ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Данная заявка испрашивает приоритет предварительной заявки США № 62/381341, поданной 30 августа 2016 г., которая включена сюда во всей своей полноте посредством ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0002] В общем, изобретение относится к системам и способам формирования изделий, таких как контейнеры для напитков.
УРОВЕНЬ ТЕХНИКИ
[0003] В индустрии контейнеров массово и относительно экономично получают обладающие по существу одинаковой формой металлические контейнеры для напитков. Чтобы увеличить диаметр контейнера для создания фасонного контейнера или увеличить диаметр всего контейнера, часто требуется несколько операций с использованием нескольких разных расширяющих штампов для расширения каждого металлического контейнера в желаемой степени. Также применяют штампы для шейкообразования и формования контейнеров. Часто требуется несколько операций с использованием нескольких разных штампов, чтобы расширить и/или сузить каждый металлический контейнер в желаемой степени. Заготовку формуют в чашку, имеющую закрытое дно на одном конце и открытый конец – на другом конце контейнера. Затем чашку превращают/формуют в банку с помощью корпусообразующей машины (например, этапы повторного волочения и вытяжки с утонением). Открытые концы контейнеров завершают путем фланцевания, завальцовки, формирования резьбы и/или других операций для принятия крышек, таких как колпачок, сворачивающаяся крышка, навинчивающаяся крышка с контролем первого вскрытия (RОРР крышка), шляпка и закатанный торец. Операции шейкообразования, расширения, формования и финишной обработки иногда вызывают дефекты контейнера, такие как один или более из следующих: витые трещины, разрыв контейнера, смятие контейнера, складки, морщины, нарушение резьбы, смятие резьбы, трещины фланцев.
СУЩНОСТЬ
[0004] Способ, включающий: получение первого листа алюминиевого сплава, образованного путем прокатки первого слитка из алюминиевого сплава серии 3ххх или 5ххх, причем перед прокаткой первый слиток был нагрет до достаточной температуры в течение достаточного времени для того, чтобы достичь первого f/r дисперсоидов менее чем 7,65; и формование предшественника контейнера из первого листа алюминиевого сплава, причем, когда первый лист алюминиевого сплава формуют в предшественник контейнера, у предшественника контейнера имеется меньше наблюдаемых на поверхности бороздок и волнистости по сравнению с предшественником контейнера, образованным из второго листа алюминиевого сплава, прокатанного из второго слитка, имеющего второе значение f/r дисперсоидов 7,65 или больше.
[0005] В некоторых вариантах осуществления первый лист алюминиевого сплава имеет толщину от 0,006 дюйма до не более чем 0,07 дюйма.
[0006] В некоторых вариантах осуществления алюминиевый сплав серии 3ххх выбран из группы, состоящей из АА 3×03, АА 3×04 и АА 3×05.
[0007] В некоторых вариантах осуществления алюминиевый сплав серии 3ххх представляет собой АА 3104.
[0008] В некоторых вариантах осуществления алюминиевый сплав серии 5ххх выбран из группы, состоящей из АА 5043 и АА 5006.
[0009] В некоторых вариантах осуществления первое f/r дисперсоидов составляет от примерно 4,5 до менее чем 7,65.
[0010] В некоторых вариантах осуществления количество Mn в первом листе алюминиевого сплава составляет от 0,45 мас.% до не более чем 0,95 мас.% Mn.
[0011] В некоторых вариантах осуществления количество Mg в первом листе алюминиевого сплава составляет от 0,5 мас.% до не более чем 0,9 мас.% Mg.
[0012] Способ, включающий: нагрев первого слитка из алюминиевого сплава серии 3ххх или 5ххх до достаточной температуры в течение достаточного времени для того, чтобы достичь первого f/r дисперсоидов менее чем 7,65; и прокатку первого слитка в первый лист алюминиевого сплава; причем, когда первый лист алюминиевого сплава формуют в предшественник контейнера, у предшественника контейнера имеется меньше наблюдаемых на поверхности бороздок и волнистости по сравнению с предшественником контейнера, образованным из второго листа алюминиевого сплава, прокатанного из второго слитка, имеющего второе значение f/r дисперсоидов 7,65 или больше.
[0013] В некоторых вариантах осуществления первый лист алюминиевого сплава имеет толщину 0,006 дюйма до не более чем 0,07 дюйма.
[0014] В некоторых вариантах осуществления алюминиевый сплав серии 3ххх выбран из группы, состоящей из: АА 3×03, АА 3×04 и АА 3×05.
[0015] В некоторых вариантах осуществления алюминиевый сплав серии 3ххх представляет собой АА 3104.
[0016] В некоторых вариантах осуществления алюминиевый сплав серии 5ххх выбран из группы, состоящей из АА 5043 и АА 5006.
[0017] В некоторых вариантах осуществления первое f/r дисперсоидов составляет от примерно 4,5 до менее чем 7,65.
[0018] В некоторых вариантах осуществления количество Mn в листе алюминиевого сплава составляет от 0,45 мас.% до не более чем 0,95 мас.% Mn.
[0019] В некоторых вариантах осуществления количество Mg в первом листе алюминиевого сплава составляет от 0,5 мас.% до не более чем 0,9 мас.% Mg.
[0020] Способ, включающий: получение первого листа алюминиевого сплава, образованного путем прокатки первого слитка из алюминиевого сплава серии 3ххх или 5ххх, причем перед прокаткой первый слиток был нагрет до достаточной температуры в течение достаточного времени для того, чтобы достичь первого f/r дисперсоидов менее чем 7,65; и формование контейнера из первого листа алюминиевого сплава, причем, когда первый лист алюминиевого сплава формуют в контейнер, контейнер не имеет по меньшей мере одного дефекта контейнера по сравнению с контейнером, образованным из второго листа алюминиевого сплава, прокатанного из второго слитка, имеющего второе значение f/r дисперсоидов 7,65 или больше.
[0021] В некоторых вариантах осуществления первый лист алюминиевого сплава имеет толщину 0,006 дюйма до не более чем 0,07 дюйма.
[0022] Способ, включающий: нагрев первого слитка из алюминиевого сплава серии 3ххх или 5ххх до достаточной температуры в течение достаточного времени для того, чтобы достичь первого f/r дисперсоидов менее чем 7,65; и прокатку первого слитка в первый лист алюминиевого сплава; причем, когда первый лист алюминиевого сплава формуют в контейнер, контейнер не имеет по меньшей мере одного дефекта контейнера по сравнению с контейнером, образованным из второго листа алюминиевого сплава, прокатанного из второго слитка, имеющего второе значение f/r дисперсоидов 7,65 или больше.
[0023] В некоторых вариантах осуществления первый лист алюминиевого сплава имеет толщину 0,006 дюйма до не более чем 0,07 дюйма.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0024] Варианты осуществления настоящего изобретения, кратко изложенные выше и более подробно обсуждаемые ниже, можно понять при обращении к иллюстративным вариантам осуществления данного изобретения, изображенным на приложенных чертежах. Однако следует заметить, что приложенные чертежи иллюстрируют лишь типичные варианты осуществления данного изобретения, и, следовательно, их не следует рассматривать как ограничивающие его объем, так как данное изобретение может допускать другие, равно эффективные варианты осуществления.
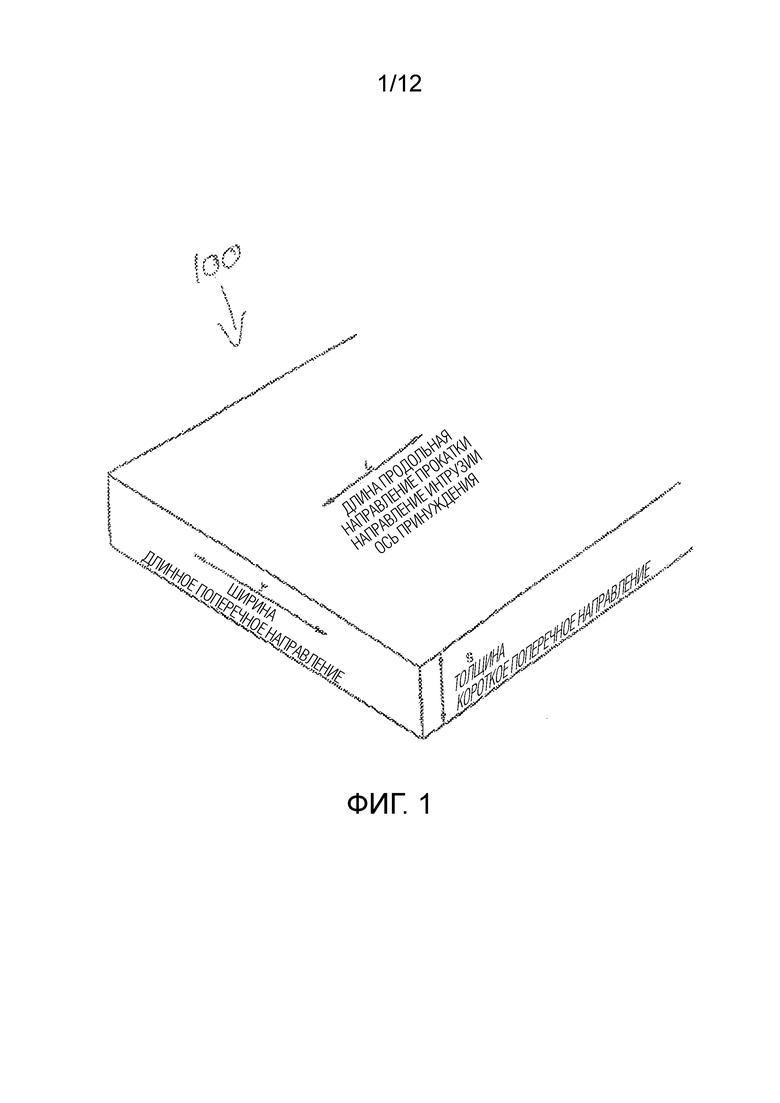
[0025] Фигура 1 изображает частичный увеличенный вид в перспективе алюминиевого листа в соответствии с некоторыми вариантами осуществления настоящего изобретения.
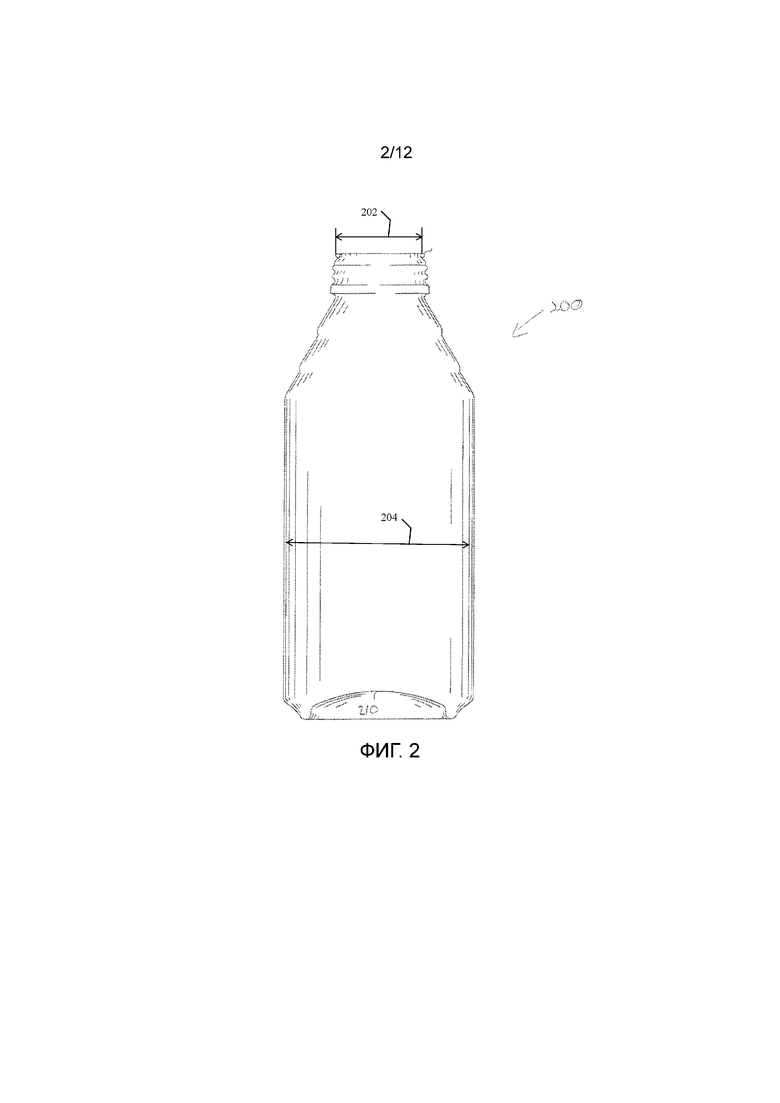
[0026] Фигура 2 изображает вид сбоку алюминиевой бутылки с цельным куполообразным дном в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0027] Фигура 3 изображает этапы способа в соответствии с некоторыми вариантами осуществления настоящего изобретения.
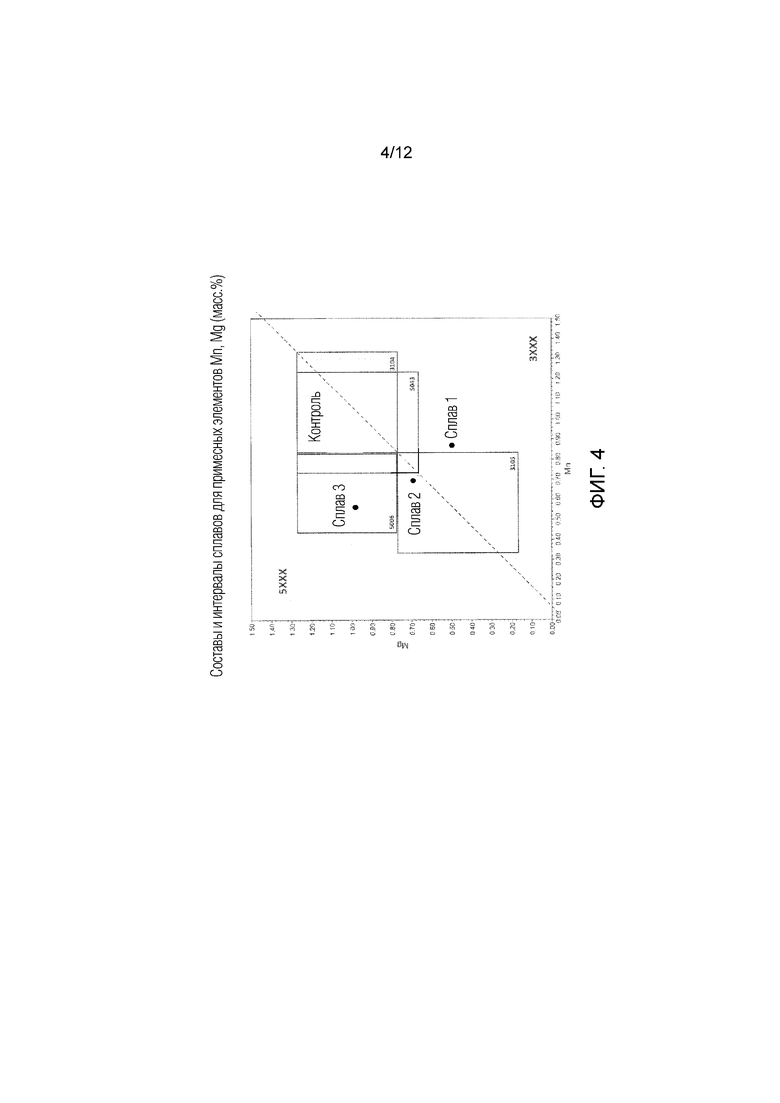
[0028] Фигура 4 изображает график, показывающий составы по различным легирующим элементам трех сплавов и контрольного сплава, оцененных в разделе «Примеры», в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0029] Фигура 5 изображает примеры микрофотографий в отраженных электронах (ВSЕ) для сплавов 1-3 с 17-часовым предварительным нагревом и контроль для этого примера в соответствии с некоторыми вариантами осуществления настоящего изобретения.
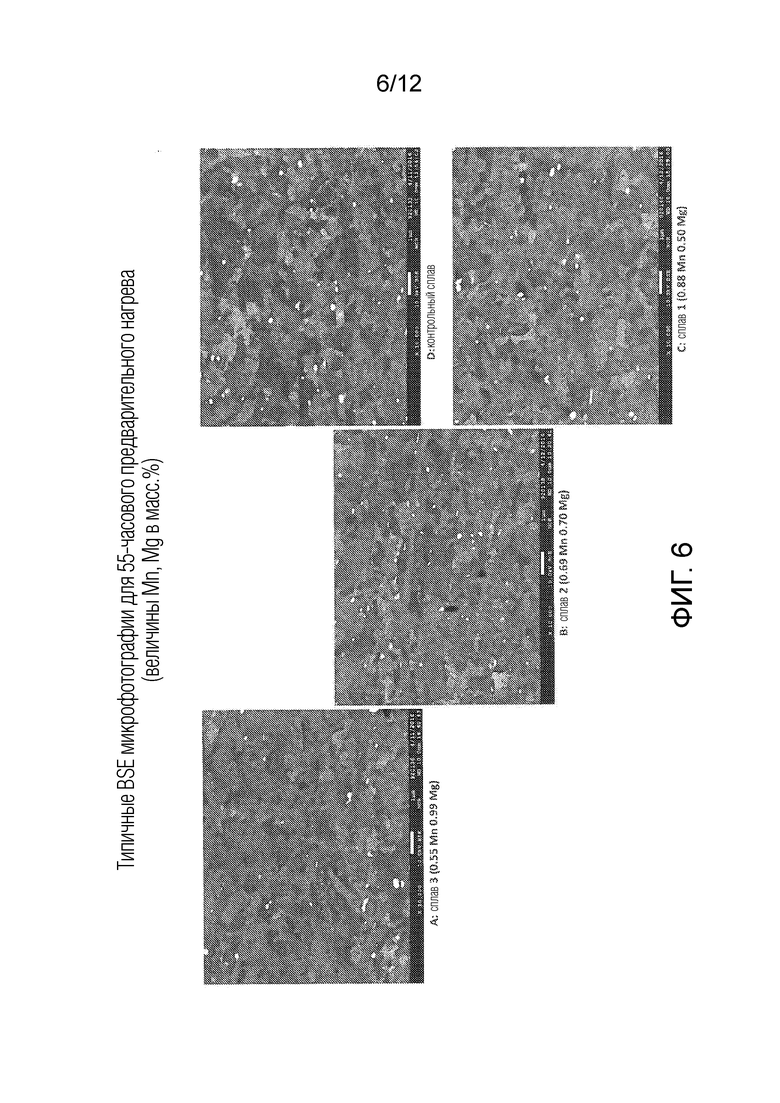
[0030] Фигура 6 изображает примеры микрофотографий в отраженных электронах (ВSЕ) для сплавов 1-3 с 55-часовым предварительным нагревом и контроль для этого примера в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0031] Фигура 7 представляет сравнительные фотографии внешнего вида поверхности крышки повторной вытяжки (вторичной) для сплава 1 при обычном и длительном предварительных нагревах в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0032] Фигура 8 представляет сравнительные фотографии внешнего вида поверхности крышки повторной вытяжки (вторичной) для сплава 3 при обычном и длительном предварительных нагревах в соответствии с некоторыми вариантами осуществления настоящего изобретения.
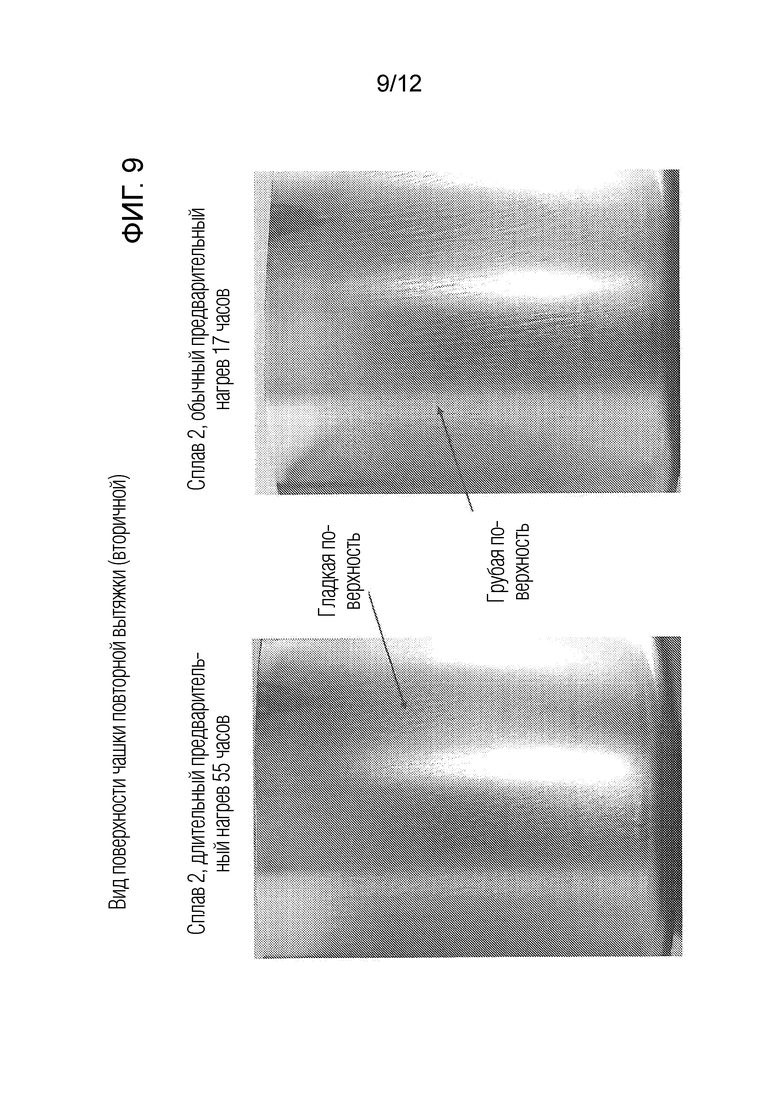
[0033] Фигура 9 представляет сравнительные фотографии внешнего вида поверхности крышки повторной вытяжки (вторичной) для сплава 2 при обычном и длительном предварительных нагревах в соответствии с некоторыми вариантами осуществления настоящего изобретения.
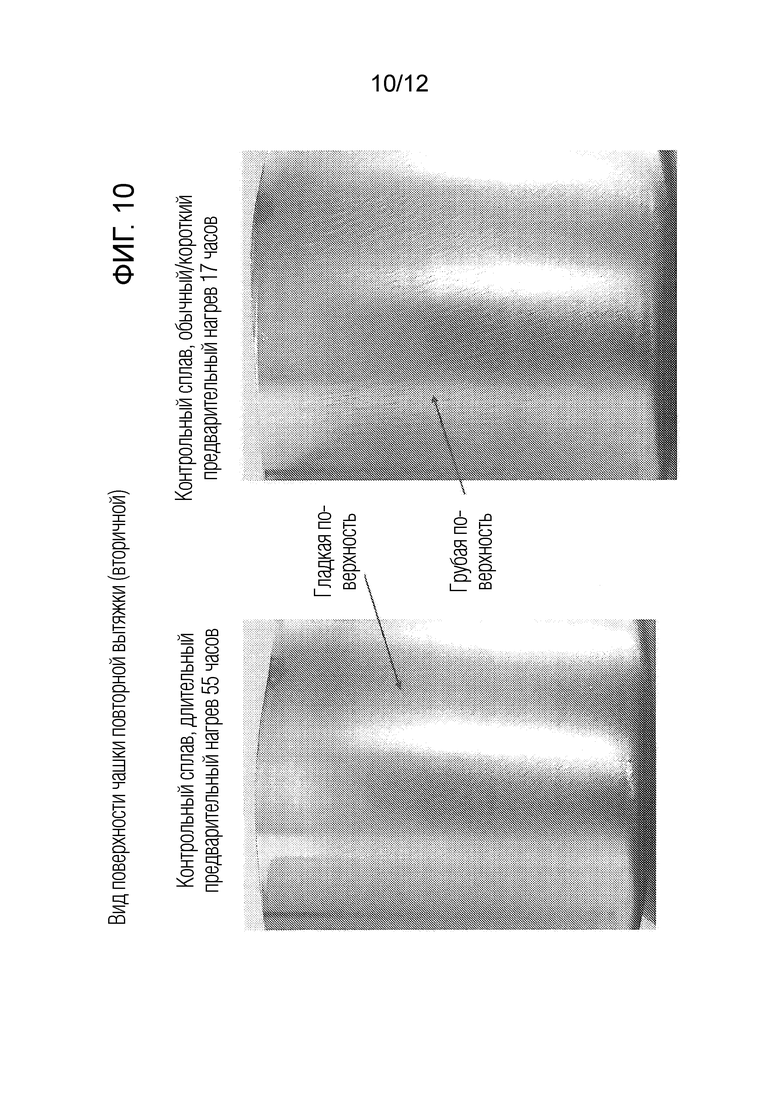
[0034] Фигура 10 представляет сравнительные фотографии внешнего вида поверхности крышки повторной вытяжки (вторичной) для контрольного сплава при обычном и длительном предварительных нагревах в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0035] Фигура 11 изображает блок-схему примерного способа в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0036] Фигура 12 изображает блок-схему примерного способа в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0037] Чтобы облегчить понимание, там, где возможно, использовались одинаковые ссылочные позиции для обозначения идентичных элементов, общих на фигурах. Фигуры выполнены не в масштабе и могут быть упрощенными для ясности. Предполагается, что элементы и признаки одного варианта осуществления могут быть с выгодой введены в другие варианты осуществления без дополнительного указания.
ПОДРОБНОЕ ОПИСАНИЕ
[0038] Настоящее изобретение будет далее поясняться со ссылкой на приложенные чертежи, на которых одинаковые структуры обозначены одинаковыми позициями на нескольких видах. Показанные чертежи не обязательно выполнены в масштабе, и вместо этого внимание акцентируется в целом на иллюстрации принципов настоящего изобретения. Кроме того, некоторые признаки могут быть преувеличены, чтобы показать подробности конкретных деталей.
[0039] Фигуры составляют часть данного описания, включают в себя иллюстративные варианты осуществления настоящего изобретения и иллюстрируют различные его аспекты и признаки. Кроме того, фигуры не обязательно представлены в масштабе, некоторые признаки могут быть преувеличены, чтобы показать подробности конкретных деталей. Кроме того, любые измерения, описания и т.п., показанные на фигурах, являются иллюстративными, а не ограничивающими. Следовательно, раскрытые здесь конкретные структурные и функциональные подробности следует понимать не как ограничивающие, а лишь как типичную основу для понимания специалистами в данной области техники, чтобы разнообразным образом применять настоящее изобретение.
[0040] Среди тех преимуществ и улучшений, которые были раскрыты, другие объекты и преимущества данного изобретения станут очевидными из последующего описания, рассматриваемого вместе с сопровождающими фигурами. Здесь раскрыты подробные варианты осуществления настоящего изобретения; однако следует понимать, что описанные варианты осуществления являются только иллюстрацией изобретения, которое может быть реализовано в различных формах. Кроме того, каждый из примеров приведен в связи с различными вариантами осуществления изобретения, которые предполагаются иллюстративными, а не ограничивающими.
[0041] По всему описанию и формуле изобретения следующие термины имеют приданные им в явном виде значения, если контекст явно не указывает иное. Применяемые здесь выражения "в одном варианте осуществления" и "в некоторых вариантах осуществления" не обязательно относятся к одному и тому же варианту или одним и тем же вариантам осуществления, хотя это возможно. Кроме того, применяемые здесь выражения "в другом варианте осуществления" и "в некоторых других вариантах осуществления" не обязательно относятся к разным вариантам осуществления, хотя это возможно. Таким образом, как описано ниже, различные варианты осуществления изобретения могут легко комбинироваться без отклонения от объема и сущности изобретения.
[0042] Термин "на основе" не является исключающим и позволяет быть основанным на дополнительных, не описанных факторах, если контекст явно не указывает иное. Кроме того, по всему описанию формы существительных в единственном числе включают множественное число. Значение "в" включает "в" и "на".
[0043] Фигура 11 изображает блок-схему примерного способа 1100 в соответствии с некоторыми вариантами осуществления настоящего изобретения. Способ 1100 включает на этапе 1102 получение первого листа алюминиевого сплава, сформированного путем прокатки первого слитка из алюминиевого сплава серии 3ххх или 5ххх. Перед прокаткой первый слиток был нагрет до достаточной температуры в течение достаточного времени для того, чтобы достичь первого f/r дисперсоидов менее чем 7,65. Затем, на этапе 1104, способ 1100 включает формование предшественника контейнера из первого листа алюминиевого сплава, причем, когда первый лист алюминиевого сплава формуют в предшественник контейнера, у предшественника контейнера имеется меньше наблюдаемых на поверхности бороздок и волнистости по сравнению с предшественником контейнера, образованным из второго листа алюминиевого сплава, прокатанного из второго слитка, имеющего второе значение f/r дисперсоидов 7,65 или больше.
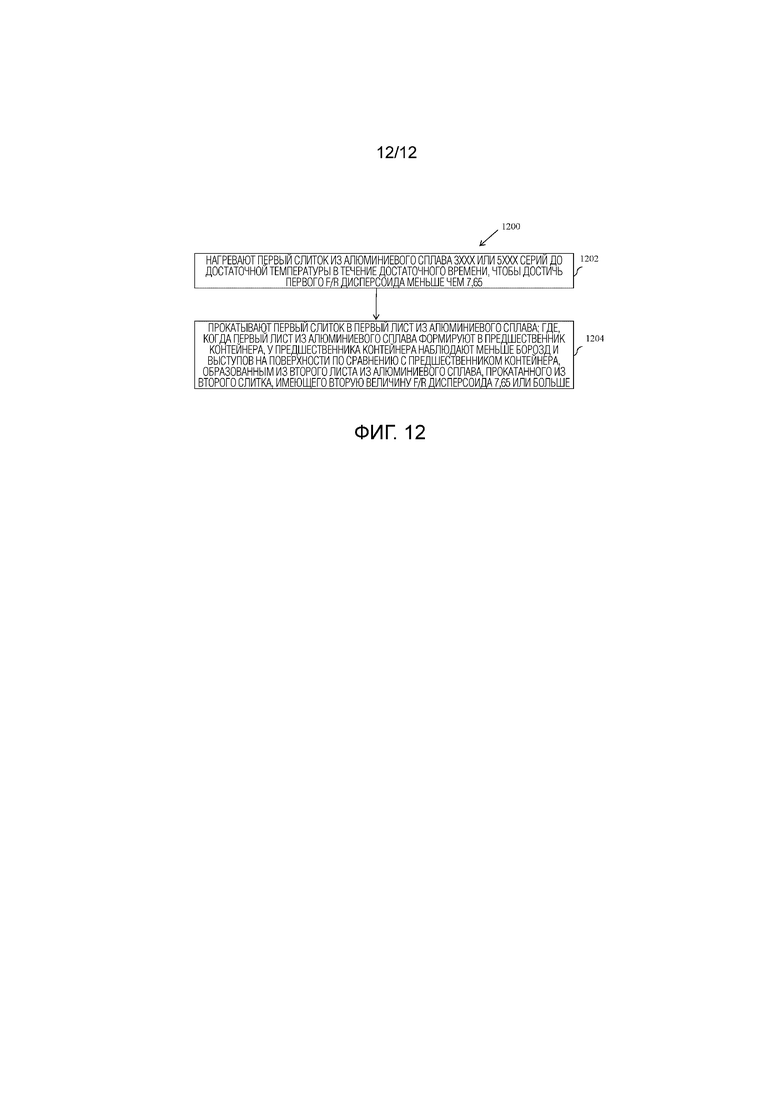
[0044] Фигура 12 изображает блок-схему типичного способа 1200 в соответствии с некоторыми вариантами осуществления настоящего изобретения. Способ 1200 включает на этапе 1202 нагрев первого слитка из алюминиевого сплава серии 3ххх или 5ххх до достаточной температуры в течение достаточного времени для того, чтобы достичь первого f/r дисперсоидов менее чем 7,65. Затем, на этапе 1204, способ включает прокатку первого слитка в первый лист алюминиевого сплава; причем, когда первый лист алюминиевого сплава формуют в предшественник контейнера, у предшественника контейнера имеется меньше наблюдаемых на поверхности бороздок и волнистости по сравнению с предшественником контейнера, образованным из второго листа алюминиевого сплава, прокатанного из второго слитка, имеющего второе значение f/r дисперсоидов 7,65 или больше.
[0045] Применяемый здесь термин "предшественник контейнера" относится к чашке или чашке, подвергнутой повторной вытяжке один или более раз. В некоторых вариантах осуществления чашка выполнена с дном и периметрической боковой стенкой, которая простирается вверх по окружности от периметра дна чашки. В некоторых вариантах осуществления чашка представляет собой единую деталь с закрытым концом (дном) и открытым верхним концом. В некоторых вариантах осуществления дополнительные этапы формования могут выполняться на чашке (например, дне и/или боковых стенках) для того, чтобы отформовать алюминиевый контейнер, снабженный плоским или куполообразным дном.
[0046] В некоторых вариантах осуществления лист 100 алюминиевого сплава, изображенный на фигуре 1, содержит сплав АА 3ххх или 5ххх, имеющий значение f/r дисперсоидов менее чем 7,65. В некоторых вариантах осуществления лист алюминиевого сплава содержит один из: АА 3×03, 3×04 или 3×05. В некоторых вариантах осуществления алюминиевый сплав выбран из группы, состоящей из: АА 3×03, АА 3×04 и АА 3×05. В некоторых вариантах осуществления лист алюминиевого сплава содержит АА 3104. В некоторых вариантах осуществления лист алюминиевого сплава выбран из группы, состоящей из АА 5034 и АА 5006. В некоторых вариантах осуществления лист алюминиевого сплава представляет собой прокатанный лист алюминиевого сплава.
[0047] В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,006 дюйма до не более чем 0,07 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,006 дюйма до не более чем 0,06 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,006 дюйма до не более чем 0,05 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,006 дюйма до не более чем 0,04 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,006 дюйма до не более чем 0,03 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,006 дюйма до не более чем 0,02 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,006 дюйма до не более чем 0,01 дюйма.
[0048] В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,01 дюйма до не более чем 0,07 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,012 дюйма до не более чем 0,07 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,014 дюйма до не более чем 0,07 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,016 дюйма до не более чем 0,07 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,018 дюйма до не более чем 0,07 дюйма. В некоторых вариантах осуществления лист алюминиевого сплава имеет толщину в интервале от 0,02 дюйма до не более чем 0,07 дюйма.
[0049] В некоторых вариантах осуществления лист алюминиевого сплава серии 3ххх или 5ххх формируют из подходящего слитка. Слиток подвергают процедуре предварительного нагрева в течение достаточного времени и при достаточной температуре, чтобы иметь значение f/r дисперсоидов, меньшее чем 7,65. Процедура предварительного нагрева относится к времени предварительной выдержки слитка при надлежащей температуре плюс время выдержки слитка при надлежащей температуре.
[0050] В некоторых вариантах осуществления значение f/r дисперсоидов составляет: менее чем 7,65. В некоторых вариантах осуществления значение f/r дисперсоидов составляет: менее 7,5; менее 7; менее 6,5; менее 6; менее 5,5; менее 5; менее 4,5; менее 4; менее 3,5; менее 3; менее 2,5; менее 2; менее 1,5; менее 1; или меньше.
[0051] В некоторых вариантах осуществления в листе алюминиевого сплава присутствуют по меньшей мере некоторые дисперсоиды.
[0052] В некоторых вариантах осуществления описанные выше значения f/r дисперсоидов относятся к слитку, обработанному с образованием листа алюминиевого сплава, отгружаемого в виде рулона алюминиевого листа изготовителю алюминиевого контейнера (например, изготовителю алюминиевых банок и/или алюминиевых бутылок).
[0053] Применяемый здесь термин "дисперсоид" означает: частицы вторичной фазы, которые образуются во время процедуры предварительного нагрева слитка. Например, дисперсоиды представляют собой Mn-содержащую фазу в алюминиевых сплавах серии 3ххх или 5ххх.
[0054] Применяемое здесь выражение "f/r дисперсоидов" означает отношение количества вторичной фазы к размеру вторичной фазы.
[0055] В некоторых вариантах осуществления лист алюминиевого сплава 3ххх или 5ххх с содержанием Mn от 0,4 мас.% до 0,95 мас.% и содержанием Mg от 0,5 мас.% до 0,9 мас.% будет иметь значение f/r дисперсоидов менее чем 7,65.
[0056] В некоторых вариантах осуществления лист алюминиевого сплава 3ххх или 5ххх с содержанием Mn от 0,4 мас.% до 0,95 мас.% и содержанием Mg от 0,5 мас.% до 0,9 мас.% формируют из слитка, подвергнутого процедуре предварительного нагрева в течение достаточного времени при достаточной температуре для того, чтобы получить значение f/r дисперсоидов менее чем 7,65.
[0057] В некоторых вариантах осуществления содержание Mn составляет: по меньшей мере 0,45 мас.% Mn; по меньшей мере 0,5 мас.% Mn; по меньшей мере 0,55 мас.% Mn; по меньшей мере 0,60 мас.% Mn; по меньшей мере 0,65 мас.% Mn; по меньшей мере 0,70 мас.% Mn; по меньшей мере 0,75 мас.% Mn; по меньшей мере 0,80 мас.% Mn; по меньшей мере 0,85 мас.% Mn; по меньшей мере 0,90 мас.% Mn; или по меньшей мере 0,95 мас.% Mn.
[0058] В некоторых вариантах осуществления содержание Mn составляет: не более 0,45 мас.% Mn; не более 0,5 мас.% Mn; не более 0,55 мас.% Mn; не более 0,60 мас.% Mn; не более 0,65 мас.% Mn; не более 0,70 мас.% Mn; не более 0,75 мас.% Mn; не более 0,8 мас.% Mn; не более 0,85 мас.% Mn; не более 0,9 мас.% Mn; или не более 0,95 мас.% Mn.
[0059] В некоторых вариантах осуществления содержание Mg составляет: по меньшей мере 0,5 мас.% Mg; по меньшей мере 0,55 мас.% Mg; по меньшей мере 0,60 мас.% Mg; по меньшей мере 0,65 мас.% Mg; по меньшей мере 0,70 мас.% Mg; по меньшей мере 0,75 мас.% Mg; по меньшей мере 0,8 мас.% Mg; по меньшей мере 0,85 мас.% Mg; или по меньшей мере 0,9 мас.% Mg.
[0060] В некоторых вариантах осуществления содержание Mg составляет: не более 0,5 мас.% Mg; не более 0,60 мас.% Mg; не более 0,65 мас.% Mg; не более 0,70 мас.% Mg; не более 0,75 мас.% Mg; не более 0,8 мас.% Mg; не более 0,85 мас.% Mg; или не более 0,9 мас.% Mg.
[0061] В некоторых вариантах осуществления, как изображено на фигуре 3, описанные выше способы 1100, 1200 дополнительно содержат на этапе 300 формование контейнера из предшественника контейнера; и на этапе 310 уменьшение диаметра части контейнера на по меньшей мере 26% (например, с образованием конического горлышка, соответствующего конфигурации алюминиевой бутылки).
[0062] В некоторых вариантах осуществления уменьшение диаметра контейнера включает утонение контейнера (шейкообразование) с помощью обжимных штампов (т.е. за счет множественных проходов). В некоторых вариантах осуществления способы 1100, 1200 дополнительно включают расширение участка имеющей уменьшенный диаметр части контейнера. В некоторых вариантах осуществления этот участок имеет длину. В некоторых вариантах осуществления его длина составляет по меньшей мере 0,3 дюйма. В некоторых вариантах осуществления его длина составляет по меньшей мере 0,4 дюйма. В некоторых вариантах осуществления способы 1100, 1200 дополнительно включают расширение утоненного участка имеющей уменьшенный диаметр части контейнера. В некоторых вариантах осуществления контейнер является бутылкой. В одном варианте осуществления бутылка представляет собой жесткий контейнер с диаметром горлышка, который меньше, чем диаметр корпуса. В некоторых вариантах осуществления контейнер является запечатываемым.
[0063] Фигура 2 изображает типичный алюминиевый контейнер (например, алюминиевую бутылку) 200, имеющий купол 210, образованный в соответствии с некоторыми вариантами осуществления настоящего изобретения. В некоторых вариантах осуществления купол 210 представляет собой купол 210 на дне алюминиевого контейнера 200. В некоторых вариантах осуществления алюминиевый контейнер 200 содержит сплав АА 3ххх или 5ххх, имеющий значение f/r дисперсоидов менее чем 7,65. В некоторых вариантах осуществления алюминиевый контейнер 200 может иметь первый диаметр 202 и второй диаметр 204. В некоторых вариантах осуществления первый диаметр 202 является минимальным диаметром алюминиевого контейнера 200, за исключением купола 210. В некоторых вариантах осуществления второй диаметр 204 является максимальным диаметром алюминиевого контейнера 200. В некоторых вариантах осуществления первый диаметр 202 находится на противоположном куполу 210 первом конце алюминиевого контейнера 200. В некоторых вариантах осуществления второй диаметр 204 находится между первым концом и куполом 210. В некоторых вариантах осуществления первый диаметр 202 составляет меньше 70% второго диаметра 204. В некоторых вариантах осуществления первый диаметр 202 составляет меньше 65% второго диаметра 204. В некоторых вариантах осуществления первый диаметр 202 составляет меньше 60% второго диаметра 204. В некоторых вариантах осуществления первый диаметр 202 составляет меньше 55% второго диаметра 204.
[0064] В некоторых вариантах осуществления алюминиевый контейнер 200 содержит один из: АА 3×03, 3×04 или 3×05. В некоторых вариантах осуществления алюминиевый контейнер 200 содержит АА 3104. В некоторых вариантах осуществления алюминиевый контейнер 200 выбран из группы, состоящей из АА 5043 и 5006. В некоторых вариантах осуществления алюминиевый контейнер 200 был отформован вытяжкой и вытяжкой с утонением алюминиевого листа.
[0065] Указанные здесь сплавы и состояния поставки приведены согласно Американской национальной системе обозначений стандартных алюминиевых сплавов и состояний их поставки АNSI Н35.1 и принятым Алюминиевой ассоциацией международным обозначениям алюминиевых сплавов и пределов химических составов для деформируемого алюминия и деформируемых алюминиевых сплавов с поправками от февраля 2009.
[0066] Пример: оценка формуемости
[0067] Формуемость листа алюминиевого сплава оценивали путем формования предшественников контейнера (например, чашек) из листа алюминиевого сплава серии 3ххх или 5ххх с толщиной 0,0186 дюйма и со значением f/r дисперсоидов 7,65 или больше и сравнения с чашками, образованными листом алюминиевого сплава, имеющим значение f/r дисперсоидов менее чем 7,65.
[0068] Выполняли визуальные наблюдения за внешним видом поверхности чашки. В одном или нескольких вариантах осуществления улучшенное формование чашки можно было количественно определить/оценить по одному или более критериям, включая характеристики, указывающие на образование повреждений или дефектов, которые будут вызывать отбраковку чашки или, вероятно, создавать проблемы при дальнейшем формовании с операциями шейкообразования, завальцовки, формирования резьбы, фланцевания или расширения.
[0069] В отличие от формуемости, определяемые путем визуального наблюдения характеристики легко видны в чашках, образованных из алюминиевого сплава серии 3ххх и алюминиевого сплава серии 5ххх, имеющих значения f/r дисперсоидов 7,65 или больше, по сравнению с чашками, образованными из листа алюминиевого сплава серии 3ххх или 5ххх, имеющего значения f/r дисперсоидов менее чем 7,65.
[0070] Было обнаружено (и показано на фигурах 7-10), что более длительный предварительный нагрев приводил к визуально более гладкому внешнему виду чашки во всех оцененных случаях. Таким образом, было сделан вывод о том, что более длительная процедура предварительного нагрева дает лист алюминиевого сплава с улучшенной формуемостью, т.е. образуется лучшая/улучшенная чашка повторной вытяжки в противоположность чашке без более длительной процедуры предварительного нагрева. Лучшая чашка дает лучший алюминиевый контейнер (т.е. меньшее количество брака и/или дефектов) при дополнительных операциях дальнейшего формования.
[0071] На коммерческой бутылочной линии эти чашки подвергались бы дополнительным этапам формования, включая один или более из следующих этапов финишной обработки: превращение чашки в банку (посредством корпусообразующей машины), шейкообразования, расширения, формирования резьбы, сужения, завальцовки, фланцевания или формирования отверстия контейнера для приема крышки. Наблюдаемые на поверхности бороздки и волнистость на чашках из листа, имеющего значение f/r дисперсоидов 7,65 или выше, считаются дающими большую степень отбраковки на коммерческой бутылочной линии (по сравнению с чашками без таких поверхностных характеристик/дефектов, имеющими значения f/r дисперсоидов менее чем 7,65) при последующих операциях формования. Отбраковка может вызываться дефектами контейнера, такими как один или более из следующих: витые трещины, разрыв контейнера, смятие контейнера, морщины, складки, нарушение резьбы, смятие резьбы, трещины фланцев или шероховатость поверхности, помимо прочих.
[0072] Пример: влияние состава и предварительного нагрева на f/r дисперсоидов
[0073] Чтобы оценить влияние состава и/или предварительного нагрева на алюминиевый лист, три разных сплава оценивали по сравнению с контрольным, коммерчески доступным сплавом для бутылочных заготовок.
[0074] На листе выполняли количественное определение характеристик микроструктуры (например, вычисление f/r дисперсоидов). На образцах снимали СЭМ-изображения в отраженных электронах (15 изображений) в 3 местах по толщине на металлографически приготовленном продольном сечении при 10-тысячном увеличении. Фигура 5 изображает примеры микрофотографий в отраженных электронах (ВSЕ) для сплавов 1-3 с 17-часовым предварительным нагревом по сравнению с контрольным сплавом в соответствии с некоторыми вариантами осуществления настоящего изобретения. Фигура 6 изображает примеры микрофотографий в отраженных электронах (ВSЕ) для сплавов 1-3 с 55-часовым предварительным нагревом по сравнению с контрольным сплавом в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0075] Следует заметить, что места, которые имеют большее среднее атомное число, будут выглядеть ярче на ВSЕ-изображении - нерастворимые составляющие Al12[Fe,Mn]3Si и дисперсоиды Al12Mn3Si будут ярче относительно алюминиевой матрицы. Полученные изображения оценивали путем анализа изображений, измеряя все частицы диаметром <550 нм (0,55 мкм).
[0076] Дисперсоиды идентифицировали и использовали для количественного определения значения f/r дисперсоидов. Получали цифровые изображения с помощью СЭМ и 15 изображений на поверхности, 15 изображений на t/4 (четверти толщины) и 15 изображений на t/2 (половине толщины). Изображения с градацией серого имеют два уровня различения, выполняемого на изображении, и все частицы свыше заданного порогового размера [верхнего предела частиц субмикронного размера] отбрасывали, таким образом определяя дисперсоиды (частицы < заданного порога) в конкретном месте слитка.
[0077] После измерения частиц их сортировали/группировали в зависимости от площади поперечного сечения. На логарифмической шкале, 5 разделов на декаду, суммировали площади дисперсоидов в каждом разделе и делили на общую измеренную площадь, затем умножали на 100, получая % площади дисперсоидов (значение "f"). Чтобы определить значение "r", брали верхний предел раздела, равный площади круга (πr2), и пересчитывали на r. Затем вычисляли f/r дисперсоидов для индивидуальных разделов, а потом f/r дисперсоидов суммировали, получая значение f/r дисперсоидов для образца конкретного сплава (например, сплава 1-3 и контрольного сплава).
[0078] Чтобы оценить/определить влияние процедуры предварительного нагрева (обычного и длительного) на микроструктуру, механические свойства и формуемость, три сплава оценивали и сравнивали с контрольным сплавом.
[0079] Нижеприведенная таблица количественно показывает различия дисперсоидов (Al12Mn3Si) из-за сплава и предварительного нагрева, используя СЭМ-изображения и количественную металлографию.
[0080] Сплав 1 – лист алюминиевого сплава с составом: 0,21 мас.% Si; 0,51 мас.% Fe; 0,16 мас.% Cu; 0,88 мас.% Mn; 0,50 мас.% Mg, а остальное – алюминий. Сплав 2 – лист алюминиевого сплава с составом: 0,21 мас.% Si; 0,52 мас.% Fe; 0,15 мас.% Cu; 0,69 мас.% Mn; 0,70 мас.% Mg, остальное – алюминий. Сплав 3 – лист алюминиевого сплава с составом: 0,2 мас.% Si; 0,53 мас.% Fe; 0,15 мас.% Cu; 0,55 мас.% Mn; 0,99 мас.% Mg, а остальное – алюминий. В некоторых вариантах осуществления контрольным сплавом является АА 3104. Фигура 4 изображает график, показывающий составы по разным легирующим элементам трех сплавов, оцениваемых в разделе «Примеры», в соответствии с некоторыми вариантами осуществления настоящего изобретения.
[0081] Было обнаружено, что меньший % площади и меньшая числовая плотность дисперсоидов достигались при продленном предварительном нагреве. Также при сравнении изображений для процедуры 17-часового предварительного нагрева с изображениями для процедуры 55-часового предварительного нагрева определенных изученных сплавов было обнаружено, что рост составляющей фазы происходил за счет дисперсоидов. Кроме того, было обнаружено, что имело место небольшое изменение диаметра частиц дисперсоидов. Наконец, было обнаружено, что продленный предварительный нагрев (55 часов) приводил к существенному снижению f/r дисперсоидов для всех оцениваемых образцов (например, сплава 1-3 и контрольного сплава).
[0082] Один способ получения листа с f/r дисперсоидов, меньшим чем 7,65, состоит в увеличении процедуры предварительного нагрева от стандартных производственных параметров, применяемых для баночного листа.
[0083] Без связи с конкретным механизмом и/или теорией считается, что по мере того, как увеличивается температура выдержки при предварительном нагреве, самые маленькие дисперсоиды Al12Mn3Si становятся термодинамически неустойчивыми и растворяются. Mn, который возвращается в твердый раствор, диффундирует к более крупным частицам (либо составляющим, либо дисперсоидам), так что большие частицы растут за счет маленьких частиц. Без связи с конкретным механизмом и/или теорией считается, что это приводит к увеличению количества нерастворимой составляющей и уменьшению количества дисперсоидов (т.е. суммарное количество этих фаз остается постоянным). Этот процесс продолжается с увеличением времени выдержки при предварительном нагреве и/или с увеличением температуры выдержки при предварительном нагреве.
[0084] В некоторых вариантах осуществления слиток для алюминиевого листа подвергается воздействию процедуры предварительного нагрева с временами в интервале: время предварительной выдержки 3 часа при 1080°F плюс время выдержки 30-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1085°F плюс время выдержки 30-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1090°F плюс время выдержки 30-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1095°F плюс время выдержки 30-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1100°F плюс время выдержки 30-40 часов при 1060°F. Применимы большие времена или температуры.
[0085] В некоторых вариантах осуществления слиток для алюминиевого листа подвергается воздействию процедуры предварительного нагрева с временами в интервале: время предварительной выдержки 3 часа при 1080°F плюс время выдержки 35-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1085°F плюс время выдержки 35-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1090°F плюс время выдержки 35-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1095°F плюс время выдержки 35-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1100°F плюс время выдержки 35-40 часов при 1060°F. Применимы большие времена или температуры.
[0086] В некоторых вариантах осуществления слиток для алюминиевого листа подвергается воздействию процедуры предварительного нагрева с временами в интервале: время предварительной выдержки 3 часа при 1080°F плюс время выдержки 37-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1085°F плюс время выдержки 37-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1090°F плюс время выдержки 37-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1095°F плюс время выдержки 37-40 часов при 1060°F; или время предварительной выдержки 3 часа при 1100°F плюс время выдержки 37-40 часов при 1060°F. Применимы большие времена или температуры.
[0087] Хотя выше были подробно описаны различные варианты осуществления настоящего изобретения, очевидно, что специалистам в данной области техники придут на ум модификации и адаптации этих вариантов осуществления. Однако следует четко понимать, что такие модификации и адаптации находятся в пределах сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДИРОВАННЫЙ АЛЮМИНИЙ ТЕМНО-СЕРОГО ЦВЕТА | 2017 |
|
RU2717622C1 |
| ЛИСТ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ С СВЕРХДЛИТЕЛЬНЫМ СРОКОМ СЛУЖБЫ И ВЫСОКОЙ ФОРМУЕМОСТЬЮ | 2003 |
|
RU2312020C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЛИ ДЕТАЛЕЙ АВТОМОБИЛЕЙ, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ АЛЮМИНИЕВОГО СПЛАВА ИЗ УКАЗАННОГО АЛЮМИНИЕВОГО СПЛАВА, ПОЛОСА АЛЮМИНИЕВОГО СПЛАВА И ЕЕ ПРИМЕНЕНИЕ | 2014 |
|
RU2637458C2 |
| АЛЮМИНИЕВЫЙ ЛИСТ С УЛУЧШЕННОЙ ФОРМУЕМОСТЬЮ И АЛЮМИНИЕВЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ ИЗ АЛЮМИНИЕВОГО ЛИСТА | 2015 |
|
RU2664006C2 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2785724C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВТОРИЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2018 |
|
RU2731634C2 |
| ПОДДАЮЩИЙСЯ СВАРКЕ ВЫСОКОПРОЧНЫЙ Al-Mg СПЛАВ | 2006 |
|
RU2585602C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОДУКТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СЕРИИ АА2000 | 2007 |
|
RU2443798C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ, УСТОЙЧИВЫЙ К МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ | 2013 |
|
RU2634822C2 |
| ПРОДУКТЫ ИЗ АЛЮМИНИЕВОГО СПЛАВА С ФУНКЦИОНАЛЬНЫМ ГРАДИЕНТОМ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2818786C1 |




Изобретение относится к изготовлению контейнеров для напитков из алюминиевых сплавов. Способ получения предшественника контейнера или контейнера включает получение листа алюминиевого сплава, образованного путем прокатки слитка из алюминиевого сплава серии 3ххх или 5ххх, причем количество Mn в листе алюминиевого сплава составляет от 0,45 мас.% до не более чем 0,95 мас.% Mn, при этом перед прокаткой слиток нагревают до температуры и в течение времени, достаточных для достижения соотношения f/r дисперсоидов менее чем 7,65, где f/r - отношение количества вторичной фазы к размеру вторичной фазы; и формование предшественника контейнера или контейнера из листа алюминиевого сплава, причем, сформованный в предшественнике контейнера или контейнер лист алюминиевого сплава имеет меньше наблюдаемых на поверхности бороздок и волнистости по сравнению с предшественником или контейнером, сформированным из листа алюминиевого сплава, прокатанного из слитка и имеющего значение f/r дисперсоидов 7,65 или более. Изобретение направлено на снижение деффектов получаемых контейнеров за счет улучшения формуемости алюминиевых сплавов. 4 н. и 15 з.п. ф-лы, 12 ил., 1 табл., 1 пр.
1. Способ получения предшественника контейнера, включающий:
получение первого листа алюминиевого сплава, образованного путем прокатки первого слитка из алюминиевого сплава серии 3ххх или 5ххх, причем количество Mn в первом листе алюминиевого сплава составляет от 0,45 мас.% до не более чем 0,95 мас.% Mn, при этом перед прокаткой первый слиток нагревают до температуры и в течение времени, достаточных для достижения первого соотношения f/r дисперсоидов менее чем 7,65, где f/r - отношение количества вторичной фазы к размеру вторичной фазы; и
формование предшественника контейнера из первого листа алюминиевого сплава,
причем сформированный в предшественнике контейнера первый лист алюминиевого сплава имеет меньше наблюдаемых на поверхности бороздок и волнистости по сравнению с предшественником, сформованным из второго листа алюминиевого сплава, прокатанного из второго слитка и имеющего второе значение f/r дисперсоидов 7,65 или более.
2. Способ по п. 1, в котором первый лист алюминиевого сплава имеет толщину от 0,006 дюйма до не более чем 0,07 дюйма.
3. Способ по п. 1, в котором алюминиевый сплав серии 3ххх выбран из группы, состоящей из АА 3×03, АА 3×04 и АА 3×05.
4. Способ по п. 1, в котором алюминиевый сплав серии 3ххх представляет собой сплав АА 3104.
5. Способ по п. 1, в котором алюминиевый сплав серии 5ххх выбран из группы, состоящей из АА 5043 и АА 5006.
6. Способ по п. 1, в котором первое значение f/r дисперсоидов составляет от примерно 4,5 до менее чем 7,65.
7. Способ по п. 1, в котором количество Mg в первом листе алюминиевого сплава составляет от 0,5 мас.% до не более чем 0,9 мас.% Mg.
8. Способ получения предшественника контейнера, включающий:
нагрев первого слитка из алюминиевого сплава серии 3ххх или 5ххх до температуры и в течение времени, достаточных для достижения первого соотношения f/r дисперсоидов менее чем 7,65; и
прокатку первого слитка в первый лист алюминиевого сплава;
причем сформированный из первого листа алюминиевого сплава предшественник контейнера имеет меньше наблюдаемых на поверхности бороздок и волнистости по сравнению с предшественником контейнера, сформованным из второго листа алюминиевого сплава, прокатанного из второго слитка, имеющего второе значение f/r дисперсоидов 7,65 или более при предварительном нагреве в течение 55 часов.
9. Способ по п. 8, в котором первый лист алюминиевого сплава имеет толщину от 0,006 дюйма до не более чем 0,07 дюйма.
10. Способ по п. 8, в котором алюминиевый сплав серии 3ххх выбран из группы, состоящей из АА 3×03, АА 3×04 и АА 3×05.
11. Способ по п. 8, в котором алюминиевый сплав серии 3ххх представляет собой сплав АА 3104.
12. Способ по п. 8, в котором алюминиевый сплав серии 5ххх выбран из группы, состоящей из АА 5043 и АА 5006.
13. Способ по п. 8, в котором первое значение f/r дисперсоидов составляет от примерно 4,5 до менее чем 7,65.
14. Способ по п. 8, в котором количество Mn в первом листе алюминиевого сплава составляет от 0,45 мас.% до не более чем 0,95 мас.% Mn.
15. Способ по п. 8, в котором количество Mg в первом листе алюминиевого сплава составляет от 0,5 мас.% до не более чем 0,9 мас.% Mg.
16. Способ изготовления контейнера, включающий:
получение первого листа алюминиевого сплава, образованного путем прокатки первого слитка из алюминиевого сплава серии 3ххх или 5ххх, причем количество Mn в первом листе алюминиевого сплава составляет от 0,45 мас.% до не более чем 0,95 мас.%, при этом перед прокаткой первый слиток нагревают до температуры и в течение времени, достаточных для достижения первого соотношения f/r дисперсоидов менее чем 7,65; и
формование контейнера из первого листа алюминиевого сплава,
причем первый слиток, предварительно нагретый в течение 55 часов, имеет первое значение f/r дисперсоидов менее чем 7,65 по сравнению со вторым слитком, имеющим второе значение f/r дисперсоидов 7,65 или более при предварительном нагреве в течение 55 часов.
17. Способ по п. 16, в котором первый лист алюминиевого сплава имеет толщину от 0,006 дюйма до не более чем 0,07 дюйма.
18. Способ изготовления контейнера, включающий:
нагрев первого слитка из алюминиевого сплава серии 3ххх или 5ххх до температуры и в течение времени, достаточных для достижения первого соотношения f/r дисперсоидов менее чем 7,65; и
прокатку первого слитка в первый лист алюминиевого сплава;
причем первый слиток, предварительно нагретый в течение 55 часов, имеет первое значение f/r дисперсоидов менее чем 7,65 по сравнению со вторым слитком, имеющим второе значение f/r дисперсоидов 7,65 или более при предварительном нагреве в течение 55 часов.
19. Способ по п. 18, в котором первый лист алюминиевого сплава имеет толщину от 0,006 дюйма до не более чем 0,07 дюйма.
| US 20150314361 A1, 05.11.2015 | |||
| US 5714019 A, 03.02.1998 | |||
| КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ ПЕРЕРАБОТАННОГО АЛЮМИНИЕВОГО ЛОМА МЕТОДОМ УДАРНОГО ПРЕССОВАНИЯ | 2012 |
|
RU2593799C2 |
| US 6045632 A, 04.04.2000 | |||
| US 20130186905 A1, 25.07.2013. | |||

