[001] Настоящее изобретение относится к автоматизированной системе и способу для измерения и механической обработки концов труб с высокой степенью точности и производительностью, которые могут быть использованы как в, так и вне производственной линии. Способ измерения может быть использован для труб различных промышленных применений, среди которых нефтегазовая промышленность.
Уровень техники
[002] В настоящее время, в морских условиях эксплуатации, которые становятся все более суровыми, нефтяным компаниям и их партнерам приходится преодолевать серьезные проблемы для того, чтобы гарантировать качество, безопасность и производительность в разработке и транспортировке нефти. В этом сценарии стояковые трубопроводы, соединяющие нефтяную скважину и платформу, и промысловые трубопроводы между нефтяной скважиной и другим оборудованием играют важную роль в транспортировке нефти и газа.
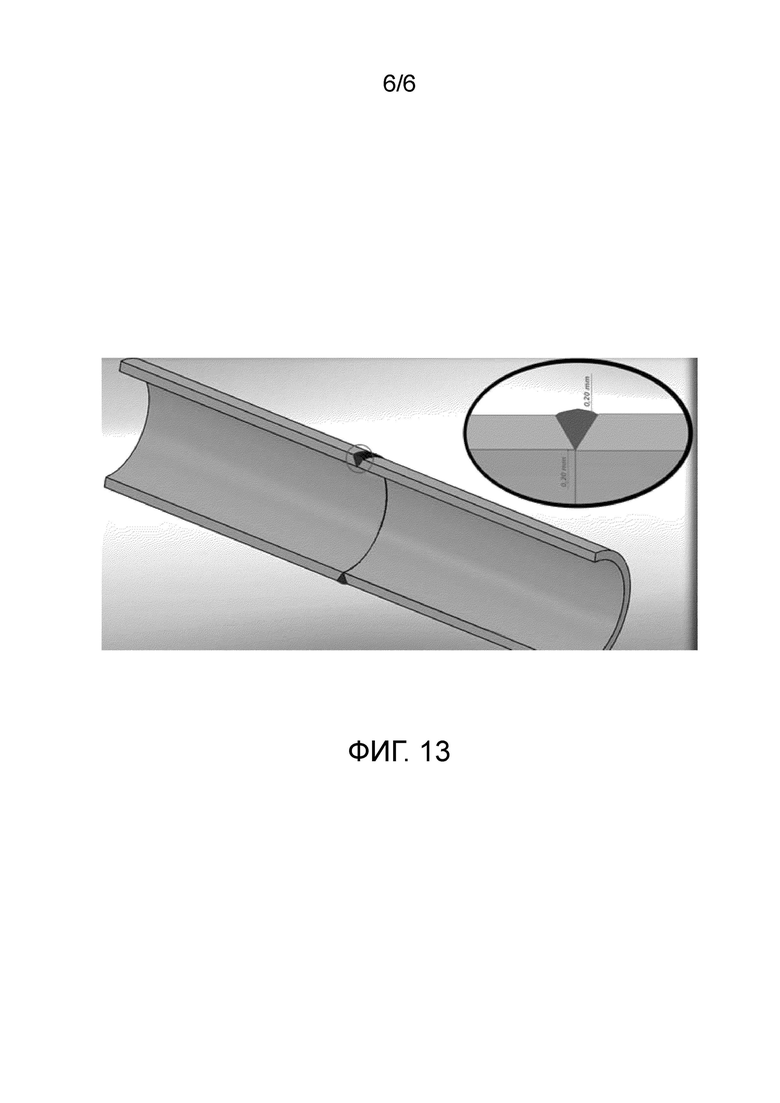
[003] Помимо различных составов стали со специально разработанными сплавами и со специальными способами обработки для получения в результате большей стойкости к разлому, вызываемому водородом (HIC), разлому, вызываемому сероводородом (SSC) и для получения улучшенных механических свойств, допуски на размер могут являться важными параметрами в механике разлома, и это должно тщательно контролироваться, особенно, когда разлом приходит на сварное соединение между трубами для переноса и добычи нефти. В этом отношении требуются более узкие допуски на концах труб, поскольку различие между толщинами стенок (Hi-Lo) между концами труб, сваренных в области сварки, как показано на фиг. 13'', могут иметь вредные последствия, как, например, уменьшение усталостной прочности, проблемы с показаниями/отказами в неразрушающих испытаниях, а также потеря производительности в производстве нефтепродуктов. Для производства нефтяных труб, в частности, трубопроводов, допуски толщины стенок на концах, точно определенные в технических регламентах, в большинстве случаев не являются достаточными, чтобы гарантировать хорошую подгонку между свариваемыми трубами. Таким образом, для того, чтобы предотвращать проблемы, аналогичные проблемам, перечисленным ранее, нефтяные компании обычно просят матировать стенку на концах каждого трубопровода и идентифицировать лучшую подгонку между подаваемыми трубами, так что последствия, возникающие в момент сварки за счет больших различий в стенке, могут быть уменьшены. Побочные последствия для такого сопоставления относятся к большей сложности логистики вследствие необходимости выбора труб, более низкой производительности на объектах и трубоукладчиках в открытом море и отрицательным воздействиям на усталостную прочность в динамических применениях.
[004] Термин "Hi-Lo" используется, чтобы указывать различия и вариативности в диаметре и толщине на конце свариваемых труб, приводящие в результате к ступенькам в месте соединения между двумя трубами. Правильное определение размера для "Hi-Lo" в конструкциях минимизирует различия в толщине стенки для последующего процесса сварки. Однако, без автоматизации измерительной системы, соединенной с 3-осным механическим станком, процесс измерения и сопоставления труб вручную становится дорогостоящим и, в целом, показывает низкую производительность.
[005] Документ CN102650516 относится к способу измерения реального времени для измерения внешнего диаметра и овальности конца стальной трубы большого диаметра, имеющему следующие этапы: получения номинальных данных для стальной трубы, которая должна быть измерена, для определения осевой позиции, настройки интервала для лазерного датчика смещения внешнего диаметра, предоставления возможности направления зонда датчика по оси для измерения и затем получения диаметра D стальной трубы, которая должна быть измерена, поворота датчика на 180 градусов для измерения внешнего диаметра по всему периферийному направлению и получения среднего диаметра и овальности стальной трубы, которая должна быть измерена. Устройство измерения в реальном времени внешнего диаметра и овальности стальной трубы большого диаметра характеризуется включением в себя промышленного робота, устройства измерения внешнего диаметра и устройства обнаружения оси. Стандартный промышленный робот применяется для переноса измерительного устройства и размещается вокруг конца стальной трубы, которая должна быть измерена. Документ CN102650516 не предлагает обработку измеренных значений и последующую механическую обработку конца трубы.
[006] Документ US5778744 описывает способ для механической обработки скоса на бесшовной трубе, который использует датчики, чтобы идентифицировать внутренний и внешний диаметр конца трубы, с тем, чтобы устранять погрешности вследствие отклонений идеального цилиндрического профиля, которые зачастую присутствуют на бесшовных трубах. Способ также принимает во внимание теоретический профиль конца трубы и реальные габариты внутреннего и внешнего диаметров трубы и выполняет механическую обработку в два этапа, первым этапом является этап грубой механической обработки, а вторым этапом является этап окончательной механической обработки. Однако, этот документ не предлагает использование лазерных датчиков и ограничивается механической обработкой скошенного торца и не предлагает выполнение полной механической обработки конца трубы, чтобы регулировать толщину стенки и внешний и внутренний диаметры.
[007] Документ JPS62228302 описывает способ для механической обработки внешней поверхности трубы без возникновения несбалансированной толщины стенки по всей ее длине, приводя прицепные катки в катящийся контакт с внешней поверхностью трубы, а позиция режущего инструмента следует изгибу трубы после первоначальной механической обработки на основе данных о распределении толщины стенки и биения перед механической обработкой трубы. Этот способ использует датчики, чтобы помогать только в механической обработке внешней стенки трубы, с тем, чтобы устранять разбалансировку. Однако, этот документ также не предлагает выполнение механической обработки внутри трубы, независимо от внешней механической обработки.
Цели изобретения
[008] Первой целью этого изобретения является предложение способа и автоматизированной измерительной системы, объединенных с процессом механической обработки для выравнивания концов труб, следующих наименьшим допускам на концах труб, максимизирующих среднюю и минимальную толщину стенки после механической обработки и компенсирующих эксцентриситеты, с тем, чтобы гарантировать более низкие значения различия между максимальными и минимальными пределами, определенными техническими правилами и/или клиентами.
[009] Второй целью этого изобретения является объединение измерительной системы и станка с ЧПУ типа CNC посредством специализированного программного обеспечения, отвечающего за обработку измеренных значений, вычисление координат механической обработки, так что концы трубы могут быть подвергнуты механической обработке с ограниченными допусками.
[0010] Также целью изобретения является предоставление способа и системы для выравнивания концов труб, которые могут быть использованы для различных типов труб, таких как стояковые трубопроводы, промысловые трубопроводы, транспортные трубопроводы, среди прочих, с конкурентоспособной стоимостью/пользой.
[0011] Другой целью изобретения является предоставление способа и системы для выравнивания концов труб, приспособленных измерять внутренний и внешний диаметры конца трубы независимо, с последующей механической обработкой с помощью станка с ЧПУ типа CNC с инструментами центрирования, также независимо для внутреннего и внешнего диаметров.
Сущность изобретения
[0012] Цели изобретения достигаются посредством автоматизированной системы для измерения и механической обработки концов трубных элементов, содержащей измерительное оборудование, которое имеет внутренний лазерный датчик, чтобы измерять внутренний диаметр конца трубы по меньшей мере на одном отрезке трубы; внешний лазерный датчик, чтобы измерять внешний диаметр конца трубы по меньшей мере на одном отрезке трубы; обрабатывающий станок, который имеет: по меньшей мере, один обрабатывающий инструмент для механической обработки внутреннего диаметра трубы и по меньшей мере один обрабатывающий инструмент для механической обработки внешнего диаметра трубы, обрабатывающие инструменты работают независимо друг от друга; электронный модуль управления для взаимодействия между измерительным оборудованием и обрабатывающими инструментам, который содержит записи критических значений внешнего диаметра и внутреннего диаметра для конца трубы, электронный интерфейсный модуль управления принимает измеренные значения внешнего и внутреннего диаметров от измерительного оборудования, сравнивает критические значения внешнего и внутреннего диаметра и управляет обрабатывающими инструментами для механической обработки внутреннего и внешнего диаметров в зависимости от результата сравнения, так что реальные значения внешнего и внутреннего диаметров трубы станут близкими к критическим значениям внешнего и внутреннего диаметров.
[0013] Предпочтительно, измерительное оборудование дополнительно имеет лазерный датчик позиционирования, чтобы измерять позиционирование обрабатывающих инструментов, и автоматизированный манипулятор, который имеет, на одном конце, вилку с множеством зубцов, каждый лазерный датчик размещается на зубце вилки. Предпочтительно, обрабатывающий станок имеет по меньшей мере один обрабатывающий инструмент для механической обработки внутреннего диаметра трубы, а также обрабатывающие инструменты для механической обработки внешнего диаметра трубы, каждый инструмент задействуется независимо. Электронный интерфейсный модуль управления имеет компьютеризированное устройство числового программного управления, которое управляет работой обрабатывающего станка, чтобы уменьшать эксцентриситет трубы. Электронный интерфейсный модуль управления предпочтительно хранит значения внешнего и внутреннего диаметров трубы, измеренные до и после механической обработки.
[0014] Электронный интерфейсный модуль управления предпочтительно имеет блок анализа измерений, который вычисляет толщину стенки трубы по различию между измеренными значениями внешнего и внутреннего диаметров в каждой позиции окружности трубы и сравнивает вычисленные значения толщины стенки с критическими значениями толщины стенки. Электронный интерфейсный модуль управления определяет минимальные и максимальные значения внешнего и внутреннего диаметров, эксцентриситета и толщины стенок конца трубы на основе измеренных значений внешнего и внутреннего диаметров трубы. Электронный интерфейсный модуль управления предпочтительно вычисляет критические значения внутреннего и внешнего диаметра для конца трубы посредством предыдущего измерения образцов трубных элементов и статистического анализа изменчивости измеренных максимальных и минимальных диаметров образцов.
[0015] Цели изобретения дополнительно достигаются посредством автоматического способа для измерения и механической обработки концов трубных элементов, который содержит: измерение внутреннего диаметра конца трубы по меньшей мере на одном отрезке трубы; измерение внешнего диаметра трубы по меньшей мере на одном отрезке трубы; обработку измеренных значений внешнего и внутреннего диаметров и сравнение их с критическими значениями внешнего и внутреннего диаметров и механическую обработку, управляемым образом, внутреннего диаметра и внешнего диаметра конца трубы в зависимости от результата сравнения, так что реальные значения внешнего и внутреннего диаметров трубы станут близкими к критическим значениям внешнего и внутреннего диаметров, чтобы уменьшать эксцентриситет трубы. Этапы измерения внутреннего диаметра и внешнего диаметра конца трубы выполняются предпочтительно независимо друг от друга, и они могут быть выполнены по трем отрезкам трубы.
[0016] После этапа механической обработки можно выполнять новый этап измерения внутреннего и внешнего диаметров конца трубы по меньшей мере на одном отрезке трубы и этап записи конечных измеренных значений внутреннего и внешнего диаметров конца трубы после механической обработки.
[0017] Управление для этапа механической обработки внутреннего и внешнего диаметров трубы выполняется посредством компьютеризированного устройства числового программного управления. Управляемая механическая обработка внутреннего и внешнего диаметров конца трубы может содержать механическую обработку внутреннего диаметра с размерами, которые уменьшаются постепенно по направлению к центру трубы на отрезке трубы, и механическую обработку внешнего диаметра с размерами, которые увеличиваются постепенно по направлению к центру трубы на отрезке трубы, формирование области перехода с большей толщиной стенки между концом трубы и остальной частью отрезка трубы.
[0018] Этап обработки измеренных значений внешнего и внутреннего диаметров содержит предпочтительно: определение минимального и максимального значений внешнего и внутреннего значений конца трубы и толщины стенки конца трубы на основе измеренных значений внутреннего и внешнего диаметров трубы. Этап определения толщины стенки трубы содержит вычисление различия между измеренными значениями внешнего и внутреннего диаметров в каждой позиции окружности трубы на измеренном отрезке, сравнение вычисленных значений толщины стенки с критическими значениями толщины стенки и идентификацию координат позиций механической обработки на внутреннем и внешнем диаметрах трубы.
[0019] Способ предпочтительно содержит первоначальный этап вычисления критических значений внешнего и внутреннего диаметров для конца трубы на основе предыдущего измерения образцов трубчатых элементов и статистического анализа изменчивости измеренных максимального и минимального диаметров образцов. Способ предпочтительно содержит, перед этапом механической обработки, этап отбраковки трубы, если измеренные значения внутреннего и внешнего диаметров являются недостаточными, чтобы достигать критических значений внутреннего и внешнего диаметров после механической обработки.
Краткое описание чертежей
[0020] Настоящее изобретение теперь будет описано более подробно со ссылкой на пример варианта осуществления, представленный на чертежах. Чертежи показывают:
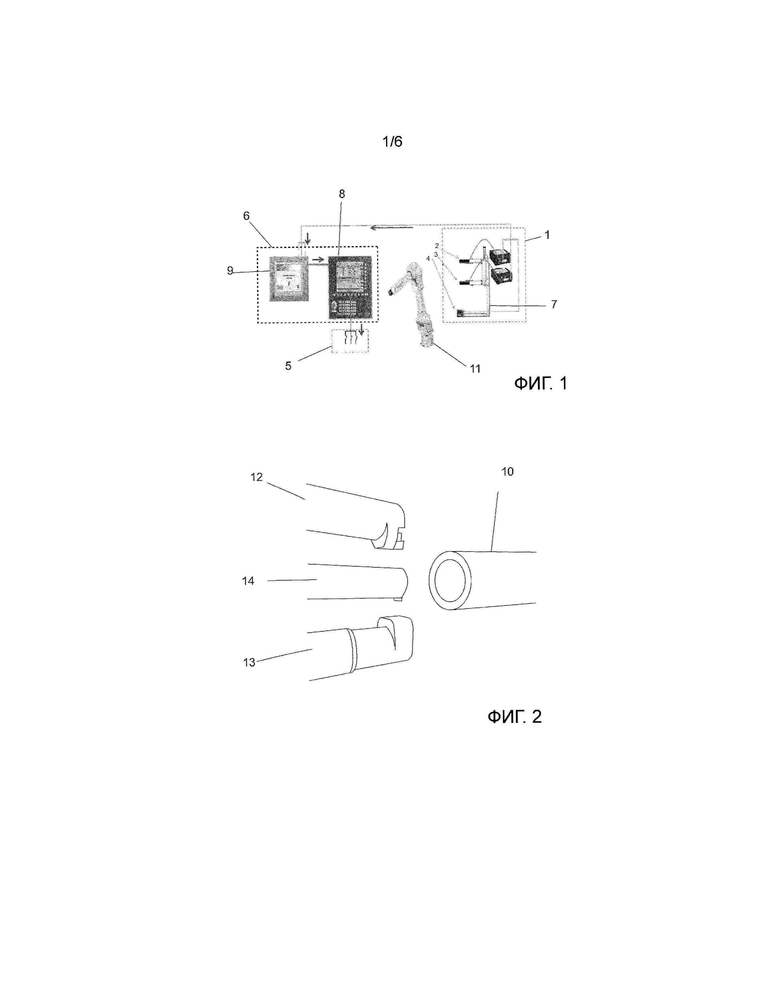
[0021] Фиг. 1 - схематичный вид автоматической системы для измерения и механической обработки концов трубных элементов согласно изобретению;
[0022] Фиг. 2 - частичный вид в перспективе обрабатывающего инструмента системы согласно изобретению;
[0023] Фиг. 3 - вид в перспективе конца трубы, после того как он был обработан;
[0024] Фиг. 4 - вид спереди трубы на фиг. 3, показывающий внутренний диаметр конца трубы после обработки;
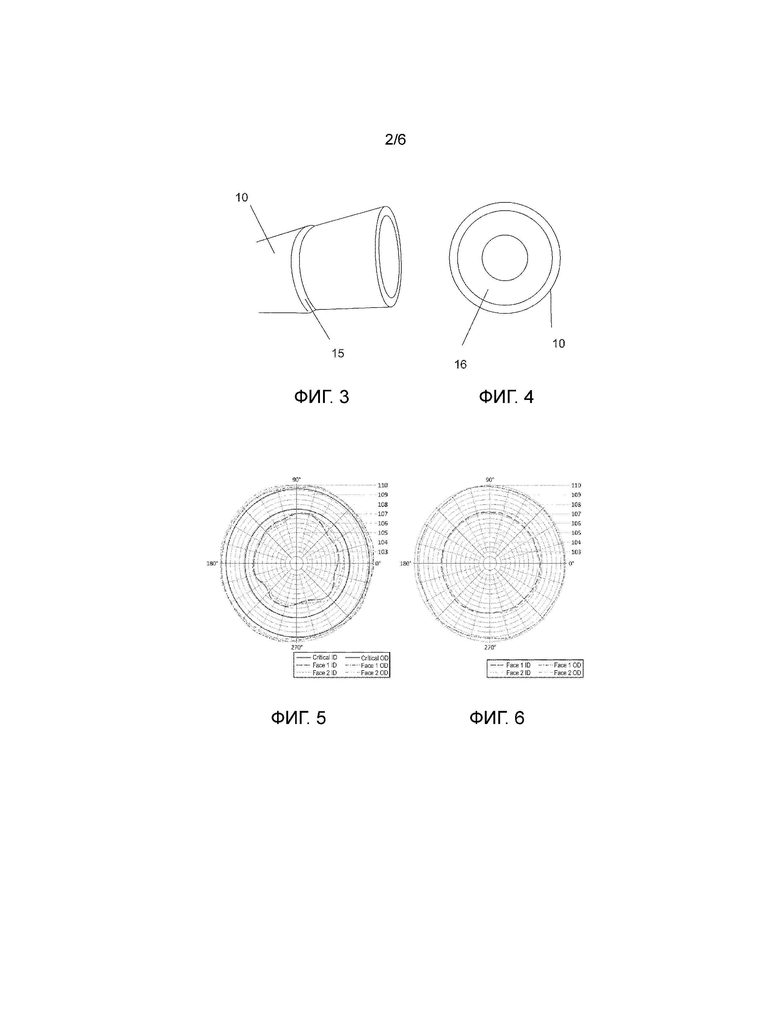
[0025] Фиг. 5 - график, показывающий измерения внутреннего и внешнего диаметров трубы перед обработкой;
[0026] Фиг. 6 - график, показывающий измерения внутреннего и внешнего диаметров трубы после обработки;
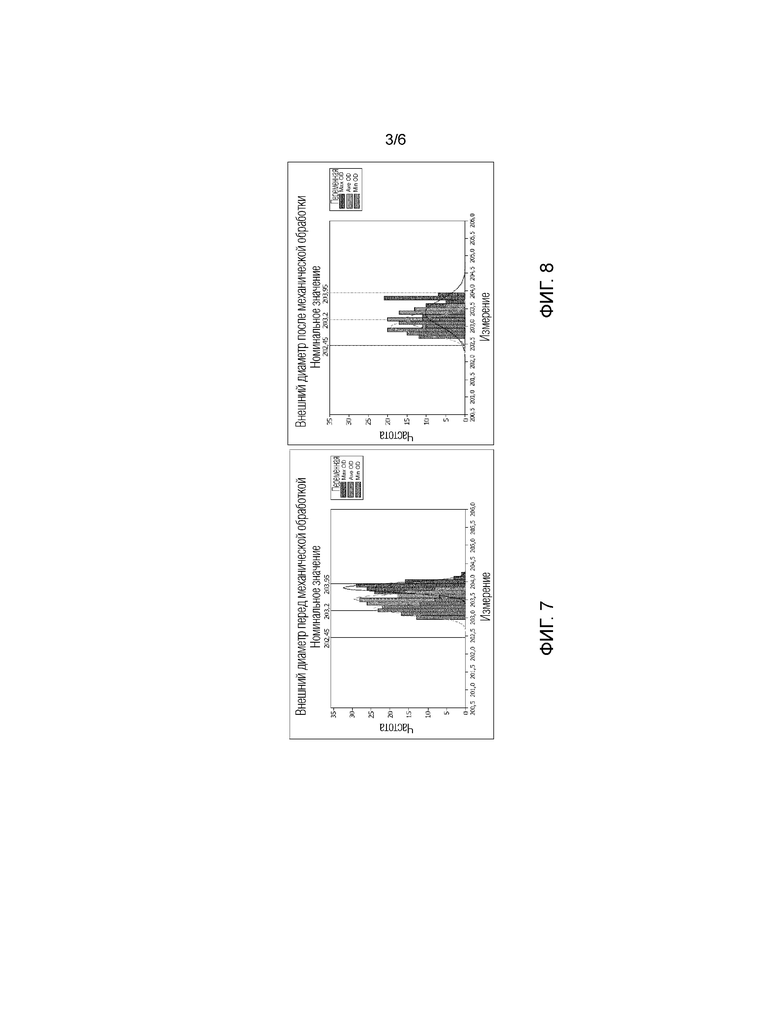
[0027] Фиг. 7 - график, показывающий нормальное распределение минимального, среднего и максимального значений внешнего диаметра трубы перед обработкой;
[0028] Фиг. 8 - график, показывающий нормальное распределение минимального, среднего и максимального значений внешнего диаметра трубы после обработки;
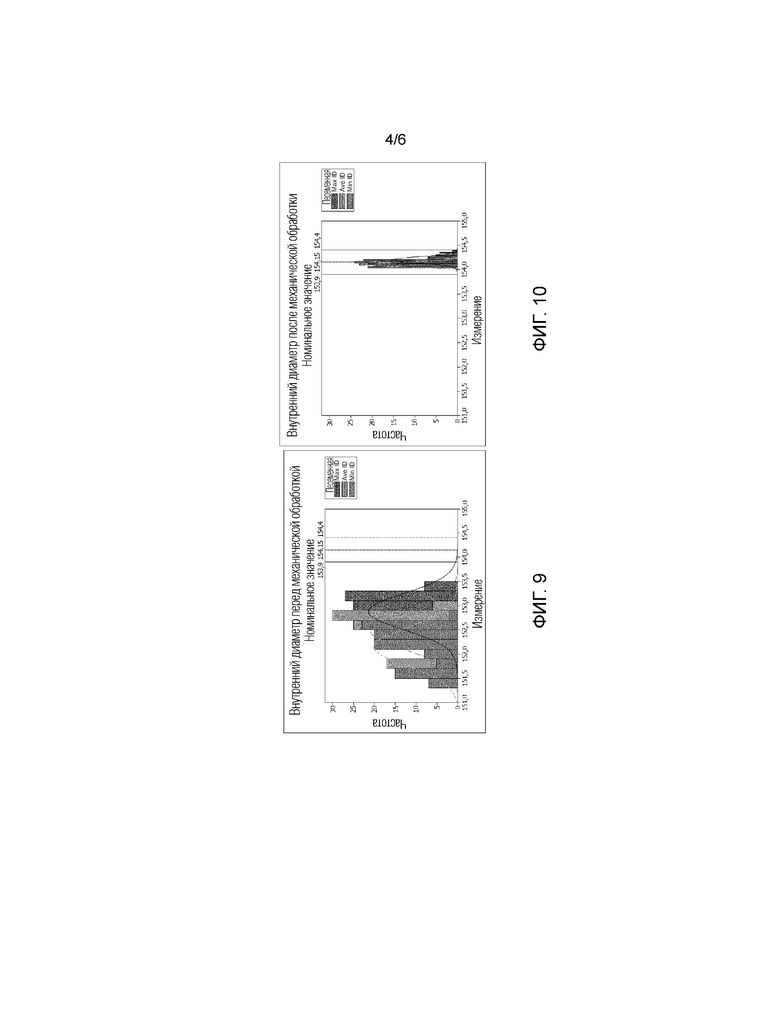
[0029] Фиг. 9 - график, показывающий нормальное распределение минимального, среднего и максимального значений внутреннего диаметра трубы перед обработкой;
[0030] Фиг. 10 - график, показывающий нормальное распределение минимального, среднего и максимального значений внутреннего диаметра трубы после обработки;
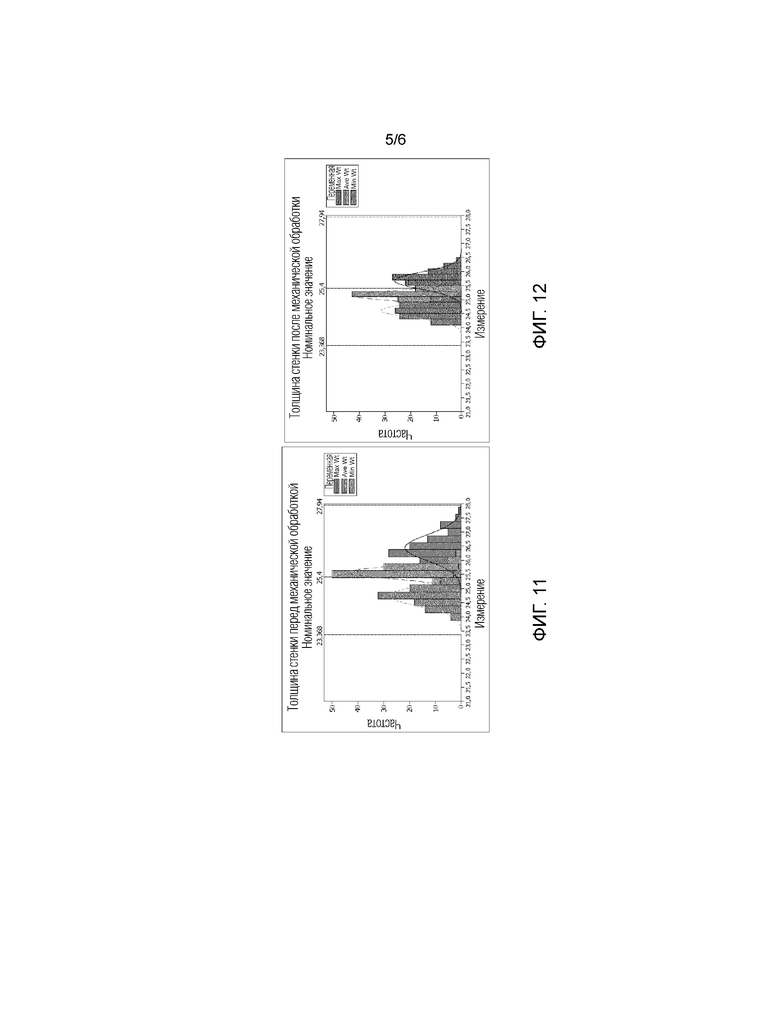
[0031] Фиг. 11 - график, показывающий нормальное распределение минимального, среднего и максимального значений толщины стенки трубы перед обработкой;
[0032] Фиг. 12 - график, показывающий нормальное распределение минимального, среднего и максимального значений толщины стенки трубы после обработки; и
[0033] Фиг. 13 - вид в поперечном разрезе сварного соединения двух труб, показывающий различия между диаметрами концов трубы (Hi-lo).
Подробное описание изобретения
[0034] Фиг. 1 показывает схематично предпочтительный вариант осуществления состава оборудования, аппаратных средств и программного обеспечения системы для автоматического измерения и механической обработки конца трубных элементов согласно изобретению. Трубные элементы являются, как правило, стальными трубами 10, используемыми в нефтегазовой промышленности, но система согласно изобретению может также быть применена к трубным элементам других основных свойств и других материалов, когда существует необходимость измерять и/или обрабатывать их концы.
[0035] Система имеет измерительное оборудование 1, которое может быть задействовано, чтобы измерять диаметры (OD/ID), овальность и эксцентриситет трубы до и/или после механической обработки, в различных позициях/плоскостях вдоль максимальной длины 500 мм от концов трубных элементов, измерение выполняется в одинаковых позициях до и после механической обработки с целью корректировки и проверки результата. Измерительное оборудование 1 снабжается внутренним лазерным датчиком 3, чтобы измерять внутренний диаметр конца трубы, и внешним лазерным датчиком 2, чтобы измерять внешний диаметр конца трубы, оба по меньшей мере на одном участке длины конца трубы. Предпочтительно, измерительное оборудование 1 дополнительно имеет лазерный датчик 4 позиционирования, который измеряет позиционирование обрабатывающих инструментов относительно центра соответствующего обрабатывающего инструмента или обрабатывающего станка.
[0036] В варианте осуществления изобретения измерительное оборудование состоит из робота 11, который выполняет все перемещения, необходимые, чтобы переносить лазерные датчики до концов трубы, и поворачивает датчики так, что измерения будут выполняться на каждом градусе. Этот робот имеет автоматизированный манипулятор 7, который перемещает лазерные датчики 2, 3, 4 вокруг и вдоль периметра конца трубы. На конце автоматизированного манипулятора 7 присоединяется вилка, на зубцах которой монтируются лазерные датчики 2, 3, 4. В этом варианте осуществления изобретения, который применяет три датчика, вилка имеет три зубца. На нижнем зубце размещается лазерный датчик 4 позиционирования. На центральном зубце прикрепляется внешний лазерный датчик 2, а на верхнем зубце прикрепляется внутренний лазерный датчик 3. Внешний датчик 2 и внутренний датчик позиционируются, соответственно, снаружи трубы и внутри трубы и перемещаются вокруг и вдоль длины конца трубы.
[0037] Автоматизированный манипулятор 7 перемещает датчики 2, 3 в осевом направлении трубы, так что они могут измерять внутренний и внешний диаметры трубы в различных осевых позициях близко к концу трубы.
[0038] В варианте осуществления изобретения, показанном на фиг. 1, датчики 2, 3 и 4 являются лазерными датчиками триангуляции. Внешний датчик 2 и внутренний датчик выполняют измерения на 360 градусов окружности трубы, выполняя измерение на каждом градусе окружности трубы. Обычно, до трех измерений выполняется в осевом направлении на различном участке конца 10 трубы, и предпочтительно в любой позиции приблизительно до 300 мм от края конца трубы, или более чем 300 мм, в зависимости от технической спецификации и конфигурации измерительного оборудования. Сочетание лазерных датчиков с автоматизированным манипулятором способствует выполнению системой довольно точных измерений поверхности конца трубы.
[0039] Автоматическая система для измерения и механической обработки конца трубных элементов согласно изобретению также имеет обрабатывающий станок 5, который отвечает за механическую обработку и формирование размера конца трубы, так что реальные значения, достигнутые после механической обработки внешнего и внутреннего диаметров, овальность и толщина стенки трубы могут становиться близкими к значениям, указанным клиентами и/или техническими регламентами с минимальным возможным отклонением, или вычисляются посредством системы (в данном документе называются критическими значениями). Система пытается максимизировать толщину стенки и уменьшать эксцентриситет трубы для того, чтобы добиваться лучших значений допуска конца трубы, которые будут обеспечивать лучшую подгонку между свариваемыми трубами.
[0040] С этой целью, обрабатывающий станок 5 содержит по меньшей мере один, а предпочтительно два, обрабатывающих инструмента для механической обработки внутреннего диаметра трубы 14 и по меньшей мере один, а предпочтительно два, обрабатывающих инструмента для механической обработки внешнего диаметра трубы 12, 13, объединяя обрабатывающий инструмент, как показано на фиг. 2. Обрабатывающие инструменты 12, 13 и 14 соединяются с одной и той же центральной осью обрабатывающего станка 5. Обрабатывающие инструменты работают и обрабатывают трубу независимо друг от друга.
[0041] Электронный интерфейсный модуль 6 управления системы согласно изобретению отвечает за выполнение взаимодействия между измерительным оборудованием 1 и обрабатывающим станком 5. В этом электронном интерфейсном модуле 6 управления записываются критические значения внешнего и внутреннего диаметров для конца трубы. Эти критические значения определяются как функция технических регламентов и/или регламентов от клиента, на основе ограничений размерного допуска, необходимых или желательных для применения таких труб, и предварительно программируются в этом интерфейсном модуле 6 управления.
[0042] Электронный интерфейсный модуль 6 управления принимает значения внешнего и внутреннего диаметра, измеренные посредством измерительного оборудования 1 перед и/или после механической обработки, и может хранить записи этих значений для всех производимых труб. Электронный интерфейсный модуль 6 управления сравнивает измеренные значения внешнего и внутреннего диаметров с критическими значениями внешнего и внутреннего диаметров, записанными ранее, и управляет работой обрабатывающих инструментов 12, 13 и 14 в зависимости от результата сравнения, так что трубы 10 могут быть механически обработаны до критических значений внешнего и внутреннего диаметров, вычисленных или записанных ранее. Эти значения вычисляются посредством интерфейсного модуля 6 управления, обычно посредством программного обеспечения. Система также пытается выполнять управление работой обрабатывающих инструментов 12, 13 и 14, чтобы уменьшать эксцентриситет трубы, т.е., так, что окружности, соответствующие внутреннему и внешнему диаметру, будут эксцентрическими.
[0043] Электронный интерфейсный модуль 6 управления имеет блок 9 анализа измерений, показанный на фиг. 1, чтобы анализировать и обрабатывать измеренные значения, а также, чтобы управлять работой измерительного оборудования 1, автоматического манипулятора 7 и робота, в зависимости от обстоятельств. На основе значений, измеренных посредством датчиков, блок 9 анализа измерений вычисляет реальные минимальные и максимальные значения внешнего и внутреннего диаметров, эксцентриситета и толщины стенок реального конца трубы. Толщина стенки трубы вычисляется по различию между значениями измерений внешнего и внутреннего значений в каждой позиции окружности трубы.
[0044] Перед механической обработкой блок 9 анализа измерений проверяет, имеет ли эта труба материал и толщину стенки, достаточные, чтобы быть механически обработанной и сформированной по размеру, так что указанная/желательная конечная форма трубы может быть достигнута. Если труба не удовлетворяет этим требованиям, она отбраковывается.
[0045] Блок 9 анализа измерений также отвечает за сравнение вычисленных значений толщины стенки и измеренных значений внутреннего и внешнего диаметров с критическими значениями толщины стенки и диаметров, записанными ранее, чтобы формировать управляющие сигналы, которые будут использованы, чтобы управлять работой обрабатывающих инструментов 12, 13, 14.
[0046] В варианте осуществления изобретения критические значения вычисляются в блоке 9 анализа измерений электронного модуля 6 управления системы, с помощью специализированного программного обеспечения, на основе измерения и из анализа размеров нескольких образцов партии труб, которые должны быть механически обработаны. Специализированное программное обеспечение системы предоставляет возможность ей выполнять измерение и управление работой обрабатывающих инструментов для механической обработки внутреннего и внешнего диаметров индивидуально и раздельно, увеличивая значительно темп производства труб, измеряемых, механически обрабатываемых и формируемых по размеру посредством системы. Помимо этого, система может быть запрограммирована различными способами, которые предоставляют возможность ее применения как для стояковых трубопроводов, так и промысловых трубопроводов для транспортировки нефти и газа с хорошим соотношением затрат/выгоды во всех случаях.
[0047] Это специализированное программное обеспечение конфигурируется, чтобы находить лучшие комбинации внутреннего и внешнего диаметров трубы, так что она может быть сформирована по размеру в пределах пороговых значений этих переменных, и добиваться лучшей подгонки между трубами одной и той же партии. Программное обеспечение также пытается всегда добиваться максимизации толщины стенки и уменьшения эксцентриситета для того, чтобы добиваться лучшей производительности и качества трубы.
[0048] В примере около 300 труб одной партии предварительно сканируются посредством системы согласно изобретению, и их значения внешнего и внутреннего диаметров измеряются, их толщины стенок, эксцентриситет и овальность вычисляются, и их максимальные внутренний и внешний диаметры идентифицируются. В блоке 9 анализа измерений электронного модуля 6 управления выполняется анализ изменчивости идентифицированных максимального и минимального диаметров, и затем целевые значения внутреннего и внешнего диаметров определяются статистически с помощью упомянутого программного обеспечения. Целевые значения внутреннего и внешнего диаметров вычисляются, с тем, чтобы предотвращать дополнительный расход материала, насколько возможно, и гарантировать пределы по допуску для концов труб и более значительную толщину стенки этой конкретной партии труб.
[0049] Как может быть видно на фиг. 1, электронный интерфейсный модуль 6 управления имеет компьютеризированное устройство 8 числового программного управления (CNC), отвечающее за управление работой обрабатывающего станка 5, а более конкретно, внешних 12 и 13 и внутреннего 14 обрабатывающих инструментов индивидуально. Это устройство 8 управления CNC принимает все данные, вычисленные блоком 9 анализа измерений электронного интерфейсного модуля 6 управления, необходимые, чтобы управлять обрабатывающими инструментами 12, 13, 14, принимая во внимание значения внутреннего и внешнего диаметров, вычисленные посредством программного обеспечения, учитывая желаемую максимизацию.
[0050] Таким образом, представляется возможным управлять механической обработкой внутреннего и внешнего диаметров независимо, на основе индивидуальных критических значений каждого из обрабатывающих инструментов 12, 13, 14 с независимой централизацией, а также с независимыми конфигурациями. Например, система согласно изобретению приспособлена для механической обработки внешнего диаметра в диапазоне 11,43 см до 40,64 см (4 1/2" - 16") с одинаковой точностью для всего диапазона. Для этого диапазона внешнего диаметра система приспособлена для механической обработки в среднем 80 труб в 8-часовую рабочую смену.
[0051] Графики на фиг. 5 и 6 предоставляют возможность лучшего понимания функционирования изобретения, поскольку они показывают измерения внутреннего и внешнего диаметров, полученные для трубы, представляют ее поперечное сечение, соответственно до и после механической обработки. Как может быть видно на фиг. 5, обычно толщина стенки труб перед механической обработкой больше целевого критического значения. На этом чертеже критические/целевые значения внутреннего и внешнего диаметров помечаются сплошными линиями, тогда как измеренные значения представляются прерывистыми линиями. Значения были измерены на двух отрезках трубы, представленных как ID Face 1, ID Face 2, OD Face 1, OD Face 2. Существует различие и во внешнем диаметре, и во внутреннем диаметре относительно критических значений. Следовательно, система согласно изобретению должна определять, какие части поверхности трубы будут механически обработаны в сочетании на внутренней и внешней стенках, чтобы добиваться желаемой толщины стенки по всей окружности конца трубы и, в то же время, уменьшать, насколько возможно, эксцентриситет между внутренним и внешним диаметрами.
[0052] Дополнительно отмечается на фиг. 5, что, вследствие различий во внутреннем и внешнем диаметрах стенки трубы относительно критических значений и нарушений и неровностей на поверхности этих стенок, необходимо корректировать позиционирование окружностей, соответствующих критическим значениям внутреннего и внешнего диаметров на трубе, с тем, чтобы гарантировать желаемую толщину стенки по окружности трубы после механической обработки.
[0053] Результат механической обработки показан на фиг. 6, где можно видеть, что неровности на внутренней поверхности были значительно уменьшены, и внутренний диаметр был увеличен до размера, близкого к критическому значению, представленному непрерывной линией на фиг. 5. Размер внешнего диаметра также был приведен близко к критическому значению, и неровности на внешней поверхности были уменьшены, в то же время реальные окружности внутреннего и внешнего диаметров стали более концентрическими.
[0054] Система согласно изобретению может также быть использована только для измерения размеров диаметров и толщины стенок труб, например, в случаях, в которых корректировки размера трубы не являются необходимыми.
[0055] Изобретение также относится к автоматическому способу измерения и механической обработки концов трубных элементов, посредством которого первоначально измеряется внутренний диаметр и внешний диаметр конца трубы по меньшей мере на одном участке трубы. Измерения этих двух диаметров выполняются независимо друг от друга. Можно выполнять измерения на 360 градусов окружности трубы, например, с интервалами в один градус между каждым измерением, или с большими или меньшими интервалами, если желательно или необходимо. Этот интервал может быть запрограммирован и отрегулирован. Обычно, выполняется до трех измерений на различных отрезках конца трубы, и предпочтительно в позиции приблизительно до 300 мм от конца трубы.
[0056] После того как измерения были выполнены, измеренные значения внешнего и внутреннего диаметров обрабатываются и сравниваются с критическими значениями внешнего и внутреннего диаметров, определенными ранее, в зависимости от конструкции и желаемого применения, или ранее вычисленными посредством электронного модуля 6 управления после сканирования образца труб из этой партии. Минимальное, максимальное и среднее значения внешнего и внутреннего диаметров, также как вычисление толщины стенки является окончательным результатом этого сканирования датчиков по периметру на концах трубы. Средние значения этих диаметров вычисляются и записываются. Также идентифицируется эксцентриситет между этими двумя диаметрами и толщина стенки по всему периметру конца трубы, как может быть видно в представлениях, показанных на фиг. 5 для измеренных значений трубы. Определение толщины стенки трубы выполняется по различию между измеренными значениями внешнего и внутреннего диаметров в каждой позиции окружности трубы на измеряемом отрезке.
[0057] Идентифицированные значения диаметров и толщина стенки сравниваются с соответствующими критическими значениями, определенными ранее, для того, чтобы идентифицировать впоследствии, какие части поверхности трубы должны быть механически обработаны, и до какой степени механическая обработка должна быть выполнена, так что окончательные реальные значения внешнего и внутреннего диаметров и толщины стенки трубы станут близкими к критическим значениям внешнего и внутреннего диаметров. Это определение частей, которые должны быть механически обработаны, также пытается добиваться максимизации толщины стенки и уменьшения эксцентриситета трубы, для того, чтобы добиваться лучших значений допуска для конца трубы. На этом этапе идентифицируются лучшие сочетания внутренних и внешних диаметров трубы, учитывая реальные измеренные значения этих параметров, так что она будет сформирована по размеру в пределах критических значений этих переменных. Специализированное программное обеспечение центрального модуля управления вычисляет координаты механической обработки, так что ограниченные значения допуска могут быть достигнуты на концах после механической обработки. Программное обеспечение указывает позицию на трубе и количество материала, которое должно быть механически обработано.
[0058] Посредством результатов из вычислений, полученных посредством этого специализированного программного обеспечения, определяется, будут или не будут концы механически обработаны, т.е., могут ли быть или являются достаточными номинальные измерения труб, чтобы оставлять концы трубы с показателями измерений, которые указаны. Механическая обработка будет выполняться в случае, только если конец имеет достаточно материала, чтобы достигать окончательной целевой формы. Иначе, труба отбраковывается.
[0059] Если размеры концов трубы являются достаточными для механической обработки, координаты позиции механической обработки отправляются в CNC управления обрабатывающих инструментов, и процесс механической обработки разрешается программным обеспечением. Механическая обработка внутреннего и внешнего диаметров конца трубы выполняется управляемым образом, как функция результатов вышеупомянутых вычислений этапа обработки. Компьютеризированное устройство числового программного управления (CNC) используется для управления механической обработкой точным способом, и так, что процессы механической обработки внутреннего и внешнего диаметров могут выполняться независимо друг от друга.
[0060] Механическая обработка может управляться и корректироваться для труб различных размеров и основных свойств, с одинаково различными параметрами толщины стенки и допуска концов. Помимо этого, для того, чтобы улучшать усталостную прочность трубы, на трубе может быть механически обработана переходная область 15, 16, которая называется переходным скосом и является гладкой и без острых точек между концом трубы и основной частью трубы, как на внутренней, так и на внешней поверхности, как показано на фиг. 3 и 4. В переходной области 15 на внешней поверхности внешний диаметр механически обрабатывается с размерами, которые увеличиваются постепенно по направлению к центру основной части в осевом направлении трубы, в то время как в переходной области 16 на внутренней поверхности внутренний диаметр механически обрабатывается с размерами, которые уменьшаются постепенно по направлению к центру трубы, формируя переходную область с большей толщиной стенки между концом трубы и остальной ее основной частью. В варианте осуществления изобретения отрезок конца трубы, который механически обрабатывается, равен приблизительно 300 мм, включая в себя переходную область. Этот отрезок может быть длиннее 300 мм, если необходимо.
[0061] Наконец, после управляемой механической обработки, выполняется новый этап измерения внутреннего и внешнего диаметров конца трубы в тех же позициях на отрезке трубы, где измерения были выполнены перед механической обработкой, с тем, чтобы проверять, находятся ли окончательные измерения в пределах целевых значений, рассчитанных программным обеспечением. Значения, измеренные после механической обработки, записываются. Таким образом, можно формировать запись окончательных значений размеров механически обработанных труб одной и той же партии, например.
[0062] В предпочтительном варианте осуществления изобретения все этапы способа, описанные в данном документе, могут выполняться системой согласно изобретению, описанному в данном документе. Эта система и этот способ были разработаны и задуманы так, чтобы использоваться как на линии по производству труб, например, на конечной стадии, так и вне производственной линии, без препятствия технологическому процессу производства труб. Кроме того, система и способ, описанные в данном документе, придают гибкость производственной линии с точки зрения измерения концов труб, а также сочетанию измерения с механической обработкой этих труб.
[0063] Как до, так и во время выполнения способа согласно изобретению, и/или при использовании системы согласно изобретению, важно выполнять процедуры калибровки частей применяемого оборудования, которые могут быть повторены множество раз при необходимости для адекватного функционирования способа и системы. Калибровка может быть выполнена по тестовым отрезкам труб с известными размерами.
[0064] На фиг. 3 и 4, которые показывают конец трубы, после того как он был механически обработан и сформирован по размеру посредством системы и способа изобретения, можно видеть, что готовые внутренняя и внешняя поверхности имеют шероховатость с максимальными значениями 125RMS (N8, Ra=3,2 мкМ). Переходная шероховатость в форме скоса 12 (известного также как "переходный конус") с минимальным соотношением 7:1 в области внутреннего диаметра была использована, согласно спецификациям конструкции. Переходная область в форме более плавного скоса с соотношением 15:1 была применена в переходной области 12 внешнего диаметра, для того, чтобы предотвращать проблемы во время нанесения внешнего покрытия. Области смягченного перехода на внутреннем и внешнем диаметрах также способствуют повышению усталостной прочности. Переходная область в форме скоса может быть сформирована по размеру посредством оборудования так, чтобы удовлетворять любой технической нормативной спецификации из спецификаций клиента.
[0065] Система и способ согласно изобретению способны производить трубные линии, которые должны использоваться в конструкциях стояковых трубопроводов в добыче нефти в Бразилии (Sapinhoa, Guara-Lula и P-55) с довольно ограниченным концом трубы для внешнего диаметра (± 0,75 мм) и для внутреннего диаметра (± 0,25 мм), или еще больше ограниченным для внутреннего диаметра, порядка ± 0,20 мм, например, используемого для конструкции LLOG для Мексиканского залива. Во внешнем диаметре допуск системы может также достигать ± 0,20 мм. Что касается этих конструкций, успешно поставлено около 13500 труб, которые были сварены и спущены на воду J-образным или барабанным способом укладки труб. Результаты усталости на сварных соединениях были хорошими и находились в соответствии со строгими спецификациями, применимыми к этим конструкциям. Эффективный размерный контроль допусков на концах всех труб предотвращает необходимость для любого типа классификации и выбора труб для операций сварки труб для производства нефти или газа, будь это на морских основаниях (береговых трубосварочных базах) или на пусковых судах, и гарантирует хорошую подгонку всех трубных соединений во время любого типа сварочного процесса.
[0066] Причины для этого строгого контроля за различиями между максимальными и минимальными значениями внутреннего и внешнего диаметров связываются со строгими спецификациями, применимыми к сварным соединениям, для того, чтобы гарантировать хорошую усталостную прочность, что является особенно критичным для применений стояковых трубопроводов. Система и способ настоящего изобретения гарантируют различия между максимальными и минимальными пределами порядка ± 0,20 мм для внутреннего диаметра.
[0067] На фиг. 5-12 представляются результаты, которые демонстрируют отличную производительность автоматической системы и способа измерения и механической обработки концов трубных элементов, описанных в данном документе, с точки зрения эффективности, чтобы добиваться геометрии внешнего диаметра, внутреннего диаметра и толщины стенки. Трубы, по которым были проведены испытания, которые ссылаются на чертежи, были поставлены для конструкции стоякового трубопровода. Измерения проводились до и после операции механической обработки для сравнения и для демонстрации возможности оборудования для улучшения размеров концов труб.
[0068] Результаты, показанные на этих чертежах, ссылаются на трубы, которые нацелены на достижение следующих реальных размеров: толщина стенки: 25,4 мм -8%+10%, целевой внешний диаметр: 203 ± 0,75 мм, целевой внутренний диаметр: 154,15 ± 0,25 мм.
[0069] Для каждого конца трубы анализ всех измерений всех отрезков выполняется автоматически посредством программного обеспечения, используемого в системе и способе настоящего изобретения. Опять, что касается примера на фиг. 5, на графике демонстрируются, пунктирными линиями, измерения, выполненные на двух отрезках конца трубы, на 50 миллиметрах и 150 мм от края перед операцией механической обработки, которые представляются как ID Face 1, ID Face 2, OD Face 1, OD Face 2. Важно наблюдать, что внутренний диаметр на двух участках измерений значительно варьируется на всем протяжении анализируемых 360 градусов, тогда как внешний диаметр изменяется меньше вследствие окончательных калибровочных проходов в конце процесса наслоения. Непрерывные линии соответствуют критическому внутреннему и внешнему диаметрам образца, вычисленных посредством программного обеспечения в соответствии с требованиями применения, предъявленными в проекте.
[0070] Как может быть видно на фиг. 6, который представляет измерения, выполненные после процесса механической обработки, возможно наблюдать значительное улучшение в овальности внутреннего диаметра. Это демонстрирует эффективность системы и способа согласно изобретению, чтобы улучшать геометрию и допуски, касающиеся внутреннего и внешнего диаметров, толщины стенок и эксцентриситета конца трубы, на основе предыдущих измерений и надлежащих вычислений критических значений, поставленных целью. Таким образом, возможно добиваться оптимизированной подгонки для всех произведенных труб, предотвращения потерь производительности во время операций сварки и предоставления улучшения в рабочих характеристиках изделий во время их применения.
[0071] Графики на фиг. 7 и 8 показывают нормальное распределение минимального (OD min), среднего (OD Ave) и максимального (OD Max) значений внешнего диаметра (OD) трубы до и после механической обработки, соответственно. Ось абсцисс указывает значение внешнего диаметра, измеренное в миллиметрах, а ось ординат указывает частоту, с которой каждое измерение внешнего диаметра было получено. Вертикальные линии представляют желаемое целевое значение внешнего диаметра и соответствующие максимальный и минимальный допуски (203 ± 0,75 мм). Сравнение между этими чертежами показывает, что получены значительные изменения в размерах внешнего диаметра после механической обработки с помощью параметров, определенных системой и способом согласно изобретению, чтобы добиваться максимизации толщины стенки и эксцентриситета концов труб. Кривые нормального распределения минимального, среднего и максимального значений внешнего диаметра перемещаются целиком в диапазон целевых значений внешнего диаметра, включающий в себя допуски (203 ± 0,75 мм), а средние значения этих кривых становятся ближе к центральному целевому значению 203 мм.
[0072] Графики на фиг. 9 и 10 показывают нормальное распределение минимального (ID min), среднего (ID Ave) и максимального (ID Max) значений внутреннего диаметра (ID) трубы до и после механической обработки, соответственно. Ось абсцисс указывает значение среднего внутреннего диаметра в миллиметрах, а ось ординат указывает частоту, с которой каждое измерение внутреннего диаметра было получено. Вертикальные линии представляют желаемое целевое значение внутреннего диаметра и соответствующие максимальный и минимальный допуски (154,15 ± 0,25 мм). Анализ этих двух чертежей показывает, что перед операцией механической обработки все средние значения внутреннего диаметра были вне и довольно далеко от диапазона целевых значений внутреннего диаметра, включающего в себя допуск (154,15 ± 0,25 мм), как может быть видно на фиг. 9. После механической обработки кривые нормального распределения минимального, среднего и максимального значений внутреннего диаметра переместились целиком в диапазон целевых значений, и средние значениях этих кривых стали довольно близкими к центральному целевому значению 154,15 мм.
[0073] Отсюда следует, что внутренняя и внешняя поверхности конца трубы механически обрабатывались до тех пор, пока внутренний диаметр не достиг значения, близкого к минимальному пределу допуска, и до тех пор, пока внешний диаметр не достиг значения, близкого к максимальному пределу допуска. Фиг. 11 и 12 показывают нормальное распределение минимального (Wt min), среднего (Wt Ave) и максимального (Wt Max) значений толщины (Wt) стенки для этого конца трубы до и после механической обработки, соответственно. Следует отметить, что, после механической обработки, минимальное, среднее и максимальное значения также становятся довольно близкими к желаемой средней толщине стенки, а их соответствующие допуски (25,4 мм - 8%+10%) представлены вертикальными линиями. Кроме того, определяются измерения максимальной толщины стенки со значениями выше 26,5 мм, что показывает достигнутую максимизацию толщины стенки.
[0074] Таким образом, можно наблюдать, что система и способ согласно изобретению достигли желаемой цели минимизации различий между максимальным и минимальным значениями диаметра и получения максимизированных точно определенных допусков толщины стенки.
[0075] Результаты, достигнутые с помощью автоматической системы и способа измерения и механической обработки концов трубных элементов, предоставляют возможность заключать, что они имеют высокую производительность для вычисления надлежащих параметров механической обработки, для того, чтобы максимизировать минимальную и среднюю толщину стенки и уменьшать эксцентриситет. Система и способ согласно изобретению также являются довольно эффективными, чтобы корректировать овальность/циркуляризацию внешнего диаметра и внутреннего диаметра. Различия между максимальным и минимальным значениями диаметра могут быть значительно улучшены посредством системы и способа изобретения, после управляемой механической обработки.
[0076] Помимо этого, система и способ согласно изобретению предоставляют возможность высокой повторяемости и воспроизведения для полных партий труб, что предотвращает необходимость сортировки и дополнительного выбора на береговых базах и на трубоукладчиках. Благодаря большей производительности по сравнению с ручными способами определения размера концов, система и способ согласно изобретению могут быть использованы также для линий транспортировки нефти и газа.
[0077] Был описан предпочтительный пример варианта осуществления, следует понимать, что рамки настоящего изобретения охватывают другие возможные варианты, ограничивающиеся только содержимым прилагаемой формулы изобретения, которая включает в себя возможные эквиваленты.
Группа изобретений относится к устройству и способу для измерения и механической обработки концов труб. Автоматизированная система измерения и механической обработки концов трубных элементов, реализующая указанный способ, содержит измерительное оборудование, которое имеет: внутренний лазерный датчик и внешний лазерный датчик, чтобы измерять внутренний и внешний диаметры конца трубы. Также система содержит обрабатывающий станок, который имеет по меньшей мере один обрабатывающий инструмент для механической обработки внутреннего диаметра трубы и по меньшей мере один обрабатывающий инструмент для механической обработки внешнего диаметра трубы, которые централизуются и задействуются независимо друг от друга. При этом система содержит электронный интерфейсный модуль управления между измерительным оборудованием и обрабатывающими инструментами, имеющий записи критических значений внешнего диаметра и внутреннего диаметра для конца трубы, электронный интерфейсный модуль управления принимает измеренные значения внешнего и внутреннего диаметров от измерительного оборудования, сравнивает их с критическими значениями и управляет работой обрабатывающих инструментов в зависимости от результата сравнения, так что реальные значения внешнего и внутреннего диаметров трубы станут близкими к критическим значениям. Технический результат - повышение точности измерений. 2 н. и 20 з.п. ф-лы, 13 ил.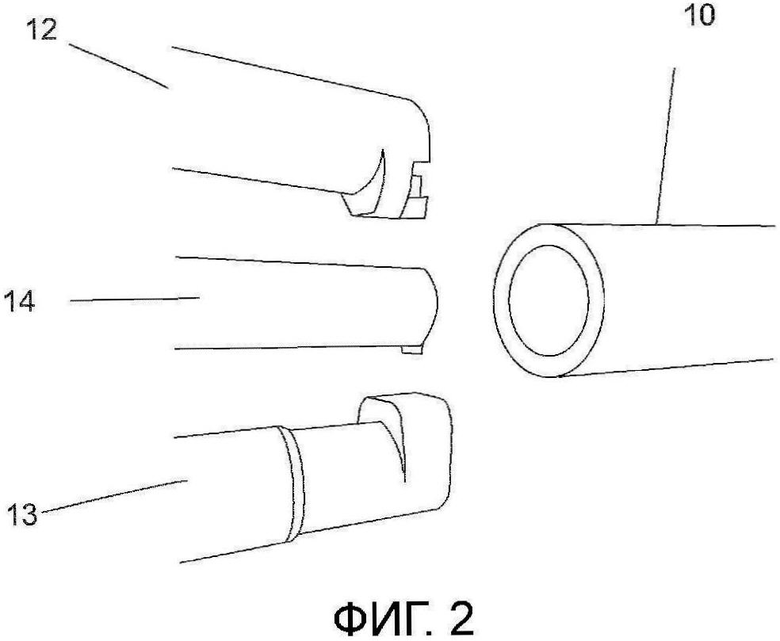
1. Автоматическая система измерения и механической обработки концов трубных элементов, отличающаяся тем, что содержит:
измерительное оборудование (1), которое имеет:
внутренний лазерный датчик (3) для измерения внутреннего диаметра конца трубы по меньшей мере на одном сечении отрезка трубы;
внешний лазерный датчик (2) для измерения внешнего диаметра конца трубы по меньшей мере на одном сечении отрезка трубы;
обрабатывающий станок (5), который имеет:
по меньшей мере один обрабатывающий инструмент для механической обработки внутреннего диаметра трубы (14) и по меньшей мере один обрабатывающий инструмент для механической обработки внешнего диаметра трубы (12, 13), причем обрабатывающие инструменты задействуются независимо друг от друга;
электронный интерфейсный модуль (6) управления между измерительным оборудованием и обрабатывающими инструментами, который содержит записи критических значений внешнего и внутреннего диаметров для конца трубы,
при этом электронный интерфейсный модуль (6) управления принимает измеренные значения внешнего и внутреннего диаметров от измерительного оборудования, сравнивает их с критическими значениями внешнего и внутреннего диаметров и управляет работой обрабатывающих инструментов для механической обработки внутреннего и внешнего диаметров (12, 13, 14) в зависимости от результата сравнения, так что реальные значения внешнего и внутреннего диаметров трубы станут близкими к критическим значениям внешнего и внутреннего диаметров.
2. Система по п. 1, отличающаяся тем, что измерительное оборудование дополнительно имеет лазерный датчик (4) позиционирования для измерения позиционирования обрабатывающих инструментов (12, 13, 14).
3. Система по п. 1 или 2, отличающаяся тем, что измерительное оборудование содержит автоматизированный манипулятор (7), который имеет, на одном конце, вилку с множеством зубцов, каждый лазерный датчик размещается на одном зубце вилки.
4. Система по любому из пп. 1-3, отличающаяся тем, что обрабатывающий станок (5) имеет по меньшей мере один обрабатывающий инструмент для механической обработки внутреннего диаметра трубы и два обрабатывающих инструмента для механической обработки внешнего диаметра трубы, причем каждый инструмент задействуется независимо.
5. Система по любому из пп. 1-4, отличающаяся тем, что электронный интерфейсный модуль (6) управления имеет компьютеризированное устройство (8) числового программного управления, которое управляет работой обрабатывающего станка (5).
6. Система по любому из пп. 1-5, отличающаяся тем, что электронный интерфейсный модуль (6) управления хранит значения внешнего и внутреннего диаметра трубы, измеренные до и после механической обработки.
7. Система по любому из пп. 1-6, отличающаяся тем, что электронный интерфейсный модуль (6) управления управляет операцией механической обработки обрабатывающих инструментов для уменьшения эксцентриситета трубы.
8. Система по любому из пп. 1-7, отличающаяся тем, что электронный интерфейсный модуль (6) управления имеет блок (9) анализа измерений, который вычисляет толщину стенки трубы по различию между измеренными значениями внешнего и внутреннего диаметра в каждой позиции окружности трубы и сравнивает вычисленные значения толщины стенки с критическими значениями толщины стенки.
9. Система по любому из пп. 1-8, отличающаяся тем, что электронный интерфейсный модуль (6) управления определяет минимальное и максимальное значения внешнего диаметра и внутреннего диаметра, эксцентриситета и толщины стенки конца трубы на основе измеренных значений внешнего и внутреннего диаметров трубы.
10. Система по любому из пп. 1-9, отличающаяся тем, что электронный интерфейсный модуль (6) управления вычисляет критические значения внешнего и внутреннего диаметров для конца трубы, начиная с предыдущего измерения образцов трубных элементов и статистического анализа изменчивости максимальных и минимальных измеренных значений образцов.
11. Автоматический способ измерения и механической обработки концов трубных элементов, отличающийся тем, что включает этапы, на которых:
измеряют внутренний диаметр конца трубы по меньшей мере на одном сечении отрезка трубы;
измеряют внешний диаметр конца трубы по меньшей мере на одном сечении отрезка трубы;
обрабатывают измеренные значения внешнего и внутреннего диаметров и сравнивают их с критическими значениями внешнего и внутреннего диаметров и механически обрабатывают, управляемым образом, внутренний диаметр и внешний диаметр конца трубы в зависимости от результата сравнения, так что реальные значения внешнего и внутреннего диаметров трубы станут близкими к критическим значениям внешнего и внутреннего диаметров.
12. Способ по п. 11, отличающийся тем, что включает, после этапа механической обработки, новый этап, на котором измеряют внутренний диаметр и внешний диаметр конца трубы по меньшей мере на одном участке отрезка трубы, и этап, на котором записывают окончательные измеренные значения внутреннего диаметра и внешнего диаметра конца трубы после механической обработки.
13. Способ по п. 11 или 12, отличающийся тем, что этапы измерения внутреннего диаметра и внешнего диаметра конца трубы выполняют независимо друг от друга.
14. Способ по любому из пп. 11-13, отличающийся тем, что управление на этапе механической обработки внутреннего диаметра и внешнего диаметра трубы выполняют посредством компьютеризированного устройства числового программного управления.
15. Способ по любому из пп. 11-14, отличающийся тем, что управляемая механическая обработка внутреннего диаметра и внешнего диаметра конца трубы включает этап, на котором:
механически обрабатывают внутренний диаметр с размерами, которые уменьшаются постепенно по направлению к центру трубы на сегменте отрезка трубы, и механически обрабатывают внешний диаметр с размерами, которые увеличиваются постепенно по направлению к центру трубы на сегменте отрезка трубы, формируя переходную область с большей толщиной стенки между концом трубы и остальной частью отрезка трубы.
16. Способ по любому из пп. 11-15, отличающийся тем, что управляемая механическая обработка внутреннего диаметра и внешнего диаметра конца трубы включает этап, на котором механически обрабатывают, управляемым способом, внутренний диаметр и внешний диаметр конца трубы, чтобы уменьшить эксцентриситет трубы.
17. Способ по любому из пп. 11-16, отличающийся тем, что этап обработки измеренных значений внешнего диаметра и внутреннего диаметра включает этап, на котором определяют минимальное и максимальное значения внешнего диаметра и внутреннего диаметра, эксцентриситета и толщины стенки конца трубы на основе измеренных значений внешнего диаметра и внутреннего диаметра трубы.
18. Способ по п. 17, отличающийся тем, что этап определения толщины стенки трубы включает этапы, на которых вычисляют различие между измеренными значениями внешнего диаметра и внутреннего диаметра в каждой позиции окружности трубы на измеряемом сечении, сравнивают вычисленные значения толщины стенки с критическими значениями толщины стенки и идентифицируют координаты позиций механической обработки на внутреннем диаметре и внешнем диаметре трубы.
19. Способ по любому из пп. 11-18, отличающийся тем, что этапы измерения внутреннего диаметра и внешнего диаметра конца трубы выполняют на участках отрезка трубы.
20. Способ по любому из пп. 1-19, отличающийся тем, что включает первоначальный этап, на котором вычисляют критические значения внешнего диаметра и внутреннего диаметра для конца трубы, начиная с предыдущего измерения образцов трубных элементов и статистического анализа изменчивости измеренных максимальных и минимальных значений образцов.
21. Способ по любому из пп. 11-20, отличающийся тем, что включает, перед этапом механической обработки, этап, на котором отбраковывают трубу, если измеренные значения внутреннего диаметра и внешнего диаметра являются недостаточными, чтобы добиваться критических значений внутреннего и внешнего диаметров после механической обработки.
22. Способ по любому из пп. 11-21, отличающийся тем, что его выполняют посредством системы по любому из пп. 1-10.
| CN 102661996 B, 29.10.2014 | |||
| US 4752127 A1, 21.06.1988 | |||
| CN 102650516 B, 29.10.2014 | |||
| US 20140360036 A1, 11.12.2014 | |||
| US 3840994 A1, 15.10.1974. |

