Изобретение относится к области обработки металлов давлением, а точнее к станам холодной прокатки труб с движущейся возвратно-поступательно рабочей клетью.
Известен стан холодной прокатки, см. книгу «Холодная прокатка труб» З.А. Кофф, П.М. Соловейчик, В.А. Алешин, М.И. Гриншпун, Свердловск, 1962 г., стр. 48-63 (рис. 22, 28, 29). Известный стан содержит возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, горизонтально размещенные в ней валки с калибрами и шестернями, приводной сдвоенный кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью и включающий горизонтально расположенные кривошипный и ведущий валы с расположенными между шатунами шестернями.
Недостатком известной конструкции стана холодной прокатки труб является отсутствие грузового уравновешивания динамических усилий, создаваемых возвратно-поступательно перемещающейся рабочей клетью. Это ведет к существенному росту нагрузок на фундамент и его разрушению особенно при увеличении скорости прокатки, что снижает надежность стана.
Следующим недостатком этого стана является износ зубчатого зацепления, расположенного ближе к приводному концу ведущего вала, обусловленное упругим скручиванием ведущего вала из-за одностороннего приложения момента, что также снижает надежность работы стана.
Из известных наиболее близким по технической сущности является стан холодной прокатки труб, описанный в патенте РФ №2578883, кл. В21В 21/00, заявл. 07.10.2014 г., опубл. 27.03.2016 г.
Этот стан холодной прокатки труб содержит возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, вертикально размещенные в ней валки с калибрами и шестернями, приводной сдвоенный кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью, включающий горизонтально расположенные кривошипный и уравновешивающий валы с размещенными между шатунами шестернями, дополнительными шестернями и противовесами для уравновешивания сил инерции от рабочей клети и ведущий вал. Приводной кривошипно-шатунный механизм снабжен двумя лабиринтными уплотнениями, каждое из которых размещено между шатуном и зубчатым венцом шестерни кривошипного вала.
Недостатком известной конструкции стана холодной прокатки труб является неравномерное нагружение шестерен вследствие упругого скручивания участка ведущего вала между шестернями из-за одностороннего приложения момента от электродвигателя, причем большая часть момента передается ближним к приводному концу зацеплениям, что приводит к износу самого зацепления и снижает надежность работы стана.
Следующим недостатком этого стана является неравномерная загрузка обеих половин кривошипно-шатунного механизма, что ведет к неравномерной работе этих половин, из-за чего повышаются напряжения в шейках кривошипного вала и вала противовесов, увеличиваются уровни вибрации и шума, все это отрицательно сказывается на надежной работе стана. Кроме того в сдвоенном кривошипно-шатунном механизме со стороны приводного конца ведущего вала увеличиваются напряжения во всех элементах: шатуне, пальце кривошипного вала, пальце клети и в их подшипниковых узлах, что ведет к интенсивному износу нагруженных частей механизма, их частым поломкам, увеличению времени простоев.
Задача настоящего изобретения состоит в создании стана холодной прокатки труб, позволяющего повысить надежность работы стана за счет обеспечения равномерной загрузки обеих половин сдвоенного кривошипно-шатунного механизма, а также уменьшить количество поломок и простоев, связанных с ними.
Поставленная задача достигается тем, что стан холодной прокатки труб, содержащий возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, вертикально размещенные в ней валки с калибрами и шестернями, приводной сдвоенный кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью и включающий горизонтально расположенные кривошипный и уравновешивающий валы с размещенными между шатунами шестернями, дополнительными шестернями и противовесами для уравновешивания сил инерции от рабочей клети и ведущий вал, согласно изобретению, снабжен расположенным между кривошипным и ведущим валами и параллельно им дополнительным валом с тремя шестернями, две из которых расположены на его концах консольно и находятся в зацеплении с шестернями кривошипного вала, а третья расположена посередине и находится в зацеплении с шестерней ведущего вала.
Такое конструктивное выполнение стана холодной прокатки труб позволяет повысить надежность работы стана за счет обеспечения равномерной загрузки обеих половин сдвоенного кривошипно-шатунного механизма, а также уменьшить количество поломок и простоев, связанных с ними.
Это достигается тем, что он снабжен дополнительным валом с тремя шестернями, две из которых расположены на его концах, а третья расположена посередине и находится в зацеплении с шестерней ведущего вала. В процессе работы вращающийся момент от двигателя передается дополнительному валу на шестерню, расположенную посередине, затем равномерно распределяется на две шестерни, расположенные на его концах и входящие в зацепление с шестернями кривошипного вала.
Динамические моменты, возникающие на кривошипном вале от возвратно поступательного перемещения клети, также симметрично передаются на крайние шестерни дополнительного вала, после чего суммируются на шестерне, расположенной в середине и передаются ведущему валу.
Таким образом, распределение нагрузки на обе половины сдвоенного кривошипно-шатунного механизма происходит симметрично, этим обеспечивается равномерная загрузка зубчатых зацеплений обеих половин механизма.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
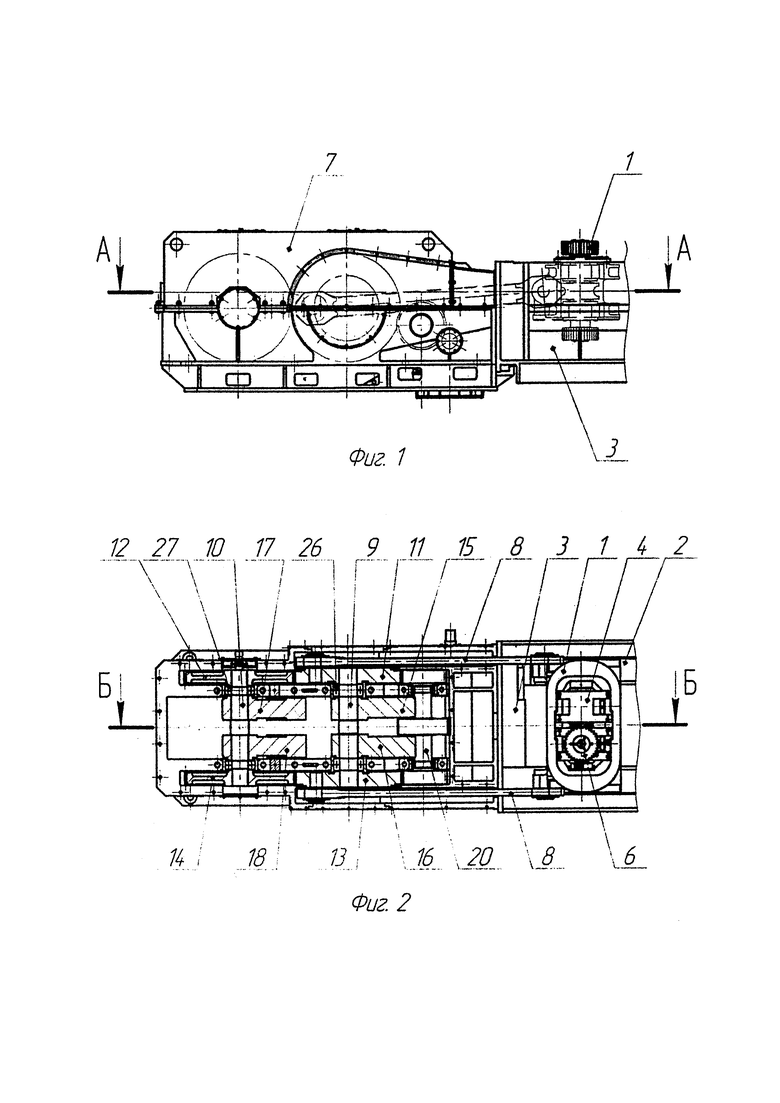
на фиг. 1 - изображен стан холодной прокатки труб, общий вид;
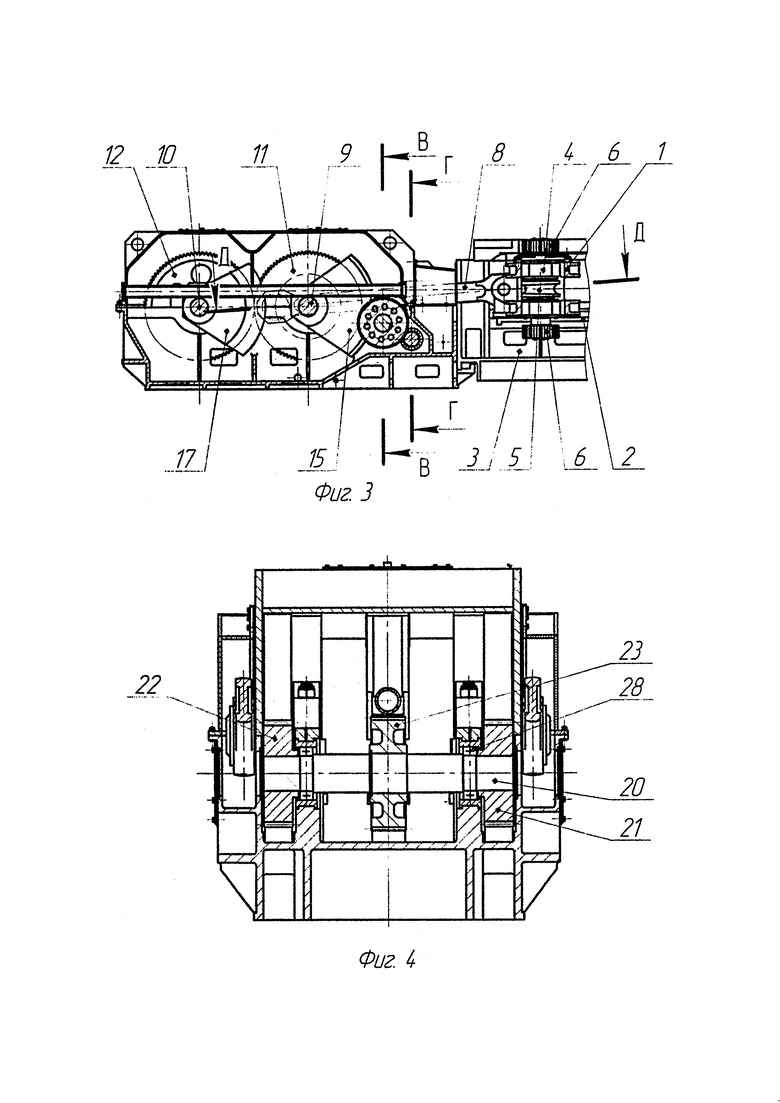
на фиг. 2 - разрез А-А на фиг. 1;
на фиг. 3 - разрез Б-Б на фиг. 2;
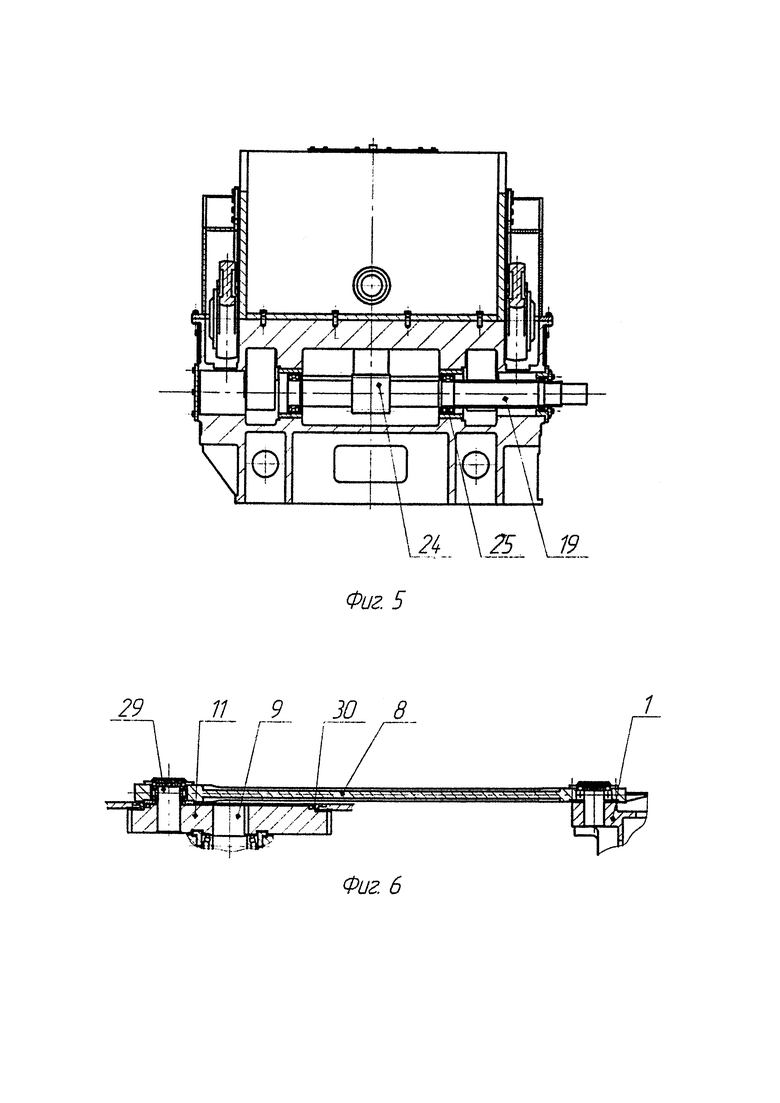
на фиг. 4 - разрез В-В на фиг. 3;
на фиг. 5 - разрез Г-Г на фиг. 3;
на фиг. 6 - разрез Д-Д на фиг. 3.
Стан холодной прокатки труб содержит рабочую клеть 1, возвратно-поступательно перемещающуюся по направляющим 2 станины 3, вертикально размещенные в рабочей клети 1 валки 4 с калибрами 5 и шестернями 6, приводной сдвоенный кривошипно-шатунный механизм 7, соединенный через два шатуна 8 с рабочей клетью 1. Сдвоенный кривошипно-шатунный механизм 7 включает горизонтально расположенные кривошипный 9 и уравновешивающий 10 валы, на которых размещены шестерни 11, 12, дополнительные шестерни 13, 14 и противовесы 15, 16, 17, 18 для уравновешивания сил инерции от рабочей клети 1. Между кривошипным 9 и ведущим 19 валами и параллельно им расположен дополнительный вал 20 с тремя шестернями 21, 22, 23. Две шестерни 21, 22 расположены на концах дополнительного вала 20 консольно и находятся в зацеплении с шестернями 11, 13 кривошипного вала 9, а третья шестерня 23 расположена посередине дополнительного вала 20 и находится в зацеплении с шестерней 24 ведущего вала 19, установленного на подшипниках 25. Все шестерни и противовесы размещены между шатунами 8. Кривошипный вал 9 установлен в подшипниках 26. Уравновешивающий вал 10 установлен в подшипниках 27. Дополнительный вал 20 установлен в подшипниках 28. Оси 29 крепления шатунов 8 размещены на шестернях 11,13 кривошипного вала 9. Между шатунами 8 и зубчатыми венцами шестерен 11, 13 кривошипного вала 9 расположены лабиринтные уплотнения 30, обеспечивающие гидроизоляцию полости с жидкой циркуляционной смазкой от полости, в которую попадает технологическая смазка, применяемая при прокатке труб.
Стан холодной прокатки труб работает следующим образом.
При прокатке труб вращающийся кривошипный вал 9 сдвоенного приводного кривошипно-шатунного механизма 7 сообщает через шатуны 8 рабочей клети 1 с валками 4 возвратно-поступательное движение в стационарной станине 3, при этом калибры 5 периодически обкатывают трубу профилями своих ручьев, осуществляя ее деформацию, в крайних положениях клети, в периоды раскрытия ручьев калибров 5 труба прерывисто поворачивается и подается вперед.
В процессе работы вращающий момент от двигателя через ведущий вал 19 передается дополнительному валу 20 на шестерню 23, расположенную посередине, откуда равномерно распределяется на две шестерни 21 и 22, расположенные консольно на его концах, и входящие в зацепление с шестернями 11 и 13 кривошипного вала 9.
Динамические моменты, возникающие на кривошипном вале 9 от возвратно-поступательного перемещения клети 1, также симметрично передаются на крайние шестерни 21 и 22 дополнительного вала 19, после чего суммируются на шестерне 23, расположенной посередине и передаются ведущему валу 19.
Таким образом, распределение нагрузки на обе половины сдвоенного кривошипно-шатунного механизма происходит симметрично, этим обеспечивается равномерная загрузка зубчатых зацеплений обеих половин механизма.
Предложенная конструкция стана холодной прокатки труб по сравнению с известными позволяет повысить надежность его работы за счет обеспечения равномерной загрузки обеих половин сдвоенного кривошипно-шатунного механизма, снизить количество поломок и простоев, связанных с ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Стан холодной прокатки труб | 2016 |
|
RU2632347C2 |
| Стан холодной прокатки труб | 1986 |
|
SU1338911A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Стан холодной прокатки труб | 1986 |
|
SU1419768A1 |
| СИСТЕМА ПРИВОДА ДЛЯ СТАНА ХОЛОДНОЙ ПИЛЬГЕРНОЙ ПРОКАТКИ | 2003 |
|
RU2247613C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
Изобретение относится к области обработки металлов давлением, а точнее к станам холодной прокатки труб с движущейся возвратно-поступательно рабочей клетью. Стан холодной прокатки труб содержит рабочую клеть, возвратно-поступательно перемещающуюся по направляющим станины, вертикально размещенные в рабочей клети валки с калибрами и шестернями, приводной сдвоенный кривошипно-шатунный механизм, соединенный через два шатуна с рабочей клетью. Сдвоенный кривошипно-шатунный механизм включает горизонтально расположенные кривошипный и уравновешивающий валы, на которых размещены шестерни, дополнительные шестерни и противовесы для уравновешивания сил инерции от рабочей клети. Повышение равномерности загрузки зубчатых зацеплений обеих половин механизма обеспечивается за счет того, что между кривошипным и ведущим валами и параллельно им расположен дополнительный вал с тремя шестернями. Две шестерни расположены на концах дополнительного вала консольно и находятся в зацеплении с шестернями кривошипного вала, а третья шестерня расположена посередине дополнительного вала и находится в зацеплении с шестерней ведущего вала, установленного на подшипниках. 6 ил.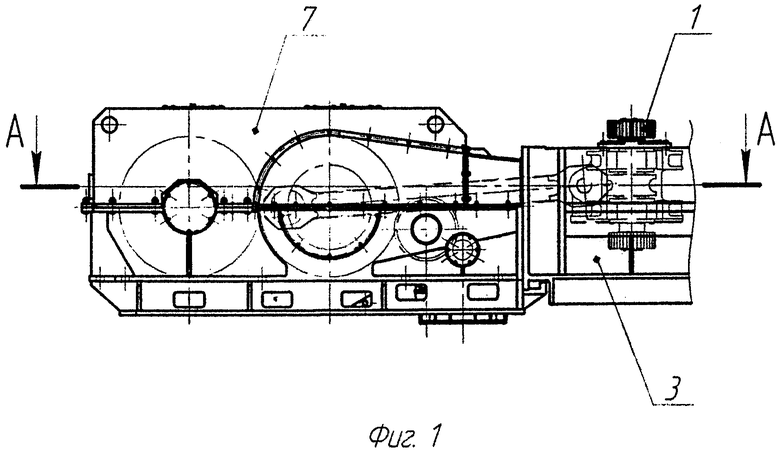
Стан холодной прокатки труб, содержащий возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, вертикально размещенные в ней валки с калибрами и шестернями, приводной сдвоенный кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью и включающий горизонтально расположенные кривошипный и уравновешивающий валы с размещенными между шатунами шестернями, дополнительными шестернями и противовесами для уравновешивания сил инерции от рабочей клети и ведущий вал, отличающийся тем, что между кривошипным и ведущим валами и параллельно им расположен дополнительный вал с тремя шестернями, две из которых расположены на его концах консольно и находятся в зацеплении с шестернями кривошипного вала, а третья расположена посередине и находится в зацеплении с шестерней ведущего вала.
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| СИСТЕМА ПРИВОДА ДЛЯ СТАНА ХОЛОДНОЙ ПИЛЬГЕРНОЙ ПРОКАТКИ | 2003 |
|
RU2247613C1 |
| ПИЛЬГЕРНЫЙ СТАН | 1994 |
|
RU2107565C1 |
| US 5224369 A, 06.07.1993. | |||

