Перекрестные ссылки на родственные заявки
[0001] Настоящая заявка испрашивает преимущество и приоритет предварительной заявки на патент США №62/992 610, поданной 20 марта 2020 г. и озаглавленной «MOLD CORNER HEATING DURING CASTING», содержание которой полностью включено в настоящий документ посредством ссылки для всех целей.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение относится к металлургии в целом и, более конкретно, к улучшенному нагреву угла литейной формы во время литья.
Уровень техники
[0003] В процессе литья металла расплавленный металл проходит в полость литейной формы. Для некоторых видов литья применяются литейные формы с ложным, или подвижным, дном. По мере поступления расплавленного металла в полость литейной формы, обычно сверху, ложное дно опускается со скоростью, связанной со скоростью потока расплавленного металла. Расплавленный металл, застывший у бортов, может быть применен для удержания жидкого и частично жидкого металла в отстойнике для расплава. Металл может быть на 99,9% твердым (например, полностью твердым), на 100% жидким и в любом промежуточном состоянии. Отстойник для расплава может иметь V-образную, U-образную или W- образную форму из-за увеличения толщины твердых областей по мере охлаждения расплавленного металла. Границу раздела между твердым и жидким металлом иногда называют границей затвердевания.
[0004] При непрерывном литье в кристаллизатор вода или другая охлаждающая жидкость применяется для охлаждения расплавленного металла по мере затвердевания металла с образованием металлического слитка по мере опускания ложного дна полости литейной формы. Охлаждающая жидкость может создавать перепад температуры в расплавленном металле, при этом расплавленный металл у стенок литейной формы имеет более низкую температуру, чем расплавленный металл в центре литейной формы. Более холодный расплавленный металл у стенок литейной формы может образовывать микроструктуры в затвердевающем металле, которые могут оставаться в полученном металлическом слитке. Эти микроструктуры могут привести к образованию дефектов в слитке, например, при прокатке металлического слитка.
Удаление этих дефектов из металлического слитка может привести к потере времени и материала.
Раскрытие сущности изобретения
[0005] Термин «вариант осуществления» и подобные термины предназначены для широкого обозначения всего объекта настоящего изобретения и приведенной ниже формулы изобретения. Заявления, содержащие эти термины, следует понимать как не ограничивающие объект, описанный в данном документе, или ограничивающие значение или объем приведенной ниже формулы изобретения. Варианты осуществления настоящего изобретения, раскрытые в данном документе, определяются приведенной ниже формулой изобретения, а не настоящим описанием. Это краткое изложение представляет собой общий обзор различных аспектов данного изобретения и вводит некоторые из концепций, которые дополнительно описаны в разделе «Подробное описание» ниже. Это краткое изложение не предназначено для определения ключевых или существенных признаков заявленного объекта, а также не предназначено для применения отдельно для определения объема заявленного объекта. Объект следует понимать со ссылкой на соответствующие части всего описания настоящего изобретения, любые или все графические материалы и каждый пункт формулы изобретения.
[0006] В некоторых примерах в настоящем документе рассматриваются системы и способы генерирования тепла в расплавленном металле в литейной форме для предотвращения или уменьшения образования интерметаллидов в расплавленном металле. В различных примерах применяется литейная форма, имеющая отверстие, образованное несколькими боковыми стенками для приема и вмещения расплавленного металла. Один или более магнитных роторов могут быть расположены над литейной формой в угловой области, образованной схождением двух или более боковых стенок. Две или более боковых стенок могут сходиться и образовывать изогнутый угол с некоторым радиусом. В некоторых случаях магнитный ротор может иметь такой радиус, который позволяет расположить магнитный ротор вблизи радиуса скругления угла литейной формы. Например, кривизна магнитного ротора может соответствовать кривизне радиуса скругления угла литейной формы. Магнитные роторы могут генерировать тепло в расплавленном металле путем индуцирования изменяющихся магнитных полей в расплавленном металле. Индуцирование изменяющихся магнитных полей в расплавленном металле может создавать поток и электрический ток (например, вихревые токи) в расплавленном металле для нагрева расплавленного металла.
Один или более магнитных роторов могут быть выполнены с возможностью нагрева расплавленного металла в угловой области до температуры, выше которой могут образоваться интерметаллиды (например, выше 515 градусов Цельсия для сплава 3104 или аналогично желаемой температуры для других сплавов, чтобы избежать образования плавящихся интерметаллидов). Магнитный ротор, расположенный вблизи радиуса скругления угла литейной формы, может локализовать нагрев расплавленного металла в области, непосредственно прилегающей к стенке литейной формы на радиусе скругления угла (например, в области, проходящей от внутренней поверхности радиуса скругления угла до приблизительно 50 мм от внутренней поверхности радиуса скругления угла). Магнитный ротор может быть расположен и иным образом выполнен таким образом, что локализованный нагрев оказывает незначительное влияние или вообще не оказывает влияния на расплавленный металл в центре литейной формы или вблизи него, или вдали от углов литейной формы. Повышение температуры выше температуры, при которой могут образовываться интерметаллиды, может предотвратить или иным образом уменьшить образование интерметаллидов в расплавленном металле, например, в области, прилегающей к радиусу скругления угла.
[0007] В различных примерах предлагается устройство. Устройство может содержать литейную форму и магнитный ротор. Литейная форма может иметь стенки, образующие отверстие для приема расплавленного металла. Стенки литейной формы могут пересекаться, чтобы по меньшей мере частично образовать угловую область отверстия. Магнитный ротор может быть расположен рядом с угловой областью на высоте над расплавленным металлом, когда расплавленный металл находится в отверстии. Магнитный ротор может нагревать и вызывать повышение температуры расплавленного металла в угловой области, достаточное для предотвращения или иного уменьшения образования интерметаллидов в расплавленном металле в угловой области.
[0008] В различных примерах предложена система. Система может содержать литейную форму, двигатель и источник магнитного поля. Литейная форма может иметь две или более боковых стенок, образующих отверстие для приема расплавленного металла. Две или более боковых стенок могут дополнительно образовывать угловую область. Двигатель может быть соединен с приводным валом и расположен над расплавленным металлом и рядом с угловой областью. Двигатель может вращать приводной вал. Источник магнитного поля может быть соединен с приводным валом и выполнен с возможностью нагрева расплавленного металла, смежного с угловой областью, при вращении.
[0009] В различных примерах предложен способ. Способ может включать подачу расплавленного металла в отверстие литейной формы, образованное двумя или более стенками литейной формы, которые могут дополнительно образовывать по меньшей мере одну угловую область. Тепло может генерироваться в расплавленном металле, смежном с угловой областью, посредством работы по меньшей мере одного магнитного ротора, расположенного рядом с угловой областью и над расплавленным металлом. В расплавленном металле, смежном с угловой областью, может быть вызвано повышение температуры, достаточное для предотвращения или иного уменьшения образования интерметаллидов в расплавленном металле. Повышение температуры может быть вызвано по меньшей мере теплом, генерируемым при работе по меньшей мере одного магнитного ротора.
[0010] Другие цели и преимущества будут очевидны из следующего подробного описания неограничивающих примеров.
Краткое описание чертежей
[0011] В описании делается ссылка на следующие прилагаемые графические материалы, на которых применение одинаковых ссылочных позиций на разных графических материалах предназначено для иллюстрации подобных или аналогичных компонентов.
[0012] На фиг. 1 представлен частичный вид в разрезе системы для литья металла, содержащей литейную форму с магнитными роторами в вертикальной ориентации в соответствии с различными вариантами осуществления.
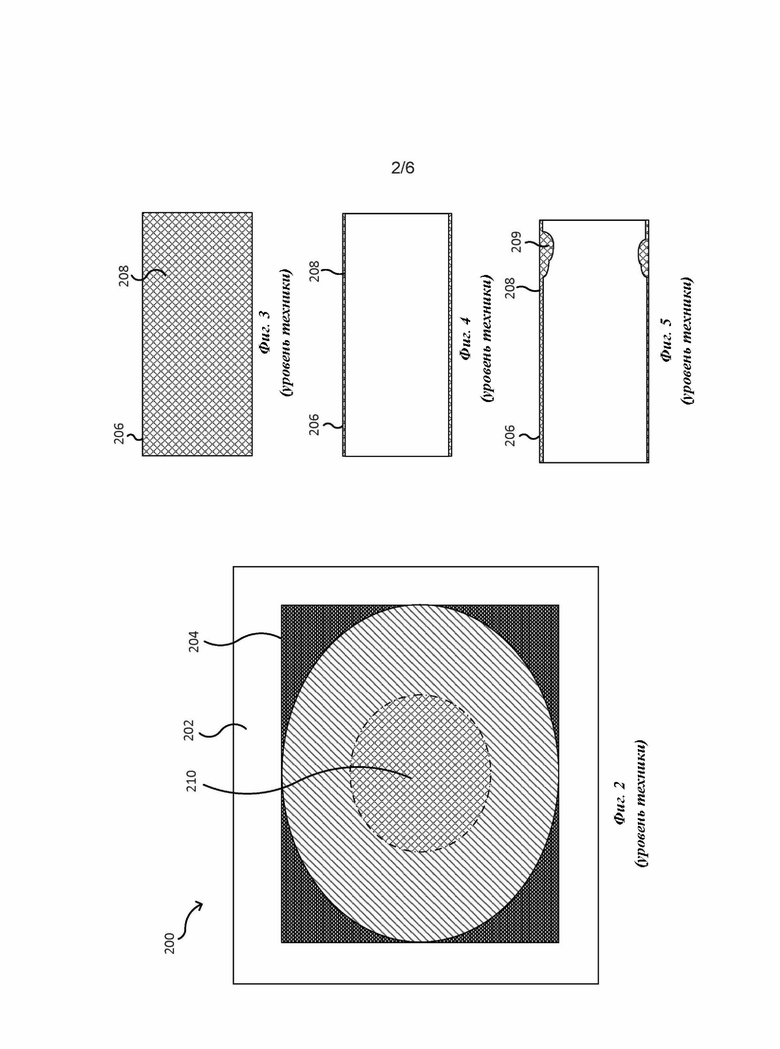
[0013] На фиг. 2 представлен вид сверху известной системы для литья металла без магнитных роторов.
[0014] На фиг. 3 представлен вид сверху металлического слитка, образованного с помощью известной системы для литья металла без магнитных роторов, изображенной на фиг. 2.
[0015] На фиг. 4 представлен вид сверху металлического слитка, изображенного на фиг. 3, после проведения методов обработки слитка.
[0016] На фиг. 5 представлен вид сверху металлического слитка, изображенного на фиг. 4, после проведения методов прокатки слитка.
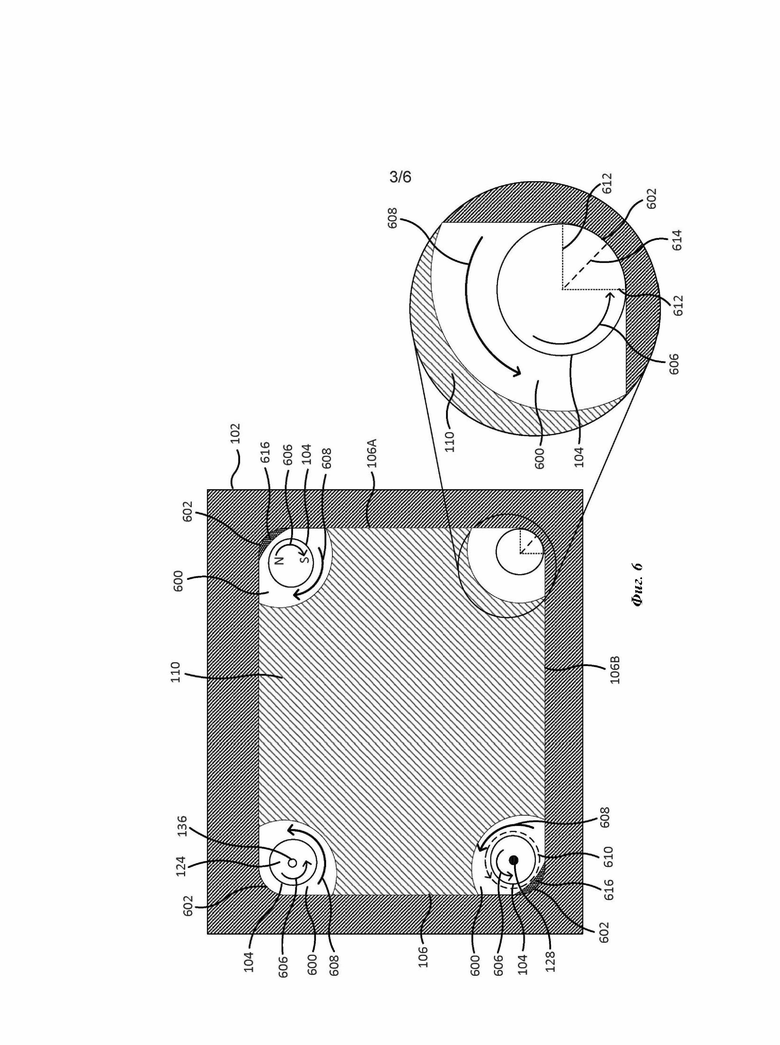
[0017] На фиг. 6 представлен вид сверху литейной формы и магнитных роторов, изображенных на фиг. 1, в соответствии с различными вариантами осуществления.
[0018] На фиг. 7 представлен вид сверху металлического слитка, образованного с помощью системы для литья металла, изображенной на фиг. 1, после проведения методов прокатки слитка, в соответствии с различными вариантами осуществления.
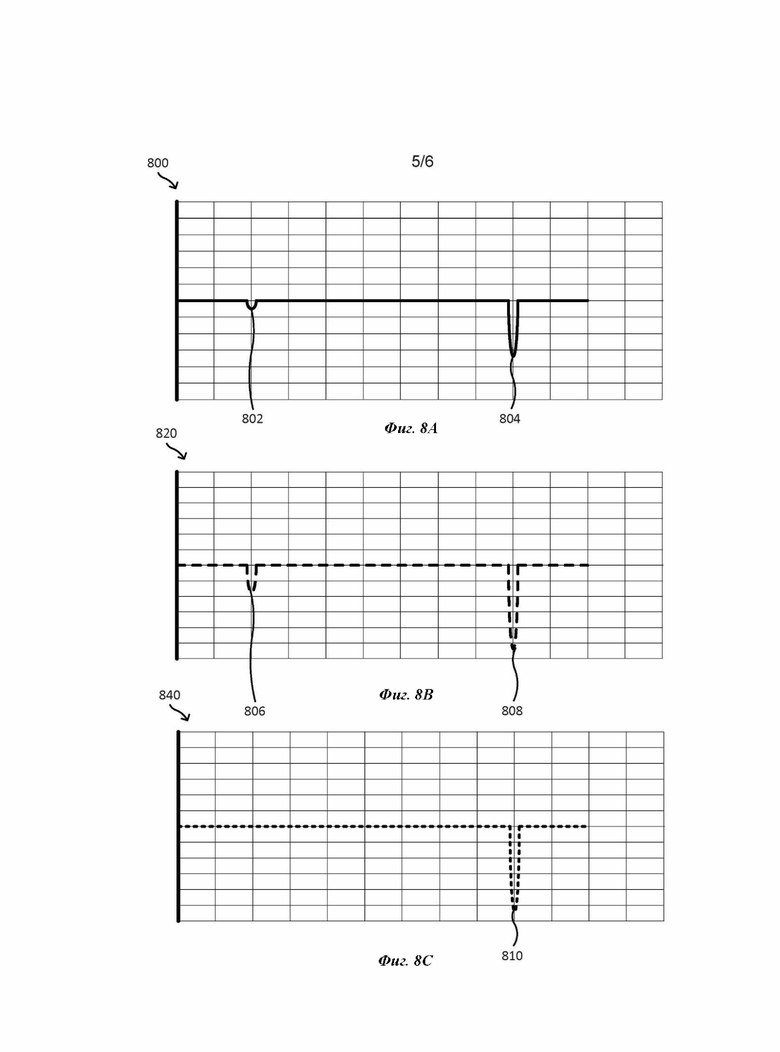
[0019] На фиг. 8А-8С представлены графики, показывающие профиль расплавленного металла в литейной форме, изображенной на фиг. 1, в соответствии с различными вариантами осуществления.
[0020] На фиг. 9 представлена блок-схема, иллюстрирующая процесс нагрева расплавленного металла с помощью системы для литья металла, изображенной на фиг. 1, в соответствии с различными вариантами осуществления.
Осуществление изобретения
[0021] Следующие примеры будут служить для дополнительной иллюстрации настоящего изобретения, но в то же время, однако, не будут представлять собой какое-либо его ограничение. Напротив, следует четко понимать, что могут быть сделаны ссылки на различные варианты осуществления, модификации и их эквиваленты, которые после прочтения настоящего описания могут прийти на ум специалистам в данной области техники без отклонения от сущности настоящего изобретения.
[0022] В данном описании ссылка делается на сплавы, обозначенные номерами АА и другими соответствующими обозначениями, такими как «серия». Для понимания системы цифровых обозначений, наиболее часто применяемой для наименования и идентификации алюминия и его сплавов, см. «Международные обозначения сплавов и пределы химического состава деформируемого алюминия и деформируемых алюминиевых сплавов» или «Регистрационную запись обозначений сплавов Ассоциации алюминиевой промышленности и пределов химического состава для алюминиевых сплавов в виде отливок и слитков», опубликованные Ассоциацией алюминиевой промышленности.
[0023] В традиционных методах литья металлических слитков расплавленный металл может быть подан в литейную форму через отверстие литейной формы. Расплавленный металл может по меньшей мере частично заполнить литейную форму и начать остывать с образованием металлического слитка. Расплавленный металл может остывать с разной скоростью; например, расплавленный металл ближе к стенкам литейной формы может остывать быстрее, чем расплавленный металл в центре литейной формы. Разница в скорости остывания может привести к образованию слоев оксида металла в наружных слоях слитка, на них или рядом с ними, например, в углах литейной формы или рядом с ними. Во время дальнейших операций обработки слитка, например, при зачистке и/или прокатке слитка, слои оксида металла могут образовываться и/или отделяться от слитка, что приводит к дополнительным отходам и/или обработке.
[0024] В вариантах осуществления в настоящем документе описаны системы и способы, относящиеся к одному или более магнитным роторам, нагревающим расплавленный металл вблизи углов литейной формы. Магнитные роторы могут быть расположены вблизи угловых стыков литейной формы на высоте над расплавленным металлом. Магнитные роторы могут вращаться и вызывать перемещающиеся или переменные во времени магнитные поля в расплавленном металле в углу литейной формы. Изменяющиеся магнитные поля могут создавать вихревые токи в расплавленном металле. Вихревые токи могут нагревать расплавленный металл, вызывая течение металла в углу литейной формы, и вызывать повышение температуры расплавленного металла вблизи угловых стыков до температуры выше температуры, при которой в расплавленном металле могут образовываться интерметаллиды. В результате образование интерметаллидов может быть предотвращено или образование интерметаллидов может быть уменьшено вблизи углов слитка. Предотвращение образования интерметаллидов или иное уменьшение их образования может сэкономить время и материал во время операций обработки металлического слитка (например, операций зачистки и прокатки). В некоторых примерах магнитный ротор может быть расположен и иным образом выполнен таким образом, что локализованный нагрев оказывает незначительное влияние или вообще не оказывает влияния на расплавленный металл в центре литейной формы или вблизи него, или вдали от углов литейной формы.
[0025] Обратимся теперь к иллюстративным вариантам осуществления, на фиг. 1 представлен частичный вид в разрезе системы 100 для литья металла, содержащей литейную форму 102 с магнитными роторами 104 в вертикальной ориентации (например, ось 136 вращения магнитных роторов 104 перпендикулярна верхней поверхности литейной формы). Литейная форма 102 может образовывать отверстие 108 для приема расплавленного металла 110, например, из желоба 112 или другого источника подачи расплавленного металла. Магнитные роторы 104 могут быть расположены на угловых стыках литейной формы 102 или рядом с ними и нагревать расплавленный металл 110, повышая температуру расплавленного металла в литейной форме выше температуры, при которой могут образовываться интерметаллиды.
[0026] Литейная форма 102 может получать расплавленный металл 110 из желоба 112, который может быть расположен рядом с литейной формой 102. Например, желоб 112 может быть расположен над литейной формой 102 и подавать расплавленный металл в отверстие 108 литейной формы через подающую трубку 120. Желоб 112 может содержать устройство 122 управления потоком для регулировки скорости потока расплавленного металла 110 из желоба 112 в отверстие 108 литейной формы.
[0027] В различных вариантах осуществления литейная форма 102 может содержать стенки 106 литейной формы (например, боковые стенки), которые образуют отверстие 108 литейной формы для приема расплавленного металла 110. Отверстие 108 литейной формы может быть прямоугольным отверстием (например, имеющим две пары параллельных боковых стенок, пересекающихся под прямым углом), имеющим один или более квадрантов для приема расплавленного металла 110. Однако отверстие 108 литейной формы может иметь любую подходящую форму (например, круглую или треугольную). В различных вариантах осуществления отверстие 108 литейной формы может иметь закругленные края, каждый из которых имеет закругленную внутреннюю поверхность. Стенки 106 литейной формы могут представлять собой или содержать материал, который может выдерживать воздействие расплавленного металла 110 и придавать расплавленному металлу различные формы и контуры. Нижний блок 116 может быть расположен рядом со стенками 106 литейной формы для приема расплавленного металла 110, проходящего через отверстие 108 литейной формы. Например, перед подачей расплавленного металла 110 в отверстие 108 литейной формы нижний блок 116 может быть поднят для схождения со стенками 106 литейной формы. Расплавленный металл 110 может быть подан в литейную форму 102 и начать остывать, образуя затвердевающий металл 114. По мере формирования затвердевающего металла 114 в литейной форме 102, нижний блок 116 может плавно опускаться, например, с помощью привода и/или телескопического гидравлического стола. Затвердевающий металл 114 может образовать оболочку вокруг расплавленного металла 110. По мере добавления расплавленного металла 110 в верхнюю часть литейной формы 102, нижний блок 116 может продолжать опускаться, непрерывно удлиняя затвердевающий металл 114. В различных вариантах осуществления стенки 106 литейной формы могут содержать охлаждающие элементы для помощи в формировании затвердевающего металла 114. Например, стенки 106 литейной формы могут определять полое пространство, содержащее охлаждающую жидкость 118, такую как вода, гликоль или другая подходящая охлаждающая жидкость. Охлаждающая жидкость 118 может выходить из одной или более стенок 106 литейной формы и стекать по бокам затвердевающего металла 114 (например, из литейной формы 102 в направлении нижнего блока 116).
[0028] В различных вариантах осуществления один или более датчиков 132 уровня металла могут быть расположены на литейной форме 102 или вокруг нее для измерения высоты расплавленного металла 110 и/или затвердевающего металла 114 в литейной форме. В некоторых случаях структура и работа датчика 132 уровня металла является обычной. Другие неограничивающие варианты датчика 132 уровня металла могут содержать поплавок и преобразователь, лазерный датчик или другой тип неподвижного или подвижного датчика уровня жидкости, обладающего необходимыми свойствами для размещения расплавленного металла. В различных вариантах осуществления датчики 132 уровня металла могут быть соединены с одной или более термопарами и/или одним или более инфракрасными устройствами обнаружения. Датчики 132 уровня металла, термопары и/или инфракрасное устройство обнаружения могут быть применены для создания замкнутой системы автоматизации для обнаружения и/или реагирования на несбалансированные тепловые условия.
[0029] Один или более магнитных роторов 104 могут быть расположены вблизи стенок 106 литейной формы, например, вблизи углов литейной формы 102. Магнитные роторы 104 могут быть расположены так, чтобы нагревать расплавленный металл 110, размещенный в литейной форме 102. Например, магнитный ротор 104 может быть расположен в угловой области литейной формы 102 для нагрева расплавленного металла 110 в и/или вблизи угловой области. Магнитные роторы 104 могут генерировать тепло в расплавленном металле 110 путем создания вихревых токов, которые генерируют тепло и вызывают течение в расплавленном металле. Магнитные роторы 104 могут иметь такие размеры и форму, чтобы их можно было расположить напротив или рядом с углом литейной формы 102. Например, когда угол литейной формы 102 закруглен, магнитные роторы 104 могут иметь круглое поперечное сечение с радиусом, который соответствует радиусу угла литейной формы 102. Круглое поперечное сечение магнитных роторов 104, расположенных рядом с закругленным углом литейной формы 102, может локализовать воздействие магнитных роторов на расплавленный металл 110 таким образом, что воздействие полностью или частично локализуется в пределах угловой области.
[0030] Магнитные роторы 104 могут нагревать расплавленный металл 110, вызывая изменяющиеся магнитные поля 134 (перемещающиеся или переменные во времени магнитные поля) в расплавленном металле 110 вблизи магнитного ротора 104. Изменяющиеся магнитные поля 134 создают вихревые токи в расплавленном металле 110, которые генерируют тепло и вызывают течение расплавленного металла в угол литейной формы (показано на фиг. 6). Вихревые токи и вызванный поток могут нагревать и/или поддерживать (например, обеспечивать баланс тепловых условий расплавленного металла 110) при температуре, которая предотвращает или иным образом уменьшает образование интерметаллидов в расплавленном металле. Тепловые условия расплавленного металла 110 могут быть сбалансированы таким образом, что числа Пекле и Био уравновешены (например, к расплавленному металлу подводится такое же количество тепла, которое отводится литейной формой 102 по углам). Расплавленный металл 110 может быть нагрет до температуры и/или поддерживаться при температуре, которая предотвращает или иным образом уменьшает образование интерметаллидов в расплавленном металле и/или предотвращает отход (например, повторное застывание) затвердевающего металла 114 от стенок 106 литейной формы. Например, когда расплавленный металл 110 представляет собой сплав 3104, вихревые токи могут нагревать и/или поддерживать расплавленный металл при температуре выше 515 градусов Цельсия. Нагрев и поддержание температуры расплавленного металла 110 выше температуры образования интерметаллидов может предотвратить образование интерметаллидов в затвердевающем металле 114 и/или предотвратить отход затвердевающего металла 114 от литейной формы 102, вызывая концентрацию напряжений. Магнитные роторы 104 могут нагревать и/или поддерживать расплавленный металл 110 при температуре в диапазоне от приблизительно 515 градусов Цельсия до 1000 градусов Цельсия (например, на уровне 515 градусов, 600 градусов, 700 градусов, 800 градусов, 1000 градусов или любого значения между ними).
[0031] Магнитные роторы 104 могут быть расположены и/или ориентированы для локализации вихревых токов (и вызванного потока) в расплавленном металле 110. Например, магнитные роторы 104 могут быть расположены таким образом, чтобы генерировать вихревые токи в угловой области литейной формы 102, что генерирует тепло и вызывает поток в расплавленном металле, заставляя горячий расплавленный металл (например, при температуре выше температуры образования интерметаллидов) течь в углы литейной формы 102.
[0032] Магнитные роторы 104 могут представлять собой или содержать магнитные роторы, которые расположены над расплавленным металлом 110 в углах литейной формы 102 и могут нагревать расплавленный металл без контакта с расплавленным металлом (например, бесконтактные магнитные роторы). Однако магнитные роторы 104 могут представлять собой или содержать магнитные роторы, которые контактируют с поверхностью расплавленного металла 110 (например, контактные магнитные роторы) и/или магнитные роторы, которые имеют по меньшей мере часть, расположенную под поверхностью расплавленного металла (например, погружаемые магнитные роторы). Магнитные роторы 104 могут дополнительно или альтернативно содержать электромагниты, нагревательный элемент и/или любое устройство, подходящее для нагрева расплавленного металла 110.
[0033] Магнитные роторы 104 могут быть подвешены над литейной формой 102 с помощью одного или более из тросов, цепей или других подходящих устройств. В различных вариантах осуществления магнитные роторы 104 могут быть соединены с желобом 112, расположенным над литейной формой 102, и/или соединены с самой литейной формой 102. Магнитные роторы 104 могут быть подвешены над литейной формой 102 для размещения части магнитных роторов в диапазоне от 0,5 мм до 20 мм над поверхностью расплавленного металла 110.
[0034] Магнитные роторы 104 могут представлять собой или содержать механизм 126 вращения и один или более магнитов 124. Магнитные роторы 104 могут вращаться с различной частотой, например, с частотой в диапазоне от 60 оборотов в минуту (об/мин) до 600 об/мин. В различных вариантах осуществления магнитные роторы 104 могут вращаться с частотой, которая максимизирует нагрев расплавленного металла 110 в угловой области. Например, магнитные роторы 104 могут вращаться с частотой 180 об/мин (3 Гц). Магниты могут представлять собой или содержать постоянные магниты, электромагниты или любые подходящие магнитные устройства. Механизм 126 вращения может быть соединен с магнитами 123, чтобы вызвать вращение магнитов 124. Механизм 126 вращения может представлять собой или содержать гидродвигатель, который вращает магниты 124 с помощью охлаждающей текучей среды, например, воздуха, позволяя одной и той же текучей среде одновременно охлаждать механизм вращения и вызывать вращение источника магнитного поля, например, с помощью турбины или крыльчатки. Механизм 126 вращения может дополнительно или альтернативно представлять собой или содержать электродвигатель, гидродвигатели (например, гидравлические или пневматические двигатели), смежные магнитные поля (например, с помощью дополнительного источника магнитного поля, чтобы вызвать вращение магнитов источника магнитного поля) или любой подходящий механизм вращения.
[0035] В различных вариантах осуществления магнитные роторы 104 могут содержать ось 128, соединяющую механизм 126 вращения с магнитами 124. Магниты 124 могут быть закреплены с возможностью вращения на оси 128 (например, постоянные магниты вращаются с той же скоростью, что и ось) или постоянные магниты могут свободно вращаться относительно оси 128 (например, постоянные магниты могут вращаться вокруг центральной оси). Магнитные роторы 104 могут дополнительно или альтернативно вращаться вокруг оси 136 вращения. Ось 136 вращения может быть в целом перпендикулярна верхней поверхности литейной формы 102 (например, магнитные роторы 104 находятся в вертикальной ориентации). Однако магниты 124 могут вращаться в любой подходящей ориентации (например, постоянные магниты вращаются вокруг оси 136 вращения, которая расположена под любым подходящим углом относительно литейной формы 102, в том числе так, что магнитные роторы 104 ориентированы в горизонтальном направлении). В некоторых вариантах осуществления ось 128 может выступать в качестве оси 136 вращения.
[0036] На фиг. 2 показан вид сверху температурного профиля расплавленного металла 204 в известной системе 200 для литья металла без магнитных роторов 104. Расплавленный металл 204, расположенный вблизи углов литейной формы 202, имеет более низкую температуру, чем расплавленный металл, расположенный вблизи центра литейной формы (например, изображенный графически на фиг. 2 различными видами штриховки). Например, температура расплавленного металла, расположенного у стенок литейной формы, может быть ниже 515 градусов Цельсия, а температура расплавленного металла, расположенного у центра литейной формы 202, может быть выше 590 градусов Цельсия. Более низкая температура (например, ниже 515 градусов Цельсия) расплавленного металла 204 в углах может быть вызвана отводом тепла от расплавленного металла двумя стенками, образующими угол. Отвод тепла из расплавленного металла 204 может нарушить баланс чисел Био и Пекле (т.е. тепла отводится больше, чем поступает) и снизить температуру расплавленного металла 204 в углах. Более низкая температура расплавленного металла 204 в углах может позволить интерметаллическому слою образоваться в расплавленном металле 204 и/или части расплавленного металла затвердеть и отойти от литейной формы 202. Более конкретно, мениск расплавленного металла 204 может отходить от углов и снова застывать; по мере повышения уровня металла мениск нарастает дальше, пока поверхностное натяжение не нарушится, и металл может перекатываться по предварительно застывшей угловой области, что приводит к концентрациям напряжений. Интерметаллиды и/или концентрации напряжений могут оставаться в металлическом слитке, сформированном системой 200 для литья металла, например, под слоем оксида.
[0037] На фиг. 3-6 представлены изображения известного металлического слитка 206, сформированного с помощью системы 200 для литья металла без магнитных роторов 104. На фиг. 3-6 показана одна поверхность металлического слитка 206, однако металлический слиток может содержать любое количество поверхностей. Например, металлический слиток 206 может представлять собой прямоугольную призму с шестью поверхностями. На фиг. 3 показана одна поверхность металлического слитка 206 с оксидным слоем 208. Хотя показана только одна поверхность металлического слитка 206 с оксидным слоем 208, оксидный слой может покрывать некоторые или все поверхности слитка.
[0038] Как показано на фиг. 4, часть или весь оксидный слой 208 может быть удален с металлического слитка 206, например, путем зачистки или удаления поверхностного слоя со слитка. Удаление оксидного слоя 208 путем зачистки или удаления поверхностного слоя может оставить часть оксидного слоя на краях металлического слитка 206, где сходятся две или более поверхностей металлического слитка. Интерметаллиды, сформированные в процессе литья, могут быть расположены внутри металлического слитка 206 под неповрежденным оксидным слоем на краях металлического слитка 206.
[0039] После удаления оксидного слоя 208 на металлическом слитке 206 могут быть выполнены различные операции прокатки (например, горячая или холодная прокатка). Температура в ходе операций прокатки может быть обеспечена при температуре или вызвать повышение температуры металлического слитка 206 до уровня выше температуры плавления интерметаллидов и ниже температуры плавления металлического слитка 206, вызывая плавление интерметаллидов, расположенных под оксидным слоем 208, в то время как остальная часть металлического слитка остается неповрежденной. Например, интерметаллиды могут иметь температуру плавления 515 градусов Цельсия, а температура горячей прокатки может составлять 550 градусов Цельсия, вызывая расплавление интерметаллидов в металлическом слитке, в то время как другой металл в слитке остается целым, поскольку не превышает соответствующую температуру плавления 575 градусов Цельсия.
[0040] Как показано на фиг. 5, плавление интерметаллидов может привести к тому, что часть оксидного слоя 208 отделится от металлического слитка 206 и переместится от края к поверхности металлического слитка. Например, оксидный слой 208 может быть вытеснен с края металлического слитка 206 к поверхности металлического слитка во время операций прокатки. Как показано на фиг. 5, часть оксидного слоя 208 может перемещаться от края поверхности к центру поверхности и образовывать так называемую плену 209 на поверхности слитка. Оксидный слой 208 на поверхности металлического слитка 206 может привести к дополнительным операциям обработки (например, дополнительным операциям удаления поверхностного слоя и/или зачистки), выполняемым на металлическом слитке, что может привести к дополнительному времени обработки и/или дополнительным отходам материала.
[0041] Обращаясь теперь к фиг. 6, показан вид сверху литейной формы 102 и магнитных роторов 104, показанных на фиг. 1, в соответствии с различными вариантами осуществления. Как показано, внешняя часть стенок 106 литейной формы может иметь прямоугольное сечение, а внутренняя часть стенок 106 литейной формы может образовывать в целом прямоугольное сечение с четырьмя закругленными углами. Каждый из углов может иметь угловую область 600 с одним или более магнитными роторами 104, расположенными над угловой областью. Однако литейная форма 102 может иметь любое количество стенок 106 литейной формы, образующих любое подходящее поперечное сечение, и/или любое количество магнитных роторов 104, расположенных вокруг литейной формы.
[0042] Один или более закругленных углов стенок 106 литейной формы могут иметь закругленную внутреннюю поверхность 602, ориентированную к центру литейной формы 102. Скругленная внутренняя поверхность 602 может иметь радиус 612. Радиус 612 может иметь размер и форму, подходящие для приема магнитных роторов 104. Например, по меньшей мере один из магнитных роторов 104 может иметь круглое сечение с радиусом 614, который соответствует радиусу 612 одного или более углов литейной формы 102. Радиус 614 и соответствующий радиус 612 могут позволить размещение магнитного ротора 104 как можно ближе к стенкам 106 литейной формы, и при этом он находится над расплавленным металлом 110. Например, закругленная внутренняя поверхность 602 и магнитный ротор 104 могут быть соосными. Положение магнитного ротора 104 может увеличить воздействие магнитного ротора на расплавленный металл 110 в угловой области 600, например, путем локализации нагрева и/или эффекта течения в угловой области.
[0043] Угловая область 600 может проходить от одной стенки 106 литейной формы до другой стенки литейной формы. Например, угловая область 600 может дугообразно проходить от первой стенки 106А литейной формы до второй стенки 106 В литейной формы. Угловая область 600 может иметь площадь, которая больше площади поперечного сечения магнитных роторов 104. Однако угловая область 600 может иметь площадь меньше площади поперечного сечения магнитных роторов 104, расположенных рядом с расплавленным металлом 110.
[0044] В некоторых вариантах осуществления угловая область 600 может содержать контактную область 616. Контактная область 616 может представлять собой расплавленный металл 110, который находится в контакте с одной или более стенками 106 литейной формы. В традиционных литейных формах без магнитных роторов 104 контактная область 616 может быть областью, где образуются интерметаллиды.
[0045] Магнитные роторы 104 могут быть расположены и применяться для локализации нагрева расплавленного металла 110 в угловой области 600 и/или контактной области 616 или вблизи них. Магнитные роторы 104 могут повышать или поддерживать температуру расплавленного металла в угловой области 600 выше 550 градусов Цельсия. Например, магнитные роторы 104 могут вращаться для создания потока 608 более горячего расплавленного металла 110 (например, расплавленного металла при температуре выше температуры образования интерметаллидов) в угловые области 600.
[0046] Магнитные роторы 104 могут быть оптимизированы для частичной или полной локализации влияния магнитных роторов в угловой области 600. Например, магнитные роторы 104 могут повышать или поддерживать температуру расплавленного металла 110 в угловой области 600 путем индуцирования магнитных полей, которые генерируют вихревые токи в расплавленном металле. Вихревые токи могут генерировать тепло и вызывать поток в расплавленном металле, заставляя расплавленный металл течь в угловую область. В различных вариантах осуществления воздействие магнитных роторов 104 может быть дополнительно локализовано полностью или частично в пределах контактной области 616. Например, магнитные роторы 104 могут повышать или поддерживать температуру расплавленного металла в угловой области 600 выше 515 градусов или другой температуры, которая предотвращает образование интерметаллидов в угловой области 600.
[0047] В различных вариантах осуществления магнитные роторы 104 могут быть перемещены в различные положения над расплавленным металлом 110 в литейной форме 102. Например, один магнитный ротор 104 может быть перемещен в каждый из углов для поддержания температуры во всех углах выше температуры, при которой образуются интерметаллиды (например, приблизительно 515 градусов Цельсия). В дополнительных вариантах осуществления магнитные роторы 104 могут быть перемещены в положение снаружи литейной формы 102, так что роторы расположены снаружи стенок 106 литейной формы. Магнитные роторы 104 могут дополнительно или альтернативно перемещаться между положениями над расплавленным металлом 110 и положениями вне стенок 106 литейной формы, включая, помимо прочего, положения над стенками литейной формы.
[0048] В некоторых вариантах осуществления магнитные роторы могут быть соединены с механизмом 130 регулировки высоты (фиг. 1, слева), который может применяться для подъема и опускания магнитных роторов 104 относительно литейной формы 102. Ось 128 может дополнительно или альтернативно представлять собой или содержать механизм 130 регулировки высоты. Во время процесса литья может быть желательно поддерживать постоянное расстояние между магнитами 124 и верхней поверхностью расплавленного металла 110. Механизм 130 регулировки высоты может регулировать высоту магнитов 124 в ответ на подъем или опускание расплавленного металла 110. Например, механизм 130 регулировки высоты может быть соединен и/или связан с датчиком 132 уровня металла для получения высоты расплавленного металла 110 и регулировки высоты магнитов 124 на основе полученной высоты. Механизм 130 регулировки высоты может быть любым механизмом, подходящим для регулировки расстояния между магнитами 124 и верхней поверхностью расплавленного металла 110, например, приводом.
[0049] Магнитные роторы 104 могут нагревать расплавленный металл 110 путем вращения одного или более магнитов 124 вокруг оси 136 вращения для создания изменяющихся магнитных полей 134. Изменяющиеся магнитные поля 134 могут индуцировать ток 610 в расплавленном металле 110. Индуцированный ток 610 может генерировать тепло и вызывать течение в расплавленном металле 110. Один или более магнитов 124 могут быть расположены в диапазоне от 0,5 мм до 20 мм от поверхности расплавленного металла 110. Магнитные роторы 104 могут вращать магниты 124 вокруг оси поворота или оси 136 вращения, которая в целом перпендикулярна верхней поверхности литейной формы 102 (например, магнитные роторы 104 находятся в вертикальной ориентации). Магниты, вращаемые магнитными роторами 104, находящимися в вертикальной ориентации, могут сосредотачивать нагревательный эффект магнитных роторов на угловых областях 600 и/или контактных областях 616, как описано выше. Например, в вертикальной ориентации магнитные роторы 104 могут локализовать генерирование тепла для повышения температуры расплавленного металла 110 в угловых областях 600 и/или контактных областях 616 выше 515 градусов Цельсия (или другой подходящей температуры для предотвращения образования интерметаллидов) с минимальным или нулевым повышением температуры расплавленного металла за пределами угловых областей 600.
[0050] Индуцированный ток 610 и полученный в результате поток 608 и генерирование тепла в расплавленном металле 110 можно регулировать путем управления магнитными роторами 104 для вращения магнитов 124 в различных направлениях и/или с различными частотами (например, величина и/или направление вращения могут регулироваться). Например, магнитные роторы могут вращаться в направлении 604 по часовой стрелке или в направлении 606 против часовой стрелки. Все магнитные роторы 104 могут вращаться в одном и том же направлении (например, магнитные роторы могут вращаться по часовой стрелке 604) или магнитные роторы могут вращаться в нескольких направлениях (например, первый магнитный ротор может вращаться в направлении 604 по часовой стрелке, а второй магнитный ротор может вращаться в направлении 606 против часовой стрелки).
[0051] Магнитные роторы 104 могут вращаться с частотой в диапазоне от приблизительно 100 оборотов в минуту (об/мин) до приблизительно 400 об/мин, что эквивалентно от приблизительно 1,67 Гц до приблизительно 6,67 Гц. Однако магнитные роторы 104 могут вращаться с подходящей частотой в диапазоне 10-1000 об/мин (например, 10 об/мин, 25 об/мин, 50 об/мин, 100 об/мин, 200 об/мин, 300 об/мин, 400 об/мин, 500 об/мин, 750 об/мин, 1000 об/мин или любое значение между ними). В некоторых вариантах осуществления частота вращения магнитных роторов 104 может быть оптимизирована для локализации воздействия расплавленного металла 110 на угловые области. Например, магнитные роторы 104 могут вращаться с частотой 180 об/мин или около нее, чтобы поддерживать или нагревать расплавленный металл 110 в угловых областях 660 выше температуры, при которой образуются интерметаллиды (например, 515 градусов Цельсия для некоторых сплавов). Как описано далее со ссылкой на фиг. 8А-8С, частота вращения магнитных роторов 104 может влиять на то, сколько интерметаллидов может образоваться в углах.
[0052] Система 100 для литья металла, изображенная на фиг. 1 и 6, может быть применена для получения металлического слитка 700 (например, на фиг. 7). Металлический слиток 700 может иметь оксидный слой 702, подобный или такой же, как оксидный слой 208, показанный на фиг. 3. Металлический слиток 700 может иметь оксидный слой 702, зачищенный или удаленный с помощью процессов, подобных или таких же, как процессы, применяемые для зачистки или удаления поверхностного слоя с металлического слитка 206, показанного на фиг. 4. Металлический слиток 700 может быть прокатан (например, горячим или холодным способом) аналогично или таким же образом, как и прокатка металлического слитка 206, показанного на фиг. 5. Однако, в отличие от фиг. 5, оксидный слой 702 на краях металлического слитка 700 на фиг. 7 не откололся и не был вытолкнут на поверхность слитка, а также не образовал плену 209. С помощью магнитных роторов 104 можно уменьшить (или предотвратить образование) интерметаллидов в металлическом слитке 700, что позволяет оксидному слою 702 оставаться прикрепленным к углам металлического слитка во время операций прокатки и/или позволяет избежать образования плен 209 во время операций прокатки.
[0053] На фиг. 8А-8С показаны профили 800, 820 и 840 соответственно. Профили 800, 820, 840 могут зависеть от различных частот вращения магнитных роторов 104, однако профили могут дополнительно или альтернативно зависеть от угла оси 136 вращения, количества магнитных роторов, силы магнитов 124, количества постоянных магнитов или комбинаций этих или других факторов.
[0054] На фиг. 8А показан пример профиля 800 системы расплавленного металла без магнитных роторов 104. Как правило, профиль 800 изображен относительно вертикальной оси, обозначающей вторую производную развертки дифференциального сканирующего калориметра (например, в Вт/г °С2), и горизонтальной оси, обозначающей температуру (°С). Профиль 800 может включать два пика 802, 804 при 590°С и 515°С. Пики могут указывать на тип и размер частиц, которые осаждаются или растворяются (например, показанные температурой в пике) и количество осаждения или растворения (например, площадь под пиком).
[0055] На фиг. 8В показан пример профиля 820 системы расплавленного металла с магнитными роторами 104, вращающимися с частотой вращения в диапазоне от 100 до 200 об/мин, а на фиг. 8С показан пример профиля 820 системы расплавленного металла с магнитными роторами 104, вращающимися с частотой вращения в диапазоне от 250 до 350 об/мин. Как можно понять, сравнивая фиг. 8А с фиг. 8В и фиг. 8С, профиль 820 на фиг. 8В может иметь пики 806, 808 с большей величиной, чем у профиля 800 на фиг. 8А, а профиль 840 на фиг. 8С может иметь единственный пик 810, который больше соответствующего пика 804 на фиг. 8А. Таким образом, изменение скорости вращения магнитных роторов 104 может повлиять на величину пиков. Магнитные роторы 104, вращающиеся с определенной скоростью, могут привести к увеличению величины пиков (например, пиков 806, 808 и 810) или к их уменьшению (например, как показано на фиг. 8С, где один из пиков исчез). Изменение величины пиков может указывать на изменение количества осаждения или растворения в связи с изменением площади пика. Аналогично, изменение пика может указывать на то, что размер и тип частиц, которые осаждаются или растворяются, может изменяться из-за изменения температуры в пике.
[0056] На фиг. 9 показана блок-схема, иллюстрирующая процесс 900 обработки расплавленного металла 110 с помощью системы 100 для литья металла, изображенной на фиг. 1, в соответствии с различными вариантами осуществления. Различные блоки процесса 900 описаны со ссылкой на компоненты, показанные на фиг. 1 и 6, однако в процессе могут быть применены дополнительные или альтернативные компоненты.
[0057] Процесс 900 в блоке 902 может включать подачу расплавленного металла (например, расплавленного металла 110) в литейную форму (например, литейную форму 102). Расплавленный металл 110 может быть подан в литейную форму 102 через отверстие 108 литейной формы. Нижний блок 116 литейной формы 102 может находиться в положении для формирования дна литейной формы 102 для приема расплавленного металла 110. Расплавленный металл 110 может быть подан в литейную форму 102 из желоба 112 или другой структуры, расположенной над литейной формой.
[0058] Процесс 900 в блоке 904 может включать генерирование тепла в расплавленном металле 110 в угловой области 600 литейной формы 102. Тепло может генерироваться с помощью магнитных роторов (например, магнитных роторов 104), расположенных над расплавленным металлом 110 в угловой области 600. Магнитные роторы 104 могут генерировать изменяющиеся магнитные поля 134 в расплавленном металле 110. Изменяющиеся магнитные поля могут, в свою очередь, индуцировать ток 610 (например, вихревые токи) в расплавленном металле 110. Ток 610 может генерировать тепло и вызывать течение расплавленного металла в угловой области 600 и/или в контактной области 616. Генерируемое тепло и вызванное течение могут нагревать расплавленный металл 110 до температуры выше температуры, при которой могут образовываться интерметаллиды (например, 515 градусов Цельсия для некоторых сплавов). Воздействие магнитных роторов 104 может быть локализовано в угловой области 600 и/или контактной области 616. Например, магнитные роторы 104 могут вызвать повышение температуры расплавленного металла 110 в угловой области 600 и/или контактной области 616 с минимальным или нулевым воздействием на расплавленный металл за пределами угловой области 600 и/или контактной области 616.
[0059] Процесс 900 в блоке 906 может включать обеспечение повышения температуры в расплавленном металле 110, смежном с угловой областью 600. Повышение температуры в блоке 906 может быть результатом тепла, сгенерированного в блоке 904. Например, повышение температуры может быть вызвано генерируемым теплом и потоком, вызванным током 610, индуцированным магнитными роторами 104. В различных вариантах осуществления повышение температуры может быть локализовано в угловой области 600 и/или контактной области 616. Повышение температуры может нагреть расплавленный металл в угловой области 600 и/или контактной области 616 до температуры, которая предотвращает образование интерметаллидов. Например, температура в угловой области 600 и/или контактной области 616 может быть повышена до температуры на уровне или выше 515 градусов Цельсия или другой подходящей температуры, в зависимости от отливаемого сплава.
[0060] В контексте данного документа термины «изобретение», «данное изобретение», «это изобретение» и «настоящее изобретение» предназначены для широкого обозначения всего объекта настоящей заявки на патент и приведенной ниже формулы изобретения. Утверждения, содержащие эти термины, следует понимать как не ограничивающие объект, описанный в данном документе, или ограничивающие значение или объем формулы изобретения, приведенной ниже. Объект вариантов осуществления настоящего изобретения описан в данном документе со спецификой для удовлетворения требований законодательства, но это описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект может быть реализован другими способами, может включать другие элементы или этапы и может применяться в сочетании с другими существующими или будущими технологиями. Это описание не следует интерпретировать как подразумевающее какой-либо конкретный порядок или расположение между различными этапами или элементами, за исключением случаев, когда явно описан порядок отдельных этапов или расположение элементов. В контексте данного документа формы единственного числа включают ссылки в единственном и множественном числе, если из контекста явно не следует иное.
[0061] Хотя некоторые аспекты настоящего изобретения могут подходить для применения с любым типом материала, например, металлом, некоторые аспекты настоящего изобретения могут быть особенно подходящими для применения с алюминием.
[0062] Следует понимать, что все диапазоны, раскрытые в данном документе, охватывают любые и все поддиапазоны, включенные в него. Например, заявленный диапазон «от 1 до 10» следует рассматривать как включающий любые и все поддиапазоны между (и включительно) минимальным значением 1 и максимальным значением 10; то есть все поддиапазоны, начинающиеся с минимального значения 1 или более, например, от 1 до 6,1 и заканчивая максимальным значением 10 или меньше, например, от 5,5 до 10.
Иллюстративные аспекты
[0063] Все патенты, публикации и рефераты, процитированные выше, полностью включены в данный документ посредством ссылки. Предшествующее описание вариантов осуществления, включая иллюстративные аспекты вариантов осуществления, было представлено только в целях иллюстрации и описания и не предназначено быть исчерпывающим или ограничивающим раскрытые точные формы. Специалистам в данной области техники будут очевидны многочисленные модификации, приспособления и способы их применения.
[0064] Аспект 1 представляет собой устройство, содержащее: литейную форму, содержащую стенки литейной формы, образующие отверстие для приема расплавленного металла, причем пересечение стенок литейной формы по меньшей мере частично образует угловую область отверстия; магнитный ротор, смежный с угловой областью, причем магнитный ротор: ориентирован для вращения одного или более постоянных магнитов вокруг оси вращения, которая перпендикулярна верхней поверхности литейной формы, расположен на высоте над расплавленным металлом, когда расплавленный металл находится внутри отверстия, определенного литейной формой, и выполнен с возможностью индуцирования тока в расплавленном металле в угловой области для нагрева расплавленного металла в угловой области до температуры, которая препятствует образованию интерметаллидов.
[0065] Аспект 2 представляет собой устройство согласно аспекту(-ам) 1 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором температура выше 515 градусов Цельсия.
[0066] Аспект 3 представляет собой устройство согласно аспекту(-ам) 1 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором пересечение стенок литейной формы образует закругленную внутреннюю поверхность, а нагрев расплавленного металла в угловой области локализован в области между закругленной внутренней поверхностью и 50 мм от закругленной внутренней поверхности.
[0067] Аспект 4 представляет собой устройство согласно аспекту(-ам) 1 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором магнитный ротор имеет круглое поперечное сечение с первым радиусом, а пересечение стенок литейной формы имеет внутреннюю поверхность со вторым радиусом, который больше первого радиуса или равен ему.
[0068] Аспект 5 представляет собой устройство согласно аспекту(-ам) 1 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором магнитный ротор выполнен с возможностью вращения одного или более постоянных магнитов вокруг оси вращения с частотой в диапазоне от 100 оборотов в минуту (об/мин) до 400 об/мин.
[0069] Аспект 6 представляет собой устройство согласно аспекту(-ам) 5 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором магнитный ротор выполнен с возможностью вращения одного или более постоянных магнитов вокруг оси вращения с частотой 180 об/мин.
[0070] Аспект 7 представляет собой устройство согласно аспекту(-ам) 1 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором магнитный ротор представляет собой первый магнитный ротор, угловая область представляет собой первую угловую область, высота представляет собой первую высоту, и устройство дополнительно содержит второй магнитный ротор, смежный со второй угловой областью, на второй высоте над расплавленным металлом.
[0071] Аспект 8 представляет собой устройство согласно аспекту(-ам) 1 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором нагрев расплавленного металла ограничен угловой областью и не нагревает расплавленный металл вблизи центра литейной формы.
[0072] Аспект 9 представляет собой систему, содержащую: литейную форму, содержащую две или более боковых стенок, образующих отверстие для приема расплавленного металла, при этом две из двух или более боковых стенок дополнительно образуют угловую область; двигатель, соединенный с приводным валом и расположенный над расплавленным металлом и смежно с угловой областью, при этом двигатель выполнен с возможностью вращения приводного вала; и источник магнитного поля, соединенный с приводным валом и выполненный с возможностью генерирования тока в расплавленном металле в угловой области для нагрева расплавленного металла в угловой области до температуры, которая препятствует образованию интерметаллидов, причем источник магнитного поля выполнен с возможностью локализации нагрева расплавленного металла в угловой области и не нагревает расплавленный металл в центре литейной формы.
[0073] Аспект 10 представляет собой систему согласно аспекту(-ам) 9 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в которой температура выше 515 градусов Цельсия.
[0074] Аспект 11 представляет собой систему согласно аспекту(-ам) 9 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в которой источник магнитного поля содержит один или более постоянных магнитов, выполненных с возможностью вращения вокруг оси вращения, перпендикулярной верхней поверхности литейной формы и образуемой приводным валом.
[0075] Аспект 12 представляет собой систему согласно аспекту(-ам) 11 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в которой по меньшей мере один из одного или более постоянных магнитов неподвижно прикреплен к приводному валу или установлен на приводном валу для свободного вращения.
[0076] Аспект 13 представляет собой систему согласно аспекту(-ам) 9 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в которой две или более боковые стенки образуют закругленную внутреннюю поверхность, имеющую первый радиус, источник магнитного поля имеет круглое поперечное сечение, имеющее второй радиус, который меньше первого радиуса или равен ему, и источник магнитного поля расположен рядом с закругленной внутренней поверхностью и внутри отверстия.
[0077] Аспект 14 представляет собой систему согласно аспекту(-ам) 9 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в которой две или более боковых стенок являются неподвижными, а литейная форма дополнительно содержит нижний блок, опускаемый для поддержки расплавленного металла по мере его затвердевания с получением затвердевающего слитка.
[0078] Аспект 15 представляет собой способ, включающий: подачу расплавленного металла в отверстие литейной формы, определенное двумя или более стенками литейной формы, которые дополнительно образуют по меньшей мере одну угловую область; и генерирование тока в расплавленном металле в угловой области для нагрева расплавленного металла в угловой области путем вращения по меньшей мере одного магнитного ротора вокруг оси, перпендикулярной верхней поверхности литейной формы, причем по меньшей мере один магнитный ротор расположен рядом с угловой областью и над расплавленным металлом, причем расплавленный металл в угловой области нагревают до температуры, препятствующей образованию интерметаллидов.
[0079] Аспект 16 представляет собой способ согласно аспекту(-ам) 15 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором применение по меньшей мере одного магнитного ротора включает вращение одного или более постоянных магнитов вокруг оси вращения.
[0080] Аспект 17 представляет собой способ согласно аспекту(-ам) 16 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором вращение одного или более постоянных магнитов включает вращение постоянных магнитов с частотой в диапазоне от 100 оборотов в минуту (об/мин) до 400 об/мин вокруг оси вращения.
[0081] Аспект 18 представляет собой способ согласно аспекту(-ам) 16 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором ток вызван посредством изменяющихся магнитных полей, индуцированных в расплавленном металле в угловой области вращением одного или более постоянных магнитов.
[0082] Аспект 19 представляет собой способ согласно аспекту(-ам) 15 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором температура, препятствующая образованию интерметаллидов, выше 515 градусов Цельсия.
[0083] Аспект 20 представляет собой способ согласно аспекту(-ам) 15 (или любому другому предыдущему или последующему аспекту по отдельности или в комбинации), в котором по меньшей мере один магнитный ротор расположен так, чтобы вызвать нагрев, локализованный в угловой области, с минимальным нагревом за пределами угловой области.

Изобретение относится к металлургии и может быть использовано для нагрева расплавленного металла в угловых областях литейной формы во время литья, например литья слитка, заготовки или сляба. Магнитные роторы расположены рядом с углами литейной формы и нагревают расплавленный металл в угловой области для повышения температуры расплавленного металла рядом с углами. Изобретение позволяет за счет повышения температуры расплавленного металла в углах литейной формы предотвратить образование интерметаллидов в расплавленном металле или уменьшить их образование. 3 н. и 12 з.п. ф-лы, 9 ил.
1. Устройство для нагрева угла литейной формы во время литья, содержащее:
литейную форму, содержащую стенки литейной формы, образующие отверстие для приема расплавленного металла, причем пересечение стенок литейной формы по меньшей мере частично образует угловую область отверстия;
магнитный ротор, смежный с угловой областью, причем магнитный ротор:
ориентирован для вращения одного или более постоянных магнитов вокруг оси вращения, перпендикулярной верхней поверхности литейной формы,
расположен над расплавленным металлом, когда расплавленный металл находится внутри отверстия, образованного литейной формой,
и выполнен с возможностью индуцирования тока в расплавленном металле в угловой области для нагрева расплавленного металла в угловой области до температуры, которая препятствует образованию интерметаллидов.
2. Устройство по п. 1, отличающееся тем, что магнитный ротор представляет собой первый магнитный ротор, угловая область представляет собой первую угловую область, высота расположения ротора представляет собой первую высоту, и устройство дополнительно содержит второй магнитный ротор, смежный со второй угловой областью, на второй высоте над расплавленным металлом.
3. Устройство по п. 1, отличающееся тем, что пересечение стенок литейной формы образует закругленную внутреннюю поверхность, а нагрев расплавленного металла в угловой области локализован в области между закругленной внутренней поверхностью и 50 мм от закругленной внутренней поверхности.
4. Устройство по любому из пп. 1-3, отличающееся тем, что магнитный ротор имеет круглое поперечное сечение с первым радиусом, а пересечение стенок литейной формы имеет внутреннюю поверхность со вторым радиусом, который больше первого радиуса или равен ему.
5. Устройство по любому из пп. 1-3, отличающееся тем, что магнитный ротор выполнен с возможностью вращения одного или более постоянных магнитов вокруг оси вращения с частотой в диапазоне от 100 оборотов в минуту (об/мин) до 400 об/мин.
6. Устройство по п. 5, отличающееся тем, что магнитный ротор выполнен с возможностью вращения одного или более постоянных магнитов вокруг оси вращения с частотой 180 об/мин.
7. Устройство по любому из пп. 1-3, отличающееся тем, что нагрев расплавленного металла ограничен угловой областью и не нагревает расплавленный металл вблизи центра литейной формы.
8. Устройство по любому из пп. 1-3, отличающееся тем, что указанная температура составляет 515-1000 градусов Цельсия.
9. Система для нагрева угла литейной формы во время литья, включающая в себя устройство по п. 1, содержащая:
приводной вал, соединенный с магнитным ротором и выполненный с возможностью вращения одного или более постоянных магнитов вокруг оси вращения;
и двигатель, соединенный с приводным валом, причем двигатель выполнен с возможностью вращения магнитного ротора при помощи приводного вала для индуцирования тока в расплавленном металле в угловой области.
10. Система по п. 9, в которой две или более стенки литейной формы образуют закругленную внутреннюю поверхность, имеющую первый радиус, магнитный ротор имеет круглое поперечное сечение, имеющее второй радиус, который меньше первого радиуса или равен ему, и магнитный ротор расположен рядом с закругленной внутренней поверхностью и внутри отверстия.
11. Система по п. 9, в которой стенки литейной формы неподвижны, и литейная форма дополнительно содержит нижний блок, опускаемый для поддержки расплавленного металла по мере его затвердевания с получением затвердевающего слитка.
12. Система по любому из пп. 9-11, отличающаяся тем, что магнитный ротор содержит один или более постоянных магнитов, неподвижно прикрепленных к приводному валу или установленных на приводном валу для свободного вращения.
13. Способ нагрева угла литейной формы во время литья с использованием устройства по п. 1, включающий:
подачу расплавленного металла в отверстие литейной формы;
и генерирование тока в расплавленном металле в угловой области для нагрева расплавленного металла в угловой области до температуры, препятствующей образованию интерметаллидов, путем вращения магнитного ротора вокруг оси вращения.
14. Способ по п. 13, отличающийся тем, что ток вызван посредством изменяющихся магнитных полей, индуцированных в расплавленном металле в угловой области вращением одного или более постоянных магнитов.
15. Способ по п. 13 или 14, отличающийся тем, что магнитный ротор расположен так, чтобы вызвать нагрев, локализованный в угловой области, с минимальным нагревом за пределами угловой области.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 1994 |
|
RU2092593C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ И ЛИТЬЯ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230823C2 |
