, в частности, из растворимого материала.
Фиксирующая нить 6 или фиксирующие нити 6 и/или опорный слой 3 или опорные слои 3 удаляют путем растворения и вымывания, причем через фиксирующее устройство пропускают растворитель, в частности воду, действующую в качестве растворителя.
Предпочтительно волокнистую заготовку 1, 8 высушивают в фиксирующем устройстве за счет тепла, подаваемого после удаления фиксирующей нити 6 или фиксирующих нитей 6 и/или удаления опорного слоя 3 или опорных слоев 3.
Для изготовления конечного композитного компонента выполняют пропитку волокнистой заготовки 1, 8 в фиксирующем устройстве отверждаемым полимерным материалом, в частности, эпоксидной смолой, полиэфирной смолой или им подобной, в соответствии с RTM-технологией.
Для формирования многослойной волокнистой заготовки в фиксирующем устройстве размещают, по меньшей мере, две волокнистые заготовки 1, 8.
Фиксирующая нить предпочтительно выполнена из материала, который может быть удален химическим и/или физическим путем, в частности, из водорастворимого полимерного материала.
Опорный слой выполнен, в частности, из материала, который может быть удален химическим и/или физическим путем, в частности, из водорастворимого полимерного материала.
Перечень ссылочных номеров
1 - волокнистая заготовка; 2 - волокнистая прядь; 3 - опорный слой; 4 - верхняя фиксирующая нить; 5 - нижняя фиксирующая нить; 6 - фиксирующие нити; 7 - петля; 8 - волокнистая заготовка; 9 - волокнистая прядь
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нашивки объемных преформ | 2019 |
|
RU2722494C1 |
| Способ изготовления многослойной волокнистой заготовки плоской формы | 2019 |
|
RU2736367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2406607C2 |
| Способ изготовления волокнистых заготовок плоской формы | 2019 |
|
RU2718789C1 |
| Способ изготовления преформы на основе водорастворимой подложки для лопаток компрессора | 2018 |
|
RU2719171C1 |
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ СОГЛАСНО TFP-ТЕХНОЛОГИИ | 2006 |
|
RU2401740C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ, ПО СУЩЕСТВУ, ПРОИЗВОЛЬНУЮ ГЕОМЕТРИЮ ПОВЕРХНОСТИ | 2006 |
|
RU2388599C2 |
| НАПРАВЛЯЮЩАЯ СИСТЕМА УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ВОЛОКНИСТЫХ ЗАГОТОВОК ДЛЯ КОМПОЗИТНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2406606C2 |
| ФИКСИРУЮЩАЯ НИТЬ ДЛЯ СШИВАНИЯ АРМИРУЮЩИХ ВОЛОКОН | 2006 |
|
RU2386534C2 |
Изобретение относится к способу изготовления одно- или многослойной волокнистой заготовки посредством TFP-технологии из волокнистых прядей, ориентированных по направлению действия нагрузки. Способ изготовления одно- или многослойной волокнистой заготовки включает укладку волокнистых прядей на опорном слое и закрепление их фиксирующей нитью для формирования волокнистой заготовки. При этом фиксирующая нить и/или опорный слой выполнены из водорастворимого материала, а волокнистая заготовка имеет по существу любую требуемую толщину материала. После завершения TFP-технологии вводят, по меньшей мере, одну волокнистую заготовку в фиксирующее устройство для фиксации положения волокнистых прядей в пределах, по меньшей мере, одной волокнистой заготовки. Для удаления, по меньшей мере, одной фиксирующей нити и/или, по меньшей мере, одного опорного слоя путем растворения и вымывания, через фиксирующее устройство пропускают воду, действующую в качестве растворителя. Причем воду пропускают через фиксирующее устройство в замкнутом контуре с впуском и выпуском. После удаления, по меньшей мере, одной фиксирующей нити и/или удаления, по меньшей мере, одного опорного слоя, по меньшей мере, одну волокнистую заготовку высушивают в фиксирующем устройстве за счет подводимого тепла. Для изготовления конечного композитного компонента выполняют пропитку эпоксидной смолой, по меньшей мере, одной волокнистой заготовки в фиксирующем устройстве в соответствии с RTM-технологией. Достигаемый при этом технический результат заключается в изготовлении волокнистой заготовки без повреждающего воздействия фиксирующей нити. 2 з.п. ф-лы, 2 ил.
1. Способ изготовления одно- или многослойной волокнистой заготовки (1, 8) посредством TFP-технологии из волокнистых прядей (2, 9), ориентированных, по существу, по направлению действия нагрузки, содержащий следующие стадии:
a) для формирования волокнистой заготовки (1, 8) укладывают волокнистые пряди (2, 9) на опорном слое (3) и закрепляют их фиксирующей нитью (6), причем фиксирующая нить и/или опорный слой выполнены из водорастворимого материала, а волокнистая заготовка (1, 8) имеет, по существу, любую требуемую толщину материала,
b) после завершения TFP-технологии, вводят, по меньшей мере, одну волокнистую заготовку (1, 8) в фиксирующее устройство для фиксации положения волокнистых прядей (2, 9) в пределах, по меньшей мере, одной волокнистой заготовки (1, 8),
с) для удаления, по меньшей мере, одной фиксирующей нити (6) и/или, по меньшей мере, одного опорного слоя (3) путем растворения и вымывания пропускают через фиксирующее устройство воду, действующую в качестве растворителя, причем воду пропускают через фиксирующее устройство в замкнутом контуре с впуском и выпуском, и фильтруют указанную воду,
d) после удаления, по меньшей мере, одной фиксирующей нити (6) и/или удаления, по меньшей мере, одного опорного слоя (3), по меньшей мере, одну волокнистую заготовку (1, 8) высушивают в фиксирующем устройстве за счет подводимого тепла, и
е) для изготовления конечного композитного компонента выполняют пропитку эпоксидной смолой, по меньшей мере, одной волокнистой заготовки (1, 8) в фиксирующем устройстве в соответствии с RTM-технологией.
2. Способ по п.1, отличающийся тем, что, по меньшей мере, одна фиксирующая нить (6) и/или, по меньшей мере, один опорный слой (3) выполнены из нити SOLVRON® Sewing Thread SX 100ТЛ×3 или SOLVRON® SF62dtex.
3. Способ по п.1 или 2, отличающийся тем, что в фиксирующем устройстве размещают, по меньшей мере, две волокнистые заготовки (1, 8) для формирования многослойной волокнистой заготовки.
| US 2003132543 A1, 17.07.2003 | |||
| US 6319348 B1, 20.11.2001 | |||
| DE 202004017762 U1, 05.01.2005 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |

