Изобретение относится к области устройства станов холодной прокатки труб (ХПТ) и, в частности, к совершенствованию конструкций их рабочих клетей.
Рабочие клети станов холодной прокатки труб предназначены для прокатки трубной заготовки калибрами, закрепленными в рабочих валках, имеющих сложное возвратно-поступательное и возвратно-качательное движение. Клеть стана ХПТ содержит неподвижную станину, кривошипно-шатунный привод для сообщения возвратно-поступательного движения подвижному корпусу или кассете с рабочими валками. На концах рабочих валков закреплены реечные шестерни, находящиеся в зацеплении с зубчатыми рейками, установленными в неподвижной станине клети [1].
Известны два основных типа рабочих клетей станов ХПТ. Для первого типа клетей характерно то, что подвижный корпус воспринимает усилие деформации трубной заготовки непосредственно через подшипники рабочих валков. Такое исполнение применяется для станов ХПТ малых типоразмеров [1]. Рабочие клети другого типа содержат неподвижно установленные на станине два верхних и два нижних рельса, а на рабочих валках - по обе стороны от центрально установленных в них калибров имеются опорные шейки, от которых усилие деформации трубной заготовки через промежуточные подшипники, несущие бегунковые опоры, передается на верхний и нижний неподвижные рельсы. Такая конструкция клетей позволяет разгрузить от усилий деформации подшипники, связывающие рабочие валки с подвижной кассетой, что уменьшает массу подвижных частей стана, и для станов ХПТ больших типоразмеров в настоящее время является характерным техническим решением [2].
В качестве прототипа настоящего изобретения выбрана рабочая клеть стана холодной прокатки труб [2], включающая кривошипно-шатунный привод, неподвижную станину с закрепленными в ней двумя верхними, двумя нижними опорными рельсами и двумя зубчатыми рейками, соединенную с шатунами привода клети подвижную кассету. В кассете размещены один над другим два рабочих валка, имеющие в центральной части калибры, опорные шейки - по обе стороны от них и реечные шестерни - на концах. Последние находятся в постоянном зацеплении с зубчатыми рейками. Между каждым из рабочих валков и неподвижными рельсами, один из которых выше, а другой - ниже соответствующих рабочих валков, размещены по одному опорному валку, имеющему цилиндрические контактные поверхности, соприкасающиеся с одной стороны с опорной шейкой рабочего валка, а с другой - с поверхностью опорного рельса. При этом опорные валки установлены в подшипниках той же кассеты. В рабочей клети такой конструкции усилие деформации трубной заготовки калибрами рабочих валков передается через их опорные шейки и контактные поверхности опорных валков верхним и нижним рельсам неподвижной станины, что позволяет уменьшить массу подвижных частей и динамические нагрузки, не создавая избыточных давлений от усилий прокатки на подшипниках рабочих валков. Однако, контактные давления на опорные шейки рабочих валков, поверхности рабочих валков и на опорные рельсы весьма значительны, что снижает долговечность этих деталей и требует частой их замены.
Изобретением решается задача существенного снижения давлений в опорных узлах рабочей клети стана ХПТ и повышения их долговечности путем разделения силовых потоков в зонах контакта.
Для достижения названного технического результата в рабочей клети стана холодной прокатки труб, включающей кривошипно-шатунный привод, неподвижную станину с двумя верхними и двумя нижними опорными рельсами, соединенную с приводом кассету с размещенными в ней один над другим двумя рабочими валками, каждый из которых имеет калибры в центральной части, опорные шейки по обе стороны от калибра, реечные шестерни для привода рабочего валка во вращение, а так же - по одному опорному валку с каждой стороны от калибра, установлены дополнительные опорные валки, контактирующие, как и исходные, с соответствующей опорной шейкой рабочего валка и опорным рельсом с возможностью свободной самоустанавливаемости в зазоре между ними совместно с исходными опорными валками. Причем, оба опорных валка: исходный и дополнительный установлены попарно в общем корпусе с возможностью независимого вращения вокруг собственных осей. Использование дополнительных опорных валков в сравнении с прототипом вдвое уменьшает контактные давления в опорных элементах и соответственно увеличивает их долговечность. Использование самоустанавливающихся корпусов для исходного и дополнительного опорных валков позволяет распределить эти давления равномерно между опорными валками каждой пары, исключая присущий прототипу негативный эффект смещения оси одного опорного валка, при реверсе движения кассеты относительно нормали к опорной поверхности рельса, проходящей через оси рабочих валков. Последнее обеспечивает дополнительное повышение точности размеров прокатываемых труб.
Особенностями станов холодной прокатки труб являются:
- циклическое возвратно-поступательное движение осей рабочих валков вдоль оси прокатки изделия (трубы) в пределах конуса деформации, т.е. постоянно меняющееся, нестационарное их положение относительно неподвижной жесткой станины;
- переменные вдоль оси прокатки (хода подвижной кассеты, несущей рабочие валки) расстояния как между нижним и верхним опорными рельсами, необходимое по технологическим условиям процесса, так и между парой верхних опорных рельсов при их независимой регулировке в процессе настройки на прокатываемый размер и неплоскостности вследствие неравномерного износа.
Эти особенности исключают неподвижное закрепление осей опорных валков в жесткой станине, а также и установку сдвоенных опорных валков в подвижной кассете рабочей клети, равномерное распределение нагрузки на каждую пару опорных валков при их совместном перемещении вдоль четырех непараллельных поверхностей опорных рельсов требует применения балансира для постоянной дистанционной связи их осей и реализации всех шести возможных степеней свободы.
С этой целью, как следует из материалов заявки, каждая из четырех пар опорных валков объединена свободным подвижным корпусом, не соединенным ни с подвижной кассетой рабочих валков, ни с опорным рельсом неподвижной станины, выполняющей функцию автономного балансира. Это позволяет комплекту, включающему подвижный корпус и пару опорных валков, помещенному между опорной шейкой рабочего валка и неподвижным опорным рельсом, занимать равновесное состояние в любом промежуточном положении подвижной кассеты в соответствии с условием силового замыкания этой системы под действием усилий прокатки.
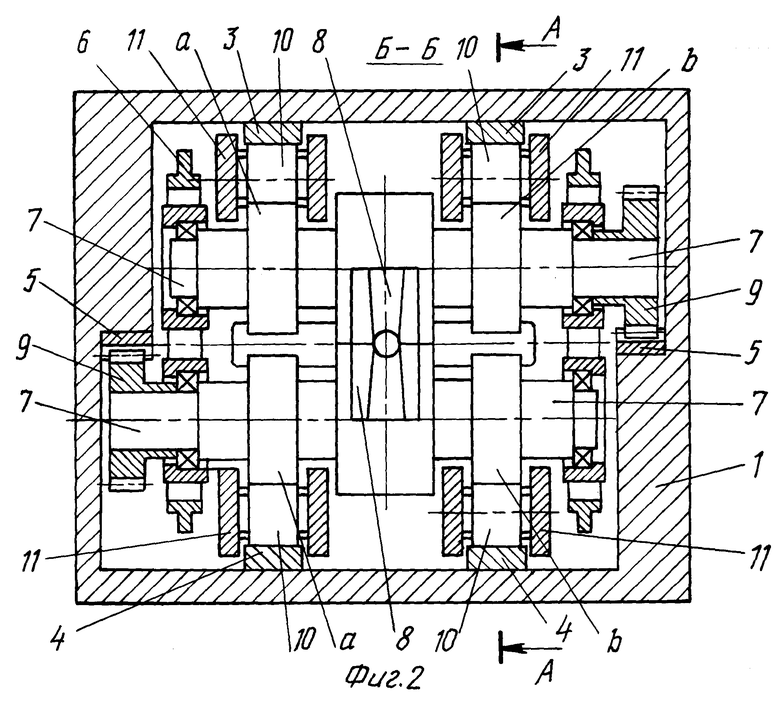
На фиг. 1, 2 и 3 представлена рабочая клеть стана ХПТ. Рабочая клеть стана ХПТ состоит из неподвижной станины 1, в которой установлен кривошипно-шатунный привод 2. В неподвижной станине 1 закреплены два верхних опорных рельса 3, два нижних опорных рельса 4 и две зубчатые рейки 5. К шатунному приводу 2 присоединена кассета 6 с двумя рабочими валками 7. Каждый из рабочих валков 7 в центральной своей части имеет калибр 8, по обе стороны от калибра 8 - опорные шейки - а и б, а на конце - реечную шестерню 9, которая находится в постоянном зацеплении с зубчатой рейкой 5. Рабочая клеть снабжена опорными валками 10 с параллельными осями - по два на каждую из опорных шеек а и б рабочего валка 7. Опорные валки 10 установлены на подшипниках в общем корпусе 11 с возможностью свободной самоустанавливаемости по опорным шейкам а и б рабочих валков 7. При этом опорные валки 10 попарно находятся в подвижном контакте с одной стороны с поверхностью опорной шейки рабочего валка 7, а с другой стороны - с одним из опорных рельсов 3 (4).
При работе клети кривошипно-шатунный привод 2 сообщает возвратно-поступательное движение кассете 6 с рабочими валками 7. В результате зацепления реечных шестерен 9 рабочих валков 7 с зубчатыми рейками 5, закрепленными в неподвижной станине, рабочим валкам 7 сообщается возвратно-качательное движение. При этом закрепленные в них калибры 8 производят прокатку трубной заготовки. Рабочая нагрузка, обусловленная деформацией трубной заготовки, передается с опорных шеек а и б рабочих валков 7 через опорные валки 10 на опорные рельсы 3 и 4. Не связанный непосредственно с кассетой 6 корпус 11 опорных валков 10 позволяет опорным валкам занимать равновесное положение между рельсом 3 (4) и опорной шейкой рабочего валка 7, при котором нагрузка между ними распределяется равномерно, не препятствуя, в то же время, их возвратно-поступательному движению совместно с корпусом 11 вслед за кассетой 6 с автоматической самоустановкой в зазоре между кассетой 6 и рабочими валками 7.
Такое распределение нагрузок позволяет повысить долговечность и износостойкость рабочих, опорных валков и рельсов, исключить высокозатратные, недолговечные валковые подшипники, повысить точность геометрических размеров прокатываемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Рабочая клеть пилигримового стана холодной прокатки труб | 1975 |
|
SU580919A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2086319C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Валковая кассета стана холодной про-КАТКи ТРуб | 1979 |
|
SU835542A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
| Рабочая клеть стана холодной прокатки труб | 1975 |
|
SU544480A1 |

Изобретение относится к станам холодной прокатки труб и, в частности, к совершенствованию их рабочих клетей. Изобретением решается задача снижения давлений в опорных узлах рабочей клети и повышения их долговечности. Для этого в рабочей клети стана холодной прокатки труб, включающей кривошипно-шатунный привод, неподвижную станину с двумя верхними и двумя нижними опорными рельсами, кассету, соединенную с приводом и содержащую два рабочих валка, имеющих опорные шейки, а также по одному опорному валку с каждой стороны от центрально размещенного на рабочем валке калибра, установлены дополнительные опорные валки. Дополнительные опорные валки контактируют, подобно исходным, с соответствующей опорной шейкой рабочего валка и опорным рельсом. При этом исходный и дополнительный опорные валки попарно и параллельно установлены в общем корпусе с возможностью взаимно независимого вращения и самоустанавливаемости совместно с общим корпусом в зазоре между опорными рельсом и шейкой. 3 ил.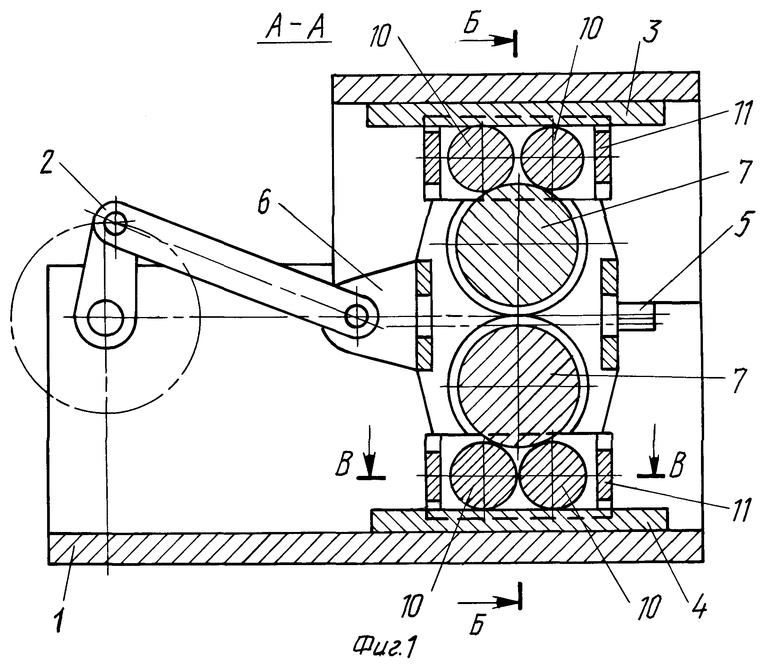
Рабочая клеть стана холодной прокатки труб, включающая кривошипно-шатунный привод, неподвижную станину с двумя верхними и двумя нижними опорными рельсами, соединенную с приводом кассету с размещенными в ней один над другим двумя рабочими валками, каждый из которых имеет калибры в центральной части, опорные шейки по обе стороны от калибра и реечные шестерни для привода рабочего валка во вращение, а также - по одному опорному валку с каждой стороны от калибра, отличающаяся тем, что она снабжена дополнительными опорными валками, каждый из которых совместно с одним из исходных установлен в подшипниках одного из корпусов, причем корпус с парой опорных валков свободно размещен между соответствующей опорной шейкой рабочего валка и контактной поверхностью опорного рельса с возможностью перемещения вдоль рельса и самоустанавливаемости в зазоре между ним и рабочим валком.
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб.-Свердловск, Металлургиздат, 1962, с.48, 38, 39 | |||
| Биск М.Б | |||
| и др | |||
| Холодная деформация стальных труб.-Свердловск, Средне-Уральское книжное издательство, 1977, с.14, 15, 38 | |||
| Комплект подушек рабочих и опорных валков нереверсивной клети кварто горячей прокатки | 1983 |
|
SU1072935A2 |
| Комплект подушек валков клети кварто | 1986 |
|
SU1405919A1 |
| Клеть для продольной прокатки | 1980 |
|
SU910237A1 |
| Устройство для учета времени работы оборудования | 1978 |
|
SU742990A1 |
| Фрикционный вариатор | 1988 |
|
SU1562565A1 |

