ОБЛАСТЬ ТЕХНИКИ. К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к способу улучшения магнитных свойств листов текстурированной электротехнической кремнистой стали посредством лазерного скрайбирования, а более конкретно - к радиационному способу обработки листов стали после конечного отжига для улучшения их индукционных свойств, магнитострикции и уменьшения потерь по сравнению с необработанными листами стали.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Листы текстурированной электротехнической кремнистой стали находят применение главным образом в производстве сердечников для трансформаторов, причем в этом случае использования одним из наиболее изучаемых магнитных свойств материала, особенно после кризиса в семидесятых годах и более недавно в соответствии с увеличивающимся интересом к сбережению энергии, является свойство, связанное с так называемыми потерями в сердечнике, или с величиной энергии, теряемой в процессе работы трансформатора. Потери выражаются в ваттах на кг массы сердечника и зависят от различных факторов и, в частности, от движения стенок магнитных доменов, ограничиваемых как области в материале, в котором электроны, ответственные за ферромагнетизм, имеют параллельные спины и, следовательно, магнитный момент которых не равен нулю. В листах кремнистой магнитной стали магнитный момент в одном домене ориентирован в соответствии с направлениями простого намагничивания, то есть в кристаллографическом направлении <100>. Стенками домена являются области среди смежных доменов, через которые вращается магнитный момент и которые характеризуются величиной этого вращения, следовательно, мы говорим о 180-градусных стенках и не 180-градусных стенках (в этом материале 90-градусные стенки).
В размагниченном состоянии векторная сумма магнитных моментов равна нулю, ниже внешнего приложенного поля начальное намагничивание по существу имеет место благодаря движению стенок доменов, причем стенки, предпочтительно ориентированные относительно прикладываемого поля, отнимают меньше энергии и растут за счет других доменов, благодаря движению стенок в поперечном направлении при 180°. Более высокая подвижность стенок упрощает намагничивание и, следовательно, для перемещения стенок требуется меньше энергии. Потребление энергии, связанное с движением стенок при 180°, имеет место вследствие электродвижущих сил, генерируемых благодаря перемещениям стенок, противостоящих этому движению.
Было обнаружено, что такая составляющая потерь пропорциональна отношению расстояния между 180-градусными стенками и толщины стального листа. Кроме того, было установлено, что потери также зависят от размера кристаллов стальных листов и от ориентации кристаллической решетки кристалла относительно поверхности стального листа.
Следовательно, наиболее очевидной и непосредственной альтернативой является получение листов высокотекстурированной кремнистой стали, имеющих установленные размеры кристаллов и небольшую толщину.
Усилия, которые были сделаны до настоящего времени, дали превосходные результаты, которые не могут быть далее значительно улучшены с производственной точки зрения; в частности, было обнаружено, что оптимальный размер кристаллов составляет приблизительно 4 мм, тогда как желательная толщина стальных листов, находящаяся ниже некоторых значений, не является приемлемой с точки зрения стоимости этих технологических процессов и вследствие слишком сильного уменьшения отношения (называемого "объемным фактором") объема стального листа и объема необходимых изоляционных покрытий, что приведет к тому, что значительную часть сердечника будет занимать изоляционное покрытие.
Следовательно, принимались к рассмотрению другие факторы, влияющие на потери в сердечнике, и, в частности, потери, связанные с размерами магнитных доменов.
Во-первых, было обнаружено, что создание в стальных листах напряженного состояния вызывает в плоскости стального листа возникновение анизотропии, которая при наличии типовой структуры этих материалов (текстуры Госса) увеличивает разность энергии намагничивания между кристаллографическим направлением <100>, параллельным направлению прокатки, и направлением <011>, перпендикулярным направлению прокатки. Следовательно, равновесие магнитостатической энергии и энергии стенок доменов смещается в сторону энергии стенок, побуждая, таким образом, образование высокого числа стенок, становящихся тоньше и ближе. В таком случае получают значительное уменьшение вклада вихревых токов в общую величину потерь. По этой причине были разработаны изоляционные покрытия, обеспечивающие напряженное состояние, способные давать такие улучшения.
Однако в 1924 году была предложена возможность получения таких напряженных состояний также посредством создания сжимающих микронапряжений. С этой точки зрения было предложено подвергать стальной лист дробеструйной обработке или механическому скрайбированию с помощью сверл, ножей или валков.
Такие способы, хотя и являются эффективными и способными давать увеличение термостойкости при высоких температурах, имеют недостатки, связанные с трудностью применения в условиях производства и с разрушением изоляционного покрытия стальных листов, делая их, таким образом, незащищенными от быстрого окисления, требуя в соответствии с этим нанесения другого изоляционного покрытия, и с образованием заусенцев металлов на краях скрайбирования или вмятин, уменьшая, таким образом, величину объема сердечника, делая более частым возникновение коротких замыканий.
Другим этапом была соответствующая обработка поверхности стального листа концентрированными импульсами энергии в виде лазерных лучей, электронных пучков, плазмы и так далее.
В докладе на тему "Улучшение доменной структуры текстурированной электротехнической стали: с самого начала появления этой технологии", сделанного Дж.В.Шоеном и А.Л.фон Холленом на конференции "1986 ASM Material Week Conference", состоявшейся 4-9 октября 1986 года в Орландо, штат Флорида, четко изложены все проблемы, связанные с первыми опытами в этой области техники, в частности относящиеся к технологической обработке посредством лазерного скрайбирования.
По этому поводу на фиг.7 и фиг.9, относящихся к соответствующему описанию в тексте, указано, что улучшения, полученные посредством совершенствования магнитных доменов, могут быть связаны с величиной магнитострикции после лазерной обработки, так как изменение магнитострикции представляет количественную меру доли не 180-гардусных стенок, имеющейся в областях, подвергнутых лазерной обработке, причем самые лучшие результаты по улучшению доменной структуры получены при увеличении магнитострикции. Такая ситуация может быть также обнаружена в других документах, например, в европейском патенте №87587 с приоритетом от 25 января 1980 года, в котором описан радиационный способ обработки электромагнитной листовой стали лазерным лучом. Изобретение заключается в нанесении жидкого покрывающего агента на стальной лист после лазерной обработки и в отжиге этого покрытия при температуре не выше 600°С. Этот температурный предел объясняется тем, что эффект уменьшения потерь вследствие лазерной обработки полностью исчезает при температурах, превышающих 500-600°С.
В этом патенте отмечено, что эффекты лазерной обработки используют не только для уменьшения потерь, но также для улучшения магнитострикции; однако в этом аспекте не было приведено убедительных доказательств, так как Таблица 1, которая фактически является единственной, в которой приведены оценки магнитострикции, иллюстрирует критерии, относящиеся к магнитострикции, которые выражены как разбросы размеров под механической нагрузкой, равной 17 кг. Следовательно, в этом отношении следует указать на то, как это хорошо известно, что механическое волочение улучшает магнитострикцию. Кроме того, из приведенных данных можно отметить, что результаты, соответствующие изобретению, ниже в отношении магнитострикции, чем результаты, которые могут быть получены простым нанесением конечного изоляционного покрытия, без применения лазерной обработки. Таким образом, единственным преимуществом лазерной обработки является улучшение общих потерь в сердечнике.
В европейских патентных заявках №8385 и №100638, а также в патентной заявке Великобритании описаны способы лазерной обработки полосы из электротехнической стали, в которых выбором некоторых параметров задают адекватную величину энергии характерного облучения для соответствующего процесса лазерной обработки. В соответствии с вышеуказанными документами может быть соответственно получено уменьшение потерь в сердечнике, тогда как проницаемость становится неизменной и даже уменьшается. Нет данных в отношении изменения других конечных свойств, например магнитострикции.
В европейской патентной заявке №611829, поданной 24 августа 1994 года, описана электронно-лучевая обработка поверхности листов текстурированной электротехнической стали, предназначенная для получения изделия (сердечника трансформатора), имеющего улучшенные характеристики по форме и акустическим излучениям. Изобретение заключается в том, что стальной лист, снабженный конечным изоляционным покрытием, облучают электронным лучом, посылаемым на стальной лист сталь так, чтобы образовывать непрерывную или прерывистую зигзагообразную дорожку, так что дорожки электронного луча соответствуют вершинам зигзагообразной дорожки.
В этом способе полученные улучшения также относятся только к потерям, тогда как величины, относящиеся к магнитострикции (мощность возбуждения и шум), могут быть сравнимы с этими характеристиками для необработанной полосы и они лучше только для полосы, обработанной посредством линейного облучения электронным лучом. Дополнительным недостатком, относящимся к применению электронного луча, является то, что необходимо работать в условиях высокого вакуума, причем столь дорогостоящие условия трудно создать на установках, предназначенных для непрерывной обработки материалов. Наконец, следует отметить, что в этом документе описаны лучшие результаты, которые получены при температуре обработки полосы электронным лучом, составляющей 600-800°С, при которых, как известно, утрачиваются достоинства, полученные в результате микронапряжений. Следовательно, можно сделать вывод, что в этом документе описаны улучшения, полученные, по существу, вследствие эффекта получения напряжения вследствие конечного изоляционного покрытия, лучше связанного со стальным листом вследствие канавок, образованных в стеклянной пленке электронным лучом.
На известном уровне техники показано, как радиационная обработка лазерным или электронным лучом листов текстурированной кремнистой стали может в результате привести к эффективным улучшениям общих характеристик потерь, тогда как, что касается магнитострикции и шумов, то результаты могут быть главным образом сравнимы с результатами, полученными стандартными способами обработки без облучения поверхности. Кроме того, необходимо принимать во внимание, что применение установок для лазерной или электронно-лучевой обработки связано с очень высокими капитальными и эксплуатационными расходами и не может считаться полностью удовлетворительным только при уменьшении потерь.
Следовательно, в объем настоящего изобретения входит обеспечение лазерной обработки листов магнитной текстурированной листовой стали, способной абсолютно улучшить величины потерь в сердечнике, магнитострикцию и индукцию, измеряемые при величинах 800 А/м (ниже В 800).
Другим аспектом настоящего изобретения является проведение лазерной обработки без повреждения изоляционного покрытия стальных листов.
Дополнительным аспектом настоящего изобретения является предотвращение дополнительных затрат, связываемых до настоящего времени с нанесением на стальные листы изоляционного покрытия, необходимого после выполнения лазерной обработки.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к способу, в котором лист текстурированной кремнистой стали, уже подвергнутый конечному отжигу для вторичной рекристаллизации и снабженный изоляционным покрытием, подвергают обработке лазером непрерывного излучения, например, на основе СО2, имеющим длину волны 10,46 мкм, путем непрерывного сканирования полосы при движении, в общем, в поперечном направлении относительно направления движения поносы. Способ отличается тем, что некоторые предварительно выбранные технологические параметры (то есть, например, удельная энергия излучения, время выдержки и расстояние между двумя последовательными дорожками лазерного луча на стальном листе) одновременно и непрерывно регулируются, соответственно, в диапазонах 0,1-25 мДж/мм2, 1·10-6-1·10-2 с, 2-12 мм для оптимизации улучшения, по меньшей мере, одного из магнитных свойств полосы, выбранных между индукцией и потерями в сердечнике, непрерывно измеряемых перед и после обработки лазерным лучом, без повреждения стеклянного пленочного изоляционного покрытия.
В этом контексте время выдержки является временем, в течение которого конкретная поверхность полосы подвергается облучению лазерным лучом, причем время выдержки является функцией скорости движения полосы, скорости сканирования лазерным лучом и размеров лазерного луча в поперечном направлении.
Удельная энергия излучения предпочтительно находится в диапазоне 2-4 мДж/мм2, а более конкретно - 3-5 мДж/мм2. Время выдержки должно предпочтительно составлять 1·10-5-1·10-3 с, а более конкретно - 1-8·10-4 с.
Расстояние между двумя последовательными линиями должно предпочтительно поддерживаться в диапазоне 3,5-8 мм в соответствии со средним размером кристалла; в нашем исследовании очень хорошие результаты были получены при значениях расстояния между двумя последовательными линиями, на 10-20% меньших, чем средний размер кристалла, измеренный в направлении прокатки полосы.
Другим очень важным фактором является скорость сканирования лазерным лучом по поверхности полосы, зависящая от других параметров, например от скорости поступательного перемещения стального листа в линии и от расстояния между линиями скрайбирования; следовательно, в различных технологических установках этот параметр может иметь разные значения, еще сохраняя оптимальные величины получаемых магнитных свойств; в испытаниях, проводимых лаборатории, превосходные результаты были получены при скоростях сканирования в диапазоне 800-10000 м/мин; на используемой промышленной установке обычные значения скоростей сканирования находились в диапазоне 1500-6000 м/мин.
Поперечные размеры лазерного луча (или длина пятна), от которых зависит время выдержки, составляют 1-60 мм, предпочтительно - 5-50 мм, причем обычные значения составляют 7-40 мм.
Когда сканирование лазерного луча обеспечивают посредством вращения многоугольного зеркала, посылающего луч на параболическое зеркало, от которого он, в конечном счете, передается к полосе, параметры способа также зависят от скорости вращения многоугольного зеркала; следовательно, в соответствии с настоящим изобретением эта скорость вращения составляет 100-10000 об/мин, а предпочтительно - 600-6000 об/мин.
Параметры способа могут быть отрегулированы для оптимизации потерь или улучшения магнитострикции, получая также небольшие улучшения значения магнитной проницаемости.
Так как для измерения магнитострикции нет стандартных методов, то измерения, на результаты которых делаются ссылки в этой заявке, осуществляли в соответствии с методикой, описанной Дж.Бан и Ф.Джанози в работе "Измерительная система и метод оценки магнитострикции при постоянном и переменном токе для исследования текстурированной электротехнической стали, содержащей 3,2% SiFe", Conference of Soft Magnetic Materials, SMM'12 Conf. Proc. Journal of Magn. and Magn. Mat., Vol. 160, (1996), 167-170.
Далее настоящее изобретение будет описано подробно со ссылками на следующие примеры его практического применения, приведенные не для ограничения, а для иллюстрации объекта настоящего изобретения.
ПРИМЕР 1
Сталь, содержащая 3,2 мас.% кремния, как правило, используемая для производства стальных листов с высокими магнитными свойствами, была получена и трансформирована в соответствии с известными методами в стальные листы, имеющие толщину 0,27 мм, покрытые стандартным сепаратором (для отжига) на основе МgО и отожженные в камерной печи.
После требуемых конечных обработок было получено изделие, имеющее следующие магнитные свойства.

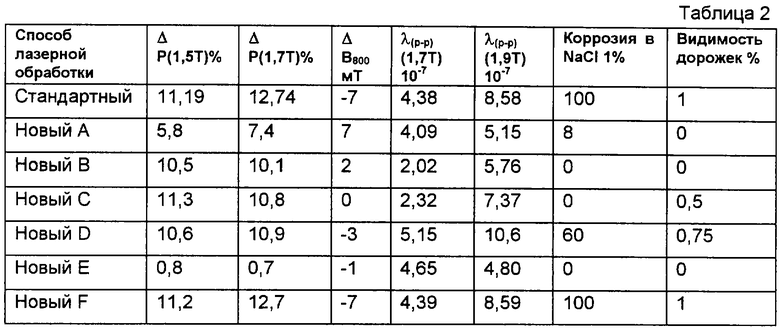
Полосы, покрытые стеклянной пленкой и изоляционным покрытием (одно для стандартной обработки и три для обработки, соответствующей настоящему изобретению), были подвергнуты облучению лазерным лучом при следующих условиях.

Далее на полученных материалах были измерены магнитные свойства, чувствительность к образованию ржавчины в соответствии с облученными областями (указываемая в сантиметрах окисления/метры дорожки), видимость дорожек лазерного луча на стальном листе (показана как отношение видимой длины в длине дорожки), магнитострикция λ(р-р) (как максимальное изменение длины полосы). Значения, полученные в результате измерений, приведены в Таблице 2.
ПРИМЕР 2
Полоса была также обработана при разных временах выдержки. Полученные результаты приведены в Таблице 3.

Очевидно, что имеется строгая зависимость магнитных свойств конечного изделия от времени выдержки, в частности все рассматриваемые магнитные свойства улучшаются только в некоторых случаях.
Для полос G и Н, даже хотя время выдержки было постоянным, на конкретной установке было невозможно лучшим образом отрегулировать другие параметры, например скорость полосы и скорость сканирования лазерного луча.
Для полос I и J хорошие результаты были получены для всех рассматриваемых магнитных свойств.
Наконец, для полос К и L, даже при получении нулевых значений видимости дорожки и коррозии были отмечены небольшие, а также негативные улучшения, связанные с потерями, негативные улучшения, относящиеся к проницаемости и к слишком большой величине магнитострикции.
ПРИМЕР 3
Полоса, обработанная, как в случае I, была подвергнута дополнительной обработке путем изменения расстояния между дорожками. В этой полосе средний размер кристалла в направлении прокатки составлял 8,53 мм при разбросе в 30%. Полученные результаты приведены в Таблице 4. В этом случае можно также отметить, что допустимые значения получены в исследуемом поле в пределах, которые были постоянными для технологических параметров (за исключением магнитострикции, при минимуме для образцов Р и Q), и что оптимальные значения могут быть получены для расстояния между линиями, составляющего 7-8 мм, то есть на 8-18% ниже среднего размера кристалла.

ПРИМЕР 4
В соответствии с настоящим изобретением магнитострикцию измеряли перед и после лазерной обработки на стальной полосе О, имеющей поле поляризации, составляющее 0,8 и 1,9 Т. Полученные результаты приведены в Таблице 5.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДУКТ ИЗ ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ ДЛЯ ТРАНСФОРМАТОРА С НИЗКИМ УРОВНЕМ ШУМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2721969C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРИРОВАННОГО ЛИСТОВОГО СТАЛЬНОГО ИЗДЕЛИЯ | 2011 |
|
RU2547377C2 |
| СПОСОБ БЫСТРОГО НАНЕСЕНИЯ НАСЕЧЕК С ПОМОЩЬЮ ЛАЗЕРА | 2011 |
|
RU2548544C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2776383C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ ЭЛЕКТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2301839C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТОЙКОЙ ПРИ ОТЖИГЕ ДЛЯ СНЯТИЯ НАПРЯЖЕНИЙ, ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ | 2018 |
|
RU2746618C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2818732C1 |
| УСТРОЙСТВО ДЛЯ УЛУЧШЕНИЯ СВОЙСТВ ТЕКСТУРИРОВАННОГО ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ПО ПОТЕРЯМ В ЖЕЛЕЗЕ | 2012 |
|
RU2578331C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2823712C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2819013C2 |
Изобретение относится к производству листов текстурированной электротехнической стали с высокими магнитными свойствами. Лазерной обработке для регулирования размеров магнитных доменов подвергают листы текстурированной электротехнической кремнистой стали посредством оптимизации некоторых основных технологических параметров, например удельной энергии излучения, расстояния между дорожками скрайбирования, скорости сканирования и времени выдержки, что позволяет улучшить магнитострикцию, индукцию, а также уменьшить потери. 12 з.п. ф-лы, 5 табл.
| 1976 |
|
SU611829A1 | |
| Способ получения листа электротехнической стали с ориентированной текстурой | 1979 |
|
SU1001864A3 |
| Способ производства анизотропной листовой электротехнической стали | 1988 |
|
SU1636459A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОЗЕРНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ | 1992 |
|
RU2016094C1 |

