Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированной кремнистой стали и способу ее изготовления, а, в частности, к скрайбированной лазером текстурированной кремнистой стали, стойкой к отжигу для снятия напряжений, и способу ее изготовления.
Уровень техники
В последние годы стали все более явственными глобальные проблемы в сфере энергетики и экологии, и во всем мире нарастает потребность в энергосбережении и уменьшении потребления энергии. В результате в целях уменьшения потребления реактивной мощности для различных типов оборудования в странах в общем случае ужесточаются стандарты потребления энергия для оборудования. В настоящее время трансформаторы в качестве основного компонента систем передачи электрической энергии обуславливают приблизительно 40% от потерь в системе передачи электрической энергии. Железный сердечник, произведенный в результате шихтования или намотки текстурированной кремнистой стали, характеризуется потреблением реактивной мощности, которое обуславливает приблизительно 20% от совокупных потерь в рабочих условиях. Потери в железном сердечнике зачастую обозначаются термином «потери в железе». Как это можно видеть, уменьшение потерь в железе для текстурированной кремнистой стали имеет большое значение для национальной экономики и защиты окружающей среды.
Текстурированная кремнистая сталь представляет собой ферромагнитный материал, который так называется в связи с его внутренней ориентацией зерен {110}<001>, которая по существу согласуется с направлением прокатки кремнистой стали для получения толстолистовой стали. Текстурированную кремнистую сталь широко используют при изготовлении трансформаторов для передачи электрической энергии вследствие ее наилучшей магнитной проницаемости в направлении {110}<001>. Магнитная проницаемость текстурированной кремнистой стали в общем случае характеризуется величиной В8, то есть, плотностью магнитного потока для толстолистовой кремнистой стали при магнитном поле возбуждения 800 А/м, при выражении ее в единицах измерения в виде Тл. Потери в железе в общем случае характеризуются величиной Р17/50, то есть, неэффективной электрической энергией, потребляемой в результате намагничивания при достижении плотности магнитного потока в толстолистовой кремнистой стали 1,7 Тл при поле возбуждения переменным током 50 Гц, при выражении ее в единицах измерения в виде Вт/кг. В общем случае величины В8 и Р17/50 характеризуют фундаментальные свойства текстурированной кремнистой стали в условиях эксплуатации трансформаторов.
Общий технологический процесс изготовления текстурированной кремнистой стали представляет собой нижеследующее.
Материал стали, характеризующийся определенным уровнем содержания кремния, перепускают через операции производства чугуна, производства стали, непрерывной разливки, а вслед за этим перепускают через технологический процесс горячей прокатки. После этого проводят однократную холодную прокатку или двукратную холодную прокатку при проведении промежуточного отжига в целях прокатки материала стали до получения желательной толщины. Вслед за этим проводят обезуглероживающий отжиг для получения толстолистовой стали, подвергшейся первичной рекристаллизации и имеющей оксидную пленку на своей поверхности. После этого на толстолистовую сталь на поверхность наносят покрытие из сепаратора на основе MgO и подвергают ее высокотемпературному отжигу на протяжении 20 часов и более для получения толстолистовой текстурированной кремнистой стали, обладающей структурой вторичной рекристаллизации. Вслед за этим проводят горячее растяжение, дрессировку и отжиг, и наносят покрытие и осуществляют технологический процесс прокалки, что приводит к производству конечной текстурированной кремнистой стали. Текстурированная кремнистая сталь демонстрирует характеристики в виде высокой магнитной индукции и низких потерь в железе и является в особенности хорошо подходящей для использования при изготовлении железного сердечника для трансформатора.
Потери в железе для текстурированной электротехнической стали состоят из трех частей: потери на гистерезис, потери на вихревые токи и потери на аномальные вихревые токи. Потери на гистерезис являются потерями энергии, обусловленными магнитным гистерезисом, при котором варьирование интенсивности магнитной индукции отстает от варьирования интенсивности магнитного поля. Магнитный гистерезис обуславливается затруднением перемещения стенок магнитных доменов при технологическом процессе намагничивания и размагничивания вследствие наличия таких факторов, как включения, дефекты кристаллической решетки и внутреннее напряжение в материале. Потери на вихревые токи являются потерями энергии, обусловленными вихревыми токами, и соотносятся с электрической проводимостью и толщиной толстолистовой кремнистой стали, где вихревые токи обуславливаются локальной электродвижущей силой, индуцированной изменением магнитного потока во время технологического процесса намагничивания. Потери на аномальные вихревые токи являются потерями энергии, обусловленными различием структуры магнитных доменов при намагничивании толстолистовой кремнистой стали, и в основном подвержены воздействию ширины магнитного домена.
Структура магнитного домена внутри зерен текстурированной кремнистой стали формируется в результате взаимодействия поля спонтанных намагничивания и размагничивания. Магнитные моменты атомов внутри одиночного магнитного домена компонуются с ориентацией в одном и том же направлении таким образом, что макроскопические кристаллы обнаруживают наличие ферромагнетизма. В отсутствие внешнего магнитного поля магнитные домены текстурированной кремнистой стали в основном являются антипараллельными 180°-ными магнитными доменами. Ширина одиночного магнитного домена обычно может иметь порядок десятков микронов или даже миллиметров. Между соседними магнитными доменами существует переходный слой из атомарных слоев в количестве в диапазоне от нескольких десятков до сотен, что называется стенкой магнитного домена. В течение технологического процесса намагничивания магнитный момент вращается под воздействием внешнего поля, и миграция стенки магнитного поля вызывает взаимное присоединение соседних магнитных доменов, тем самым, реализуя функцию магнитной проводимости. Измельчение магнитного домена (то есть, уменьшение ширины магнитного домена) может эффективно уменьшить потери на аномальные вихревые токи и представляет собой важный способ уменьшения потерь в железе для толстолистовой кремнистой стали, а также является одним из основных направлений развития технологии текстурированной кремнистой стали.
Методики травления поверхности текстурированной кремнистой стали для измельчения магнитных доменов в целях уменьшения потерь в железе могут быть разделены на две категории в соответствии с воздействием травления. Один тип представляет собой методику травления, которая не является стойкой к отжигу для снятия напряжений. В данной методике на поверхности с определенным интервалом при использовании лазера, плазменного пучка, электронного пучка и тому подобного формируют область линейного термического напряжения, что приводит к возникновению слабомагнитных доменов в окрестности данной области, тем самым, уменьшая ширину 180°-ного магнитного домена и добиваясь достижения цели в виде уменьшения потерь в железе. В таком способе эффект измельчения магнитных доменов исчезает при устранении термического напряжения точно в момент после отжига для снятия напряжений, и после этого потери в железе возвращаются к своему первоначальному уровню. Поэтому такой способ может быть использован только при изготовлении трансформаторов с шихтованным железным сердечником без проведения отжига для снятия напряжений. Еще один тип представляет собой методику травления, которая является стойкой к отжигу для снятия напряжений. Технические средства, о которых сообщается в настоящее время, представляют собой механические инструменты, электрохимическое корродирование, лазерный пучок и тому подобное. Техническое решение в общем случае включает: формирование зоны линейной деформации на поверхности текстурированной кремнистой стали для перераспределения внутренней энергии, что, тем самым, уменьшает ширину 180°-ного магнитного домена и понижает потери в железе. Потери в железе для текстурированной кремнистой стали, произведенной при использовании такого способа, не восстанавливаются после отжига для снятия напряжений. Поэтому такой способ может быть использован для изготовления трансформатора с ленточным спиральным железным сердечником, который требует проведения отжига для снятия напряжений. Трансформатор c ленточным спиральным железным сердечником в полной мере использует превосходные магнитные свойства текстурированной кремнистой стали в направлении прокатки и демонстрирует очевидные преимущества применительно к потерям и шуму, таким образом, он вызывает благоприятный отклик у последующих пользователей. Текстурированная кремнистая сталь, стойкая к отжигу для снятия напряжений, является в особенности хорошо подходящей для использования при изготовлении такого типа трансформаторов и представляет собой одно направление в разработке технологии.
В патенте США № US 4770720 на поверхности кремнистой стали при использовании средств приложения механического давления формируют зону микродеформации. После отжига для снятия напряжений ниже зоны деформации формируются маленькие зерна. Вследствие отличия ориентации маленьких кристаллических зерен от ориентации подложки производится эффект измельчения магнитных доменов.
В патенте США № US 7,063,780 при использовании способа электролитического корродирования добиваются достижения эффекта жаростойкого травления. Сначала толстолистовую текстурированную кремнистую сталь, имеющую подстилающий слой, подвергают линейной переработке при использовании лазера для отслаивания подстилающего слоя и в данной области металлическую подложку обнажают. После этого толстолистовую текстурированную кремнистую сталь погружают в электролит для формирования пары электродов между толстолистовой кремнистой сталью и платиновым электродом. Подложку подвергают электролитическому скрайбированию в результате поочередного контролирования положительных и отрицательных изменений потенциала электрода таким образом, чтобы в данной области формировались бы линейные канавки, близкие к прямоугольнику.
В патенте США № US 7,045,025 поверхность толстолистовой кремнистой стали до или после горячего растяжения, дрессировки и отжига подвергают локальному линейному нагреванию при использовании лазерного пучка для формирования зоны переплавки. Материал покрытия и часть металлической подложки расплавляется, охлаждается и затвердевает c образованием зоны переплавки, и в результате контролирования ширины и глубины зоны переплавки уменьшают потери в железе для толстолистовой кремнистой стали.
В китайском патенте CN 102941413 A используют способ многолучевого лазерного гравирования для точного контролирования глубины и ширины канавок и уменьшения потерь в железе для тонколистовой кремнистой стали на 8% и более. В патенте США № US 20130139932 на поверхности кремнистой стали в результате контролирования плотности энергии для лазерного пучка формируют канавки, имеющие определенную глубину. Области равноосных кристаллов, сформированные в канавках, уменьшают размер зерен, подвергшихся вторичной рекристаллизации, и, таким образом, магнитные домены измельчаются.
В методике жаростойкого травления текстурированной кремнистой стали на поверхности толстолистовой стали при использовании определенных средств формируют последовательность из канавок или деформаций для измельчения магнитных доменов и уменьшения потерь в железе. Поскольку присутствие канавок или деформаций не изменяется вследствие отжига, эффект уменьшения потерь в железе не исчезает во время технологического процесса отжига для снятия напряжений, и поэтому данная методика является в особенности хорошо подходящей для использования при изготовлении трансформатора с ленточным спиральным железным сердечником.
Эффективное и низкозатратное производство текстурированной кремнистой стали, стойкой к отжигу для снятия напряжений, представляет собой общую проблему у изготовителей стали. Ключевой его момент заключается в затруднении с получением как микроскопических характеристик канавок травления, так и макроскопического массового производства.
Обычная методика жаростойкого травления при использовании электрохимических средств включает усложненный технологический процесс и определенную степень химического загрязнения. Помимо этого, профиль и глубина канавок являются менее контролируемыми, и затруднительно получить тонколистовую текстурированную кремнистую тонколистовую сталь, обладающую стабильными и однородными магнитными свойствами. Техническое решение в виде формирования канавок при использовании механического давления предъявляет чрезвычайно высокие требования к зубчатым валкам. Помимо этого, высокая твердость магнийсиликатного подстилающего слоя на поверхности текстурированной кремнистой стали вызывает быстрое изнашивание зубчатых валков, что в результате приводит к возникновению больших издержек при массовом производстве. Способ формирования канавок в результате многолучевого лазерного сканирования требует наличия высокой точности неоднократного позиционирования, что в результате приводит к возникновению затруднений при поточном производстве. Способ формирования канавок или зон переплавки в результате лазерного термического плавления имеет тенденцию к производству подобных кратеру выступов и брызг на краю и поблизости от края канавок, что в результате приводит к уменьшению коэффициента заполнения пакета сердечника для тонколистовых кремнистых сталей. И трансформатору, изготовленному при использовании данного способа, свойственен риск возникновения переключения магнитного поля между листами во время эксплуатации.
Текстурированная кремнистая сталь называется так в связи с ее внутренними кристаллическими зернами, характеризующимися ориентацией по существу в одном и том же направлении. Текстурированная кремнистая сталь является толстолистовой электротехнической сталью, характеризующейся определенным уровнем содержания кремния и направлением легкого намагничивания, по существу идентичным направлению прокатки технологического процесса изготовления. Внутри толстолистовой стали присутствуют 180°-ные домены, которые идентичны или противоположны по направлению в сопоставлении с направлением легкого намагничивания зерен. Во время намагничивания переменным током магнитные полюса в толстолистовой стали осуществляют быстрое вращение в результате перемещения стенки магнитных доменов между соседними магнитными доменами. Поэтому толстолистовая сталь характеризуется хорошей магнитной проницаемостью, и трансформатор, изготовленный из толстолистовой стали, характеризуется высокой магнитной проницаемостью и низкими потерями в железе.
В технологии кремнистой стали желательным является непрерывное уменьшение потерь в железе для материалов кремнистых сталей. В одном техническом решении при использовании металлургического способа потери в железе уменьшают в результате контролирования структуры вторичной рекристаллизации и увеличения степени ориентации, и направление легкого намагничивания для кристаллических зерен по возможности в наибольшей степени является согласованным с направлением прокатки кремнистой стали для получения толстолистовой стали, то есть, при уменьшении угла отклонения ориентации зерен. Другое заключается в уменьшении потерь в железе в результате уменьшения ширины магнитных доменов, то есть, в измельчении магнитных доменов. Измельчение магнитных доменов может уменьшить потери на аномальные вихревые токи для текстурированной кремнистой стали. В соответствии с описаниями изобретений в патенте США № US 7,442,260 B2, патенте США № US 5,241,151 и тому подобном на поверхности конечной текстурированной кремнистой стали при использовании лазерного или электронного пучка и тому подобного создают область микролинейного термического напряжения, по существу перпендикулярную направлению прокатки. Напряжение в результате приводит к возникновению 90°-ного магнитного домена, перпендикулярного направлению прокатки в его окрестности, таким образом, что ширина 180°-ного магнитного домена уменьшается, что, тем самым, уменьшает потери в железе для текстурированной кремнистой стали. Данные продукты были широко использованы при изготовлении различных трансформаторов с шихтованным железным сердечником.
На фоне возрастающей потребности в сбережении энергии и защите окружающей среды благоприятный отклик на рынке постепенно приобретают трансформаторы с ленточным спиральным железным сердечником. Толстолистовую кремнистую сталь ленточных спиральных железных сердечников изготавливают в результате намотки в направлении прокатки кремнистой стали для получения толстолистовой стали, и магнитные свойства текстурированной кремнистой стали в направлении прокатки используются в полной мере. Поэтому в сопоставлении с шихтованным железным сердечником ленточному спиральному железному сердечнику свойственны преимущества в виде низких потерь, низкого шума, отсутствия отходов при резании и тому подобного, и он является в особенности хорошо подходящим для использования при изготовлении маленьких средних энергосберегающих трансформаторов. Однако, внутреннее напряжение, генерируемое в железном сердечнике во время технологического процесса намотки, вызывает ухудшение эксплуатационных характеристик потерь в железе для толстолистовой кремнистой стали. Поэтому железный сердечник должен быть подвергнут отжигу для снятия напряжений. Технологический процесс отжига для снятия напряжений в общем случае осуществляют следующим далее образом: в защитной атмосфере температуру выдерживают на уровне, составляющем 800°С и более, на протяжении 2 часов и более для полного восстановления внутренних дислокаций материала, и внутреннее напряжение полностью устраняется, и магнитные свойства тонколистовой кремнистой стали являются оптимальными. Для толстолистовой текстурированной кремнистой стали, в которой магнитные домены измельчают при использовании обычного лазерного или электронного пучка для генерирования областей линейного напряжения, эффект измельчения магнитных доменов исчезает при устранении напряжения после отжига для снятия напряжений. Поэтому такая толстолистовая текстурированная кремнистая сталь не может быть использована для изготовления трансформатора с ленточным спиральным железным сердечником.
В целях сохранения эффекта измельчения магнитных доменов после отжига для снятия напряжений была разработана методика измельчения магнитных доменов, стойкая к отжигу для снятия напряжений. В данной методике на поверхности толстолистовой кремнистой стали при использовании химического травления или механического давления формируют канавки, характеризующиеся определенным профилем. Уединенные магнитные полюса, генерированные в канавках, перераспределяют энергию материала при уменьшении ширины магнитных доменов и уменьшении потерь в железе. Поскольку канавки не изменяются во время технологического процесса отжига для снятия напряжений, толстолистовая текстурированная кремнистая сталь, производимая при использовании данного типа технологии, может быть использована для изготовления трансформаторов с ленточным спиральным железным сердечником. Данный тип технологии коллективно обозначают термином «технология жаростойкого травления».
Методики жаростойкого травления, доступные в настоящее время для коммерческих областей применения, представляют собой способ химического травления и способ механического нанесения рисок. Поскольку технологический процесс производства в способе химического травления включает химические реакции, данный способ характеризуется неудовлетворительными однородностью канавок и контролируемостью технологического процесса и демонстрирует определенное загрязнение окружающей среды. Что касается технического решения в виде формирования зоны деформации при использовании механического давления, то, поскольку материал кремнистой стали характеризуется высокой твердостью, а канавки имеют маленький размер, техническое решение обнаруживает высокие требования в отношении твердости механического устройства и точности машинной обработки. В патенте США № US 7,045,025 в результате лазерной обработки формируют зоны термического плавления. Вследствие высокой температуры плавления и высокой удельной теплопроводности металла на краях канавок вследствие плавления металла формируются выступы, подобные кратеру, и в окрестности будут производиться отложения клея, сформированные в результате охлаждения и повторного конденсирования после газификации металла, что уменьшает коэффициент заполнения пакета сердечника для тонколистовой кремнистой стали и увеличивает риск возникновения переключения магнитного поля между листами во время эксплуатации трансформатора. В китайском патенте CN 102941413 A проблема уменьшения коэффициента заполнения пакета сердечника вследствие наличия брызг преодолевается в результате многолучевого лазерного нанесения рисок. Однако, эффективность многократного нанесения рисок является низкой, а неоднократное позиционирование является затруднительным, что в результате приводит к затруднениям в ходе массового производства при использовании промышленных технологических линий сборки.
Раскрытие сущности изобретения
Задача настоящего изобретения заключается в предложении толстолистовой скрайбированной лазером текстурированной кремнистой стали, стойкой к отжигу для снятия напряжений, и способа ее изготовления. Толстолистовой стали свойственны низкие издержки изготовления, и воздействие травления для конечной толстолистовой стали сохраняется во время технологического процесса отжига для снятия напряжений. Толстолистовая сталь является в особенности хорошо подходящей для использования при изготовлении трансформаторов с ленточным спиральным железным сердечником.
В целях достижения вышеупомянутой задачи техническое решение настоящего изобретения представляет собой нижеследующее.
Скрайбированная лазером текстурированная кремнистая сталь, стойкая к отжигу для снятия напряжений, где на одной или обеих из сторон текстурированной кремнистой стали в результате лазерного травления формируют параллельные линейные канавки, данные линейные канавки являются перпендикулярными или расположенными под углом по отношению к направлению прокатки кремнистой стали для получения толстолистовой стали, максимальная высота краевых выступов у линейных канавок не превышает 5 мкм, а максимальная высота брызг в областях, свободных от травления, между соседними линейными канавками не превышает 5 мкм, и доля площади поверхности, занятой брызгами в окрестности линейных канавок, не превышает 5%.
Предпочтительно высота брызг в областях, свободных от травления, между линейными канавками не превышает 2 мкм, и доля площади поверхности, занятой брызгами, в окрестности линейных канавок не превышает 2,5%.
Предпочтительно шероховатость линии Ra для центральной линии на дне линейных канавок составляет не более, чем 2,1 мкм.
Предпочтительно шероховатость линии Ra для центральной линии на дне линейных канавок составляет не более, чем 0,52 мкм.
Предпочтительно линейная канавка является приблизительно треугольной, трапециевидной, полукруглой или эллиптической.
Предпочтительно угол между линейной канавкой и направлением прокатки кремнистой стали для получения толстолистовой стали находится в диапазоне 0 ~ 30°.
Предпочтительно линейная канавка имеет ширину в диапазоне от 5 до 300 мкм и глубину в диапазоне от 5 до 60 мкм, а свободное пространство между соседними линейными канавками находится в диапазоне 1-10 мм.
Способ изготовления скрайбированной лазером текстурированной кремнистой стали, стойкой к отжигу для снятия напряжений и соответствующей настоящему изобретению, включает стадии плавки, непрерывной разливки, горячей прокатки, однократной холодной прокатки или двукратной холодной прокатки при проведении промежуточного отжига, обезуглероживающего отжига, высокотемпературного отжига, формовки конечной текстурированной кремнистой стали в результате горячего растяжения, дрессировки и отжига и нанесения изолирующего покрытия, где данный способ, кроме того, включает стадию лазерного травления, которую проводят до обезуглероживающего отжига или до или после горячего растяжения, дрессировки и отжига; данное лазерное травление включает следующие далее стадии:
1) получение защитной пленки на поверхности текстурированной кремнистой стали;
2) лазерное травление поверхности текстурированной кремнистой стали для получения последовательности из линейных канавок, являющихся перпендикулярными или расположенными под углом к направлению прокатки кремнистой стали для получения толстолистовой стали;
3) крацевание поверхности текстурированной кремнистой стали для удаления защитной пленки и высушивание.
Предпочтительно защитная пленка получается при использовании порошкообразного оксида металла и характеризуется уровнем содержания влаги в диапазоне от 0,3% (масс.) до 5,5% (масс.).
Предпочтительно защитная пленка имеет толщину в диапазоне от 1,0 мкм до 13,0 мкм.
Предпочтительно порошкообразный оксид металла является нерастворимым в воде и представляет собой единственный порошок или комбинацию из нескольких порошков, и доля частиц, характеризующихся диаметром частиц, составляющим 500 мкм и более, в порошке составляет 10% (об.) и менее.
Предпочтительно порошкообразный оксид металла является одним или несколькими представителями, выбираемыми из оксида щелочноземельного металла, Al2O3, ZnO или ZrO.
Предпочтительно источник накачки для генерирования лазера, использованный на стадии лазерного травления, является одним или несколькими представителями, выбираемыми из СО2-лазера, твердотельного лазера и оптоволоконного лазера, и лазер является непрерывным или импульсным.
Предпочтительно плотность мощности I для лазера на стадии лазерного травления составляет не менее, чем 1,0 × 106 Вт/см2, и средняя плотность энергии е0 находится в диапазоне от 0,8 Дж/мм2 до 8,0 Дж/мм2, а соотношение между средней плотностью энергии и толщиной защитной пленки находится в диапазоне от 0,6 до 7,0.
Помимо этого, способ изготовления скрайбированной лазером текстурированной кремнистой стали, стойкой к отжигу для снятия напряжений и соответствующей настоящему изобретению, включает стадии плавки, непрерывной разливки, горячей прокатки, однократной холодной прокатки или двукратной холодной прокатки при проведении промежуточного отжига, обезуглероживающего отжига, нанесения сепаратора на основе MgO на поверхность толстолистовой стали, высокотемпературного отжига, формовки конечной текстурированной кремнистой стали в результате горячего растяжения, дрессировки и отжига и нанесения изолирующего покрытия, где после обезуглероживающего отжига проводят лазерное травление для получения последовательности из линейных канавок на поверхности текстурированной кремнистой стали, являющихся перпендикулярными или расположенными под углом к направлению прокатки кремнистой стали для получения толстолистовой стали.
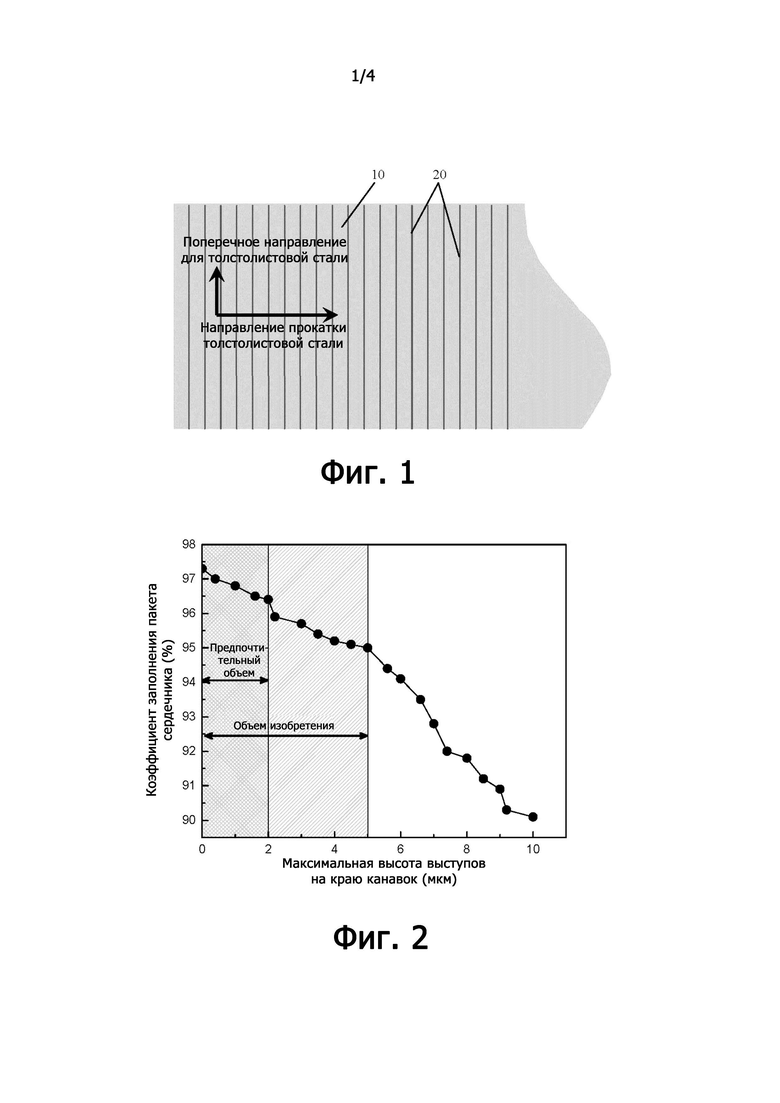
Настоящее изобретение подробно исследует диффундирование тепла во время лазерного травления при различных состояниях поверхности толстолистовых кремнистых сталей и способ предотвращения возникновения термического плавления и приставания и накопления брызг поблизости от канавок. Изобретатели креативно предлагают способ, при котором производят жаростойкую скрайбированную текстурированную кремнистую сталь в результате нанесения на поверхность текстурированной кремнистой стали покрытия из защитной пленки, лазерного травления, а после этого крацевания. В способе настоящего изобретения стабильные и контролируемые канавки могут быть сформированы в результате одноразового лазерного сканирования, магнитные домены измельчаются, и потери в железе уменьшаются без стимулирования значительного ухудшения коэффициента заполнения пакета сердечника, и эффект уменьшения потерь в железе не исчезает после отжига для снятия напряжений. Как это наблюдали изобретатели при использовании микроскопа с высокоскоростной визуализацией, выступы на краю канавок обуславливаются плавлением и накапливанием части металла вследствие теплопередачи во время технологического процесса лазерного травления. В дополнение к этому, брызги поблизости от канавок формируются в результате быстрого охлаждения испарившегося металла или плазмы в условиях продувки и конденсирования на поверхности тонколистовой кремнистой стали. Изобретатели получили решение, заключающееся в контролировании краевых выступов канавок в результате лазерного травления после нанесения защитной пленки. Фигура 2 иллюстрирует воздействие выступов на краю канавок на коэффициент заполнения пакета сердечника и объем изобретения. В случае превышения высотой краевых выступов 5 мкм коэффициент заполнения пакета сердечника будет уменьшаться до 95% и менее, что не удовлетворяет требования к технологическому процессу изготовления железного сердечника трансформатора. Поэтому необходимо контролировать высоту выступов на краю канавок на уровне, составляющем 5 мкм и менее.
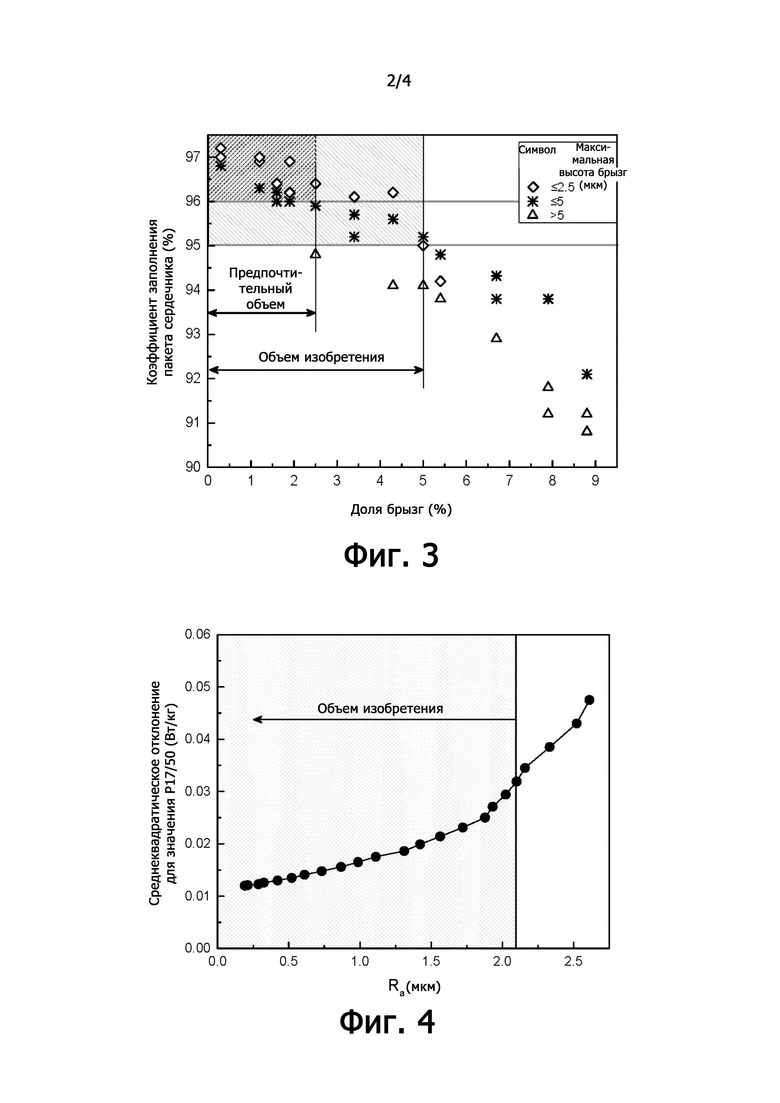
Фиг. 3 иллюстрирует высоту брызг между соседними канавками, долю площади поверхности, занятой брызгами, и диапазон коэффициента заполнения пакета сердечника, требуемые в настоящем изобретении. В случае непревышения высотой брызг, сформированных между соседними канавками, 5 мкм и непревышения долей брызг при расчете на единичную площадь поверхности 5,0% коэффициент заполнения пакета сердечника для тонколистовой текстурированной кремнистой стали может быть выдержан на уровне, составляющем 95% и более. В частности, в случае непревышения высотой брызг 2 мкм и непревышения долей брызг при расчете на единичную площадь поверхности 2,5% коэффициент заполнения пакета сердечника для тонколистовой кремнистой стали может быть выдержан на уровне, составляющем 96% и более, что является предпочтительным в настоящем изобретении.
Как это необходимо отметить, в целях предотвращения возникновения переключения магнитного поля между листами или увеличения вибрационного шума вследствие наличия брызг или выступов во время эксплуатации трансформатора как высота краевых выступов, так и высота брызг в настоящем изобретении относятся к максимальной высоте, а не к средней высоте.
В дополнение к этому, шероховатость линии Ra для центральной линии на дне линейных канавок оказывает важное воздействие на однородность магнитных свойств конечной тонколистовой кремнистой стали. Чем большей будет шероховатость линии Ra для центральной линии на дне канавок, тем большим будет флуктуирование магнитных свойств между листами. Причина данного явления заключается в стимулировании неоднородностью на дне канавок различия эффективности магнитной проницаемости в различных позициях. В канавках более мелкий участок характеризуется более высокой магнитной проницаемостью, в то время как более глубокий участок характеризуется более низкой магнитной проницаемостью вследствие утечки магнитного потока. Помимо этого, неоднородная магнитная проницаемость приводит к возникновению разупорядоченного распределения поля энергии внутри материала, и поблизости от канавок генерируется большое количество не-180°-ных слабомагнитных доменов, и, таким образом, потери в железе не могут быть улучшены. Фиг. 4 демонстрирует то, что среднеквадратическое отклонение для потерь в железе Р17/50 между тонколистовыми кремнистыми сталями увеличивается по мере увеличения значения Ra. В случае превышения значением Ra 2,1 мкм среднеквадратическое отклонение для значения Р17/50 между тонколистовыми кремнистыми сталями будет быстро увеличиваться и превысит 0,034 Вт/кг, что значительно увеличивает неопределенность эксплуатационных характеристик произведенного трансформатора. Поэтому необходимо контролировать шероховатость центральной линии на дне канавок на уровне, составляющем 2,1 мкм и менее. В частности, в случае значения Ra, составляющего менее, чем 0,52 мкм, флуктуирование значения Р17/50 составит менее, чем 0,013 Вт/кг, и однородность будет хорошей, что является предпочтительным в настоящем изобретении.
Вышеупомянутые выступы и брызги на краю канавок и неоднородность на дне канавок во всех случаях будут представлять собой неизбежные явления вследствие неизбежных термического плавления или диффундирования тепла в случае испарения лазером абляционного материала с образованием канавок. В результате корректирования параметров энергии лазера и толщины, уровня содержания влаги и размера частиц для защитной пленки изобретение добилось эффективного контролирования наличия выступов и брызг на краю канавок вплоть до обеспечения их полного исчезновения при получении однородных канавок и значительном уменьшении потерь в железе.
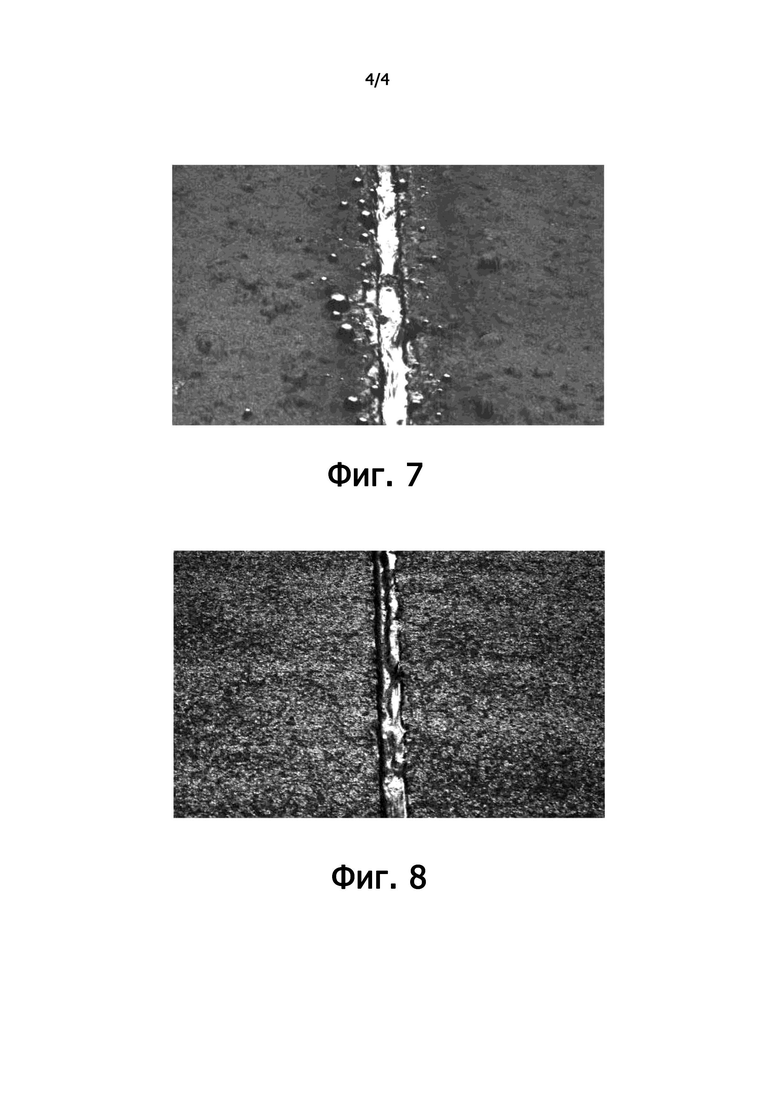
Способ введения защитной пленки до лазерного травления в настоящем изобретении может в достаточной мере уменьшить диффундирование тепла, генерируемое во время лазерного травления. Помимо этого, что касается неизбежных брызг, то, поскольку они конденсируются только на поверхности пленки, они удаляются совместно с удалением пленки во время последующего технологического процесса крацевания, что, тем самым, сводит к минимуму формирование брызг на поверхности. Воздействие травления после нанесения защитной пленки соответствует тому, что продемонстрировано на фиг. 7. Канавки для тонколистовой текстурированной кремнистой стали, полученной после последующего крацевания, соответствуют тому, что продемонстрировано на фиг. 8. Как это можно видеть, канавки характеризуются высокой плоскостностью, и отсутствует какие-либо шлак или брызги, сформированные вследствие диффундирования тепла поблизости. Текстурированная кремнистая сталь может быть использована для изготовления трансформатора с ленточным спиральным железным сердечником.
В целях эффективного уменьшения диффундирования тепла во время технологического процесса травления материал защитной пленки должен демонстрировать превосходные характеристики удельной теплопроводности и хороший эффект поглощения в отношении лазера для достаточного улучшения эффективности абляции в технологическом процессе лазерного травления. Изобретатели в результате проведения подробного исследования определили соответствующие параметры для полного функционирования защитной пленки, в том числе основные компоненты, уровень содержания влаги в защитной пленке и распределение по размерам для частиц, формирующих защитную пленку.
Как это продемонстрировали исследования изобретателей, влага в защитной пленке оказывает непосредственное воздействие на выступы на краю канавок. Это обуславливается тем, что во время технологического процесса лазерного травления испарение и улетучивание влаги в защитной пленке будут отводить тепло, обеспечивать наличие направленного канала для теплопроводности, уменьшать или даже исключать диффундирование тепла в направлении края базовых канавок во время травления, уменьшать слой термического плавления на краях, что, тем самым, формирует однородную и контролируемую морфографию канавок. Однако присутствие избыточной влаги приводит к возникновению высокотемпературного окисления подложки во время абляции, что в результате приводит к ухудшению магнитных свойств и затруднениям при контролировании толщины пленки во время нанесения покрытия валиком или распыления. Как это определили изобретатели в результате проведения экспериментов, влага, характеризующаяся уровнем массового процентного содержания, составляющим не менее, чем 0,3%, вносит свой вклад в диффундирование тепла изнутри наружу через защитную пленку с образованием контролируемых канавок. Влага, характеризующаяся уровнем массового процентного содержания, составляющим не более, чем 5,5%, может эффективно контролировать высокотемпературное окисление, вызываемое в результате лазерного травления. Как это необходимо отметить, влага в защитной пленке настоящего изобретения может существовать в состоянии несвязанной воды или кристаллизационной воды. В случае присутствия влаги в любой из вышеупомянутых форм уровень массового процентного содержания будет относиться к уровню процентного содержания для массы влаги. В случае присутствия как свободной воды, так и кристаллизационной воды в защитной пленке уровень массового процентного содержания будет относиться к сумме уровней массового процентного содержания двух типов влаги.
Защитную пленку, использованную в настоящем изобретении до травления, формируют в результате нанесения покрытия валиком или распыления при использовании порошкообразных нерастворимых в воде оксидов металлов. Доля частиц, имеющих диаметр, составляющий 500 мкм и более, не должна превышать 10%. Причина этого заключается в том, что различные размеры частиц демонстрируют различный эффект рассеивания для лазерного излучения, что оказывает непосредственное воздействие на эффективность абляции при лазерном травлении. В случае превышения долей частиц, имеющих диаметр, составляющий 500 мкм и более, 10% рассеивающее воздействие защитной пленки на лазерное излучение будет ощутимым, а эффективность лазерной абляции будет низкой, что в результате приведет к формированию выступов на краю канавок вследствие термического плавления. Поэтому для частиц материала защитной пленки, использованного в настоящем изобретении, требуется, чтобы доля частиц, имеющих диаметр, составляющий 500 мкм и более, не превышала бы 10%.
Защитную пленку, использованную в настоящем изобретении до лазерного травления, формируют следующим далее образом: порошкообразный оксид металла диспергируют в воде, а после этого перемешивают при высокой скорости для получения суспензии; суспензию наносят на поверхность стальной ленты в результате нанесения покрытия валиком или распыления и высушивают при температуре, составляющей 200°С и более. Как это определили изобретатели в результате проведения экспериментов, нерастворимый в воде оксид металла характеризуется хорошей диспергируемостью в воде после высокоскоростного перемешивания и поэтому может эффективно приставать к поверхности кремнистой стали и переносить определенное количество несвязанной воды или кристаллизационной воды, что вносит свой вклад в диффундирование тепла изнутри наружу во время лазерного травления при формировании, тем самым, образующих риски канавок, характеризующихся хорошим профилем. В частности, нерастворимым в воде оксидом металла предпочтительно являются оксид щелочноземельного металла и Al2O3, ZnO или ZrO.
Кроме того, плотность мощности I для лазера, использованного в настоящем изобретения, должна составлять более, чем 1,0 × 106 Вт/см2. Плотность мощности I для лазера определяют следующим далее образом:
, 
где Р представляет собой генерируемую мощность лазера, а S представляет собой площадь поверхности пятна, включающего 96% и более энергии пучка.
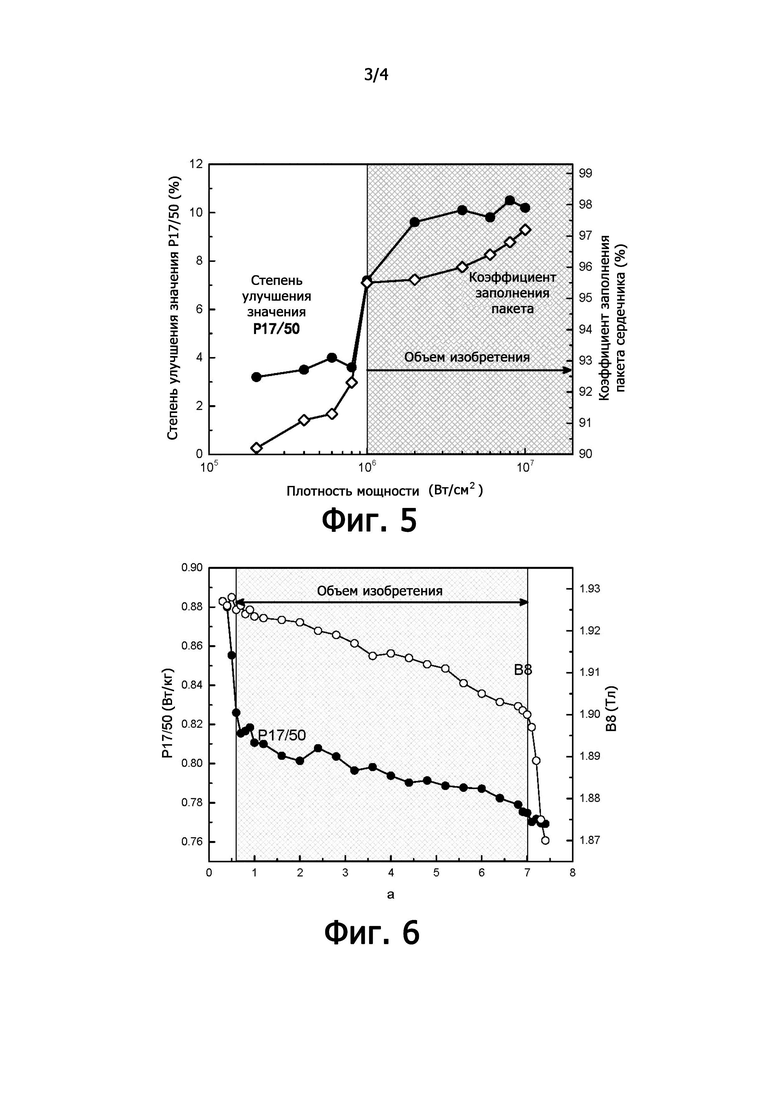
Фиг. 5 иллюстрирует взаимозависимость между плотностью мощности I для лазера и степенью улучшения потерь в железе и коэффициентом заполнения пакета сердечника после травления в настоящем изобретении. В случае плотности мощности I, составляющей 1,0 × 106 Вт/см2, будут значительно изменяться как степень улучшения потерь в железе, так и коэффициент заполнения пакета сердечника. Причина этого заключается в том, что в случае плотности мощности I, составляющей менее, чем 1,0 × 106 Вт/см2, поверхность толстолистовой стали будет характеризоваться низкой степенью поглощения для лазера во время лазерного травления, а основная часть энергии лазера будет отражаться, что приведет к неспособности достижения нагретой площадью поверхности температуры испарения. Таким образом, канавки в основном формируются в результате плавления, и на краю канавок формируются расплавы, и, в конечном счете, формируются краевые выступы. Краевые выступы формируются в результате переплавки и конденсирования защитной пленки и материала основы и не могут быть устранены в результате последующего крацевания. В случае плотности мощности I, составляющей 1,0 × 106 Вт/см2 и более, лазерное травление в основном будет зависеть от газифицирования, степень поглощения излучения будет значительно улучшена, и ощутимо улучшится эффективность травления. Испарившийся материал выводится с площади поверхности травления вследствие воздействия продувочного газа и системы пылеотвода. Маленькое количество остатков остается поблизости от канавок и удаляется совместно с защитной пленкой во время последующего технологического процесса крацевания при получении канавок, характеризующихся контролируемым профилем. Поэтому настоящее изобретение требует наличия плотности мощности для лазера, составляющей 1,0 × 106 Вт/см2 и более.
В дополнение к этому, изобретатели также подробно исследовали коррелирование между энергией падающего лазерного излучения и магнитными свойствами конечного продукта. Как это было установлено, энергия падающего лазерного излучения тесно соотносится с магнитными свойствами конечного продукта. Совокупная энергия лазера, воспринимаемая при расчете на единичную площадь поверхности, представляется в виде плотности энергии для лазера е0. Формула определения значения е0 представляет собой:
где Dy представляет собой длину пятна вдоль направления сканирования, а Vs представляет собой скорость сканирования лазера.
В случае чрезмерно низкой плотности энергии для лазера, то есть, при менее, чем 0,8 Дж/мм2, материал, отслаиваемый в результате лазерной абляции, будет составлять чрезмерно маленькое количество для достижения эффекта измельчения магнитного домена. В случае чрезмерно высокой плотности энергии для лазера, то есть, при более, чем 8,0 Дж/мм2, будет введена избыточная энергия лазера. В результате, с одной стороны, глубина сформированных канавок будет чрезмерно большой, что в результате приведет к уменьшению магнитной индукции. С другой стороны, ухудшится контролируемость канавок, дно не будет плоским, и вероятным будет формирование выступов на краю вследствие плавления.
Кроме того, изобретатели в результате проведения неоднократного экспериментального исследования получили техническое решение в отношении согласования плотности энергии для лазера с пленкой на поверхности в целях оптимизирования магнитных свойств текстурированной кремнистой стали. Говоря конкретно, достижения цели оптимизирования эффекта травления добиваются в результате контролирования соотношения между плотностью энергии для лазера и толщиной пленки на поверхности. Фигура 6 иллюстрирует выгодные эффекты настоящего изобретения в результате взятия текстурированной кремнистой стали при 0,23 мм в качестве одного примера. В случае соотношения между плотностью энергии для лазера и толщиной пленки на поверхности, составляющего менее, чем 0,6, значение Р17/50 не будет значительно улучшаться. В случае данного значения, составляющего более, чем 7,0, степень улучшения значения Р17/50 будет постепенно уменьшаться, но магнитная индукция В8 будет быстро ухудшаться, что обуславливается утечкой магнитного потока и увеличенным диапазоном теплопроводности.
Между тем, несмотря на возможность измельчения магнитного домена и уменьшения потерь в железе вследствие присутствия канавок травления магнитная проницаемость в канавках является очень низкой, что оказывает определенное ухудшающее воздействие на величину В8. Как это установили изобретатели после проведения подробного исследования взаимозависимости между размером канавок и потерями в железе и магнитной индукцией для тонколистовой кремнистой стали, в целях уменьшения потерь в железе для тонколистовой кремнистой стали при одновременном неуменьшении величины В8 в значительной степени размер и разнесение канавок должны удовлетворять определенным условиям. В случае ширины канавок, составляющей менее, чем 20 мкм, травление будет затруднительным, и увеличится энергия связи между уединенными магнитными полюсами на обеих сторонах канавок, что скомпенсирует изменение энергии системы, обусловленное утечкой магнитного потока, и, таким образом, магнитный домен не может быть эффективно измельчен. В случае превышения размером канавок в направлении прокатки 300 мкм свободное пространство между канавками будет чрезмерно большим, и магнитная индукция будет ощутимо уменьшаться. В случае глубины канавок, сформированных на основе в результате травления, составляющей менее, чем 5 мкм, воздействие измельчения на магнитный домен будет маленьким, а потери для тонколистовой кремнистой стали не уменьшатся. В случае глубины канавок, составляющей более, чем 50 мкм, большое количество уединенных магнитных полюсов будет приводить к получению большой величины открытого магнитного потока, потери в железе слегка уменьшатся, но магнитная индукция уменьшится в значительной степени.
В дополнение к этому, свободное пространство между канавками и угол между линиями, образующими риски, и поперечным направлением для толстолистовой стали также оказывает значительное воздействие на потери в железе и магнитную индукцию. В случае чрезмерно маленького свободного пространства между соседними канавками, то есть, при менее, чем 1 мм, канавки будут чрезмерно плотно расположенными, и магнитная индукция будет значительно уменьшена. В случае чрезмерно большого свободного пространства между соседними канавками, то есть, при более, чем 10 мм, измельченные магнитные домены не могут быть сформированы в пределах эффективного диапазона, и потери в железе не улучшатся. В случае угла между линиями, образующими риски, и направлением прокатки толстолистовой стали, составляющего более, чем 30°, эффект измельчения магнитного домена будет ослаблен, и степень улучшения потерь в железе будет низкой. Поэтому подходящие для использования условия нанесения рисок с точки зрения измельчения магнитных доменов и уменьшения потерь в железе при отсутствии значительного уменьшения магнитной индукции для тонколистовой кремнистой стали представляют собой нижеследующее: ширина канавки в диапазоне от 5 до 300 мкм, глубина канавки в диапазоне от 5 до 60 мкм и свободное пространство между соседними канавками в диапазоне 1-10 мм.
Способ настоящего изобретения обеспечивает достижение жаростойкого лазерного травления при использовании защитной пленки в результате проведения одноразового сканирования. Все следующие далее технические решения попадают в пределы объема настоящего изобретения: сформированные канавки характеризуются одним из профилей, выбираемых из приблизительно треугольного профиля, трапециевидного профиля, полукруглого профиля, эллиптического профиля или их деформирования в поперечном направлении для толстолистовой стали, и линии, образующие риски, компонуют параллельно вдоль направления прокатки толстолистовой стали. Сформированный размер канавок находится в пределах объема настоящего изобретения.
Краткое описание чертежей
Фиг. 1 представляет собой макроскопическое изображение линейных канавок, сформированных на поверхности текстурированной кремнистой стали в результате лазерного травления в настоящем изобретении.
Фиг. 2 демонстрирует диапазон максимальной высоты выступов на краю канавок, требуемый в настоящем изобретении.
Фиг. 3 демонстрирует долю площади поверхности, занятой брызгами, и диапазон максимальной высоты брызг, требуемые в настоящем изобретении.
Фиг. 4 демонстрирует диапазон шероховатости для центральной линии на дне канавок, требуемый в настоящем изобретении.
Фиг. 5 демонстрирует диапазон плотности мощности для лазера, требуемый в настоящем изобретении.
Фиг. 6 демонстрирует диапазон соотношения между плотностью энергии для лазера и толщиной пленки, требуемый в настоящем изобретении.
Фиг. 7 представляет собой изображение, демонстрирующее морфологию поверхности толстолистовой стали, подвергнутой лазерному травлению после нанесения защитной пленки в настоящем изобретении.
Фиг. 8 представляет собой изображение, демонстрирующее морфологию канавок после очищения от защитной пленки в настоящем изобретении.
Осуществление изобретения
Ниже на примерах проиллюстрированы варианты осуществления и эффекты настоящего изобретения, но на настоящее изобретение не накладывают ограничения конкретными вариантами осуществления, описанными в примерах.
Фиг. 1 демонстрирует скрайбированную лазером текстурированную кремнистую сталь 10, стойкую к отжигу для снятия напряжений, в настоящем изобретении, где на одной или обеих сторонах текстурированной кремнистой стали в результате лазерного травления формируют параллельные линейные канавки 20, линейные канавки являются перпендикулярными или расположенными под углом к направлению прокатки кремнистой стали для получения толстолистовой стали; максимальная высота краевых выступов линейных канавок не превышает 5 мкм, а максимальная высота брызг в свободных от травления областях между соседними линейными канавками не превышает 5 мкм, и доля площади поверхности, занятой брызгами в окрестности линейных канавок, не превышает 5%.
Предпочтительно шероховатость линии Ra для центральной линии на дне линейных канавок составляет не более, чем 2,1 мкм.
Предпочтительно линейные канавки являются приблизительно треугольными, трапециевидными, полукруглыми или эллиптическими.
Предпочтительно угол между линейными канавками и направлением прокатки толстолистовой стали находится в диапазоне 0 ~ 30°.
Предпочтительно линейные канавки имеют ширину в диапазоне от 5 до 300 мкм и глубину в диапазоне от 5 до 60 мкм, а свободное пространство между соседними линейными канавками находится в диапазоне 1-30 мм.
Пример 1
Текстурированную кремнистую сталь перепускали через операции производства чугуна, производства стали, непрерывной разливки и технологический процесс горячей прокатки. После этого проводили однократную холодную прокатку для прокатки стали до конечной толщины 0,23 мм. Вслед за этим проводили обезуглероживающий отжиг для получения поверхностного оксидного слоя. После этого на сталь на поверхность наносили покрытие из сепаратора на основе MgO и подвергали ее высокотемпературному отжигу при 1250°С на протяжении 20 часов. Вслед за этим непрореагировавший остаточный материал MgO смывали. После этого на поверхность стали наносили покрытие валиком и его высушивали для получения защитной пленки. Вслед за этим использовали АИГ-лазер для вытравливания линейных канавок с равными интервалами вдоль направления прокатки толстолистовой стали. Лазер характеризуется генерируемой мощностью 2000 Вт и средней шириной импульса 800 нс. Пятно, сформированное в результате фокусирования лазера на поверхности толстолистовой стали, было эллиптическим c малой осью в 0,016 мм и большой осью в 0,5 мм. Скорость сканирования составляет 50 м/с. Рассчитанная плотность мощности лазера составляла 3,2 × 107 Вт/см2, и плотность энергии лазера составляла 3,2 Дж/мм2. Сформированные линии, образующие риски, являются перпендикулярными к направлению прокатки толстолистовой стали. Свободное пространство между соседними линиями, образующими риски, составляет 4 мм. После этого осуществляли технологический процесс крацевания для удаления поверхностной защитной пленки и остатка брызг от нанесения рисок. В заключение, на поверхность стали наносили изолирующее покрытие и проводили окончательный отжиг для получения конечной тонколистовой кремнистой стали.
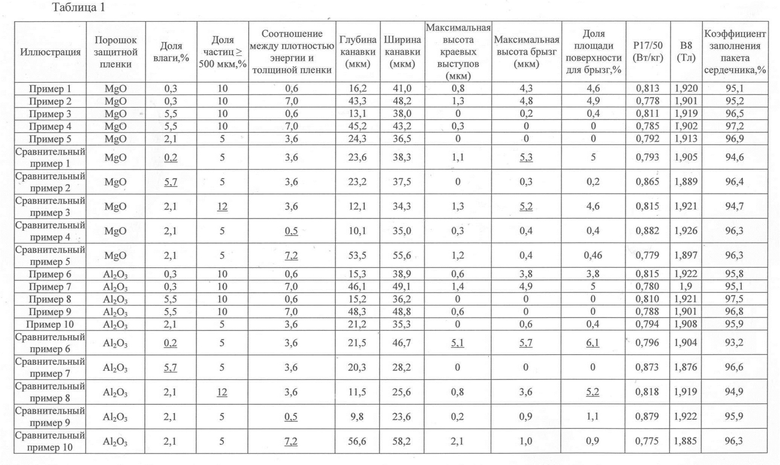
Магнитные свойства измеряли в соответствии с документом «GB/T 3655-2008 Methods of Measuring Magnetic Properties of Electrical Steel Sheet and Strip by Epstein Frame». Коэффициент заполнения пакета сердечника определяли в соответствии с документом «GB/T 19289-2003 Methods of Measuring Density, Resistivity and Lamination Factor of Electrical Steel Sheet and Strip». Результаты измерения для примеров и сравнительных примеров продемонстрированы в таблице 1.
Как это можно видеть исходя из таблицы 1, примеры 1-10 характеризуются лучшими потерями в железе, магнитной индукцией и коэффициентом заполнения пакета сердечника. Однако, магнитные свойства или коэффициент заполнения пакета сердечника из сравнительных примеров 1 - 10, которые не попадают в объем настоящего изобретения, являются относительно худшими.
Пример 2. Воздействие шероховатости Ra для центральной линии на магнитные свойства
Текстурированную кремнистую сталь перепускали через операции производства чугуна, производства стали, непрерывной разливки и технологический процесс горячей прокатки. После этого проводили однократную холодную прокатку для прокатки стали до конечной толщины 0,225 мм. Вслед за этим проводили обезуглероживающий отжиг для получения поверхностного оксидного слоя. После этого на сталь на поверхность наносили покрытие из сепаратора на основе MgO и подвергали ее высокотемпературному отжигу при 1200°С на протяжении 20 часов. Вслед за этим непрореагировавший остаточный материал MgO смывали. После этого на поверхность стали наносили покрытие валиком и его высушивали для получения защитной пленки из ZnO при контролировании толщины на уровне 2,5 мкм. Вслед за этим использовали непрерывный СО2-лазер для вытравливания линейных канавок с равными интервалами вдоль направления прокатки толстолистовой стали. Сформированные линии, образующие риски, являются перпендикулярными к направлению прокатки толстолистовой стали. Свободное пространство между соседними линиями, образующими риски, составляет 4,5 мм. После этого осуществляли технологический процесс крацевания для удаления поверхностной защитной пленки и остатка брызг от травления. В заключение, на поверхность стали наносили изолирующее покрытие и проводили окончательный отжиг для получения конечной тонколистовой кремнистой стали.
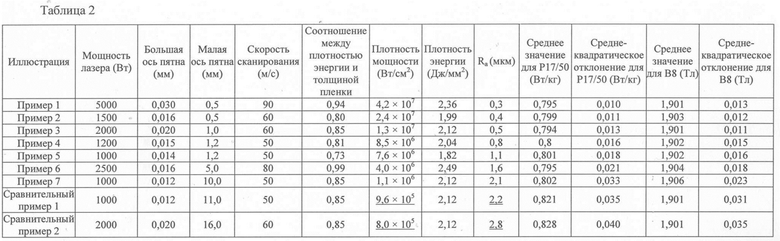
Магнитные свойства измеряли в соответствии с методом SST 60mm×300mm. Результаты измерения для примеров и сравнительных примеров продемонстрированы в таблице 2.
Как это можно видеть исходя из таблицы 2, параметры лазера в объеме настоящего изобретения делают возможным получение для тонколистовой кремнистой стали однородных и стабильных магнитных свойств. Однако, в сравнительных примерах за пределами объема настоящего изобретения флуктуирование магнитных свойств увеличивается вследствие непомерно большого значения Ra для центральной линии на дне канавок.
Пример 3
Текстурированную кремнистую сталь перепускали через операции производства чугуна, производства стали, непрерывной разливки и технологический процесс горячей прокатки. После этого проводили однократную холодную прокатку для прокатки стали до конечной толщины 0,225 мм. На поверхность стали в результате распыления наносили защитную пленку из Al2O3. Доля частиц Al2O3, характеризующихся диаметром частиц, составляющим 500 мкм и более, в защитной пленке составляет приблизительно 5%. После этого использовали АИГ-лазер, характеризующийся шириной импульса 300 нс, для вытравливания линейных канавок. Приблизительные треугольные канавки формировали в результате корректирования размера сфокусированного пятна, скорости сканирования и энергии лазера при нанесении рисок. Угол между линиями, образующими риски, и поперечным направлением для толстолистовой стали составляет 8°, и свободное пространство между линиями, образующими риски, в направлении прокатки составляет 4 мм. После этого осуществляли технологический процесс крацевания для удаления поверхностной защитной пленки. Вслед за этим проводили обезуглероживающий отжиг для получения поверхностного оксидного слоя. После этого на сталь на поверхность наносили покрытие из сепаратора на основе MgO и подвергали ее высокотемпературному отжигу при 1250°С на протяжении 20 часов после сматывания в рулон. В заключение, остаточный материал MgO смывали, на поверхность стали наносили изолирующее покрытие и проводили окончательный отжиг для получения конечной тонколистовой кремнистой стали.
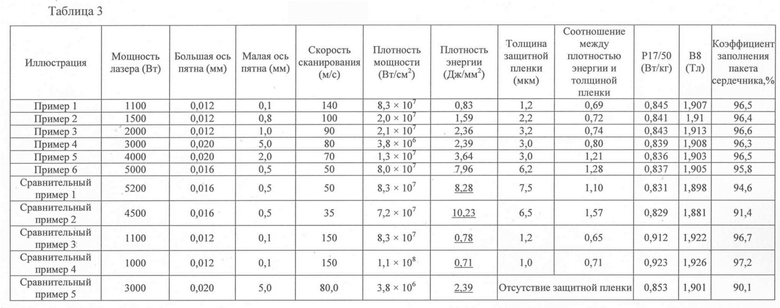
Магнитные свойства измеряли в соответствии с документом «GB/T 3655-2008 Methods of Measuring Magnetic Properties of Electrical Steel Sheet and Strip by Epstein Frame». Коэффициент заполнения пакета сердечника определяли в соответствии с документом «GB/T 19289-2003 Methods of Measuring Density, Resistivity and Lamination Factor of Electrical Steel Sheet and Strip». Результаты измерения для примеров и сравнительных примеров продемонстрированы в таблице 3.
Как это можно видеть исходя из таблицы 3, примеры, в которых плотность энергии лазера находится в объеме настоящего изобретения, обладают хорошими магнитными свойствами. Сравнительные примеры за пределами объема настоящего изобретения обладают магнитными свойствами, худшими в сопоставлении с соответствующими свойствами для настоящего изобретения.
Пример 4
Текстурированную кремнистую сталь перепускали через операции производства чугуна, производства стали, непрерывной разливки и технологический процесс горячей прокатки. После этого проводили однократную холодную прокатку для прокатки стали до конечной толщины 0,195 мм. Вслед за этим проводили обезуглероживающий отжиг для получения поверхностного оксидного слоя. После этого на сталь на поверхность наносили покрытие из сепаратора на основе MgO для получения пленки, имеющей толщину, составляющую приблизительно 9,5 мкм. Вслед за этим использовали АИГ-лазер для вытравливания линейных канавок с равными интервалами вдоль направления прокатки толстолистовой стали. Лазер характеризуется генерируемой мощностью 2000 Вт и средней шириной одиночного импульса 800 нс. Пятно, сформированное в результате фокусирования лазера на поверхности толстолистовой стали, было эллиптическим c малой осью в 0,016 мм и большой осью в 0,5 мм. Скорость сканирования составляет 50 м/с. Рассчитанная плотность мощности лазера составляла 3,2 × 107 Вт/см2. Скорость сканирования составляет 50 м/с. Рассчитанная плотность мощности лазера составляла 3,2 × 107 Вт/см2, а плотность энергии лазера составляла 3,2 Дж/мм2. Сформированные линии, образующие риски, являются перпендикулярными к направлению прокатки толстолистовой стали. Свободное пространство между соседними линиями, образующими риски, составляет 4 мм. После этого сталь подвергали высокотемпературному отжигу при 1250°С на протяжении 20 часов. Вслед за этим непрореагировавший остаточный материал MgO смывали. В заключение, на поверхность толстолистовой стали наносили изолирующее покрытие и проводили окончательный отжиг для получения конечной тонколистовой кремнистой стали.
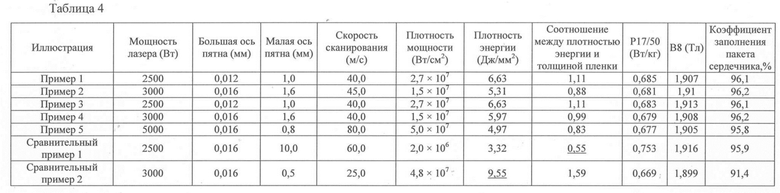
Магнитные свойства измеряли в соответствии с документом «GB/T 3655-2008 Methods of Measuring Magnetic Properties of Electrical Steel Sheet and Strip by Epstein Frame». Коэффициент заполнения пакета сердечника определяли в соответствии с документом «GB/T 19289-2003 Methods of Measuring Density, Resistivity and Lamination Factor of Electrical Steel Sheet and Strip». Результаты измерения для примеров и сравнительных примеров продемонстрированы в таблице 4.
В примере 4 толщину пленки, сформированной из сепаратора на основе MgO, корректировали для получения соотношения между плотностью энергии и толщиной пленки в пределах диапазона настоящего изобретения таким образом, чтобы оксид магния исполнял бы функцию как сепаратора, так и защитной пленки. Остаточный оксид магния смывали совместно с брызгами и тому подобным после отжига при высокой температуре. Как это можно видеть исходя из сопоставления представленных выше примеров и сравнительных примеров, в случае нахождения технологических параметров лазера в пределах объема настоящего изобретения может быть получена тонколистовая кремнистая сталь, характеризующаяся наличием измельченных магнитных доменов и уменьшенными потерями в железе. В случае нахождения технологических параметров лазера за пределами объема изобретения полученная тонколистовая кремнистая сталь будет характеризоваться либо высокими потерями в железе, либо низким коэффициентом заполнения пакета сердечника.
Как это можно сказать в порядке обобщения, настоящее изобретение формирует линейные канавки на поверхности толстолистовой стали в результате использования защитной пленки и одноразового лазерного сканирования. Поскольку защитная пленка демонстрирует характеристики поглощения в отношении лазера, это обеспечивает контролируемость морфологии сформированных канавок, потери в железе для полученной конечной тонколистовой кремнистой стали ощутимо уменьшаются, и коэффициент заполнения пакета сердечника не ухудшается в значительной степени. Кремнистая сталь настоящего изобретения является в особенности хорошо подходящей для использования при изготовлении трансформаторов с ленточным спиральным железным сердечником. Способу изобретения свойственны преимущества, заключающиеся в простом технологическом процессе, высокой эффективности производства и высоких ценности использования и перспективе использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕКСТУРИРОВАННАЯ КРЕМНИСТАЯ СТАЛЬ, ИМЕЮЩАЯ ЖАРОСТОЙКИЙ МАГНИТНЫЙ ДОМЕН, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2757364C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТОЙКОЙ ПРИ ОТЖИГЕ ДЛЯ СНЯТИЯ НАПРЯЖЕНИЙ, ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ | 2018 |
|
RU2746618C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2018 |
|
RU2714729C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605725C2 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2524026C1 |
| ПРОДУКТ ИЗ ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ ДЛЯ ТРАНСФОРМАТОРА С НИЗКИМ УРОВНЕМ ШУМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2721969C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2537059C2 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2526642C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| СПОСОБ СОЗДАНИЯ ЛИНЕЙНЫХ КАНАВОК И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ЛИНЕЙНЫХ КАНАВОК | 2016 |
|
RU2685616C1 |
Изобретение относится к области металлургии, в частности обработки текстурированной кремнистой стали. Для уменьшения потерь в железе и улучшения эксплуатационных характеристик стали на одной или обеих сторонах текстурированной кремнистой стали (10) в результате лазерного травления формируют параллельные линейные канавки (20). Линейные канавки (20) являются перпендикулярными или расположенными под углом к направлению прокатки толстолистовой стали. Максимальная высота краевых выступов линейных канавок (20) не превышает 5 мкм, а максимальная высота брызг в свободных от травления областях между соседними линейными канавками (20) не превышает 5 мкм, и доля площади поверхности, занятой брызгами в окрестности линейных канавок (20), не превышает 5%. Стали свойственны низкие издержки изготовления, и воздействие травления для конечной стали сохраняется во время технологического процесса отжига для снятия напряжений. Сталь является в особенности хорошо подходящей для использования при изготовлении трансформаторов с ленточным спиральным железным сердечником. 3 н. и 12 з.п. ф-лы, 4 табл., 8 ил.
1. Скрайбированная лазером текстурированная кремнистая сталь, стойкая к отжигу для снятия напряжений, в которой на одной или обеих из сторон текстурированной кремнистой стали в результате лазерного травления сформированы параллельные линейные канавки, при этом указанные линейные канавки расположены перпендикулярно или под углом по отношению к направлению прокатки кремнистой стали для получения толстолистовой стали, при этом максимальная высота краевых выступов у линейных канавок не превышает 5 мкм, а максимальная высота брызг металла в областях, свободных от травления, между соседними линейными канавками не превышает 5 мкм, при этом доля площади поверхности, занятой брызгами металла в окрестности линейных канавок, не превышает 5%.
2. Кремнистая сталь по п. 1, в которой высота брызг металла не превышает 2 мкми доля брызг металла при расчете на единичную площадь поверхности не превышает 2,5%.
3. Кремнистая сталь по п. 1 или 2, в которой шероховатость линии Ra для центральной линии на дне линейных канавок составляет не более чем 2,1 мкм.
4. Кремнистая сталь по п. 1 или 2, в которой шероховатость линии Ra для центральной линии на дне линейных канавок составляет не болеечем 0,52 мкм.
5. Кремнистая сталь по любому из пп. 1-4, в которой линейные канавки являются приблизительно треугольными, трапециевидными, полукруглыми или эллиптическими.
6. Кремнистая сталь по любому из пп. 1-5, в которой угол между линейными канавками и направлением прокатки кремнистой стали для получения толстолистовой стали находится в диапазоне 0-30°.
7. Кремнистая сталь по любому из пп. 1-6, в которой линейные канавки имеют ширину в диапазоне от 5 до 300 мкм и глубину в диапазоне от 5 до 60 мкм, а свободное пространство между соседними линейными канавками находится в диапазоне 1-10 мм.
8. Способ изготовления скрайбированной лазером текстурированной кремнистой стали, стойкой к отжигу для снятия напряжений, по любому из пп. 1-7, включающий стадии плавки, непрерывной разливки, горячей прокатки, однократной холодной прокатки или двукратной холодной прокатки при проведении промежуточного отжига, обезуглероживающего отжига, нанесения сепаратора отжига на основе MgO на поверхность кремнистой стали, высокотемпературного отжига и формовки текстурированной кремнистой стали в результате горячего растяжения, дрессировки и отжига, и также включает стадию лазерного травления, которую проводят до обезуглероживающего отжига или до или после горячего растяжения, дрессировки и отжига, при этом стадия лазерного травления включает следующие этапы:
1) получение защитной пленки на поверхности текстурированной кремнистой стали;
2) лазерное травление поверхности текстурированной кремнистой стали для получения последовательности из линейных канавок, являющихся перпендикулярными или расположенными под углом к направлению прокатки кремнистой стали для получения толстолистовой стали;
3) крацевание поверхности текстурированной кремнистой стали для удаления защитной пленки и высушивание.
9. Способ по п. 8, в котором защитную пленку получают при использовании порошкообразного оксида металла, при этом она характеризуется уровнем содержания влаги в диапазоне от 0,3мас.% до 5,5 мас.%.
10. Способ по п. 8 или 9, в котором защитная пленка имеет толщину в диапазоне от 1,0 мкм до 13,0 мкм.
11. Способ по п. 9, в котором порошкообразный оксид металла является нерастворимым в воде и представляет собой единственный порошок или комбинацию из нескольких порошков, при этом доля частиц, характеризующихся диаметром частиц, составляющим 500 мкм и более, в порошке или в порошках составляет 10% (об.) и менее.
12. Способ по п. 8 или 11, в котором порошкообразный оксид металла является одним или несколькими представителями, выбираемыми из оксида щелочноземельного металла, Al2O3, ZnO или ZrO.
13. Способ по п. 8, в котором лазер на стадии лазерного травления характеризуется плотностью мощности I, составляющей не менее, чем 1,0×106 Вт/см2, и средней плотностью энергии е0 в диапазоне от 0,8 Дж/мм2 до 8,0 Дж/мм2, при этом соотношение между средней плотностью энергии и толщиной защитной пленки составляет 0,6-7,0.
14. Способ производства скрайбированной лазером текстурированной кремнистой стали, стойкой к отжигу для снятия напряжений, по любому из пп. 1-7, включающий стадии плавки, непрерывной разливки, горячей прокатки, однократной холодной прокатки или двукратной холодной прокатки при проведении промежуточного отжига, обезуглероживающего отжига, нанесения сепаратора отжига на основе MgO на поверхность произведенной толстолистовой стали, высокотемпературного отжига, формовки текстурированной кремнистой стали в результате горячего растяжения, дрессировки, отжига и нанесения изолирующего покрытия, при этом после обезуглероживающего отжига проводят лазерное травление для получения последовательности из линейных канавок на поверхности текстурированной кремнистой стали, расположенным перпендикулярными или под углом к направлению прокатки кремнистой стали для получения толстолистовой стали.
15. Способ по п. 8 или 14, в котором источник накачки для генерирования лазера, использованный на стадии лазерного травления, является по меньшей мере одним представителем, выбираемым из СО2-лазера, твердотельного лазера и оптоволоконного лазера, причем лазер является непрерывным или импульсным.
| CN 106282512 А, 04.01.2017 | |||
| JP 11293340 A, 26.10.1999 | |||
| JP 2013030523 A, 07.02.2013 | |||
| СПОСОБ УЛУЧШЕНИЯ МАГНИТНЫХ СВОЙСТВ ЛИСТОВ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ КРЕМНИСТОЙ СТАЛИ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2238340C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ | 2011 |
|
RU2531213C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2540244C2 |

