Настоящая группа изобретений относится к вспомогательному устройству для производственного контроля труб, таких как трубы, применяемые в нефтяной отрасли.
На сегодняшний день производят бесшовные стальные трубы, в частности, для применения в нефтяной отрасли при бурении и разработке скважин. Длина каждой трубы составляет порядка 10 м, и эти трубы соединяют друг с другом, образуя трубопровод большой длины. Они различаются в зависимости от характеристик их соединения, а также внешнего диаметра. Но при их использовании также важно знать свободный внутренний диаметр трубы. Он часто оказывается меньше на уровне соединения концов, которые крепятся на заготовку трубы при производстве.
Изготовление труб осуществляется в соответствии с различными нормами контроля. Согласно одним из них внутри трубы пропускают калибровочное тело, именуемое «drift», такое как цилиндр, строго определенного диаметра и длины. Такой контроль может проводиться по всей длине трубы или только на уровне ее концов, где прохождение может быть более затрудненным. В нефтяной отрасли геометрия калибровочного тела и другие условия испытания определяются стандартом API 5 CT /ISO 11950.
На практике это влечет за собой различные трудности, что вызывает необходимость предусматривать несколько калибровочных тел с различными характеристиками, чтобы охватить ряд труб, пока не будет исключен риск заклинивания калибровочного тела внутри трубы.
Настоящее изобретение ставит перед собой цель улучшить данную ситуацию.
Прежде всего, предлагается способ осуществления производственного контроля стальных труб, предусматривающий следующие этапы, на которых:
a. обеспечивают данные измерений, представляющие собой физические размеры, полученные с внешней стороны стальной трубы в соответствии с ее геометрией,
b. исходя из данных измерений, осуществляют преобразование данных измерений, образуя трехмерное пиксельное изображение внутренней стенки указанной трубы в продольной зоне трубы, при этом указанное трехмерное изображение относится к выбранной системе координат с указанными точкой отсчета и осью относительно трубы,
c. подготавливают габаритные данные, представляющие общую геометрию калибровочного тела, при этом эти габаритные данные применяют в указанной выбранной системе координат,
d. рассматривают первый участок трубы, преобразованными данными измерений для которого располагают и, исходя из этих преобразованных данных измерений и габаритных данных, определяют критический размер, представляющий собой предельное значение размера прохода для калибровочного тела внутри данного участка трубы,
e. выборочно повторяют операцию d для других участков трубы, смещая одни относительно других с наложением, и
f. осуществляют диагностику проходимости указанной продольной зоны трубы для калибровочного тела, исходя из критических величин, полученных на этапах d и e, и относительных положений последовательных участков труб.
Согласно одному из вариантов осуществления настоящего способа данные измерений включают измерения, касающиеся внешней окружности трубы, и измерения, касающиеся толщины ее стенок, выполненные на трубе, движение которой подразумевает перемещение в продольном направлении.
Согласно другим вариантам осуществления настоящего способа, которые могут комбинироваться:
• измерения, касающиеся внешней окружности трубы, осуществляют посредством лазерных датчиков, тогда как измерения, касающиеся толщины ее стенок, осуществляют посредством ультразвуковых датчиков, попарно установленных на трубе и работающих через жидкую среду.
• ультразвуковые датчики устанавливают подвижно для взаимодействия с трубой, и предусматривают систему измерения положения лазерных датчиков относительно ультразвуковых датчиков.
• одновременно измерения, касающиеся внешней окружности трубы, и измерения, касающиеся толщины ее стенок, выполняют посредством ультразвуковых датчиков, взаимодействующих с емкостью с водой, через которую проходит труба.
• на этапе c габаритные данные включают общий внешний диаметр калибровочного тела,
• этап d предусматривает следующие стадии, на которых:
d1. определяют цилиндр, вписанный внутри участка трубы, и
d2. определяют зазор между вписанным цилиндром и общим диаметром калибровочного тела в качестве критической величины,
• на этапе e для каждой пары смежных участков трубы обеспечивают возможность прохождения из одного участка в следующий исходя из указанной критической величины, углового зазора между осями этих двух участков трубы, и по меньшей мере одного продольного размера калибровочного тела.
• Предусмотрено также определение формы прямых образующих, которые вписываются во внутреннюю поверхность трубы, участок за участком, и проверка того, проходит ли калибровочное тело в форму с прямыми образующими каждого рассматриваемого участка.
Также предлагается вспомогательное устройство производственного контроля размеров стальных труб, содержащее:
• по меньшей мере одну замерную станцию, предусмотренную для получения данных измерений, представляющих собой физические измерения внешней геометрии стальной трубы, и
информационную систему, предусмотренную для:
• сохранения габаритных данных, представляющих собой общую геометрию калибровочного тела, причем эти данные применимы в указанной выбранной системе координат,
• генерирования из данных измерений преобразованных данных измерений, образующих трехмерное пиксельное изображение по меньшей мере двух участков трубы, смещаемых относительно друг друга с наложением, причем это трехмерное изображение относится к выбранной системе координат с указанными точкой отсчета и осью относительно трубы,
• определения критической величины для каждого участка трубы на основании преобразованных данных измерений и габаритных данных, представляющий собой предельное значение размера прохода для калибровочного тела внутри данного участка трубы, и
• осуществления диагностики проходимости участков трубы посредством калибровочного тела исходя из указанных критических величин и относительных положений участков труб.
Согласно одному из вариантов осуществления настоящего устройства данные измерений содержат измерения, касающиеся внешней окружности трубы, и измерения, касающиеся толщины ее стенок, выполненные на трубе, движение которой подразумевает перемещение в продольном направлении.
Согласно другим вариантам осуществления настоящего устройства, которые могут комбинироваться:
устройство содержит лазерную замерную станцию для измерений, касающихся внешней окружности трубы, и точку с ультразвуковыми датчиками, попарно установленными на трубе и работающими через жидкую среду, для измерений, касающихся толщины стенок трубы;
данное устройство является устройством того типа, в котором ультразвуковые датчики установлены подвижно для взаимодействия с трубой, и также предусмотрена система измерения положения лазерных датчиков относительно ультразвуковых датчиков;
измерения, касающиеся внешней окружности трубы, и измерения, касающиеся толщины ее стенок, выполняют одновременно посредством замерной станции, содержащей ультразвуковые датчики, взаимодействующие с емкостью с водой, через которую проходит труба;
габаритные данные включают общий внешний диаметр калибровочного тела;
определение критической величины предусматривает изучение цилиндра, вписанного внутри участка трубы, и определение зазора между диаметром вписанного цилиндра и общим диаметром калибровочного тела в качестве критической величины;
осуществление диагностики для пары смежных участков труб подразумевает определение возможности прохождения из одного участка в следующий исходя из указанной критической величины, углового зазора между осями этих двух участков трубы, и по меньшей мере одного продольного размера калибровочного тела;
предусмотрено также определение формы прямых образующих, которые вписываются во внутреннюю поверхность трубы, участок за участком, и проверка того, проходит ли калибровочное тело в форму с прямыми образующими каждого рассматриваемого участка.
Прочие характеристики и преимущества настоящего изобретения будут очевидны из следующего описания и прилагаемых графических материалов, на которых:
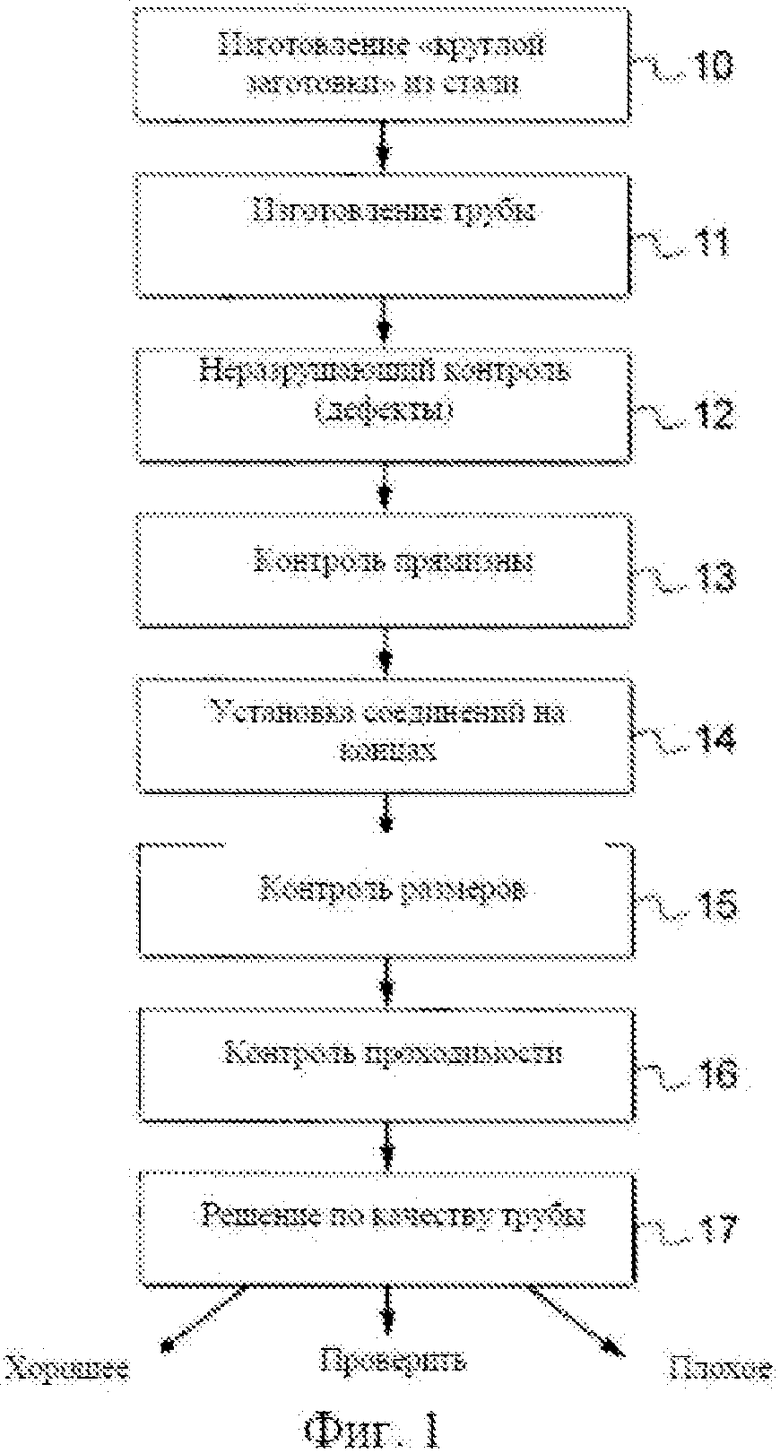
фиг. 1 представляет собой блок-схему общего принципа производства стальной трубы,
фиг. 2 представляет собой принципиальную схему испытательной установки для труб согласно первому варианту осуществления,
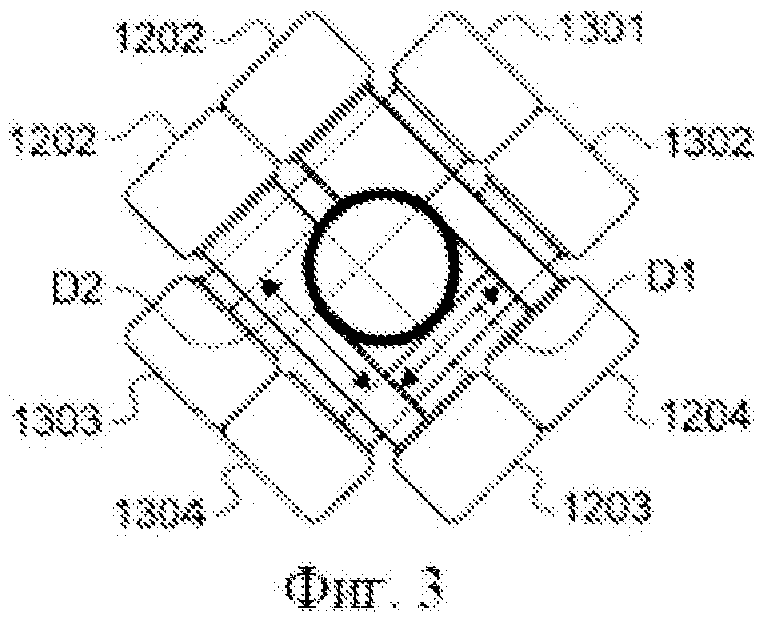
фиг. 3 представляет собой более подробное схематическое изображение элемента 1200 по фиг. 2,
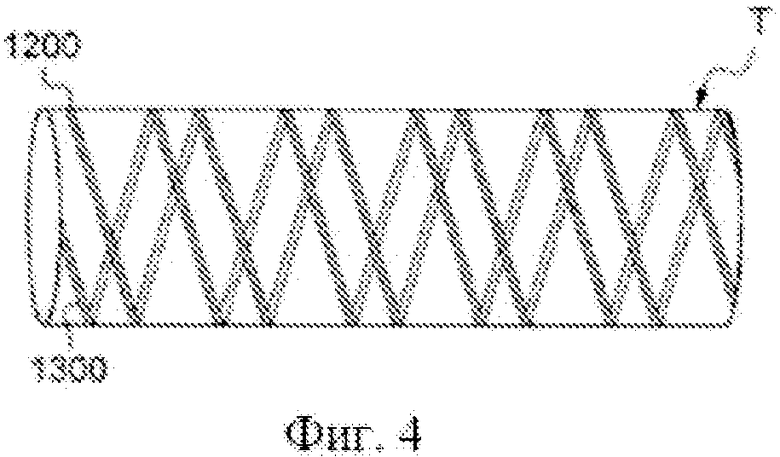
фиг. 4 демонстрирует распределение измерений элемента 1200 вдоль трубы,
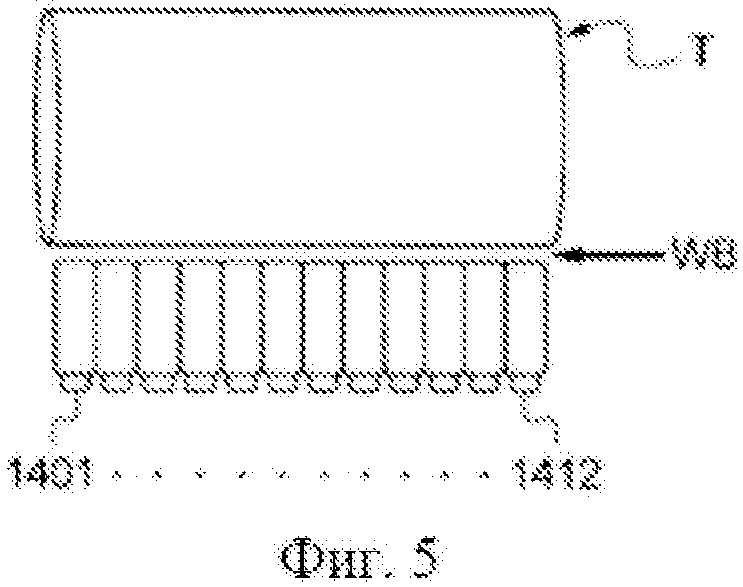
фиг. 5 представляет собой более подробное схематическое изображение элемента 1400 по фиг. 2,
фиг. 6 демонстрирует распределение измерений элемента 1400 вдоль трубы,
фиг. 7 представляет собой продольное сечение участка трубы, с отметками на изгибе трубы,
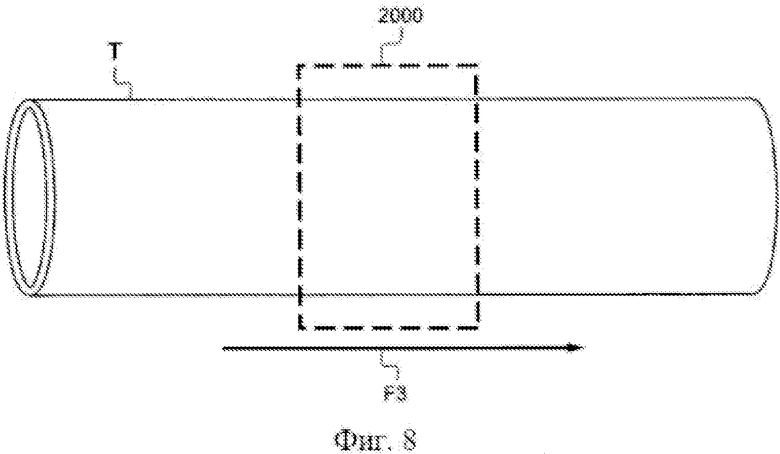
фиг. 8 представляет собой принципиальную схему испытательной установки для труб согласно второму варианту осуществления, где труба проходит через резервуар 2000 с водой,
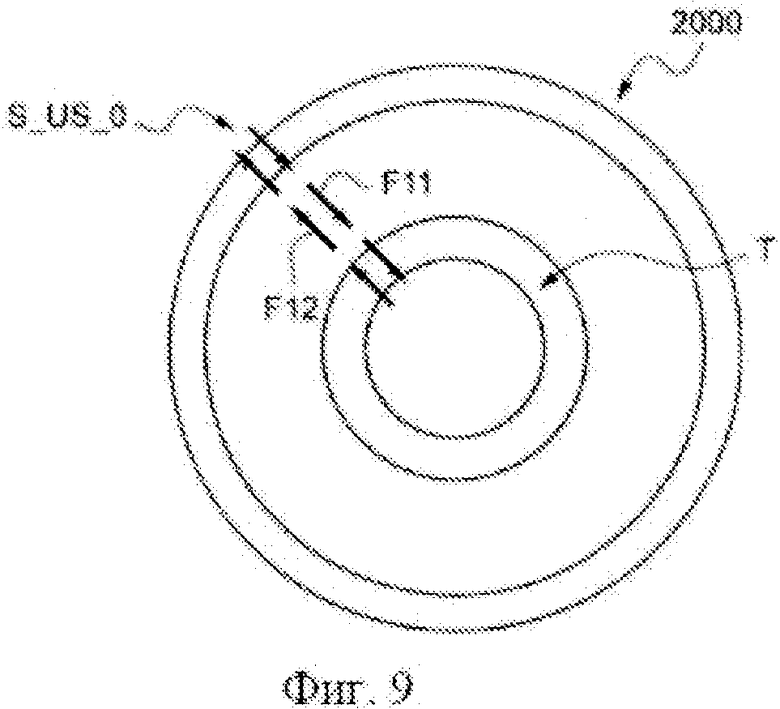
фиг. 9 представляет собой принципиальную схему трубы, проходящей через резервуар с водой первого типа,
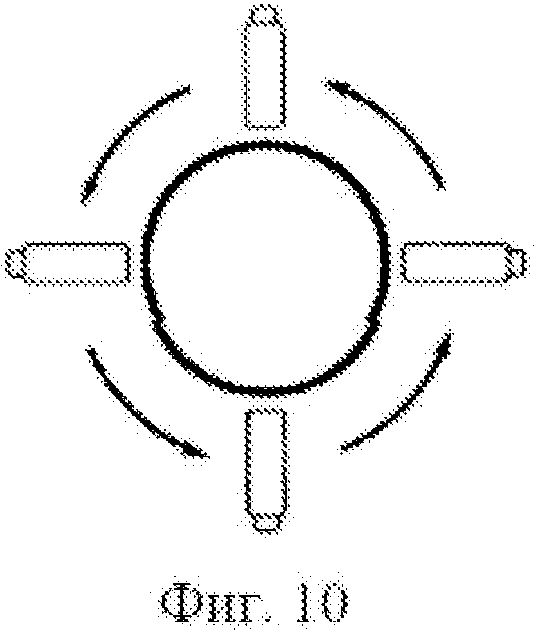
фиг. 10 представляет собой принципиальную схему трубы, проходящей через резервуар с водой второго типа с поворотными ультразвуковыми датчиками,
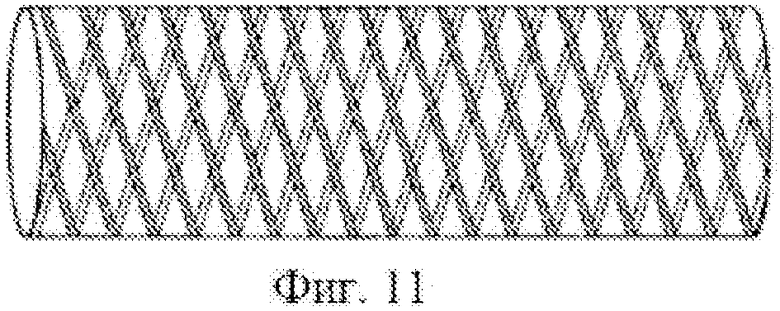
фиг. 11 демонстрирует распределение измерений датчиков по фиг. 10 вдоль трубы,
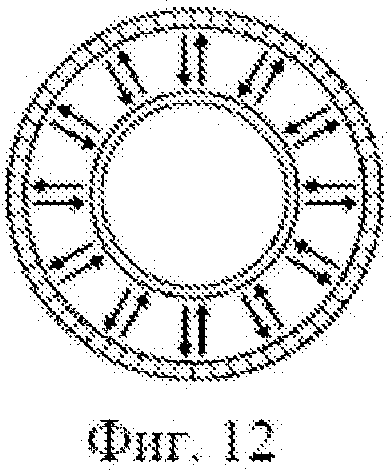
фиг. 12 представляет собой принципиальную схему трубы, проходящей через резервуар с водой третьего типа с неподвижными ультразвуковыми датчиками,
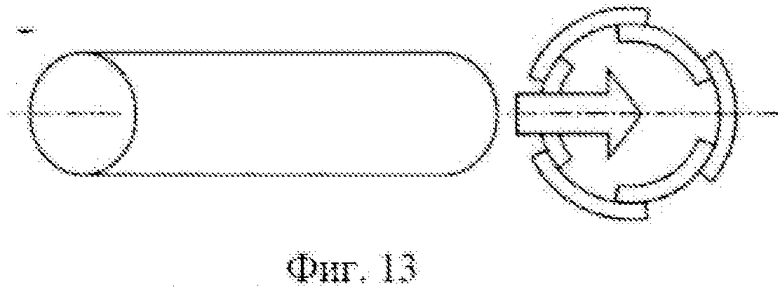
фиг. 13 показывает условное изображение датчиков по фиг. 12,
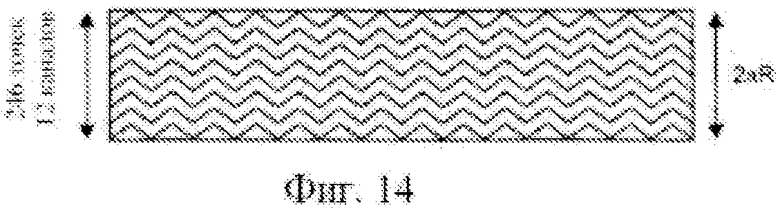
фиг. 14 демонстрирует распределение измерений датчиков по фиг. 12 вдоль трубы,
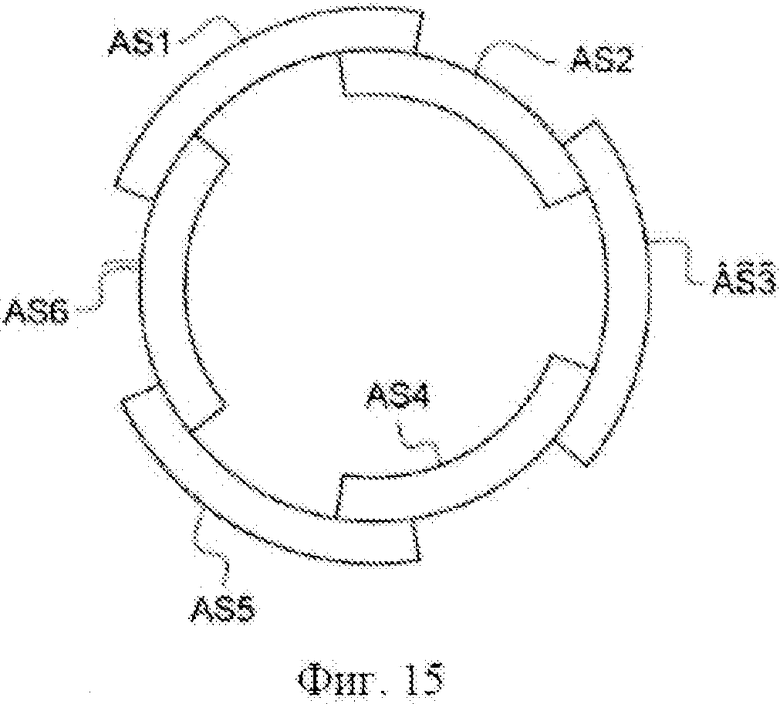
фиг. 15 демонстрирует вариант осуществления согласно условию по фиг. 13,
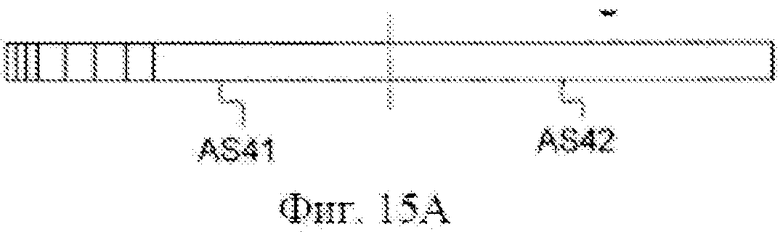
фиг.15A демонстрирует участок по фиг.15,
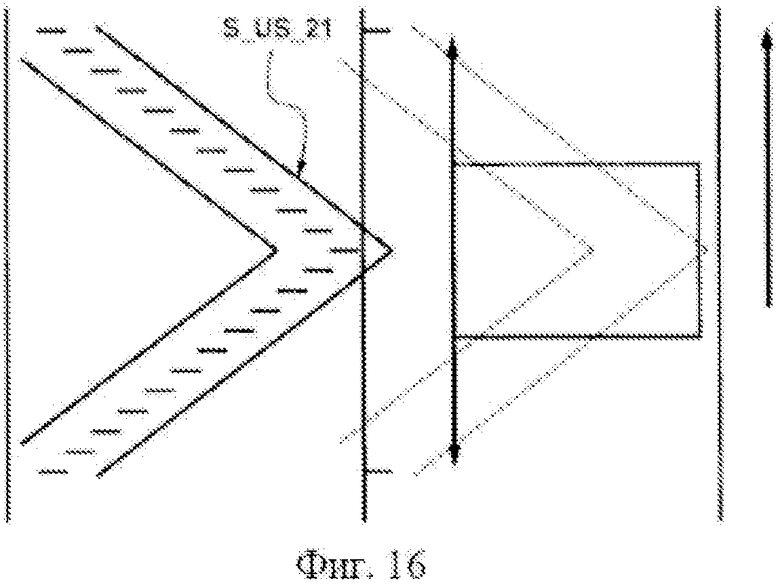
фиг. 16 детально демонстрирует участок распределения измерений датчиков по фиг. 15 вдоль трубы.
Графические материалы и приложения к описанию содержат элементы определенного характера. Таким образом, они могут не только служить для лучшего понимания описания, а также при необходимости являться частью определения настоящего изобретения.
Далее делается ссылка на фиг. 1, которая схематически демонстрирует весь процесс производства трубы, применяемой, например, в нефтяных скважинах. Операции не обязательно выполняются в указанном порядке, и некоторые из них могут выполняться одновременно.
Первая операция 10 заключается в изготовлении цельной стальной трубы, именуемой в технике "круглой заготовкой".
Затем в ходе операции 11 бесшовная труба подвергается горячему прокатыванию/вытягиванию на оправке или на гильзе для прошивки, закрепляемой на конце штанги и проходящей по оси трубы.
Операция 12 подразумевает неразрушающий контроль для обнаружения возможных дефектов трубы. Этот неразрушающий контроль может иметь различные формы, например осуществляться посредством ультразвука, а также основываться на вихревых токах Фуко.
Операция 13 затем подразумевает контроль прямизны трубы. Этот контроль может осуществляться вручную посредством линейки или же при помощи лазера. В нефтяной отрасли критерии прямизны регламентируются вышеуказанным стандартом API 5 CT /ISO 11950.
После этого операция 14 подразумевает нанесении резьбы на два конца трубы, один из которых охватываемый, а другой - охватывающий. Это может осуществляться посредством как непосредственной нарезки внутренней резьбы на двух концов трубы, так и посредством установки на них соединительных элементов с предварительно выполненной нарезкой. Некоторые трубы, предназначенные для сварного соединения, могут не подвергаться нанесению резьбы.
Также в ходе операции 15 может осуществляться контроль размеров.
Далее в ходе операции 16 осуществляют контроль «проходимости», при котором проверяют, может ли калибровочное тело с четко определенными характеристиками проходить либо через всю трубу от одного конца до другого, либо просто через один или несколько участков трубы. Чаще всего это осуществляется на двух оконечных отрезках, там, где диаметр может оказаться меньше вследствие использования резьбового соединения.
После операции 16 выполняют операцию 17 по определению дальнейшей участи трубы. Это определение осуществляется на основании результата, полученного в ходе операции 16. Также могут учитываться проблемы, возникавшие в ходе предыдущих операций (главным образом 12, 14 и 15), если эти проблемы не привели к немедленному удалению трубы до выполнения операции 16. В ходе операции 17 качество трубы определяется как хорошее либо наоборот плохое, либо в пограничной неопределенной ситуации принимается решение подвергнуть трубу другим проверкам, например, выполняемым вручную.
Настоящее изобретение представляет интерес, в основном, на этапе операции 16, а также при принятии решения по результатам операции 17. Однако, как видно, эти операции зависят от того, что происходило перед ними, например, на стадии контроля прямизны трубы.
Заявитель заинтересовался в контроле размеров, осуществляемом в ходе операции 15.
Далее рассматривается первый вариант осуществления.
Установка, которая осуществляет контроль размеров трубы, относится к типу, представленному на фиг. 2. Труба схематически обозначена как T.
В этом варианте осуществления труба продвигается относительно своей оси винтообразным движением, которое определяется как вращение (схематически показанное стрелкой F1), одновременно с поступательным движением вдоль продольной оси трубы (схематически показанным стрелкой F2).
На входе предусмотрены два лазерных датчика 1011 и 1012 скорости, установленные для измерения осевой и окружной скорости прохождения трубы.
За лазерными датчиками 1011 и 1012 предусмотрена точка 1200 для измерения внешнего диаметра трубы. Затем предусмотрены две точки 1400 и 1500 ультразвуковых измерений, установленные по ходу трубы, прикрепляясь к ней через непрерывный водный слой, который именуют "водной подложкой" ("water bed"). На другом конце могут быть предусмотрены два других лазерных датчика 1091 и 1092, работающих так же, как и лазерные датчики 1011 и 1012 скорости. Эта опция позволит продолжить измерения в конце прохождения трубы, когда лазерные датчики 1011 и 1012 скорости на это не рассчитаны.
Настоящее изобретение основывается на той идее, чтобы не предусматривать точку, специально предназначенную для контроля проходимости, при которой нужно физически пропускать калибровочное тело внутри трубы. Напротив, контроль проходимости будет осуществляться виртуальным образом. То есть, используются в основном измерения, уже полученные для трубы для иных целей, где эти измерения приспособлены для осуществления контроля проходимости.
Далее описывается точка с лазерными датчиками 1011 и 1012 скорости на входе.
Например, один лазерный датчик 1011 скорости посылает лазерный луч в направлении трубы с внешней стороны под выбранным углом в радиальной плоскости. Упрощенно можно считать, что излучение рассеивается при отражении трубой и смешивается (гетеродинирует) к общему лазерному излучению, образуя доплеровское частотное отклонение на оптическом датчике.
Предпочтительно применяют дифференциальный доплеровский метод с двумя лазерными пучками, спроецированными симметрично на трубу в радиальной плоскости, в то время как оптический контроль осуществляют перпендикулярно поверхности трубы. Зная длину волны лазера λ и угол отклонения φ лазерных пучков относительно трубы с одной и с другой стороны относительно направления, в котором осуществляют контроль, можно преобразовать отклонение доплеровской частоты fD в величину осевой скорости V трубы, например, в метрах в секунду, согласно формуле:
V=(fD λ) /(2 sin φ).
Другой датчик скорости, например, 1012 использует два лазерных пучка, симметрично спроецированных на трубу в осевой плоскости, в то время как оптический контроль осуществляют перпендикулярно поверхности трубы. Как и ранее, полученное отклонение доплеровской частоты преобразуется в величину окружной скорости трубы, например, в метрах в секунду. В одном из вариантов осуществления лазерные датчики 1011 и 1012 скорости на входе установлены на оборудовании LSV-300 немецкого изготовителя Polytec GmbH.
Точка для измерения диаметра 1200 показана более подробно на фиг. 3. Она содержит два светоизлучателя 1201 и 1202, расположенные рядом в определенном положении. Светоизлучатели 1201 и 1202 расположены таким образом, чтобы образовывать два преимущественно плоских прямолинейных световых пучка в направлении соответствующих светоприемников 1203 и 1204, также установленных в определенном положении. Такой плоский пучок возможно сгенерировать из лазерного луча, разложенного посредством цилиндрической линзы. Фотодетекторами могут быть, например, фотодиодные платы.
Два световых пучка расположены преимущественно рядом в одной плоскости таким образом, что световые пучки перекрываются трубой со стороны, где они расположены смежно друг с другом (с внутренней стороны), тогда как с внешней стороны каждый пучок заходит за внешний диаметр трубы.
Соответствующие фотодетекторы 1203 и 1204 расположены для "охвата" двух перпендикулярно противолежащих зон, где труба перекрывает световой пучок. Например, элементы 1201, 1202, 1203 и 1204 могут быть расположены в двух симметричных плоскостях, проходящих через ось трубы, но это не обязательно. Также можно объединить два светоизлучателя 1201 и 1202 в один, и даже два светоприемника 1203 и 1204 в один.
Таким образом, детекторы 1203 и 1204 принимают части падающих пучков, которые перекрываются трубой. При известном положении фотодетекторов 1203 и 1204 их неосвещенные части (или их освещенные части при получении разности) позволяют получить внешний размер D1 трубы.
Предпочтительно предусмотрено еще одно подобное устройство под прямым углом относительно первого, которое представляет собой источники 1301 и 1302 света с расположенными напротив светоприемниками 1303 и 1304. Это позволяет получить другой диаметр D2 в перпендикулярном направлении относительно диаметра D1. В определенном варианте осуществления точка для измерения диаметра 1200 выполнена на основе продукции LMD 412-DSP изготовителя LAP lasers GmbH.
Вкратце, таким образом получают два измерения диаметра в двух перпендикулярных относительно друг друга направлениях, расположенных в одной плоскости в поперечном сечении трубы. Каждый раз направление измерения диаметра перпендикулярно направлению светового пучка, параллельного рассматриваемой плоскости.
Поскольку труба продвигается вперед поступательным движением в сочетании с вращением, точки измерения диаметра будут описывать две спиральные линии или витки, как обозначено 1200 и 1300 на схематическом изображении трубы, обозначенной как Т на фиг 4. Две спиральные линии расположены в целом под прямым углом друг к другу и относительно продольной оси трубы, следовательно измерения в двух перпендикулярных направлениях выполняются одновременно в одной плоскости поперечного сечения. (В противном случае, они будут смещены из этого положения под прямым углом, пропорционально временному смещению между двумя измерениями). Как будет рассмотрено, с двумя измерениями диаметра трубы в радиальной плоскости получают четыре точки окружности, для которых диаметр известен. В результате измерение диаметра справедливо для каждого из концов этого диаметра. К двум спиральным линиям по фиг. 4, таким образом добавляются на основании этих же измерений, две другие спиральные линии, диаметрально противоположные им. Таким образом, периферия трубы покрывается четырьмя "спиральными линиями диаметра".
Более точные характеристики этих измерений приведены ниже в таблице 1.
За точкой 1200 на фиг. 2 предусмотрена точка 1400 ультразвукового измерения. Можно также предусмотреть еще одну точку 1500 ультразвукового измерения после точки 1400. Например, точка 1400 ультразвукового измерения обеспечивает измерение толщины трубы и поиск дефектов в продольном направлении, тогда как точка 1500 ультразвукового измерения обеспечивает поиск дефектов в поперечном направлении и под углом.
Измерение толщины трубы точкой 1400 также необходимо для определения проходимости.
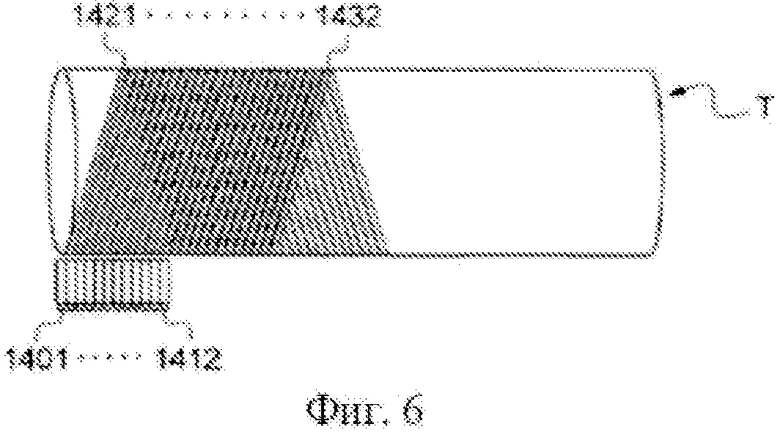
Более детальная схема точки 1400 показана на фиг. 5. Схематически показано поперечное сечение трубы, обозначенной как Т. Водная подложка WB является непрерывной и расположена между нижней частью трубы и двенадцатью ультразвуковыми датчиками, обозначенными 1401 - 1412, расположенными рядом друг с другом в направлении перемещения трубы. Каждый датчик в поперечном направлении проходит под трубой по дуге окружности в поперечном сечении. В одном из вариантов осуществления точка 1400 основана на продукции GRP-PAT-PB изготовителя General Electric Inspection Technologies (GEIT).
Каждый ультразвуковой датчик измеряет толщину стенки трубы в поперечном сечении на своем уровне. Принцип такого измерения посредством ультразвука известен. Используется временной интервал между отраженным сигналом, полученным от внешней стенки трубы через водную подложку, и следующим за ним первым отраженным сигналом, который соответствует отражению (или отраженному рассеянию) ультразвуков внутренней стенкой трубы. В данный момент, таким образом, получают 12 точек измерений толщины в 12 поперечных сечениях, разнесенных вдоль оси трубы. 12 точек измерений с учетом вращения и поступательного движения трубы будут проходить по контуру двенадцати спиральных линий 1421 - 1432. Таким образом, получаются 12 "спиралей толщины".
Более точные характеристики этих измерений приведены ниже в таблице 2.
Наконец, точка с лазерными датчиками 1091 и 1092 скорости на выходе работает так же, как и точка с лазерными датчиками 1011 и 1012 скорости на входе. В одном из вариантов осуществления четыре лазерных датчика 1011, 1012, 1091 и 1092 скорости подвижно установлены на оборудование LSV-300 немецкого изготовителя Polytec GmbH.
Поскольку труба является жесткой, измерения скорости датчиками 1011 и 1091 должны быть одинаковыми в один и тот же момент. Таким образом, в реальном времени с точностью известна скорость осевого перемещения трубы. Один из способов ее получения заключается в том, чтобы испускать импульс каждый раз, когда труба продвинулась вперед, например, на 20 мм.
Напротив, измерения окружной датчиками 1012 и 1092 могут слегка отличаться, поскольку диаметр трубы на уровне точки 1092 может немного отличаться от ее диаметра на уровне точки 1012. В то же время, известно положение этих точек 1011, 1012, 1091 и 1092 вдоль оси поступательного движения трубы. Если сохранить все измерения окружной скорости точек 1012 и 1092 для трубы, впоследствии возможно составить пары двух измеренных значений окружной скорости, соответствующих одному и тому же поперечному сечению трубы.
С другой точки зрения, даже если диаметр трубы на уровне точки 1092 может немного отличаться от ее диаметра на уровне точки 1012, все равно остается верным то, что угловая скорость трубы на уровне точки 1092 является такой же, как и на уровне точки 1012, притом что труба является жесткой. И известно допустимое отклонение диаметра. Следовательно, можно исходить из средней из двух величин окружной скорости, полученных на точках 1012 и 1092. Из него с учетом диаметра и допустимого отклонения диаметра выводят значение угловой скорости. Это допустимо, если учесть тот факт, что угловая скорость меняется лишь незначительно от одного углового положения измерения до следующего из-за инерции трубы, и это при полном обороте. Это позволяет в реальном времени испускать импульс каждый раз, когда труба совершает полный оборот.
В данный момент рассматривается случай, когда точки 1011, 1012, 1091 и 1092 в реальном времени с одной стороны обеспечивают импульс «вращения» каждый раз, когда труба совершает полный оборот, а с другой стороны - импульс «поступательного движения» каждый раз, когда труба продвигается вперед на 20 мм.
Положение поперечных сечений измерения, связанных с ультразвуковыми датчиками 1401 - 1412, известно. Также известно расстояние по оси между точками 1200 и 1400 (точнее, расстояние между двумя поперечными сечениями, соответственно относящимися к точкам 1200 и 1400). Здесь оно составляет 1800 мм. По техническим причинам рабочая плоскость поперечного сечения точки 1200 (для измерения диаметра) может быть как плоскостью, определяемой пунктирной линией, которая в точке 1200 проходит направо, так и пунктирной линией, которая проходит влево. Выбор плоскости зависит от номинального диаметра трубы. В обоих случаях поперечное сечение измерения диаметра точно известно.
Поэтому мы знаем осевое смещение между поперечными сечениями, связанными с ультразвуковыми датчиками 1401 - 1412, и поперечное сечение измерений диаметра.
Также, используя импульсы вращения и поступательного движения, можно примерно скорректировать измерения диаметра и толщины относительно поверхности трубы. Иными словами, можно примерно скорректировать четыре "спирали диаметра" и 12 "спиралей толщины" относительно трубы.
Однако для точной корректировки четырех "спиралей диаметра" и 12 "спиралей толщины" будет необходимо разместить на трубе точку отсчета, чтобы можно было ее соотносить с этими двумя группами спиралей. В данном случае это не предусмотрено.
Также нужно было бы согласовывать точное время ультразвуковых импульсов в соответствие с импульсами вращения и поступательного перемещения. Иными словами, нужно бы было, чтобы таймеры, которые согласовывают измерения диаметра и измерения толщины, были синхронизованы в реальном времени. Заявитель пришел к выводу, что это не обязательно, поскольку без такой синхронизации можно работать с погрешностью расположения менее 1 мм в обоих направлениях.
Напротив, скорость перемещения трубы по оси с точностью известна в реальном времени. И ее окружная скорость (или угловая) также с точностью известна как средняя величина за оборот.
Расстояние, которое проходит труба от одной точки до следующей, известно. Ее осевая скорость известна. Таким образом, можно определить время Tx, затрачиваемое трубой для перехода из одной точки в другую. Следовательно известно, сколько нужно перемещать во времени 4 "спирали диаметра", чтобы их скорректировать в том же поперечном сечении трубы, что и 12 "спиралей толщины". Зато, при этом, мы не уверены в угловой корректировке всех этих спиралей в поперечном сечении, поскольку угловая скорость трубы за время Tx могла измениться.
В идеале нужно было бы, чтобы в поперечном сечении трубы измеренная величина диаметра была расположена точно в том же радиальном направлении, что и измеренная величина толщины стенки, чтобы получить разницу и, таким образом, получить внутренний диаметр трубы. Заявитель обнаружил, что благодаря тому факту, что поверхность трубы непрерывна, возможно вычислить внутренний диаметр трубы, исходя из величин наружного диаметра и толщины, которые слегка смещаются относительно друг друга под углом и/или по оси. Иными словами, Заявитель определил, что можно вычислить внутренний диаметр при условии достаточно близкого друг к другу расположения точек измерения внешнего диаметра и точек измерения толщины, вследствие чего локальные изменения внешнего диаметра трубы, толщины ее стенок и смещение ее центра остаются довольно незначительными относительно требуемой для измерения внутреннего диаметра точности. В одной из установок Заявитель выполнял калибровку установки, имея трубу с уже известными измерениями. А затем он исследовал действие рассеивания по окружности на рассеивание при расчете внутреннего диаметра, которое оказалось совместимым с желаемой точностью.
В примере рассматривается труба длиной 12 м, продвигающаяся посредством вращения, образуя 12 витков за один оборот с шагом 120 мм. В сумме получается 12 х 12000 /120=1200 витков при измерении толщины.
При измерении диаметра размещают упорядоченный набор значений внутреннего диаметра Dint трубы, покрывая ее с высоким разрешением. Например, в количестве 360 значений Dint на виток при 400 витках на трубу.
Далее будет описан первый способ оценки проходимости трубы для цилиндра с диаметром Ddrift. Данный способ осуществляется в принципе на трубе, на концах которой еще не выполнены соединения/резьба.
Прежде всего, виртуально разрезают трубу на последовательность отрезков. Предпочтительно, эти участки перекрываются, например, по меньшей мере на 50%, предпочтительнее на 90%.
Затем выполняют процесс расчета и обработки для каждого виртуального участка трубы. Этот процесс может предусматривать все или некоторые из следующих операций.
1. Получают упорядоченный набор значений внутреннего диаметра Dint, соответствующий рассматриваемому отрезку.
2. Для каждого витка сравнивают внутренние диаметры для определения наименьшего значения или минимального внутреннего диаметра. (Эта операция на данном этапе является факультативной и может осуществляться позднее).
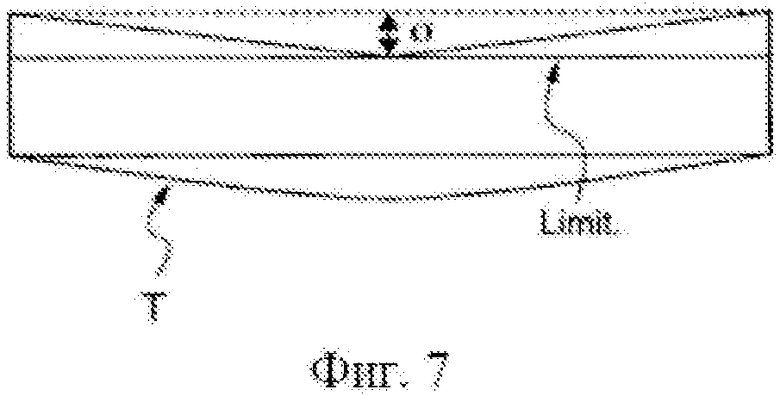
3. Корректируют значения внутреннего диаметра в зависимости от недостатков прямизны трубы, обозначенной σ. Это величина σ может соответствовать максимально допустимому прогибу для отрезка трубы T согласно применяемым стандартам изготовления, как показано на фиг. 7. Для нефтяных труб указанный стандарт различает стрелу прогиба σcenter для промежуточных отрезков и стрелу прогиба σends для оконечных отрезков.
Как вариант, можно взять измеренную постоянную величину σ на отрезке, на котором проводят испытание согласно операции 13 на фиг. 1.
4. Для каждого витка определяют минимальный внутренний диаметр, и если этот минимальный внутренний диаметр Dmin, уменьшенный вследствие недостатка прямизны σ (предпочтительно включая небольшой допустимый предел), больше (либо равен) диаметру Ddrift, то этот виток является проходимым; если нет, то этот виток отмечают, как одно из положений, при котором калибровочное тело будет зажато.
5. Если все витки являются проходимыми (всегда при Dmin - σ>Ddrift), следовательно, калибровочное тело проходит; в противном случае оно не проходит, и определяют (в ходе операции 4) положения витков, где калибровочное тело будет зажато.
6. Как вариант или в дополнение, можно также установить самое крупное калибровочное тело, которое проходит через трубу. С этой целью сравнивают величины Dmin - σ для всех витков трубы. Наименьшая величина Dmin - σ представляет наибольший диаметр калибровочного тела, которое может пройти.
Таким образом, Dmin - σ - Ddrift будет критической величиной, представляющей предельное значение для прохождения калибровочного тела внутри каждого участка трубы.
Вышесказанное относится только к прохождению калибровочного тела по диаметру. Кроме этого оно имеет определенную длину, которая может в большей или меньшей степени представлять проблему вследствие недостатков прямизны трубы. Длина и перекрытие отрезков выбирается с учетом длины калибровочного тела.
Иными словами, распределение внутренних диаметров трубы в пространстве вдоль трубы известно, но неизвестны точные положения центров витков с этими диаметрами. Испытание на прямизну по стандарту API подтвердило, что труба имеет кривизну, меньшую, чем максимально допустимая кривизна. Таким образом, можно учитывать эту максимально допустимую кривизну, чтобы компенсировать тот факт, что точное положение центров витков не известно. Линии «Limit» на фиг. 7 указывают на предельное значение диаметра для прохождения по прямой, кривизна трубы сильно преувеличена.
Труба считается проходимой после сборки, если все рассмотренные отрезки являются проходимыми для калибровочного тела. Труба считается непроходимой, если один из рассмотренных отрезков явно приводит к блокировке. Если несколько рассмотренных отрезков находятся на пределе зажатия, труба подлежит "проверке".
Далее рассматривается второй вариант осуществления.
Он может применяться на установках для производства труб, при которых труба T проходит через резервуар 2000 с водой, изображенный пунктирной линией в виде рамки на фиг. 8. В этом случае труба обычно подвергается только поступательному перемещению, как показано стрелкой F3, хотя спиралевидное движение также возможно.
На фиг. 9 показан принцип измерения в резервуаре 2000 с водой. Рассматривается ультразвуковой датчик, соответствующий типу S_US_0. Труба T проходит внутри резервуара 2000 с водой. Датчик посылает импульсный пучок ультразвуковых сигналов, преимущественно радиально по отношению к трубе (стрелка 11, вперед). За ним следует первое отражение ультразвуков от внешней стенки трубы (стрелка 11, назад). Оттуда первый пучок отражается обратно в направлении датчика (отраженный внешней стенкой сигнал). Часть падающего пучка ультразвука проникает в трубу (стрелка 12, вперед). Далее следует второе отражение ультразвуковых сигналов внутренней стенкой трубы (стрелка 12, назад). И часть этого второго пучка обратно отражается через внешнюю стенку, возвращаясь к датчику S_US_0. Это первый отраженный сигнал внутренней стенки.
На практике этот тип измерения осуществляют по всей периферии трубы. Это может быть выполнено посредством головок с поворотными ультразвуковыми датчиками, например, в количестве четырех штук, как показано на фиг. 10. Использован резервуар с водой типа "ROT180VIS" от GEIT. В данном случае вследствие продвижения трубы вперед также получают измерения вдоль спиралей, как схематически показано на фиг. 11.
Главная ось симметрии пучка испускаемых ультразвуковых сигналов известна, и в принципе перпендикулярна головке с ультразвуковыми датчиками типа S_US_0. Исходя из времени распространения в прямом и обратном направлении первого отраженного от внутренней стенки сигнала, полученного ультразвуковым датчиком S_US_0, можно определить положение точки отражения на внутренней стенке трубы относительно точки отсчета датчика S_US_0. Это трехмерное положение с учетом движения трубы. Тогда положение точки отражения на внутренней стенке трубы может быть связано с начальной точкой в пространстве, например, в центре головки с ультразвуковыми датчиками.
В настоящее время предпочтительно использовать фазированную антенную решетку ("ФАР") ультразвуковых датчиков, окружающую трубу. Принцип показан на фиг. 12. Например, использован резервуар с водой типа "ROWA 240 SK 12957" от GEIT. При осуществлении сканирования возбуждения ультразвуковых датчиков получаем измерения, которые технически похожи на измерения, получаемые с помощью поворотных ультразвуковых головок.
На практике ультразвуковые датчики могут быть разнесены по дугам окружностей, с чередуемым смещением вдоль оси трубы, которые частично перекрываются (фиг. 13). И, чтобы избежать интерференции между ультразвуковыми пучками, их также возбуждают попеременно. Отсюда следует распределение точек измерения на периферии трубы по ломаной линии, как показано на фиг. 14.
Далее данный вариант осуществления будет описан более подробно.
На фиг. 15 показаны позиции шести дуг с датчиками AS1 - AS6, распределенных по окружности трубы с перекрытием. Также дуги AS2, AS4 и AS6 показаны на внутренней части радиально по отношению к дугам AS1, AS3 и AS5. Это расположение является условным, чтобы показать перекрытие. В действительности дуги AS2, AS4 и AS6 расположены на одном и том же радиусе, что и дуги AS1, AS3 и AS5, но смещены относительно них радиально.
Каждая дуга с датчиками, как AS4, содержит две половины дуги AS41 и AS42 датчиков, каждая из которых содержит 64 составляющих ее датчиков. Виртуальные датчики определяются путем комбинирования сигналов от нескольких физических датчиков. Мы будем выполнять несколько способов, например, с использованием от 14 до 28 виртуальных датчиков на половине дуги, или от 28 до 56 виртуальных датчиков на полной дуге. Обозначим как N число виртуальных датчиков, приходящихся на полную дугу.
Таким образом, по окружности трубы, можно реализовать до шести раз N виртуальных датчиков, что соответствует 336 измеренным значениям для N=56. Значит, число различных измеренных значений несколько ниже.
Далее обратимся к фиг. 15A. Она детально показывает дугу с ультразвуковыми датчиками AS4, поделенную на две части AS41 и AS42. Данные с этих двух частей принимаются одним и тем же измерительным каналом. Эти две части AS41 и AS42 образуют дважды по 64 указанных элементов для N виртуальных датчиков.
По сравнению с фиг. 15 A фиг. 16 показывает распределение импульсных вспышек ультразвуковой энергии в зависимости от времени и, следовательно, от продольного перемещения трубы. Скорость в продольном направлении составляет обычно от одного м/с. Это позволяет лучше понять схему указанных измерений, имеющую вид ломаной линии. Было отмечено, что пик ломаной линии соответствует ультразвуковому датчику среднего порядка среди N виртуальных датчиков.
В этом втором варианте осуществления измерения наружного диаметра и толщины трубы выполняются по существу в одной точке, или в очень близких точках. Во всех случаях положение каждой точки отражения ультразвука на внутренней стенке трубы может быть связано с начальной точкой в пространстве, например, в центре головки с ультразвуковыми датчиками или в центре вращения головок с поворотными ультразвуковыми датчиками, или в центре дуг датчиков.
В этом случае, естественно, можно использовать способ вычисления и обработки, описанный выше со ссылкой на фиг. 7. Но можно поступить иначе, что продемонстрировано ниже.
В различных случаях, описанных выше для второго варианта осуществления, измерение может быть сведено к числу M витков для отрезка трубы. Будем считать, что индекс i (от 0 до M-1) является номером витка, который соответствует времени и, следовательно, осевому перемещение трубы (которое, возможно, сопровождается угловым перемещением трубы).
Из необработанных измерений с помощью ультразвука в резервуаре с водой (или эквивалентного) получают N измерений на виток. Мы считаем, что индекс j (от 0 до N-1) является номером точки измерения на витке. Строго говоря, в случае использования резервуара с водой и головок поворотных ультразвуковых датчиков по фиг. 10 или фазированной антенной решетки различные измерения витка получают последовательно во времени (по меньшей мере, частично). К этому можно также добавить время и, следовательно, перемещение трубы по оси (которое, возможно, сопровождается угловым перемещением трубы). Вне зависимости от типа ультразвукового измерения мы знаем соответствие между индексом j и этим временем, а также угол измерений в поперечном сечении трубы.
Поэтому вначале измерений определяют положение Mij внутренней стенки трубы, которое может быть выражено в системе координат головки с ультразвуковыми датчиками, например, в ортонормированной системе координат с точкой отсчета в центре головки с ультразвуковыми датчиками. Это трехмерные измерения, которые могут быть трансформированы в двухмерные для одного витка, поскольку измерения в одном витке находятся приблизительно в одном поперечном сечении.
Подразумевается, что виток проходит вдоль трубы по спирали. Это исключает маленький размер витка вдоль оси трубы, проектируя его ортогонально на плоскости, перпендикулярной к продольной оси трубы. Это позволяет для точек на витке опустить координату по продольной оси трубы. Достаточно знать номер витка для определения положения его точек по продольной оси трубы с требуемой точностью.
Для каждого витка i трубы сначала определяют положение центральной точки Ci, например, в системе координат ультразвуковых датчиков. С этой целью ищут центр окружности, максимально совпадающей с рассматриваемым витком. Иными словами, при известном i ищут точку Ci, которой соответствует минимальное значение
j∑ (Mij - Ci)2,
где Mij и Ci являются векторами положения на плоскости проекции.
Затем преобразуют векторы измерения Mij, для чего их соотносят с центром Ci. Таким образом, получается массив векторов измерения, обозначаемый как Rij (где i=номер витка, j=номер точки), для которых на каждом витке относительное положение каждой точки внутренней поверхности трубы соотносится с центром Ci.
Если определяется N точек внутренней поверхности трубы на каждом витке (где N - четное число), внутренняя поверхность трубы может быть представлена N/2 проходимыми сегментами, которые также называют «условными диаметрами». В пространстве проходимый сегмент определяется положением его концов. Сегмент порядка k имеет конец, обозначенный как Rik, а другой его конец, в целом противоположный, обозначен как Ri (N/2+k-l). Он проходит через центр Ci. Таким образом, проходимый сегмент определяется полусегментом от Rik до Ci, следующим за полусегментом от Ci до Ri (N/2+k-l). Оба полусегмента совпадают не полностью друг с другом, а только тогда, когда два конца находятся точно напротив друг друга.
В упрощенном обозначении проходимый сегмент порядка k обозначен Dik (где i=номер витка, k=порядок сегмента от 0 до N/2 - 1). Таким образом, каждый условный диаметр Dik связан с двумя точками внутренней поверхности трубы, расположенными напротив в целом под углом 180° друг к другу, и проходит через центр витка Ci.
Затем рассматривают последовательность условных диаметров, которые практически параллельны друг другу на всех витках, например, начиная с первого условного диаметра на первом витке. И это повторяют во всех существующих в первом витке диаметральных направлениях. (Даже если один условный диаметр является отчасти ломаной линией, его еще можно связать с направлением, именуемым диаметральным).
Иными словами, осуществляют разделение отрезка трубы на несколько составляющих частей с условными диаметрами, связанных между собой в соответствующем диаметральном направлении. Каждая из составляющих частей содержит условные диаметры, параллельные друг другу в отрезке, содержащем несколько витков, и по одному на виток, таким образом, чтобы можно было соотнести каждый диаметр с его номером витка. Проще всего использовать массив, в котором условные диаметры соответствуют порядку витков. В данном описании это называется «двухмерная плоскость». Условный диаметр определяется положениями его концов [Rik, Ri(N/2+k-l)] на плоскости, на которую проектируется виток, которому он принадлежит, и номером i (или иным) его витка.
Если длина рассматриваемого отрезка трубы составляет M витков, мы имеем множество (обозначаемое Pn, где n=номер плоскости от 0 до N/2) N/2 двухмерных плоскостей, каждая из которых содержит M условных диаметров в целом параллельных друг другу.
Например, плоскость P0 будет иметь условный диаметр D00 на витке 0 (i=0), условный диаметр D1j, в целом параллельный диаметру D00 на витке 1,…, условный диаметр Dij', который является в целом параллельным D00 на витке i,…, условный диаметр DMj'', который является в целом параллельным D00 на витке M. Условные диаметры также могут накладываться согласно порядку витков (вдоль продольной оси трубы) с учетом положения их концов в каждой из плоскостей проекции витков.
Иными словами, должен быть получен ряд данных Rij, чтобы привести в соответствие условные диаметры, которые практически параллельны друг другу от одного витка до следующего для всех витков. Следует напомнить, что соответствие между индексом j и радиальным направлением, согласно которому выполняют измерение, в поперечном сечении трубы известно.
В каждой из двухмерных плоскостей находят трапецию, которая вписана по касательной в условные диаметры с внутренней стороны. Для того, чтобы это выполнить, представлен простой способ.
• Первая боковая сторона трапеции:
- определяют первую прямую линию, соединяющую первый конец условного диаметра первого витка с концом, расположенным с той же стороны на последнем витке;
если эта первая прямая линия проходит внутри всех остальных условных диаметров между первым и последним витками, она сохраняется;
в противном случае она перемещается внутрь, так что она проходит внутри всех условных диаметров.
• Вторая боковая сторона трапеции:
- определяют вторую прямую линию, соединяющую второй конец (противоположный первому) условного диаметра первого витка с концом, расположенным с той же стороны на последнем витке;
- если эта вторая прямая линия проходит внутри всех остальных условных диаметров между первым и последним витками, она сохраняется;
- в противном случае, она перемещается внутрь, так что она проходит внутри всех условных диаметров.
Таким образом, первая и вторая прямые линии образуют две боковые стороны трапеции, которые могут замыкаться на концах двумя параллельными сторонами (виртуально).
Таким образом, получают комплект или набор трапеций, расположенных по окружности, последовательно покрывающий разные местоположения вокруг продольной оси отрезка трубы.
Затем из этих различных трапеций преимущественно получается форма с прямыми образующими (боковые стороны трапеции), которая вписана во внутреннюю поверхность отрезка трубы. Определяют, пройдет ли калибровочное тело в эту форму с прямыми образующими. С этой целью достаточно проверить, проходит ли, и каким образом проходит поперечное сечение цилиндрического калибровочного тела через каждый из двух концов формы с прямыми образующими. В результате для каждой трапеции минимальное допустимое значение для прохождения находится на одном из этих концов.
Возможно, что поперечное сечение калибровочного тела проходит через два конца, но положение его центра при его прохождении через один конец смещается относительно положения его центра при его прохождении через другой конец. Обозначают как α угол наклона линии, соединяющей эти два центра, по отношению к оси трубы. Затем рассматривают наклонное сечение калибровочного тела, наклоненное под углом α относительно поперечного сечения. Оно имеет форму эллипса. А затем, используя это наклонное поперечное сечение в форме эллипса, повторяют испытание на проходимость на двух концах формы с прямыми образующими. Может потребоваться выполнить это несколько раз, например, до тех пор, пока смещение центров больше не будет изменяться.
Испытание на проходимость через концы проводят с использованием предельно допустимого безопасного значения, которое может быть определено экспериментально. Оно априори значительно ниже, чем вышеуказанное предельно допустимое значение σ. Критический размер, подразумеваемый в этом испытании, включает расстояния между формой с прямыми образующими и поперечным (или наклонным) сечением калибровочного тела с учетом предельно допустимого безопасного значения.
Исходя из этого можно провести диагностику испытания на проходимость трубы калибровочным телом отрезок за отрезком. Каждый отрезок может иметь длину калибровочного тела, и отрезки перекрываются по меньшей мере на половину их длины. Длина отрезков и их процент перекрытия могут регулироваться.
Как было указано ранее:
перекрытие отрезков позволяет учитывать существующую незначительную кривизну трубы. Оно составляет, например, по меньшей мере 50%, предпочтительно до 90%;
- труба считается проходимой после сборки, если все рассмотренные отрезки являются проходимыми для калибровочного тела. Труба считается непроходимой, если один из рассмотренных отрезков явно приводит к блокировке. Если один или несколько рассмотренных отрезков (или переходы между ними) находятся на пределе зажатия, труба подлежит "проверке".
Вышеуказанный способ определяет на выходе:
1. проходит ли калибровочное тело через трубу (решение «проходит» или «не проходит»);
2. в случае блокировки положения блокировки (номер витка и идентификационный номер отрезка, при необходимости);
3. и в любом случае, самый большой диаметр калибровочного тела, которое может пройти через испытываемую трубу.
Этот способ позволяет значительно сократить расчеты при анализе в трехмерном пространстве, одновременно обеспечивая учет каждой детали информации о внутренней форме трубы. Для этого расчета требуется очень мало времени. Это важно, поскольку обработка предназначена для применения на заводе в режиме реального времени в процессе производства.
В общем виде описанный выше способ основывается на координатах точек внутренней поверхности трубки таких, как, например, измеренные с помощью ультразвука. Он осуществляет поиск формы прямых образующих, вписанных во внутреннюю поверхность трубы. И он определяет, проходит ли калибровочное тело через эту форму с прямыми образующими.
В описанном варианте осуществления это преимущественно осуществляется путем преобразования трехмерных данных измерений в форму двухмерных данных, определяемых витками и соотносящихся с центром каждого витка, а затем упорядочивания двухмерных данных в соответствующие составляющие части, каждая из которых имеет параллельные друг другу условные диаметры. Далее в каждой составляющей части находят две прямые, которые внутри с обеих сторон находятся на уровне концов условных диаметров. Во всех составляющих частях обеспечивается форма с прямыми образующими, исходя из которой можно определить, что калибровочное тело проходит, не проходит, или же отвечает «граничной ситуации».
Согласно известному уровню техники испытание проводится, обычно, на трубах, снабженных соединениями/резьбой на концах. В отличие от этого, вышеописанные варианты осуществления согласно настоящему изобретению в принципе применяются на трубе, еще не снабженной соединениями/резьбой на концах. В любом случае может предусматриваться и применение для трубы, снабженной соединениями/резьбой на концах. В этом случае можно ограничиться проверкой участков на обоих концах трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ СИСТЕМА И СПОСОБ ДЛЯ ИЗМЕРЕНИЯ И МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНЦОВ ТРУБНЫХ ЭЛЕМЕНТОВ | 2016 |
|
RU2719299C2 |
| Способ внутритрубной диагностики и устройство для его осуществления (варианты) | 2021 |
|
RU2766370C1 |
| УСТРОЙСТВО ТЕХНИЧЕСКОГО КОНТРОЛЯ С ПОМОЩЬЮ ВИХРЕВЫХ ТОКОВ | 1997 |
|
RU2183008C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГОРЯЧЕГО ИЗМЕРЕНИЯ РАЗМЕРА МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ ВО ВРЕМЯ ПРОКАТКИ | 2016 |
|
RU2680985C1 |
| УСТРОЙСТВО ДИАГНОСТИКИ ДЕФЕКТОВ В СООРУЖЕНИЯХ ИЗ ТРУБНЫХ СТАЛЕЙ | 2015 |
|
RU2620327C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕКТРОСВАРНЫХ ТРУБ РАЗЛИЧНОГО ДИАМЕТРА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2655012C2 |
| Способ ультразвукового контроля дефектности металлических изделий | 2018 |
|
RU2695950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2009 |
|
RU2456107C1 |
| ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ПОВЕРХНОСТИ ОБЪЕКТА | 2003 |
|
RU2299399C2 |
| КАЛИБРОВОЧНОЕ УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ РАССТОЯНИЯ | 2016 |
|
RU2689289C1 |
Использование: для производственного контроля проходимости труб. Сущность изобретения заключается в том, что устройство содержит станцию, предусмотренную для получения данных измерений, представляющих собой физические измерения внешней геометрии стальной трубы. Оно также содержит информационную систему, предусмотренную для сохранения габаритных данных, применимых в системе координат и представляющих собой общую геометрию калибровочного тела. В выбранной системе координат данная система затем выполняет трехмерное изображение участков трубы. Для каждого участка трубы система осуществляет определение критического размера, представляющего собой предельное значение размера прохода для калибровочного тела внутри выбранного участка трубы. Способ и устройство согласно настоящему изобретению могут также осуществлять диагностику проходимости трубы для калибровочного тела. Технический результат: обеспечение возможности контроля проходимости труб без использования калибровочного тела, пропускаемого внутри трубы. 2 н. и 13 з.п. ф-лы, 2 табл., 16 ил.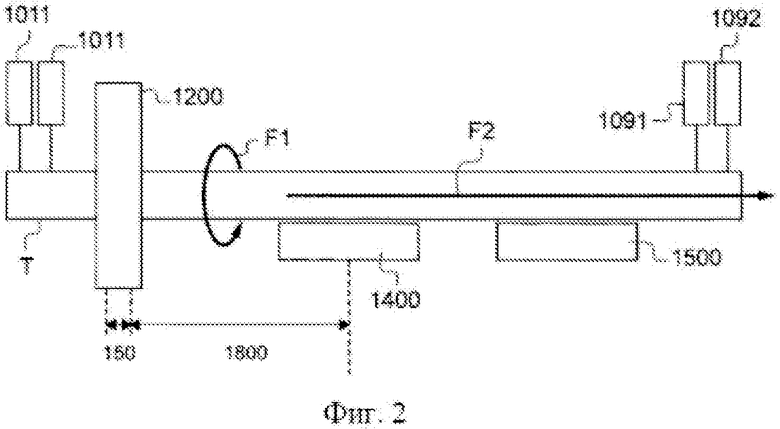
1. Способ для осуществления производственного контроля стальных труб, предусматривающий следующие этапы, на которых:
а. обеспечивают данные измерений, представляющие собой физические размеры, полученные с внешней стороны стальной трубы в соответствие с ее геометрией,
b. исходя из данных измерений осуществляют преобразование данных измерений, образующее трехмерное пиксельное изображение внутренней стенки указанной трубы, в продольной зоне трубы, при этом указанное трехмерное изображение относится к выбранной системе координат с точкой отсчета и осью относительно трубы,
с. подготавливают габаритные данные, представляющие общую геометрию калибровочного тела, при этом эти габаритные данные применяют в указанной выбранной системе координат,
d. рассматривают первый участок трубы, для которого размещают преобразованные данные измерений и, исходя из этих преобразованных данных измерений и габаритных данных, определяют критический размер, представляющий собой предельное значение размера прохода для калибровочного тела внутри данного участка трубы,
е. выборочно повторяют операцию d для других участков трубы, смещая одни относительно других с наложением, и
f. осуществляют диагностику проходимости указанной продольной зоны трубы посредством калибровочного тела исходя из критических величин, полученных на этапах d и e, и относительных положений последовательных участков труб.
2. Способ по п.1, отличающийся тем, что данные измерений содержат измерения, касающиеся внешней окружности трубы, и измерения, касающиеся толщины ее стенок, выполненные на трубе, движение которой предусматривает перемещение в продольном направлении.
3. Способ по п.2, отличающийся тем, что измерения, касающиеся внешней окружности трубы, осуществляют посредством лазерных датчиков, тогда как измерения, касающиеся толщины ее стенок, осуществляют посредством ультразвуковых датчиков, попарно установленных на трубе и работающих через жидкую среду.
4. Способ по п.3, отличающийся тем, что ультразвуковые датчики устанавливают подвижно для взаимодействия с трубой, и предусматривают систему измерения положения лазерных датчиков относительно ультразвуковых датчиков.
5. Способ по п.2, отличающийся тем, что одновременно измерения, касающиеся внешней окружности трубы, и измерения, касающиеся толщины ее стенок, выполняют посредством ультразвуковых датчиков, взаимодействующих с емкостью с водой, через которую проходит труба.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что:
- на этапе с габаритные данные содержат общий внешний диаметр калибровочного тела,
- этап d предусматривает следующие стадии, на которых:
d1. определяют цилиндр, вписанный внутри участка трубы, и
d2. определяют зазор между диаметром вписанного цилиндра и общим диаметром калибровочного тела в качестве критической величины, и
- на этапе е для каждой пары смежных участков трубы обеспечивают возможность прохождения из одного участка в следующий, исходя из указанной критической величины, углового зазора между осями этих двух участков трубы и по меньшей мере одного продольного размера калибровочного тела.
7. Способ по п.5, отличающийся тем, что:
- на этапе d предусматривают определение формы прямых образующих, которые вписывают во внутреннюю поверхность трубы участок за участком, и
- на этапе е предусматривают проверку того, проходит ли калибровочное тело в форму с прямыми образующими каждого рассматриваемого участка.
8. Устройство вспомогательного производственного контроля размеров стальных труб, содержащее:
- по меньшей мере одну замерную станцию, предусмотренную для получения данных измерений, представляющих собой физические измерения внешней геометрии стальной трубы, и
- информационную систему, предусмотренную для:
- сохранения габаритных данных, представляющих собой общую геометрию калибровочного тела, причем эти данные применимы в указанной выбранной системе координат,
- генерирования преобразованных данных измерений из данных измерений, образующих трехмерное пиксельное изображение по меньшей мере двух участков трубы, смещаемых относительно друг друга с наложением, причем это трехмерное изображение относится к выбранной системе координат с указанными точкой отсчета и осью относительно трубы,
- определения критической величины для каждого участка трубы на основании преобразованных данных измерений и габаритных данных, представляющей собой предельное значение размера прохода для калибровочного тела внутри данного участка трубы, и
- осуществления диагностики проходимости участков трубы посредством калибровочного тела, исходя из указанных критических величин и относительных положений участков труб.
9. Устройство по п.8, отличающееся тем, что данные измерений содержат измерения, касающиеся внешней окружности трубы, и измерения, касающиеся толщины ее стенок, выполненные на трубе, движение которой предусматривает перемещение в продольном направлении.
10. Устройство по п.9, отличающееся тем, что устройство содержит лазерную замерную станцию для измерений, касающихся внешней окружности трубы, и точку с ультразвуковыми датчиками, попарно установленными на трубе и работающими через жидкую среду, для измерений, касающихся толщины стенок трубы.
11. Устройство по п.10, отличающееся тем, что ультразвуковые датчики установлены подвижно для взаимодействия с трубой, и также предусмотрена система измерения положения лазерных датчиков относительно ультразвуковых датчиков.
12. Устройство по п.9, отличающееся тем, что одновременно измерения, касающиеся внешней окружности трубы и измерения, касающиеся толщины ее стенок, выполняют посредством замерной станции, содержащей ультразвуковые датчики, взаимодействующие с емкостью с водой, через которую проходит труба.
13. Устройство по любому из пп.8-12, отличающееся тем, что:
- габаритные данные включают общий внешний диаметр калибровочного тела,
- определение критической величины предусматривает изучение цилиндра, вписанного внутри участка трубы, и определение зазора между диаметром вписанного цилиндра и общим диаметром калибровочного тела в качестве критической величины,
и
- осуществление диагностики для пары смежных участков труб предусматривает определение возможности прохождения из одного участка в следующий, исходя из указанной критической величины, углового зазора между осями этих двух участков трубы и по меньшей мере одного продольного размера калибровочного тела.
14. Устройство по п.12, отличающееся тем, что информационная система предусмотрена для определения формы прямых образующих, которые вписаны во внутреннюю поверхность трубы участок за участком, и проверки того, проходит ли калибровочное тело в форму с прямыми образующими каждого рассматриваемого участка.
15. Устройство по п.14, отличающееся тем, что информационная система предусмотрена для преобразования трехмерных данных измерений в форму двухмерных данных, определяемых витками и соотносящихся с центральной точкой каждого витка, а затем упорядочивания двухмерных данных в соответствующие составляющие части, каждая из которых имеет параллельные друг другу условные диаметры.
| US 6091500A, 18.07.2000 | |||
| НОСИТЕЛЬ ДАТЧИКОВ ДЛЯ ВНУТРИТРУБНОГО ИНСПЕКЦИОННОГО СНАРЯДА (ВАРИАНТЫ) | 2002 |
|
RU2204113C1 |
| СПОСОБ ОБСЛЕДОВАНИЯ ПРОФИЛЯ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2001 |
|
RU2200301C1 |
| US 7111516B2, 26.09.2006 | |||
| US 5587534A, 24.12.1996 | |||

