Предлагаемое изобретение относится к обработке металлов давлением, и может быть использовано для упаковки шоколадных фигур различной формы в отформованной фольге с формированием соединительного шва из фольги между половинками каждой шоколадной фигуры.
Шоколадные фигуры в отформованной фольге обычно имеют две части (половинки), верхнюю и нижнюю, которые соединяются вместе по одному серединному шву, и представляют собой отформованные рельефные детали из листов тонкой алюминиевой фольги, внутри каждой из которых размещена соответствующая ей часть шоколадной полой фигуры. И при изготовлении упаковки данной шоколадной фигуры важно выполнить герметичное и надежное соединение кромок фольги каждой половинки фигуры между собой с образованием герметичного и надежного соединительного серединного шва, который обеспечит длительное хранение шоколадной фигуры, возможность ее транспортировки без нарушения целостности слоя тонкой алюминиевой фольги в месте соединения половинок фигуры, а также обеспечит ей качественный товарный вид.
В настоящее время известны различные типы гибочных штампов и станков для формовки рельефных деталей различной формы из листов тонкой алюминиевой фольги.
Так известен штамп для изгиба листовых деталей (патент РФ на ПМ №64115, В21D 22/10), содержащий матрицу с выталкивателями, эластичный пуансон, закрепленный на корпусе вместе с пуансонодержателем, плиту с упорами, разъемную матрицу, состоящую из двух частей, в которой параллельно установлены два выталкивателя, работающих от буферного устройства.
Данный штамп для изгиба листовых деталей имеет достаточно высокую трудоемкость, а также на нем не возможно производить фальцовку серединного шва между двумя половинками (верхней и нижней) шоколадных фигур в отформованной фольге.
Известен также штамп для вытяжки коробчатых изделий ( патент РФ на ИЗ № 2090288, В21D 22/10), содержащий эластичную матрицу, пуансон и прижим с рабочим отверстием, а также вкладыши, на рабочей поверхности каждого из которых выполнено кольцевое углубление, а на боковых сторонах пуансона выполнены пазы для размещения в них вкладышей.
В данном штампе обеспечена возможность формовки боковых поверхностей сопряжения, но не предусмотрено возможности фальцовки данных боковых поверхностей сопряжения.
Известно также устройство для тиснения и упаковки в ленту-фольгу шоколадных медалей (заявка РФ на ИЗ № 93003858, В65В 11/36), содержащее четыре пары цилиндров, две ленты, четыре питающие кассеты, восемь подающих медали пластин, ленточный транспортер готовой продукции, микропереключатели, прижимные ролики, система вакуумирования для лент, трубки сжатого воздуха, привод лент.
Данное устройство имеет достаточно сложную конструкцию и не обеспечивает герметичное и надежное соединение кромок фольги каждой половинки упаковки из фольги между собой с образованием герметичного и надежного серединного шва.
Наиболее близким по технической сущности к заявляемому изобретению является способ и устройство для изготовления фасонных упаковок по заявке РФ на ИЗ №98112796, В29С 51/14, которое выбрано в качестве прототипа.
Устройство для изготовления фасонных упаковок по данной заявке содержит матрицы и прижимные плиты, которые имеют расположенные друг против друга краевые зоны, между которыми путем зажима и без растягивания фиксируется многослойный материал, при этом устройство также имеет первые пуансоны с формующей рабочей поверхностью, имеющей высокий коэффициент трения для предварительного формования многослойного материала, и вторые пуансоны с формующей рабочей поверхностью, имеющей низкий коэффициент трения для последующего формования многослойного материала.
В данном устройстве обеспечена возможность формования за один, или несколько проходов многослойного материала из металла или пластмассы, но не обеспечена возможность получения герметичного и надежного серединного шва между верхней и нижней частями шоколадной фигуры, а также данное устройство имеет достаточно сложную конструкцию.
Задачей предложенного изобретения является повышение качества упаковки за счет обеспечения герметичного и надежного соединительного срединного шва между верхней и нижней частями отформованной фольги для упаковки шоколадной фигуры, при одновременном повышении уровня автоматизации процесса упаковки и упрощении конструкции станка.
Техническим результатом предложенного изобретения является повышение качества упаковки, ее герметичности, при одновременном повышении уровня автоматизации процесса упаковки.
Поставленный технический результат достигается за счет того, что станок для упаковки шоколадных фигур в отформованной фольге, содержащий размещенные параллельно друг другу верхнюю плиту с прижимами, связанными с источниками давления, и нижнюю плиту, на которой установлена матрица, с отверстиями для размещения шоколадных фигур в фольге, а каждое отверстие имеет контур, аналогичный контуру шоколадной фигуры, при этом вокруг каждого отверстия выполнена краевая рабочая зона, контур которой аналогичен контуру шоколадной фигуры, а каждый прижим имеет формующий элемент с краевой формующей зоной, контур которой аналогичен контуру шоколадной фигуры, при этом краевая рабочая зона каждого отверстия матрицы расположена напротив краевой формующей зоны соответствующего формующего элемента, который выполнен с возможностью воздействия на краевую рабочую зону отверстия матрицы и кромку фигуры из фольги каждой установленной фигуры при каждом воздействии формующего элемента с возможностью определенной фиксации и зажима кромки фольги каждой фигуры между краевой рабочей зоной каждого отверстия матрицы, и краевой формующей зоной соответствующего формующего элемента, при этом станок также содержит размещенный на нижней плите поворотный диск, на котором установлен сменный диск с опорными плитами, закрепленными на сменном диске при помощи пружинных толкателей, при этом сменный диск имеет отверстия для размещения шоколадных фигур, вокруг каждого из которых выполнены углубления для размещения кромки фольги каждой установленной фигуры в фольге, а каждая опорная плита установлена с возможностью ее свободного и независимого перемещения относительно сменного диска, и имеет ячейку с кольцевым профилем с краевой рабочей зоной, контур которого аналогичен контуру шоколадной фигуры, а на верхней плите установлено, по меньшей мере, три прижима, каждый из которых имеет формующий элемент с краевой формующей зоной в виде формующего кольца, при этом контур каждого формующего кольца выполнен аналогичным контуру шоколадной фигуры, первый и третий формующие элементы имеют жесткое формующее кольцо, а второй формующий элемент имеет эластичное формующее кольцо, при этом фальцовку кромки шоколадной фигуры осуществляют за три прохода, путем последовательного воздействия поочередно краевой формующей зоной каждого из трех формующих колец на краевую рабочую зону каждого кольцевого профиля каждой опорной плиты с возможностью определенной фиксации и зажима кромки фольги каждой шоколадной фигуры между краевой рабочей зоной каждого отверстия съемного диска, краевой рабочей заной соответствующего кольцевого профиля, и краевой формующей зоной соответствующего формующего кольца.
Предпочтительно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге поворотный диск был установлен с шагом поворота 72 градуса, а сменный диск имел пять отверстий для размещения шоколадных фигур, при этом опорная плита содержала пять ячеек с кольцевыми профилями, каждая из которых установлена в соответствующем отверстии для шоколадной фигуры сменного диска.
Желательно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге поворотный диск был установлен с шагом поворота 72 градуса, а сменный диск имел десять отверстий для размещения шоколадных фигур, при этом опорная плита содержала десять ячеек с кольцевыми профилями, каждая из которых установлена в соответствующем отверстии для шоколадной фигуры сменного диска.
Целесообразно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге каждая опорная плита с ячейкой и кольцевым профилем была выполнена из поликарбоната, оргстекла, металла.
Желательно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге толщина кольцевого профиля каждой ячейки составляла 2-3 мм.
Предпочтительно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге толщина первого и третьего жесткого формирующего кольца составляла 2-3 мм, и данные кольца были выполнены из поликарбоната, оргстекла, металла.
Целесообразно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге толщина второго эластичного формирующего кольца составляла 10-15 мм, и оно было выполнено из силикона или мягкой упругой резины.
Желательно, чтобы станок для упаковки шоколадных фигур в отформованной фольге в качестве источника давления содержал пневмоцилиндр, а прижимы были установлены на верхней плите при помощи направляющих.
Предпочтительно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге сменный диск с опорными плитами был выполнен с возможностью его замены на сменный диск с отверстиями и опорными плитами с ячейками для размещения в них шоколадной фигуры другой конфигурации.
Целесообразно, чтобы в станке для упаковки шоколадных фигур в отформованной фольге каждое формующее кольцо было выполнено с возможностью его замены на формующее кольцо для шоколадной фигуры другой конфигурации.
Для более подробного раскрытия изобретения далее приводится описание конкретных возможных вариантов его выполнения с соответствующими чертежами.
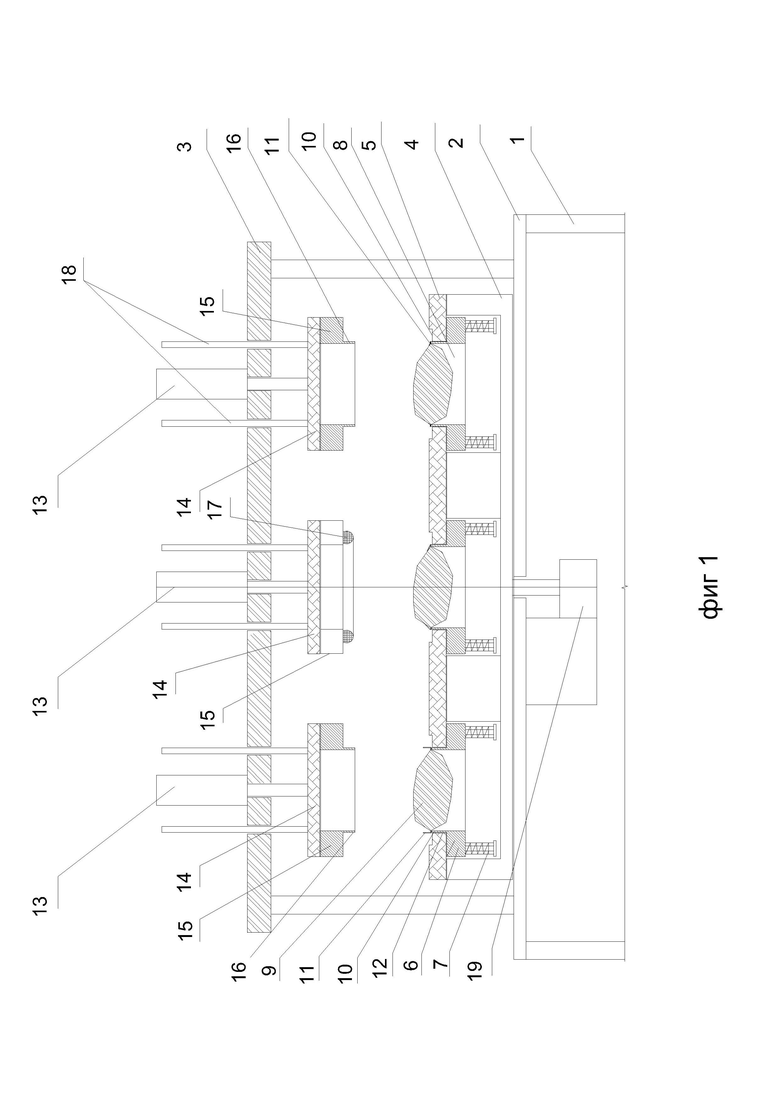
Фиг. 1 – общий вид станка для упаковки шоколадных фигур в отформованной фольге с поднятыми вверх прижимами после осуществления формовки на каждой стадии формовки.
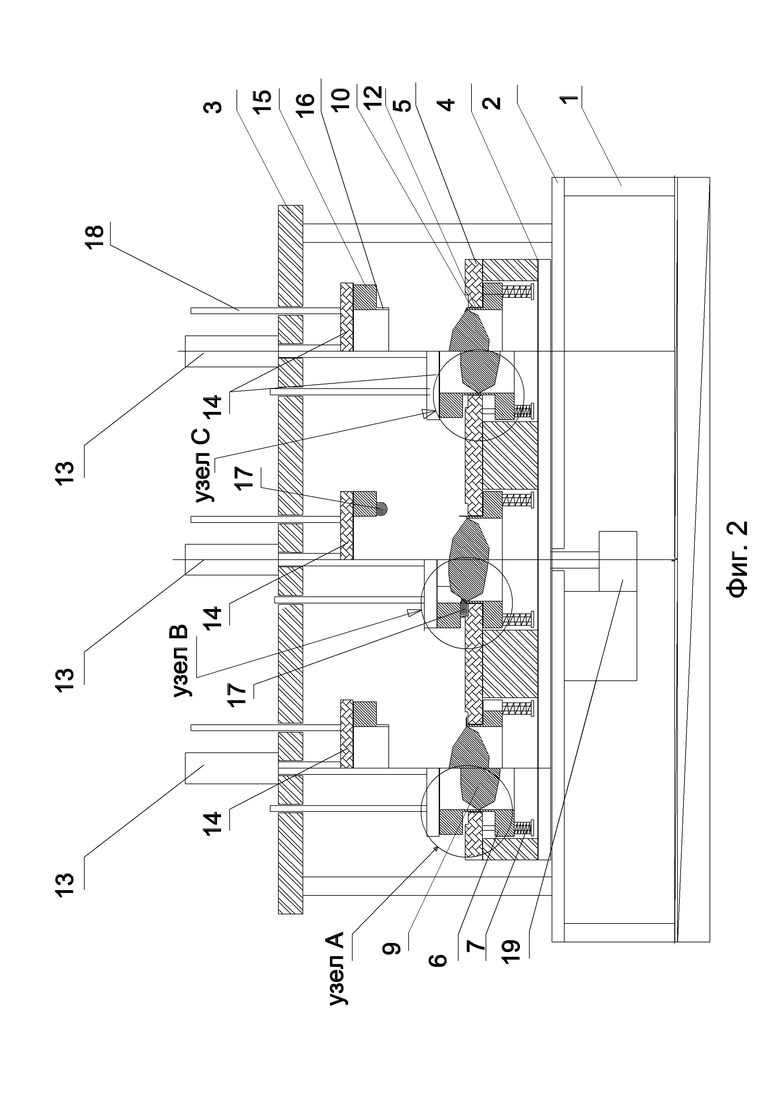
Фиг. 2 - общий вид станка для упаковки шоколадных фигур в отформованной фольге во время и после осуществления формовки на каждой стадии.
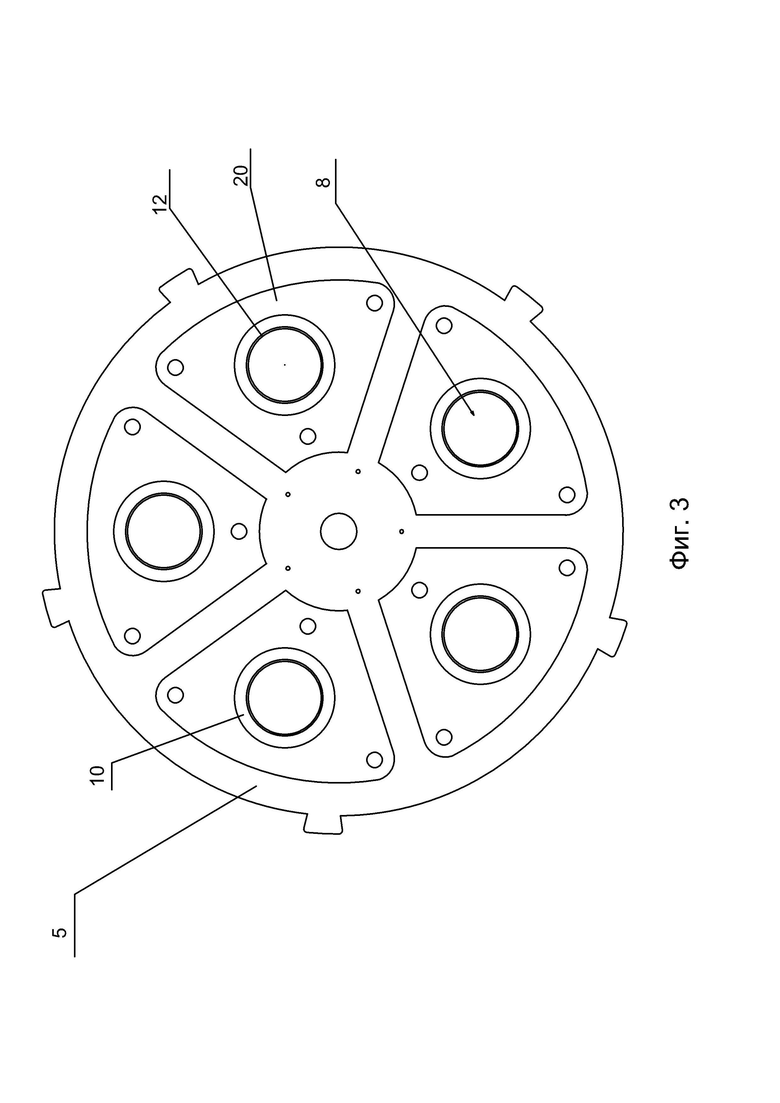
Фиг. 3 – вид сверху на сменный диск с отверстиями для шоколадных фигур и ячейками с кольцевыми профилями опорных плит.
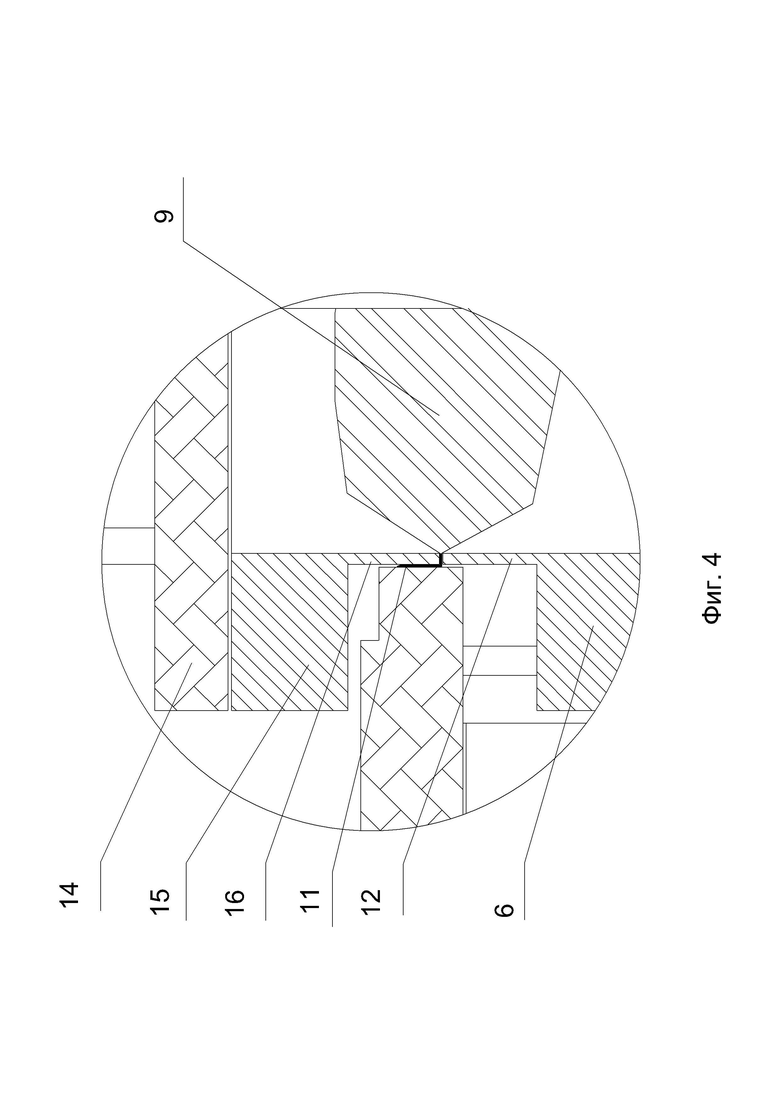
Фиг. 4 – вид узла А на фиг. 2.
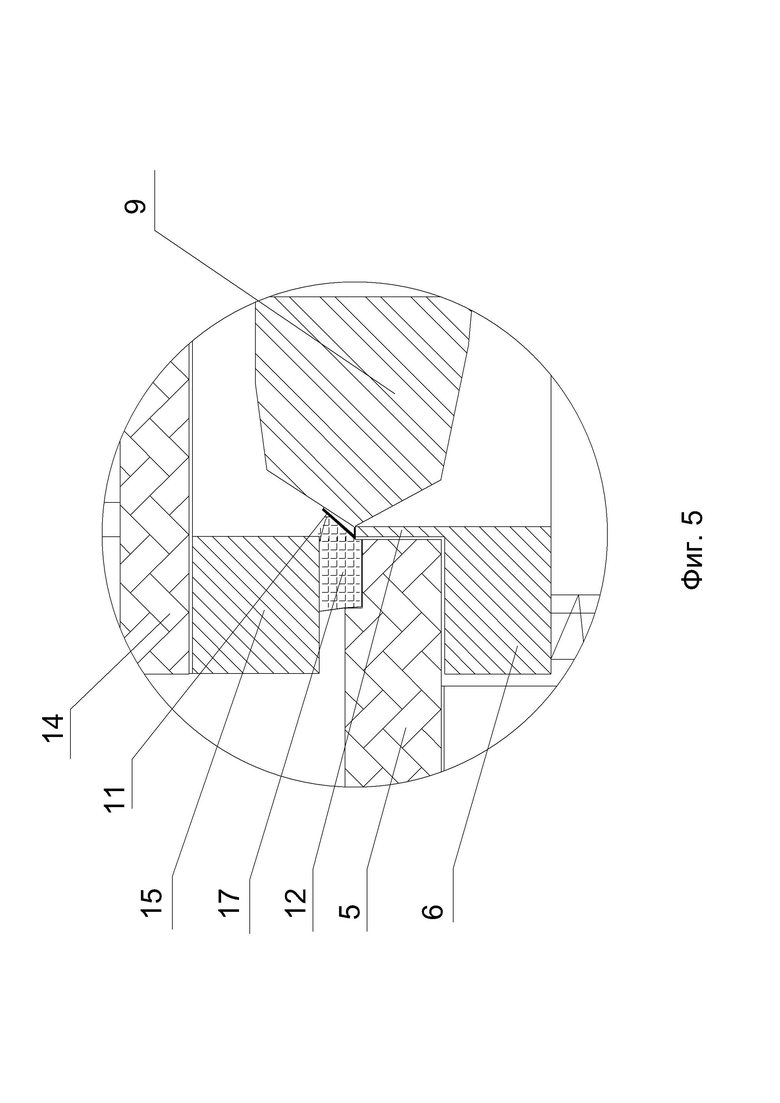
Фиг. 5 – вид узла В на фиг. 2.
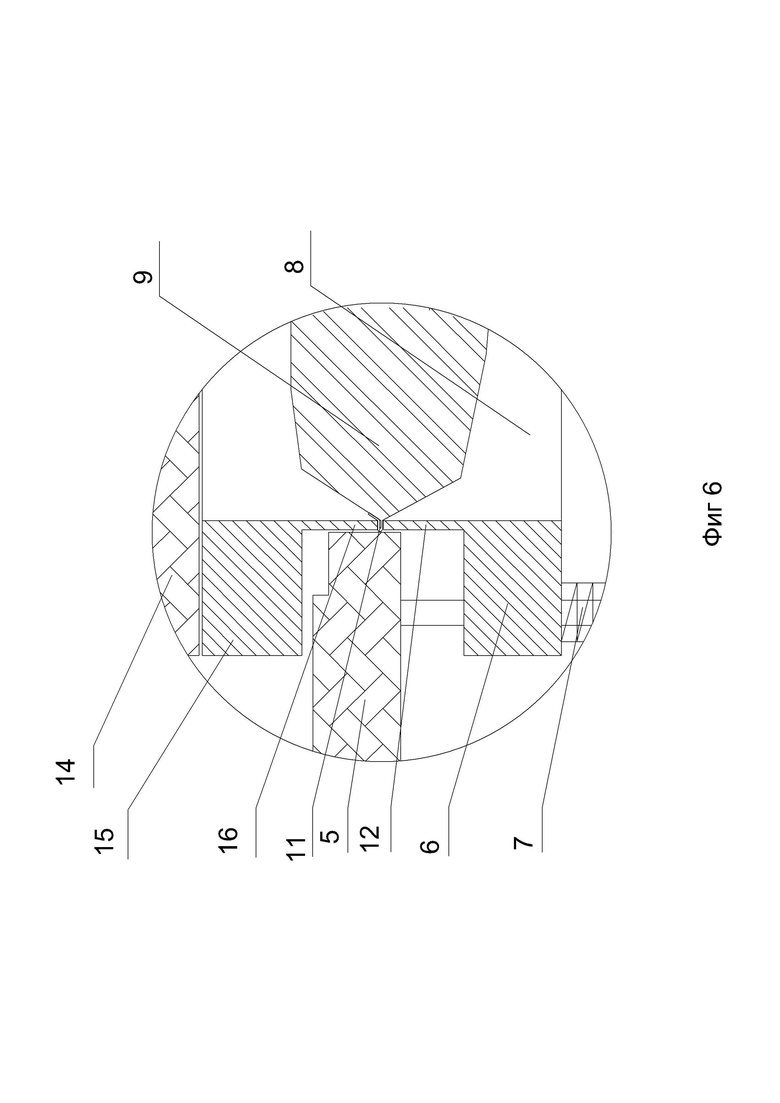
Фиг. 6 – вид узла С на фиг. 2.
Станок для упаковки шоколадных фигур в отформованной фольге, в предпочтительном варианте выполнения, содержит стол 1, на котором размещена нижняя плита 2 и установлена параллельно ей верхняя плита 3. При этом на нижней плите 2 размещен поворотный диск 4, на котором установлен сменный диск 5 с опорными плитами 6, закрепленными на сменном диске 5 при помощи пружинных толкателей 7 (Фиг. 1-6). Сменный диск 5, в предпочтительном варианте выполнения, имеет пять отверстий 8 для установки размещенных в фольге шоколадных фигур 9, а также углубления 10 для размещения в каждом из них кромки фольги 11 шоколадной фигуры 9. При этом опорные плиты 6 установлены с возможностью их свободного и независимого перемещения относительно сменного диска 5, а на каждой опорной плите 6 выполнена ячейка с кольцевым профилем 12 с краевой рабочей зоной, контур каждого из которых аналогичен контуру шоколадной фигуры 9, и каждая ячейка с кольцевым профилем 12 установлена в каждое отверстие 8 сменного диска 5. При этом толщина каждого кольцевого профиля 12 составляет 2-3 мм (Фиг. 3).
На верхней плите 3 установлены три источника давления в виде пневмоцилиндров 13, на каждом из которых размещен прижим 14 с формующим элементом 15 с краевой формующей зоной в виде жесткого формующего кольца 16, или эластичного формующего кольца 17. При этом контур каждого формующего кольца 16, 17 выполнен аналогичным контуру шоколадной фигуры 9, а прижимы 14 установлены на верхней плите 3 при помощи направляющих 18.
Первый и третий прижимы 14 имеют жесткое формующее кольцо 16, выполненное из поликарбоната, оргстекла, металла, а второй прижим 14 имеет эластичное формующее кольцо 17, выполненное из силикона или мягкой упругой резины. При этом толщина первого и третьего жесткого формующего кольца 16 составляет 2-3 мм, а толщина второго эластичного формующего кольца 17 составляет 10-15 мм, и данное формующее кольцо 17 имеет U- образное сечение.
Поворотный диск 4, в данном варианте выполнения, установлен на шаговом механизме 19 с шагом поворота 72 градуса.
А сменный диск 5 может иметь пять сменных секторов 20, в каждом из которых выполнено отверстие 8 для установки шоколадной фигуры 9, и каждый из которых выполнен с возможностью его замены на сектор 20 с отверстием, для размещения в нем шоколадной фигуры 9 другой конфигурации.
Также сменный диск 5 может иметь пять сменных секторов 20, в каждом из которых выполнено два отверстия 8 для установки шоколадной фигуры 9.
При этом каждая опорная плита 6 выполнена с возможностью ее замены на опорную плиту 6 с ячейками с кольцевыми профилями 12 шоколадной фигуры 9 другой конфигурации.
Также каждое формующее кольцо 16, 17 может быть выполнено с возможностью его замены на формующее кольцо 16, 17 для шоколадной фигуры 9 другой конфигурации.
Упаковка шоколадных фигур 9 в отформованной фольге 11 с образованием герметичного серединного шва на данном станке осуществляется следующим образом.
В отверстия 8 сменного диска 5 двух секторов 20 укладывают шоколадные фигуры 9 в отформованной фольге, состоящие из двух половинок (верхней и нижней) таким образом, чтобы кромка фольги 11 верхней и нижней половинок каждой шоколадной фигуры 9 размещалась в углублениях 10 сменного диска 5 для каждого отверстия 8. Затем, при помощи шагового механизма 19 перемещают сменный диск 5 на 72 градуса, и размещают первую из уложенных шоколадных фигур 9 под первым прижимом 14 с жестким формующим кольцом 16. После чего нажимают на кнопку «пуск», и первый прижим 14, при помощи пневмоцилиндра, воздействует своей краевой формующей зоной первого жесткого формующего кольца 16 на краевую рабочую зону кольцевого профиля 12 ячейки опорной плиты 6 для соответствующего отверстия 8 с установленной шоколадной фигурой 9. При этом край кромки фольги 11зажимается между жестким формующим кольцом 16 и кольцевым профилем 12 ячейки опорной плиты 6, которая вследствие давления передвигается вниз, воздействуя на пружинные толкатели 7, после чего свободный край кромки фольги 11 загибается вверх под углом 90 градусов (Фиг. 4). Затем, после отжатия кнопки «пуск», первый прижим 14 возвращается в исходное положение. После чего, при помощи шагового механизма 19 перемещают сменный диск 5 на 72 градуса, и размещают первую из уложенных шоколадных фигур 9 под вторым прижимом 14 с эластичным формующим кольцом 17, а вторая, установленная в отверстии 8 сменного диска 5 шоколадная фигура 9 размещается под первым прижимом 14 с жестким формующим кольцом 16.
Затем, после нажатия кнопки «пуск», первый прижим 14, при помощи пневмоцилиндра 13, воздействует своей краевой формующей зоной первого жесткого формующего кольца 16 на краевую рабочую зону ячейки с кольцевым профилем 12 опорной плиты 6 для соответствующего второго отверстия 8 со второй установленной шоколадной фигурой 9. При этом опорная плита 6 передвигается вниз, воздействуя на пружинные толкатели 7, и свободная кромка фольги 11 второй установленной шоколадной фигуры 9 загибается вверх под углом 90 градусов. А второй прижим 14, при помощи второго пневмоцилиндра 13, воздействует краевой формующей зоной второго эластичного формующего кольца 17 на загнутую под углом 90 градусов свободную кромку фольги 11 первой установленной шоколадной фигуры 9, создавая давление эластичного формующего кольца 17 в зоне углубления 10 отверстия 8 сменного диска 5, что приводит к загибу кромки фольги 11 в сторону шоколадной фигуры 9 (Фиг. 5).
А в третье отверстие 8 сменного диска 5 в третьем секторе 20 укладывают третью шоколадную фигуру 9 в отформованной фольге 11.
Затем, после отжатия кнопки «пуск», первый и второй прижимы 14 и опорная плита 6 возвращаются в исходное положение. После чего, при помощи шагового механизма 19, перемещают сменный диск 5 на 72 градуса, и размещают первую из установленных шоколадных фигур 9 под третьим прижимом 14 с жестким формующим кольцом 16, а вторую установленную шоколадную фигуру 9 размещают под вторым прижимом 14 с формующей зоной в виде эластичного формующего кольца 17, а третью установленную шоколадную фигуру размещают под первым прижимом 14 с жестким формующим кольцом 16.
Затем нажимают кнопку «пуск», и все три прижима 14 воздействуют на кромку фольги 11 всех трех установленных под ними шоколадных фигур 9. При этом первый и второй прижимы 14 воздействуют на кромку фольги 11 как было описано ранее, а третий прижим 14 воздействует жестким формующим кольцом 16 на загнутую кромку фольги 11, окончательно осуществляя прижим и фальцовку данной кромки к первой установленной шоколадной фигуре 9 (Фиг. 6).
Затем, после отжатия кнопки «пуск», первый, второй и третий прижимы 14 возвращаются в исходное положение, а сменный диск 5, при помощи шагового механизма 19, перемещают 72 градуса, и повторяется выше описанный процесс фальцовки края фольги 11 последующих, установленных на сменном диске 5 шоколадных фигур 9.
Таким образом, процесс фальцовки срединного шва каждой шоколадной фигуры 9 осуществляют в три этапа, воздействуя одновременно на кромку фольги 11 тремя прижимами 14 с двумя жесткими кольцами 16, и одним эластичным кольцом 17, обеспечивая при этом надежное и герметичное соединение двух частей отформованной фольги 11 для упаковки половинок шоколадной фигуры 9.
При этом удалось значительно повысить надежность и герметичность получаемого соединения двух половинок отформованной фольги 11 шоколадной фигуры 9, за счет их загиба и прессования, осуществляемого на данном станке.
Также за счет выполнения сменного диска 5 с опорными плитами 6, установленными при помощи пружинных толкателей 7, с возможностью свободного перемещения опорных плит 6 относительно сменного диска 5, удалось значительно упростить конструкцию станка при одновременном обеспечении качества соединительного шва между половинками отформованной фольги 11 шоколадной фигуры 9.
Как очевидно специалистам в данной области техники, данное изобретение легко разработать в других конкретных формах, не выходя при этом за рамки сущности данного изобретения.
При этом настоящие варианты осуществления необходимо считать просто иллюстративными, а не ограничивающими, причем объем изобретения представлен его формулой, и предполагается, что в нее включены все возможные изменения и область эквивалентности пунктам формулы данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для штамповки и вырубки деталей из фольги | 2019 |
|
RU2718774C1 |
| Установка е.я.федорова для производства многослойных кондитерских изделий в фольговой оболочке | 1975 |
|
SU591174A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЧЕХЛА С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ В ЯЧЕЙКЕ ХРАНИЛИЩА | 2012 |
|
RU2501104C1 |
| УПАКОВАННОЕ ПОЛОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ПОЛОГО КОНДИТЕРСКОГО ИЗДЕЛИЯ | 1999 |
|
RU2242881C2 |
| УПАКОВКА | 2015 |
|
RU2687771C2 |
| СПОСОБ ОБРАБОТКИ ПИЩЕВОГО ПРОДУКТА | 2010 |
|
RU2431417C1 |
| ДИСКОВЫЙ ТОРМОЗ, ТОРМОЗНОЙ СУППОРТ ДИСКОВОГО ТОРМОЗА, А ТАКЖЕ ПРИЖИМ И ЛИСТОВАЯ ПРУЖИНА ДЛЯ ЗАКРЕПЛЕНИЯ ТОРМОЗНЫХ НАКЛАДОК ДИСКОВОГО ТОРМОЗА | 2018 |
|
RU2776430C2 |
| ПИЩЕВОЙ ПРОДУКТ В УПАКОВКЕ | 2016 |
|
RU2722043C2 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2556194C1 |
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для упаковки шоколадных фигур в отформованной фольге. Станок содержит размещенные параллельно друг другу верхнюю плиту с прижимами и нижнюю плиту. На нижней плите установлен поворотный диск, на котором размещен сменный диск с опорными плитами, установленными при помощи пружинных толкателей. Каждая опорная плита установлена с возможностью ее свободного перемещения относительно сменного диска и имеет ячейку с кольцевым профилем, контур которого аналогичен контуру шоколадной фигуры. На верхней плите установлено по меньшей мере три прижима, каждый из которых имеет формующий элемент с краевой формующей зоной в виде формующего кольца. В результате повышается качество упаковки и ее герметичности. 9 з.п. ф-лы, 6 ил.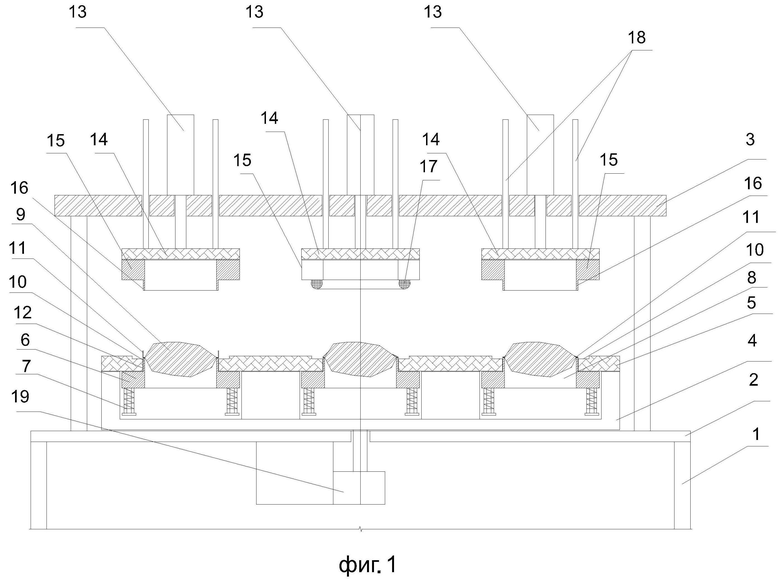
1. Станок для упаковки шоколадных фигур в отформованной фольге, содержащий размещенные параллельно друг другу верхнюю плиту с прижимами, связанными с источниками давления, и нижнюю плиту, на которой установлена матрица, с отверстиями для размещения шоколадных фигур в отформованной фольге, причем каждое отверстие имеет контур, аналогичный контуру шоколадной фигуры, вокруг каждого отверстия выполнена краевая рабочая зона, контур которой аналогичен контуру шоколадной фигуры, а каждый прижим имеет формующий элемент с краевой формующей зоной, контур которой аналогичен контуру шоколадной фигуры, при этом краевая рабочая зона каждого отверстия матрицы расположена напротив краевой формующей зоны соответствующего формующего элемента, который выполнен с возможностью воздействия на краевую рабочую зону отверстия матрицы и кромку фигуры из отформованной фольги каждой установленной фигуры при каждом воздействии формующего элемента с возможностью определенной фиксации и зажима кромки фольги каждой фигуры между краевой рабочей зоной каждого отверстия матрицы и краевой формующей зоной соответствующего формующего элемента, отличающийся тем, что он содержит размещенный на нижней плите поворотный диск, на котором установлен сменный диск с опорными плитами, закрепленными на сменном диске при помощи пружинных толкателей, при этом сменный диск имеет отверстия для размещения шоколадных фигур, вокруг каждого из которых выполнены углубления для размещения кромки фольги каждой установленной шоколадной фигуры в фольге, а каждая опорная плита установлена с возможностью ее свободного и независимого перемещения относительно сменного диска и имеет ячейку с кольцевым профилем с краевой рабочей зоной, контур которого аналогичен контуру шоколадной фигуры, а на верхней плите установлено по меньшей мере три прижима, каждый из которых имеет формующий элемент с краевой формующей зоной в виде формующего кольца, при этом контур каждого формующего кольца выполнен аналогичным контуру шоколадной фигуры, первый и третий формующие элементы имеют жесткое формующее кольцо, а второй формующий элемент имеет эластичное формующее кольцо, при этом станок выполнен с возможностью фальцовки кромки шоколадной фигуры за три прохода посредством последовательного воздействия поочередно краевой формующей зоной каждого из трех формующих колец на краевую рабочую зону каждого кольцевого профиля каждой опорной плиты с возможностью определенной фиксации и зажима кромки фольги каждой шоколадной фигуры между краевой рабочей зоной каждого отверстия съемного диска, краевой рабочей зоной соответствующего кольцевого профиля и краевой формующей зоной соответствующего формующего кольца.
2. Станок по п. 1, отличающийся тем, что поворотный диск установлен с шагом поворота 72 градуса, а сменный диск имеет пять отверстий для размещения шоколадных фигур, при этом опорная плита содержит пять ячеек с кольцевыми профилями, каждая из которых установлена в соответствующем отверстии для шоколадной фигуры сменного диска.
3. Станок по п. 1, отличающийся тем, что поворотный диск установлен с шагом поворота 72 градуса, а сменный диск имеет десять отверстий для размещения шоколадных фигур, при этом опорная плита содержит десять ячеек с кольцевыми профилями, каждая из которых установлена в соответствующем отверстии для шоколадной фигуры сменного диска.
4. Станок по п. 1, отличающийся тем, что каждая опорная плита с ячейкой и кольцевым профилем выполнена из поликарбоната, оргстекла, металла.
5. Станок по п. 1, отличающийся тем, что толщина кольцевого профиля каждой ячейки составляет 2-3 мм.
6. Станок по п. 1, отличающийся тем, что толщина первого и третьего жесткого формирующего кольца составляет 2-3 мм и данные кольца выполнены из поликарбоната, оргстекла, металла.
7. Станок по п. 1, отличающийся тем, что толщина второго эластичного формирующего кольца составляет 10-15 мм и оно выполнено из силикона или мягкой упругой резины.
8. Станок по п. 1, отличающийся тем, что в качестве источника давления использован пневмоцилиндр, а прижимы установлены на верхней плите при помощи направляющих.
9. Станок по п. 1, отличающийся тем, что сменный диск с отверстиями и опорными плитами с ячейками выполнен с возможностью его замены на сменный диск с отверстиями и опорными плитами с ячейками для размещения в них шоколадной фигуры другой конфигурации.
10. Станок по п. 1, отличающийся тем, что каждое формующее кольцо выполнено с возможностью его замены на формующее кольцо для шоколадной фигуры другой конфигурации.
| RU 98112796 A, 20.05.2000 | |||
| ЗАВЕРТОЧНАЯ МАШИНА | 1992 |
|
RU2053169C1 |
| US 2011040667 A, 16.06.2011 | |||
| EP 3100957 B1, 03.01.2018. | |||

